61 BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
Dalam Bab IV ini dikemukakan tentang metode yang dilakukan dalam pengumpulandan pengolahannya. Seperti yang telah diuraikan dalam Bab III bahwa metode pengumpulan data dilakukan dengan cara pengamatan dan pengukuran langsung, penelusuran data masa lalu (literatur), serta wawancara (interview), juga dilakukan secara menyeluruh (sensus) dan sampling secara acak (random).
4.1 Profil Perusahaan AMDK
PT. X adalah sebuah perusahaan AMDK merek Y yang berkantor pusat di Jakarta dan memliki pabrik di wilayah Cibinong, Kabupaten Bogor. Perusahaan ini telah beroperasi sejak tahun 1992, dimana perusahaan ini telah mendapatkan sertifikat SNI 01-3553-2006, ijin edar yaitu sertifikat Persetujuan Produk Pangan dari Badan POM RI (Pengendalian Obat dan Makanan Republik Indonesia) atau yang biasa orang awam mengenalnya sebagai nomor MD, dan sertifikat Halal dari MUI (Majelis Ulama Indonesia). Sehingga secara regulasi pemerintah, perusahaan ini telah layak untuk berproduksi produk AMDK yang mana produknya aman dan halal untuk dikonsumsi oleh masyarakat luas.
Pemilihan lokasi pabrik di daerah Cibinong didasarkan pada pertimbangan lebih mudah untuk akses ke Jakarta dibandingkan dari Sukabumi (dimana pabrik-pabrik AMDK banyak dijumpai), dengan kualitas air baku di daerah Cibinong yang masih baik dan terjaga.
Air baku yang digunakan oleh pabrik ini didapatkan dengan menjalin kerjasama dengan PDAM Kabupaten Bogor, yang mana PDAM Kabupaten Bogor tersebut mengambil dan mengolahnya dari sumber mata air Ciburial di daerah Ciomas yang merupakan hutan lindung milik Perhutani kabupaten Bogor di lereng Gunung Salak bagian barat daya.
Dalam menjalankan kegiatan produksinya, pabrik tersebut dipimpin oleh seorang Plant Manager yang dibantu oleh Supervisor Produksi, Supervisor QC, Supervisor Gudang, dan beberapa orang staf. Untuk lebih jelasnya dapat dilihat pada gambar 4.1 mengenai stuktur organisasi di bawah ini.
Gambar 4.1 StukturOrganisasiPabrik AMDK PT. X
Pabrik tersebut mempunyai fasilitas produksi, yang terdiri dari : 1. Unit Pengolahan Air (Water Threatment Unit).
2. Unit Produksi Mesin Galon dengan kapasitas 500 galon/jam. 3. Unit Produksi Mesin Botol dengan kapasitas 12.000 botol/jam 4. Unit Produksi Mesin Cup dengan kapasitas 15.000 cup/jam.
Hari kerja pada pabrik tersebut adalah hari Senin – Sabtu, dimana hari Sabtu hanya setengah hari, dan setiap harinya menggunakan sistem 2 shift, dimana jam kerjanya adalah sebagai berikut :
Shift 1 : jam 07.00 – 15.00 (istirahat jam 11.30 –12.30) Shift 2 : jam 23.00 – 07.00 (istirahat jam 02.00 – 03.00) Pemilihan jam kerja untuk shift 2 yang mulai jam 23.00 – 07.00 dengan tujuan untuk menghindari waktu beban puncak PLN.
Supervisor Produksi Kepala Shift Teknik Kepala Shift Produksi Supervisor Qualty Control QC Laboraturium QC Inspeksi dan Process Supervisor Gudang Kepala Shift Gudang Bahan Baku Kepada Shift Gudang Produk jadi
Kepala Shift Angkutan
Pengaturan jadwal kerja secara lengkap, dapat dilihat pada tabel 4.1 dibawah ini
Tabel. 4.1 Pengaturan Jadwal Kerja Karyawan PT. X
Armada angkutan yang dimiliki oleh perusahaan ini berjumlah 10 unit kendaraan yang terdiri dari :
Truk tronton 20 ton : 2 unit, khusus untuk produk galon Truk fuso 14 ton : 2 unit, khusus untuk produk small pack Truk double 7 ton : 2 unit, untuk produk gallon dan small pack Truk engkel 4 ton : 2 unit, khusus untuk kanvas produk galon Truk box engkel 4 ton : 2 unit, khusus untuk kanvas produk small pack
4.2 Profil Perusahaan Distributor AMDK
Distributor PT. A adalah perusahaan distributor yang mengkhususkan untuk mendistribusikan produk-produk minuman termasuk AMDK di dalamnya.
Perusahaan yang berlokasi di daerah Palmerah, Jakarta ini, didirikan pada tahun 2000. Batas wilayah operasional perusahaan distributor ini adalah :
Batas wilayah barat : Bandengan Batas wilayah utara : Bunderan HI Batas wilayah timur : TuguPancoran Batas wilayah selatan : Blok M
Perusahaan distributor ini dipimpin oleh seorang Unit Manager yang membawahi sales supervisor, kanvaser, dropper, motorist, dan beberapa orang staf, seperti pada gambar 4.2 di bawah ini.
