PENGARUH CAIRAN PENDINGIN BERTEKANAN TINGGI TERHADAP GAYA POTONG, KEAUSAN TEPI PAHAT, DAN KEKASARAN PERMUKAAN PADA PROSES
BUBUT MATERIAL AISI 4340
TUGAS AKHIR
TEKNIK MANUFAKTUR (TM091486)
•2107 100 629 ANDI PURWANTO
• Ir. Bobby Oedy P. Soepangkat, M.Sc, PhD.
DOSEN PEMBIMBING
LATAR BELAKANG
LATAR BELAKANG
Kamruzzaman et al. (2007)
Penelitian-penelitian yang pernah dilakukan
Mazurkiewicz et al. (1989)
• Meneliti tentang pengaruh cairan pendingin bertekanan tinggi pada proses pemesinan.
• Kesimpulan; bahwa pendinginan bertekanan tinggi dapat mengurangi koefisien gesek pada bidang geram dan bidang utama pahat sehingga dapat mengurangi gaya pemotongan dan meningkatkan umur pahat.
Cairan pendingin bertekanan tinggi juga dapat mengurangi konsumsi cairan pendingin sebesar 50 % .
• Meneliti pengaruh cairan pendingin bertekanan tinggi terhadap keausan pahat, umur pahat, dan kekasaran permukaan.
• Kesimpulan; bahwa CPBT lebih efektif dalam menurunkan keausan pahat
dan kekasaran permukaan, serta meningkatkan umur pahat dibandingkan
tanpa pendinginan.
Penelitian-penelitian yang pernah dilakukan
Kamruzzaman et al. (2008)
• Meneliti pengaruh cairan pendingin bertekanan tinggi pada proses bubut terhadap keausan pahat, umur pahat, dan kekasaran permukaan.
• Kesimpulan; bahwa CPBT dapat mengurangi keausan tepi pahat
sehingga dapat meningkatkan umur pahat, dengan CPBT pertumbuhan
kekasaran permukaan selama pemesinan semakin rendah sehingga
meningkatkan kualitas produk.
Perumusan Masalah
Apakah penggunaan cairan pendingin bertekanan
tinggi (CPBT) dapat lebih menurunkan gaya potong,
kekasaran permukaan, dan keausan tepi pahat,
dibandingkan dengan penggunaan cairan pendingin
tanpa tekanan (CPTT).
Tujuan Penelitian
Batasan masalah dan asumsi
Batasan masalah
1. Tidak membahas masalah biaya selama proses pemesinan.
2. Tidak menghitung waktu pemesinan selama proses pemesinan.
3. Penelitian dilakukan sesuai dengan batas kemampuan dari mesin yang digunakan.
4. Proses pembubutan yang dilakukan adalah proses bubut silindris semi orthogonal
5. Digunakan cairan pendingin yang sama untuk proses
pemesinan dengan menggunakan CPTT dan CPBT.
Batasan masalah dan asumsi
Asumsi
1. Variabel-variabel yang tidak diteliti dianggap selalu konstan dan tidak berpengaruh secara signifikan terhadap hasil penelitian.
2. Benda kerja maupun pahat memiliki komposisi kimia yang homogen.
3. Alat ukur yang digunakan dalam keadaan terkalibrasi dan layak digunakan.
4. Mesin dan operator diasumsikan bekerja dengan baik selama
proses pemesinan.
Manfaat Penelitian
Sebagai bahan referensi bagi penelitian sejenisnya dalam rangka pengembangan pengetahuan tentang pengaruh CPBT pada proses bubut.
Sebagai masukan dan informasi dalam
meningkatkan kualitas produk dari proses bubut
kaitannya dengan CPBT.
Metodologi Penelitian
Mulai
Studi Pustaka Perumusan
Masalah
Penentuan Tujuan Penelitian
Perencanaan eksperimen:
Variabel proses: Variabel respon:
- Gerak makan - Gaya potong
- Kecepatan potong - Kekasaran permukaan - Kedalaman potong - Keausan tepi pahat - Cairan pendingin
Persiapan percobaan:
Mesin bubut, benda kerja, pahat dan Alat ukur
A
Ya
Tidak
Transformasi model A
Pengambilan data:
Proses bubut CPTT Proses bubut CPBT
Pembuatan model statistik
−Pengujian kesesuaian model
−Pengujian asumsi residual
Apakah Model sesuai
& asumsi terpenuhi?
