BAB 3
PERANCANGAN
3.1 Gambaran Umum Perusahaan
PT. Swadharma Eragrafindo Sarana (SES) adalah perusahaan yang bergerak di bidang industri percetakan dan merupakan percetakan pokumen- dokumen sekuriti.
3.1.1 Profil Perusahaan
Berawal dari diberlakukannya Peraturan Deregulasi di sektor perbankan pada tahun 1986, menyebabkan banyak bermunculan bank-bank baru. Pencetakan formulir perbankan, khususnya cetakan surat-surat berharga pada waktu itu hanya dilaksanakan oleh Perusahaan Umum Percetakan Uang Republik Indonesia (PERUM PERURI), akan segera membutuhkan peran sektor swasta dalam produksi cetakan dokumen berpengaman. Hal inilah yang telah membawa PT. Swadharma Eragrafindo Sarana hadir dalam industri percetakan di Indonesia hingga saat ini.
Pada awalnya, PT. Swadharma Eragrafindo Sarana didirikan sebagai usaha patungan PT. Tri Handayani Utama, PT. Sarana Bersama Pembiayaan Indonesia, dan PT. Dian Rakyat. PT. Swadharma Eragrafindo Sarana secara resmi berdiri dengan dibuatnya Akte Notaris Miryam Magdalena, S.H. Nomor 24 tanggal 9 Maret 1988, dan berdomisili di kawasan industri Pulo Gadung, Jakarta. Hingga saat ini pada PT. Swadharma Eragrafindo Sarana telah memiliki 3 kantor
cabang, yaitu di kota Surabaya, Bandung, dan Denpasar.
PT. Swadharma Eragrafindo Sarana merupakan perusahaan percetakan swasta nasional pertama yang mendapat kepercayaan dari pemerintah Indonesia untuk mencetak surat-surat berharga. Hal ini didasarkan pada Sertifikat Ijin Operasi Pencetakan Dokumen Sekuriti Nomor 09/1989 yang dikeluarkan oleh Badan Koordinasi Pemberantasan Pemalsuan Uang Dan Dokumen Sekuriti (BOTASUPAL). Dokumen Sekuriti adalah barang berharga yang memiliki nilai materiil dan nilai sosial yang dikandungnya. Untuk itu, patut diperhatikan keamanan dan kerahasiaannya.
Produk yang dicetak oleh perusahaan, didisain dengan gaya sentuhan artistik seirama dengan perkembangan teknologi canggih yang sarat dengan sistem sekuriti. Dengan demikian, perusahaan dapat memberikan keamanan yang tinggi pada produk-produk yang dihasilkan. Salah satu contoh dari teknologi tersebut adalah invisible image. Invisible image adalah gambar yang hanya dapat dilihat dengan menggunakan alat khusus seperti sinar ultra violet yang terdapat pada cetakan dokumen sekuriti. Invisible image dicetak dengan menggunakan tinta khusus yaitu invisible ink.
Di samping itu, perusahaan juga selalu berupaya untuk mengembangkan teknologi dalam rangka maksimalisasi kualitas maupun kuantitas produk. Secara periodik, perusahaan melakukan riset-riset, baik di dalam maupun di luar negeri dengan perusahaan sejenis. Perusahaan juga sedang melakukan riset dalam pengembangan sistem pengamanan pengiriman rancangan dokumen sekuriti perusahaan melalui jaringan komputer. Contoh produk dokumen sekuriti yang telah dibuat oleh perusahaan, diantaranya adalah Kartu Tanda Penduduk (KTP),
surat suara Pemilihan Umum, voucher, tiket, cek, ijazah, sertifikat, Surat Keterangan Pajak Daerah (SKPD) dan lain sebagainya.
3.1.3 Sistem Produksi pada PT. Swadharma Eragrafindo Sarana
Sistem produksi pada PT. Swadharma Eragrafindo Sarana diawali dengan pemesanan (order). Pelanggan yang ingin memesan langsung dilayani oleh bagian pemasaran dan terkadang juga dilayani oleh bagian produksi. Bila pemesanan sudah disepakati, maka bagian pemasaran akan memberikan informasi ke bagian produksi untuk mempersiapkan pencetakan yang sesuai dengan pesanan dan pesanan dianggap sebagai job yang harus diproses dan ditempatkan dalam antrian untuk proses produksi.
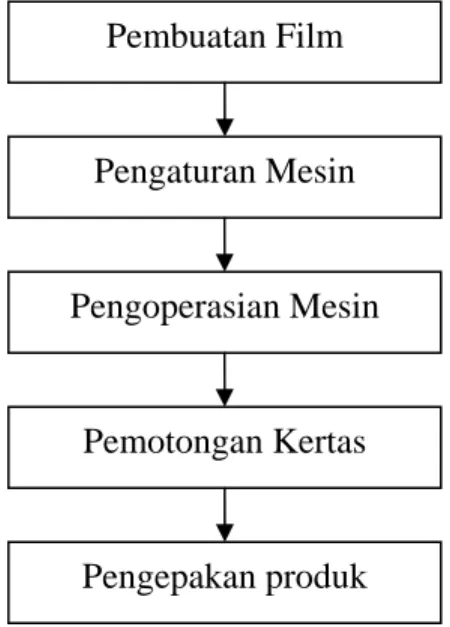
Proses produksi pada PT. Swadharma Eragrafindo Sarana secara garis besar dibagi dalam dua tahap, yaitu pencetakan dan finishing produk. Proses produksi secara garis besar dapat diihat pada gambar 3.2 berikut.