Gambar 4.2 Struktur Organisasi Distributor PT.A Unit Manager Supervisor Sales Galon Salesman Galon 1 Kanvaser A Dropper 1 Dropper 2 Kanvaser B Dropper 1 Dropper 2 Salesman Galon 2 Kanvaser C Dropper 1 Dropper 2 Kanvaser D Dropper 1 Dropper 2 Supervisor Sales Smallpack Kanvaser E Kanvaser F Kanvaser G Kanvaser H motoris 1 s/d 6 System Analys Petugas Gudang
Armada kendaraan operasional yang dimiliki oleh distributor ini meliputi : Pick up T-120 : 2 unit, untuk supervisor sales
Pick up L-300 : 4 unit, untuk kanvase rgalon Truk engkel : 8 unit, untuk dropper gallon
Box L-300 : 4 unit, untuk kanvaser dan dropping produk Motor : 6 unit
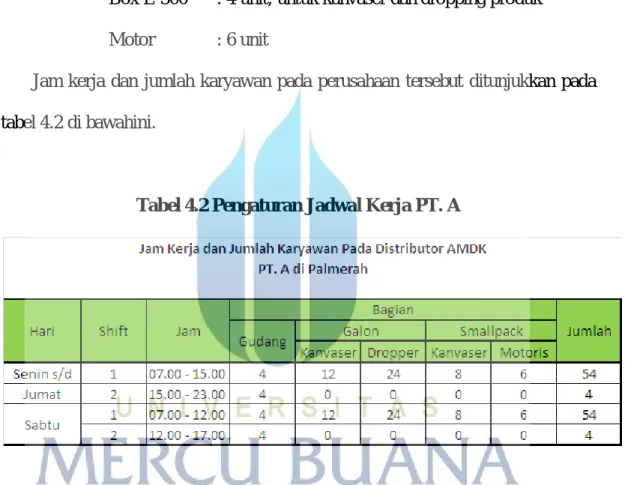
Jam kerja dan jumlah karyawan pada perusahaan tersebut ditunjukkan pada tabel 4.2 di bawahini.
Tabel 4.2 Pengaturan Jadwal Kerja PT. A
Distributor ini mendapatkan pasokan produk AMDK dari 3 pabrik yaitu pabrik Cicurug, pabrik Cisalopa, dan pabrik Cibinong.
4.3 Metode Pengumpulan Data
Metode pengumpulan data dalam penelitian ini dilakukan dengan cara sebagai berikut
4.3.1 Pengamatan dan pengukuran langsung. Metode ini dilakukan untuk data-data :
a. Data ukuran setiap jenis produk AMDK. b. Data berat setiap jenis produk AMDK.
4.3.2 Penelusuran data masa lalu (literatur)
Data yang diperoleh dengan metode ini meliputi :
a. Data aktual permintaan produk AMDK pada distributor di Palmerah, Jakarta dalam periode 24 (dua puluh empat) bulan dari bulan Oktober tahun 2012 sampai dengan bulan September tahun 2014. b. Data tarif angkutan/biaya pengiriman produk AMDK dari PT. X di
Cibinong, Bogor ke distributor di Palmerah, Jakarta. c. Data kapasitas muat produk AMDK pada truk jenis fuso.
d. Data struktur harga produk AMDK untuk distributor, grosir dan retail/eceran di wilayah Jakarta.
4.3.3 Wawancara (interview)
Dilakukan untuk mendapatkan data kapasitas gudang distributor di Palmerah.
4.3.4 Pengambilan data dilakukan secara menyeluruh (sensus) untuk beberapa data meliputi:
a. Data aktual permintaan produk AMDK pada distributor di Palmerah, Jakarta dalam periode 25 (dua puluh lima) bulan dari bulan Oktober tahun 2012 sampai dengan bulan Oktober tahun 2014.
b. Data tarif angkutan/biaya pengiriman produk AMDK dari PT. X di Cibinong, Bogor ke distributor di Palmerah, Jakarta.
c. Data struktur harga produk AMDK untuk distributor, grosir dan retail/eceran di wilayah Jakarta.
4.3.5 Pengambilan data dilakukan sampling secara acak (random) untuk beberapa data meliputi :
a. Data kapasitas muat produk AMDK pada truk.
b. Data kapasitas gudang pada distributor di Palmerah, Jakarta c. Data ukuran setiap jenis produk AMDK.
d. Data berat setiap jenis produk AMDK
4.4 Metode Pengolahan Data
Metode pengolahan data yang dilakukan dalam penelitian ini adalah menggunakan Microsoft Excel Data Analysis, Microsoft Excel, danMicrosoft Excel Solver Problems. Seperti telah diuraikan pada Bab III, penggunaan Microsoft Excel adalah untuk mengolah data-data sebagai berikut :
4.4.1 Microsoft Excel Data Analysis
Digunakan untuk mencari persamaan regresi linear dari data aktual permintaan.
4.4.2 Microsoft Excel
Digunakan untuk mencari error, RSFE (Run Sum Forecast Error), MAD (Mean Absolut Deviation), TS (Tracking Signal), keuntungan distributor, dan formula untuk linear programming
4.4.3 Microsoft Excel Solver Problems.
Digunakan untuk mencari komposisi produk AMDK dalam 1 truk sehingga keuntungan distributor menjadi maksimal.
4.5 Pengolahan Data
4.5.1 Data aktual permintaan produk AMDK.
Data ini didapatkan dari distributor produk AMDK dari bulan Oktober 2012 hingga bulan Oktober 2014 seperti ditunjukkan pada tabel 4.3 di bawah ini :
Seperti yang telah diuraikan dalam flow chart pada Bab III, maka dari data aktual permintaan tersebut dapat digunakan untuk mengolah data selanjutnya.
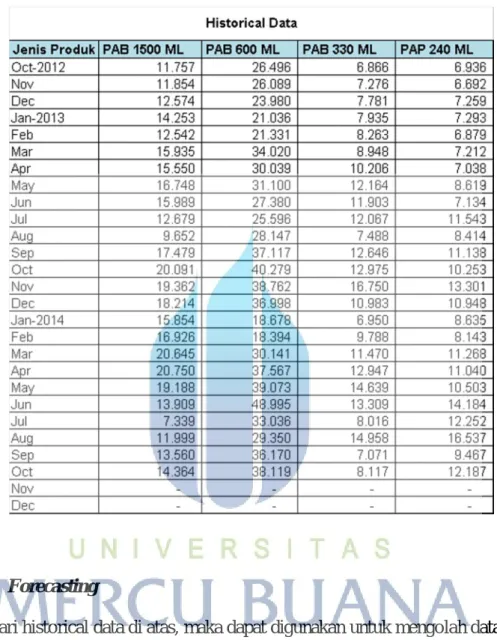
4.5.2 Historical Data
Data ini diolah dari data aktual permintaan, sehingga didapatkan historical data seperti pada tabel 4.4 di bawah ini.
