ANALISIS SISTEM PENGENDALIAN KUALITAS PADA
PROSES PEMBUATAN BENANG KARET (
RUBBER THREAD
)
DI PT. INDUSTRI KARET NUSANTARA MEDAN
TESIS
Oleh
DIAN FITRI LESTARI
057025008/TI
SEKOLAH PASCASARJANA
UNIVERSITAS SUMATERA UTARA
ANALISIS SISTEM PENGENDALIAN KUALITAS PADA
PROSES PEMBUATAN BENANG KARET (
RUBBER THREAD
)
DI PT. INDUSTRI KARET NUSANTARA MEDAN
TESIS
Diajukan sebagai salah satu syarat untuk Memperoleh Gelar Magister Teknik
dalam Program Studi Teknik Industri
pada Sekolah Pascasarjana Universitas Sumatera Utara
Oleh
DIAN FITRI LESTARI
057025008/TI
SEKOLAH PASCASARJANA
UNIVERSITAS SUMATERA UTARA
Judul Tesis : ANALISIS SISTEM PENGENDALIAN KUALITAS PADA PROSES PEMBUATAN BENANG KARET (RUBBER THREAD) DI PT. INDUSTRI KARET NUSANTARA MEDAN
Nama Mahasiswa : Dian Fitri Lestari Nomor Pokok : 057025008
Program Studi : Teknik Industri
Menyetujui Komisi Pembimbing
(Prof. Dr. Ir. Sukaria Sinulingga, M.Eng) Ketua
( Aulia Ishak, ST, MT ) Anggota
Ketua Program Studi
(Prof. Dr. Ir. Sukaria Sinulingga, M.Eng)
Direktur
(Prof. Dr. Ir. T. Chairun Nisa B., MSc)
Telah Diuji pada
Tanggal : 8 Juni 2009
PANITIA PENGUJI TESIS
Ketua : Prof. Dr. Ir. Sukaria Sinulingga, M.Eng Anggota : Aulia Ishak, ST. MT
ABSTRAK
Penelitian ini bertujuan untuk menaganalisis sistem pengendalian kualitas pada proses pembuatan benang karet (Rubber Thread) di PT. Industri Karet Nusantara Medan.
Dalam penelitian ini proses pemecahan masalah dilakukan dengan pengolahan data dengan menggunakan seven tools dan 8 langkah yang terdapat dalam Quality Control Circle serta bantuan Software Expert Choice versi 2000 untuk mencari penyebab dominan dari pada cacat terbesar.
Hasil dari penelitian ini menunjukan bahwa jenis cacat terbesar yaitu jenis cacat Molted Thread. Oleh karena itu maka jenis cacat ini menjadi prioritas pembahasan. Dengan menggunakan Expert Choice maka didapat penyebab dominan dari cacat Molted yaitu pada material dengan nilai 44,7%.
Penyebab cacat pada material yaitu belum stabil dan homogennya latex yang digunakan pada waktu proses homogenasi (pembuatan compound) sehingga berpengaruh kepda proses extrusi. Hal ini dikarenakan nilai MST dan TSC latex yang tdk sesuai standart.
Berdasarkan eksperimen didapat bahwa settingan optimal dari nilai MST yaitu 650 detik dan nilai TSC 61,5 % Dengan nilai MST 650 detik maka cacat yang dihasilkan pada proses pembuatan Benang Karet dapat diminimalkan.
ABSTRACT
This study aims to analyze quality control system in the process of rubber thread production at the PT. Industri Karet Nusantara Medan.
In this research the problem solving process was gained with the data processing using seven tools and 8 steps of Quality Control Circle and with Expert Choice Software version 2000 to explore the dominant cause on the largest defect.
This research result showed that the Molted Thread was the largest defect. Therefore, this defect was the priority. Expert Choice software resulted dominant Molted Thread defect caused by materials with 47% of value.
The cause of defect on material that latex used on the compound making process was not stable and non homogeneous that effect to the extraction process. This was caused by the value of MST and TSC that doesn’t meet the standard.
Based on experiment, gained that optimal setting of MST value was 650 second and TSC value was 61.5%. With MST value 650 defects that gained at the Rubber Threat production process can be reduced.
KATA PENGANTAR
Puji syukur kehadirat Allah SWT, hanya atas rahmat dan hidayah-Nya tesis ini dapat diselesaikan dengan segala upaya yang cukup berarti bagi penulis. Tesis ini disusun sebagai salah satu syarat untuk menyelesaikan Program Magister Teknik Industri Sekolah Pascasarjana Universitas Sumatera Utara.
Dalam pelaksanaan penulisan tesis ini, penulis banyak mendapatkan bantuan baik moril maupun material dari berbagai pihak. Untuk itu pada kesempatan ini penulis ingin menyampaikan terima kasih yang sedalam-dalamnya kepada :
- Bapak Prof. Dr.Ir. Sukaria Sinulingga, M.Eng, selaku Ketua Program Studi
sekaligus Pembimbing Utama dalam penulisan tesis ini, yang telah bersedia membimbing.
- Bapak Ir. Harmein Nasution, MSIE, selaku Sekretaris Program pada Magister
Teknik Industri, atas semua pengetahuan yang diberikan selama mengikuti pendidikan magister.
- Bapak Aulia Ishak, ST.MT, selaku pembimbing II yang telah membimbing
saya hingga tesis ini dapat diselesaikan.
- Bapak Prof. Dr. Ir. Rahim Matondang, MSIE, Bapak Ir. Mangara
Tambunan, M.Sc dan Ibu Nazlina, ST.MT, selaku komisi pembanding pada saat ujian tesis atas sarannya guna untuk menyempurnakan tesis ini.
- Seluruh staf pengajar pada Program Magister Teknik Industri, terima kasih atas
semua pengetahuan yang diberikan selama ini.
- Bapak Ir. Erwin Lubis, selaku Manajer Pabrik Benang Karet (Rubber Thread)
atas semua kemudahan dan bantuan yang diberikan selama penelitian dilaksanakan.
- Ayahanda M. Uyub Jas, SE, MM dan Ibunda Taty Tatoe, serta kedua adik
- Suami tercinta Andri Wardhana Sebayang, SSi dan putri tercinta Nafisa
Athaya terima kasih atas semua kasih sayang, kesabarannya, dukungannya serta doanya sehingga bunda dapat menyelesaikan tesis ini.
- Mertuaku Ibu Ir. Hj. Sabar Ginting, MS beserta seluruh keluarga besar, terima
kasih atas semua doa, perhatian, dorongan dan bantuan yang diberikan hingga dapat menyelesaikan studi.
- Bapak Ir. H. M.Djamian dan Ernawaty Tatoe beserta seluruh keluarga besar,
terima ksaih atas semua doa, kasih sayang, dukungan dan bantuan yang diberikan sehingga tesis ini dapat diselesaikan.
- Ibu Olin dan Om batubara, terima kasih atas doa dan dukungan serta kepada
seluruh pihak yang pernah memberikan bantuan dan dukungan kepada penulis yang namanya tidak dapat disebutkan satu persatu, terima kasih banyak.
Penulis menyadari bahwa tulisan ini masih jauh dari kesempurnaan, oleh karena itu sangat diharapkan saran dan masukan yang konstruktif sehingga berguna bagi para pembaca.
Medan, Juni 2009 Penulis,
RIWAYAT HIDUP
Dian Fitri Lestari dilahirkan di Medan pada tanggal 13 Juli 1981 anak pertama dari tiga bersaudara, anak dari M. Uyup Jas, SE, MM dan Taty Tatoe, beragama Islam.