Gambar 3.2. Proses produksi pada PT. Swadharma Eragrafindo Sarana Pembuatan Film
Pengaturan Mesin
Pengoperasian Mesin
Pemotongan Kertas
Tahap pertama yaitu pembuatan film dilakukan oleh seksi teknik. Dimana seksi teknik terdiri dari beberapa personel desainer yang terlebih dahulu merancang sesuai dengan orderan. Pada tahap kedua ini dilakukan pengaturan mesin untuk mempersiapkan warna yang akan di gunakan beserta perawatan mesin dikerjakan oleh seksi reproduksi. Pada tahap ketiga, setelah segalanya dipersiapkan mesin langsung siap di operasikan, kegiatan ini juga dilakukan oleh seksi cetak dimana mereka juga bertugas dalam pengontrolan cara kerja mesin. Tahap ke empat merupakan awal dari tahap finishing dimana hasil cetakan yang ukurannya masih belum sesuai dengan pemesanan dipotong supaya sesuai dengan permintaan pelanggan. Pada tahap terakhir, hasil cetakan diberi penomoran dan kemudian dikemas sedemikian rupa agar kelihatan menarik oleh seksi penomoran. Setelah itu hasil produksi siap di kirim atau diambil sendiri oleh pelanggan.
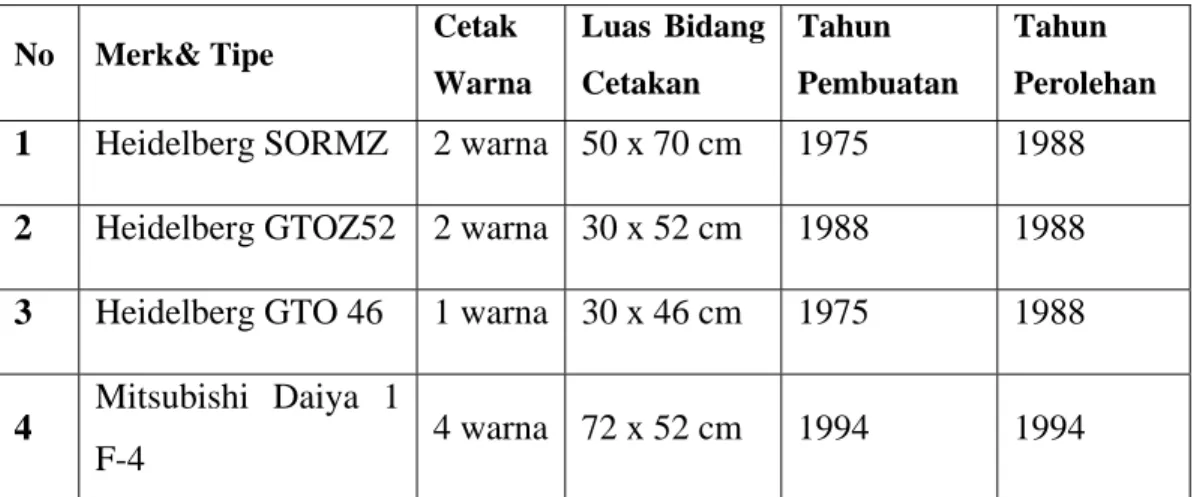
Saat ini mesin yang beroperasi untuk percetakan non security menggunakan empat buah mesin. Berikut adalah spesifikasi mesin-mesin tersebut.
Tabel 3.1 Spesifikasi Mesin pada PT. Swadharma Eragrafindo Sarana No Merk& Tipe Cetak
Warna Luas Bidang Cetakan Tahun Pembuatan Tahun Perolehan
1 Heidelberg SORMZ 2 warna 50 x 70 cm 1975 1988
2 Heidelberg GTOZ52 2 warna 30 x 52 cm 1988 1988
3 Heidelberg GTO 46 1 warna 30 x 46 cm 1975 1988
4 Mitsubishi Daiya 1
3.1.2 Struktur Organisasi Perusahaan
3.1.4 Masalah yang Dihadapi Perusahaan
PT. Swadharma Eragrafindo Sarana merupakan industri skala menengah. Sejak berdirinya hingga sekarang, PT. Swadharma Eragrafindo Sarana belum memiliki sistem penjadwalan produksi yang terencana dengan baik. Penjadwalan produksi yang terjadi selama ini dilakukan secara manual menggunakan sistem acak. Dalam menghadapi persaingan yang semakin ketat, PT. Swadharma Eragrafindo Sarana dituntut agar memiliki daya saing yang lebih baik, di antaranya adalah performansi, efisiensi dan kinerja yang lebih baik. Hal ini diperlukan karena PT. Swadharma Eragrafindo Sarana mendapat beberapa keluhan dari pelanggannya, yaitu pelanggan mengeluh akan waktu penyelesaian
order sering tidak pasti, dan terkadang membutuhkan waktu yang terlalu lama.
Melalui observasi awal, diketahui bahwa penjadwalan produksi secara acak (random) yang selama ini dilakukan menjadi pokok permasalahan yang perlu ditanggulangi. Hal ini disebabkan penjadwalan produksi secara acak tidak memperhitungkan total makespan (waktu penyelesaian) dari tiap job, sehingga pembagian pengerjaan job pada tiap mesin secara acak sering menyebabkan mesin tertentu mendapat makespan yang besar sedangkan mesin yang lain mendapat makespan yang kecil. Hal ini berdampak pada waktu penyelesaian
order menjadi lebih lama.