Tabel 4.4 Historical Data
4.5.3 Forecasting
Dari historical data di atas, maka dapat digunakan untuk mengolah data forecasting. Metode forecasting yang diuji pada penelitian ini meliputi :
a. Metode Moving Average 4 (MA 4) b. Metode Moving Average 5 (MA 5)
c. Metode Weight Moving Average 4 (WMA 4) d. Metode Weight Moving Average 5 (WMA 5) e. Metode Exponential Smoothing with Trend f. Metode Regresi Linear with Seasonal Index
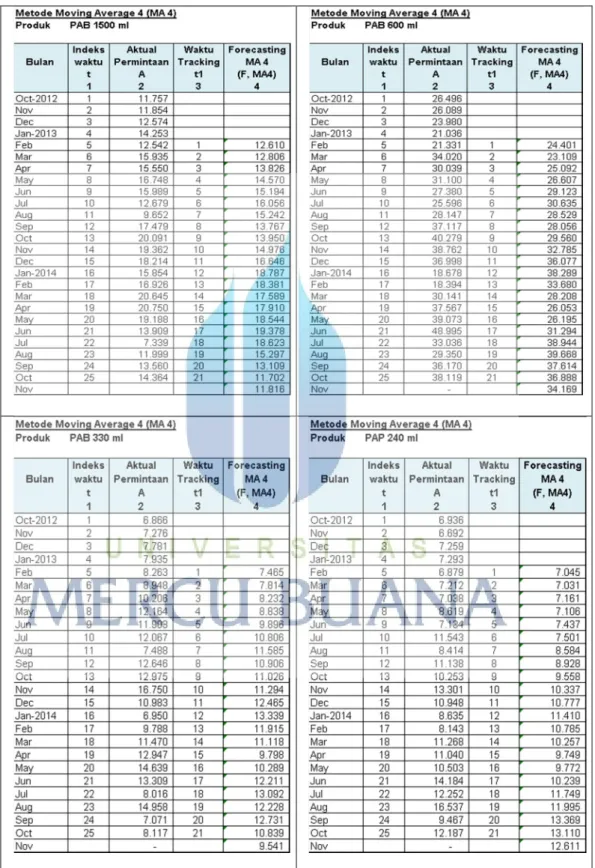
4.5.3.1 Metode Moving Average 4 (MA 4)
Model rata-rata bergerak (Moving Averages Model/MA Model) ini dinyatakan sebagai berikut :
Rata − rata bergerak n periode =∑(permintaan dalam n periode terdahulu) n
MA(n) =∑(A + A + A + … … + A )
n … … … 2.1)
Dimana :
n = banyaknya periode dalam rata-rata bergerak
Dengan menggunakan Microsoft Excel didapatkan nilai forecast moving average 4 (MA 4) untuk produk PAB 1500 ml sebagai berikut :
MA4(1)= ( ) MA4(1) = ( ) = 12609,5 dibulatkan menjadi 12610 MA4(2)= ( ) MA4(2)= ( ) = 12805,75 dibulatkan menjadi 12806
MA4(3)= ( ) MA4(3)= ( ) = 13826
Dan seterusnya sampai MA4(22), sehingga didapatkan nilai forecast moving
average 4. Hal yang sama dilakukan juga untuk produk PAB 600ml, PAB 330ml dan PAP 240ml, sehingga didapatkan data seperti pada tabel 4.5 berikut ini.
4.5.3.2 Metode Moving Average 5 (MA 5)
Model rata-rata bergerak (Moving Averages Model/MA Model) ini dinyatakan sebagai berikut :
Rata − rata bergerak n periode =∑(permintaan dalam n periode terdahulu) n
MA(n) =∑(A + A + A + … … + A )
n … … … (2.1)
Dimana :
n = banyaknya periode dalam rata-rata bergerak
Dengan menggunakan Microsoft Excel didapatkan nilai forecast moving average5 (MA 5) untuk produk PAB 1500ml sebagai berikut :
MA5(1)= ( ) MA5(1)= ( ) = 12596 MA5(2)= ( ) MA5(2)= ( ) = 13431,6 dibulatkan menjadi 13432 MA5(3) = ( )
MA5(3)=
( )
= 14170,8 dibulatkan menjadi 14171
Dan seterusnya sampai MA5(21), sehingga didapatkan nilai forecast moving
average 5. Hal yang sama dilakukan juga untuk produk PAB 600ml, PAB 330ml dan PAP 240ml, sehingga didapatkan data seperti pada tabel 4.6 berikut ini.
4.5.3.3 Metode Weight Moving Average 4 (WMA 4)
Model rata-rata bergerak terbobot (Weighted Moving Averages Model/WMA Model), dinyatakan sebagai berikut :
WMA n periode =∑(permintaan untuk periode n)(aktual permintaan periode n) n
WMA(n) =∑(A )(P ) + (A )(P ) + (A )(P ) + … … + (A )(P )
∑ … … … (2.2)
Secara umum pemberian bobotuntuk model rata-rata bergerak n-periode terbobot WMA(n), akan dilakukan sebagai berikut : …....……… (2.3)
Periode Koefisien Pembobot (P)
1 periode yang lalu 2 periode yang lalu 3 periode yang lalu :
:
n-1 periode yang lalu n periode yang lalu
n n - 1 n - 2 : : n – (n - 2) = 2 n – (n – 1) = 1 Jumlah ∑Pi (i = 1,2,3, … n)
Dengan menggunakan Microsoft Excel didapatkan nilai forecast weight moving average 4 (WMA 4) untuk produk PAB 1500ml sebagai berikut :
WMA4(1)= ( ) ( ) ( ) ( ) ( ) WMA4(1)= ( ) ( ) ( ) ( ) ( ) = 13019,9 dibulatkan menjadi 13020
WMA4(2)= ( ) ( ) ( ) ( ) ( ) WMA4(2)= ( ) ( ) ( ) ( ) ( ) = 12992,9 dibulatkan menjadi 12993 WMA4(3) = ( ) ( ) ( ) ( ) ( ) WMA4(3)= ( ) ( ) ( ) ( ) ( ) = 14244,6dibulatkan menjadi 14245
Dan seterusnya sampai WMA4(22), sehingga didapatkan nilai forecast weight
moving average 4. Hal yang sama dilakukan juga untuk produk PAB 600ml, PAB 330ml dan PAP 240ml, sehingga didapatkan data seperti pada tabel 4.7 berikut ini.
