LAPORAN PELAKSANAAN KEGIATAN
PRAKTEK KERJA LAPANG ( PKL )
DI PT. CAHAYA SAMTRACO UTAMA SAMARINDA
Oleh : SAPARUDIN NIM : 070 500 063
JURUSAN PENGOLAHAN HASIL HUTAN
POLITEKNIK PERTANIAN NEGERI SAMARINDA SAMARINDA
LAPORAN PELAKSANAAN KEGIATAN
PRAKTEK KERJA LAPANG ( PKL )
DI PT. CAHAYA SAMTRACO UTAMA SAMARINDA
Oleh : SAPARUDIN NIM : 070 500 063
JURUSAN PENGOLAHAN HASIL HUTAN
POLITEKNIK PERTANIAN NEGERI SAMARINDA SAMARINDA
HALAMAN PENGESAHAN
Laporan Praktek Kerja Lapang ( PKL ) di PT. Cahaya Samtraco Utama dari tanggal 04 Maret 2010 sampai tanggal 31 Maret 2010 sebagai salah satu syarat untuk dapat menyelesaikan pendidikan Diploma III di Politeknik Pertanian Negeri Samarinda Progam Studi Pengolahan Hasil Hutan Jurusan Pengolahan Hasil Hutan
Menyetujui,
Ketua Jurusan Program Studi Pengolahan Hasil Hutan
M. Fikri Hernandi, S.Hut, MP NIP. 19701127 199802 1 001
Dosen Pembimbing
Ir. Andi Yusuf,MP NIP. 19621022 198803 1 003
Direktur
Politeknik Pertanian Negeri Samarinda
Ir. Wartomo, MP NIP. 19631028 198803 1 003
KATA PENGANTAR
Dengan memanjatkan puji dan syukur kehadirat Allah SWT yang telah memberikan hidayah dan rahmatnya sehingga penulis dapat menyelesaikan Laporan Praktik Kerja Lapang ini tepat waktu.
Laporan ini dibuat berdasarkan pengalaman mengikuti Praktik Kerja Lapang di PT. Cahaya Samtraco Utama di Jln. Ekonomi, Kelurahan Loa Buah, Kecamatan Sungai Kunjang, Samarinda selama 1 (satu) bulan.
Pada kesempatan ini penulis ingin menyampaikan ucapan terima kasih kepada: 1. Pimpinan PT. Cahaya Samtraco Utama Beserta Staf dan Karyawan yang telah
memberi bimbingan sejak awal sampai akhir kegiatan di perusahaan ini.
2. Kedua Orang Tua yang telah memberikan dukungan dan do’anya untuk kesempurnaan laporan ini.
3. Kepala Jurusan Pengolahan Hasil Hutan beserta dosen – dosen yang juga memberikan bimbingan dalam pembuatan laporan Praktek Kerja Lapang ini. 4. Bapak Ir. Andi Yusuf, MP selaku pembimbing, yang telah banyak memberikan
bimbingannya kepada penulis.
5. Rekan-rekan mahasiswa yang tidak dapat penulis sebutkan satu persatu, yang telah membantu sehingga selesainya laporan ini.
Semoga bantuan dan arahan yang telah diberikan mendapat imbalan dari Allah SWT. penulis menyadari bahwa dalam penulisan laporan ini sangat jauh dari kesempurnaan oleh kerena itu penulis ingin mengucapkan terima kasih atas kritik dan saran yang telah diberikan demi kesempurnaan penulisan laporan ini.
Akhir kata penulis berharap semoga Laporan Praktik Kerja Lapang ini bermamfaat bagi pembaca dan penulis sendiri.
Samarinda, 5 April 2010 Penulis
DAFTAR ISI
Halaman KATA PENGANTAR DAFTAR ISI DAFTAR GAMBAR. I. PENDAHULUAN A. Latar Belakang ………...….. B. Maksud dan Tujuan ………...……... C. Hasil yang Diharapkan ………...……….. II. TINJAUAN UMUM PERSAHAANA. Sejarah Dan Perkembangan Perusahaan ………...…………... B. Bahan Baku ………...………... C. Ketenagakerjaan dan Struktur Organisasi Perusahan ………..….... D. Pemasaran ………...……….. III. METODE PRAKTEK KERJA LAPANG
A. Waktu dan Tempat ………...………… B. Tahapan kegiatan ………...…... IV. HASIL PRAKTEK KERJA LAPANG .………...….. V. KESIMPULAN DAN SARAN
A. Kesimpulan ………...……… B. Saran – Saran ………...…………. Lampiran – Lampiran ………...………… 1 1 2 3 4 4 5 6 6 8 22 23 24
DAFTAR GAMBAR Halaman No Tubuh Utama 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Penandaan dan Ukuran Pemotongan Log ………...… Proses Pembelahan Sampai Perajangan Log di Sawmill ……...……. Cara Penyusunan Kayu Pada Saat Pengeringan Kayu ………...……. Ukuran Pembelahan Multirip dan Pemotongan di Crosscut ……...… Pemberian Tanda Kayu Yang Sudah Maching ………...… Bagian Pengeleman Lembaran Kayu ………...…... Contoh Proses Packing Bahan Siap Export ………...…….