3.1.5 Usulan Pemecahan Masalah
Untuk mengatasi masalah yang ada, maka akan dibuat suatu program aplikasi penjadwalan pada mesin percetakan bagi PT. Swadharma Eragrafindo Sarana. Program aplikasi yang akan dibuat akan menggunakan metode filtered
beam search untuk optimasi total waktu pengerjaan (makespan) suatu order dan
mendapatkan pendistribusian proses produksi supaya total waktu produksi diusahakan seminimal mungkin tanpa waktu henti (with no idle time). Metode kedua yang digunakan adalah regresi linier sederhana untuk peramalan (estimasi) waktu pengerjaan (makespan) tiap job.
3.2 Perancangan Program Aplikasi
3.2.1 Gambaran umum perancangan
Perancangan program aplikasi penjadwalan pada mesin percetakan secara garis besar dibagi dalam beberapa tahap, yaitu:
1. Penerapan metode beam search 2. Peramalan (estimasi)
3. Perancangan database 4. Perancangan modul
5. Perancangan tampilan layar
3.2.2 Penerapan Metode Filtered Beam Search
Metode beam search pada dasarnya merupakan teknik pencarian pada untaian pencarian data berstruktur tree, tree adalah struktur data yang diawali dengan satu root kemudian dihasilkan percabangan-percabangan dibawahnya yang disebut child, percabangan terus dilakukan sampai ditemukan solusi optimal atau pembatasan level percabangan. Metode beam search ditujukan untuk membatasi percabangan yang semakin banyak pada setiap level, sehingga waktu pencarian tidak bersifat kudratik tetapi bersifat linear karena dibatasi oleh
beam width. Metode beam search membatasi percabangan dengan mengambil
sejumlah child yang paling menjanjikan dan membuang sisanya pada akhirnya bisa menghasilkan lokal maksimum, maka oleh karena itu muncul konsep
filtered beam search dengan menyimpan sejumlah child yang bukan node terbaik
untuk dievalusi pada saat terjadi lokal maksimum, hal ini dapat dideteksi dengan terjadinya flat lokal maksimum.
Untuk menerapkannya dalam optimasi penjadwalan, maka diperlukan sedikit penyesuaian. Berikut adalah pseudocode metode beam search yang digunakan dalam perancangan ini:
Generate_initial_state For i=1 to banyak_job
Set job[i] to mesin yang belum teralokasi End For
End Generate_initial_state Filtered_beam_search
Set solusi_optimal dengan hasil Generate_initial_state Set kondisi_flat_lokal_maksimum = False
Set nilai beam_width Set nilai filter_width Repeat
Bentuk kombinasi_kemungkinan_swap Evaluasi kombinasi_kemungkinan_swap Bentuk kombinasi_kemungkinan_insertion Evaluasi kombinasi_kemungkinan_insertion
Ambil child terbaik sebanyak beam_width sebagai node_baru If kondisi_flat_lokal_maksimum == False
Ambil child bukan terbaik sebanyak filter_width sebagai node_cadangan
End If
kondisi_flat_lokal_maksimum = cek_kondisi_lokal_maksimum If kondisi_flat_lokal_maksimum = True
Update node_lama = node_cadangan Else
Update node_lama = node_baru End If
If hasil node_baru lebih baik daripada solusi_optimal Set solusi_optimal = node_baru
End If
Until percabangan < batasan End Filtered_beam_search
Berikut adalah penjelasan dari pseudocode diatas:
1. Bentuk suatu solusi awal (initial state), solusi ini menyatakan keadaan awal dan biasanya tidak optimal karena job dialokasikan ke tiap mesin yang mempunyai job paling sedikit atau belum terisi job secara sembarang tanpa memperhitungkan bobot job.
2. Kondisi repeat until percabangan < batasan pada metode filtered beam
batasan, pada perancangan ini penulis menentukan batasan sebanyak jumlah_job * beam_width * 30.
3. Kemungkinan-kemungkinan akan solusi baru dibangkitkan dengan cara
insertion dan swap. Insertion adalah memindahkan pengerjaan suatu job dari
suatu mesin untuk dikerjakan pada mesin lainnya, sedangkan yang dimaksud dengan swap adalah pertukaran satu job pada suatu mesin ke job lain di mesin lainnya. Melalui insertion dan swap bisa didapatkan kemungkinan-kemungkinan solusi baru yang sesuai dengan konsep metode filtered beam
search. Kemungkinan-kemungkinan tersebut dievaluasi nilai-nilainya untuk
mengetahui perubahan nilai atas kemungkinan-kemungkinan tersebut.
4. Dari nilai-nilai yang didapat kemudian dicari node terbaik sebanyak
beam_width, node yang diambil bisa dari kemungkinan insertion atau swap,
disimpan sebagai variabel node_baru.
5. Cek_kondisi_lokal_maksimum adalah suatu fungsi untuk mendeteksi kondisi
flat lokal maksimum, hal ini dapat dideteksi dengan membandingkan
nilai-nilai node beberapa level sebelumnya dengan nilai-nilai node di level sekarang, bila nilai menunjukan perubahan yang monoton atau tidak berubah-ubah maka dapat disimpulkan terjadinya flat lokal maksimum, pada saat terjadinya ini variabel kondisi_lokal_maksimum ditandai dengan nilai true.