4.5.3.4 Metode Weight Moving Average 5 (WMA 5)
Model rata-rata bergerak terbobot (Weight Moving Averages Model/WMA Model), dinyatakan sebagai berikut :
WMA n periode =∑(permintaan untuk periode n)(aktual permintaan periode n) n
WMA(n) =∑(A )(P ) + (A )(P ) + (A∑ )(P ) + … … + (A )(P )… … … (2.2) Secara umum pemberian bobot untuk model rata-rata bergerak n-periode terbobot WMA(n), akan dilakukan sebagai berikut : ……….….(2.3)
Periode Koefisien Pembobot (P)
1 periode yang lalu 2 periode yang lalu 3 periode yang lalu :
:
n-1 periode yang lalu n periode yang lalu
n n - 1 n - 2 : : n – (n - 2) = 2 n – (n – 1) = 1 Jumlah ∑Pi (i = 1,2,3, … n)
Dengan menggunakan Microsoft Excel didapatkan nilai forecast weight moving average5 (WMA 5) untuk produk PAB 1500ml sebagai berikut :
WMA5(1)= ( ) ( ) ( ) ( ) ( ) ( ) WMA (1)= ( ) ( ) ( ) ( ) ( ) ( ) = 12860,6 dibulatkan menjadi 12861
WMA5(2)= ( ) ( ) ( ) ( ) ( ) ( ) WMA5(2) = ( ) ( ) ( ) ( ) ( ) ( ) = 13973,6 dibulatkan menjadi 13974 WMA5(3) = ( ) ( ) ( ) ( ) ( ) ( ) WMA5(3)= ( ) ( ) ( ) ( ) ( ) ( ) = 14679,7 dibulatkan menjadi 14680
Dan seterusnya sampai WMA5(21), sehingga didapatkan nilai forecast weight
moving average 5. Hal yang sama dilakukan juga untuk produk PAB 600ml, PAB 330ml dan PAP 240ml, sehingga didapatkan data seperti pada tabel 4.8 berikut ini.
4.5.3.5 Metode Exponential Smoothing with Trend Adjusment
Formula untuk model pemulusan eksponensial dengan mempertimbangkan kecenderungan adalah :
Forecast Including Trend (FIT) = New Forecast (F t) + Trend Correction (T t) . ……... (2.9)
Persamaan untuk koreksi kecenderungan (trend correction) menggunakan suatu konstanta pemulusan beta, β, yang dihitung berdasarakan formula berikut :
T t = ( 1 – β ) T t-1 + β ( F t – F t-1 ) ………..…….….(2.10)
Dimana :
T t = smoothed trend untuk periode t
T t-1 = smoothed trend untuk periode t-1 (periode yang lalu)
β = konstanta dari smoothed trend yang dipilih
F t = nilai ramalan terhadap model peramalan ES untuk periode t
F t-1 = nilair amalan terhadap model peramalan ES untuk periode t-1
Langkah ke-1: Menghitung nilai ramalan periode t ( Ft) berdasarkan metode
pemulusan eksponensial sederhana (simple exponential smoothing).
Dengan menggunakan Microsoft Excel didapatkan nilai new forecast (F t) untuk produk PAB 1500ml sebagai berikut :
Ft (1) = Rata-rata aktual permintaan
= A1+A2+A3+ …..+A25 25 = 15169 F t(2) =F t-1 + α (A t-1 – F t-1) = F t(1) + 0,9(A1 – F t(1)) = 15169 + 0,9(11757 – 15169) = 12098 F t(3) =F t-1 + α (A t-1 – F t-1) = F t(2) + 0,9(A2– F t(2)) = 12098 + 0,9(11854 – 12098) = 11878 F t(4) = F t(3) + 0,9(A3– F t(3)) = 11878 + 0,9(12574 – 11878) = 12504
Dan seterusnya sampai Ft(26), sehingga didapatkan nilai new forecast metode
exponential smoothings sederhana. Hal yang sama dilakukan juga untuk produk PAB 600ml, PAB 330ml dan PAP 240ml, sehingga didapatkan data seperti pada tabel 4.9 berikut ini.
Langkah ke-2 : Menghitung nilai trend dengan menggunakan persamaan berikut : T t = ( 1 – β ) T t-1 + β ( F t – F t-1 ).
Untuk memulai langkah ke-2 pertama kali nilai trend untuk periodet-1 harus ditetapkan melalui perkiraan atau melalui observasi terhadap data yang lalu. Setelah itu baru nilai trend untuk periode t dihitung.
Dengan menggunakan Microsoft Excel didapatkan nilai trend untuk produk PAB 1500ml sebagai berikut :
T t (1) = 0(nilai trend untuk periode t-1 harus ditetapkan melalui
perkiraan) T t(2) =( 1 – β ) T t-1 + β ( F t – F t-1 ). = (1 – 0,3) T t(1) + 0,3(F t(2) – F t(1)) = 0,7 x 0 + 0,3(15169 – 12098) = - 921 Tt(3) =( 1 – β ) T t-1 + β ( F t – F t-1 ). = (1 – 0,3) T t(2) + 0,3(F t(3) – F t(2)) = 0,7(- 921) + 0,3(12098 – 11878) = - 711 T t(4) = (1 – 0,3) T t(3) + 0,3(F t(4) – F t(3)) = 0,7(- 711) + 0,3(11878 – 12504) = - 310
Dan seterusnya sampai Tt(26), sehingga didapatkan nilai trend . Hal yang sama
dilakukan juga untuk produk PAB 600ml, PAB 330ml dan PAP 240ml, sehingga didapatkan data seperti pada tabel 4.10 berikut ini.
