8
2.1 Sejarah Perusahaan
PT. ALCORINDO SEJAHTERA berada di Jalan Raya PLP Curug Km 6,2, Desa Serdang Wetan, Tangerang didirikan pada tahun 1989 oleh Bapak Erwin Haryadi dan mulai beroperasi pada tahun 1990. Saat ini luas tanah PT. ALCORINDO SEJAHTERA adalah 6000 m².
Pada awalnya PT. ALCORINDO SEJAHTERA (Alcorin) hanya berdiri di tanah seluas 3,5m x 64,4m persegi. Namun seiring dengan bertumbuh dan berkembangnya usaha, Alcorin dapat membeli tanah di belakang bangunan sebelumnya dengan melewati 4 tahap sampai mencapai luas tanah sekarang ini (± 6000 m²). Mesin-mesin produksi sebagian dibeli dan sebagian mesin mereka produksi sendiri (Contoh : Mesin Rolling, Dust Collector dan Pin Setting ). Pada umumnya, Alcorin memproduksi mesin-mesin dan suku cadang. Pada saat ini, Alcorin telah memiliki empat mesin CNC untuk mempermudah dan mempercepat proses produksi.
Untuk bahan baku, PT. ALCORINDO SEJAHTERA membeli dari supplier baik dari dalam kota maupun luar kota. Biasanya bahan baku yang mereka beli adalah pelat-pelat besi lembaran, block bearing, casting, dan besi dengan diameter dan panjang tertentu.
Dalam perkembangan bisnisnya, PT. ALCORINDO SEJAHTERA melakukan kerjasama dengan beberapa pihak perusahaan baik swasta maupun perusahaan negara. Salah satu perusahaan swasta yang sedang memesan produk dari PT. ALCORINDO SEJAHTERA adalah TOTO Co. (Perusahaan pembuat toilet). Perusahaan tersebut memesan beberapa ratus kereta dorong untuk meletakkan toilet. Beberapa saat yang lalu, Alcorin juga bekerjasama dengan Dinas Kebersihan DKI Jakarta dalam pembuatan bak sampah.
2.2 Struktur Organisasi
Struktur organisasi yang baik diperlukan dalam suatu perusahaan. Setiap perusahaan memiliki struktur organisasi yang berbeda-beda sesuai dengan jenis kegiatan yang dilakukan. Dengan adanya struktur organisasi akan memudahkan para anggota organisasi melihat bagaimana organisasi disusun dan dapat melihat tugas-tugas mereka secara jelas.
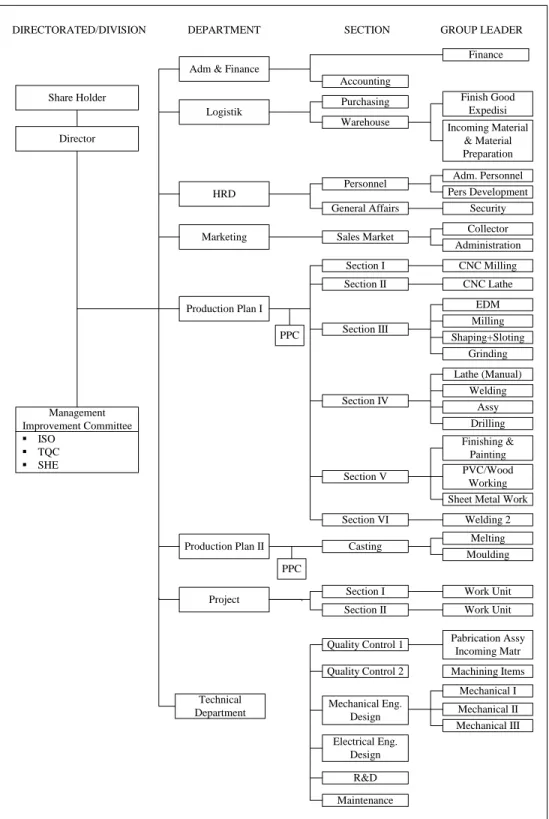
Struktur organisasi PT. ALCORINDO SEJAHTERA adalah struktur organisasi fungsional. Struktur organisasi ini menyatukan orang-orang yang menjalankan pekerjaan yang sama atau saling berhubungan dalam suatu perusahaan. Struktur organisasi fungsional akan memudahkan koordinasi diantara para anggotanya karena mereka sudah tahu dengan jelas tugas-tugas mereka dan di departemen mana mereka bekerja dan bertanggung-jawab.
