PENENTUAN RUTE DISTRIBUSI DAGING AYAM DENGAN METODE FORD UNTUK MEMINIMALKAN
KETERLAMBATAN PENDISTRIBUSIAN PADA PT. EXPRAVET NASUBA
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
TRISSA ADELA PURBA NIM :120403068
D E P A R T E M E N T E K N I K I N D U S T R I F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA M E D A N
2 0 1 6
KATA PENGANTAR
Puji dan syukur penulis ucapkan kehadirat Allah Yang Maha Esa yang telah memberikan rahmat dan karunia-Nya kepada penulis sehingga penulis dapat menyelesaikan tugas sarjana ini.
Tugas sarjana ini merupakan salah satu syarat untuk mendapatkan gelar sarjana teknik di Departemen Teknik Industri, khususnya program studi reguler strata satu, Fakultas Teknik, Universitas Sumatera Utara. Adapun judul untuk tugas sarjana ini adalah “Penentuan Rute Distribusi Daging Ayam dengan Metode Ford untuk Meminimalkan Keterlambatan Pendistribusian pada PT. Expravet Nasuba”.
Sebagai manusia yang tidak luput dari kesalahan, maka penulis menyadari masih banyak kekurangan dalam penulisan tugas sarjana ini. Oleh karena itu, penulis sangat mengharapkan saran dan masukan yang sifatnya membangun demi kesempurnaan laporan tugas sarjana ini. Semoga tugas sarjana ini dapat bermanfaat bagi penulis sendiri, perpustakaan Universitas Sumatera Utara, dan pembaca lainnya.
Medan, Oktober 2016 Penulis,
(Trissa Adela Purba)
UCAPAN TERIMAKASIH
Syukur dan terimakasih penulis ucapkan kepada Allah Yang Maha Esa yang telah memberikan kesempatan kepada penulis untuk merasakan dan mengikuti pendidikan di Departemen Teknik Industri USU serta telah membimbing penulis selama masa kuliah dan penulisan laporan tugas sarjana ini.
Dalam penulisan tugas sarjana ini penulis telah mendapatkan bimbingan dan bantuan dari berbagai pihak, baik berupa materil, informasi maupun administrasi. Oleh karena itu sudah selayaknya penulis mengucapkan terima kasih kepada:
1. Ibu Ir. Khawarita Siregar, MT. selaku Ketua Departemen Teknik Industri Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas Sarjana ini.
2. Bapak Ir. Mangara M. Tambunan, M.Sc selaku Dosen Pembimbing I dan kepala Laboratorium Komputasi atas waktu, bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana ini.
3. IbuIr. Elisabeth Ginting selaku Dosen Pembimbing II dan Kepala Laboratorium Statistika dan Pengukuran atas waktu, bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana ini.
4. Orangtua saya, Sahat M. Purba dan Tiarida Lubis yang tiada hentinya mendukung penulis baik secara moril maupun materil sehingga laporan ini dapat diselesaikan.
5. Saudara tercintaDeasy T.P Purba, SKM, abangku Bastian W. Purba, Amd dan adikku Grace S. Purba yang selalu membantu dan mendukung penulis untuk secepatnya menyelesaikan laporan ini.
6. Pak Tamba selaku pembimbing lapangan di PT. Expravet Nasuba yang telah membantu dan membimbing penulis dalam penelitian dan pengumpulan data di lantai produksi
7. Staf pegawai Teknik Industri, Bang Ridho, Bang Mijo, Kak Dina, Bang Nurmansyah, Bang Kumis, Kak Rahma dan Ibu Ani, terimakasih atas bantuannya dalam administrasi untuk melaksanakan tugas sarjana ini.
8. Teman-teman seperjuangan BP&WP Ami Tarigan Belle, si heboh Dewi Siahaan, ST, Nande Elisabeth Nainggolan, Ferdy Panggabean semoga cepat kurus,Ronal Sidabutar, Itoku Hebron Girsang, Ibanku Horas Hutabalian, Johannes Gultom teman pertama di Industri, Josua Silaen, Lorenzo Andreas, Miska Sembiring, Mamake Poly Damanik, Sarah Siregar, Savudan Sihombing, Sehat Angkat semoga tetap sehat selalu, Tulus Sidabutar. Tak lupa Mien Girsang dan Apriliene SIdabutar. Terimakasi buat kebersamaan kita.
9. Teman-teman Stambuk 2012 “Duabelati” yang tidak dapat disebutkan satu- persatu, atas dukungan dan kerjasama yang baik atas bantuan dan masukan serta motivasi yang diberikan kepada penulis.
