USULAN PERBAIKAN SISTEM KERJA DENGAN METODE MACRO ERGONOMIC ANALYSIS AND DESIGN (MEAD) DI PT. PERKEBUNAN NUSANTARA III KEBUN GUNUNG PARA
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari
Syarat-syarat Memperoleh Gelar Sarjana Teknik Industri
Oleh
FAIRUZA HUSNA SIREGAR 150403033
D E P A R T E M E N T E K N I K I N D U S T R I F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA M E D A N
2 0 1 9
KATA PENGANTAR
Puji dan syukur penulis ucapkan kehadirat Tuhan Yang Maha Esa yang telah memberikan rahmat dan karunia-Nya kepada penulis sehingga penulis dapat menyelesaikan tugas sarjana ini.
Tugas sarjana ini merupakan salah satu syarat untuk mendapatkan gelar sarjana teknik di Departemen Teknik Industri, khususnya program studi reguler strata satu, Fakultas Teknik, Universitas Sumatera Utara. Adapun judul untuk tugas sarjana ini adalah “Usulan Perbaikan Sistem Kerja dengan Metode Macro Ergonomic Analysis and Design (MEAD) di PT. Perkebunan Nusanatara III Kebun Gunung Para”.
Penulis menyadari bahwa penyusunan laporan belum sempurna sehingga diperlukan perbaikan dan penyesuaian lebih lanjut. Untuk itu penulis mengharapkan kritik atau saran yang membangun dalam penyempurnaan laporan.
Semoga tugas sarjana ini dapat bermanfaat bagi penulis sendiri dan pembaca lainnya.
UNIVERSITAS SUMATERA UTARA PENULIS
MEDAN, OKTOBER 2019 FAIRUZA HUSNA SIREGAR
UCAPAN TERIMA KASIH
Syukur dan terima kasih penulis ucapkan yang sebesar-besarnya kepada Tuhan Yang Maha Esa yang telah memberikan kesempatan kepada penulis untuk merasakan dan mengikuti pendidikan di Departemen Teknik Industri USU serta telah membimbing penulis selama masa kuliah dan penulisan laporan tugas sarjana ini.
Dalam penulisan tugas sarjana ini penulis telah mendapatkan bimbingan dan bantuan dari berbagai pihak, baik berupa materil, spiritual, informasi maupun proses administrasi. Oleh karena itu, sudah selayaknya penulis mengucapkan terima kasih kepada:
1. Kedua orang tua, Ahmad Husin Siregar dan Jasmawati, yang tiada hentinya mendukung penulis baik secara moril maupun materil dan mendoakan penulis sehingga laporan ini dapat terselesaikan.
2. Ibu Dr. Meilita Tryana Sembiring, ST, MT, selaku Ketua Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara yang telah memberi izin pelaksanaan Tugas Sarjana ini.
3. Bapak Buchari, ST., M.Kes, selaku Sekretaris Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara yang telah memberi izin pelaksanaan Tugas Sarjana ini.
4. Ibu Ir. Anizar, M.Kes selaku Dosen Pembimbing yang telah memberikan waktu, bimbingan, pengarahan, dan masukan kepada penulis dalam penyelesaian Tugas Sarjana ini.
5. Seluruh dosen Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara yang telah memberikan pengajaran selama perkuliahan yang menjadi bekal penulis dalam meyelesaikan penulisan Tugas Sarjana ini.
6. Staf pegawai Teknik Industri, Bang Mijo, Bang Edi, Bang Nurmansyah, Kak Rahma, Bu Ester, dan Kak Mia, yang telah membantu dalam hal penyelesaian administrasi untuk melaksanakan Tugas Sarjana ini.
7. Seluruh pihak PT. Perkebunan Nusantara III yang telah memberikan izin riset dan membantu dalam penyelesaian laporan tugas sarjana ini.
8. Rekan-rekan asisten Laboratorium Proses Manufaktur, Fauzan, Amrun, Jeremi, Yasintha, Dila, Intan, Mulya, Imam, Abdul, Ayu, Angel, Wira dan seluruh Asisten Magang 2017 yang telah banyak memberikan dukungan kepada penulis sehingga penulis dapat menyelesaikan laporan tugas sarjana ini.
9. Sahabat-sahabat seperjuangan di Departemen Teknik Industri, Armayani, Rizka, Reza, Rahmi, Putri, Yasintha, Shifa, dan Dhea yang selama ini selalu membantu dan mendukung dalam penyelesaian laporan tugas sarjana ini.
10. Teman-teman di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara khususnya angkatan 2015 (LIBERTI) yang telah memberikan dukungan kepada penulis dalam penyelesaian laporan tugas sarjana ini.
11. Seluruh pihak yang telah membantu penulis yang tidak mungkin disebutkan satu per satu.
ABSTRAK
PT. Perkebunan Nusantara III Kebun Gunung Para merupakan perusahaan yang bergerak dalam industri pengolahan lateks menjadi Ribbed Smoke Sheet (RSS).
Gambaran umum untuk perbaikan sistem kerja sendiri meliputi beberapa variabel yaitu kondisi lingkungan kerja fisik, metode kerja, kebijakan organisasi, dan beban kerja. Metode Macro Ergonomic Analysis and Design (MEAD) digunakan sebagai penyelesaian untuk permasalahan yang ada di dalam variabel sistem kerja tersebut sehingga diperoleh solusi dalam memperbaiki sistem kerja. Pada metode MEAD dilakukan penyebaran kuesioner terbuka dan kuesioner tertutup.
Berdasarkan hasil rekapitulasi kuesioner, dipilih permasalahan dengan modus terbesar untuk diselesaikan. Berdasarkan hasil tersebut, masalah yang didapat adalah suhu stasiun sortasi yang panas dan adanya kelelahan pekerja pada pekerja di stasiun sortasi. Pengukuran suhu ruangan dilakukan dengan perhitungan ISBB (Indeks Suhu Bola Basah) dan didapat suhu udara sebesar 31.8°C. Permasalahan kelelahan pekerja diselesaikan dengan menganalisis beban kerja menggunakan metode %CVL dan perhitungan konsumsi energi. Berdasarkan pengukuran beban kerja didapat bahwa beban kerja paling tinggi dengan %CVL adalah sebesar 62.9 dan dikategorikan sebagai beban kerja agak berat dengan keterangan diperbolehkan kerja dalam waktu singkat. Permasalahan suhu yang panas diselesaikan dengan menganalisis suhu ruangan dan usulan perbaikan yang disarankan adalah penambahan turbin ventilator. Turbin ventilator yang ditambahkan sebanyak 4 buah dan diharapkan dapat menurunkan suhu ruangan menjadi 29.34°C. Permasalahan kelelahan pekerja diselesaikan dengan memberikan waktu istirahat tambahan atau memindahkan pekerja stasiun sortasi ke stasiun pengentalan lateks.
Kata Kunci : Macro Ergonomic Analysis and Design (MEAD), Kondisi Termal, Beban Kerja, Indeks Suhu Bola Basah (ISBB), Cardiovascular Load, Konsumsi Energi
ABSTRACT
PT. Perkebunan Nusantara III Kebun Gunung Para is a company engaged in the processing of latex into Ribbed Smoke Sheet (RSS) and Crumb Rubber (CR).
General description for the improvement of the work system itself contains several components about physical working conditions, work methods, organizational policies, and workload. The Macro Analysis and Design Macro Method (MEAD) is used as a solution to the problems that exist in the work system components needed to get a solution in improving the work system. In the MEAD method, the open and closed questionnaires were distributed. Based on the results of the recapitulation of the questionnaire, the largest mode was chosen for approval.
Based on these results, the problems obtained are the existing heat sorting station and the presence of workers at the sorting station. Room temperature measurement is done by ISBB calculation (Wet Ball Temperature Index) and gets an air temperature of 31.8°C. Problems related to workers are handled by analyzing workload using the %CVL method and calculating energy consumption.
Based on the amount of workload obtained from the highest workload with% CVL is 62.9 and is categorized as a rather heavy workload with information given at short working hours. Turbine ventilators were added as many as 4 pieces and are expected to reduce the room temperature to 29.34°C. Problems handling workers by providing additional rest periods.