Gambar 2.1 berikut ini menunjukkan struktur organisasi PT.ALCORINDO SEJAHTERA.
Share Holder
Adm & Finance
Director Management Improvement Committee ISO TQC SHE Finish Good Expedisi Incoming Material & Material Preparation Adm. Personnel HRD Logistik Accounting General Affairs Marketing Production Plan I Warehouse Project Personnel Technical Department Production Plan II PPC Section I R&D Sales Market Pers Development Purchasing Work Unit Moulding Melting Collector Security Work Unit Section VI Section V Section IV Section III Section II Finance Section I Section II Casting Electrical Eng. Design Mechanical Eng. Design Quality Control 2 Quality Control 1 PPC Maintenance Administration Shaping+Sloting Milling EDM CNC Lathe CNC Milling Welding Lathe (Manual) Grinding Assy Finishing & Painting Drilling PVC/Wood Working Sheet Metal Work
Welding 2 Mechanical II Mechanical I Machining Items Pabrication Assy Incoming Matr Mechanical III DIRECTORATED/DIVISION DEPARTMENT SECTION GROUP LEADER
Berdasarkan struktur organisasi pada gambar 2.1 maka dapat dilihat tugas, wewenang, dan tanggung jawab dari masing-masing fungsi :
1. Director
- Merencanakan, mengatur, mengkoordinir, dan mengawasi semua kegiatan yang berjalan di perusahaan.
- Membuat kebijakan-kebijakan yang dilakukan oleh perusahaan.
- Melakukan pemeriksaan laporan keuangan dan laporan kegiatan lainnya. - Merencanakan penambahan maupun pengurangan sumber daya manusia. - Mengambil keputusan.
2. Shares Holder (Pemegang Saham)
- Sebagai pemilik saham pada PT. ALCORINDO SEJAHTERA. - Mendapat pembagian keuntungan perusahaan.
3. Management Improvement Committee
Management Improvement Committee terdiri dari 3 bagian yaitu bagian yang menangani ISO (International Standard Organization), TQC (Total Quality Control), dan SHE (Safety Health Environtment).
4. Department
- Bertugas memberi laporan kerja langsung kepada direktur.
- Terdiri dari kepala departemen yang mengepalai masing-masing departemen, seperti :
▪ Administrasi dan Finance ▪ Logistik
▪ Human Resource Departement ▪ Marketing ▪ Production Plan I ▪ Production Plan II ▪ Project ▪ Technical Department 5. Section
- Bertugas mengepalai masing-masing kepala regu yang berada di bawahnya.
- Merupakan bagian-bagian dari departemen yang memberi laporan kerja langsung kepada masing-masing kepala departemen.
6. Group Leader (Kepala Regu)
- Bertugas mengepalai pekerja yang berada di masing-masing regu.
- Memberi laporan kerja langsung kepada masing-masing kepala sector/bagian.
7. Labor
- Melakukan proses kerja pada bagian masing-masing.
2.3 Manajemen Sumber Daya Manusia
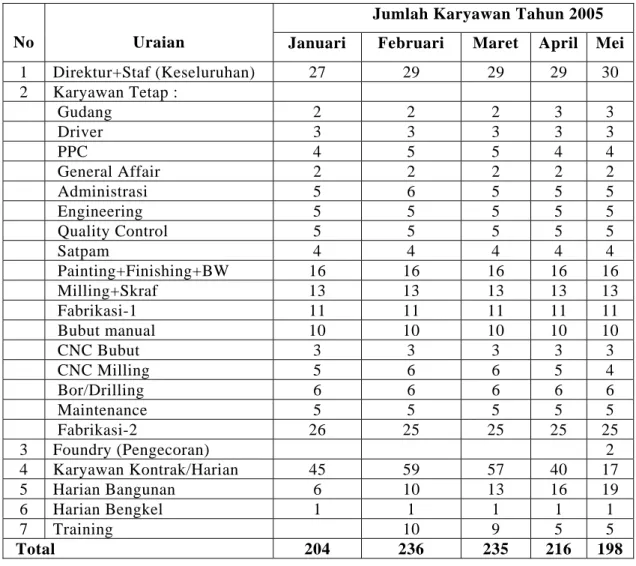
PT. ALCORINDO SEJAHTERA memiliki jumlah karyawan dan non karyawan seperti yang terdapat pada tabel 2.1 pada halaman berikut ini :
Tabel 2.1 Tabel jumlah Karyawan & Non Karyawan PT. ALCORINDO SEJAHTERA
Jumlah Karyawan Tahun 2005
No Uraian Januari Februari Maret April Mei