6. Bila kondisi_lokal_maksimum sama dengan false maka update node_lama dengan node_cadangan, node_cadangan adalah sejumlah child yang bukan
node terbaik yang disimpan sebanyak filter_width sebelum terjadinya flat
Namum, bila kondisi kondisi_lokal_maksimum sama dengan false atau tidak terpenuhi maka node_lama di-update dengan nilai node_baru.
7. Cek apakah nilai-nilai node_baru lebih baik daripada solusi_optimal sekarang ini, bila ya maka ambil node_baru sebagai solusi_optimal baru begitu juga selanjutnya bandingkan terus sampai ada nilai node_baru yang lebih baik lagi.
3.2.3 Peramalan (estimasi)
Peramalan dilakukan untuk mencari persamaan regresi yang nantinya akan digunakah dalam perhitungan bobot job yang akan ditempatkan pada masing-masing mesin. Persamaan regresi yang akan dicari adalah persamaan regresi linear yang berfungsi untuk menghitung perbandingan bobot job terhadap waktu yang dibutuhkan masing-masing mesin untuk menyelesaikan tiap job. Dalam hal ini diasumsikan bahwa bobot job pada suatu mesin dipengaruhi oleh banyaknya jumlah lembar cetakan pada kondisi luas bidang cetak berukuran A3 (29.7 cm x 42 cm), cetakan full colour (4 warna), cetakan pada satu sisi (tidak bolak-balik), dan ketebalan kertas diasumsikan sama.
Persamaan regresi akan dicari terhadap tiap mesin karena tiap mesin mempunyai spesifikasi dan kinerja yang berbeda. Data untuk analisis peramalan adalah data sekunder yang diperoleh dari PT. Swadharma Eragrafindo Sarana yang merupakan hasil pencatatan terhadap hasil produksi pada November - Desember 2006.
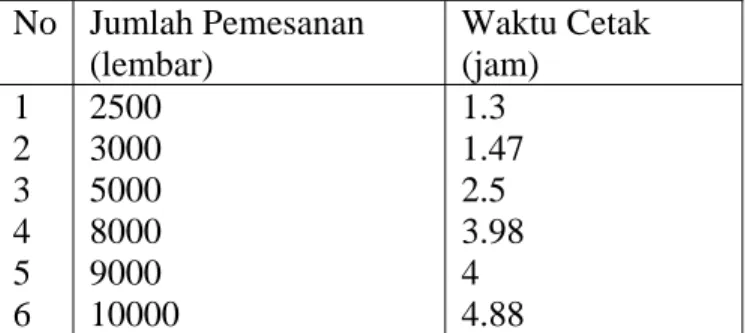
1. Mesin Heidelberg SORMZ
Tabel 3.2 Data Waktu Cetak Heidelberg SORMZ No Jumlah Pemesanan (lembar) Waktu Cetak (jam) 1 2 3 4 5 6 1000 3000 5000 7500 8000 10000 0.3 1.2 1.72 2.52 2.7 3.39
Persamaan regresi untuk waktu cetak terhadap jumlah pemesanan pada mesin Heidelberg SORMZ dengan menggunakan persamaan Y = a + b
X, di mana Y adalah waktu cetak dan X adalah jumlah pemesanan.
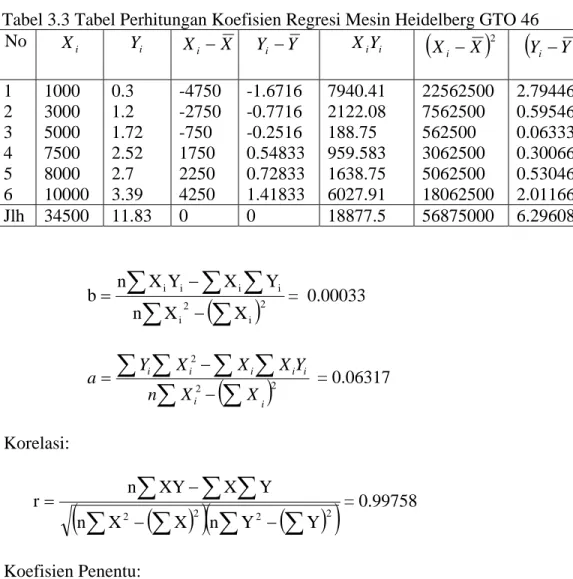
Tabel 3.3 Tabel Perhitungan Koefisien Regresi Mesin Heidelberg GTO 46 No X i Y i Xi −X Yi − Y XiYi
(
)
2 X Xi −(
)
2 Y Yi − 1 2 3 4 5 6 1000 3000 5000 7500 8000 10000 0.3 1.2 1.72 2.52 2.7 3.39 -4750 -2750 -750 1750 2250 4250 -1.6716 -0.7716 -0.2516 0.54833 0.72833 1.41833 7940.41 2122.08 188.75 959.583 1638.75 6027.91 22562500 7562500 562500 3062500 5062500 18062500 2.794469 0.595469 0.063336 0.300669 0.530469 2.011669 Jlh 34500 11.83 0 0 18877.5 56875000 6.296083(
)
2 i 2 i i i i i X X n Y X Y X n b∑
∑
∑
∑
∑
− − = = 0.00033(
)
∑
∑ ∑
∑
∑
∑
− − = 2 2 2 i i i i i i i X X n Y X X X Y a = 0.06317 Korelasi:(
)
(
2 2)
(
2(
)
2)
Y Y n X X n Y X XY n r∑
∑
∑
∑
∑
∑
∑
− − − = = 0.99758 Koefisien Penentu:R2 = ( r )2 = 0.99517 2. Mesin Heidelberg GTOZ52
Tabel 3.4 Data Waktu Cetak Heidelberg GTOZ52 No Jumlah Pemesanan (lembar) Waktu Cetak (jam) 1 2 3 4 5 6 2500 3000 5000 8000 9000 10000 1.3 1.47 2.5 3.98 4 4.88
Persamaan regresi untuk waktu cetak terhadap jumlah pemesanan pada mesin Heidelberg GTOZ52 dengan menggunakan persamaan Y = a + b X, di mana Y adalah waktu cetak dan X adalah jumlah pemesanan.