Keywords: Macro Ergonomic Analysis and Design (MEAD), Thermal Conditions, Workloads, Wet Ball Temperature Index (ISBB), Cardiovascular Load, Energy Consumption
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
ABSTRAK ... vii
DAFTAR ISI ... viii
DAFTAR TABEL ... xiv
DAFTAR GAMBAR ... xvii
DAFTAR LAMPIRAN ... xviii
I PENDAHULUAN ... I-1 1.1. Latar Belakang ... I-1 1.2. Perumusan Masalah... I-4 1.3. Tujuan Penelitian... I-4 1.4. Manfaat Penelitian... I-5 1.5. Batasan dan Asumsi Penelitian ... I-5 1.6. Sistematika Penulisan Laporan ... I-6
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAAN ... II-1 2.1. Sejarah Perusahaan ... II-1 2.2. Ruang Lingkup Bidang Usaha ... II-3 2.3. Lokasi Perusahaan ... II-4 2.4. Daerah Pemasaran ... II-5 2.5. Organisasi dan Manajemen ... II-5 2.5.1. Struktur Organisasi... II-5 2.5.2. Pembagian Tugas dan Tanggung Jawab ... II-6 2.6. Jumlah Tenaga Kerja dan Jam Kerja... II-13 2.7. Proses Produksi ... II-14 2.7.1. Bahan yang Digunakan ... II-14 2.7.1.1. Bahan Baku... II-15 2.7.1.2. Bahan Tambahan ... II-15 2.7.1.3. Bahan Penolong ... II-15 2.7.2. Uraian Proses ... II-15 2.7.2.1. Proses Penerimaan Lateks ... II-16 2.7.2.2. Proses Pengentalan Lateks... II-16 2.7.2.3. Proses Penggilingan Lateks ... II-17 2.7.2.4. Proses Pengasapan Lateks ... II-18 2.7.2.5. Proses Sortasi Lateks ... II-19
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.7.2.6. Proses Pengepakan Lateks ... II-19 2.8. Mesin dan Peralatan ... II-20 2.8.1. Mesin ... II-20 2.8.2. Peralatan ... II-21 2.9. Sistem Pengupahan dan Fasilitas Lainnya ... II-22 2.9.1. Sistem Pengupahan ... II-22 2.9.2. Insentif dan Fasilitas Pendukung ... II-23
III LANDASAN TEORI ... III-1 3.1. Ergonomi ... III-1 3.2. Ergonomi Makro ... III-3 3.3. Macro Ergonomic Analysis and Design (MEAD) ... III-3 3.4. Pembuatan Kuesioner ... III-6 3.5. Skala Likert ... III-8 3.6. ISBB (Indeks Suhu Basah dan Bola) ... III-9 3.7. Beban Kerja ... III-9 3.7.1. Beban Kerja Fisik ... III-10 3.7.2. Faktor yang Mempengaruhi Beban Ker Berja. ... III-11 3.8. Cardiovascular Load (CVL) ... III-12 3.9. Konsumsi Energi ... III-13
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.10. Uji Korelasi Pearson Product Momen ... III-14
IV METODOLOGI PENELITIAN ... IV-1 4.1. Lokasi dan Waktu Penelitian... IV-1 4.2. Jenis Penelitian ... IV-1 4.3. Subjek Penelitian ... IV-1 4.4. Variabel Penelitian ... IV-1 4.5. Kerangka Konseptual Penelitian ... IV-2 4.6. Rancangan Penelitian ... IV-3 4.7. Metode Pengumpulan Data ... IV-8 4.7.1. Sumber Data ... IV-8 4.7.2. Teknik dan Instrumen Penelitian ... IV-8 4.8. Metode Pengolahan Data ... IV-10 4.9. Analisis dan Pembahasan ... IV-11 4.10. Kesimpulan dan Saran ... IV-12
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1 5.1. Pengumpulan Data ... V-1
5.1.1. Pemeriksaan Kondisi Lingkungan dan Sub-sistem
Organisasi ... V-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.1.2. Pendefenisian Tipe Sistem Produksi dan
Pengaturan Ekspektasi Kinerja ... V-1 5.1.3. Pendefenisian Unit Operasi dan Proses Kerja ... V-3 5.1.4. Identifikasi Varians ... V-4 5.1.5. Pembuatan Matriks Varians ... V-6 5.2. Pengolahan Data ... V-13
5.2.1. Pembuatan Tabel Kendali Varian Kunci dan
Jaringan Peran ... V-13 5.2.2. Pengujian Alokasi Fungsi dan Rancangan ... V-14 5.2.3. Penjelasan Aturan dan Persepsi Tanggung Jawab V-16 5.2.4. Perancangan Ulang Subsistem Pendukung ... V-21 5.2.4.1. Analisis Kondisi Termal Tempat Kerja .... V-21 5.2.4.2. Analisis Beban Kerja ... V-24
VI ANALISIS DAN PEMBAHASAN ... VI-1 6.1. Analisis Identifikasi Permasalahan dengan Metode Macro
Ergonomic Analysis and Design (MEAD) ... VI-1 6.2. Analisis Kondisi Lingkungan Kerja Fisik ... VI-2 6.3. Analisis Beban Kerja ... VI-3 6.4. Analisis Korelasi Variabel ... VI-5
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
6.4.1. Uji Korelasi Kondisi Lingkungan Kerja Fisik
dengan Sistem Kerja ... VI-5 6.4.2. Uji Korelasi Metode Kerja dengan Sistem Kerja .. VI-6 6.4.3. Uji Korelasi Kebijakan Organisasi dengan Sistem
Kerja ... VI-7 6.4.4. Uji Korelasi Beban Kerja dengan Sistem Kerja .... VI-8 6.5. Pemecahan Masalah ... VI-10
6.5.1. Pemecahan Masalah Terkait Kondisi Lingkungan
Kerja Fisik ... VI-10 6.5.2. Pemecahan Masalah Terkait Beban Kerja ... VI-13
VII KESIMPULAN DAN SARAN ... VII-1 7.1. Kesimpulan... VII-1 7.2. Saran ... VII-2
DAFTAR PUSTAKA LAMPIRAN
DAFTAR TABEL
TABEL HALAMAN
2.1. Jumlah Tenaga Kerja di PT. Perkebunan Nusantara III
Kebun Gunung Para ... II-13 2.2. Jumlah Tenaga Kerja PT. Perkebunan Nusantara III Kebun
Gunung Para Bagian Pengolahan Ribbed Smoke Sheet ... II-13 2.3. Waktu Kerja Karyawan Produksi ... II-14 2.4. Mesin Produksi yang Digunakan... II-21 2.5. Peralatan Produksi yang Digunakan ... II-21 3.1. Kategori Beban Kerja Berdasarkan Denyut Jantung ... III-11 3.2. Klasifikasi %Cardiovascular Load ... III-13 3.3. Interpretasi Koefisien Korelasi ... III-15 5.1. Unit-unit Operasi PT. Perkebunan Nusantara III Kebun
Gunung Para Bagian Produksi RSS ... V-4 5.2. Rekapitulasi Kuesioner Terbuka ... V-5 5.3. Rekapitulasi Jawaban Kuesioner Tertutup ... V-7 5.4. Hasil Uji Validitas Kuesioner Tertutup ... V-10 5.5. Hasil Uji Reliabilitas Kuesioner Tertutup ... V-11 5.6. Kategori Interval Tingkat Reliabilitas ... V-11 5.7. Matriks Varians ... V-11 5.8. Tabel Kendali Varian Kunci dan Jaringan Peran ... V-13 5.9. Alternatif Solusi untuk Setiap Varians Kunci ... V-14
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.10. Kriteria Bobot Penilaian Alternatif ... V-16 5.11. Evaluasi Bobot Skor Alternatif 1 ... V-17 5.12. Evaluasi Bobot Skor Alternatif 2 ... V-18 5.13. Evaluasi Bobot Skor Alternatif 3 ... V-19 5.14. Evaluasi Bobot Skor Alternatif 4 ... V-20 5.15. Rekapitulasi Pembobotan Skor Alternatif ... V-21 5.16. Tabel Hasil Pengukuran Suhu Lingkungan Kerja Stasiun
Sortasi ... V-22 5.17. Tabel Hasil Pengukuran Kelembaban Udara di Stasiun
Sortasi ... V-23 5.18. Rekapitulasi Hasil Perhitungan ISBB di Stasiun Sortasi ... V-23 5.19. Pekerja Stasiun Sortasi ... V-24 5.20. Waktu Pengukuran Denyut Nadi Kerja Pekerja Stasiun
Sortasi PT. Perkeb unan Nusantara III Kebun
Gunun g Para ... V-25 5.21. Hasil Pengukuran Denyut Nadi Kerja Pekerja Stasiun
Sortasi PT. Perkeb unan Nusantara III Kebun
Gunun g Para ... V-25
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.22. Hasil Pengukuran Denyut Nadi Istirahat Pekerja Stasiun Sortasi PT. Perkeb unan Nusantara III Kebun
Gunun g Para ... V-28 5.23. Rekapitulasi Pengolahan Data Menggunakan Metode
Cardiovascular Load (CVL) ... V-29 5.24. Hasil Pengklasifikasian %Cardiovascular Load ... V-31 5.25. Rekapitulasi Konsumsi Energi Pekerja Stasiun Sortasi ... V-33 6.1. Hasil Uji Korelasi Kondisi Lingkungan Kerja Fisik dengan
Sistem Kerja ... VI-5 6.2. Hasil Uji Korelasi Metode Kerja dengan Sistem Kerja... VI-6 6.3. Hasil Uji Korelasi Kebijakan Organisasi dengan Sistem
Kerja ... VI-7 6.4. Hasil Uji Korelasi Beban Kerja dengan Sistem Kerja... VI-8 6.5. Spesifikasi Ukuran Stasiun Sortasi ... VI-10 6.6. Spesifikasi Turbin Ventilator ... VI-11 6.7. Rekapitulasi Perhitungan Waktu Istirahat ... VI-14 6.8. Pekerja Stasiun Pengentalan Lateks ... VI-17
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Lokasi PT. Perkebunan Nusantara III Kebun Gunung
Para ... II-5 2.2. Bagan Struktur Organisasi PT. Perkebunan Nusantara III
Kebun Gunung Para ... II-6 4.1. Kerangka Konseptual ... IV-2 4.2. Blok Diagram Rancangan Penelitian ... IV-7 4.3. Oximeter... IV-9 4.4. Heat Stress Monitor Questemp 032 ... IV-10 5.1. Pohon Faktor Permasalahan... V-6 5.2. Diagram Pohon Kombinasi Solusi ... V-15 5.3. Titik Pengukuran Suhu Lingkungan Kerja Stasiun
Sortasi ... V-22 5.4. Nilai % Cardiovascular Load Pekerja ... V-32 5.5. Konsumsi Energi Pekerja Stasiun Sortasi ... V-34 6.1. Kegiatan Stasiun Sortasi ... VI-4 6.2. Korelasi Variabel Sistem Kerja Terhadap Sistem Kerja .. VI-9 6.3. Titik Pemasangan Turbin Ventilator Stasiun Sortasi ... VI-12
DAFTAR LAMPIRAN
NO. LAMPIRAN HALAMAN
1. Kuesioner Terbuka ... L-1 2. Kuesioner Tertutup ... L-2 3. Uji Validitas dan Reliabilitas Kuesioner Tertutup ... L-3 4. Tabel r Product Moment... L-4 5. Surat Penjajakan ... L-5 6. Surat Balasan Perusahaan ... L-6 7. Surat Keputusan Tugas Akhir ... L-7 8. Kartu Kehadiran ... L-8 9. Lembar Asistensi Tugas Sarjana ... L-9
I-1
BAB I
PENDAHULUAN
1.1. Latar Belakang
Macro Ergonomic Analysis and Design (MEAD) merupakan suatu metode yang berkaitan dengan mendesain, menganalisis, dan mengevaluasi sistem kerja dalam organisasi sehingga menjadi efektif dan efisien. Menurut H. W. Hendrik, metode Macro Ergonomic Analysis and Design (MEAD) menekankan kepada 10 langkah perancangan sistem kerja dan mengevaluasi permasalahan yang ditimbulkan, serta dalam hasil akhirnya melakukan penerapan untuk mengurangi atau meminimalisir masalah yang ditimbulkan.