Langkah ke-3 : Menghitung nilai ramalan berdasarakan metode pemulusan eksponensial dengan mempertimbangkan kecederungan, menggunakan persamaan berikut :
FIT t = F t + T t
Dengan menggunakan Microsoft Excel didapatkan nilai Forecats Including Trend (FIT) untuk produk PAB 1500ml sebagai berikut :
FIT t = F t + T t
= 15169 + 0 = 15169 FIT t(2) =FT t(2) + T t(2) = 12098 + (- 921) = 11177 FIT t(3) =FT t(3) + T t(3) = 11878 + (-711) = 11167 FIT t(4) =FT t(4) + T t(4) = 12504 + (-310) = 12194
Dan seterusnya sampai FIT t(26), sehingga didapatkan nilai Forecat Including
Trend . Hal yang sama dilakukan juga untuk produk PAB 600ml, PAB 330ml dan PAP 240ml, sehingga didapatkan data seperti pada tabel 4.11 berikut ini.
4.5.3.6 Metode Regresi Linear with Seasonal Index
4.5.3.6.1 Menghitung index musiman (seasonal index)
Langkah ke-1 : Hitung rata-rata permintaan aktual dalam bulan yang sama untuk tahun yang berbeda (dengan microsoft excel)
Untuk PAB 1500ml Bulan Tahun 2012 Tahun 2013 Tahun 2014 Rata-rata Januari 0 14253 15854 (14253+15854)= 15054 2 Februari 0 12542 16926 (12542+16926)= 14734 2 : : : : : Oktober 11757 20091 14364 (11757+20091+14364) = 15404 3
Hal yang sama dilakukan juga untuk produk PAB 600ml, PAB 330ml dan PAP 240ml.
Langkah ke-2 :Hitung rata-rata dari langkah 1 untuk 12 bulan (dengan microsoft excel). Untuk PAB 1500ml Bulan Rata-Rata Januari 15.054 Februari 14.734 Maret 18.290 April 18.150 Mei 17.968 Juni 14.949 Juli 10.009 Agustus 10.826 September 15.520 Oktober 15.404 November 15.608 Desember 15.394 Rata-rata 15.159
Hal yang sama dilakukan juga untuk produk PAB 600ml, PAB 330ml dan PAP 240ml.
Langkah ke-3 : Hitung index musiman (seasonal index) dengan membagi hasil perhitungan pada langkah ke- 1 dengan langkah ke-2 (dengan microsoft excel).
Untuk PAB 1500ml
Bulan Rata-rata bulan
Rata-Rata
tahun Seasonal Index
Januari 15054 15159 (15054/15159) = 0,99
Februari 14734 15159 (14734/15159) = 0,97
: : : :
Oktober 15404 15159 (15404/15159) = 1,02
Hal yang sama dilakukan juga untuk produk PAB 600ml, PAB 330ml dan PAP 240ml, Sehingga didapatkan data seasonal index seperti pada tabel 4.12 di bawah ini.
4.5.3.6.2 Menghitung regresi linear
Model analisis garis kecenderungan yang paling sederhana adalah menggunakan persamaan garis lurus, sebagai berikut :
F t = a + b t ………...………..(2.6)
Dimana :
F t = nilairamalanpermintaanpadaperiodeke-t
a = intersep
b = slope dari garis kecenderungan (trend line), merupakan tingkat perubahan dalam permintaan.
t = indeks waktu (t = 1,2,3, …..n) ; n adalah banyaknya periode waktu
Slope dan intersep dari persamaan garis lurus dihitung dengan menggunakan formula berikut :
b = ∑ tA − n(t )(A )
∑ t − ( )2 … … … . . (2.7)
a = A − b(t ) … … … . … … … . . (2.8) Dimana :
b = slope dari persamaan garis lurus a = intersep dari persamaan garislurus t = indeks waktu
t-bar = nilai rata-rata dari t A = data aktualpermintaan
A-bar = nilai rata-rata permintaan per periode waktu, rata-rata dari A
Cara mencari persamaan garis lurus dapat melalui dua metode pendekatan yaitu :
Metode formula menggunakan microsoft excel
Metode data analysis menggunakan microsoft excel data analysis
Metode formula menggunakan microsoft excel
Memasukkan nilai-nilai sesuai dengan formula yang ada, contoh di bawah ini untuk produk PAB 1500 ml seperti berikut ini :
b =∑ tA − n(t )(A ) ∑ t − ( )2 … … … . . (2.7) b = 5028515 – 25(13)(15168,42) 5525 – 25(13)13 = 75,9585
a = A − b(t ) … … … . … … … . . (2.8)
a = 15168,52 – 75,9585 = 14181,54
F t = a + b t ………...………..(2.6)
Jadi formula forecasting dengan metode regresi linear untuk produk PAB 1500 ml F = 14181,54 + 75,9585 (t)
Metode data analysis menggunakan microsoft excel data analysis
Metode ini menggunakan software data analysis pada microsoft excel, seperti yang akan diuraikan pada langkah-langkah di bawah ini, untuk produk PAB 1500 ml:
Langkah ke-1 : Masuk sheet historical data, klik “Data” dan pilih “Data Analysis” pilih “Regression”, kemudian kilik “OK”, seperti ditunjukkan pada gambar 4.3 di bawah ini
Gambar 4.3 Pemilihan software Data Analysis Regression
Langkah ke-2 : Input nilai aktual permintaan pada Input Y Range, input nilai indeks waktu pada Input X Range, klik “New Worksheet Ply”, klik “Residual Plots”, kemudian klik “OK”, seperti ditunjukkan pada gambar 4.4 berikut ini
Gambar 4.4 Input nilai aktual permintaan dan nilai indeks waktu
Langkah 3 : Menentukan persamaan regresi linear dari hasil langkah ke-1 dan langkah ke-2, seperti gambar 4.5 berikut ini.
Gambar 4.5 Fungsi regresi linear
Dari pengolahan data analysis di atas, maka didapatkan fungsi regresi linearnya adalah y = 14181 + 75,9585(t) atau forecasting dengan metode regresi linear untuk produk PAB 1500 ml F = 14181 + 75,9585 (t)
Dengan demikian untuk menghitung forecast regresi linear baik menggunakan pendekatan formula maupun menggunakan pendekatan data analysis menghasilkan hasil yang sama, sehingga kedua pendekatan tersebut dapat digunakan salah satunya. Namun dalam peneletian ini penulis dalam menghitung forecast metode regresi linear menggunakan pendekatan data analysis, karena lebih mudah dalam aplikasi dan lebih cepat dalam penghitungannya.
