Informasi Dokumen
- Penulis:
- Guna Saroyo
- Pengajar:
- Ir. Windi Atmaka, MP
- Lia Umi Khasanah, ST, MT
- Prof. Dr. Ir. H. Suntoro Wongsoatmojo, MS
- Sekolah: Universitas Sebelas Maret
- Mata Pelajaran: Teknologi Hasil Pertanian
- Topik: Proses Produksi Mackerel/Sardines
- Tipe: laporan magang
- Tahun: 2010
- Kota: Surakarta
Ringkasan Dokumen
I. PENDAHULUAN
Bagian ini menjelaskan latar belakang, tujuan, dan manfaat dari laporan magang di PT. Maya Food Industries. Laporan ini berfokus pada proses produksi mackerel dan sardines, mengingat pentingnya pengawetan ikan sebagai sumber pangan yang berkelanjutan.
1.1. Latar Belakang
Latar belakang menjelaskan potensi perikanan Indonesia yang luas dan pentingnya pengawetan ikan untuk memperpanjang masa simpan. Pengalengan menjadi salah satu metode efektif untuk menjaga kualitas dan kesegaran ikan, serta memanfaatkan hasil perikanan yang melimpah.
1.2. Tujuan
Tujuan laporan ini adalah untuk meningkatkan pemahaman mahasiswa tentang teori dan praktik di lapangan, serta memberikan pengalaman kerja yang berharga dalam industri pengolahan ikan. Tujuan khusus mencakup pemahaman proses produksi dan pengolahan mackerel/sardines.
1.3. Manfaat
Manfaat dari kegiatan magang ini termasuk pemahaman yang lebih baik tentang proses produksi di industri pengolahan ikan, serta pengalaman praktis yang dapat diterapkan di dunia kerja. Hal ini juga meningkatkan keterampilan dan pengetahuan mahasiswa.
II. TINJAUAN PUSTAKA
Bagian ini membahas berbagai aspek terkait ikan, pengalengan, dan proses produksi. Ini mencakup deskripsi ikan, komposisi kimia, prinsip pengalengan, dan tahapan dalam proses pengalengan ikan.
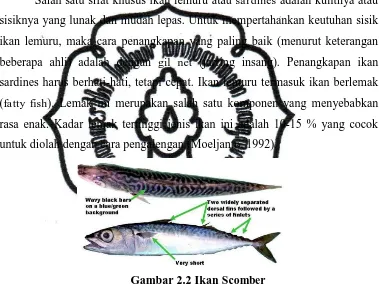
2.1. Deskripsi Ikan
Ikan lemuru dan scomber adalah dua jenis ikan yang sering diproduksi. Ikan lemuru dikenal dengan tekstur daging yang lunak, sedangkan scomber memiliki ciri khas tertentu. Keduanya memiliki potensi besar dalam industri pengalengan.
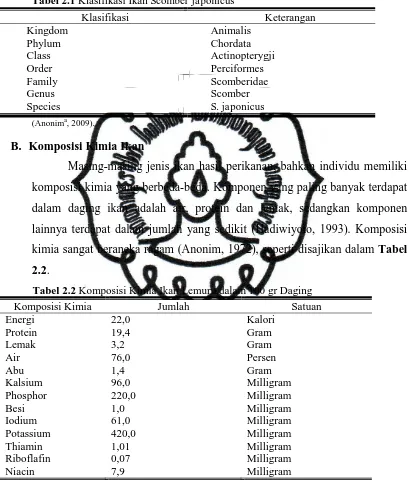
2.2. Komposisi Kimia Ikan
Komposisi kimia ikan bervariasi tergantung jenisnya, dengan kandungan utama berupa air, protein, dan lemak. Pengetahuan tentang komposisi kimia ini penting untuk menjaga kualitas produk ikan kaleng.
2.3. Prinsip Pengalengan Ikan
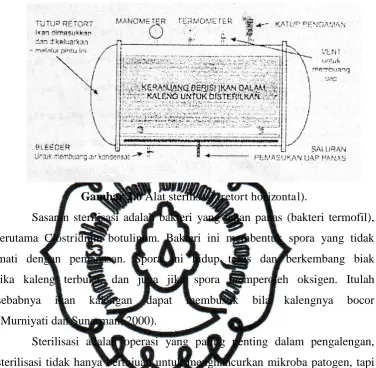
Pengalengan adalah metode pengawetan yang menggunakan proses sterilisasi untuk membunuh mikroorganisme. Proses ini penting untuk memastikan keamanan dan daya simpan produk kaleng.
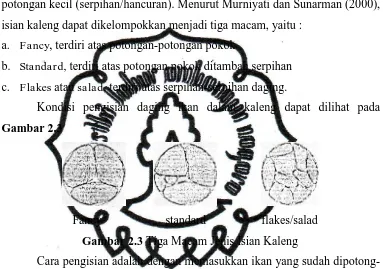
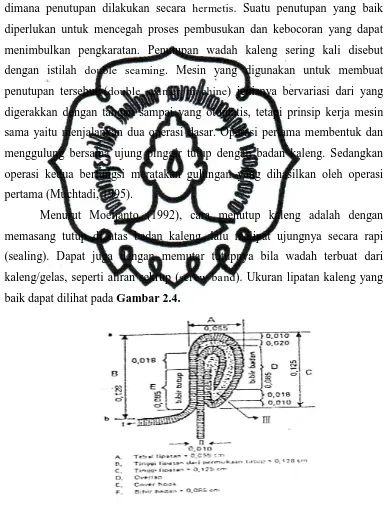
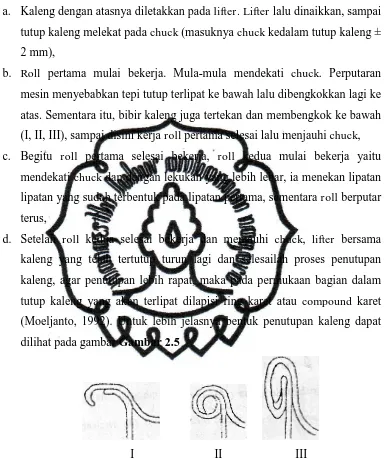
2.4. Tahapan Proses Pengalengan Ikan
Tahapan pengalengan mencakup penyiangan, pemotongan, pengisian kaleng, dan sterilisasi. Setiap tahapan memiliki prosedur yang harus diikuti untuk memastikan produk akhir berkualitas tinggi.
