Meminimasi MLT (Rahmi Maulidya, dkk) Jurnal Teknik Industri ISSN: 1411-6340 264
MEMINIMASI MANUFACTURING LEAD TIME MENGGUNAKAN
VALUE STREAM MAPPING DAN DAMPAKNYA PADA
BULLWHIP EFFECT
Rahmi Maulidya, Aziz Hamka
Laboratorium Sistem Produksi, Jurusan Teknik Industri, FTI, Universitas Trisakti Email : [email protected], [email protected]
ABSTRACT
Permintaan pasar yang tidak terpenuhi dapat mengakibatkan meningkatnya variabilitas antara jumlah produksi dan permintaan. Selain menyebabkan terjadinya pemborosan, keadaan ini juga mendorong terjadinya bullwhip effect. Pada kasus perusahaan yang memproduksi produk rumah tangga berbahan plastik, diperoleh nilai BE melebihi 1, yang menandai terjadinya bullwhip effect. Bullwhip effect yang terjadi disebabkan oleh dua faktor utama yaitu peramalan permintaan dan lead time. Peramalan permintaan mempengaruhi jumlah ketersediaan bahan baku sedangkan lead time memperhatikan manufacturing led time. Pada penelitian diperlihatkan bahwa perbaikan yang dilakukan pada penentuan jumlah produksi melalui peramalan permintaan dapat memperkecil variabilitas Bullwhip Effect. Minimasi Manufacturing Lead Time (MLT) dilakukan dengan menghilangkan dan menggabungkan beberapa operasi produksi. Keterkaitan antara Manufacturing Lead Time dengan ketersediaan bahan baku memiliki hubungan dalam mengurangi nilai Bullwhip Effect sebesar 64,3%.
Key Words : Manufacturing Lead Time, Process Cycle Efficiency, Bullwhip Effect
1. PENDAHULUAN
Dalam perkembangan rantai pasok, pemasok dan penjual melakukan pengamatan terhadap kinerja rantai pasok. Ketika konsumen meminta produk yang umum, persediaan dan level back-order menjadi sangat berfluktuasi. Tidak terpenuhinya permintaan konsumen dapat mengakibatkan meningkatnya variabilitas antara jumlah produksi dan permintaan yang mendorong pada keadaan bullwhip effect. Pada tingkatan rantai pasok, retailer menentukan permintaan konsumen dan melalukan pemesanan pada wholesaler, kemudian wholesaler menerima produk dari distributor yang dibuat oleh pabrik (Simchi-Levi at.al, 2008).
Peningkatan dalam variabilitas pada rantai pasok direferensikan sebagai bullwhip effect pada empat tingkatan sederhana manajemen rantai pasok yaitu: retailer, wholesaler, distributor dan factory. Retailer menentukan permintaan konsumen dan melakukan pemesanan terhadap wholesaler. Wholesaler menerima produk dari distributor, yang memesan kepada factory (Simchi-Levi et al, 2008).
Penelitian ini memiliki tujuan untuk meminimasi nilai Bullwhip Effect untuk meningkatkan kinerja perusahaan melalui ketersediaan bahan baku dan perbaikan pada lead time. Batasan dalam penelitian ini adalah tidak membahas masalah biaya dan tidak membahas permasalahan yang diakibatkan oleh faktor eksternal, khususnya supplier.
2. TINJAUAN LITERATUR
2.1.Value Stream Mapping
Meminimasi MLT (Rahmi Maulidya, dkk) Jurnal Teknik Industri ISSN: 1411-6340 265 Operasi lainnya meningkatkan kompleksitas
proses yang menghasilkan biaya dan cycle time yang lebih tinggi. Kategori pertama berisikan business value added (BVA) sering tidak diperlihatkan dari konsumen, tetapi konsumen terpaksa untuk menanggung pembiayaan produk atau jasa dengan kebutuhan konsumen. Operasi BVA terjadi karena keterbatasan teknologi yang tidak dapat dihilangkan. Meskipun operasi BVA mungkin diperlukan dalam waktu singkat, BVA seharusnya dihilangkan secara periodik dari proses ketika dapat dilakukan. Kategori kedua berisikan operasi-operasi yang sebetulnya tidak diperlukan baik dari internal maupun eksternal kebutuhan konsumen, yaitu non value added (NVA). Operasi NVA harus segera dihilangkan dari proses. Operasi BVA dan NVA terdiri dari transportasi, menunggu, inspeksi, evaluasi, perbaikan, dan administrasi. Salah satu indikator kinerja kunci dari value stream process ialah process cycle efficiency (PCE) yang dirumuskan sebagai berikut
=
!" # $% &' (1)
2.2.Manajemen Rantai Pasok
Manajemen rantai pasok adalah sebuah bagian pendekatan yang digunakan untuk menggabungkan secara efisien antara pemasok, manufaktur, gudang, dan toko, sehingga produk dihasilkan dan didistribusikan pada jumlah, tempat, dan waktu yang tepat, dengan tujuan untuk meminimasi biaya perluasan sistem ketika memenuhi kebutuhan pelayanan (Simchi-Levi et al, 2008). Definisi tersebut menyebabkan beberapa observasi. Pertama, manajemen rantai pasok menyebabkan pertimbangan setiap fasilitas yang memiliki dampak pada biaya dan memainkan peran dalam menghasilkan produk yang sesuai kebutuhan konsumen, yaitu dari pemasok dan fasilitas manufaktur melalui gudang dan pusat distribusi ke penjual dan toko. Bahkan, dalam beberapa analisa rantai pasok, hal ini penting untuk memperhitungkan pemasok dari pemasok dan konsumen dari konsumen karena memiliki sebuah dampak dalam pelaksanaan rantai pasok (Simchi-Levi et al, 2008).