Pembahasan hasil
Selesai
Kesimpulan dan saran
Penentuan Kapasitas pendinginan
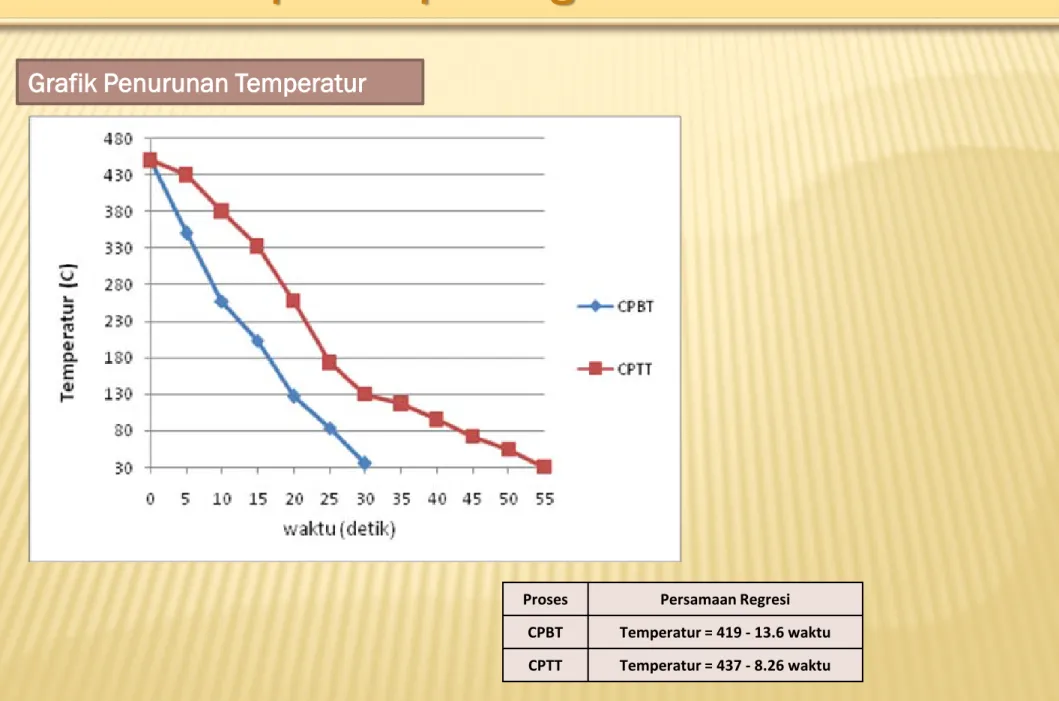
Grafik Penurunan Temperatur
Proses Persamaan Regresi CPBT Temperatur = 419 - 13.6 waktu CPTT Temperatur = 437 - 8.26 waktu
Data Hasil Percobaan
d1 = 1 mm d2 = 1,5 mm d3 = 2mm
Fv1 Fv2 Fv1 Fv2 Fv1 Fv2
(kg) (kg) (kg) (kg) (kg) (kg)
CPBT
V1 = 79.128 m/menit
f1 = 0,1 mm/put 33.30 33.78 45.47 45.42 58.40 58.02
f2 = 0,15 mm/put 42.56 42.70 54.01 53.77 63.88 64.96
f3 = 0.2 mm/put 43.73 43.83 55.65 56.10 73.73 74.17
V2 = 115.552 m/menit
f1 = 0,1 mm/put 27.39 28.05 43.95 44.04 53.47 54.02
f2 = 0,15 mm/put 34.97 35.11 55.28 54.78 63.98 64.85
f3 = 0.2 mm/put 53.77 55.76 73.81 75.37 85.74 85.53
V3 = 157 m/menit
f1 = 0,1 mm/put 27.86 28.08 37.86 35.04 56.45 56.84
f2 = 0,15 mm/put 36.45 36.30 57.87 58.31 62.76 63.40
f3 = 0.2 mm/put 47.30 47.93 65.36 64.22 77.50 78.88
Data Gaya Potong Pada Proses CPBT
Data Hasil Percobaan
Data Gaya Potong Pada Proses CPTT
d1 = 1 mm d2 = 1,5 mm d3 = 2mm
Fv1 Fv2 Fv1 Fv2 Fv1 Fv2
(kg) (kg) (kg) (kg) (kg) (kg)
CPTT
V1 = 79.128 m/menit
f1 = 0,1 mm/put 36.38 36.09 49.18 48.99 63.10 68.19
f2 = 0,15 mm/put 45.40 44.84 61.50 61.69 77.74 79.45
f3 = 0.2 mm/put 45.74 47.17 80.89 80.57 94.70 95.11
V2 = 115.552 m/menit
f1 = 0,1 mm/put 37.15 37.32 44.61 45.21 58.89 59.97
f2 = 0,15 mm/put 35.26 35.66 54.90 55.57 72.40 73.30
f3 = 0.2 mm/put 56.69 51.81 84.33 84.39 97.84 97.74
V3 = 157 m/menit