DAFTAR ISI
Halaman
ABSTRAK ... i
ABSTRACT... ii
KATA PENGANTAR ... iii
RIWAYAT HIDUP ... v
DAFTAR ISI ... vi
DAFTAR TABEL ... viii
DAFTAR GAMBAR ... ix
DAFTAR LAMPIRAN ... x
BAB I PENDAHULUAN ... 1
1.1. Latar Belakang Masalah ... 1
1.2. Perumusan Masalah ... 9
1.3. Tujuan dan Sasaran Penelitian ... 10
1.4. Batas dan Ruang Lingkup ... 11
1.5. Asumsi-asumsi ... 11
BAB II TINJAUAN PUSTAKA.... ... 12
2.1. Sistem ... 12
2.1.1. Defenisi Sistem ... 12
2.1.2. Siklus Hidup Pengembangan Sistem ... 12
2.2. Kualitas ... .. 14
2.2.1. Defenisi Kualitas ... 17
2.2.2. Pengertian Pengendalian Kualitas ... 17
2.2.3. Tujuan Pengendalian Kualitas ... 19
2.2.4. Jenis-Jenis Pengendalian Kualitas ... 20
2.3. Rancangan Sistem Kendala Mutu ... 21
2.4. Siklus Pengendalian Kualitas ... 22
2.5. Quality Control Circle ... 23
2.5.1.Tujuan dan ManfaatQuality Control Circle ... 23
2.5.2.Proses Kegiatan Quality Control Circle ... 24
2.5.3.Langkah Pemecahan Masalah Quality Control Circle ... 25
2.6. Alat Pemecahan Masalah .... ... 27
2.7. Perancangan Eksperimen (Design of Experiment)... 32
BAB III GAMBARAN UMUM OBJEK STUDI ... 39
3.1. Sejarah Perusahaan ... 39
3.2. Ruang Lingkup Bidang Usaha ... 43
3.3. Lokasi Perusahaan ... 43
3.4. Daerah Pemasaran ... 44
3.5. Organisasi dan Manajemen ... 44
3.5.1.Struktur Organisasi Perusahaan ... 44
3.5.2.Tenaga Kerja dan Shift Kerja ... 47
3.5.3.Sistem Pengupahan ... 48
3.6. Proses Produksi ... 49
3.6.1.Bahan yang digunakan ... 49
3.6.2. Jumlah dan Spesifikasi produk ... 54
3.6.3.Uraian Proses Produksi ... 55
3.6.4.Metode Analisa Benang Karet... 61
BAB IV METODOLOGI PENELITIAN ... 63
4.1. Metodologi Penelitian ... 63
4.2. Lokasi Penelitian ... 63
4.3. Jadwal Penelitian ... 63
4.4. Metode Pengumpulan Data... ... 64
4.5. Metode Analisis Data ... ... 64
BAB V PENGUMPULAN DAN PENGOLAHAN DATA ... 71
5.1. Pengumpulan Data ... 71
5.1.1.Data Primer ... 71
5.1.2.Data Sekunder ... 71
5.2. Pengolahan Data ... ... 72
BAB VI ANALISIS PEMECAHAN MASALAH ... 81
6.1. Analisis Masalah ... 81
6.2. Pemecahan Masalah ... 82
6.3. Perhitungan Produktifitas ... 92
BAB VII DISKUSI DAN EVALUASI HASIL... 93
7.1. Kendala Dalam Penggunaan Hasil ... 93
7.2. Metode Pendekatan Dalam Mengatasi Hasil ... 93
BAB VIII KESIMPULAN DAN SARAN ... 95
8.1. Kesimpulan ... 95
8.2. Saran tindak lanjut... 96
DAFTAR TABEL
No Judul Halaman
1. Proses Pengembangan Sistem ... 14
2. Spesifikasi Produk Rubber Thread Factory ………... 55
3. Jadwal Penelitian ... 63
4. Check Sheet untuk produk Benang Karet (Rubber Thread) pada count 37 bulan Januari – Desember 2008 ... 73
5. Persentase Kumulatif Produk Cacat Benang Karet Bulan Januari – Desember 2008 ... 74
6. Jumlah Produk Cacat dan Jumlah Produksi Benang Karet count 37 …….. 75
7. Perhitungan Korelasi ... 76
8. Perhitungan p chart ... 79
9. Data Produksi Tahun 2008 ... 81
10.Skala Perbandingan Berpasangan ... .. 86
11.Check Sheet Hasil Expert Choice ... ... ... 86
12.Rencana Penanggulangan Molted Thread ………... 87
13.Pelaksanaan Penanggulangan Molted Thread ………... 90
14.Perbandingan Jumlah Cacat Tahun 2008 dan 2009 ... 91
15.Produktifitas Tahun 2008 ... .. 92
DAFTAR GAMBAR
No Judul Halaman
1. Key Process Pabrik Industri Karet Nusantara Medan ... 2
2. Proses Transformasi dalam Sistem Pengendalian Kualitas ... 5
3. Skema Sistem Pengendalian Kualitas ... 6
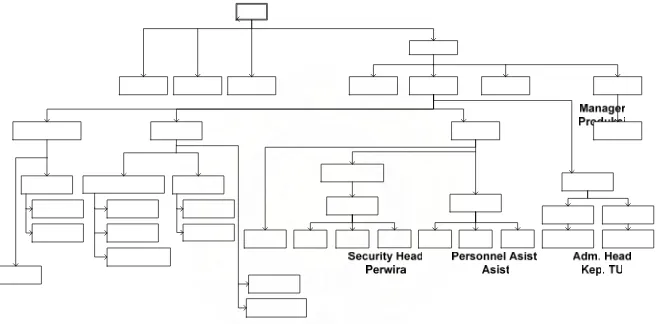
4. Struktur Organisasi Perusahaan Pabrik PT. Industri Karet Nusantara ... 46
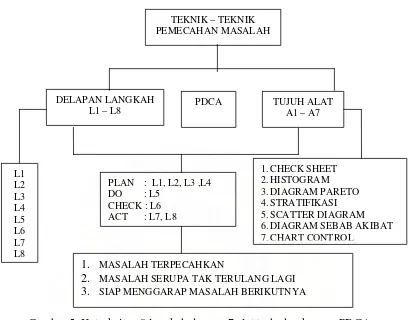
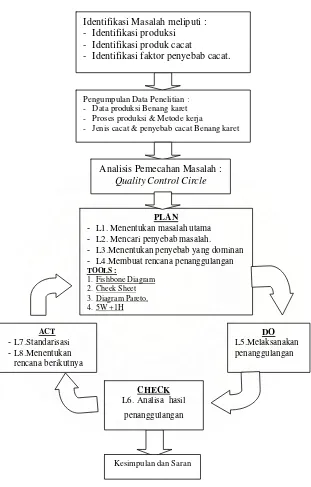
5. Keterkaitan 8 Langkah dengan 7 Alat dan Konsep PDCA ... 65
6. Kerangka Konseptual ... 70
7. Histogram Cacat Produk Benang Karet ... 73
8. Diagram Pareto Cacat Produk Benang Karet ... 74
9. Scatter Diagram ... 76
10.Diagram Sebab Akibat Cacat Molted Thread ... 78
11.p chart untuk Benang Karet ... 80
12.Grafik Rencana dan Realisasi Produksi Benang Karet ... 82
13.Diagram Sebab Akibat Cacat Molted Thread ……… 85
14.Faktor Respon Nilai MST ………. 89
DAFTAR LAMPIRAN
No Judul Halaman
1. Expert Choice ………... 99
2. Design of experiment………. 101
3. Nilai MST Tahun 2008 ... 105
4. Grafik Nilai MST Tahun 2008 ... 110
5. Nilai MST Tahun 2009 ... 112
6. Grafik Nilai MST Tahun 2009 ... 116
BAB I PENDAHULUAN
1.1. Latar Belakang Masalah
Kegiatan pengendalian kualitas bertujuan untuk meminimumkan kerusakan atau ketidaksesuaian yang terjadi dalam pembuatan suatu produk dan menemukan sebab – sebab terjadinya kerusakaan/kesalahan tersebut kemudian memberikan alternatif penyelesaian masalah yang timbul.
Kualitas adalah suatu kondisi dinamis yang berkaitan dengan produk, pelayanan, orang, proses yang memenuhi atau melebihi apa yang diharapkan. (Goetch dan Davis,1995).
Kualitas produk meliputi kualitas bahan baku menjadi produk jadi dan kualitas proses meliputi kualitas segala sesuatu yang ber-hubungan dengan proses produksi perusahaan manufaktur dan proses penyediaan jasa atau pelayanan bagi perusahaan jasa. Kualitas produk atau jasa akan dapat diwujudkan bila seluruh kegiatan perusahaan atau organisasi berorientasi pada kepuasan pelanggan (Customer Satisfaction).
Factory (RAF), memproduksi karet gelang, Rubber Articles, Dock Fender, Conveyer Belts dan Rubber Thread Factory (RTF), memproduksi Benang Karet yang dapat digunakan untuk bahan baku industri tekstil.
Produk yang dihasilkan dari pengolahan karet alam centrifuged latex 60% yang dilakukan PT. Industri Karet Nusantara mempunyai standar mutu produksi berdasarkan ketetapan ISO 9002 untuk kegiatan manufaktur dan ISO 14000 untuk pemakaian sumber daya alam dan penanganan terhadap lingkungan.
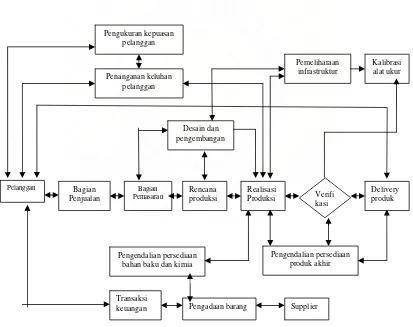
Berikut adalah gambar key process pabrik Industri Karet Nusantara Medan :
Pengendalian persediaan bahan baku dan kimia
Pengendalian persediaan produk akhir
Pengadaan barang Supplier Transaksi
Keterangan :
1. Bagian Penjualan
Input : Bila order datang dari pelanggan maka bagian penjualan akan menerima order dari pelanggan dalam bentuk jenis produk, spesifikasi, volume, grade, harga, delivery, kemasan dan cara-cara pembayaran yang disetujui oleh pelanggan. selanjutnya akan dievaluasi oleh bagian pemasaran.
Outputnya : membuat surat pesanan kepada Manajer Pabrik Resiprene dan Manajer Pabrik Rubber Thread/Rubber Article untuk persiapan barang.
2. Bagian pemasaran
Input : melakukan evaluasi terhadap permintaan dari pelanggan untuk mengambil keputusan sebagai berikut apabila permintaan dari pelanggan diterima maka dibuat surat konfirmasi kepada pelanggan agar mengirim order pembelian. Output : Apabila order tersebut telah diterima maka ditinjau dan hasilnya dituangkan kedalam contrac review.
3. Rencana Produksi
Input : Menetapkan rencana mutu berdasarkan diagram alir proses produksi. Berdasarkan surat pesanan dari bagian pemasaran, Manajer Pabrik Resiprene dan Manajer Pabrik Rubber Thread/Rubber Article menyusun rencana produksi disesuaikan dengan isi kontrak yang meliputi jenis produksi, jumlah masing-masing produk dan waktu penyerahan.
membuat rencana kegiatan dibagian pengomponan dan bagian pengolahan (ekstruksi).
4. Realisasi Produksi
a. Pemeriksaan bahan baku, kimia, alat-alat laboraturium dan produksi.
b. Asisten laboraturium/QC membuat formulasi compound dan asisten pengolahan compounding menerbitkan formulasi dispersi, emulsi dan solution.
c. Mempersiapkan bahan pendukung proses seperti air listrik, uap. d. Membuat before start production check sheet.
e. Mengoperasikan mesin produksi dan pengendalian produksi 5. Pengendalian Proses
a. Pastikan seluruh karakteristik proses sesuai spesifikasi. b. Pantau kondisi proses dan catat hasilnya.
c. Pengujian mutu produk akhir sesuai prosedur pemantauan dan pengukuran produk.
d. Catat jumlah produk akhir dalam Rubber Thread Production Daily Report dan tanda terima penyerahan hasil produksi harian.