Lampiran
Proses Penarikan Log Dari Log Pont ke Log Yard ………...……. Proses Pemotongan Log dengan Cain saw dan Pengankutan Dengan Loader di Log yard ………...………. Proses Penyusunan Kayu dan Ruang Kontrol di Ruang Kiln Dry ...… Kegiatan produksi di Departemen Multirip san Mesin Multirip …... Kegiatan di Moulding dan Salah Satu Mesin Moulding …………...…
Proses Penimbangan dan Pengukuran Kadar Air Pada Proses
Maching ………...………...
Mesin press dan mesin Chiper untuk Membuat Pinger Joint …...….. Proses Quality Control dan Pengepakan ………...…………. Lay Out Produksi PT. Cahaya Samtraco Utama ………...….. Packing List PT. Cahaya Samtraco Utama ………...……. Struktur Organisasi PT. Cahaya Samtraco Utama …………...……...
9 10 12 13 16 17 18 24 24 24 25 25 25 26 26 27 28 29
I. PENDAHULUAN
A. Latar Belakang
Praktek Kerja Lapang ( PKL ) merupakan salah satu program yang harus
dilaksanakan oleh mahasiswa Politeknik Pertanian Negeri Samarinda setelah
memasuki semester VI. Kegiatan ini berlangsung 2 ( dua ) bulan dilapangan.
sebelumnya para mahasiswa sudah dibekali pengarahan – pengarahan seperti dari
dinas atau instansi terkait seperti Dinas Tenaga Kerja, dan para staf pengajar
Politeknik Pertanian Negeri Samarinda.
Dengan adanya pengalaman Praktek Kerja Lapang ini diharapkan
mahasiswa lebih mengetahui dan siap menghadapi keadaan dilapangan dan tidak
akan mengalami hal – hal yang menyulitkan serta dapat menambah wawasan
mahasiswa mengenai hal – hal yang berkaitan dengan kegiatan – kegiatan yang
terdapat pada industri pengolahan hasil hutan.
B. Maksud dan Tujuan
Adapun maksud dan tujuan dilakukannya kegiatan Praktek Kerja Lapang
ini adalah supaya mahasiswa mampu membandingkan dan mengevaluasi kegiatan
– kegiatan yang dilaksanakan di lapangan dengan ilmu pengetahuan yang
diperoleh sebelumnya di bangku perkuliahan, selain itu diharapkan pengetahuan
akan semakin bertambah luas mengenai penggunaan alat, mesin – mesin dan
berbagai sarana lain yang terdapat di pabrik serta mengetahui lebih luas prinsip
C. Hasil Yang Diharapkan
Diharapkan setelah mahasiswa melaksanakan kegiatan Praktek Kerja
Lapang ini mahasiswa dapat memadukan antara teori yang didapat di bangku
kuliah dengan praktik di lapangan sehingga di kemudian hari mahasiswa mampu
mempraktekannya scara mandiri dan pada akhirnya dapat menampung tenaga
II. TINJAUAN UMUM PERUSAHAAN
A. Sejarah Dan Perkembangan Perusahaan
PT. Samarinda Trading Corporation ( SAMTRACO) telah berganti nama
menjadi PT. Cahaya Samtraco Utama (PT. CSU ) berlokasi di kota Samarinda,
sedangkan usaha yang dijalankan adalah Moulding dengan luas areal lokasi
sekitar 5,4 Ha. Perusahaan tersebut berbatasan dengan :
? Sebelah Selatan berbatasan dengan PT. KTSY
? Sebelah Utara berbatasan dengan PT. Darmawood Agung Indistry
? Sebelah Barat berbatasan dengan permukiman penduduk
? Sebelah Timur berbatasan dengan sungai Mahakam
PT. Cahaya Samtraco Utama didirikan di Desa Loa Buah pada tanggal 30 Maret
1984 berdasarkan akte Notaris No. 285 dan PT. Cahaya Samtraco Utama juga
memproduksi moulding, dimana masih banyak kayu bundar yang perlu
ditingkatkan nilai jualnya. Mengingat PT. Cahaya Samtraco Utama tidak
mempunyai areal IUPHHK sendiri maka kayu – kayu dib eli dari perusahaan
pemegang IUPHHK disertai dengan dokumen yang lengkap dari pemerintah
terkait.