1 Direktur+Staf (Keseluruhan) 27 29 29 29 30 2 Karyawan Tetap : Gudang 2 2 2 3 3 Driver 3 3 3 3 3 PPC 4 5 5 4 4 General Affair 2 2 2 2 2 Administrasi 5 6 5 5 5 Engineering 5 5 5 5 5 Quality Control 5 5 5 5 5 Satpam 4 4 4 4 4 Painting+Finishing+BW 16 16 16 16 16 Milling+Skraf 13 13 13 13 13 Fabrikasi-1 11 11 11 11 11 Bubut manual 10 10 10 10 10 CNC Bubut 3 3 3 3 3 CNC Milling 5 6 6 5 4 Bor/Drilling 6 6 6 6 6 Maintenance 5 5 5 5 5 Fabrikasi-2 26 25 25 25 25 3 Foundry (Pengecoran) 2 4 Karyawan Kontrak/Harian 45 59 57 40 17 5 Harian Bangunan 6 10 13 16 19 6 Harian Bengkel 1 1 1 1 1 7 Training 10 9 5 5 Total 204 236 235 216 198
PT. ALCORINDO SEJAHTERA menerapkan jam kerja yang sama bagi seluruh karyawannya yaitu :
- Hari Senin sampai Sabtu dengan jam kerja mulai pukul 08.00 sampai dengan pukul 16.00 dengan jam istirahat dari pukul 12.00 sampai pukul 13.00.
2.3.1 Sistem Pelatihan
Sistem pelatihan yang diterapkan oleh PT. ALCORINDO SEJAHTERA adalah sistem pelatihan on-job di mana karyawan yang diterima akan langsung bekerja pada bidangnya selama 3 bulan. Bila setelah masa 3 bulan karyawan itu memberikan kinerja dan prestasi sesuai yang diharapkan maka karyawan itu akan resmi diterima dan diberikan segala fasilitas seperti Jamsostek dan insentif layaknya seorang karyawan tetap.
2.3.2 Sistem Penggajian dan Pemberian Insentif
Sistem penggajian dan pemberian insentif yang diterapkan PT. ALCORINDO SEJAHTERA dibedakan antara tenaga kerja langsung dan tenaga kerja tidak langsung. Gaji dan insentif yang diterima tenaga kerja tidak langsung lebih tinggi dibandingkan tenaga kerja langsung karena latar pendidikan yang berbeda.
a. Tenaga Kerja Tidak Langsung
- Gaji pokok diberikan tiap bulan ditambah dengan uang makan, transportasi, dan insentif.
- Upah lembur akan diberikan sesuai jam lembur dikalikan dengan standar yang telah ditentukan (diberikan bersamaan pada saat penggajian).
b. Tenaga Kerja Langsung
- Upah reguler : tenaga kerja langsung akan diberikan upah reguler sesuai banyaknya jam kerja pada hari kerja.
- Upah lembur akan diberikan sesuai jam lembur dikalikan dengan standar yang telah ditentukan (diberikan bersamaan pada saat penggajian).
2.4 Perencanaan dan Perancangan Produk
Tidak hanya produksi secara make to stock tetapi PT. ALCORINDO SEJAHTERA juga memproduksi produk yang sesuai dengan permintaan konsumen. Produk-produk pesanan dirancang sesuai permintaan dari konsumen.
Namun ada beberapa produk diproduksi untuk memenuhi perlengkapan pada mesin kerja di lantai produksi PT. ALCORINDO SEJAHTERA sendiri. Sebagai contoh, saat ini PT. ALCORINDO SEJAHTERA telah memproduksi mesin Rolling. Mesin itu sengaja dibuat untuk memproduksi produk permintaan konsumen. Setelah mesin itu tidak digunakan, maka pihak perusahaan akan menjual mesin tersebut. Tentunya kondisi mesinnya dalam kondisi masih baik.
Jadi, PT. ALCORINDO SEJAHTERA hanya melakukan produksi sesuai standar umum yang telah ditentukan tanpa diperlukan perbaikan terus-menerus dalam bidang desain produk. Meskipun demikian permintaan variasi produk tetap bisa dipenuhi bila ada konsumen yang menginginkan.