6. Delivery/pengiriman
a. Menerima laporan produksi dari pabrik, berapa jumlah produksi yang siap dikirim kemudian diterbitkan Delivery Order pengangkutan dari bagian pemasaran.
c. Pengawasan selama pengisian produksi yang disaksikan oleh petugas QC, gudang produksi, pemasaran dan petugas keamanan.
d. Membuat surat pengantar barang untuk dikirim kepada pelanggan.
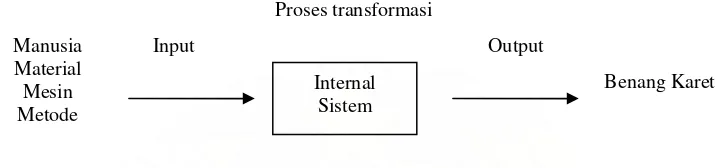
Internal Sistem Input
Benang Karet Output
Proses transformasi
Manusia Material Mesin Metode
Gambar 2. Proses Transformasi dalam sistem pengendalian kualitas
Input yang dibutuhkan dalam pengendalian kualitas adalah manusia, material, mesin, metode dan lingkungan yang kesemuanya terkait secara erat. Untuk itu dalam sistem pengendalian kualitas diperlukan bagian-bagian yang bertugas untuk mengatur masing-masing input sehingga proses transformasi dapat berlangsung menuju output dan tujuan yang diharapkan.
Output dari sistem pengendalian kualitas diatas adalah produk benang karet yang dihasilkan baik (cacat dapat diminimalkan).
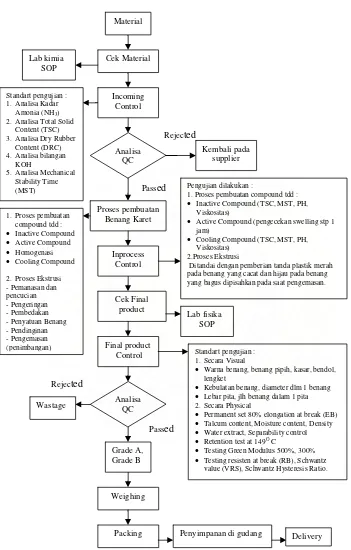
Incoming Control Cek Material Lab kimia
SOP
Standart pengujian : 1. Analisa Kadar
Amonia (NH3)
2. Analisa Total Solid Content (TSC) 3. Analisa Dry Rubber
Content (DRC) 4. Analisa bilangan
KOH
5. Analisa Mechanical Stability Time
1. Proses pembuatan compound tdd :
• Inactive Compound
• Active Compound
• Homogenasi
• Cooling Compound 2. Proses Ekstrusi - Pemanasan dan pencucian - Pengeringan - Pembedakan - Penyatuan Benang - Pendinginan - Pengemasan (penimbangan)
Pengujian dilakukan :
1. Proses pembuatan compound tdd :
• Inactive Compound (TSC, MST, PH, Viskositas)
• Active Compound (pengecekan swelling stp 1 jam)
• Cooling Compound (TSC, MST, PH, Viskositas)
2.Proses Ekstrusi
Ditandai dengan pemberian tanda plastik merah pada benang yang cacat dan hijau pada benang yang bagus dipisahkan pada saat pengemasan.
Final product Control
Lab fisika SOP
Standart pengujian : 1. Secara Visual
• Warna benang, benang pipih, kasar, bendol, lengket
• Kebulatan benang, diameter dlm 1 benang
• Lebar pita, jlh benang dalam 1 pita 2. Secara Physical
• Permanent set 80% elongation at break (EB)
• Talcum content, Moisture content, Density
• Water extract, Separability control
• Retention test at 149O C
• Testing Green Modulus 500%, 300%
• Testing resisten at break (RB), Schwantz value (VRS), Schwantz Hysteresis Ratio.
Analisa
Penyimpanan di gudang Delivery
Masalah pemasaran dan produksi selalu menjadi hal yang komplek didalam perjalanan manajemen PT. Industri Karet Nusantara. Kendala dalam pencapaian produksi Benang Karet yang telah ditetapkan perusahaan selalu tidak tercapai dalam realisasinya. Sistem pengendalian kualitas yang berjalan selama ini kurang baik karena masih ditemukan kecacatan sebesar 5%, sedangkan perusahaan menetapkan bahwa tingkat kecacatan produk akhir ± 3%.
Hal ini disebabkan karena seringkalinya terjadi produk cacat (defect) pada proses pembuatan Benang Karet yang diidentifikasi dari lantai produksi yang tidak memenuhi spesifikasi karena kontrol yang kurang baik. Adapun spesifikasi waste antara lain :
a. Big/Thin Thread (diameter satu/beberapa benang lebih besar atau kecil dari yang lain dalam satu pita).
b. Air Bubble (benang berlubang)
c. Molted Thread (benang gembung/bendol) d. Bent Ribbon (pita bengkok)
e. Rough Ribbon (benang kasar), f. Stick Thread yaitu benang lengket.
g. Flat Thread yaitu benang pipih/gepeng (benang tidak bulat).
Didalam memproduksi Benang Karet, perusahaan mempunyai sasaran mutu produksi yang dikategorikan sebagai berikut :
1. A - grade adalah grade pertama Benang Karet, dimana seluruh mutunya memenuhi spesifikasi perusahaan minimal produksi menghasilkan produk 92,50% dalam keadaan baik dengan ciri-ciri :
a. Physical propertis “in” dari standart perusahaan/customer. b. Tidak terdapat sambungan pita lebih dari 2 sambungan. c. Count, ends, lebar pita, warna sesuai.
d. Benang Karet tidak boleh kusut, lengket, pipih bendol, big/thin thread, benang kotor dan bercampur warna.
2. B - grade adalah grade kedua Benang Karet, dimana mutunya tidak seluruhnya memenuhi spesifikasi perusahaan namun pelanggan masih menerima produk tersebut maksimal produksi menghasilkan produk 3,00% dalam keadaan tidak baik. Ciri-cirinya :
a. Physical propertis “in” atau “out” dari standart perusahaan/customer. b. Dalam satu box/packing diperkenankan maximum 5 sambungan. c. Mutu visual propertis dan physical propertis kurang baik.
3. C – grade dan Wastage adalah mutu produksi yang tidak baik dan tidak diterima oleh pelanggan. Produk C – grade diperbolehkan maksimal 2,00 % dan wastage + tehnical losses = 2,50 %.
Berdasarkan data penelitian yaitu data produksi bulan Januari s/d Desember 2008 Pabrik Industri Karet Nusantara memproduksi benang karet rata-rata setiap bulan 273.308,08 kg, sedangkan jumlah cacat dalam memproduksi benang karet diperkirakan secara kumulatif terjadi setiap bulan rata-rata mencapai 23330,42 kg, Produk dengan mutu A - grade = 84,44 %, B - grade = 7,43 % dan C – grade = 5,12 % , wastage + tehnical losses = 3,01 %.
Data diatas menunjukan bahwa perusahaan tidak mencapai target. Hal ini dikarenakan produksi banyak menghasilkan produk cacat. Adanya sistem pengendalian pada setiap proses produksi belum optimal dalam menekan jumlah cacat yang dihasilkan. Oleh karena itu diperlukan kerjasama antara setiap bagian dalam proses pembuatan benang karet yaitu pengendalian dalam incoming material, in process dan final product serta dari pihak manajemen sendiri sehingga proses produksi tetap terkendali dan membawa kepada peningkatan kualitas produk serta peningkatan produktivitas.
1.2. Perumusan Masalah
1.3. Tujuan dan Sasaran Penelitian
Penelitian ini bertujuan untuk menganalisis sistem pengendalian kualitas pada proses pembuatan benang karet pada PT. Industri Karet Nusantara Medan.
Adapun sasaran dalam penelitian ini yaitu :
1. Mengidentifikasi faktor-faktor yang menjadi penyebab terjadinya kecacatan. 2. Menentukan setting level terbaik proses produksi untuk meminimasi cacat
Molted Thread dengan melakukan rancangan eksperimen untuk memperoleh settingan optimal dari faktor.
3. Memberikan usulan perbaikan terhadap sistem proses produksi berdasarkan hasil percobaan.
Penelitian ini diharapkan dapat memberikan manfaat terhadap :
1. Pihak perusahaan yaitu memberikan bahan masukan bagi pimpinan perusahaan dalam menyusun kebijakannya yang berkaitan dengan peningkatan mutu produk yaitu dengan meminimalkan jumlah cacat yang dihasilkan.
2. Bagi penulis penelitian ini adalah suatu kesempatan untuk menambah wawasan, kemampuan analisis, berfikir yang sistematis, dan pengalaman dalam melakukan suatu penelitian guna menghasilkan karya ilmiah yang bermanfaat.
1.4. Batasan dan Ruang Lingkup
Agar penelitian ini terarah dan tidak menyimpang maka penulis perlu memberikan batasan-batasan sebagai berikut :
1. Departemen yang dipilih sebagai objek penelitian di PT. Industri Karet Nusantara Medan yaitu pada departemen produksi Benang Karet.
2. Fokus penelitian adalah mengidentifikasi faktor-faktor penyebab terjadinya kecacatan pada proses pembuatan Benang Karet.
3. Data yang diambil untuk penelitian berdasarkan data kegiatan produksi pada bagian pembuatan Benang Karet yaitu bulan Januari s/d Desember 2008. 4. Penelitian ini hanya meneliti satu lini produksi saja yaitu pada bagian
produksi Benang Karet yang berbentuk pita (ribbon) dengan jenis count (banyaknya benang karet dalam satu inci) adalah 37.
1.5. Asumsi-asumsi
Asumsi-asumsi yang digunakan dalam penelitian ini adalah sebagai berikut : 1. Sistem produksi dan produk yang diamati tidak berubah (tetap) selama
penelitian berlangsung.
BAB II
TINJAUAN LITERATUR 2.1. Sistem
2.1.1. Defenisi sistem
Kata sistem memiliki banyak defenisi yang berbeda dan bervariasi. Sistem adalah himpunan atau kombinasi dari bagian - bagian yang membentuk sebuah kesatuan yang kompleks yang memenuhi syarat adanya: kesatuan (unity), hubungan fungsional, tujuan yang berguna.