Pada tahun 1982 pemerintah telah mengeluarkan kebijakan tentang
peraturan – peraturan serta Undang – Undang eksport dan inport kayu
gelondongan atau log. Hal inilah asalnya PT. Cahaya Samtraco Utama mulai
B. Bahan Baku
Bahan baku yang digunakan untuk membuat Laminating Block adalah
kayu jenis Meranti Merah yang dikenal dengan nama perdangan Merebung Kulit
Tebal dan Manjo Kulit Tipis yang diperoleh dari beberapa perusahaan pemegang
IPUHHK yang tersebar di daerah Berau, Hulu Mahakam, dan Paser. Semua kayu
yang didatangkan ke perusahaan sudah melalui pemilihan yang sangat cermat
yang dilakukan oleh petugas perusahaan sendiri ( Log Grader ) langsung di areal
IPUHHK atau log pond perusahaan penyuplai. Oleh sebab itu kayu – kayu yang
datang merupakan kayu – kayu pilihan yang bermutu baik.
Kemudian bahan baku lain yang digunakan untuk bahan perekat yaitu :
Synteco 1980 dan Hardener 1994 untuk Eropa dan Yukashu untuk daerah Timur
Tengah dan Korea.
C. Ketenagakerjaan dan Struktur Organisasi Perusahaan
Jumlah tenaga kerja yang bekerja di PT. Cahaya Samtraco Utama pada
bulan Maret 2010 berjumlah 278 orang yang terdiri dari karyawan tetap sebanyak
79 orang terdiri dari, 72 orang laki – laki dan 7 orang perempuan serta karyawan
borongan 199 orang terdiri dari, 165 orang laki – laki dan 34 orang perempuan.
Pada tahun 1992 PT. Cahaya Samtraco Utama mengalami banyak
permasalahan internal perusahaan baik masalah Produksi maupun manajemen
perusahaan sendiri, oleh sebab itu perusahaan me ngambil tindakan yaitu
Pemutusan Tenaga Kerja ( PHK ) karyawan dengan sisa karyawan tetap hanya
pada Departemen – Departemen Produksi sedangkan untuk menjalankan kegiatan
proses produksi dilakukan karyawan borongan yang dikelola oleh yayasan yaitu
yayasan Nurul Hadi dan CV. Nuansa Perdana.
D. Pemasaran
Semua jenis Produksi yang dihasilkan oleh PT. Cahaya Samtraco Utama
di ekspor keluar negeri. Negara tujuan ekspor PT. Cahaya Samtraco Utama yang
paling utama adalah Eropa ( 80 % ), Korea (10%) dan Yaman (Timur Tengah )
III. METODE PRAKTEK KERJA LAPANG
A. Waktu dan Tempat
Waktu pelaksanaan Praktek Kerja Lapang adalah sejak tanggal 04 Maret
2010 sampai tanggal 31 April 2010.
Pelaksanaan Praktek Kerja Lapang dilaksanakan 3 hari dalam 1 minggu
dimulai dari jam 07.00 pagi sampai 15.00 siang.
Adapun tempat dilaksanakan Praktek Kerja Lapang ini adalah di PT.
Cahaya Samtraco Utama di Jln. Ekonomi, Kelurahan Loa Buah, Kecamatan
Sungai Kunjang kota Samarinda.
B. Tahapan Kegiatan
Tahapan – tahapan kegiatan yang dilakukan pada saat praktik kerja lapang
adalah :
a. Departemen Log pond
b. Departemen log yard
c. Departemen sawmill
d. Departemen Pengeringan ( kiln dry )
e. Departemen multirip
f. Departemen Cross cut
g. Departemen moulding
h. Departemen maching
j. Departemen crosscut export
k. Departemen packing
l. Departemen finger joint
IV. HASIL PRAKTEK KERJA LAPANG
Hasil yang dicapai pada saat melaksanakan kegiatan Praktek Kerja Lapang
pada umumnya adalah seluruh proses produksi di PT. Cahaya Samtraco Utama
dan juga proses pemasaran produk. Adapun proses produksi dan pemasaran di PT.
Caha ya Samtraco Utama adalah secara berurutan sebagai berikut :
A. Log Pond dan log Yard
Log Pond ialah tempat penimbunan kayu log yang terdapat di air (sungai
mahakam). Adapun proses yang dilakukan di log pond ialah :
1. Tiap log dipilih dengan persentase 70% grade A, dan 30% grade B. Untuk
grade A memiliki ciri kayu yang baik dan berdiameter di atas 80 cm, untuk
grade B kayu yang memiliki diameter 60-80 cm dan memiliki sedikit
cacat. Untuk pemilihan log ini juga disesuaikan dengan pesanan yang
diminta oleh buyer ( pembeli ) yaitu yang sudah tertera pada packing list
produksi.