Fungsi regresi linear y = a + bt y = 14181 + 75,9585 (t) t = 10 (hasil di tabel 14940,6) y = a + bt y = 14181 + 75,9585 (10) = 14940,58
Dari pengolahan data di atas, maka nilai forecast yang didapatkan dikalikan dengan seasonal index sebagai faktor koreksi. (Vincent Gaspersz, Production Planning And Inventory Control, 1998, halaman 113-114). Sehingga didapatkan data forecast seperti pada tabel 4.13 berikut ini.
4.5.4 Pengujian akurasi dan validitas metode forecasting
Seperti yang telah disampaikan pada Bab II sebelumnya, bahwa ada sejumlah indikator dalam pengukuran akurasi dan validasi forecasting, namun yang paling umum dipergunakan adalah :
4.5.4.1 Mean Absolute Deviation (MAD)
Rata-rata penyimpangan absolut, menggunakan formula sebagai berikut :
=∑| |… … … . . (2.11)
Dimana :
et = forecast error periode t
n = banyaknya periode data A t = aktual permintaan periode t
F t = nilai ramalan periode t
4.5.4.2 Mean Square Error (MSE)
Rata-rata kuadrat kesalahan, menggunakan formula sebagai berikut :
MSE =∑( )2
n … … … . (2.13) Dimana :
et = forecast error periode t
n = banyaknya periode data
4.5.4.3 Mean Absolute Percentage Error (MAPE)
Rata-rata kuadratkesalahan, menggunakan formula sebagaiberikut :
MAPE =∑ e A 100%
n … … … . … … … (2.14) Dimana :
et = forecast error periode t
A t = aktual permintaan periode t
n = banyaknya periode data
Perhitungan MAD, MSE, dan MAPE untuk nilai forecast produk PAB 1500ml hasil dari metode moving average 4 adalah sebagai berikut :
= ∑|e | n … … … . . (2.11) MAD = (E1 + E2 + E3 + …. + E21) 21 = - 188 21 = -8.95 MSE =∑( )2 n … … … . (2.13)
MSE = {( E1 + E2 + E3 + …. + E21)}2 21 = {(-188)2} 21 = 1683 MAPE =∑ e A 100% n … … … . … … … (2.14) MAPE = {(E1/A5)100% + (E2/A6)100% + ….. +(E21/A25)100%)}
21 = 518.22% 21 = 24.68%
Dengan metode perhitungan yang sama dan cara penghitungannya menggunakan microsoft excel, maka pada tabel 4.14 di bawah ini adalah nilai MAD, MSE, dan MAPE untuk produk-produk PAB 1500 ml, PAB 600 ml, PAB 330 ml, dan PAP 240 ml menggunakan metode forecasting moving average 4, moving average 5, weight moving average 4, weight moving average 5, exponential smoothing with trend adjusment, regresi linear with seasonal index.
4.5.4.4 Tracking Signal (TS)
Tracking signal adalah suatu ukuran bagaimana kinerja suatu ramalan memperkirakan nilai-nilai aktual. Tracking signal dihitung sebagai Running Sum of the Forecast Error (RSFE) dibagi dengan Mean Absolute Deviation (MAD), sehingga didapatkan formula sebagai berikut :
TS = RSFE………..……...………. (2.15) MAD RSFE = ∑ e t…….………..……… (2.16) Dimana : TS = Tracking Signal
RSFE = Running Sum of the Forecast Error MAD = Mean Absolute Deviation
et = forecast error periode t
Perhitungan tracking signal untuk nilai forecast produk PAB 1500 ml menggunakan metode moving average 4 adalah sebagai berikut :
1. Hitung RSFE setiap bulannya dengan cara menjumlahkan secara kumulatif forecast error (E)
3. Jumlahkan secara kumulatif absolut error
4. Hitung MAD setiap bulannya dengan cara kumulatif absolut error dibagi waktu tracking
5. Hitung tracking signal setiap bulannya dengan cara RSFE dibagi MAD Sehingga didapatkan nilai tracking signal seperti pada tabel 4.15 di bawah ini
Tabel 4.15 Nilai Tracking Signal PAB 1500 ml metode forecasting moving average 4
Dengan metode perhitungan yang sama dan cara penghitungannya menggunakan microsoft excel, maka pada tabel 4.16 di bawah ini adalah nilai tracking signal untuk produk-produk PAB 1500 ml, PAB 600 ml, PAB 330 ml, dan PAP 240 ml menggunakan metode forecasting moving average 4, moving average 5, weight moving average 4, weight moving average 5, exponential smoothing with trend adjusment, regresi linear with seasonal index.
Tabel 4.16 Nilai Tracking Signal
Dari tabel 4.16 di atas dan berdasarakan teori bahwa Apabila nilai tracking signal telah berada di luar batas-batas pengendalian (lebih dari ± 4), maka model peramalan perlu ditinjau kembali, karena akurasi dan validasi peramalan tidak
dapat diterima ( Vincent Gaspersz, Production Planning And Inventory Control, 1998, halaman 81-82), maka dapat disimpulkan bahwa metode forecasting yang akurat dan valid untuk menyelesaikan historical data permintaan tersebut adalah metode Forecasting Exponential Smoothing with Trend Adjusment atau sering disebut juga Double Exponential Smoothing, seperti pada Tabel 4.11 di atas.
4.5.5 Mencari keuntungan distributor
Keuntungan distributor untuk setiap jenis produk AMDK dapat dicari dengan cara menghitung kombinasi dari beberapa data berikut ini meliputi : 4.5.5.1 Biaya kirim
Biaya kirim untuk setiap jenis produk AMDK dari pabrik PT. X di Cibinong ke distributor PT. A di Palmerah, dalam satuan rupiah/karton, seperti pada Tabel 1.1 di atas.
4.5.5.2 Struktur harga
Struktur harga setiap jenis produk AMDK yang meliputi harga distributor, harga grosir dan harga retail, seperti pada Tabel 1.2 di atas.
4.5.5.3 Selisih harga
Merupakan data selisih harga antara harga distributor dengan harga grosir, sehingga didapatkan data seperti ditunjukkan pada tabel 4.20 berikut ini.