Menurut defenisi suatu sistem mutu adalah sesuatu yang disetujui bersama, struktur kerja operasi keseluruhan perusahaan dan pabrik, terdokumentasi dalam prosedur – prosedur manajerial dan teknik terpadu yang efektif, untuk membimbing tindakan – tindakan terkoordinasi dari orang, mesin dan informasi di perusahaan dan pabrik tersebut melalui cara yang terbaik dan paling praktis untuk menjamin kepuasan pelanggan akan mutu dan biaya yang ekonomis (A.V. Feigenbaum, 1992).
2.1.2. Siklus Hidup Pengembangan Sistem
Siklus Hidup Pengembangan Sistem terdiri dari tujuh tahap yaitu : 1. Mengidentifikasi masalah, peluang dan tujuan.
2. Menentukan syarat-syarat. 3. Menganalis kebutuhan sistem.
4. Merancang sistem yang direkomendasikan.
5. Mengembangkan dan mendokumentasikan perangkat lunak. 6. Menguji dan mempertahankan sistem.
7. Mengimplementasikan dan mengevaluasi sistem.
Proses pengembangan sistem terdiri dari satu set standar proses-proses atau langkah-langkah yang dapat diikuti oleh semua proyek pengembangan sistem. Proses ini dapat bervariasi untuk organisasi yang berbeda ada karakteristik umum yang ditemukan. Proses pengembangan sistem di kebanyakan organisasi mengikuti pendekatan pemecahan masalah. Pendekatan tersebut biasanya terdiri dari beberapa langkah pemecahan masalah yang umum yaitu (Jefferey L. Whitten, 2004) :
1. Mengidentifikasi masalah.
2. Menganalisis dan memahami masalah.
3. Mengidentifikasi persyaratan dan harapan solusi.
4. Mengidentifikasi solusi alternatif dan memilih tindakan yang “terbaik”.
5. Mendesain solusi yang dipilih.
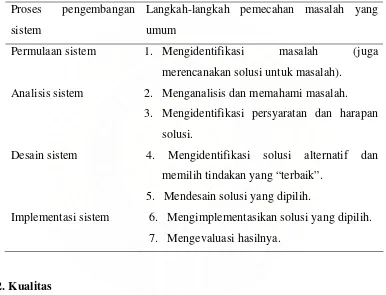
Untuk mudahnya, pendekatan pemecahan masalah awal terdiri dari empat tahap atau fase yang harus diselesaikan untuk semua proyek sistem yaitu : permulaan sistem, analisis sistem, desain sistem dan implementasi sistem. Tabel dibawah ini menunjukan korelasi antara langkah-langkah pemecahan masalah umum tersebut :
Tabel 1. Proses Pengembangan Sistem Proses pengembangan
sistem
Langkah-langkah pemecahan masalah yang umum
Permulaan sistem 1. Mengidentifikasi masalah (juga
merencanakan solusi untuk masalah). Analisis sistem 2. Menganalisis dan memahami masalah.
3. Mengidentifikasi persyaratan dan harapan solusi.
Desain sistem 4. Mengidentifikasi solusi alternatif dan memilih tindakan yang “terbaik”.
5. Mendesain solusi yang dipilih.
Implementasi sistem 6. Mengimplementasikan solusi yang dipilih. 7. Mengevaluasi hasilnya.
2.2. Kualitas
2.2.1. Defenisi Kualitas
Menurut A.V. Feigenbaum, 1992, mutu/kualitas produk dan jasa didefenisikan sebagai keseluruhan gabungan karakteristik produk dan jasa dari pemasaran dan pemeliharaan yang membuat produk dan jasa yang digunakan memenuhi harapan pelanggan.
Kualitas ditentukan oleh pelanggan; pelanggan menginginkan produk dan jasa yang sesuai dengan kebutuhan dan harapannya pada suatu tingkat harga tertentu yang menunjukkan nilai produk tersebut (Scherkenbach,1991).
Kualitas juga berarti kecocokan penggunaan, yakni kecocokan dengan fungsi dan tujuan. Kualitas kecocokan adalah seberapa baik produk itu sesuai dengan spesifikasi dan kelonggaran yang diisyaratkan oleh rancangan itu. Mutu kecocokan dipengaruhi oleh banyaknya faktor, termasuk pemilihan proses pembuatan, latihan dan pengawasan angkatan kerja jenis sistem jaminan kualitas (pengendalian proses, uji, aktivitas pemeriksaannya dan sebagainya) yang digunakan seberapa jauh prosedur jaminan kualitas ini diikuti dan motivasi tenaga kerja untuk mencapai kualitas yang telah ditetapkan. (A.V. Feigenbaum, 1992)
Menurut Elliot (1993) kualitas adalah sesuatu yang berbeda untuk orang yang berbeda dan tergantung pada waktu dan tempat, atau dikatakan sesuai dengan tujuan.
Ada dua segi umum tentang mutu yaitu :
pengembangan teknik mesin dan bagian-bagian penggerak, dan perlengkapan atau alat-alat lain. Mutu rancangan termasuk dalam variabel.
2. Mutu kesesuaian mutu kesesuaian adalah seberapa baik produk itu sesuai dengan spesifikasi dan kelonggaran yang diisyaratkan oleh rancangan itu. Mutu kesesuaian dipengaruhi banyak faktor seperti pemilihan proses pembuatan, latihan dan pengawasan karyawan, jenis sistem mutu (pengendalian proses, uji aktivitas pemeriksaan dan sebagainya) yang digunakan, seberapa jauh prosedur sistem mutu ini diikuti dan motivasi karyawan mencapai mutu tersebut.
Kualitas adalah keseluruhan ciri dan karakteristik produk atau jasa yang kemampuannya dapat memuaskan kebutuhan, baik yang dinyatakan secara tegas maupun tersamar. Istilah kebutuhan diartikan sebagai spesifikasi yang tercantum dalam kontrak maupun kriteria kriteria yang harus didefinisikan terlebih dahulu (Perbendaharaan istilah ISO 8402 dan dari Standar Nasional Indonesia).
Dimensi kualitas untuk industri manufaktur (Garvin, 1988) meliputi : a. Feature yaitu ciri khas produk yang membedakan dari produk lain
b. Performance yaitu kesesuaian produk dengan fungsi utama produk itu sendiri c. Reliability yaitu kepercayaan pelanggan terhadap produk karena
kehandalannya atau karena kemungkinan kerusakan yang rendah.
d. Conformance yaitu kesesuaian produk dengan syarat, ukuran, karakteristik desain, dan operasi yang ditetapkan
f. Serviceability yaitu kemudahan perbaikan atau ketersediaan komponen produk
g. Aestheti yaitu keindahan atau daya tarik produk.
h. Perception yaitu fanatisme konsumen akan merek suatu produk tertentu karena citra.
2.2.2. Pengertian Pengendalian Kualitas
Kendali dalam istilah industri dapat didefenisikan sebagai suatu proses untuk mendelegasikan tanggung jawab dan wewenang untuk kegiatan manajemen sambil tetap menggunakan cara- cara untuk menjamin hasil yang memuaskan (A.V. Feigenbaum, 1992).
Ada empat langkah dalam kendali sebagai prosedur untuk mencapai sasaran produksi yaitu :
1. Menetapkan standar. Menentukan standar mutu-biaya, standar mutu-prestasi kerja, standar mutu-keamanan dan standar mutu-keandalan yang diperlukan untuk produk tersebut.
2. Menilai kesesuaian. Membandingkan kesesuain dari produk yang dibuat, atau jasa yang ditawarkan terhadap standar-standar tersebut.
4. Merencanakan perbaikan. Mengembangkan suatu upaya yang kontinu untuk memperbaiki standar-standar biaya, prestasi, keamanan dan keandalan.
Menurut Juran, 1974, Pengendalian kualitas terbagi 3 trilogi yaitu : 1) Quality Planning
Pada tahap ini produsen harus :
a. Mengidentifikasi kebutuhan konsumen baik konsumen internal maupun eksternal.
b. Merancang produk yang sesuai dengan kebutuhan konsumen. c. Merancang proses produksi untuk produk tersebut.
d. Proses produksi harus sesuai spesifikasi. 2) Quality Control
Pengendalian kualitas produk pada saat proses produksi. Pada tahap ini produsen harus :
a. Mengidentifikasi faktor – faktor kritis yang menjadi pengaruh terhadap kualitas hasil/output.
b. Melakukan pengembangan terhadap alat dan metode pengukurannya. c. Mengembangkan standar terhadap faktor – faktor kritis.
3) Quality Improvement
2.2.3. Tujuan Pengendalian Kualitas
Kegiatan pengendalian kualitas selain bertujuan untuk upaya meminimumkan kerusakan atau ketidaksesuaian suatu produk/proses, dalam memenuhi keinginan yang diharapkan juga mencoba menemukan sebab – sebab terjadinya kerusakaan/kesalahan tersebut dan kemudian memberikan alternatif penyelesaian masalah yang timbul.
Tujuan pengendalian kualitas antara lain meliputi aktivitas – aktivitas sebagai berikut :
1. Perencanaan kualitas pada saat merancang (desain) produk dan proses pembuatan.
2. Pengendalian dalam penggunaan segala sumber material yang dipakai dalam proses produksinya.
3. Analisis tindakan korelasi dalam kaitannya dengan cacat – cacat yang dijumpai pada produk yang dihasilkan.
4. Memperbaiki dan meningkatkan mutu produksi dan efisiensi selama proses produksi berjalan.
2.2.4. Jenis – jenis Pengendalian Kualitas
Inti pengendalian kualitas adalah penggunaan metode statistik untuk mengambil keputusan. Pengendalian kualitas dikelompokan atas 2 (dua) bagian, yaitu pengendalian proses (process control) dan pengendalian produk (product control).