2. Kayu log dinaikkan di log yard dan diukur volume dan panjangnya serta
diberi tanda-tanda seperti tanda panjang pemotongan, serta informasi
ukuran dari log dengan menggunakan kapur tulis.
3. Setelah ditandai, log dibiarkan selama kurang lebih 1 hari, artinya log yang
dinaikkan ke log yard misalnya pada hari Senin, akan digunakan untuk
4. Log dibersihkan dari kulit-kulit serta paku yang masih ada pada log seperti
paku S dan paku U. Pembersihan log dengan menggunakan linggis.
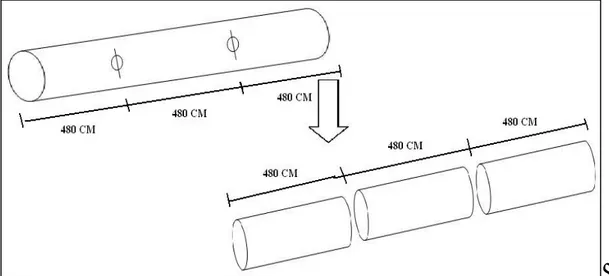
5. Log dipotong sesuai dengan tanda yang diberikan dengan menggunakan
Cain Saw dan selanjutnya diangkut ke log deck ( saw mill ).
6. Pemotongan log di Log Yard dengan panjang sesuai program kerja dan
kapasitas pemotongan per hari rata-rata 150 m3 .
Gambar 1. Penandaan dan Ukuran Pemotongan Log
B. Penggergajain Kayu ( Sawmill )
Saw Mill adalah tempat pembelahan dan perajangan log dari log yard.
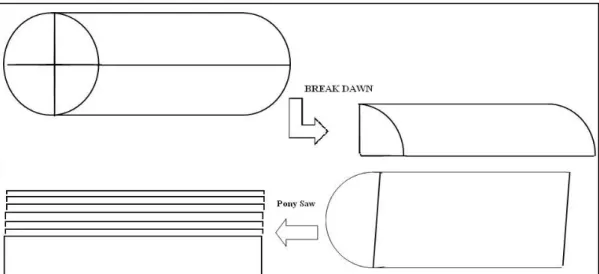
Mesin – mesin yang ada di sawmil ini meliputi Mesin Break Down ( pembelah ) 1
( satu ) unit dan Mesin Pony Saw sebanyak 3 ( tiga ) unit dan mesin Band saw 2
unit, dan pembelahan di mesin pony saw dan band saw sendiri memiliki ketebalan
± 30 mm x lebar log itu sendiri x panjang ukuran dari buyer (480 cm, 240 cm).
1. Kayu potongan log dibelah belah menjadi 2 ( dua ) bagian untuk log dengan
diameter kecil dan 4 ( empat ) bagian dengan log dengan diameter besar.
Pembelahan dilakukan dengan mesin Break Down.
2. Bagian belahan kayu yang dibawa ke mesin pony saw dan dirajang dengan
ketebalan ± 30 mm.
3. Pada saat pembelahan tentunya masih ada kayu sisa yang relatif kecil maka
kayu tersebut akan dibawa ke mesin Band Saw dan dirajang lagi dengan
ketebalan yang sama yaitu 30 mm.
Gambar 2. Proses Pembelahan Sampai Perajangan Log di Sawmill
C. Pengeringan ( Kiln Dry )
Kiln Dry adalah alat / mesin pengering. Jumlah mesin pengering di PT.
Cahaya Samtraco utama ini sebanyak 15 kamar dengan kapasitas 100 m3 dan 150
m3 / kamar dengan ketebalan kayu rata – rata 30 mm dan kadar air 10% – 13%.
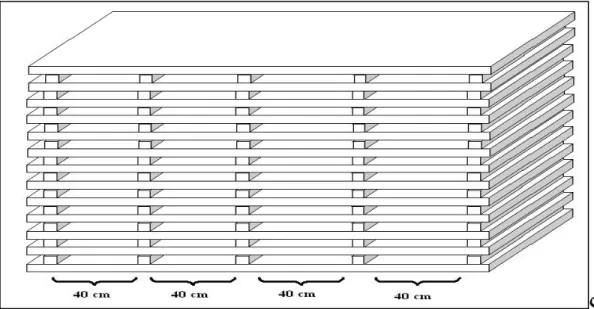
1. Kayu gergajian disusun sedemikian rupa di luar ( 100 m3 ) dan langsung
di mesin kiln ( 150 m3 ) dengan menggunakan Fork klif
2. Susunan kayu dimasukan ke dalam mesin kiln dengan kereta untuk mesin
kiln dengan kapasitas 100 m3. Setelah kayu masuk maka alat pengukur
kelembaban Mousture Content ( MC ) harus dipasang di sampel kayu
sebanyak satu sampel.