Tabel 3.5 Tabel Perhitungan Koefisien Regresi Mesin Heidelberg GTOZ52 No X i Y i Xi −X Yi − Y XiYi
(
)
2 X Xi −(
Yi −Y)
2 1 2 3 4 5 6 2500 3000 5000 8000 9000 10000 1.3 1.47 2.5 3.98 4 4.88 -3750 -3250 -1250 1750 2750 3750 -1.72166 -1.55166 -0.52166 0.95833 0.97833 1.85833 6456.25 5042.91 652.083 1677.08 2690.41 6968.75 14062500 10562500 1562500 3062500 7562500 14062500 2.96413 2.40766 0.27213 0.91840 0.95713 3.45340 Jlh 37500 18.13 0 0 23487.5 14062500 10.9728(
)
2 i 2 i i i i i X X n Y X Y X n b∑
∑
∑
∑
∑
− − = = 0.00046(
)
∑
∑ ∑
∑
∑
∑
− − = 2 2 2 i i i i i i i X X n Y X X X Y a = 0.13622 Korelasi:(
)
(
2 2)
(
2(
)
2)
Y Y n X X n Y X XY n r∑
∑
∑
∑
∑
∑
∑
− − − = = 0.99409Koefisien Penentu: R2 = ( r )2 = 0.98821 3. Mesin Heidelberg GTO 46
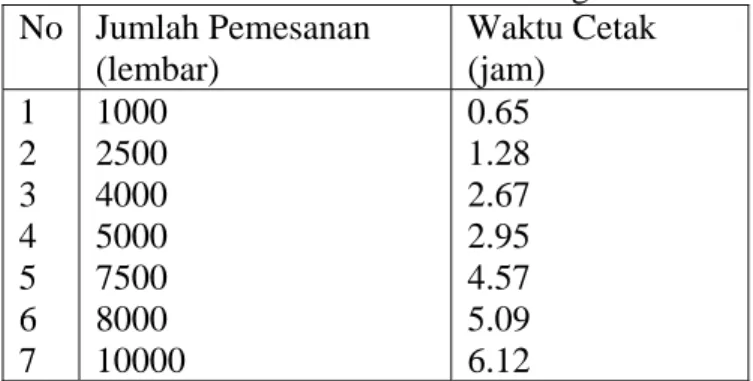
Tabel 3.6 Data Waktu Cetak Heidelberg GTO 46 No Jumlah Pemesanan (lembar) Waktu Cetak (jam) 1 2 3 4 5 6 7 1000 2500 4000 5000 7500 8000 10000 0.65 1.28 2.67 2.95 4.57 5.09 6.12
Persamaan regresi untuk waktu cetak terhadap jumlah pemesanan pada mesin Heidelberg GTO 46 dengan menggunakan persamaan Y = a + b X, di mana Y adalah waktu cetak dan X adalah jumlah pemesanan.
Tabel 3.7 Tabel Perhitungan Koefisien Regresi Mesin Heidelberg GTO 46 No X i Y i Xi − X Yi − Y XiYi
(
)
2 X Xi −(
Yi −Y)
2 1 2 3 4 5 6 7 1000 2500 4000 5000 7500 8000 10000 0.65 1.28 2.67 2.95 4.57 5.09 6.12 -4428.57 -2928.57 -1428.57 -428.571 2071.42 2571.42 4571.42 -2.68285 -2.05285 -0.66285 -0.38285 1.23714 1.75714 2.78714 11881.22 6011.93 946.93 164.08 2562.65 4518.36 12741.22 19612244.8 8576530.6 2040816.3 183673.4 4290816.3 6612244.8 20897959.1 7.19772 4.21422 0.43937 0.14657 1.53052 3.08755 7.76816 Jlh 38000 23.33 0 0 38826.42 62214285.7 24.3841(
)
2 i 2 i i i i i X X n Y X Y X n b∑
∑
∑
∑
∑
− − = = 0.00062(
)
∑
∑ ∑
∑
∑
∑
− − = 2 2 2 i i i i i i i X X n Y X X X Y a = -0.05498 Korelasi:(
)
(
2 2)
(
2(
)
2)
Y Y n X X n Y X XY n r∑
∑
∑
∑
∑
∑
∑
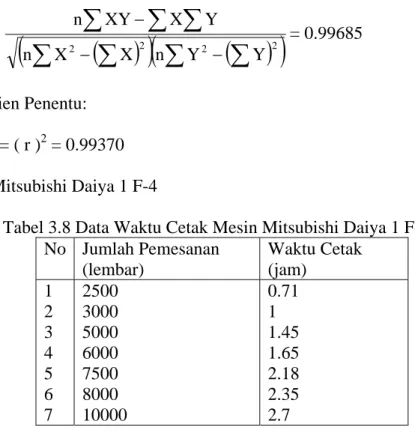
− − − = = 0.99685 Koefisien Penentu: R2 = ( r )2 = 0.99370 4. Mesin Mitsubishi Daiya 1 F-4Tabel 3.8 Data Waktu Cetak Mesin Mitsubishi Daiya 1 F-4 No Jumlah Pemesanan (lembar) Waktu Cetak (jam) 1 2 3 4 5 6 7 2500 3000 5000 6000 7500 8000 10000 0.71 1 1.45 1.65 2.18 2.35 2.7
Persamaan regresi untuk waktu cetak terhadap jumlah pemesanan pada mesin Mitsubishi Daiya 1 F-4 dengan menggunakan persamaan Y = a + b X, di mana Y adalah waktu cetak dan X adalah jumlah pemesanan.