1. Pengendalian proses (process control)
Pengendalian proses adalah alat utama yang digunakan untuk membuat produk dengan benar sejak awal. Pengendalian proses bertujuan untuk menstabilkan proses dan mengurangi variabilitas (dalam hal ini jumlah kerusakan produk). Pada pengendalian proses digunakan peta kendali dan alat pengendalian kualitas lainnya. Dalam pengendalian proses sampel berkala diambil dari proses produksi yang berkesinambungan (masih sedang berproduksi). Selama pengukuran sampel berada dibatas pengendalian maka proses produksi dilanjutkan. Apabila pengukuran sampel berada di luar batas pengendalian maka proses dihentikan dan dicari penyebabnya, yaitu pada operator, mesin atau bahan. Dengan prosedur ini proses produksi dipertahankan dalam pengendalian statistik secara terus menerus.
2. Pengendalian produk (product control)
mutu. Pengambilan sampel penerimaan dilakukan setelah produksi diselesaikan.
2.3. Rancangan Sistem Kendali Mutu
1. Langkah pertama dalam perancangan sistem pengendalian mutu adalah mengidentifikasi titik kritis pada setiap proses dimana pemeriksaaan diperlukan. Pemeriksaan terhadap bahan baku yang masuk untuk memastikan kesesuaian pemasok terhadap spesifikasinya, pemeriksaan barang pada saat penyerahan dan pemeriksaan produk akhir sebelum dikirimkan atau sebelum menempatkan produk tersebut kedalam sediaan.
2. Langkah kedua, memutuskan jenis pengukuran yang akan digunakan pada setiap titik pemeriksaaan. Pada umumnya ada dua jenis pilihan, yaitu pengukuran yang didasarkan atas variabel atau atas atribut. Pengukuran variabel menggunakan skala kontinu untuk faktor – faktor seperti panjang, tinggi dan berat. Sedangkan atribut menggunakan skala diskrit dengan menghitung jumlah jenis barang yang rusak.
3. Langkah ketiga, memutuskan besarnya pemeriksaaan yang akan digunakan. Pilihan pada umumnya adalah pemeriksaan 100 persen atau sampel sebagai bagian dari keluaran.
2.4. Siklus Pengendalian Kualitas
Langkah pertama dari kaizen adalah menerapkan siklus PDCA ( plan-do-check-act) sebagai sarana yang menjamin terlaksananya kesinambungan dari kaizen guna mewujudkan kebijakan untuk memelihara dan memperbaiki/meningkatkan standar. Siklus ini merupakan konsep yang terpenting dari kaizen.
1. Plan (rencana)
Berkaitan dengan penetapan target untuk perbaikan dan perumusan rencana tindakan guna mencapai target tersebut.
2. Do (lakukan)
Berkaitan dengan penerapan dari rencana tersebut. 3. Check (periksa)
Merujuk pada penetapan apakah penerapan tersebut berada dalam jalur yang benar sesuai rencana dan memantau kemajuan perbaikan yang direncanakan. 4. Act (tindak)
Berkaitan dengan standardisasi prosedur baru guna menghindari terjadinya kembali masalah yang sama atau menetapkan sasaran baru bagi perbaikan berikutnya.
2.5. Quality Control Circle
Untuk memecahkan masalah dalam QCC dilakukan langkah – langkah yang disebut dengan “ Quality Control Story” sebagai berikut :
Langkah 1 : Menentukan masalah Langkah 2 : Mencari penyebab masalah
Langkah 3 : Menentukan penyebab yang dominan Langkah 4 : Membuat rencana penanggulangan Langkah 5 : Melaksanakan rencana penanggulangan. Langkah 6 : Analisa hasil penanggulangan
Langkah 7 : Standarisasi
Langkah 8 : Menentukan tema yang akan datang
2.6. Alat Pemecahan Masalah
Dalam menganalisa data untuk memecahkan masalah, maka diperoleh dengan menggunakan teknik dasar pengendalian kualitas terpadu yang umum disebut seven tools yaitu :
1. Check Sheet (Lembar Pemeriksa)
rencana tindakan hanya berdasarkan kira-kira saja, sehingga bukan suatu yang mustahil akhirnya kesimpulan/keputusan akan jauh dari yang diharapkan. Hal-hal yang perlu diperhatikan dalam membuat Check Sheet, antara lain :
a. Sasarannya harus jelas
b. Keterangan yang diperlukan memenuhi sasaran c. Dapat diisi dengan mudah dan cepat
d. Dapat disimpulkan dengan cepat
Secara umum Check Sheet dibagi dalam 3 jenis dengan fungsinya masing-masing yaitu :
a. Check Sheet
Suatu lembaran yang berisi bahan-bahan keterangan yang telah ditentukan sasaran/keperluannya dengan kolom jumlah/ukuran barang atau kegiatan yang diperiksa dengan penentuan waktu yang teratur ataupun bebas.
Fungsi Check Sheet yaitu :
b. Check List
Suatu lembaran yang berisi bahan-bahan keterangan yang telah ditentukan sasaran/keperluannya, kegiatan yang dicocokkan keberadaanya/jumlahnya dengan penentuan waktu yang tertentu.
Fungsi Check List yaitu:
a. Untuk mencocokkan ukuran hasil produksi dengan standar b. Untuk mencocokkan jumlah pengiriman dengan pesanan
c. Untuk mencocokkan barang dengan jumlah yang dibawa/dikirim d. Untuk mengontrol jenis barang yang dibeli
c. Check drawing yaitu :
Suatu lembaran yang berisi gambar barang yang telah ditentukan untuk diperiksa keadaannya dan setiap barang menggunakan lembar yang berbeda.
Fungsi Drawing yaitu :
a. Untuk menunjukkan posisi/lokasi kerusakan
b. Untuk mencocokkan posisi pemasangan bagian barang produksi c. Untuk pengontrolan lokasi masalah yang akan/telah diselesaikan. 2. Histogram
(populasi) yang contoh datanya diambil. Dalam Histogram, nilai dari peubah berkesinambungan digambarkan pada sumbu horizontal yang dibagi dalam kelas atau sel yang mempunyai ukuran sama. Biasanya ada satu kolom untuk tiap kelas dan tingginya kolom menggambarkan jumlah terjadinya nilai data dalam jarak yang digambarkan oleh kelas. Histogram ini dipakai untuk menentukan masalah dengan melihat bentuk dan sifat dispersi dan nilai rata-rata.
3. Diagram Pareto
Diagram pareto adalah diagram batang yang disusun secara menurun dari besar ke kecil (decending). Biasanya digunakan untuk melihat atau mengidentifikasi masalah, tipe cacat, atau penyebab yang paling dominant sehingga kita dapat memprioritaskan penyelesaian masalah. Diagram pareto dibentuk berdasarkan prinsip bahwa 80 % permasalahan (nonconformities or defect) disebabkan oleh 20 % akar permasalahan sehingga dengan memfokuskan pada akar masalah ini, dapat diselesaikan masalah sebanyak 80 %. Diagram ini mengklasifikasikan masalah menurut sebab dan gejalanya. Masalah disusun berdasarkan prioritas atau proporsinya dengan menggunakan format batang, dimana 100 % menunjukan jumlahtotal kerugian. Output dari tool ini adalah permasalahan utama yang akan diselesaikan.
4. Stratifikasi
5. Scatter Diagram (Diagram Pencar)
Diagram Pencar adalah diagram dari satu variabel melawan yang lain. Satu variabel disebut variabel tidak tergantung dan biasanya ditunjukan pada sumbu bawah (horizontal) dan variabel lainnya disebut variabel tergantung pada sumbu sisi (vertikal). Menggambarkan hubungan antara dua data yang dipetakan dalam suatu diagram. Diagram pencar digunakan mengevaluasi hubungan antara sebab dan akibat.
6. Diagram Sebab Akibat (Fishbone Diagram)
Disebut juga “ Grafik Tulang Ikan”, yaitu diagram yang menunjukkan sebab akibat yang berguna untuk mencari atau menganalisa sebab-sebab timbulnya masalah sehingga memudahkan cara mengatasinya.
Penggunaan Analisis Sebab Akibat :
a. Untuk mengenal penyebab yang penting b. Untuk memahami semua akibat dan penyebab c. Untuk membandingkan prosedur kerja
d. Untuk menemukan pemecahan yang tepat
e. Untuk memecahkan hal apa yang harus diilakukan f. Untuk mengembangakan proses
7. Peta Kendali (Control Charts)
penyebab penyimpangan, meskipun adanya penyimpangan itu akan terlihat pada peta kendali tersebut.
Peta kendali digunakan untuk :
a. Menentukan apakah suatu proses berada di dalam pengendalian statistikal.
b. Memantau proses terus menerus sepanjang waktu agar proses tetap stabil dan hanya mengandung variasi penyebab umum.
c. Untuk mengurangi variabilitas dalam proses. d. Membuat standar suatu proses.
Bentuk peta kendali sangat sederhana, sumbu datar X menyatakan nomor sampel penelitian dan sumbu tegak Y menunjukan karakteristik yang sedang diselidiki, misalnya rata-rata dan persentase masalah.
2.7. Perancangan Eksperimen (Design of Experiment)
Desain eksperimen adalah suatu rancangan percobaan (dengan setiap langkah tindakan yang betul-betul terdefinisikan) sedemikian sehingga informasi yang berhubungan dengan atau diperlukan untuk persoalan yang sedang diteliti dapat dikumpulkan. ( Sudjana, 1982)
Keuntungan Perancangan Eksperimen
Beberapa keuntungan melakukan perancangan eksperimen antara lain adalah:
1. Perancangan eksperimen dapat digunakan dalam mengidentifikasi kunci keputusan tidak hanya dalam pengendalian proses tetapi juga untuk peningkatan atau perbaikan proses.
2. Pada pengembangan proses baru di mana data historis tidak tersedia, perancangan eksperimen digunakan pada fase pengembangan karena dapat menunjukkan faktor-faktor yang penting yang akan memaksimumkan hasil dan mengurangi biaya secara keseluruhan.