PT. Perkebunan Nusantara III Kebun Gunung Para adalah industri yang bergerak dalam produksi karet khususnya RSS (Ribbed Smoke Sheet). Proses pengolahan RSS meliputi penerimaan lateks, pengentalan lateks, penggilingan lateks, pengasapan lembaran-lembaran koagulan yang telah digiling, kemudian dilakukan sortasi sesuai kualitas RSS yang telah jadi dan dilakukan pengepakan.
Gambaran umum untuk perbaikan sistem kerja sendiri meliputi beberapa variabel yaitu kondisi lingkungan kerja fisik, metode kerja, kebijakan organisasi, dan beban kerja. Berdasarkan hasil pengamatan awal diketahui bahwa masalah yang ada di area kerja adalah suhu area kerja yang panas, prosedur kerja terkadang tidak sesuai dengan kondisi lapangan, kurangnya kesadaran pekerja dalam mematuhi aturan seperti tidak menggunakan alat pelindung diri (APD) saat bekerja, kurangnya pengawasan saat bekerja dilihat dari adanya pekerja yang
I-2
tidak bekerja pada stasiun kerjanya, dan adanya beban kerja berlebihan dilihat dari adanya keluhan kelelahan pada pekerja. Setelah dilakukan pengamatan awal tersebut, digunakan metode Macro Ergonomic Analysis and Design (MEAD) sebagai penyelesaian untuk permasalahan tersebut sehingga diperoleh solusi dalam memperbaiki sistem kerja.
Penelitian oleh Purnomo dan Ferdianto (2009) tentang perbaikan sistem kerja dilakukan pada UKM Deriji Craft yang bergerak di bidang kerajinan mendong yang mengalami masalah yaitu tidak tepatnya target produksi karena tingkat produktivitas yang rendah. Permasalahan tingkat produktivitas tersebut muncul karena komponen dari sistem kerja yang belum optimal. Metode yang digunakan untuk menyelesaikan permasalahan tersebut adalah pendekatan ergonomi makro dan analisis jalur path (path analysis). Variabel sistem kerja yang diteliti adalah faktor organisasi, regulasi, budaya, personality, pekerjaan, lingkungan kerja, peralatan kerja, dan manajemen kerja. Hasil analisis lebih lanjut diperoleh variabel faktor organisasi dengan presentase 58.22 % yang berkontribusi secara signifikan terhadap produktivitas kerja.
Penelitian lainnya tentang perbaikan sistem kerja oleh Wahyuni et al.
(Dini Wahyuni et al., 2018) dilakukan di PT. Perkebunan Nusantara III Kebun Rantau Prapat yang bergerak dalam produksi karet. Aspek desain pekerjaan seperti tata letak, mesin dan peralatan, lingkungan kerja fisik pekerja, metode kerja, dan kebijakan organisasi belum tertata dengan baik. Dalam pengamatan awal, ditemui beberapa masalah seperti kerusakan mesin (43 kali pada 2016 dengan 98 jam downtime), peralatan yang berserak, suhu tinggi di semua stasiun
I-3
kerja, bau, ketidakpatuhan terhadap peraturan perusahaan, dan keterlambatan pengiriman produk. Permasalah terkait variabel mesin dan peralatan diselesaikan dengan melakukan pemeliharaan preventif yaitu membuat SOP jadwal perawatan mesin Guthrie sheeter. Lalu pada variabel kondisi lingkungan kerja terdapat permasalahan suhu panas di stasiun sortasi. Permasalahan terkait variabel kondisi lingkungan kerja diselesaikan dengan menambah 4 buah turbin ventilator di stasiun kerja sortasi tersebut.
Penelitian lain tentang perbaikan sistem kerja dilakukan oleh (Mindhayani and Purnomo, 2016) di perusahaan mebel khususnya bagian produksi yang mengalami masalah adanya kelelahan, gangguan muskuloskeletal, dan resiko cedera pada pekerja. Perbaikan yang dilakukan adalah perbaikan sistem kerja dengan intervensi ergonomi adalah pemberian APD kepada pekerja, menambah kipas angin di area produksi, dan memperbaiki sikap kerja.
Berdasarkan hal tersebut, maka penelitian ini dibuat untuk memberikan usulan perbaikan sistem kerja pada PT. Perkebunan Nusantara III Kebun Gunung Para dengan menggunakan metode Macro Ergonomic Analysis and Design (MEAD).
1.2. Perumusan Masalah
Perumusan masalah pada penelitian ini adalah adanya permasalahan terkait kondisi lingkungan kerja fisik yaitu suhu yang panas, metode kerja yaitu prosedur kerja yang tidak sesuai dengan kondisi lapangan, kebijakan organisasi yaitu kurangnya kepatuhan pekerja dalam menggunakan alat pelindung diri
I-4
selama bekerja, dan beban kerja yaitu adanya beban kerja yang berat dialami oleh pekerja.
1.3. Tujuan Penelitian
Tujuan umum dari penelitian ini adalah untuk mengetahui dan memberikan usulan terhadap permasalahan terkait sistem kerja menggunakan metode Macro Ergonomic Analysis and Design (MEAD).
Tujuan khusus dari penelitian ini adalah sebagai berikut:
1. Mengidentifikasi permasalahan pada variabel sistem kerja
2. Mengetahui pengaruh variabel kondisi lingkungan kerja fisik, metode kerja, kebijakan organisasi, dan beban kerja terhadap sistem kerja.
3. Memberikan usulan perbaikan terhadap permasalahan variabel sistem kerja
1.4. Manfaat Penelitian
Manfaat yang diperoleh dalam penelitian ini adalah sebagai berikut:
1. Memperoleh ilmu dalam mengaitkan suatu penyebab dan dampak suatu permasalahan.
2. Mengetahui langkah-langkah dalam usulan perbaikan sistem kerja.
3. Sebagai referensi perusahaan untuk mendesain sistem kerja dengan pendekatan Macro Ergonomic Analysis and Design (MEAD) guna perbaikan sistem kerja ke depannya.
1.5. Batasan Masalah dan Asumsi
Batasan masalah dalam penelitian ini adalah sebagai berikut:
I-5
1. Penelitian hanya dilakukan pada pabrik bagian pengolahan Ribbed Smoke Sheet (RSS) PT. Perkebunan Nusantara III Kebun Gunung Para.
2. Responden dalam penelitian ini adalah semua pekerja yang bekerja di pabrik bagian pengolahan Ribbed Smoke Sheet (RSS) PT. Perkebunan Nusantara III Kebun Gunung Para.
3. Variabel sistem kerja yang akan diteliti yaitu: kondisi lingkungan kerja fisik, metode kerja, kebijakan organisasi, dan beban kerja.
Asumsi-asumsi yang digunakan dalam penelitian ini adalah:
1. Pada saat pengukuran, pekerja sebagai responden tidak dipengaruhi oleh pihak lain.
2. Pekerja dianggap sudah mengetahui dan paham terhadap prosedur kerja yang dilakukan.
3. Sistem kerja tidak mengalami perubahan apapun selama penelitian berlangsung.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Pembentukan perusahaan diawali dengan proses pengambilan perusahaan- perusahaan milik Belanda oleh Pemerintah RI pada tahun 1958 yang dikenal dengan proses nasionalisasi. Perusahaan Perkebunan Asing hasil nasionalisasi selanjutnya berubah menjadi Perseroan Perkebunan Negara (PPN), embrio yang turut membentuk perusahaan dari NV. Rubber Cultuur Maatschappij Amsterdam (RcMA) dan NV. Cultuur Mij`de Oekust (CMO) merupakan Perusahaan Perkebunan Belanda yang beroperasi di Indonesia sejak zaman Kolonial Hindia Belanda.