Tabel 3.9 Tabel Perhitungan Koefisien Regresi Mesin Mitsubishi Daiya 1 F-4 No X i Y i Xi −X Yi −Y XiYi
(
)
2 X Xi −(
Yi −Y)
2 1 2 3 4 5 6 7 2500 3000 5000 6000 7500 8000 10000 0.71 1 1.45 1.65 2.18 2.35 2.7 -3500 -3000 -1000 0 1500 2000 4000 -1.01 -0.72 -0.27 -0.07 0.46 0.63 0.98 3535 2160 270 0 690 1260 3920 12250000 9000000 1000000 0 2250000 4000000 16000000 1.0201 0.5184 0.0729 0.0049 0.2116 0.3969 0.9604 Jlh 42000 12.04 0 0 11835 44500000 3.1852(
)
2 i 2 i i i i i X X n Y X Y X n b∑
∑
∑
∑
∑
− − = = 0.00027(
)
∑
∑ ∑
∑
∑
∑
− − = 2 2 2 i i i i i i i X X n Y X X X Y a = 0.12427 Korelasi:(
)
(
2 2)
(
2(
)
2)
Y Y n X X n Y X XY n r∑
∑
∑
∑
∑
∑
∑
− − − = = 0.99408 Koefisien Penentu: R2 = ( r )2 = 0.98819 3.2.4 Perancangan DatabaseProgram aplikasi penjadwalan yang dibuat akan menggunakan database Microsoft Access dengan nama file database.mdb, ada dua buah tabel yang akan
digunakan. Tabel pertama dibuat agar dapat melihat penjadwalan produksi yang sudah pernah dilakukan, dan diberi nama tabel jobs, sedangkan tabel kedua untuk
menyimpan persamaan regresi linear bobot job terhadap masing-masing mesin
dan diberi nama tabel bobot_job.
Berikut adalah kolom-kolom yang terdapat pada tabel jobs:
o kode_job
Tipe : Text.
Panjang : 6.
Keterangan : Primary key dan kode pengenalan terhadap suatu job, diisi
dengan 6 digit angka. o jumlah
Dekripsi : Banyaknya jumlah cetakan yang dipesan dalam satuan lembar. o nama_job
Tipe : Text.
Panjang : 20.
Keterangan : Pengenalan berupa nama untuk memudahkan pembacaan disamping kode job.
o warna
Tipe : Number, long integer.
Dekripsi : Banyaknya jumlah warna yang butuhkan pada cetakan, pilihan yang tersedia adalah 1, 2, 3 atau 4.
o ukuran
Tipe : Text.
Panjang : 10.
Keterangan : Ukuran asli hasil cetakan yang dipesan pelanggan, pilihan yang tersedia ‘1/4 A4’, ‘1/2 A4’, ‘A4’ atau ‘A3’.
o dua_sisi
Tipe : Text.
Panjang : 5.
Keterangan : Apakah pesanan pelanggan menginginkan hasil cetakan berupa satu sisi atau dua sisi, pilihan yang tersedia ‘Ya’ atau ‘Tidak’. o no_mesin
Tipe : Number, long integer.
Keterangan : Nomor mesin yang akan memproses job tersebut.
Tipe : Number, long integer.
Keterangan : Waktu yang dibutuhkan job tersebut untuk dikerjakan pada
mesin yang bersangkutan. o waktu_mulai
Tipe : Date/time, general date.
Keterangan : Kapan job tersebut mulai dikerjakan.
Berikut adalah kolom-kolom yang terdapat pada tabel bobot_job untuk
menyimpan hasil persamaan regresi linear berdasarkan data-data yang ada: o no_mesin
Tipe : Number, long integer.
Keterangan : Primary key dan pengenalan atas nomor mesin.
o a
Tipe : Number, long integer.
Keterangan : Nilai a dari persamaan Y = a + bX.
o b
Tipe : Number, long integer.
Keterangan : Nilai b dari persamaan Y = a + bX.