10. Sahputra Munthe yang selalu mendukung dan menyemangati dalam proses penyelesaian tugas akhir sampai selesai.
DAFTAR TABEL
TABEL HALAMAN
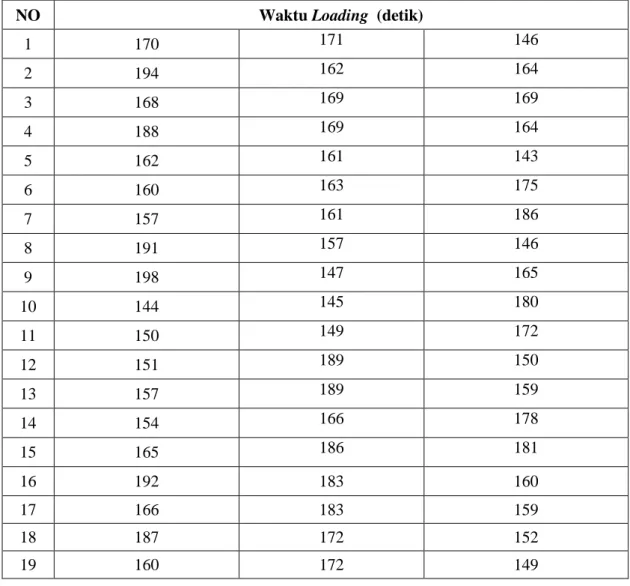
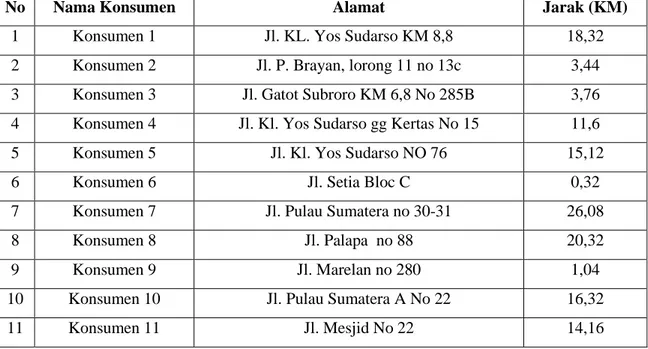
1.1. Kondisi Pendistribusian Daging Ayam Periode Juli 2016 ... I-2 1.2. Total Jarak yang Ditempuh/ Bulan dan Biaya Transportasi ... I-3 2.1. Jumlah Karyawan PT. Expravet Nasuba ... II-9 2.2. Jam Kerja di Kantor ... II-10 2.3. Jam Kerja di Pabrik ... II-11 3.1. Penyesuaian Menurut Cara Shumard ... III-27 3.2. Penyesuaian Menurut Westinghouse ... III-28 3.3. Allowance ... III-31 5.1. Data Waktu Loading Daging Ayam Selama 5 Hari Pengamatan ... V-2 5.2. Waktu Unloading Tiap Karung pada Setiap Konsumen ... V-3 5.3. Jarak Perusahaan ke Tiap Konsumen ... V-4 5.4. Rata-rata Permintaan Daging Ayam Tiap Konsumen SetiapShift
Pada Bulan Juli 2016 ... V-7 5.5. Waktu Loading yang Di Subgrup ... V-11 5.6. Penyesuaian Menurut Westinghouse ... V-12 5.7. Allowance ... V-13 5.8. Rekapitulasi Waktu Teoritis Loading ... V-14 5.9. Hasil Iterasi dengan Menggunakan Metode Ford ... V-66 5.10. Biaya Transportasi ke Tiap Konsumen ... V-69
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
6.1. Penyesuaian Menurut Westinghouse ... VI-1 6.2. Allowance ... VI-2 6.3. Rekapitulasi Waktu Siklus, Waktu Normal dan Waktu Standar... VI-2 6.4. Waktu Standar Sebelum dan Sesudah Dilakukan Pengamatan... VI-2 6.5. Rute Distribusi dengan Metode Ford ... VI-5 6.6. Biaya Transportasi Sebelum Menggunakan Metode Ford ... VI-5 6.7. Biaya Transportasi Sesudah Menggunakan Metode Ford ... VI-5 6.8. Selisih Biaya Sebelum dan Sesudah Menggunakan Metode Ford .. VI-5 6.9. Penghematan Biaya Transportasi dalam bulan dan Tahun ... VI-6
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Expravet Nasuba ... II-7 3.1. Contoh Travelling Salesman Problem ... III-9 3.2. Bentuk Solusi Vehicle Routing Problem... III-10 3.3. Sebuah Graph ... III-14 3.4. Hubungan Antara Populasi dan Sampel dalam Stratified Random
Sampling ... III-22 4.1. Langkah-langkah Proses Penelitian ... IV-4 5.1. Network Diagram... V-7
DAFTAR LAMPIRAN
TABEL HALAMAN
1. Tugas dan Tanggung Jawab Perusahaan... L-1 2. Tabel Allowance... L-2 3. Tabel Rating Factor Menurut Westinghouse ... L-3 4. Diagram Jarak dari Perusahaan ke Setiap Konsumen dan Jarak
Antar Konsumen ... L-4 5. Rute Distribusi Ayam dengan Metode Ford ... L-4 7. Form Tugas Akhir... L-6 8. Surat Penjajakan... L-7 9. Surat Balasan ... L-8 10. Surat Keputusan Tugas Akhir ... L-9 11. Lembar Asistensi ... L-10
ABSTRAK