3. Semua pintu ditutup dan selanjutnya dilakukan pengontrolan dari ruang
kontrol.
4. Kontrol pertama ( handing UP ) dilakukan pengaturan ( setting )
temperatur sebesar 45 – 65 oC dan setting kelembaban 10 %, selanjutnya
dibiarkan selama 3 jam. Pada proses ini maka secara otomatis kipas dan
sprayer akan hidup serta lubang ventilasi akan terbuka.
5. Kontrol kedua ( Proses dry ) dilakukan pengaturan ( setting ) temperatur
80 oC dan pengaturan kelembaban 2 %, selanjutnya dibiarkan selama 10
hari. Pada proses ini maka secara otomatis sprayer akan dan serta lubang
ventilasi akan tertutup sedangkan kipas akan tetap menyala. Pada setiap 3
jam kipas akan merubah putaranya dengan jeda 3 menit. Hal ini akan
terjadi secara otomatis selam 10 hari yang bertujuan untuk memutar
sirkulasi udara.
6. Setelah 10 hari pengeringan selanjut nya dilakukan proses condition. Hal
yang dilakukan adalah pengaturan ( setting ) temperatur 45 oC dan
setingan kelembaban 10 %, selanjutnya dibiarkan selama 3 jam. Pada
akan terbuka dan kipas masih dalam keadaan hidup.sebelum dikeluarkan
MC kayu dicek ulang dengan moisture content (MC) meter langung di
dalam kiln.
7. Setelah konditioning selanjutnya kayu dikeluarkan dari mesin kiln dan
dibiarkan selama 2 hari sebelum diolah.
Gambar 3. Cara Penyusunan Kayu Pada Saat Pengeringan Kayu
D. Multirip dan Cross Cut
Multirip adalah mesin yang berfungsi membagi lembaran- lembaran papan,
jumlah mesin ini sebayak 6 unit dengan kapasitas ± 80 m3 per hari. Hasil dari
mesin ini adalah :
? 30 mm x 145 mm x 240 cm = 10 % - 15 % dari total ekspor ? 30 mm x 115 mm x 240 cm = 10 % - 15 % dari total ekspor ? 30 mm x 105 mm x 240 cm = 20 % - 25 % dari total ekspor ? 30 mm x 86 mm x 240 cm = 60 % - 70 % dari total ekspor
Crosscut adalah mesin pemotong bahan setengah jadi sebelum pengolahan
selanjutnya, fungsinya adalah untuk memotong bagian – bagian yang cacat supaya
rapi, jumlah mesinnya 7 unit dengan kapasitas 60 – 70 m3 per hari dan panjang
yang diinginkan adalah 80 cm – 200 cm ( ± 40 % dan 210 – 400 cm ( 60 % )
Adapun kegia tan yang dilakukan dimultirip dan cross cut ini adalah :
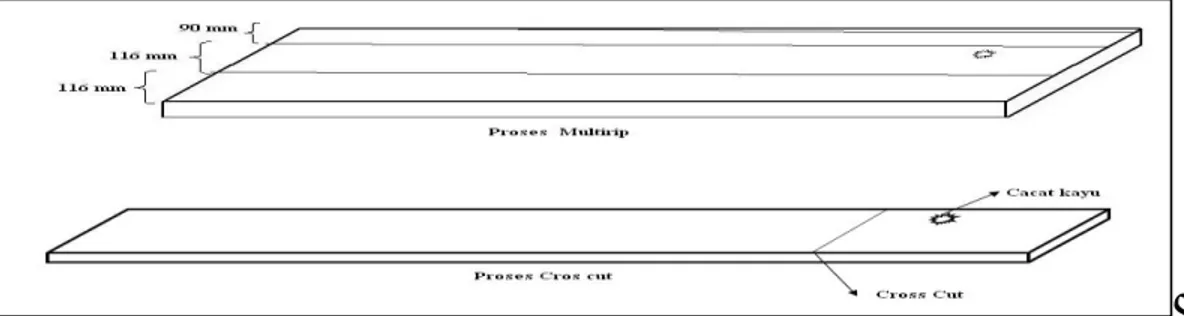
1. Pemilihan grade ( kualitas ) papan sesuai dengan ukuran yang akan
dibelah, ukurannya 146 mm, 116 mm, 106 mm dan 90 mm.
2. Pembelahan papan dengan mesin multirip sesuai dengan lebar bahan yang
telah ditentukan gradenya.
3. Selanjutnya bahan dibawa ke cross cut untuk dipotong dan pemilihan cacat
bahan.