3.2.5 Perancangan Modul
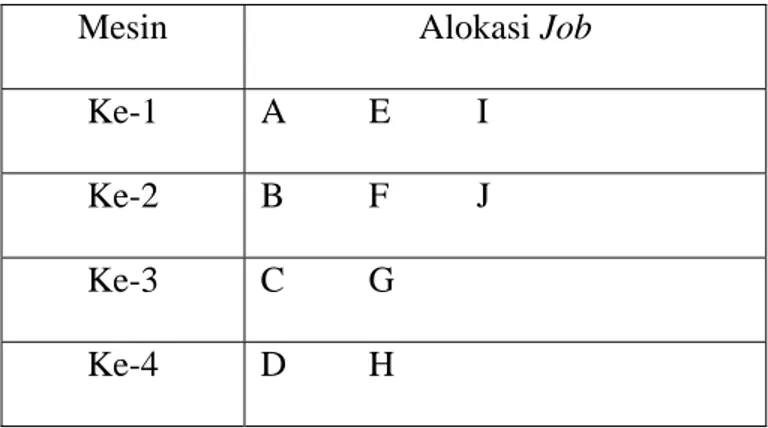
Modul-modul yang akan digunakan adalah sebagai berikut: a. Modul initial state
Initial state adalah langkah awal untuk menghasilkan solusi awal dengan cara
memasukkan job secara berurutan pada tiap mesin. Misal ada 10 buah job
dengan nama job A, B, C, D, E, F, G, H, I, J yang akan dialokasikan pada 4
Tabel 3.10Contoh initial state
Mesin Alokasi Job
Ke-1 A E I
Ke-2 B F J
Ke-3 C G
Ke-4 D H
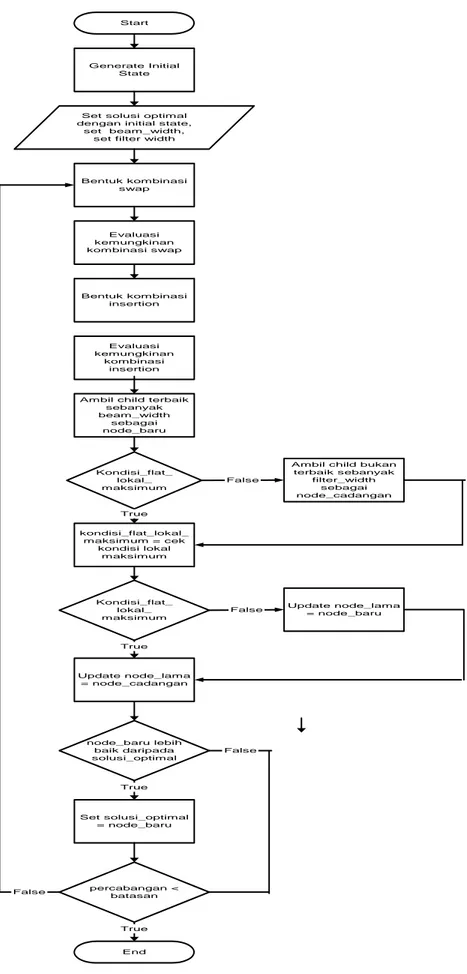
b. Modul filtered beam search
Berikut adalah flow chart modul filtered beam search yang digunakan dalam
Start
Generate Initial State
Set solusi optimal dengan initial state,
set beam_width, set filter width
Bentuk kombinasi swap Evaluasi kemungkinan kombinasi swap Bentuk kombinasi insertion Evaluasi kemungkinan kombinasi insertion
Ambil child terbaik sebanyak beam_width sebagai node_baru Kondisi_flat_ lokal_ maksimum False
Ambil child bukan terbaik sebanyak filter_width sebagai node_cadangan True kondisi_flat_lokal_ maksimum = cek kondisi lokal maksimum Kondisi_flat_ lokal_ maksimum True Update node_lama = node_cadangan
False Update node_lama = node_baru node_baru lebih baik daripada solusi_optimal True Set solusi_optimal = node_baru percabangan < batasan False False True End
c. Modul regresi linear sederhana dan korelasi
Modul ini adalah modul yang digunakan untuk menghitung nilai koefisien korelasi, koefisien penentu dan persamaan fungsi regresi linear sederhana berdasarkan input variabel bebas (disini berupa bobot job) dan variabel tidak
bebas (berupa waktu dalam satuan jam). d. Modul grafik penjadwalan
Modul grafik penjadwalan adalah modul untuk mengilustrasikan hasil optimasi penjadwalan yang didapat menggunakan metode filtered beam search sehingga bisa terlihat urutan pengerjaan job secara berurutan dan
banyaknya waktu yang dibutuhkan. e. Modul grafik persamaan linear
Modul grafik persamaan linear adalah modul untuk menggambarkan grafik fungsi linear beserta koordinat penyusun fungsi regresi linear
3.2.6 Perancangan Tampilan Layar
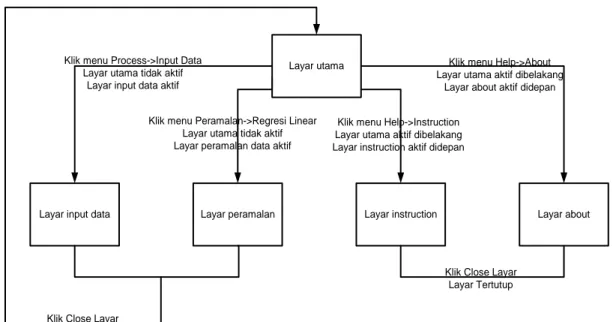
Program aplikasi akan dibuat menggunakan 5 layar tampilan, yaitu layar utama, layar input data, layar peramalan, layar instruction, dan layar about.