2.5 Proses Produksi
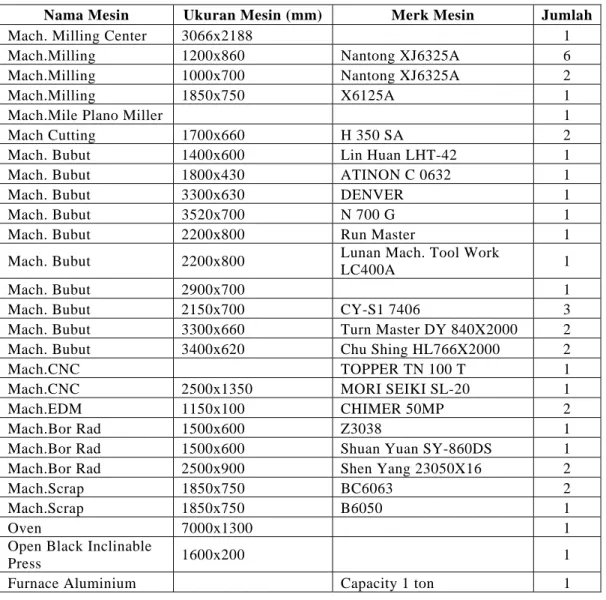
Untuk menunjang proses produksi PT. ALCORINDO SEJAHTERA diperlukan mesin-mesin produksi sebagai berikut:
Tabel 2.2 Tabel Mesin Produksi PT. ALCORINDO SEJAHTERA
Nama Mesin Ukuran Mesin (mm) Merk Mesin Jumlah
Mach. Milling Center 3066x2188 1
Mach.Milling 1200x860 Nantong XJ6325A 6 Mach.Milling 1000x700 Nantong XJ6325A 2 Mach.Milling 1850x750 X6125A 1 Mach.Mile Plano Miller 1
Mach Cutting 1700x660 H 350 SA 2 Mach. Bubut 1400x600 Lin Huan LHT-42 1 Mach. Bubut 1800x430 ATINON C 0632 1 Mach. Bubut 3300x630 DENVER 1 Mach. Bubut 3520x700 N 700 G 1 Mach. Bubut 2200x800 Run Master 1 Mach. Bubut 2200x800 Lunan Mach. Tool Work
LC400A 1
Mach. Bubut 2900x700 1 Mach. Bubut 2150x700 CY-S1 7406 3 Mach. Bubut 3300x660 Turn Master DY 840X2000 2 Mach. Bubut 3400x620 Chu Shing HL766X2000 2 Mach.CNC TOPPER TN 100 T 1
Mach.CNC 2500x1350 MORI SEIKI SL-20 1 Mach.EDM 1150x100 CHIMER 50MP 2 Mach.Bor Rad 1500x600 Z3038 1
Mach.Bor Rad 1500x600 Shuan Yuan SY-860DS 1 Mach.Bor Rad 2500x900 Shen Yang 23050X16 2
Mach.Scrap 1850x750 BC6063 2
Mach.Scrap 1850x750 B6050 1
Oven 7000x1300 1
Open Black Inclinable
Press 1600x200 1
Di samping mesin-mesin produksi di atas, terdapat peralatan pendukung guna kelancaran proses produksi di PT. ALCORINDO SEJAHTERA seperti : 1. Hand Pallet
Sebagai alat untuk mengangkut/memindahkan suatu benda ke tempat lain. Dalam hal ini, benda yang diangkut memiliki beban terbatas.
2. Forklift
Sebagai alat untuk mengangkut/memindahkan benda atau bahan baku ke tempat proses. Bahan baku yang baru keluar dari container biasanya dibawa oleh forklift ke gudang penyimpanan.
3. Krane
Alat untuk mengangkut/memindahkan benda. Krane merupakan alat pengangkut yang tergantung di atas dan memiliki trail sepanjang lantai kerja. Pengoperasiannya memerlukan keahlian khusus dan operatornya diwajibkan mengenakan helm guna menghindari kecelakaan yang fatal.
Salah satu contoh produk yang dihasilkan PT. ALCORINDO SEJAHTERA yaitu Block Bearing tipe POM 55. Proses produksinya sebagai berikut :
1. Bahan baku datang dari supplier kemudian diletakkan di gudang.
2. Bagian perancangan gambar menyerahkan gambarnya ke kepala seksi. Jika rancangan gambar sesuai dengan permintaan konsumen dan material telah
tersedia maka kepala seksi menyerahkan laporannya ke kepala regu. Lalu gambar dan material itu diserahkan ke operator.