Proses distribusi yang tepat waktu dan tepat jumlah adalah salah satu faktor yang menentukan kepuasan pelanggan. Faktor-faktor yang berpengaruh dalam kelancaran suatu proses distribusi antara lain sistem distribusi, penentuan rute distribusi, dan alat angkut distribusi. Penentuan rute distribusi yang tepat dapat meminimumkan jarak dan biaya transportasi.Permasalahan penentuan suatu rute distribusi erat kaitannya dengan penentuan perjalanan dari suatu titik lokasi ke titik lokasi lainnya dalam suatu rute. Rute distribusi merupakan urutan pemberhentian berturut-turut terhadap lokasi dan proses perencanaan dari titik awal (Perusahaan) ke titik konsumsi (konsumen) untuk memenuhi kebutuhan kosumen. Metode Fordbertujuan untuk menimisasi total jarak perjalanan semua kendaraan dan untuk meminimisasi secara langsung jumlah kendaraan yang diperlukan untuk melayani semua tempat pemberhentian. Sebagai perusahaan yang mendistribusikan daging ayam, PT. Expravet Nasuba dituntut merancang kinerja pengiriman efektif yang dapat memenuhi semua titik pemasaran dengan jarak dan biaya minimum sehingga pengiriman akan dapat dilakukan dengan tepat waktu dan dapat memenuhi target perusahaan. Dalam pemenuhan tuntutan tersebut, masalah yang dihadapi perusahaan adalah banyaknya konsumen yang tidak dapat dijangkau untuk pengiriman produk dalam satu hari.Penentuan rute yang tidak tepat dan tidak mempertimbangkan alat angkut mengakibatkan pemilihan rute tidak efisien.Penentuan rute usulan dengan menggunakan metode Ford menghasilkan jarak yang lebih singkat. Penghematan jarak dengan metode ini sepanjang 84,02 KM dari yang semula 126,14 KM. penghematan jarak sebesar 42,12 KM ini menghasilkan penghematan biaya sebesar Rp 480.554,- tipe mobil Mitshubshi L 300 dan Rp 534.072,- tipe Isuzu box untuk sekali proses pengiriman.
Kata Kunci : Distribusi, Metode Ford, Rute Usulan, Penghematan
BAB I
PENDAHULUAN
1.1. Latar Balakang
Peningkatan kepuasan pelanggan merupakan salah satu faktor yang harus diperhatikan untuk memenangkan persaingan di dunia industri yang semakin ketat. Salah satu cara meningkatkan kepuasan pelanggan adalah dengan melancarkan proses distribusi produk kepada konsumen. Faktor-faktor yang berpengaruh dalam kelancaran suatu proses distribusi antara lain sistem distribusi, penentuan rute distribusi, dan alat angkut distribusi (Batubara, et al., 2013).
Ketepatan pengiriman produk kepada konsumen harus memiliki penentuan rute secara tepat, sehingga konsumen akan menerima produk dalam kondisi baik dan sesuai dengan batas waktu permintaan (Gasperz, 2005).
PT. Expravet Nasuba merupakan perusahaan yang bergerak dibidang rumah potong ayam (RPA) dimana perusahaan ini melakukan pendistribusian ayam kepadakonsumen (KFC, Mc. Donals, AW, sejumlah kecil rumah makan)setiap hari sesuai dengan jam kerja dan permintaan dari pihak konsumen.Tujuan dari sistem distribusi PT. Expravet Nasuba adalah melakukan pengiriman produk tepat jumlah, tepat waktu, dan biaya transportasi minimal.Hal ini menuntut perusahaan untuk merancang kinerja pengiriman yang efektif untuk dapat memenuhi semua titik pemasaran dengan jarak yang lebih baik dan biaya minimal.