III. LAKSANA KEGIATAN
Bagian ini merinci kegiatan magang yang dilakukan, termasuk observasi dan pelaksanaan proses produksi di PT. Maya Food Industries. Metode yang digunakan dalam kegiatan ini adalah wawancara dan observasi.
IV. HASIL KEGIATAN DAN PEMBAHASAN
Hasil kegiatan ini mencakup analisis terhadap keadaan umum perusahaan, manajemen, fasilitas, dan dampak perusahaan terhadap masyarakat. Pembahasan ini bertujuan untuk memberikan gambaran menyeluruh tentang proses produksi.
4.1. Keadaan Umum Perusahaan
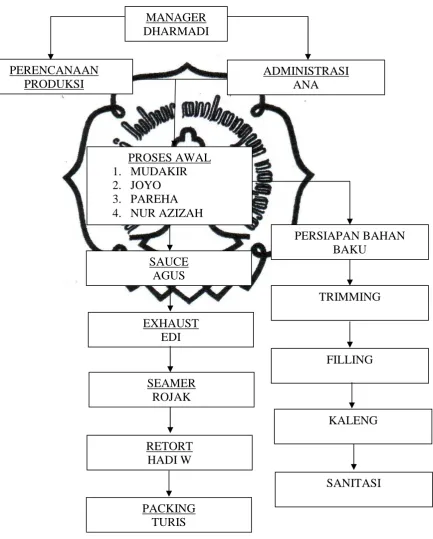
PT. Maya Food Industries memiliki struktur organisasi yang jelas dan manajemen yang baik, yang mendukung efisiensi dalam proses produksi. Perusahaan ini berfokus pada kualitas dan keamanan produk.
4.2. Manajemen Perusahaan
Manajemen di perusahaan ini terstruktur dengan baik, dengan pembagian tugas yang jelas. Hal ini mempengaruhi kinerja karyawan dan kualitas produk yang dihasilkan.
4.3. Fasilitas Bangunan
Fasilitas fisik perusahaan mendukung proses produksi dengan dilengkapi peralatan modern. Tata letak fasilitas dirancang untuk efisiensi operasional dan keamanan kerja.
4.4. Fasilitas Produksi
Fasilitas produksi di PT. Maya Food Industries menggunakan teknologi terbaru dalam pengolahan ikan, memastikan produk yang dihasilkan memenuhi standar kualitas tinggi.
4.5. Perlengkapan Teknis
Perusahaan dilengkapi dengan perlengkapan teknis yang memadai untuk mendukung proses pengalengan, termasuk mesin pengalengan dan peralatan sterilisasi.
4.6. Peralatan Penunjang
Peralatan penunjang seperti timbangan dan alat ukur lainnya sangat penting dalam menjaga kualitas dan konsistensi produk akhir.
4.7. Dampak Perusahaan terhadap Penduduk Sekitar
Perusahaan memberikan dampak positif terhadap masyarakat sekitar melalui penciptaan lapangan kerja dan kontribusi terhadap ekonomi lokal, meskipun ada beberapa tantangan terkait lingkungan.
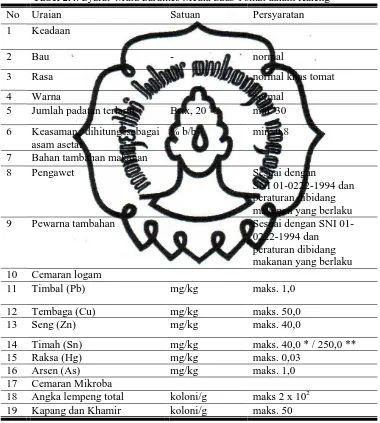
4.8. Bahan dan Wadah
Bahan baku yang digunakan dalam produksi harus memenuhi standar tertentu untuk memastikan kualitas produk. Wadah kaleng juga dirancang khusus untuk menjaga kesegaran dan keamanan produk.
4.9. Pembahasan
Pembahasan menyeluruh mengenai hasil pengamatan dan analisis terhadap proses produksi, serta rekomendasi untuk perbaikan di masa depan.
4.10. Sanitasi dan Higiene
Sanitasi dan higiene sangat penting dalam proses pengolahan makanan untuk mencegah kontaminasi dan memastikan keamanan pangan.
V. KESIMPULAN DAN SARAN
Bagian ini menyimpulkan hasil kegiatan magang dan memberikan saran untuk perbaikan di masa depan. Kesimpulan diambil dari analisis yang dilakukan selama kegiatan magang.
5.1. Kesimpulan
Kegiatan magang memberikan pemahaman yang mendalam tentang proses produksi mackerel/sardines dan pentingnya pengelolaan yang baik dalam industri pengolahan ikan.
5.2. Saran
Diperlukan peningkatan dalam pelatihan karyawan dan pengawasan kualitas untuk memastikan produk yang dihasilkan selalu memenuhi standar yang ditetapkan.
Referensi Dokumen
- Sanitasi dan Higiene ( Sri Rini Dwiari )