Kedua, objek dari manajemen rantai pasok ialah menjadikan efisien dan
efekstifitas biaya di seluruh sistem; jumlah biaya perluasan sistem, mulai transportasi dan distribusi hingga inventori baik bahan mentah, barang setengah jadi, dan barang jadi seminimal mungkin. Demikian, penekanan tidak sesederhana meminimalisir biaya transportasi atau mengurangi inventori tetapi, sebaliknya, dalam mengambil sebuah pendekatan sistem ke manajemen rantai pasok (Simchi-Levi et al, 2008). Akhirnya, karena manajemen rantai pasok dilakukan di antara integrasi efisiensi dari pemasok, manufaktur, penyimpanan, dan tempat penjualan yang mencakup aktifitas perusahaan di berbagai tingkatan, dari tingkat strategi hingga taktis tingkat operasional. Hal-hal yang membuat manajemen rantai pasok sulit dilakukan terdapat 3 hal, yaitu pertama, strategi rantai pasok tidak dapat diterapkan dalam batasan-batasan. Kedua, rantai pasok memacu untuk mendesain dan mengoperasikan sebuah total biaya perluasan sistem secara minim, dan perluasan sistem pada tingkat pelayanan dipelihara. Ketiga, ketidakpastian dan resiko melekat di setiap rantai pasok (Simchi-Levi et al, 2008).
Tantangan di integrasi rantai pasok tentu saja mengkoordinasikan aktifitas antar rantai pasok sehingga perusahaan dapat meningkatkan performa yaitu menekan biaya, meningkatkan pelayanan, mengurangi bullwhip effect, memanfaatkan sumber daya dengan lebih baik, dan tanggap secara efektif terhadap perubahan pasar. Seperti banyak perusahaan telah menyadari, tantangan yang ada tidak hanya koordinasi produksi, transportasi, dan keputusan inventori, tetapi lebih umum, pengintegrasian front end dari rantai pasok, permintaan konsumen sampai dengan back end rantai pasok, pembagian produksi dan manufaktur.
2.3.Distorsi Informasi dan Bullwhip Effect 2.3.1. Distorsi Informasi
Meminimasi MLT (Rahmi Maulidya, dkk) Jurnal Teknik Industri ISSN: 1411-6340 266 tingkat pelanggan akhir berubah menjadi
fluktuatif di bagian hulu rantai pasok dan semakin ke hulu peningkatan tersebut semakin besar, fenomena ini dinamakan dengan bullwhip effect (Pujawan, 2005).
2.3.2. Penyebab Bullwhip Effect
Terdapat beberapa penyebab bullwhip effect yaitu peramalan permintaan, lead time, batch ordering, fluktuasi harga, dan peningkatan pesanan yang akan dijelaskan lebih detail.
1. Peramalan permintaan dilakukan hampir setiap perusahaan karena tidak ada perusahaan yang bisa mengetahui dengan pasti berapa produk yang akan diminta oleh pelanggan pada suatu periode tertentu. Apabila perusahaan menggunakan kebijakan persediaan reorder point atau order-up-to level (ada batas persediaan maksimum dan minimum), parameter persediaan seperti persediaan pengamanan, inventori maximum, dan sebagainya juga berubah dengan adanya pembaharuan ramalan permintaan, hal ini menyebabkan variabilitas order yang dipesan oleh ritel lebih besar dibandingkan dengan variabilitas permintaan yang diterimanya dari pelanggan terakhir. Model ramalan yang digunakan juga bisa berpengaruh terhadap intensitas bullwhip effect.