PT. Expravet Nasuba memiliki 70 konsumen yang tersebar di berbagai tempat, dalam sekali pengiriman perusahaan mampu mengirimkan40.000 kg
daging ayam ke 70 konsumnsetiap shift dengan menggunakan 6 mobil angkut terdiri dari 2 jenis tipe, yaitu 3 buah Mitsubshi L 300 yang masing-masing berkapasitas 6.000 kg dan 3Isuzu box dengan masing-masing berkapasitas 8.500 kg.
Namun kenyataan dilapangan pendistribusian yang tepat jumlah, tepat waktu, dan menghasilkan biaya transportasi yang minimal tidak tercapai.Berikut penjelasan ketidaktercapaian target tersebut. Data keterlambatan pendistribusian daging ayam pada penelitian pendahuluan mencakup jumlah pengiriman dan waktu distribusi selama rentang bulanJuli 2016.
Tabel 1.1. Kondisi Pendistribusian Daging Ayam Periode Juli 2016
Tanggal Pengiriman
Waktu Pengiriman
Rata-rata Demand
setiap Shift (Kg)
Keterangan Keterlambatan Target
Jumlah Pengiriman
yang dapat Dipenuhi
(Kg)
Jumlah Pemenuhan Daging Ayam
pada Shift Berikutnya
(Kg) Shift I
(Pagi)
ShiftII (Siang)
Shift III (Malam)
6 05.00 12.00 17.00 4.000 Terlambat pada Shift II 3.550 450
7 05.00 12.00 17.00 4.000 Terlambat pada Shift I 3.600 400
8 05.00 12.00 17.00 4.000 Terlambat pada Shift II 3.800 200
11 05.00 12.00 17.00 4.000 Terlambat pada Shift III 3.550 450
15 05.00 12.00 17.00 4.000 Terlambat pada Shift II 3.750 250
17 05.00 12.00 17.00 4.000 Tepat waktu 4.000 -
20 05.00 12.00 17.00 4.000 Tepat waktu 4.000 -
21 05.00 12.00 17.00 4.000 Tepat waktu 4.000 -
22 05.00 12.00 17.00 4.000 Tepat waktu 4.000 -
23 05.00 12.00 17.00 4.000 Tepat waktu 4.000 -
24 05.00 12.00 17.00 4.000 Terlambat pada Shift III 3.550 450
27 05.00 12.00 17.00 4.000 Tepat waktu 4.000 -
28 05.00 12.00 17.00 4.000 Terlambat pada Shift I 3.500 500
Sumber : PT. Expravet Nasuba
Berdasarkan Tabel 1.1 terjadi keterlambatan pengiriman pada shift yang ditentukan, sehingga pemenuhan kekurangan akan dilakukan pada shift berikutnya dengan menambah jumlah kapasitas alat angkut, artinya kerugian ditangung oleh perusahaan dengan bertambahnya biaya transportasi dari yang seharusnya, penambahan jumlah jam kerja, penambahan upah akibat penambahan jumlah jam kerja yang berdampak pada prroduktivitas perusahaan yang menurun (Sinulingga, 2014). Kondisi pengiriman yang tidak mencapai target ada sebanyak 7, jumlah ini mencapai 46,7% dari total 45 kali pengiriman. Penelitian Rianda, dkk (2016) pada routing protocol jaringan menunjukkan bahwaMetode Forddapat menghasilkan efisiensi waktusehingga pengiriman data dapat dilakukan secara maksimal.
Selain keterlambatan pendistribusian tidak tepat jumlah dan tidak tepat waktu, keterlambatan pendistribusian daging ayam berdampak juga pada biaya transportasi yang melebihi target perusahaan.Penelitianoleh Muchammad Rizki Ichwani (2015) yang melakukan penelitian pada perusahaan Mega Tirta Alami yaitu dengan judul “Perbaikan Sistem Distribusi Air Minum Dalam Kemasan” di Semarang yang menggunakan metode Forddimana hasil penelitiannyadapat menghemat biaya distribusi sebesar 10,94% setiap periodenya. Biaya yang melebihi target tersebut dikarenakan rute pendistribusian daging ayam kepada konsumen dilakukan secara acak, artinya perusahaan tidak mempertimbangkan jarak dari satu konsumen ke konsumen lainnya sehingga dilakukan secara efektif.