Salah satu perusahaan yang terbentuk diberi nama Perusahaan Perkebunan Negara baru cabang Sumatera Utara (PPN baru). Setelah beberapa kali mengalami perubahan bentuk/status hukum sesuai dengan peraturan perundang-undangan Pemerintah Republik Indonesia. Kemudian pada tahun 1968 PPN oleh Pemerintah di restrukturisasi menjadi beberapa kesatuan Perusahaan Negara Perkebunan (PNP). Selanjutnya pada tahun 1974 status hokum diubah menjadi Perseroan Terbatas (PT) dan diberi nama PT. Perkebunan (Persero).
Dalam rangka peningkatan efisiensi dan efektifitas kegiatan usaha, Perusahaan-perusahaan dalam lingkungan BUMN Sub Sektor Perkebunan melakukan kegiatan penggabungan usaha berdasarkan wilayah eksploitasi. Selain itu, dilakukan perampingan struktur organisasi dari program restrukturisasi
II-2
tersebut telah dilakukan penggabungan 27 BUMN Perkebunan, yaitu PT.
Perkebunan I sampai PT. Perkebunan XXXII dan satu BUMN Peternakan yaitu PT. Bina Mulia Ternak menjadi 14 BUMN Perkebunan baru yang bernama PT.
Perkebunan Nusantara I sampai dengan PT. Perkebunan Nusantara XIV.
Kemudian pada tahun 1994 dilakukan proses penggabungan manajemen.
Tiga BUMN perkebunan terdiri dari PT. Perkebunan III (Persero) dan PT.
Perkebunan IV (Persero) pada tanggal 14 Februari 1996. Ketiga perusahaan tersebut yang wilayah kerjanya di Propinsi Sumatera Utara dilebur menjadi satu yang diberi nama PT. Perkebunan III (Persero) yang berkedudukan di Medan, Sumatera Utara. PT. Perkebunan Nusantara III (Persero) didirikan dengan Akte Notaris Harun Kamil, SH No. 36 tanggal 11 Maret 1996 yang telah disahkan Menteri Kehakiman Republik Indonesia dengan Surat keputusan No. C2- 8333.HT.01.01 TH.96 Tanggal 08 Agustus 1996 yang dimuat didalam Berita Negara Republik Indonesia No.82 tahun 1996 dan tambahan Berita Negara No.8674 tahun 1996.
Seiring dengan perubahan pola berbisnis paradigma baru PT. Perkebunan Nusantara III (Persero) telah merancang program transformasi bisnis sejak bulan Agustus 2003 sebagai kata kunci dari kinerja PT. Perkebunan Nusantara III (Persero) sedang melakukan perubahan terhadap pola Target of strategis of business as usual menjadi pola target of strategic of business untuk mendukung keberhasilan program tersebut PT. Perkebunan Nusantara III (Persero) secara sistematis dan berkesinambungan melakukan upaya untuk mensosialisasikan program strategic initiative melalui pemahaman dan penyebarluasan buku
II-3
panduan transformasi bisnis unit. Usaha melalui intruksi langsung dari Distrik Manajer / General Manager setempat kepada jajarannya, dan menginformasikan melalui majalah Nusa Tiga Milik PT. Perkebunan Nusantara III (Persero).
PT. Perkebunan Nusantara telah mengalami beberapa pergantian nama yaitu:
1. Tahun 1957 - 1960 bernama Perseroan Perkebunan Negara Baru (PPN Baru) 2. Tahun 1961 - 1962 bernama PPN Sumut VII
3. Tahun 1963 - 1968 bernama PPN Karet IV 4. Tahun 1969 - 1976 bernama PNP - IV
5. Tahun 1977 - 1994 bernama PT. Perkebunan IV (PTP – IV) 6. Tahun 1994 - 1996 bernama PTP - III, IV, V
7. Tahun 1996 – sekarang bernama PT. Perkebunan Nusantara III Kebun Gunung Para
2.2. Ruang Lingkup Bidang Usaha
Ruang lingkup usaha PT. Perkebunan Nusantara III Kebun Gunung Para adalah sebagai berikut :
1. Ribbed Smoke Sheet (RSS)
Ribbed Smoke Sheet (RSS) adalah salah satu jenis produk olahan yang berasal dari lateks/getah tanaman karet Hevea brasiliensis yang diolah secara teknik mekanis dan kimiawi dengan pengeringan menggunakan rumah asap serta mutunya memenuhi standard The Green Book dan konsisten. Prinsip pengolahan jenis karet ini adalah mengubah lateks kebun menjadi lembaran-
II-4
lembaran (sheet) melalui proses penyaringan, pengenceran, pembekuan, penggilingan serta pengasapan. Beberapa faktor penting yang memengaruhi mutu akhir pada pengolahan RSS diantaranya adalah pembekuan atau koagulasi lateks, pengasapan dan pengeringan. Karet lembaran asap bergaris digunakan sebagai bahan baku dalam pembuatan ban kendaraan bermotor, adapun mutu yang dihasilkan Ribbed Smoke Sheet (RSS) adalah RSS I, RSS II, RSS III, dan Cutting.
2. Crumb Rubber (CR)
Crumb rubber adalah karet kering yang proses pengolahannya melalui tahap peremahan. Bahan baku berasal dari lateks yang diolah menjadi koagulum dan dari lump. Bahan baku yang paling dominan adalah lump karena pengolahan crumb rubber bertujuan untuk mengangkat derajat bahan baku mutu rendah menjadi produk yang lebih bermutu. Penetapan mutu berdasarkan pada sifat- sifat teknis. Warna atau penilaian visual menjadi dasar penentuan kelas mutu pada jenis karet crepe, sheet, maupun lateks pekat tidak berlaku untuk crumb rubber. Adapun jenis produk yang dihasilkan PT. Perkebunan Nusantara III Kebun Gunung Para pada bagian crumb rubber adalah SIR 10 (Standard Indonesian Rubber 10).
2.3. Lokasi Perusahaan
PT. Perkebunan Nusantara III Kebun Gunung Para terletak di Kecamatan Dolok Merawan, Kabupaten Serdang Bedagai, Provinsi Sumatera Utara.
II-5
Gambar 2.1. Lokasi PT. Perkebunan Nusantara III Kebun Gunung Para
2.4. Daerah Pemasaran
PT. Perkebunan Nusantara III Kebun Gunung Para menghasilkan jenis produk untuk tujuan utama ekspor, namun produk yang dihasilkan juga dipasarkan didalam negeri, terutama di daerah Sumatera Utara. Menurut kebijakan hasil produksi dipasarkan melalui pelabuhan Belawan yang akan diekspor ke luar negeri seperti Jepang, Amerika Serikat, Australia, Jerman, Korea Selatan, dan sebagian lainnya di dalam negeri khususnya di Provinsi Sumatera Utara.
2.5. Organisasi dan Manajemen 2.5.1. Struktur Organisasi
Organisasi adalah suatu kerangka hubungan kerja antara satu individu dengan individu lainnya dalam rangka mencapai satu tujuan dengan menggunakan aturan-aturan yang telah disepakati secara bersama. Struktur dalam organisasi
II-6
merupakan hal yang sangat penting dalam mencapai tujuan, dalam struktur organisasi terdapat pembagian tugas, wewenang, dan tanggung jawab yang jelas.
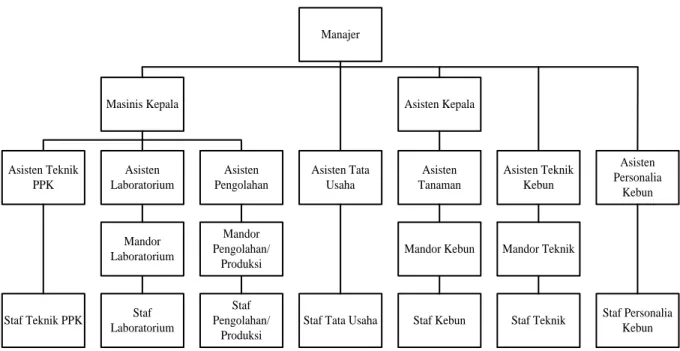
Bentuk struktur organisasi yang digunakan pada PT Perkebunan Nusantara III Kebun Gunung Para adalah gabungan organisasi lini dan fungsional, dimana pucuk pimpinan dibantu oleh staf pimpinan ahli dengan tugas sebagai pembantu pucuk pimpinan dalam menjalankan roda organisasi. Struktur organisasi PT.
Perkebunan Nusantara III Gunung Para dapat dilihat pada Gambar 2.2.
Manajer
Masinis Kepala
Asisten Teknik PPK
Asisten Laboratorium
Asisten Pengolahan
Asisten Tata Usaha
Asisten Tanaman
Asisten Teknik Kebun
Asisten Personalia
Kebun Asisten Kepala
Mandor Laboratorium
Staf Laboratorium
Mandor Pengolahan/
Produksi
Staf Pengolahan/
Produksi
Staf Teknik PPK Staf Tata Usaha
Mandor Kebun
Staf Kebun
Mandor Teknik
Staf Teknik Staf Personalia Kebun
Gambar 2.2. Bagan Struktur Organisasi PT. Perkebunan Nusantara III Kebun Gunung Para
2.5.2. Pembagian Tugas dan Tanggung Jawab
Pembagian tugas dan tanggung jawab karyawan PT. Perkebunan Nusantara III Kebun Gunung Para adalah sebagai berikut.