Layar utama
Layar input data Layar peramalan Layar instruction Layar about Klik menu Peramalan->Regresi Linear
Layar utama tidak aktif Layar peramalan data aktif Klik menu Process->Input Data
Layar utama tidak aktif Layar input data aktif
Klik Close Layar Layar Tertutup Layar Utama Aktif
Klik menu Help->Instruction Layar utama aktif dibelakang Layar instruction aktif didepan
Klik Close Layar Layar Tertutup Klik menu Help->About Layar utama aktif dibelakang
Layar about aktif didepan
Gambar 3.4State transition diagram antar layar
Dibawah ini adalah rancangan layar berikut rancangan layarnya. 1. Layar Utama
Layar ini adalah layar yang pertama kali tampil ketika program dijalanakan, dan dikatakan layar utama karena dari sini pengguna program dapat bernavigasi ke layar lainnya. Komponen-komponen dan pengunaan yang ada dalam layar ini adalah sebagai berikut.
o Pilihan menu untuk bernavigasi ke layar lainnya, dimana tiap layar dikelompokkan sesuai dengan fungsinya masing-masing.
o Tabel data-data job yang hendak dijadwalkan atau bisa juga berikut kolom tambahan hasil penjadwalan setelah di proses.
o Grafik alokasi job pada tiap mesin sebagai hasil visualisasi penjadwalan. o Tombol ‘Save Grafik’ untuk menyimpan grafik alokasi job.
Penjadwalan dengan Filtered Beam Search
Hitung Penjadwalan Process Peramalan Help
Input Data
Exit
Regresi Linear Instruction
About
Save Grafik
Exit
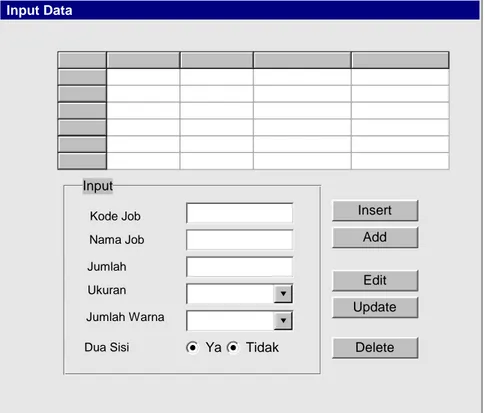
Gambar 3.5Perancangan layar utama 2. Layar input data
Pada layar pengguna program dapat memasukkan, mengedit atau menghapus data-data job yang akan dijadwalkan. Komponen-komponen dan pengunaan
yang ada dalam layar ini adalah sebagai berikut. o Tabel data-data job yang hendak dijadwalkan.
o Field yang disediakan untuk menginput atau mengedit data-data. o Tombol ‘Insert’ dan ‘Add’ untuk menginput suatu baris data. o Tombol ‘Edit’ dan ‘Update’ untuk mengedit suatu baris data. o Tombol ‘Delete’ untuk menghapus suatu baris data.
Input Data Input Kode Job Nama Job Jumlah Ukuran Jumlah Warna Ya Tidak Dua Sisi Insert Add Edit Update Delete
Gambar 3.6Perancangan layar input data
3. Layar peramalan
Layar peramalan digunakan menghitung nilai regresi linear sederhana dan korelasi antara nilai-nilai variabel bebas dan variabel tidak bebas. Komponen-komponen dan pengunaan yang ada dalam layar ini adalah sebagai berikut.
o Tabel data-data variabel bebas dan variabel tidak bebas beserta nilai-nilai perhitungan lainnya.
o Field yang disediakan untuk menginput variabel-variabel. o Tombol ‘Masukkan’ untuk memasukkan satu baris data. o Tombol ‘Hitung Korelasi’ untuk menghitung nilai korelasi.
o Tombol ‘Hitung Regresi’ untuk mendapatkan persamaan regresi linear dan menghasilkan grafik persamaan linear.
o Pilihan update bobot mesin dan tombol ‘Update’ untuk mengganti bobot mesin pada tabel dalam database.
o Tombol ‘Hitung nilai Y’ digunakan untuk menghitung nilai Y berdasarkan input nilai X.
Korelasi dan Regresi
X Y Masukkan Kosongkan Tabel r (Koefisien Korelasi) Koefisien Penentu Regresi Linear Hitung Korelasi Hitung Regresi Save Grafik Update Update bobot mesin X Y Hitung nilai Y
Gambar 3.7Perancangan layar peramalan 4. Layar instruction
Layar instruction berisi penjelasan/panduan untuk penggunaan program
secara singkat. Komponen-komponen dan pengunaan yang ada dalam layar ini adalah sebagai berikut.
o Kotak untuk menampilkan penjelasan/panduan penggunaan program. o Tombol ‘Exit’ untuk menutup layar.
Instruction
Exit
Gambar 3.8Perancangan layar instruction
5. Layar about
Layar about berisi keterangan tentang penulis dan tujuan program dibuat.
Komponen-komponen dan pengunaan yang ada dalam layar ini adalah sebagai berikut.
o Kotak untuk menampilkan keterangan tentang penulis dan tujuan program dibuat.
Instruction
Exit