Tidak adanya penentuan rute distribusi akan menghasilkan jarak yang lebih jauh, akibatnya perusahaan menanggung biaya transportasi yang tinggi dari yang
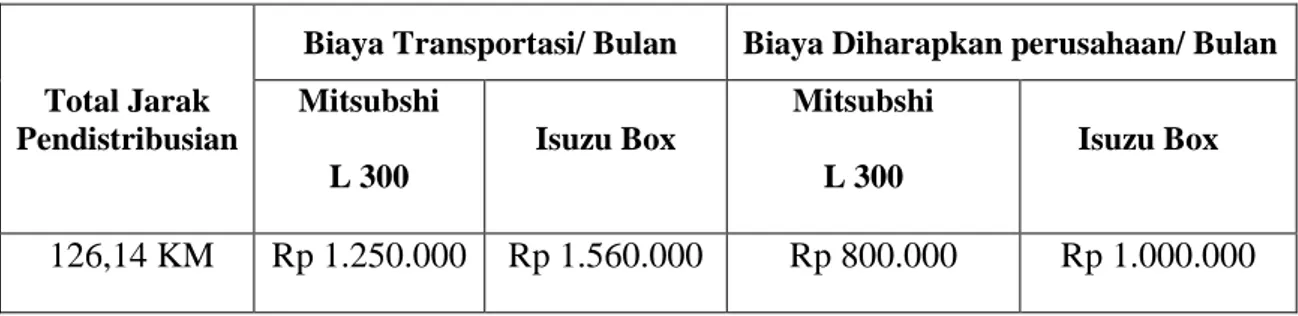
seharusnya. Tabel 1.2.menunjukkan jarak distribusi ke 70 konsumen yang ditempuh dan perbandingan biaya transportasi yang sekarang dengan biaya transportasi target perusahaan.
Tabel 1.2. Total Jarak yang Ditempuh/ Bulan dan Biaya Transportasi
Total Jarak Pendistribusian
Biaya Transportasi/ Bulan Biaya Diharapkan perusahaan/ Bulan Mitsubshi
L 300
Isuzu Box
Mitsubshi L 300
Isuzu Box
126,14 KM Rp 1.250.000 Rp 1.560.000 Rp 800.000 Rp 1.000.000 Sumber : PT. Expravet Nasuba
Berdasarkan perbandingan tersebut, maka perlu dilakukan penelitian lanjutan terhadap faktor distribusi perusahaan untuk mencari alternatif pemecahan masalah yang terjadi sehingga pendistribusian daging ayam dilakukan tepat jumlah, tepat waktu dan tercapainya target biaya transportasi yang ditentukan perusahaan.Salah satu alternatif solusi pemecahan masalah dapat dilakukan dengan metode Ford.Metode Fordmemiliki kelebihan dalam mencari rute terpendek dengan waktu tempuh yang lebih singkat, sehingga keterlambatan pendistribusian dapat diminimalkan.
1.2. Perumusan Masalah
Berdasarkan permasalahn yang diatas maka perusahaan memerlukan suatu penentuan jalur distribusi secara tepat untuk pendistribusian daging ayam kepada konsumen dapat dilakukan dengan tepat waktu, tepat jumlah dan perusahaan sendiri mengeluarkan biaya transportasi sesuai target.Metode yang diajukan pada
terpendek dengan mempertimbangkan waktu loading alat angkut, jarak antar konsumen yang akan mempengaruhi biaya transportasi dan jumlah pemesanan konsumen.
1.3.Tujuan Penelitian
Tujuan umum dari penelitian ini adalah untuk mendapatkan rute distribusi yang lebih baik dengan mempertimbangkanwaktu loading alat angkut, jarak antar konsumen yang akan mempengaruhi rute distribusi dan usulan biaya transportasi.
Tujuan khusus dari penelitian ini adalah:
1. Meminimumkan waktu pendistribusian dari perusahaan ke konsumen dan antar konsumen.
2. Menganalisa rute distribusi yang lebih singkat untuk mendistribusikan daging ayam.
3. Menganalisa biaya transportasi yang lebih baik
1.4. Manfaat Penelitian
Manfaat yang diperoleh dalam penelitian ini adalah sebagai berikut:
1. Manfaat Bagi Mahasiswa
Sebagai sarana untuk menambah pengalaman dan keterampilan dalam memahami kondisi aktual di lapangan khususnya di PT. Expravet Nassuba serta dapat memecahkan masalah pendistribusian produk pada perusahaan.
2. Bagi Perusahaan
Bagi perusahaan penelitian ini dapat dijadikan sebagai bahan masukan dan pertimbangan untuk menentukan rute, jumlah dan biaya pendistribusian ke daerah pemasaran PT. Expravet Nasuba.