3. Perancangan eksperimen dapat membantu mengurangi lead time antara desain dan manufacturing dan menghasilkan desain yang robust (kokoh) terhadap faktor-faktor yang tidak terkontrol.
Langkah utama untuk melengkapi desain eksperimen yang efektif adalah sebagai berikut (Ross, 1996) :
1. Perumusan masalah : Perumusan masalah harus spesifik dan jelas batasannya dan secara teknis harus dapat dituangkan ke dalam percobaan yang akan dilakukan.
3. Memilih karakteristik kualitas (Variabel Tak Bebas): Variabel tak bebas adalah variabel yang perubahannya tergantung pada variabel-variabel lain. Dalam merencanakn suatu percobaan harus dipilih dan ditentukan dengan jelas variabel tak bebas yang akan diselediki.
4. Memilih faktor yang berpengaruh terhadap karakteristik kualitas (Variabel Bebas): Variabel bebas (faktor) adalah variabel yang perubahannya tidak tergantung pada variabel lain. Pada tahap ini akan dipilih faktor-faktor yang akan diselediki pengaruhnya terhadap variabel tak bebas yang bersangkutan. Dalam seluruh percobaan tidak seluruh faktor yang diperkirakan mempengaruhi variabel yang diselediki, sebab hal ini akan membuat pelaksanaan percobaan dan analisisnya menjadi kompleks. Hanya faktor-faktor yang dianggap penting saja yang diselediki. Beberapa metode yang dapat digunakan untuk mengidentifikasi faktor-faktor yang akan diteliti adalah brainstorming, flowcharting, dan cause effect diagram.
a. Faktor noise eksternal: Diartikan sebagai sumber-sumber variabilitas yang berasal dari luar produk.
b. Faktor noise dari unit ke unit: Merupakan hasil dari produksi dimana selalu ada perbedaan dari setiap item yang sejenis yang telah diproduksi. Disebut juga sebagai variasi toleransi.
c. Faktor noise deteriorasi: Disebut juga noise internal karena faktor ini berasal dari sesuatu (internal) yang berubah dari proses atau degradasi dari komponen mesin yang memasuki over time.
6. Penentuan jumlah level dan nilai faktor: Pemilihan jumlah level penting artinya untuk ketelitian hasil percobaan dan ongkos pelaksanaan percobaan. Makin banyak level yang diteliti maka hasil percobaan akan lebih teliti karena data yang diperoleh akan lebih banyak, tetapi banyaknya level juga akan meningkatkan ongkos percobaan.
seminimal mungkin, tetapi tidak dihilangkan sehingga perlu dipelajari kemungkinan adanya interaksi.
8. Perhitungan derajat kebebasan (degrees of freedom/dof): Perhitungan derajat kebebasan dilakukan untuk menghitung jumlah minimum percobaan yang harus dilakukan untuk menyelidiki faktor yang diamati.
9. Pemilihan Orthogonal Array (OA): Dalam memilih jenis Orthogonal Array harus diperhatikan jumlah level faktor yang diamati yaitu:
a. Jika semua faktor adalah dua level: pilih jenis OA untuk level dua faktor b. Jika semua faktor adalah tiga level: pilih jenis OA untuk level tiga faktor c. Jika beberapa faktor adalah dua level dan lainnya tiga level: pilih yang
mana yang dominan dan gunakan Dummy Treatment, Metode Kombinasi, atau Metode Idle Column.
d. Jika terdapat campuran dua, tiga, atau empat level faktor: lakukan modifikasi OA dengan metode Merging Column
11.Persiapan dan Pelaksanaan Percobaan: Persiapan percobaan meliputi penentuan jumlah replikasi percobaan dan randomisasi pelaksanaan percobaan.
a. Jumlah Replikasi : Replikasi adalah pengulangan kembali perlakuan yang sama dalam suatu percobaan dengan kondisi yang sama untuk memperoleh ketelitian yang lebih tinggi. Replikasi bertujuan untuk: 1. Mengurangi tingkat kesalahan percobaan, 2. Menambah ketelitian data percobaan, dan 3. Mendapatkan harga estimasi kesalahan percobaan sehingga memungkinkan diadakan test signifikasi hasil eksperimen
b. Randomisasi: Secara umum randomisasi dimaksudkan untuk: 1. Meratakan pengaruh dari faktor-faktor yang tidak dapat dikendalikan
pada semua unit percobaan, 2. Memberikan kesempatan yang sama pada semua unit percobaan untuk menerima suatu perlakuan sehingga diharapkan ada kehomogenan pengaruh pada setiap perlakuan yang sama, dan 3. Mendapatkan hasil pengamatan yang bebas (independen) satu sama lain.
dipilih untuk suatu percobaan yang dipilih. Selain itu dilakukan perhitungan dan penyajian data dengan statistik analisis variansi, tes hipotesa dan penerapan rumus-rumus empiris pada data hasil percobaan.
13.Interpretasi Hasil: Interpretasi hasil merupakan langkah yang dilakukan setelah percobaan dan analisis telah dilakukan. Interpretasi yang dilakukan antara lain dengan menghitung persentase kontribusi dan perhitungan selang kepercayaan faktor untuk kondisi perlakuan saat percobaan.
14.Percobaan Konfirmasi: Percobaan konfirmasi adalah percobaan yang dilakukan untuk memeriksa kesimpulan yang didapat. Tujuan percobaan konfirmasi adalah untuk memverifikasi: 1. Dugaan yang dibuat pada saat model performansi penentuan faktor dan interaksinya, dan 2. setting parameter (faktor) yang optimum.
2.8. Produktifitas
Terjadinya peningkatan produktivitas adalah merupakan tujuan dari setiap perusahaan, baik itu perusahaan manufaktur maupun perusahaan jasa. Perhitungan peningkatan produktivitas untuk perusahaan manufaktur dapat dilihat sebagai berikut.
Good Product = Total produksi – Jumlah produk cacat. Produktivitas = Good Product/Total produksi
BAB III
GAMBARAN UMUM OBJEK STUDI
3.1. Sejarah Perusahaan
Pabrik industri karet PT. Industri Karet Nusantara yang merupakan milik PT. Perkebunan Nusantara III terletak di jalan Medan Tanjung Morawa Km. 9,5 Medan didirikan oleh Yayasan Dana Tanaman Keras (DATAK) Departemen Pertanian RI pada tahun 1965. Pada masa perkembangannya perusahaan ini telah beberapa kali berganti nama dan pengelolaannya, yaitu :
1. Periode Tahun 1965-1968
Mulai didirikan oleh Yayasan Dana Tanaman Keras (DATAK) Sumatera Utara dengan nama Pabrik Ban Sepeda “TAVIP”, produk yang dihasilkannya adalah ban dalam dan luar sepeda.
2. Periode Tahun 1968-1971
3. Periode Tahun 1971-1972
Dengan surat keputusan BCU/PTP wilayah I No. 24/49/1971, pengelolaan perusahaan ini dialihkan ke PT. Perkebunan II. Periode ini perusahaan telah menambah beberapa peralatannya dan sampai sekarang masih dapat beroperasi dengan baik. PT. Perkebunan II menambah jenis produksinya dengan membuat rubber article.
4. Periode Tahun 1972-1977
5. Periode Tahun 1978-1982
Berdasarkan keputusan Menteri Pertanian RI No. 12/KPTS/UM/1978, pengelolaan perusahaan dikembalikan kepada PT. Perkebunan II, pabrik telah memproduksi conveyor belt dan penjualan berbagai compound yang banyak digunkan oleh pabrik-pabrik swasta yang sejenis.
6. Periode Tahun 1982-1989
Manajemen PT. Perkebunan III memutuskan untuk lebih memperluas produksi hilir ini dengan menambah dan memodifikasi beberapa peralatan pabrik dengan maksud untuk memperbaiki mutu dan hasil produksinya. Komitmen ini ditandai dengan peralihan nama industri yang menjadi proyek industri karet PT. Perkebunan III dimana jabatan pimpinannya dirangkap oleh kepala bagian pengolahan PT. Perkebunan III.
7. Periode Tahun 1989-1991
dengan buatan Sumitomo, Jepang. Pada periode yang sama pabrik ini mengembangkan pula rubber glove dan toy ballon, yaitu pabrik yang berbeda dengan pabrik sebelumnya. Pada masa itu, proyek mulai menjajaki pasar luar negeri dengan mengekspor rubber glove ke Jerman. Pembangunan pabrik rubber thread mulai dilaksanakan karena prospek pasar untuk ekspor benang karet terbuka luas mengingat kompetitor di dalam negeri masih sangat kecil.
8. Periode Tahun 1991-1996
Status proyek industri karet dirubah menjadi status unit pabrik industri karet (PIK) sesuai dengan Surat Edaran Direksi No. 03.7/SE/17/1991 tanggal 19 April 1991, yang dipimpin oleh seorang manajer. Periode ini, pabrik rubber thread telah selesai dibangun sebanyak 4 line dan telah melakukan kegiatan ekspor ke berbagai negara.
9. Periode 14 Februari 1996 Sampai Sekarang
3.2. Ruang Lingkup Bidang Usaha
Secara garis besar pabrik PT. Industri Karet Nusantara terdiri dari tiga pabrik dengan produk yang dihasilkan adalah sebagai berikut :
1. Rubber Article Factory (RAF)
a. Karet gelang (rubber band) dengan empat warna yaitu mertah, kuning, hijau dan non pigmen.
b. Rubber mate dengan empat warna yaitu merah, merah jambu, hijau dan hitam.
c. Rubber cowat 2. Rubber Thread Factory
Rubber Thread (benang karet) berupa produk setengah jadi. Rubber thread yang dihasilkan adalah jenis talcum round section dengan berbagai jenis ukuran (count) dan warna (super white/SW, white/W, dan black/BL).