f1 = 0,1 mm/put 37.28 37.50 44.28 44.98 59.47 56.07 f2 = 0,15 mm/put 42.72 44.11 54.44 54.62 72.60 73.05
f3 = 0.2 mm/put 54.34 55.03 69.66 70.53 83.98 83.93
Data Hasil Percobaan
Data Gaya Makan Pada Proses CPBT
d1 = 1 mm d2 = 1,5 mm d3 = 2mm
Ff Ff1 Ff Ff1 Ff Ff1
(kg) (kg) (kg) (kg) (kg) (kg)
CPBT
V1 = 79.128 m/menit
f1 = 0,1 mm/put 19.35 19.49 24.71 24.82 33.69 32.40
f2 = 0,15 mm/put 21.62 21.53 27.61 27.54 32.47 32.46
f3 = 0.2 mm/put 23.36 23.20 27.80 27.01 33.14 34.33
V2 = 115.552 m/menit
f1 = 0,1 mm/put 17.84 17.54 22.80 23.80 27.62 29.17
f2 = 0,15 mm/put 18.06 19.07 25.43 25.68 33.75 33.52
f3 = 0.2 mm/put 21.97 22.77 28.38 27.53 35.64 34.42
V3 = 157 m/menit
f1 = 0,1 mm/put 18.07 18.35 24.96 24.08 34.34 33.66
f2 = 0,15 mm/put 17.04 17.19 27.76 27.92 33.51 34.01
f3 = 0.2 mm/put 23.00 20.48 33.75 33.21 36.08 37.39
Data Hasil Percobaan
Data Gaya Makan Pada Proses CPTT
d1 = 1 mm d2 = 1,5 mm d3 = 2mm
Ff Ff1 Ff Ff1 Ff Ff1
(kg) (kg) (kg) (kg) (kg) (kg)
CPTT
V1 = 79.128 m/menit
f1 = 0,1 mm/put 23.04 23.58 31.70 31.31 42.51 45.11
f2 = 0,15 mm/put 26.54 26.42 35.94 35.99 49.14 49.44
f3 = 0.2 mm/put 27.24 27.77 43.31 43.23 57.69 56.58
V2 = 115.552 m/menit
f1 = 0,1 mm/put 24.74 26.67 30.60 28.78 36.84 37.49
f2 = 0,15 mm/put 25.51 25.72 31.32 32.15 43.63 43.78
f3 = 0.2 mm/put 28.74 28.69 38.28 38.38 54.96 54.51
V3 = 157 m/menit
f1 = 0,1 mm/put 22.51 23.39 30.50 30.65 39.76 37.39
f2 = 0,15 mm/put 24.91 24.82 32.19 32.23 43.37 43.41
f3 = 0.2 mm/put 29.12 29.58 36.33 36.80 48.75 50.42
Data Hasil Percobaan