4. Pemotongan dilakukan sesuai dengan ukuran dari buyer ( pembeli ) dan
keadaan bahan, seperti pemotongan bahan apabila ditemukan cacat kayu.
E. Moulding
Moulding adalah mesin penghalus bahan yang telah dipotong di cross cut.
Jumlah mesin sebanyak 6 ( enam ) unit dengan kapasitas 42 m3 – 60 m3 per hari.
Ukuran ketebalan yang diinginkan sebagai berikut :
? 24 mm x 145 mm x 80 cm – 400 cm bahan siap di lem ? 24 mm x 115 mm x 80 cm – 400 cm bahan siap di lem ? 24 mm x 105 mm x 80 cm – 400 cm bahan siap di lem ? 24 mm x 86 mm x 80 cm – 400 cm bahan siap di lem Proses kegiatan yang dilakukan di moulding adalah :
1. Kayu di serut dengan menggunakan mesin moulder. Bagian kayu yang
diserut adalah bagian atas dan bawah kayu dengan ketebalan yang telah
ditentukan pada pengaturan mesin.
2. Setelah penyerutan, kayu di sortir lagi untuk melihat keberadaan cacad dan
bagian kayu yang tidak termakan mata mesin moulder.
3. Kayu yang cacat kemudian diolah lagi seperti :
? Kayu yang tidak terkena mata moulder akan dilakukan Operati Tebal ( OPT ) dan ukuran ketebalannya dikonversi lagi dari ukuran awal 24
mm menjadi 21 mm.
? Kayu yang cacat pecah samping, atau cacat lainnya yang memungkinkan kayu dibelah sesuai ukuran maka dilakukan Operasi
? Kayu yang cacat akan tetapi tidak bisa masuk ke OPT dan OPL maka akan dibawa ke Finger Joint.
F. Maching ( Pencocokan )
Proses maching ialah proses pencocokan bahan yang diolah dari moulding.
Adapun yang harus dicocokan di maching ini adalah : warna kayu, MC ( kadar air
), ukuran kayu dan berat kayu. Pencocokan ini berdasarkan 3 batang kayu.
Kriteria pencocokannya adalah :
1. Warna harus memiliki warna yang seragam diantara ketiga kayu yang
akan dilem.
2. MC ( kadar air ) kayu harus sama dengan toleransi berkisar 3%. Contoh
kayu atas = 7 %, tengah = 9% dan bawah = 10 %. Hal ini diperbolehkan
untuk penggabungan kayu menjadi satu, pengukuran MC ini dimaksudkan
supaya kayu tidak melengkung.standar MC maximal 25 %
3. Berat kayu harus sama dengan toleransi berkisar 3%. Untuk standar berat
kayu gabungan ini maksimalnya adalah 450 gram.
4. Setelah semua kayu maching maka selanjutnya ketiga kayu digabung dan
harus selalu berpasangan sampai di pengeleman. Untuk menghindari
berpisahnya kayu, maka kayu diberi tanda “ /// “ pada setiap pinggirnya.
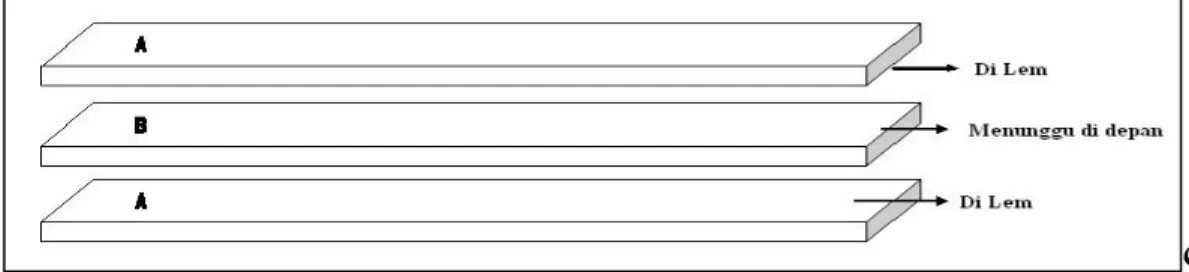
G. Laminating ( Pengeleman )
Laminating adalah proses penggabungan tiga batang kayu menjadi kayu
dengan menggunakan perekat. Jumlah mesin Glue Sprider adalah 6 ( enam ) unit
dengan kapasitas 45 m3 – 50 m3 per hari. Adapun prosesnya adalah sebagai
berikut :
1. Kayu yang telah maching yang kemudian dipisahkan, untuk bagian Grade
A disemprotkan lem dan bagian tengah Grade B menunggu setelah grade
A disemproti lem.
2. Kayu yang sudah diberi perekat di gabungkan dan didiamkan selama ± 10
menit sebelum press.
3. Selanjutnya kayu disusun di mesin press dengan tekanan 8 – 10 bar dan
selanjutnya didiamkan selama 45 – 60 menit.