3.3. Lokasi Perusahan
3.4. Daerah Pemasaran
Hasil produksi PT. Industri Karet Nusantara diedarkan ke beberapa pabrik dan perusahaan garmen/manufaktur lokal dan juga ke beberapa negara. Salah satu pelanggan tetap lokalnya adalah Pabrik Kelapa Sawit Sei Meranti, sedangkan dari luar negerinya adalah Malaysia, Thailand, Cina dan Jepang.
3.5. Organisasi dan Manajemen
3.5.1. Struktur Organisasi Perusahaan
Organisasi merupakan sekelompok orang yang bekerjasama untuk mencapai suatu tujuan tertentu, sedangkan struktur organisasi adalah kerangka antar hubungan dari orang-orang atau unit-unit organisasi yang masing-masing memiliki tugas dan tanggung jawab dan wewenang tertentu.
Pengorganisasian dan bagian yang berbeda-beda diperlukan struktur organisasi yang akan memberikan pengertian yang mudah mengenai organisasi yang bersangkutan. Dengan adanya struktur organisasi, maka setiap karyawan dan pimpinan akan mengetahui batas kewajibannya, wewenangnya serta tanggung jawab yang dilimpahkan kepadanya.
langsung. Struktur organisasi pada PT. Industri Karet Nusantara dapat dilihat pada gambar halaman berikut ini.
3.5.2. Tenaga Kerja dan Shift Kerja
Jumlah tenaga kerja pada Pabrik PT. Industri Karet Nusantara (Rubber Thread Factory) adalah sebanyak 116 karyawan.
Sedangkan untuk pengaturan jam kerja disesuaikan dengan pengaturan Depnaker dan Perjanjian Serikat Pekerja (PSP) antara perusahaan dan wakil karyawan, dimana normal jam kerja karyawan adalah 40 jam perminggu dan selebihnya diperkirakan sebagai jam kerja lembur.
Pengaturan jam kerja normal untuk karyawan adalah sebagai berikut : 2. Bagian Administrasi
Senin-Jumat
- Pukul 08.00-12.00 : waktu kerja - Pukul 12.00-13.00 : waktu istirahat - Pukul 13.00-16.00 : waktu kerja
Sabtu
- Pukul 08.00-13.00 :waktu kerja 3. Karyawan Shift
Senin-Kamis
- Shift I : 07.30-15.00 - Shift II : 15.00-22.00 - Shift III : 22.00-07.30 Jumat-Sabtu
- Shift II : 20.00-07.30
3.5.3. Sistem Pengupahan
Kesejahteraan merupakan faktor yang ikut menunjang produktivitas pekerja. Pemberian gaji atau upah yang memadai merupakan upaya untuk meningkatkan kesejahteraan pekerja. Sistem pengupahan yang diterapkan oleh PT. Industri Karet Nusantara Khususnya Rubber Thread Factory berpedoman pada ketentuan Upah Minimum Sektoral Regional (UMSR) yang ditetapkan pemerintah.
Selain gaji pokok tersebut dan tunjangan khusus diatas, perusahaan juga memberikan tunjangan lain, yaitu berupa :
1. Upah lembur
2. Tunjangan hari besar keagamaan 3. Tunjangan santunan sosial 4. Tunjangan makan
5. Tunjangan dinas
6. Tunjangan anak sekolah 7. Tunjangan kacamata 8. Tunjangan pindah rumah 9. Bonus
1. Jaminan Sosial Tenaga Kerja (Jamsostek) 2. Cuti
3. Dispensasi
Perusahaan juga melakukan penilaian terhadap performance pekerja mengenai kehadiran, kemampuan, produktivitas kerja dan lain-lain. Lembaran penilaian ini di isi oleh atasan dan dilakukan evaluasi tiap bulannya. Untuk pekerja yang keterampilan kerjanya dinilai kurang, maka diberikan pengarahan dan training guna meningkatkan keterampilan dan kemampuannya dalam bekerja. Sedangkan untuk karyawan berprestasi akan diberikan penghargaan khusus oleh perusahaan.
3.6. Proses Produksi
Proses produksi merupakan suatu cara, metode dan teknik untuk menciptakan atau menambah kegunaan suatu barang atau jasa dengan menggunakan sumber-sumber yang ada.
3.6.1. Bahan yang Digunakan 3.6.1.1. Bahan Baku
Rambutan Tebing. Lateks dengan kadar DRC 60% tersebut sebelum dipakai dalam pembuatan benang karet, terlebih dahulu diuji di laboratorium RTF (Rubber Thread Factory). Pengujian yang dilakukan di laboratorium terhadap lateks yang baru dipesan dan jumlah kadar yang diizinkan adalah sebagai berikut
a. Pengujian TSC (Total Solid Content/Kadar padatan) :max 61,30% b. Pengujian DRC (Dry Rubber Content) : minimum 60%
c. Pengujian Amonia (NH3) : 0,18-0,30%
d. Pengujian MST (Mechanial Stability Time) : 500-2000 detik
e. Pengujian pH pada 250C : 10,20-20,80
f. Volatile Faty Acid (VFA No) : max 0,020
g. Spesific gravity : 0,92–0,94 gr/cm2
h. Pengujian bilangan KOH (KOH Number) : max 0,45-0,80
i. Viscocity : 25 cps
j. Non Rubber : max 2,00%
k. Coagulum content : max 0,05%
l. Studge content : max 0,10%
m. Ash content : 0,40 ppm
n. Kadar Mg : max 110 ppm
o. Kadar Cu : max 8,00 ppm
p. Kadar Mn : max 8,00 ppm
Pengujian diatas dilakukan dengan pengambilan sampel. Apabila setelah diuji ternyata lateks yang diterima tidak memenuhi syarat, maka dilakukan penyesuaian di pabrik, dan apabila tidak memungkinkan lagi maka lateks tersebut akan dikembalikan. Lateks yang memenuhi syarat dicampur dengan bahan kimia sehingga dihasilkan campuran karet (compound).
3.6.1.2. Bahan Penolong/Pendukung
Bahan penolong adalah bahan yang membantu proses produksi agar dapat diperoleh hasil yang lebih baik. Adapun bahan penolong yang digunakan dalam pembuatan benang karet adalah:
1. Stabilisator, berfungsi untuk menstabilkan lateks. KOH 10% dan Potasium Oleat. 2. Vulkanisir, berfungsi untuk mengikat ion-ion sarung tangan, sehingga zat-zat
yang ada menyatu. Sulfur 60% yang berfungsi untuk mengikat ion-ion pada benang karet (mengeraskan benang karet)
3. Filler, berfungsi untuk meningkatkan modulus dan viscoelastic produk dan juga menambah berat produk.
4. Accelerator, berfungsi untuk mempersingkat waktu vulkanisasi. Ada beberapa keuntungan yang dihasilkan apabila menggunakan accelerator yaitu:
a. Proses vulkanisasi merata pada setiap produk
b. Menghasilkan phisycal properties produk (daya regang) menjadi lebih baik. c. Memperbaiki bentuk fisik/luar dari produk
f. Menjaga ketahanan produk terhadap temperatur rendah ataupun tinggi pada saat vulkanisasi.
Bahan accelerator yang digunakan adalah :
a. ZNBT (Zinc Mercapto Benzo Thiazole) 50%, zat ini juga berbentuk padat yang berwarna kuning. Zat ini merupakan accelerator pada semu ultra rapid. b. ZNBC (Zinc Dybutyl Dytho Carbonat) 50%, zat ini merupakan accelerator
moderate. Fungsinya untuk menghambat naiknya nilai CTR (Clhoroform Test Result)
Produk yang terbuat dari karet mudah mengalami kerusakan apabila digunakan, hal ini disebabkan oleh beberapa faktor antara lain panas, cahaya, ion-ion metal (tembaga), ozon dan lain sebagainya. Oleh sebab itu untuk menghambat kerusakan yang disebabkan oleh faktor-faktor tersebut maka digunakanlah zat yang disebut sebagai activator. Zat activator yang digunakan pada pembuatan benang karet adalah ZnO (anto oksidan) 60%
5. Pewarna, yaitu mikrosol blak 2B, mikrosol blue BN, violet mikrosol B, red colour pigment.
6. Perekat benang karet yaitu talcum
Selain zat-zat diatas digunakan Mg(Si)2 yang dicampur kedalam koagulan sebagai
bahan anti lengket, dan juga digunakan Ca(NO3)2 sebagai pembentuk lapisan
3.6.1.3. Bahan Tambahan
Bahan tambahan adalah bahan yang ditambahkan pada proses pengolahan untuk melengkapi dan memperbaiki mutu dari produk yang dihasilkan oleh suatu proses produksi. Adapun bahan tambahan yang digunakan adalah :
1. Larutan CH3COOH (30%)
Fungsinya untuk membekukan/membentuk latex menjadi Benang Karet (Rubber Thread) pada acid bath.
2. Air
Air merupakan alat penolong paling utama dalam pembuatan benang karet. Misalnya untuk membersihkan former sebagai pendingin, dan juga campuran bahan-bahan kimia, tetapi air tidak ikut dalam produk benang karet tersebut. Selain itu air dengan suhu 700C yang terdapat pada water bath berfungsi untuk mencuci benang karet dari cairan asam asetat yang masih menempel pada benang karet.
3. Diathermic oil
Merupakan fluida cair yang dipanaskan dengan menggunakan thermopach hingga mencapai suhu 3000C. Diathermic oil berfungsi untuk membantu proses pembuatan benang karet, dimana panas yang dihasilkan oleh thermopack digunakan pada water bath, dryingoven dan curing.
5. Kotak kemasan
Kotak kemasan yang digunakan ada dua jenis yaitu kotak yang berukuran kecil (inner box) dan kotak berukuran besar (dus), digunakan untuk pengepakan sarung tangan.
3.6.2. Jumlah dan Spesifikasi Produk
Pabrik rubber thread PT. Industri Karet Nusantara dalam melakukan kegiatan produksi berlangsung secara kontinu. Mesin-mesin yang dipergunakan merupakan mesin otomatis dimana ada beberapa mesin memiliki detektor khusus dalam melakukan proses.dalam melakukan kegiatan produksi, Pabrik RTF memiliki pengendalian kualitas dimana kualitas tersebut dibagi beberapa tahap yaitu :
a. Pengendalian kualitas terhadap incoming material. b. Pengendalian kualitas terhadap in process
c. Pengendalian kualitas terhadap produk akhir.