3. Bagi Departemen Teknik Industri USU
a. Dapat mempererat kerja sama antara perusahaan dengan Fakultas Teknik, Departemen Teknik Industri, Universitas Sumatera Utara.
b. Departemen Teknik Industri dapat lebih dikenal secara luas sebagai forum disiplin ilmu terapan yang sangat bermanfaat bagi suatu perusahaan.
1.5. Batasan Masalah dan Asumsi
Adapun pembatasan masalah dalam penelitian ini adalah:
1. Penelitian hanya dilakukan pada bagian pendistribusian produk daging ayam PT. Expravet Nasuba
2. Pengukuran rute distibusi hanya dilakukan pada konsumen daging ayam PT.
Expravet Nasuba
3. Mobil yang diamati dalam kondisi yang baik
4. Setiap cabang distribusi hanya dikunjungi satu kali dalam satu rute distribusi dan kembali lagi ke titik awal (perusahaan).
5. Data yang digunakan adalah data pada periode Juli 2016.
Asumsi-asumsi yang digunakan dalam penelitian ini adalah sebagai berikut:
1. Kondisi operator loading-unloading daging ayam dianggap tidak mempengaruhi hasil pengukuran
2. Jumlah daging ayam yang dikirim pada setiap cabang setiap harinya tetap 3. Kendaraan dan alat angkut yang dgunakan dalam pengiriman barang dalam
kondisi tidak rusak atau beroperasi dengan baik
4. Kondisi jalan tidak rusak dan berlubang dan juga tidak menanjak ataupun menurun.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Expravet Nasuba terletak di JL.KL. Yos Sudarso KM 8,8, No. 88, Kelurahan Mabar, Kecamatan Medan Deli, Sumatera Utara bergerak dalam bidang Slaughtering house, ice block fisheries, food processing dan kini mencoba mengembangkan bisnisnya di bidang coldstorage. Sebelumnya perusahaan ini adalah PT. Timur Jaya Coldtorage yang berkedudukan di Medan kantor cabang di Tanjung Balai dan Langsa didirikan pad tanggal 28 November 1970 berdasarkan akte notaries Kusmulyanto Ongko, SH no 81 tahun 1970. Akte pendirian ini telah diumumkan dalam Berita Negara Republik Indonesia tanggal 15 Juni 1973 Nomor 48 dan Tambahan Nomor 445.Anggaran dasar perusahaan dan perubahannya telah mendapat persetujuan dan Menteri Kehakiman dengan keputusan no 02.10552.HT.01.04.TH.89 tanggal 17 November 1989 dan no 02.3.022.HT.01.04.TH.95 mengenai peningkatan modal dasar, perluasan kegiatan usaha dan perubahan susunan pengurus perusahaan.
Kegiatan utama perusahaan adalah memproduksi dan memperdagangkan es balok, menyediakan kamar pendingin (cold storage), ekspor udang dan hasil laut beku serta pengalengan (canning) dan Rumah potong ayam. Disamping itu, perusahaan juga mengelola tambak udang sebagai salah satu sumber penyediaan bahan baku bagi perusahaan. Kegiatan produksi perusahaan ditujukan untuk
kepentingan ekspor (export oriented), kecuali produksi es balok yang ditujukan untuk memenuhi kebutuhan local.
Dalam menjalankan aktivitasnya, perusahaan dibagi atas tiga unit produksi (UP), yaitu:
a. Unit produksi-I Tanjung Balai, bertempat di jalan Teluk Nibung KM 2 tanjung memproduksi es balok, menyediakan kamar pendingin (cold storage), ekspor udang dan hasil laut beku serta pengalengan (canning)
b. Unit produksi-II Medan, bertempat di jalan K.L Yos Sudarso KM 8,8 Medan,mengelola Rumah potong ayam, memproduksi es balok, udang dan hasil laut beku
c. Unit produksi-II Langsa, bertempat di Jalan Raya Medan-Banda Aceh KM 6,5 Langsa, memproduksi es balok dan mengelola tambak udang.
PT. Expravet Nasuba telah berdiri sejak tahun 2007 yang merupakan perusahaan yang bergerak di bidang pakan ternak dan merupakan pemekaran dari perusahaan PT. Mabar Feed Indonesia yaitu perusahaan yang bergerak dibidang pakan ternak sejak tahun 1976. Perkembangan dunia bisnis yang begitu pesat telah menciptakan banyak peluang di lingkungan sekitar baik yang bergerak dalam bentuk penyediaan bahan baku, bahan jadi produk sampai jasa yang menyediakan fasilitas penyimpanan ruang pendingan (coldstorage).
2.2. Ruang Lingkup Bidang Usaha
PT. Expravet Nasuba bergerak di bidang pakan ternak, dan bergerak dalam bidang Slaughtering house, ice block fisheries, food processing dan kini mencoba mengembangkan bisnisnya di bidang coldstorage.