Tabel 4.17 Daftar Selisih Harga
4.5.5.4 Keuntungan distributor
Keuntungan distributor didapatkan dari selisih harga distributor (Tabel 4.17) dikurangi dengan biaya kirim (Tabel 1.1) untuk setiap jenis produknya, sehingga didapatkan nilai seperti pada Tabel 1.3 di atas.
4.5.6 Data untuk memaksimalkan keuntungan distributor
Dalam penelitian ini keuntungan distributor dapat dimaksimalkan melalui pengaturan komposisi produk AMDK yang dimuat dalam truk dan pola pengirimannya dari pabrik ke distributor dalam satu hari.
Dalam upaya mengatur komposisi produk AMDK yang dimuat dalam truk yang bertujuan untuk memaksimalkan keuntungan distributor ini, maka digunakan Linear Programming yang dihitung menggunakan aplikasi Microsoft Excel Data Solver.
4.5.6.1 Data nilai forecast bulanan permintaan produk AMDK
Seperti yang telah diuraikan di atas, bahwa forecast bulanan didapatkan dengan mengolah historical data menggunakan metode Exponential Smoothing with Trend Adjusment. Penggunaan metode forecasting ini didasarkan pada hasil pengujian akurasi dan validasi yang menunjukkan bahwa penggunaan metode forecasting exponential smoothing with trend ini menghasilkan nilai tracking signal (TS) pada range ± 4 untuk semua jenis produk AMDK. Tabel berikut ini menunujukkan data nilai forecasting bulanan setiap jenis produk AMDK.
Dari tabel 4.18 di atas, nilai forecast yang digunakan adalah nilai forecast pada bulan November 2014 (yang diberi warna kuning).
4.5.6.2 Data nilai rata-rata forecast harian produk AMDK.
Nilai forecast ini diperoleh dengan cara membagi nilai forecast bulanan dengan jumlah hari kerja pada bulan berjalan. Dalam hal ini nilai forecast bulanan yang dimaksud adalah nilai forecast bulan November 2014, dengan hari kerja pada bulan November 2014 sejumlah 25 (dua puluh lima) hari kerja. Sehingga didapatkan data nilai rata-rata forecast harian seperti ditunjukkan pada tabel berikut ini.
Tabel 4.19 Nilai Rata-rata Forecast Harian bulan November 2014
4.5.6.3 Data berat dan ukuran produk ADMK
Data berat dan ukuran setiap jenis produk AMDK ini didapatkan dari pengukuran langsung di pabrik AMDK PT. X , seperti pada tabel di bawah ini.
Tabel 4.20 Data Berat dan Ukuran Produk AMDK
4.5.6.4 Data kapasitas daya muat truk
Data kapasitas daya muat ini didapatkan secara interview dari kepala shift angkutan pada pabrik AMDK PT. X. Data tersebut seperti ditunjukkan pada tabel berikut ini.
Tabel 4.21 Data Kapasitas Daya Muat Truk
4.5.6.5 Data ukuran gudang distributor
Data ukuran gudang distibutor yang digunakan untuk menyimpan produk AMDK adalah sekitar 500 m3, data ini didapatkan dari interview dengan Unit Manager dan petuga gudang distributor Palmerah.
4.5.6.6 Data keuntungan distributor
Keuntungan distributor seperti telah dijelaskan pada bab ini sub bab 4.5.5.4 pada Bab ini.
4.5.7 Model Umum Linear Programming Memaksimumkan keuntungan
Z = C X + C X + C X + C X Di mana :
Z mak = Nilai keuntungan
C1 = Keuntungan produk PAP 240 ml (Rp/karton)
C2 = Keuntungan produk PAB 330 ml (Rp/karton) C3 = Keuntungan produk PAB 600 ml (Rp/karton) C4 = Keuntungan produk PAB 1500 ml (Rp/karton)
X1 = Jumlah produk PAP 240 ml yang dimuat (karton) X2 = Jumlah produk PAB 330 ml yang dimuat (karton) X3 = Jumlah produk PAB 600 ml yang dimuat (karton) X4 = Jumlah produk PAB 1500 ml yang dimuat (karton)
Batasan kapasitas truk angkutan
X + X + X + 4X ≤
B1 = Batasan maksimum kapasitas truk angkutan (kg) A11 = Berat produk PAP 240 ml (kg)
A12 = Berat produk PAB 330 ml (kg) A13 = Berat produk PAB 600 ml (kg) A14 = Berat produk PAB 1500 ml (kg)
Batasan kapasitas gudang distributor
X + X + X + X ≤
B2 = Batasan maksimum kapasitas gudang distributor (m3) A21 = Kubikasi produk PAP 240 ml (m3)
A22 = Kubikasi produk PAB 330 ml (m3) A23 = Kubikasi produk PAB 600 ml (m3) A24 = Kubikasi produk PAB 1500 ml (m3)
Batasan forecast bulanan
X + X + X + X ≤
B3 = Batasan maksimum forecast bulanan produk (karton) A31 = Jumlah produk PAP 240 ml (karton)
A32 = Jumlah produk PAB 330 ml (karton) A33 = Jumlah produk PAB 600 ml (karton) A34 = Jumlah produk PAB 1500 ml (karton)
Batasan forecast harian
X + X + X + X ≤
B4 = Batasan maksimum forecast harian produk (karton) A41 = Jumlah produk PAP 240 ml (karton)
A42 = Jumlah produk PAB 330 ml (karton) A43 = Jumlah produk PAB 600 ml (karton) A44 = Jumlah produk PAB 1500 ml (karton)
Batasan non negativitas Xn, Amn ≥ 0
4.5.8 Formula untuk memaksimalkan keuntungan distributor
Seperti yang telah disampaikan padalangkah-langkah Bab II danflow chart Bab III sebelumnya,bahwa peng-inputan formula permasalahan linear programmingini dapat diselesaikan dengan menggunakan software Microsoft Excel Spread Sheet to Solver Linear Programming Problems, seperti berikut ini : Langkah ke-1 : Memasukkan formula untuk fungsi Z maksimum
=(C20*C5)+(D20*D5)+(E20*E5)+(F20*F5) Langkah ke-2 : Memasukkan formula untuk fungsi kendala Langkah ke-3 : Membuka Data Solver
Langkah ke-4 : Memasukkan formula Z maksimum ke dalam field Data Solver =(C20*C5)+(D20*D5)+(E20*E5)+(F20*F5)
Klik “max”
Langkah ke-5 : Memasukkan nilai konstanta penambahan nilai Z = (C20:F20)
Langkah ke-6 : Memasukkan nilai kendala dan fungsi non negativitas Langkah ke-7 : Memilih tampilan
Langkah ke-8 : Klik “Solve”, pengolahan oleh komputer, sehingga didapatkan komposisi produk untuk memaksimalkan keuntungan distributor Langkah-langkah tersebut seperti ditunjukkan pada gambar-gambar berikut ini.