3. Material yang berupa lempengan silinder dari besi baja diproses pada mesin Milling dan Scrap untuk menghaluskan permukaan material yang masih kasar.
4. Setelah permukaan halus, maka material dibawa ke bagian CNC. Karena produk ini dipesan dalam jumlah besar (sekitar 100 unit), maka proses pembubutannya dilakukan oleh mesin CNC bubut.
5. Kemudian, lempengan besi baja itu dibawa ke mesin bor untuk dibuat lubang di tengah-tengah permukaannya pada kedalaman tertentu.
6. Lalu, pada sentuhan terakhir, material yang sudah siap disatukan dilakukan finishing berupa pengecatan dan penghalusan.
7. Pada akhirnya, material yang terdiri dari 4 bagian itu disatukan di bagian Assembling.
2.6 Tata Letak Pabrik
Tata letak pabrik yang baik akan sangat mempengaruhi kegiatan operasi perusahaan yang bersangkutan. Oleh karena itu pengaturan letak fasilitas-fasilitas operasi termasuk mesin-mesin, personalia, bahan-bahan, perlengkapan untuk operasi, penanganan bahan (material handling), dan semua peralatan serta
fasilitas pendukung harus benar-benar diperhatikan demi terlaksananya proses produksi yang lancar dan efisien.
PT. ALCORINDO SEJAHTERA yang memiliki luas total area 6000m2 ini menerapkan function layout atau process layout karena semua mesin-mesin dan peralatan-peralatan PT. ALCORINDO SEJAHTERA yang mempunyai fungsi sama dikelompokkan dan ditempatkan dalam satu tempat/ruang tertentu. Sehingga hanya terdapat satu jenis proses di setiap bagian (seksi).
Layout proses ini dipilih selain karena PT. ALCORINDO SEJAHTERA melakukan produksi sesuai pesanan customer/distributor, juga karena sifat proses produksinya yang sederhana di mana bahan baku (pelat besi) yang masuk hanya perlu melewati satu tahapan permesinan. Dengan layout ini maka setiap departemen hanya perlu diawasi oleh seorang kepala regu (menghemat biaya) dan menghindari proses produksi terhenti bila ada mesin yang rusak. Bila terjadi kerusakan mesin, proses produksi masih bisa diteruskan oleh mesin-mesin yang lain.
Sesuai dengan layout-nya, tata letak mesin bubut bersebrangan dengan mesin bor, sedangkan mesin bor bersebelahan dengan mesin milling dan scrap. Di seberang mesin milling dan scrap terdapat mesin EDM (Electric Discharge Machine). Bagian finishing terletak di bagian belakang pabrik, sehingga semua material yang akan di-finishing akan berpusat di satu wilayah dan tidak mengganggu jalannya proses produksi yang lain.
2.7 Sistem Kerja
Sistem kerja bertujuan untuk mencapai keefektifan yang maksimum dari sistem kerja perusahaan. Sistem kerja mempunyai kaitan yang erat dengan produktivitas dan menyangkut tenaga kerja yang melaksanakan kegiatan operasi. Pada suatu pabrik diperlukan perancangan sistem kerja yang baik untuk mencapai hasil kerja yang baik pula. Oleh karena itu sistem kerja harus dirancang sedemikian rupa sehingga menghasilkan kerja yang optimal. Hal ini penting karena sistem kerja yang dirancang sedemikian rupa dapat mendorong tercapainya tujuan perusahaan secara efisien dan efektif, merangsang karyawan untuk bekerja secara produktif, mengurangi timbulnya rasa kebosanan, dan dapat meningkatkan kepuasan kerja.
2.7.1 Sistem Kerja dalam Hubungannya dengan Sikap Tenaga Kerja
Para pekerja di PT. ALCORINDO SEJAHTERA telah mengerti prinsip gerakan ergonomi selama proses produksi berlangsung. Hal ini disebabkan karena perusahaan memberikan pelatihan kepada para pekerja sehingga mereka sudah terbiasa melakukan pekerjaannya dengan lebih cepat dan nyaman.
Pengoperasian mesin-mesin pada PT. ALCORINDO SEJAHTERA selalu dijalankan oleh operator yang telah memiliki pengetahuan mengenai mesin yang digunakan. Adapun beberapa mesin otomatis, hanya diawasi oleh operator yang juga sudah ahli di bidangnya. Dengan demikian mereka sudah terbiasa melakukan pekerjaannya dengan lebih cepat dan nyaman.