2.3. Lokasi Perusahaan
PT. Expravet Nasuba terletak di di JL.KL. Yos Sudarso KM 8,8, No. 88, Kelurahan Mabar, Kecamatan Medan Deli, Sumatera Utara. Perusahaan ini mempunyai area tanah seluas20.107,21 m2
2.4. Daerah Pemasaran
.
Areal pabrik PT. Expravet Nasuba memiliki batas sebagai berikut:
1. Batas Timur :Jalan KL. Yos Sudarso 2. Batas Barat :Sungai Deli
3. Batas Utara :Kantor Prima Jasa
4. Batas Selatan :Perumahan Karyawan dan Desa Kampung Umbong
Defenisi pemasaran menurut Philip Kotler merupakan kegiatan manusia yang diarahkan pada usaha untuk memuaskan keinginan dan kebutuhan melalui proses pertukaran, dimana proes pertukaran itu merupakan titik puas kegiatan pemasaran.1
Setiap perusahaan didirikan untuk mencapai tujuan tertentu baik yang bersifat sosial maupun yang bersifat ekonomis.Terlepas dari dicantumkan atau
1 Philip, Kotler. Dasar-dasar Pemasaran (Jakarta: PT. Prenhallindo, 1998), p.5
tidaknya laba sebagai tujuan, setiap perusahaan berkeinginan memperoleh dari usahanya. Walaupun banyak cara yang diusahakan untuk menghasilkan laba, akan tetapi faktor utama yang tidak dapat ditinggalkan oleh perusahaan adalah penjualan barang atau jasa yang menjadi produk perusahaan tersebut. Dan pada akhirnya tujuan dari perusahaan mendapatkan laba adalah untuk dapat terus bertahan hidup yakni penghasilan dan sumber daya.
2.4.1. Strategi Pemasaran
Strategi pemasaran adalah suatu pendekatan yang digunakan oleh suatu usaha bisnis dalam mencapai suatu sasaran yang telah ditetapkan terlebih dahulu, atau dapat juga dikatakan sebagai suatu wujud rencana yang terarah dibidang pemasaran untuk mencapai hasil yang optimal. Keputusan-keputusan pokok mengenai target pasar, bauran pemasaran, pendistribusian produk dan tingkat biaya.
Adapun langkah strategis yang dilakukan PT. Expravet Nasuba untuk mencapai hal tersebut dan untuk menghadapi persaingan dengan produsen yang sejenis dipasaran adalah sebagai berikut:
a. Mempertahankan dan meningkatkan kualitas produk yang dihasilkan sehingga produk tersebut dapat bersaing dengan produk sejenis yang ada di pasaran b. Menetapkan harga produk pokok penjualan yang dapat bersaing dipasaran,
menekan tingkat kerusakan ataupun dengan menggali kemampuan sumber daya manusia yang tinggi. Perawatan mesin dan peralatan serta mengadakan penelitian terhadap kemungkinan produk yang bergam jenisnya.
c. Senantiasa membentuk dan menjaga hubungan baik dengan konsumen secara langsung, sehingga dapat melakukan pemantauan kualitas dan keadaan pasar terhadap produk yang dihasilkan.
d. Melakukan tim pembentukan pemasaran untuk setiap daerah di wilayah pemasaran masing-masing dan berusaha untuk mencari pasar baru.
e. Berperan aktif dalam setiap pemeran hasil produksi baik di tingkat daerah ataupun provinsi.
f. Memberikan kesempatan kepada masyarakat umum untuk mengetahui secara langsung pabrik dengan menerima kunjungan untuk memperkenalkan produk yang dihasilkan yang terdiri dari pelajar dan mahasiswa, organisasi pemuda, instansi sipil dan organisasi masyarakat lainnya.
2.4.2. Distribusi Pemasaran
Produk yang berkualitas tinggi yang dihasilkan oleh perusahaan dapat dilihat dari segi mutu, desain, kegunaan, bentuk serta ukuran tetapi hanya sedikit atau bahkan tidak ada sama sekali manfaat yang dapat diperoleh dari konsumen jika konsumen tidak tahu darimana dapat diperoleh barang atau jasa tersebut.
Untuk memperlancar usaha, arus produk dari produsen ke konsumen maka hal yang terpenting dan tidak boleh ditinggalkan adalah dengan memilih secara tepat saluran distribusi.