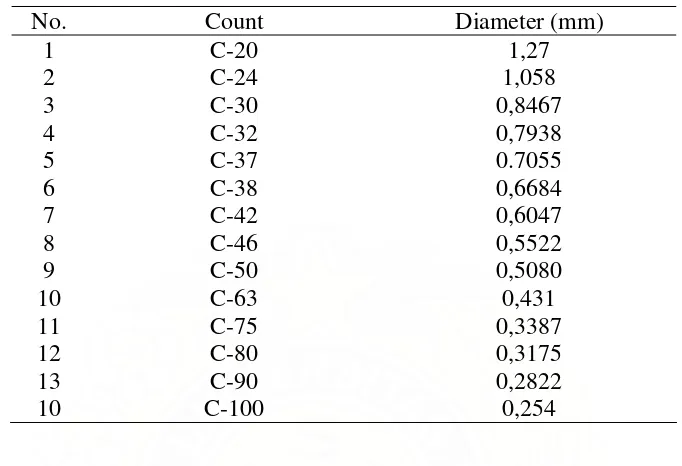
Tabel 2. Spesifikasi Produk Rubber Thread Factory
No. Count Diameter (mm)
1 C-20 1,27
2 C-24 1,058
3 C-30 0,8467
4 C-32 0,7938
5 C-37 0.7055
6 C-38 0,6684
7 C-42 0,6047
8 C-46 0,5522
9 C-50 0,5080
10 C-63 0,431
11 C-75 0,3387
12 C-80 0,3175
13 C-90 0,2822
10 C-100 0,254
Meskipun pabrik RTF memiliki spesifikasi yang begitu besar, tetapi pada kenyataannya hanya beberapa count saja yang diproduksi, hal ini disebabkan karena pabrik RTF merupakan pabrik yang bersifat Job Order. Sehingga count-count yang sering di produksi yaitu count 30 dan count 37.
3.6.3. Uraian Proses Produksi 1. Pembuatan Dispersi
Disperse adalah campuran bahan kimia berbentuk tepung (powder) yang sukar larut dalam air. Untuk membuat disperse, bahan kimia yang digunakan yakni ZnO, ZnMBT, ZnDBC, Wingstay, Koalin, TiO2 serta Sulfur. Proses dispersi
didispersikan dengan air, kemudian disimpan dalam dispersion storage tank. Tangki penyimpanan ada sebanyak 13 unit dengan kapasitas 5 ton per tangki. 2. Pembuatan Solusi
Solution adalah larutan yang mudah larut dalam air berbentuk cair. Pembuatan solusi dilakukan di dalam tangki. Zat kimia yang akan disolusi adalah KOH. Pencampuran bahan tersebut dengan air berdasarkan perbandingan antara pelarut (air) dan zat terlarut yang akan disolusi dan hasilnya kemudian disimpan dalam solution storage tank yang berjumlah 2 buah.
3. Pembuatan Emulsi
Proses emulsi yakni dengan mencampurkan air panas sebagai katalisator ditambah dengan zat yang akan diemulsi. Setelah tercampur dengan baik ditambahkan lagi dymetile amine dan tri ethanol amine. Apabila telah tercampur rata kemudian disipan di dalam emultion storage tank yang jumlahnya 4 unit.
4. Pengomponan
Proses pengomponan merupakan suatu proses untuk menyiapkan bahan baku lateks dengan campurannya. Dalam hal ini dilakukan proses pencampuran antara lateks dengan bahan kimia yang dibutuhkan. Proses pengomponan dilakukan di dalam tangki. Pengomponan terdiri dari 4 proses, yaitu :
a. Inactive Compound
yang inactive misalnya sulfur dan ZnBT sesuai dengan kebutuhan dari produk. Lateks yang akan dicampur, dipindahkan dengan menggunakan vacuum dari tangki penyimpanan (latex storage tank). Kemudian hasil dari pencampuran tadi dipindahkan ke proses selanjutnya yaitu proses active compound.
b. Active Compound
Proses active ini merupakan proses penyiapan lateks untuk pengumpan (ekstrusi). Pada proses ini lateks yang tercampur dengan zat kimia telah di disperse, disolusi dan diemulsi dimasukkan kedalam bahan penolong (aktivator) ZnO, ZnDBC dan KOH. Proses ini dilakukan selama 48 jam, jadi sebelum proses ekstrusi dimulai, lateks yang akan digunakan sudah harus dipersiapkan selama 48 jam atau 2 hari sebelumnya.
c. Homogenasi
Proses homogenasi yaitu proses untuk menyatukan lateks dengan bahan kimia agar tercampur dengan baik dan homogen. Apabila tidak tercampur dengan baik, maka dapat mempengaruhi proses dan produk akhir, artinya mutu dari benang karet yang dihasilkan tidak memenuhi standar. Proses ini dilakukan dengan menggunakan mesin yaitu homogenizer machine. Melalui sebuah monopump lateks dipindahkan ke homogenizer.
Setelah dilakukan proses homogenasi, lateks yang telah tercampur tersebut dipompakan kedalam Cooling Compound Service Tank (CCST) atau tangki pendingin. Didalam tangki ini, compound dijaga kestabilan temperaturnya. Karena temperatur yang tidak sesuai akan dapat mempengaruhi produk akhir. Proses pendinginan ini menggunakan suhu 130C dan didiamkan selama 14jam. Setelah itu compound dipompakan ke proses selanjutnya.
5. Pengumpanan (ekstrusi)
6. Pemanasan dan Pencucian
Setelah ditarik dengan roller compound, lalu lanjut terus menuju water bath. Tiap water bath mengandung air panas 6700C. Dalam water bath compound yang sudah membentuk benang dicuci agar hilang bau asamnya serta dipanaskan agar benang membeku hingga menjadi kuat.
7. Pengeringan (drying)
Benang karet yang telah dicuci dan masih dalam keadaan basah berjalan menuju proses pengeringan. Pengeringan terdiri dari 4 tahap. Setiap tahap menggunakan suhu yang berbeda dari suhu rendah sampai suhu yang lebih tinggi. Proses pengeringan menggunakan alat drying belt yang uap panasnya dihasilkan oleh thermopack.
8. Pembedakan
9. Penyatuan Benang
Setelah proses pembedakan kemudian disatukan menjadi bentuk pita. Penyatuan benang ini dilakukan oleh mesin penyatu yang disebut ribboning machine. Tiap pita terdiri dari 40 helai benang karet, selanjutnya pita tersebut diberi uap kering oleh alat yang disebut heating oven talcum powder, agar benang yang telah disatukan menjadi kuat ikatannya.
10.Pendinginan
Setelah proses pematangan, pita tersebut harus didinginkan lagi. Proses pendinginan ini berlangsung didalam sebuah alat yang disebut cooling drum. 11.Pengemasan
a. Penimbangan
Setelah pita keluar dari cooling drum, lalu dimasukkan kedalam receiving machine, yaitu mesin yang digunakan untuk menyusun pita yang akan dimasukkan kedalam kotak (box). Mesin ini bekerja secara otomatis sesuai dengan ukuran kotak yang akan diisi. Apabila kotak tadi sudah mencukupi beratnya, maka akan langsung ditimbang dengan mesin penimbangan, dan selanjutnya dipindahkan dengan bantuan conveyor untuk diikat.
b. Pengikatan
12.Penyimpanan
Setelah seluruh proses selesai maka kotak tersebut disimpan didalam gudang penyimpanan atau gudang barang jadi untuk siap dipasarkan.
3.6.4. Metode Analisa Benang Karet
Analisa mutu benang karet dilakukan untuk menjamin produk agar tidak cacat dan pelanggan merasa puas. Metode analisa benang karet dilakukan dilakukan melalui 2 tahap yaitu secara visual dan physical.
Tugas utama physical laboratory adalah memeriksa dan menganalisa produksi benang karet dengan parameter-parameter dalam penelitian.
Secara visual :
a. Kebulatan diameter Benang Karet dan diameter dalam satu benang. b. Lebar pita, jumlah benang dalam satu pita, warna benang.
c. Flat Thread yaitu benang pipih/gepeng (benang tidak bulat)
d. Air Bubble (benang berlubang), Molted Thread (benang gembung/bendol), Bent Ribbon (pita bengkok), Rough Ribbon (benang kasar), Stick Thread yaitu benang lengket.
Secara Physical:
a. Resistance at break adalah tegangan putus pada benang karet ± 3000 gr/mm2.
c. Green modulus CA 300% adalah tegangan tarik 262 – 310 – 370 – 427 gr/mm2.
d. Green modulus CA 500% adalah tegangan tarik 750 – 1300 gr/mm2. e. Schwatz value (VRS) adalah kelenturan benang karet 123 – 135 – 150 –
164 gr/mm2.
f. Schwatz hysterests ratio (RIS) adalah hasil bagi tegangan tarik awal dengan hasil bagi tegangan tarik akhir 1.00 – 1.85%.
g. Temperature 50oC vulcanization test (t 50) adalah untuk mengetahui sampai dimana benang memiliki kadar elastisitas -2 to 5oC.
h. Retention at 49oC test adalah pemasangan benang karet pada temperature 149oC.
i. Permanent set at 80% E.B elestisitas tetap benang karet 2 – 8%.
j. Separability adalah daya lengket benang karet dalam satu ribbon 110 – 135 – 160 gr.
k. Talcum content adalah kandungan bahan kimia talcum yang terdapat pada benang karet, max 3,5 %.
l. Moisture content adalah besarnya kandungan air dalam benang karet 4 – 6 – 8 – 10 %.
m. Water extract adalah pengujian untuk mengetahui pencucian pada benang karet cukup atau tidak 0.70 – 0.90 %.