2. Lead time mudah dilihat bahwa kenaikan
variabilitas diperbesar dengan kenaikan lead time. Untuk tujuan ini, memperhitungkan safety stock levels dan base-stock levels, dalam berbagai macam akibat perkiraan dari rata-rata dan standar deviasi permintaan konsumen dengan menjumlahkan lead time dan perhitungan periodik.
3. Batch ordering mengakibatkan ritel akan
memesan dalam jumlah yang lebih besar karena proses produksi dan pengiriman produk tidak akan ekonomis bila dilakukan dalam ukuran kecil.
4. Fluktuasi harga dapat mengakibatkan terjadinya bullwhip effect. Jika harga berfluktuasi, ritel sering berusaha untuk meningkatkan persediaan barang ketika harga murah.
5. Peningkatan pesanan konsumen mengakibatkan situasi permintaan lebih tinggi dari persediaan, ritel sering melakukan apa yang dinamakan rationing,
yakni hanya memenuhi pesanan pelanggan dalam sekian persen dari volume yang dipesan. Kekurangan stok terjadi setiap saat dan tidak mudah untuk diprediksi. Akibatnya, sering kali saat sebenarnya persediaan mencukupi, pelanggan mengubah atau membatalkan pesanan.
2.3.3. Mengukur Bullwhip Effect
Pengukuran bullwhip effect tidak mudah dilakukan. Ukuran bullwhip effect pada suatu eselon rantai pasok merupakan perbandingan antara koefisien variansi dari order dan koefisien variansi dari permintaan. Formulasi matematik dapat dilihat pada persamaan (2).
CV (produksi) : koefisien variansi produksi. CV (demand) : koefisien variansi permintaan.
S (produksi) : standar deviasi produksi. mu (produksi) : rata-rata produksi. S (demand) : standar deviasi demand. mu (demand) : rata-rata demand.
3. METODOLOGI PENELITIAN
Meminimasi MLT (Rahmi Maulidya, dkk) Jurnal Teknik Industri ISSN: 1411-6340 267 lead time dan ketersediaan bahan baku pada
penelitian ini yang akan memperlihatkan dampak terhadap nilai Bullwhip Effect.
4. HASIL
Kasus produk peralatan rumah tangga berbahan plastik memiliki data permintaan dan data produksi selama tiga bulan yang dibagi dalam satuan unit per minggu. Produk yang diamati adalah Produk A dan B dimana kedua produk tersebut berada pada satu lini produksi yang sama.
4.1. Value Stream Mapping
Value stream mapping merupakan peta aliran proses produksi dari proses pemesanan, penyediaan bahan baku hingga produk didistribusikan ke konsumen. Salah satu tujuan pembuatan value stream mapping adalah untuk memperoleh manufacturing lead time pembuatan produk yang diamati. Pada Gambar 1 ditunjukkan value stream mapping yang dihasilkan untuk produk A dan B yang berada pada satu lini produksi yang sama. Kemudian akan diperoleh pembagian kategori aktivitas produksi yang ada menjadi value added time (VA), bussiness value added time (BVA), dan non value added time (NVA). Tujuan dari pembagian ketiga kategori ialah untuk meminimasi manufacturing lead time sehingga dapat meningkatkan kapasitas produksi dengan waktu produksi yang
tersedia dan dapat diperoleh nilai process cycle efficiency (PCE). Perhitungan untuk Produk A dan B yang berada pada lini produksi yang sama memiliki nilai total manufacturing lead time sebesar 237,62 detik dan value added time sebesar 127,13 detik. Perhitungan process cycle efficiency adalah :
<=>?@AA BC?D@ EFFG?G@H?C <BE =
!" # $% &' = IJK,IM
JMK,NJ= 53,5 %
4.2. Pengukuran Bullwhip Effect
Pengukuran bullwhip effect bertujuan untuk mengetahui nilai bullwhip effect produk yang diamati. Pengukuran nilai bullwhip effect (BE) ini menggunakan nilai sproduksi dan muproduksi untuk produksi dan sorder dan muorder untuk demand. Nilai BE menggunakan persamaan (2) untuk Produk A dan B masing-masing dapat dilihat pada tabel 1.