Data Kekasaran Permukaan Pada Proses CPBT
d1 = 1 mm d2 = 1,5 mm d3 = 2mm
Ra Ra1 Ra Ra1 Ra Ra1
μm μm μm μm μm μm
CPBT
V1 = 79.128 m/menit
f1 = 0,1 mm/put 1.2 1.2 1.0 1.1 1.2 1.3
f2 = 0,15
mm/put 1.7 1.7 1.6 1.7 1.8 1.9
f3 = 0.2 mm/put 2.6 2.5 2.5 2.3 2.7 2.7
V2 = 115.552 m/menit
f1 = 0,1 mm/put 0.9 0.8 1.0 0.9 1.1 1.0
f2 = 0,15
mm/put 1.5 1.4 1.5 1.4 1.6 1.5
f3 = 0.2 mm/put 2.3 2.4 2.3 2.1 2.4 2.3
V3 = 157 m/menit
f1 = 0,1 mm/put 0.9 1.1 0.9 0.8 1.0 0.9
f2 = 0,15
mm/put 1.2 1.3 1.7 2.0 1.3 1.2
f3 = 0.2 mm/put 1.7 1.8 2.0 1.9 2.1 1.9
Data Hasil Percobaan
Data Kekasaran Permukaan pada Proses CPTT
d1 = 1 mm d2 = 1,5 mm d3 = 2mm
Ra Ra1 Ra Ra1 Ra Ra1
μm μm μm μm μm μm
CPTT
V1 = 79.128 m/menit
f1 = 0,1 mm/put 1.5 1.2 1.7 1.6 1.3 1.4
f2 = 0,15 mm/put 1.8 2.1 1.7 1.0 1.7 1.6
f3 = 0.2 mm/put 3.0 2.9 2.5 2.6 3.4 3.4
V2 = 115.552 m/menit
f1 = 0,1 mm/put 1.3 1.2 1.3 1.2 1.0 1.2
f2 = 0,15 mm/put 1.9 2.1 1.7 1.5 1.5 1.5
f3 = 0.2 mm/put 2.7 2.8 2.6 2.7 3.1 3.3
V3 = 157 m/menit
f1 = 0,1 mm/put 0.9 1.0 1.1 1.2 0.9 1.1
f2 = 0,15 mm/put 1.6 1.7 1.7 1.9 1.6 1.8
f3 = 0.2 mm/put 2.3 2.3 3.1 3.0 3.2 3.0
Analisis dan Pembahasan
•F V = 123.03 f 0.607 d 0.797
•F f = 30.90 f 0.231 d 0.746
•Ra = 72.44 V -0.351 f 1.14
CPBT
•Fv = 141.25 f 0.616 d 0.818
•F f = 48.98 f 0.342 d 0.813
•Ra = 39.81V -0.160 f 1.21
CPTT
Pemodelan Matematis
Analisis dan Pembahasan
Respon Variabel proses
Pangkat dari variabel bila memotong dengan-
Persentase penurunan pangkat
CPBT CPTT
Gaya potong
f 0.607 0.616 1.461