1. Manajer
Tugas manajer adalah sebagai berikut:
II-7
a. Mengevaluasi dan menjamin keakuratan administrasi dan data-data pekerjaan di afdeling/bagian baik dikebun maupun pabrik.
b. Mengevaluasi rencana pemakaian, realisasi dan kebutuhan tenaga kerja di afdeling/bagian baik dikebun maupun pabrik.
c. Menjamin dan mengevaluasi pelaksanaan panen angkut dan pengiriman produksi dengan memberdayakan sumber daya yang ada secara efektif dan efisien sehingga produksi dapat dicapai secara kualitas maupun kuantitas serta efisien.
d. Mengevaluasi dan menjamin penggalian dan pencapaian target produksi sesuai dengan Key Performance Indicator (KPI).
Tanggung jawab manajer adalah sebagai berikut:
a. Bertanggung jawab langsung kepada distrik manajer.
b. Bertanggung jawab secara pidana, perdata dan tata usaha negara atas kewenangannya.
c. Bertanggung jawab untuk mengembangkan kompetensi dan potensi bawahannya.
2. Masinis Kepala
Tugas masinis kepala adalah membantu manajer dalam mengelola fungsi- fungsi manajemen pabrik pengolahan karet yang mencakup bidang teknik pengolahan dan laboratorium serta memberdayakan sumber daya perusahaan yang ada di unitnya untuk mencapai kinerja optimal dengan tata kelola yang baik.
Tanggung jawab masinis kepala adalah sebagai berikut:
II-8
a. Bertanggung jawab langsung kepada manajer.
b. Bertanggung jawab secara pidana, perdata dan tata usaha negara atas kewenangannya.
c. Bertanggung jawab dalam pengelolaan dan pengawasan terhadap proses produksi di PPK.
3. Asisten Kepala
Tugas asisten kepala adalah membantu manajer dalam mengelola fungsi- fungsi manajemen di bidang tanaman dengan memberdayakan sumber daya perusahaan yang ada di kebunnya untuk mencapai kinerja optimal dengan tata kelola yang baik.
Tanggung jawab asisten kepala adalah sebagai berikut:
a. Bertanggung jawab langsung kepada manajer.
b. Bertanggung jawab secara pidana, perdata dan tata usaha negara atas kewenangannya.
c. Bertanggung jawab untuk mengembangkan kompetensi dan potensi bawahannya.
4. Asisten Teknik
Tugas asisten teknik adalah sebagai berikut:
a. Membantu manajer dalam mengelola fungsi-fungsi manajemen bidang teknik/traksi dan alat berat dengan memberdayakan sumber daya perusahaan yang ada di unitnya untuk mencapai kinerja optimal dengan tata kelola yang baik.
Tanggung jawab asisten teknik adalah sebagai berikut.
II-9
a. Bertanggung jawab langsung kepada manajer.
b. Bertanggung jawab secara pidana, perdata dan tata usaha negara atas kewenangannya.
c. Bertanggung jawab untuk mengembangkan kompetensi dan potensi bawahannya.
5. Asisten Laboratorium
Tugas asisten laboratorium adalah membantu masinis kepala dalam mengelola fungsi-fungsi manajemen bidang laboratorium dengan memberdayakan sumber daya perusahaan yang ada di unitnya untuk mencapai kinerja optimal dengan tata kelola yang baik.
Tanggung jawab asisten laboratorium adalah sebagai berikut:
a. Bertanggung jawab langsung kepada masinis kepala.
b. Bertanggung jawab secara pidana, perdata dan tata usaha negara atas kewenangannya.
c. Bertanggung jawab untuk mengembangkan kompetensi dan potensi bawahannya.
6. Asisten Pengolahan
Tugas asisten pengolahan adalah sebagai berikut:
a. Melaksanakan kegiatan yang berhubungan dengan pengolahan bahan baku menjadi produk akhir.
b. Melakukan pengawasan terhadap identifikasi yang berhubungan dengan proses pengolahan sampai pada final produk di gudang.
II-10
c. Melakukan pengawasan terhadap jumlah bahan baku yang diterima serta produksi yang dikirim.
Tanggung jawab asisten pengolahan adalah sebagai berikut:
a. Bertanggung jawab terhadap pencapaian target produksi sesuai bahan baku yang diterima.
b. Mempertanggung jawabkan laporan produksi harian, umum, mingguan, bulanan dengan dibantu oleh supervisor
7. Asisten Tata Usaha
Tugas asisten tata usaha adalah membantu manajer dalam mengelola fungsi- fungsi manajemen bidang administrasi, keuangan dan pergudangan dengan memberdayakan sumber daya perusahaan yang ada di unitnya untuk mencapai kinerja optimal dengan tata kelola yang baik.
Tanggung jawab asisten tata usaha adalah sebagai berikut:
a. Bertanggung jawab langsung kepada Manajer.
b. Bertanggung jawab secara pidana, perdata dan tata usaha negara atas kewenangannya.
c. Bertanggung jawab untuk mengembangkan kompetensi dan potensi bawahannya.
8. Asisten Tanaman
Tugas dan tanggung jawab asisten tanaman adalah sebagai berikut:
a. Mengawasi kualitas tanaman karet di lahan karet milik perusahaan.
b. Menjalankan proses pembibitan karet.
c. Mengatasi permasalahan yang timbul di kebun.
II-11
9. Asisten Teknik Kebun
Tugas dan tanggung jawab asisten teknik kebun adalah sebagai berikut:
a. Mengontrol kegiatan yang di lapangan.
b. Melakukan evaluasi sore.
10. Asisten Personalia Kebun
Tugas dari asisten personalia kebun adalah membantu kanajer dalam mengelola fungsi-fungsi manajemen administrasi bidang kepersonaliaan dan umum dengan memberdayakan sumber daya perusahaan yang ada di unitnya untuk mencapai kinerja optimal dengan tata kelola yang baik.
Tanggung jawab asisten personalia kebun adalah sebagai berikut.
a. Bertanggung jawab langsung kepada manajer.
b. Bertanggung jawab secara pidana, perdata dan tata usaha negara atas kewenangannya.
c. Bertanggung jawab untuk mengembangkan kompetensi dan potensi bawahannya.
2.6. Jumlah Tenaga Kerja dan Jam Kerja
Jumlah tenaga kerja keseluruhan di PT. Perkebunan Nusantara III Kebun Gunung Para dapat dilihat pada Tabel 2.1
II-12
Tabel 2.1. Jumlah Tenaga Kerja di PT. Perkebunan Nusantara III Kebun Gunung Para
Uraian Tenaga Kerja
Pria Wanita Jumlah
Manajer 1 - 1
Karyawan
Pimpinan 16 - 16
Karyawan
Pelaksana 682 101 783
Jumlah 699 101 800
Untuk jumlah tenaga kerja bagian pengolahan Ribbed Smoke Sheet dapat dilihat pada Tabel 2.2.
Tabel 2.2. Jumlah Tenaga Kerja PT. Perkebunan Nusantara III Kebun Gunung Para Bagian Pengolahan Ribbed Smoke Sheet
Unit Tenaga Kerja
Pria Wanita Jumlah
Penerimaan Lateks 2 - 2
Pengentalan Lateks 3 9 12
Penggilingan Lateks 9 - 9
Pengasapan Lateks 7 - 7
Sortasi Lateks 7 3 10
Pengepakan Lateks 10 - 10
Jumlah 38 12 50
Jam kerja di pabrik Ribbed Smoke Sheet PT. Perkebunan Nusantara III Kebun Gunung Para terdiri dari dua bagian yaitu jam kerja tenaga kerja bagian kantor dan jam kerja tenaga kerja bagian produksi. Adapun pembagian jam kerja tersebut adalah sebagai berikut:
1. Waktu kerja karyawan kantor Senin - Jumat : 07.00 - 16.00
II-13
Sabtu - Minggu : 07.00 - 12.00 2. Waktu kerja karyawan produksi
Untuk karyawan produksi, hari kerjanya adalah Senin – Minggu dengan pembagian jam kerja yang dapat dilihat pada Tabel 2.3.
Tabel 2.3. Waktu Kerja Karyawan Produksi
Stasiun Waktu Kerja
Penerimaan Lateks 07.00 – 17.00
Pengentalan Lateks 07.00 – 17.00
Pengasapan Lateks Shift I : 07.00 – 14.00 Shift II : 14.00 – 22.00 Shift III : 22.00 – 07.00
Sortasi Lateks 07.00 – 17.00
Pengepakan Lateks 07.00 – 17.00
2.7. Mesin dan Peralatan 2.7.1. Mesin
Mesin produksi yang digunakan dapat dilihat pada Tabel 2.4.
Tabel 2.4. Mesin Produksi yang Digunakan
Mesin Spesifikasi Jumlah Fungsi
Agitator
- Power : 30 Hp
- Tegangan : 220/380 V, 3 fasa - Frekuensi : 50 Hz
- Putaran : 930 rpm
4
Menghomogenkan air dengan lateks murni (karet alam)
Guthrie Sheeter
- Kapasitas : 500 kg/jam - Power : 75 Hp
- Tegangan : 220/380 V, 3 fasa - Frekuensi : 50 Hz
- Putaran : 1415 rpm
8
Menggiling
koagulum dari bak koagulasi menjadi lembaran sheet dengan tebal 3 mm
Electric Automatic Hidraulic Press
- Kapasitas : 1000 kg/jam - Power : 75 Hp
- Tegangan : 220/380 V, 3 fasa - Frekuensi : 50 Hz
- Putaran : 1450 rpm
3
Memadatkan lembaran sheet menjadi bentuk bandela
II-14
2.7.2. Peralatan
Peralatan produksi yang digunakan untuk proses pengolahan sheet dapat dilihat pada Tabel 2.5.