Table 1. Data Permintaan dan Data Produksi Produk A Produk B
AVR Demand 2058,33 1984,5
Produksi 1965,67 1847,5
STD Demand 55,73 72,98
Produksi 113,74 146,92
CV Demand 0,027 0,037
Produksi 0,058 0,08
Meminimasi MLT (Rahmi Maulidya, dkk) Jurnal Teknik Industri ISSN: 1411-6340 268 Gambar 1. Value Stream Mapping untuk lini produksi produk A dan produk B
4.3. Perbaikan
Perbaikan yang dilakukan terbagi dua berdasarkan nilai manufacturing lead time dan berdasarkan nilai Bullwhip Effect.
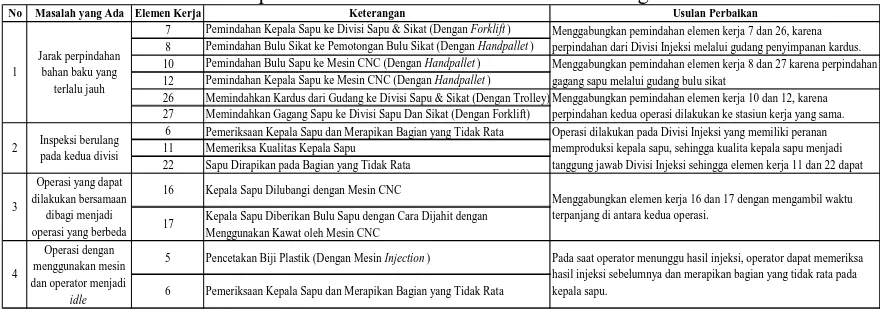
Nilai manufacturing lead time yang diperoleh dari masing-masing produk di atas 50% yang menandakan efisiensi proses produksi sudah cukup baik dimana titik efisiensi proses produksi untuk perusahaan di Indonesia pada umumnya sebesar 30% (Gaspersz, 2011). Namun, jika dirincikan lebih lanjut, terdapat beberapa elemen kerja yang dapat digabungkan sehingga dapat meminimasi manufacturing lead time. Perbaikan yang dilakukan untuk meminimasi manufacturing leadtime dengan perbaikan sistem kerja terlihat pada tabel 2.
Tabel 2. Usulan perbaikan untuk meminimasi manufacturing lead time
Nilai bullwhip effect pada produk melebihi nilai 1 yang disebabkan oleh variabilitas yang cukup tinggi yang terlihat pada nilai rata-rata produksi maupun permintaan. Selisih jumlah permintaan dan kapasitas produksi juga menjadi salah satu penyebab terjadinya bullwhip effect yang terlihat dari selisih jumlah kebutuhan bahan baku. Faktor penyebab kurangnya persediaan bahan baku salah satunya adalah keterlambatan yang disebabkan oleh faktor eksternal seperti administrasi bea cukai dan sebagainya dimana hal tersebut menjadi batasan dalam penelitian ini dan jumlah yang tertera di tabel kebutuhan bahan baku menjadi usulan untuk perencanaan periode masa yang akan datang.
Rangkuman hasil penelitian untuk produk A dan produk B yang berada pada lini produksi yang sama dapat terlihat pada Tabel 3.
Tabel 3. Rangkuman Hasil Penelitian Produk A dan Produk B
Parameter Produk Sebelum Sesudah
Process Cycle Efficiency Produk A dan Produk B 53,5% 56,29%
Nilai Bullwhip Effect Produk A 2,148 1
Produk B 2,162 1,216
Hasil yang terkait dengan semua produk pada kasus yang diamati, memberikan hasil sebagai berikut:
• Pada Value Stream Mapping terdapat Business Value Added Time (BVA) dan Non Value Added Time (NVA) yang cukup panjang yaitu dengan rata-rata 45,29 % dari total waktu produksi. Setelah dilakukan perbaikan diperoleh penurunan Business Value Added Time (BVA) dan Non Value Added Time
(NVA) menjadi 34,93%. Minimasi Manufacturing Lead Time (MLT) yang telah dilakukan dengan menghilangkan dan menggabungkan beberapa operasi produksi menghasilkan penurunan terhadap MLT sebesar 15,63%, peningkatan terhadap Process Cycle Efficiency sebesar 7,27%, dan penurunan Bullwhip Effect sebesar 33,99%.