d 0.797 0.818 2.5672
Gaya makan
f 0.231 0.342 32.4561
d 0.746 0.813 8.2411
Kekasaran V -0.351 -0.16 54.416
permukaan f 1.14 1.21 5.7851
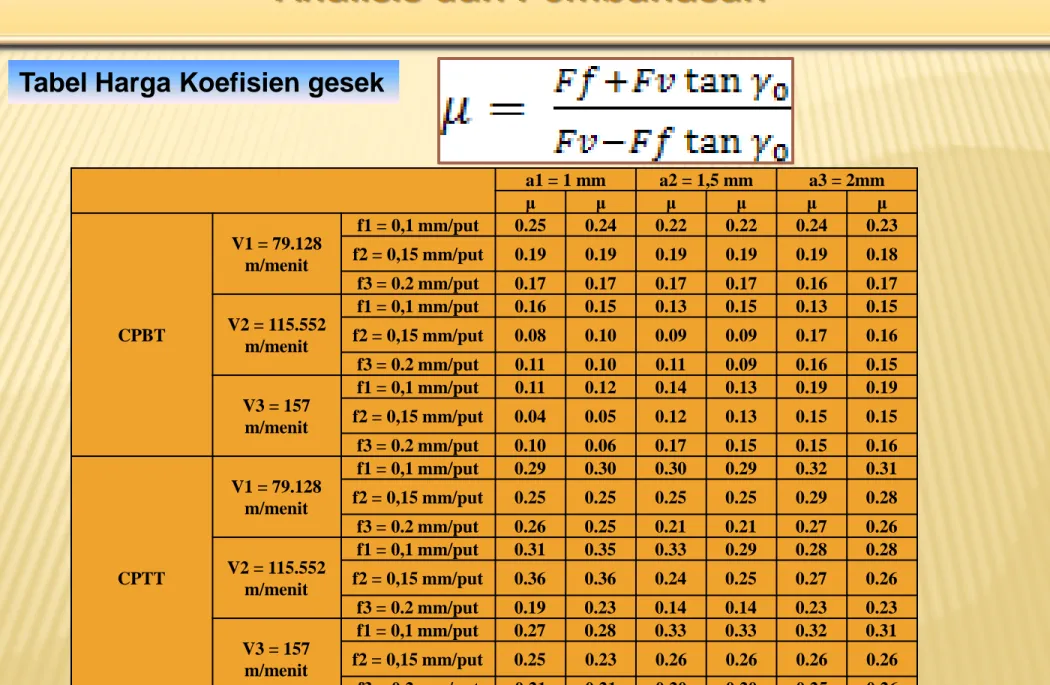
Tabel Harga Koefisien gesek
Analisis dan Pembahasan
a1 = 1 mm a2 = 1,5 mm a3 = 2mm
μ μ μ μ μ μ
CPBT
V1 = 79.128 m/menit
f1 = 0,1 mm/put 0.25 0.24 0.22 0.22 0.24 0.23 f2 = 0,15 mm/put 0.19 0.19 0.19 0.19 0.19 0.18 f3 = 0.2 mm/put 0.17 0.17 0.17 0.17 0.16 0.17 V2 = 115.552
m/menit
f1 = 0,1 mm/put 0.16 0.15 0.13 0.15 0.13 0.15 f2 = 0,15 mm/put 0.08 0.10 0.09 0.09 0.17 0.16 f3 = 0.2 mm/put 0.11 0.10 0.11 0.09 0.16 0.15 V3 = 157
m/menit
f1 = 0,1 mm/put 0.11 0.12 0.14 0.13 0.19 0.19 f2 = 0,15 mm/put 0.04 0.05 0.12 0.13 0.15 0.15 f3 = 0.2 mm/put 0.10 0.06 0.17 0.15 0.15 0.16
CPTT
V1 = 79.128 m/menit
f1 = 0,1 mm/put 0.29 0.30 0.30 0.29 0.32 0.31 f2 = 0,15 mm/put 0.25 0.25 0.25 0.25 0.29 0.28 f3 = 0.2 mm/put 0.26 0.25 0.21 0.21 0.27 0.26 V2 = 115.552
m/menit
f1 = 0,1 mm/put 0.31 0.35 0.33 0.29 0.28 0.28 f2 = 0,15 mm/put 0.36 0.36 0.24 0.25 0.27 0.26 f3 = 0.2 mm/put 0.19 0.23 0.14 0.14 0.23 0.23 V3 = 157
m/menit
f1 = 0,1 mm/put 0.27 0.28 0.33 0.33 0.32 0.31 f2 = 0,15 mm/put 0.25 0.23 0.26 0.26 0.26 0.26 f3 = 0.2 mm/put 0.21 0.21 0.20 0.20 0.25 0.26
Keausan Tepi Pahat
Analisis dan Pembahasan
Proses Persamaan Regresi CPBT VB = 0.0107 + 0.0106 Waktu CPTT VB = 0.0242 + 0.0126 Waktu
Analisis Bentuk Geram
Gambar geram hasil proses bubut dengan CPBT Gambar geram hasil proses bubut dengan CPTT