Tabel 2.5. Peralatan Produksi yang Digunakan
No. Nama Alat Fungsi
1. Talang Menyalurkan lateks dari truk ke bak penampungan
2. Bak Penampungan Tempat penerimaan lateks dari lapangan sekaligus proses pengenceran lateks menjadi DRC 13-15%
3. Plat Scoten Untuk mencetak lateks menjadi bentuk lembaran 4. Saringan Memisahkan lateks dengan buihnya
5. Bak Koagulasi
Tempat lateks yang telah diencerkan untuk pembekuan dengan formic acid 7,5-9 kg/ton kering dengan kapasitas bak 650 liter/bak 6. Bak Pencucian Tempat untuk menghilangkan sisa formic acid
yang melekat pada sheet
7. Lori Alat untuk mengangkut lembaran karet yang akan dimasukkan ke kamar asap
8. Bambu / kayu Tempat meletakkan lembaran karet pada lori 9. Parang Memotong lembaran karet yang akan disortir 10. Paku bersih Untuk menusuk-nusuk lembaran sheet
pembungkus agar saling melekat dengan kokoh
2.8. Sistem Pengupahan dan Fasilitas Lainnya 2.8.1. Sistem Pengupahan
Sistem pengupahan pada PT. Perkebunan Nusantara III Kebun Gunung Para diatur dan ditetapkan oleh dewan direksi PT. Perkebunan Nusantara III Kebun Gunung Para. Upah atau gaji yang diberikan kepada karyawan tergantung kepada golongan dan masing-masing karyawan. Setiap karyawan memiliki:
1. Sistem Pengupahan Karyawan Harian Tetap (KHT)
Karyawan harian tetap memiliki gaji pokok dan mendapatkan jaminan sosial serta tunjangan premi lembur yang besarnya berdasarkan nilai beras catu.
II-15
Perhitungan lembur pada hari biasa atau pada waktu hari kerja normal yaitu:
untuk jam pertama kali dengan 1,5. Untuk jam kedua dan seterusnya dikali dengan 2. Sedangkan perhitungan lembur untuk hari minggu dan hari-hari besar yaitu : jam pertama sampai jam ke-tujuh dikali dengan 2, untuk jam kedelapan dikali dengan 3. Gaji total yang diterima oleh tenaga kerja KHT adalah jumlah dari gaji pokok, premi lembur, tunjangan keluarga (untuk karyawan yang sudah menikah), tunjangan kota, jadi makin kesem-sem nilai catu beras yang sudah dikonversi ke dalam nilai rupiah.
2. Sistem Pengupahan Upah Minimum Kabupaten / Kota (UMK)
Sistem pengupahan untuk Upah Minimum Kabupaten / Kota (UMK) di Sumatera Utara pada tahun 2019 adalah Rp. 2.303.403.
2.8.2. Insentif dan Fasilitas Pendukung
Dalam memenuhi kesejahteraan karyawan di PT. Perkebunan Nusantara III Gunung Para memberikan berbagai fasilitas kepada kayawan antara lain : 1. Perumahan
Fasilitas perumahan dibeikan perusahaan kepada kayawan, staff maupun non staff dan keluarganya. Fasilitas perumahan diberikan lengkap dengan listrrik dan air.
2. Pendidikan anak-anak
Perusahaan juga menyediakan fasilitas pendidikan untuk anak-anak karyawan untuk meningkatkan kesejahteraan anak-anak kayawan. Fasilitas pendidikan yang diberikan berupa: Taman Pendidikan Islam (TPI), Sekolah Lanjutan
II-16
Tingkat Pertama (SLTP) dan Sekolah Lanjutan Tingkat Atas (SLTA), sedangkan untuk tunjangan Perguruan Tinggi perusahaan memberikan tunjangan pemondokan.
3. Cuti
PT. Perkebunan Nusantara III Kebun Gunung Para berhak mendapatkan cuti setiap tahunnya selama 12 hari kerja untuk karyawan yang telah bekerja terus menerus selama setahun. Pengaturan cuti ditetapkan oleh dewan direksi PT.
Perkebunan Nusantara III.
4. Kesehatan dan Asuransi
Semua karyawan dan anggota keluarga mereka mendapatkan layanan kesehatan sesuai dengan kebutuhan, untuk melindungi keselamatan kerja maka semua karyawan mendapat asuransi. Perusahaan telah memberikan rujukan pada beberapa rumah sakit di kota Tebing Tinggi dan Medan untuk tempat berobat karyawan dan anggota keluarga yang masih dalam tanggungan keluarga.
5. Tunjangan
Pensiun dilaksanakan pada karyawan yang telah mencapai usia 55 tahun.
Karyawan yang telah pensiun mendapat uang pensiun yang besarnya tergantung masa pengabdian dan golongan/jabatan masing-masing karyawan.
6. Tunjangan Hari Raya
Tunjangan hari raya ini dilakukan setahun sekali dan dilakukan beberapa hari sebelum hari raya. Besarnya Tunjangan Hari Raya yang diberikan sesuai dengan golongan atau jabatan karyawan tersebut.
BAB III LANDASAN TEORI
3.1. Ergonomi
Ergonomi adalah disiplin ilmu yang mempelajari pemahaman interaksi manusia dengan elemen-elemen sistem lainnya, serta mengimplementasikan teori, prinsip, data dan metode untuk merancang guna mengoptimalkan kemaslahatan manusia dan performansi sistem secara keseluruhan. Di dalam ergonomi dibutuhkan studi tentang sistem dimana manusia, fasilitas kerja dan lingkungannya saling berinteraksi dengan tujuan utama yaitu menyesuaikan suasana kerja dengan manusianya.
Lingkup ergonomi berdasarkan skala sistemnya meliputi dua hal, yaitu:
ergonomi mikro, yang merupakan lingkup yang berkaitan dengan sistem kerja fisik yang melibatkan faktor manusia, pekerjaannya, metode/prosedur kerjanya, bahan/hasil kerjanya, alat bantu kerjanya dan lingkungan kerja fisiknya.
Sedangkan ergonomi makro merupakan lingkup yang berkaitan dengan sistem kerja sosio-teknik lebih luas yang menambahkan faktor psikologi dan kognitif manusia, lingkungan kerja organisasional, lingkungan sosial yang lebih luas (sosiologi, etnografi, civilization, religi).
Lingkup ergonomi berdasarkan konsentrasinya meliputi physical ergonomics dan organizational ergonomics. Secara umum tujuan dari penerapan ergonomi adalah:
III-2
1. Meningkatkan kesejahteraan fisik dan mental melalui upaya pencegahan cedera dan penyakit akibat kerja, menurunkan beban kerja fisik dan mental, mengupayakan promosi dan kepuasan kerja.
2. Meningkatkan kesejahteraan sosial melalui peningkatan kualitas kontak sosial, mengelola dan mengkoordinir kerja secara tepat guna dan meningkatkan jaminan sosial baik selama kurun waktu usia produktif maupun setelah tidak poduktif.
3. Menciptakan keseimbangan rasional antara berbagai aspek yaitu aspek teknis, ekonomis, antropologis dan budaya dari setiap sistem kerja yang dilakukan sehingga tercipta kualitas kerja dan kualitas hidup yang tinggi.
3.2. Ergonomi Makro
Ergonomi makro adalah suatu pendekatan sistem sosioteknik yang secara top-down dalam menganalisis, merancang, atau memperbaiki sistem kerja dan organisasi kerja, kemudian mengaplikasikan perancangan tersebut ke dalam elemen-elemennya secara keseluruhan. Cakupan kajian ergonomi makro sangat kompleks, meliputi struktur organisasi, kebijakan organisasi, tata kelola proses kerja, sistem komunikasi, kerjasama tim, perancangan partisipasi, hingga evaluasi dan ahli teknologi.
3.3. Macro Ergonomic Analysis and Design (MEAD)
Macro Ergonomic Analysis and Design (MEAD) merupakan salah satu metode tahapan implementasi dari ergonomi makro yang digunakan dalam
III-3
melakukan perancangan sistem secara keseluruhan sebagai upaya yang efisien dalam mencapai tujuan organisasi. Pada metode MEAD terdapat sepuluh tahapan dalam mencapai tujuan implementasinya seperti berikut:
1. Pemeriksaan kondisi lingkungan dan subsistem organisasi
2. Pendefenisian tipe sistem produksi dan pengaturan ekspektasi kinerja 3. Pendefenisian unit operasi dan proses kerja
4. Identifikasi varians
5. Pembuatan matriks variansi
6. Pengujian alokasi fungsi dan rancangan gabungan 7. Penjelasan aturan dan persepsi tanggung jawab
8. Perancangan atau perancangan ulang subsistem pendukung 9. Implementasi, iterasi, dan perbaikan
3.4. Pembuatan Kuesioner
Kuesioner merupakan teknik pengumpulan data dengan cara memberikan sebuah pertanyaan-pertanyaan yang diajukan kepada responden untuk dijawab.
Tujuan diberikannya kuesioner yaitu untuk memperoleh informasi yang relevan dengan cara mengisi jawaban-jawaban yang diajukan secara tertulis oleh peneliti terhadap para responden yang ada (Pradini, Rachmawati and Madyono, 2019).