4. Selanjutnya kayu dibongkar dari mesin press dan langsung dibawa ke
Bleking yaitu proses penyerutan bagian samping kiri dan kanan kayu
dengan mesin moulder dengan uk uran sesuai dengan pesanan pembeli.
5. Konsentrasi bahan pengawet dengan hardener adalah 1000 : 15
6. Merk bahan perekatnya adalah Synteco 1980 dan Hardener 1994 untuk Eropa dan Yukashu untuk daerah Timur Tengah dan Korea
H. Crosscut Akhir
Crosscut Akhir adalah proses pemotongan akhir bahan yang telah di press
dan diserut dengan panjang sesuai permintaan pembeli. Jumlah mesinnya adalah 4
unit dengan kapasitas 45 m3 – 50 m3 per hari Adapun ukuran kayu siap eksport
adalah sebagai berikut.
? 72 mm x 145 mm x 80 cm – 400 cm ? 72 mm x 115 mm x 80 cm – 400 cm ? 72 mm x 105 mm x 80 cm – 400 cm ? 72 mm x 86 mm x 80 cm – 400 cm
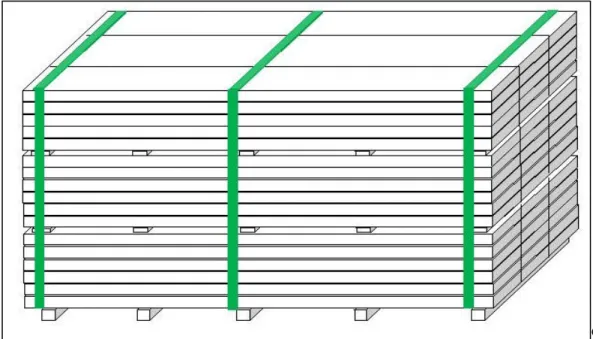
I. Packing ( Pengemasan )
Proses packing adalah proses pengepakan kayu yang sudah siap eksport
sesuai dengan ukuran masing – masing sesuai dengan pesanan dari pembeli.
Proses packing sendiri meliputi :
1. Kayu disusun dengan jumlah sesuai dengan packing list yang diminta oleh
pembeli.
2. Bagian atas kayu diberi plastik dan bagian bawahnya diberi bantalan.
3. Kayu diikat dengan tali power straiping dan setiap sudut kayu diberi karet
supaya tidak rusak dan selanjutnya ditarik dengan alat mesin trec supaya
kencang dan kuat.
4. Selanjutnnya kayu diberi identitas seperti ukuran, isi, kota tujuan dan kode
lot ( cointainer).
Gambar 7. Contoh Proses Packing Bahan Siap eksport
J. Loading
Loading adalah bagian yang mengurusi pemuatan eksport yaitu barang
yang siap eksport dibawa ke pelabuhan dermaga PT. Cahaya Samtraco Utama
kemudian disusun di Kapal Ponton dan ditarik ke pelabuhan Samarinda untuk di
surfing container yaitu penyusunan barang ke dalam container. Rata – rata setiap
pengapalan adalah 10 – 11 lot per 15 hari. Tujuan eksport PT. Cahaya Samtraco
Utama adalah Eropa 80 %, Korea 10 % dan Timur Tengah 10 %.
K. Proses Pengolahan Limbah
Proses Pengolahan Limbah adalah bagian yang khusus mengolah limbah
potangan cross cut dari multirip dan cross cut serta dari moulding yang terkena
bahan setengah jadi untuk eksport ke Korea dan daerah Timur Tengah serta
sebagian ada yang ke Eropa ( beam ). Ukurannya adalah sebagai berikut:
? 30 mm x 65 mm x 230 cm = Rahmani ( Tim-Teng ) ? 30 mm x 45 mm x 230 cm = Korea
? 72 mm x 86 mm x 595 cm = Eropa ( Beam ) Adapun prose produksi yang dilakukan adalah :
1. Semua limbah dari Moulding, Multirip, Cross Cut disortir lagi untuk
memilih cacat – cacat kayu.
2. Dilakukan pemotongan atau pembelahan kayu untuk menghindari cacat
kayu dan selanjutnya kayu yang bebas cacat dikumpulkan lagi.
3. Kayu yang sudah bebas cacad disortir lagi untuk memilih warna, ukuran
dan grade.
4. Selanjutnya kayu dibawa ke mesin chipper untuk di pinger joint (
penyambungan)
5. Kayu disambung dengan cara dilaburi lem di ujung sambungan dan
kemudin di press dan di potong sesuai ukuran permintaan.
6. Lem yang dipakai adalah lem merk yukashu tanpa hardener.
7. Kayu yang telah disambung dibawa ke moulding untuk diserut kembali
dan kemudian ke meching sampai ke packing.