Gambar 4.6 Input formula untuk linear programming
Gambar 4.8 Aplikasi MS Office Excel Data Solver
4.5.9 Jumlah komposisi produk
Hasil dari langkah-langkah yang ditunjukkan pada Gambar 4.6, Gambar 4.7, dan Gambar 4.8 di atas, maka akan didapatkan komposisi pengiriman produk seperti yang ditunjukkan padaGambar 4.9, Gambar 4.10, dan Gambar 4.11 di bawah, dimana yang diberi latar belakang warna kuning adalah jumlah komposisi produk AMDK yang dimuat dalam 1 unit truk, dan yang diberi latar belakang warna biru adalah keuntungan maksimal yang didapatkan oleh distributor dengan jumlah komposisi produk tersebut.
Gambar 4.9 menunjukkan komposisi muatan produk AMDK pada ritase ke-a Gambar 4.10 menunjukkan komposisi muatan produk AMDK pada ritase ke-b Gambar 4.11 menunjukkan komposisi muatan produk AMDK pada ritase ke-c Ketiganya dilakukan pada hari yang sama.
Gambar 4.9 Komposisi produk dan keuntungan distributor pada ritase ke-a
Gambar 4.11 Komposisi produk dan keuntungan distributor pada ritase ke-c
Penggabungan dari gambar 4.9, 4.10, dan 4.11 ditunjukkan pada Tabel 4.22 di bawah ini , yaitu tabel jumlah komposisi produk yang dikirim setiap harinya dari pabrik PT. X ke distributor PT. A.
Tabel 4.22 Jumlah Komposisi Produk
Dari model pengiriman produk pada tabel di atas, maka dapat diuraikan sebagai berikut :
4.5.9.1 Komposisi pengiriman produk
Komposisi pengiriman produk dari pabrik ke distributor setiap harinya dimuat dalam tiga ritase yaitu rit a, rit b, dan rit c, menggunakan truk fuso dengan komposisi sebagai berikut :
Rit a : Produk PAP 240ml = 477 karton Produk PAB 330ml =289 karton Produk PAB 600 ml = 405 karton. Rit b : Produk PAB 600 ml = 952 karton Rit c : Produk PAB 600 ml = 193 karton Produk PAB 1500 ml = 578 karton.
4.5.9.2 Tonase komposisi produk
Tonase komposisi produk pada setiap rit-nya (rit, a, rit b, atau rit c) adalah sesuai dengan kapasitas muat (tonase) truk yang digunakan (fuso) yaitu sebesar 14.000 kg, seperti yang dijelaskan berikut ini :
Rit a : PAP 240 ml = 477 karton x 11,6 kg = 5.553,2 kg PAB 330 ml = 289 karton x 8,7 kg = 2.514,3 kg PAB 600 ml = 405 karton x 14,7 kg = 5.953,5 kg Total = 14.001,0 kg Rit b PAB 600 ml = 952 karton x 14,7 kg = 13.994,4 kg
Rit c PAB 600 ml = 193 karton x 14,7 kg = 2.837,1 kg PAB 1500 ml = 578 karton x 18,4 kg = 10.635,2 kg
Total = 13.472,3 kg
4.5.9.3 Jumlah total komposisi produk
Jumlah total komposisi produk yang dikirim setiap harinya dari pabrik ke distributor pada ketiga rit tersebut yaitu rit a, rit b, dan rit c adalah sesuai dengan jumlah forecast permintaan harian pada distributor, seperti pada penjelasaan di bawah ini.
Produk PAP 240 ml : Rit a = 477 karton
Forecast harian bulan Nov-2014 = 477 karton Produk PAB 330 ml : 289 karton
Forecast harian bulan Nov-2014 = 289 karton Produk PAB 600 ml : Rit a = 405 karton
Rit b = 952 karton
Rit c = 193 karton, total = 1.550 karton
Forecast harian bulan Nov-2014 = 1.550 karton Produk PAB 150 ml : Rit c = 578 karton
4.5.9.4 Keuntungan distributor
Keuntungan yang didapatkan distributor dari komposisi pengiriman produk setiap harinya adalah sebagai berikut :
Rit a : PAP 240 ml = 477 karton x Rp. 789 = Rp. 376.353 PAB 330 ml = 289 karton x Rp. 942 = Rp. 272.238 PAB 600 ml = 405 karton x Rp. 601 = Rp. 243.405
Sub Total = Rp. 881.996 Rit b PAB 600 ml = 952 karton x Rp. 601 = Rp. 572.152 Rit c PAB 600 ml = 193 karton x Rp. 601 = Rp. 115.993 PAB 1500 ml = 578 karton x Rp. 377 = Rp. 217.906 Sub Total = Rp. 333.899 Grand Total = Rp. 1.798.047
4.5.10 Model pengiriman
Dengan jumlah komposisi produk yang dikirim setiap harinya seperti yang ditunjukkan pada Tabel 4.22 di atas, maka tabel di bawah ini adalah menunjukkan komposisi produk dan model pengiriman-nya.
4.5.11 Perbandingankeuntungan
Perbandingan keuntungan pada distributor antara kondisi ideal, kondisi kedepan (setelah menerapkan hasil penelitian/kondisi LP), dan kondisi saat ini (current), ditunjukkan pada tabel di bawah ini.