Kuesioner dapat dibedakan atas:
1. Berdasarkan cara menjawab
2. Berdasarkan jawaban yang diberikan 3. Berdasarkan bentuknya
III-4
3.5. Skala Likert
Skala Likert adalah skala yang digunakan dalam mengukur sikap, pendapat, dan persepsi seseorang atau orang tentang fenomena sosial. Dengan Skala Likert, maka variabel yang akan diukur dijabarkan menjadi indikator variabel. Kemudian indikator tersebut dijadikan sebagai titik tolak untuk menyusun item-item instrumen yang dapat berupa pernyataan atau pertanyaan (Bahrun, Alifah and Mulyono, 2017). Adapun di dalam Skala Likert, tingkat kepentingan responden terhadap suatu pertanyaan dalam angket diklafikasikan sebagai berikut :
1. Sangat Setuju, dengan simbol (SS).
2. Setuju, dengan simbol (S) 3. Netral, dengan simbol (N)
4. Tidak Setuju, dengan simbol (TS)
5. Sangat Tidak Setuju, dengan simbol (STS)
3.6. ISBB (Indeks Suhu Basah dan Bola)
Perhitungan nilai ISBB dapat dilakukan dengan 2 jenis rumus persamaan sesuai dengan Standar Nasional Indonesia (SNI) 16-7061-2004. Nilai Ambang Batas iklim kerja (panas) dengan Indeks Suhu Basah dan Bola (ISBB) tidak diperkenankan melebihi ketentuan yang telah digariskan.
III-5
3.7. Beban Kerja
Beban kerja adalah besaran pekerjaan yang harus dipikul oleh suatu jabatan atau unit organisasi dan merupakan hasil kali antara volume kerja dan norma waktu. Beban kerja dapat dipengaruhi oleh faktor eksternal dan faktor internal.
3.7.1. Beban Kerja Fisik
Beban kerja fisik adalah beban yang dirasakan oleh tubuh dimana beban tersebut akibat dari melakukansebuah pekerjaan seperti mendorong, menarik, mengangkat, dan menurunkan. Apabila sesorang yang melakukan pekerjaan tetapi tidak sesuai dengan kapasitas kerja yang ia miliki maka akan terjadi kelelahan kerja
Kategori berat ringannya beban kerja didasarkan pada denyut jantung atau denyut nadi yang dapat dilihat pada Tabel 3.1.
Tabel 3.1. Kategori Beban Kerja Berdasarkan Denyut Jantung Tingkat dan Kategori Beban
Kerja
Denyut Jantung (denyut/min)
0. Ringan 75 – 100
1. Sedang 100 – 125
2. Berat 125 – 150
3. Sangat Berat 150 – 175
4. Sangat Berat Sekali > 175
Sumber: Christensen. Encyclopaedia of Occupational Health and Safety. ILO. Geneva
III-6
3.7.2. Faktor yang Mempengaruhi Beban Kerja
Secara umum hubungan antara beban kerja dan kapasitas kerja dipengaruhi oleh berbagai faktor internal maupun faktor eksternal (Tarwaka, 2015).
1. Beban kerja oleh karena faktor eksternal
Faktor eksternal beban kerja adalah beban kerja yang berasal dari luar tubuh pekerja, yang termasuk beban kerja eksternal adalah tugas (task) itu sendiri, organisasi dan lingkungan kerja. Ketiga aspek ini sering disebut sebagai stressor.
2. Beban kerja oleh karena faktor internal
Faktor internal beban kerja adalah faktor yang berasal dari dalam tubuh itu sendiri akibat adanya reaksi dari beban kerja. Reaksi tubuh tersebut dikenal sebagai strain.
Sedangkan terdapat tiga faktor utama yang menentukan beban kerja adalah tuntutan tugas, usaha dan performasi.
1. Faktor tuntutan tugas (task demands). Argumentasi berkaitan dengan faktor ini adalah bahwa beban kerja dapat ditentukan dari analisis tugas-tugas yang dilakukan oleh pekerja.
2. Usaha atau tenaga (effort). Jumlah yang dikeluarkan pada suatu pekerjaan mungkin merupakan suatu bentuk intuitif secara alamiah terhadap beban kerja.
3. Performansi. Sebagian besar studi tentang beban kerja mempunyai perhatian dengan tingkat performansi yang akan dicapai.
III-7
3.8. Cardiovascular Load (CVL)
Cardiovascular Load (CVL) adalah suatu estimasi untuk menentukan klasifikasi beban kerja bedasarkan peningkatan denyut nadi kerja. Denyut nadi untuk mengestimasi indeks beban kerja fisik terdiri dari beberapa indikator perhitungan:
1. Denyut nadi istirahat adalah rerata denyut nadi sebelum pekerjaan dimulai atau dalam keadaan istirahat.
2. Denyut nadi kerja adalah rerata denyut nadi selama bekerja.
3. Nadi kerja adalah selisih antara jumlah denyut nadi kerja dan denyut nadi istirahat.
Klasifikasi beban kerja berdasarkan peningkatan denyut nadi kerja yang dibandingkan dengan denyut nadi maksimum karena beban kardiovaskular (cardiovascularload = %CVL) yang dihitung dengan rumus sebagai berikut:
C D D D D
Dimana denyut nadi maksimum adalah (220 – umur) untuk laki-laki dan (200 – umur) untuk wanita. Dari hasil perhitungan % CVL tersebut kemudian dibandingkan dengan klasifikasi yang dapat dilihat pada Tabel 3.2.:
Tabel 3.2. Klasifikasi %Cardiovascular Load Tingkat
Pembebanan
Kategori
%CVL
Nilai %CVL Keterangan
0 Ringan < 30% Tidak terjadi pembebanan yang
berarti
1 Sedang 30% < %CVL ≤ 6 Tidak terjadi pembebanan yang berarti
2 Agak Berat 6 < C ≤ 8 Diperbolehkan kerja dalam waktu singkat
III-8
3 Berat 8 < C ≤
100%
Diperlukan tindakan perbaikan segera
4 Sangat Berat %CVL > 100% Aktivitas kerja tidak boleh dilakukan
Sumber: Tarwaka, 2015, Ergonomi Industri: Dasar – dasar Pengetahuan Ergonomi dan Aplikasi di Tempat Kerja Revisi Edisi II, Surakarta: Harapan Press
3.9. Konsumsi Energi
Perhitungan konsumsi energi untuk melihat besar konsumsi kalori yang dikeluarkan pekerja setiap menit atau setiap jam (Purba, 2014). Persamaan yang digunakan adalah sebagai berikut:
E = 1.80411 – 0.0229038 X + 4.71711 . 10-4X2 Dimana:
E = Energi (Kkal/ menit)
X = Kecepatan Denyut Jantung (Denyut/ menit)
Dengan kategori beban kerja berdasarkan kebutuhan kalori adalah sebagai berikut:
1. Beban kerja ringan (100-200 kkal/jam) 2. B b g ˃2 -350 kkal/jam) 3. B b ˃35 -500) kkal/jam)
3.10. Uji Korelasi Pearson Product Momen
Uji korelasi Pearson Product Momen ini digunakan untuk melihat atau mencari hubungan antara dua variabel yaitu hubungan variable bebas (X) dengan variabel terikat (Y). Uji korelasi ini dikembangkan oleh Karl Pearson, dengan rumus yaitu sebagai berikut:
III-9
∑ ∑ ∑
√ ∑ 2 ∑ 2 ∑ 2 (∑ )2 Dimana: rxy = koefisien korelasi antara X dan Y
Xi = skor variabel independen X Yi = skor variabel dependen Y
Korelasi Pearson Product Momen dilambangkan r, dengan ketentuan nilai r tidak lebih dari harga (- ≤ ≤ + . Ap b l -1 artinya korelasi negatif sempurna, r = 0 artinya tidak ada korelasi, dan r = 1 berarti korelasinya sempurna positif (kuat) (Cindy, dkk. 2016). Adapun tabel interpretasi nilai r adalah sebagai berikut:
Tabel 3.3. Interpretasi Koefisien Korelasi Interval Koefisien Tingkat Hubungan
0.800-1.000 Sangat tinggi
0.600-0.800 Kuat
0.400-0.600 Cukup
0.200-0.400 Rendah
0.000-0.100 Sangat rendah
IV-1
BAB IV
METODOLOGI PENELITIAN
4.1. Lokasi dan Waktu Penelitian
Penelitian ini dilakukan di PT Perkebunan Nusantara III Kebun Gunung Para bagian pengolahan Ribbed Smoke Sheet (RSS) yang berlokasi di Jl. Tebing Tinggi - Siantar, Dolok Merawan Serdang Bedagai, Sumatera Utara, 20994.
Penelitian dilakukan pada bulan April 2019 hingga Oktober 2019.
4.2. Jenis Penelitian
Jenis penelitian ini termasuk dalam penelitian deskriptif karena bertujuan untuk mendeskripsikan permasalahan yang ada pada pabrik pengolahan karet PT.
Perkebunan Nusantara III Kebun Gunung Para dan memberikan usulan perbaikannya. Berdasarkan analisis dan jenis data, penelitian ini termasuk dalam penelitian gabungan karena menggunakan data yang bersifat kuantitatif dan kualitiatif (Sukaria, 2017).
4.3. Subjek Penelitian
Subjek penelitian adalah seluruh pekerja bagian produksi di PT Perkebunan Nusantara III Kebun Gunung Para.