L. Departemen Gudang Baru
Departemen gudang baru ini adalah departemen yang mengolah ulang
di departemen ini hampir sama dengan Departemen Finishing, yang
membedakannya adalah ukuran kayu yang akan di sambung finger joint lebih
kecil yaitu 2 cm x 2 cm. Selanjutnya kayu akan disambung dan akan melewati
moulding lagi sampai pada packing.
M. Quality control.
Quality control merupakan proses pengawasan terhadap seluruh hasil
produksi pada setiap departeme n, adapun yang diawasi adalah MC kayu, kondisi
pisau me sin, pengecekan OPT dan OPL, ketebalan kayu, hasil kerja mesin,
kontrol cacat kayu. Petugas yang melakukan pengecekan ini harus keliling
mengikuti arus kegiatan produksi yang ada. Untuk memudahkan tugas
pengontrolan petugas yang hanya satu orang harus bisa berkomunikasi dengan
pengawas di lapangan.
N. Pemasaran Kayu
Pada umumnya proses pemasaran yang dilakukan di PT. Cahaya Samtraco
Utama ini adalah dilakukan langsung oleh pemilik perusaan ini sendiri. Pemasaran
dilakukan dengan cara ini kerena pemilik perusahan ini merupakan orang yang
ahli di bidang marketing. Perusahaan sendiri hanya mengurus seluruh administrasi
supaya hinnga barang sampai kepada pembeli. Adapun proses eksportnya adalah :
1. Perusahaan dan pembeli mengadakan kontrak kerja sama, dan pembeli
memberikan pesanan kayu yang akan dibeli.
3. Setelah diproduksi, barang yang siap eksport diperiksa oleh pihak
Sukofindo dan pengurusan surat- surat ke Bea dan Cukai selanjutnya
dibawa ke pelabuhan Samarinda menggunakan kapal ponton.
4. Di pelabuhan Samarinda, semua barang yang akan di eksport di periksa
lagi oleh petugas Bea dan Cukai beserta pihak dari Sukofindo. Setelah itu
pihak Bea dan Cukai akan memberikan surat DO, BL, dan LC.
5. Semua barang dimasukan kedalam kontainer dan semua berkas baik itu
surat dari Bea dan Cukai serta identitas barang dikirim ke pembeli,
selanjutnya adalah proses pengiriman barang.
6. Setelah barang sampai di tempat tujuan, maka baru uang akan di transfer
V. KESIMPULAN DAN
SARAN
A. Kesimpulan
1. Kegiatan produksi untuk menghasilkan Laminating Block jadi dapat
digolongkan sebagai berikut :
1. Persiapan bahan baku ( Raw Material )
2. Proses penggergajian dan moulding kayu
3. Pengolahan Limbah
4. Finising ( Packing )
2. Bahan baku kayu yang digunakan oleh PT. Cahaya Samtraco Utama ini
adalah kayu jenis meranti merah denga n tujuan pemasaran adalah expor.
3. Proses vital yang sangat mempengaruhi kualitas hasil produksi adalah proses
Kiln Dry dan Moulding.
4. Pengawasan mutu ( Quality Control ) terhadap input dan output proses
produksi merupakan langkah tepat dalam menjaga dan mempertahankan
kualitas hasil produksi.
B. Saran – Saran
1. Selama melakukan kegiatan praktek pada manajemen perusahaan terlihat
sangat baik, dimana terjalin komunikasi yang baik antara bagian, demikian
pula dengan suasana kerja yang mendukung hendaknya hal ini dapat
2. Pada beberapa departemen masih ada yang tidak memperhatikan
keselamatan dan kesehatan kerja, hal ini hendaknya bisa menjadi perhatian
dari perusahaan.
3. Pada proses pengeringan kayu masih ditemukan kayu – kayu yang belum
kering, hal ini harusnya tinjau ulang oleh pihak perusahaan untuk mencari
solusi supaya kayu yang dikeringkan pada saat pengeluarannya dari mesin
Lampiran Dokumentasi Kegiatan
Gambar 8. Proses Penarikan Log Dari Log Pont ke Log Yard
Gambar 9. Proses Pemotongan Log dengan Cain saw dan Pengankutan Dengan
Loader di Log yard
Lampiran Dokumentasi Kegiatan
Gambar 11. Kegiatan produksi di Departemen Multirip san Mesin Multirip
Gambar 12. Kegiatan di Moulding dan Salah Satu Mesin Moulding
Gambar 13. Proses Penimbangan dan Pengukuran Kadar Air Pada Proses
Lampiran Dokumentasi Kegiatan
Gambar 14. Mesin press dan mesin Chiper untuk Membuat Pinger Joint.