2.7.2 Sistem Kerja dalam Hubungannya dengan Keselamatan dan Kesehatan Tenaga Kerja
Aspek lain yang penting dalam sistem kerja yaitu berkaitan dengan keselamatan dan kesehatan kerja karyawan. Persyaratan UU keselamatan dan kesehatan kerja mengharuskan areal kerja bebas dari kondisi yang memiliki potensi bahaya. Dalam kaitannya dengan lingkungan fisik kerja seringkali dijumpai bahwa perencana sistem kerja justru lebih memperhatikan mesin/peralatan yang harus dilindungi daripada melihat kepentingan manusia pekerjanya. Oleh karena itu dalam perancangan sistem kerja harus mempertimbangkan kenyamanan dan keselamatan kerja dengan memperhatikan faktor- faktor seperti sikap dan posisi kerja, dimensi ruang kerja, kondisi lingkungan kerja, efisiensi ekonomi gerakan dan pengaturan fasilitas kerja, dan energi kerja yang dikonsumsikan.
Kepedulian sebuah perusahaan terhadap keselamatan dan kesehatan kerja karyawan sangatlah penting untuk diperhatikan. Karena tenaga kerja merupakan salah satu aset penting yang sangat mempengaruhi pencapaian tujuan dan sasaran perusahaan.
Oleh karena itu demi mengupayakan keselamatan dan kesehatan kerja karyawan, PT. ALCORINDO SEJAHTERA juga telah menerapkan sistem Safety Health Environtment yaitu peraturan-peraturan kesehatan dan keselamatan kerja bagi para karyawannya seperti larangan merokok, mewajibkan alat-alat
perlindungan diri bagi operator-operator lantai produksi seperti sarung tangan, sepatu boot karet, kacamata pelindung serta peraturan-peraturan lainnya.
2.8 Perencanaan dan Pengendalian Produksi
Perencanaan bahan baku untuk kegiatan produksi pada PT. ALCORINDO SEJAHTERA terdapat di bagian logistik. Divisi ini membawahi seksi Purchasing dan Warehouse. Divisi Purchasing melakukan mengestimasi waktu kedatangan barang pesanan setelah melakukan pemesanan barang. Misalnya bahan baku yang tersisa dalam area warehouse masih bisa digunakan selama 3 minggu dan diperkirakan bahan baku akan tiba setelah 10 hari pemesanan maka 11 hari kemudian pemesanan bahan baku sudah harus dilakukan agar proses produksi bisa berjalan terus.
Sedangkan mengenai Perencanaan Produksi akan ditangani oleh Manajer PPC. Jumlah dan jadwal permintaan pesanan akan diserahkan oleh Bagian Pemasaran kepada Manajer PPC untuk kemudian dilakukan Perencanaan dan Pengendalian Produksi sesuai pertimbangan kapasitas produksi, kondisi mesin, kinerja operator, dan kondisi-kondisi eksternal lainnya agar jumlah produk yang dihasilkan mampu memenuhi jumlah pesanan. Manajer PPC PT. ALCORINDO SEJAHTERA melakukan Perencanaan dan Pengendalian Produksi dengan tidak hanya terpaku pada suatu strategi tertentu yang tetap atau pasti tetapi merencanakannya berdasarkan pengalaman kerja yang telah diperoleh selama bertahun-tahun.
2.9 Manajemen Mutu
Pada awal tahun 2005 ini, PT. ALCORINDO SEJAHTERA mulai menerapkan sistem pengendalian kualitas ISO 9001 : 2000. Oleh karena itu, semua aspek proses kerja diadakan pembenahan. Para pekerja menjalankan training untuk memperdalam pengetahuan mengenai proses produksi dan mesin-mesin yang ada di dalamnya. Serta melakukan training bagi penduduk sekitar, untuk memberikan pengetahuan bagi mereka sehingga peningkatan kualitas itu tidak saja untuk karyawan PT. ALCORINDO SEJAHTERA, namun bagi semua masyarakat, khusunya penduduk sekitar.
Proses menuju ISO 9001 : 2000 ini diawasi oleh pihak dari Management Improvement Committee. Pada bagian ISO dikepalai oleh Bpk. Bambang Haryanto dan bagian SHE (Safety Health Environment) oleh Bpk. Mulyono.