• Peramalan permintaan untuk menentukan jumlah ketersediaan bahan
No Masalah yang Ada Elemen Kerja Keterangan Usulan Perbaikan
7 Pemindahan Kepala Sapu ke Divisi Sapu & Sikat (Dengan Forklift ) 8 Pemindahan Bulu Sikat ke Pemotongan Bulu Sikat (Dengan Handpallet ) 10 Pemindahan Bulu Sapu ke Mesin CNC (Dengan Handpallet ) 12 Pemindahan Kepala Sapu ke Mesin CNC (Dengan Handpallet ) 26 Memindahkan Kardus dari Gudang ke Divisi Sapu & Sikat (Dengan Trolley) 27 Memindahkan Gagang Sapu ke Divisi Sapu Dan Sikat (Dengan Forklift)
6 Pemeriksaan Kepala Sapu dan Merapikan Bagian yang Tidak Rata 11 Memeriksa Kualitas Kepala Sapu
22 Sapu Dirapikan pada Bagian yang Tidak Rata
Operasi dengan menggunakan mesin dan operator menjadi
idle 4
Pada saat operator menunggu hasil injeksi, operator dapat memeriksa hasil injeksi sebelumnya dan merapikan bagian yang tidak rata pada kepala sapu.
Menggabungkan pemindahan elemen kerja 10 dan 12, karena perpindahan kedua operasi dilakukan ke stasiun kerja yang sama.
Menggabungkan elemen kerja 16 dan 17 dengan mengambil waktu terpanjang di antara kedua operasi.
5 Pencetakan Biji Plastik (Dengan Mesin Injection )
6 Pemeriksaan Kepala Sapu dan Merapikan Bagian yang Tidak Rata 16
17 Operasi yang dapat dilakukan bersamaan
dibagi menjadi operasi yang berbeda 3
Kepala Sapu Dilubangi dengan Mesin CNC
Kepala Sapu Diberikan Bulu Sapu dengan Cara Dijahit dengan Menggunakan Kawat oleh Mesin CNC
Menggabungkan pemindahan elemen kerja 7 dan 26, karena perpindahan dari Divisi Injeksi melalui gudang penyimpanan kardus. Jarak perpindahan
bahan baku yang terlalu jauh
1 Menggabungkan pemindahan elemen kerja 8 dan 27 karena perpindahan gagang sapu melalui gudang bulu sikat
Inspeksi berulang pada kedua divisi 2
Meminimasi MLT (Rahmi Maulidya, dkk) Jurnal Teknik Industri ISSN: 1411-6340 269 baku dilakukan dengan 2 metode untuk
jangka menengah yaitu metode regresi linier dan metode siklis. Dimana hasil peramalan permintaan yang diasumsikan sebagai target produksi, menunjukkan pengurangan nilai Bullwhip Effect pada produk yang diamati sebesar 69,68%. • Keterkaitan antara Manufacturing Lead
Time dengan ketersediaan bahan baku miliki hubungan dalam mengurangi nilai Bullwhip Effect sebesar 64,3%.
5. KESIMPULAN
Bullwhip effect yang terjadi di setiap produk yang diamati dapat dikurangi pada faktor pertama yaitu peramalan permintaan yang mempengaruhi ketersediaan bahan baku, serta faktor kedua yaitu manufacturing lead time yang dapat digambarkan menggunakan value stream mapping dengan perbaikan melalui evaluasi terhadap elemen kerja dalam proses produksi. Penelitian lebih lanjut untuk meminimasi Manufacturing lead time dalam kasus masih dapat dilakukan melalui perbaikan tata letak produksi.
6. DAFTAR PUSTAKA
Buffa, Elwood S. Manajemen Produksi / Operasi, jilid 2. Jakarta : Erlangga, 1984.
Krajewski, Lee J. And Ritzman, Larry P. Operations Management: Strategy and Analysis, 6th ed., PHI, 2002.
Londong, Dedy. 2012. Menentukan Lead Time Proses Produksi. Diunduh tanggal
11 April 2013 dari :
http://dedylondong.blogspot.com/2012/
01/bagaimana-cara-menentukan-lead-time.html
Sehgal, Vivek. 2009. Enterprise Supply Chain Management (Integrating Best-in-Class Processes). New Jersey : John Wiley & Sons.
Simchi-Levi, David, dkk. 2008. Designing and Managing the Supply Chain : Concepts, Strategies and Case Studies (3rd edition). New York : McGraw-Hill/Irwin.
Sutalaksana, Iftikar Z.,dkk. 1979. Teknik Tata Cara Kerja. Bandung : Institut Teknologi Bandung.
W. Martin, James. 2007. Lean Six Sigma for Supply Chain Management. USA : McGraw-Hill.
Webster, Scott. 2008. Principles and Tools for Supply Chain Management. New York : McGraw-Hill/Irwin.
Zakim, Ahmad. 2009. Sekilas tentang MRP (Online). Diunduh tanggal 24 April 2013 dari :http://ahmadzakim.blogspot.com/2009/