IV-2
4.4. Variabel Penelitian
Variabel-variabel yang akan diamati dalam penelitian ini adalah Variabel Independen Variabel Dependen.
4.5. Kerangka Konseptual Penelitian
Kerangka konseptual adalah penjelasan keterkaitan atau hubungan suatu teori dengan faktor-faktor penting yang telah diketahui dalam suatu masalah tertentu (Munir, Apridar and Maryadi, 2016).
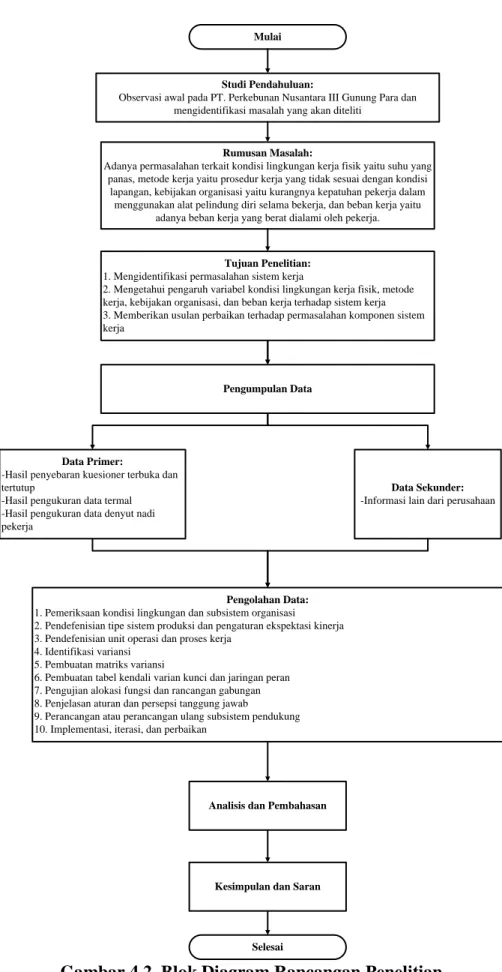
4.6. Rancangan Penelitian
Rancangan penelitian berisi langkah-langkah yang dilakukan dalam suatu penelitian. Rancangan penelitian dari penelitian ini menggunakan tahapan-tahapan metode Macro Ergonomic Design and Analysis (MEAD).
1. Pemeriksaan Kondisi Lingkungan dan Sub-sistem Organisasi
2. Pendefenisian Tipe Sistem Produksi dan Pengaturan Ekspektasi Kinerja 3. Pendefenisian Unit Operasi dan Proses Kerja
4. Identifikasi Varians
5. Pembuatan Matriks Varians
6. Pembuatan Tabel Kendali Varian Kunci dan Jaringan Peran 7. Pengujian Alokasi Fungsi dan Rancangan
8. Penjelasan Aturan dan Persepsi Tanggung Jawab 9. Perancangan Ulang Subsistem Pendukung 10. Implementasi, Iterasi, dan Perbaikan
IV-3
Mulai
Studi Pendahuluan:
Observasi awal pada PT. Perkebunan Nusantara III Gunung Para dan mengidentifikasi masalah yang akan diteliti
Rumusan Masalah:
Adanya permasalahan terkait kondisi lingkungan kerja fisik yaitu suhu yang panas, metode kerja yaitu prosedur kerja yang tidak sesuai dengan kondisi
lapangan, kebijakan organisasi yaitu kurangnya kepatuhan pekerja dalam menggunakan alat pelindung diri selama bekerja, dan beban kerja yaitu
adanya beban kerja yang berat dialami oleh pekerja.
Tujuan Penelitian:
1. Mengidentifikasi permasalahan sistem kerja
2. Mengetahui pengaruh variabel kondisi lingkungan kerja fisik, metode kerja, kebijakan organisasi, dan beban kerja terhadap sistem kerja 3. Memberikan usulan perbaikan terhadap permasalahan komponen sistem kerja
Pengumpulan Data
Data Primer:
-Hasil penyebaran kuesioner terbuka dan tertutup
-Hasil pengukuran data termal -Hasil pengukuran data denyut nadi pekerja
Data Sekunder:
-Informasi lain dari perusahaan
Pengolahan Data:
1. Pemeriksaan kondisi lingkungan dan subsistem organisasi 2. Pendefenisian tipe sistem produksi dan pengaturan ekspektasi kinerja 3. Pendefenisian unit operasi dan proses kerja
4. Identifikasi variansi 5. Pembuatan matriks variansi
6. Pembuatan tabel kendali varian kunci dan jaringan peran 7. Pengujian alokasi fungsi dan rancangan gabungan 8. Penjelasan aturan dan persepsi tanggung jawab
9. Perancangan atau perancangan ulang subsistem pendukung 10. Implementasi, iterasi, dan perbaikan
Analisis dan Pembahasan
Kesimpulan dan Saran
Selesai
Gambar 4.2. Blok Diagram Rancangan Penelitian
IV-4
4.7. Metode Pengumpulan Data 4.7.1. Sumber Data
Sumber yang dikumpulkan terdiri dari dua jenis dalah sebagai berikut:
1. Data primer adalah data yang diperoleh dengan melakukan pengamatan langsung terhadap kegiatan yang diamati, yaitu data hasil kuesioner terbuka dan kuesioner tertutup, data hasil pengukuran denyut nadi pekerja, dan data termal.
2. Data sekunder
Data sekunder dikumpulkan dengan melakukan wawancara dengan karyawan pelaksana dan asisten kepala untuk mendapatkan informasi yang dibutuhkan dalam penelitian. Data sekunder ini meliputi data profil pekerja, data mesin dan peralatan, data jam kerja, dan data struktur organisasi.
4.7.2. Teknik dan Instrumen Penelitian
Teknik pengumpulan data pada penelitian ini menggunakan metode total sampling, di mana pengambilan sampling sama dengan jumlah subjek penelitian yaitu seluruh pekerja PT. Perkebunan Nusantara III Kebun Gunung Para bagian pengolahan Ribbed Smoke Sheet (RSS) sebanyak 50 orang. Teknik pengumpulan ini digunakan pada saat penyebaran kuesioner terbuka dan kuesioner tertutup.
Dalam penelitian ini instrumen penelitian yang digunakan antara lain :
IV-5
1. Oximeter
Oximeter adalah instrumen yang digunakan untuk mengukur denyut nadi pekerja. Cara mendapatkan denyut nadi dengan alat tersebut adalah dengan meletakkan ibu jari atau jari telunjuk kesensor yang ada pada oximeter.
Gambar 4.3. Oximeter 2. Kuesioner
Instrumen pengumpulan data yang digunakan dalam langkah identifikasi varians ialah kuesioner terbuka dan kuesioner tertutup.
Heat Stress Monitor Questemp 032
Alat ini digunakan untuk mengukur suhu basah, suhu kering, dan suhu bola dari lingkungan yang diteliti.
Gambar 4.4. Heat Stress Monitor Questemp 032
4.8. Metode Pengolahan Data
Pengolahan data dapat dilakukan jika keseluruhan data yang dibutuhkan terkait dengan penelitian telah terkumpul. Langkah-langkah pengolahan data dalam penelitian ini dilakukan sesuai dengan standar yang telah ditentukan.
IV-6
4.9. Analisis dan Pembahasan
Analisis data merupakan proses menguraikan masalah-masalah yang terdapat dalam penelitian untuk kemudian dicari solusi dalam menyelesaikannya.
Analisis yang dilakukan adalah sebagai berikut:
1. Analisis metode Macro Ergonomic Analysis and Design (MEAD) 2. Analisis kondisi lingkungan kerja fisik
3. Analisis beban kerja
4. Analisis hubungan korelasi variabel kondisi lingkungan kerja, metode kerja, kebijakan organisasi, dan beban kerja terhadap sistem kerja
4.10. Kesimpulan dan Saran
Kesimpulan berisi hal-hal penting dari hasil penelitian dan saran berisi masukan kepada pihak perusahaan mengenai hal-hal yang berkaitan dengan penelitian.
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
5.1.1. Pemeriksaan Kondisi Lingkungan dan Sub-sistem Organisasi
Pemeriksaan kondisi lingkungan dan sub-sistem organisasi dilakukan dengan menggunakan data sekunder yang dikumpulkan dari pihak manajemen perusahaan. Data yang dikumpulkan dalam pemeriksaan kondisi lingkungan dan sub-sistem organisasi yaitu data profil pekerja, data jam kerja, dan data struktur organisasi. Data ini digunakan untuk berbagai keperluan seperti menentukan populasi responden dan unit-unit operasi pada setiap stasiun kerja. Data-data tersebut dapat dilihat pada Bab II.
5.1.2. Pendefenisian Tipe Sistem Produksi dan Pengaturan Ekspektasi Kinerja
Pada tahapan ini, kriteria dari key performance atau kunci performansi dapat diidentifikasi. Kunci performansi berguna untuk mengetahui tipe sistem produksi dan ekspektasi kinerja suatu perusahaan. Dengan mengetahuinya dapat membantu untuk mendapatkan tingkatan optimal pada kompleksitas, sentralisasi, dan formalisasi.
PT. Perkebunan Nusantara III Kebun Gunung Para menghasilkan empat tipe produk Ribbed Smoke Sheet (RSS) sesuai dengan jenis mutunya yaitu RSS I, RSS II, RSS III, dan Cutting yang merupakan hasil sortiran dari RSS I, RSS II,