Sementara untuk pendistribusian PT. Expravet Nasuba mendistribusikan scara langsung tanpa melaui distributor.Seluruh transaksi penjualan dan
pengiriman menjadi tanggung jawab pemasaran.bagian pemasaran ini menjual dan menyampaikan produk langsung kepada nelayan ikan yang ada.
2.5. Organisasi dan Manajemen 2.5.1. Struktur Organisasi Perusahaan
Struktur organisasi adalah suatu susunan dan hubungan antara tiap bagian serta posisi yang ada pada suatu organisasi atau dalam menjalankan kegiatan operasional untuk mencapai tujuan yang telah di tetapkan. Struktur organisasi yang digunakan PT. Expravet Nasuba adalah struktur organisasi lini dan fungsional, dimana wewenang dari pimpinan tertinggi dilimpahkan kepada kepala bagian yang mempunyai jabatan fungsional untuk dikerjakan kepada para pelaksana yang mempunyai keahlian khusus.
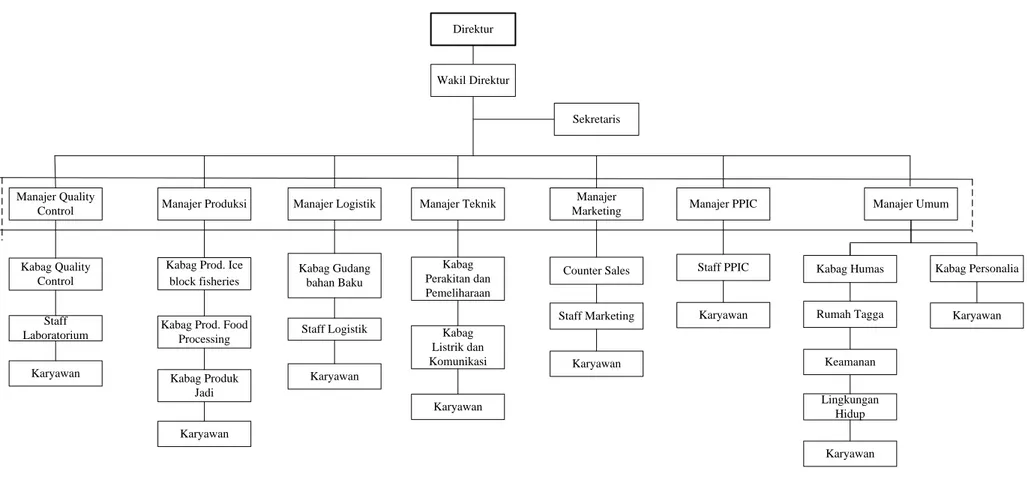
Adapun bentuk struktur organisasi pada PT. Expravet Nasuba adalah seperti yang terlihat pada Gambar 2.1.
Direktur
Sekretaris
Manajer Produksi Manajer Quality
Control
Kabag Quality Control
Manajer Logistik
Kabag Prod. Ice block fisheries
Kabag Prod. Food Processing
Manajer Teknik
Kabag Perakitan dan Pemeliharaan
Kabag Listrik dan Komunikasi
Karyawan Staff
Laboratorium
Karyawan Kabag Produk
Jadi
Karyawan
Kabag Gudang bahan Baku
Staff Logistik
Karyawan
Manajer Marketing
Counter Sales
Staff Marketing
Karyawan
Manajer PPIC
Staff PPIC
Karyawan Wakil Direktur
Manajer Umum
Kabag Humas
Rumah Tagga
Keamanan
Lingkungan Hidup
Karyawan
Kabag Personalia
Karyawan
Linier Fungsional
Gambar 2.1. Struktur Organisasi PT. Expravet Nasuba
2.5.2. Tugas dan Tanggung Jawab
Setiap bagian akan mengerjakan tugas dan tanggung jawabnya masing- masing sesuai dengan jobs description yang telah ditentukan. Uraian tugas dan tanggung jawab tersebut adalah pada PT. Expravet Nasuba dapat dilihat pada Lampiran 1:
2.6. Jumlah Tenaga Kerja dan Jam Kerja 2.6.1. Tenaga Kerja
PT. Expravet Nasuba mempekerjakan 189 orang karyawan pada bagian Rumah Potong Ayam (RPA).PT. Expravet Nasuba mempekerjakan tenaga kerja langsung dan tenaga kerja tidak langsung. Tenaga kerja langsung adalah tenaga kerja yang bekerja di lantai produksi. Tenaga kerja tidak langsung adalah pekerja yang bekerja di luar lantai produksi pabrik.
Tabel 2.1. Jumlah Karyawan PT. Expravet Nasuba
No Jabatan Jumlah
1 Pimpinan Perusahaan 1
2 Manajer Produksi 1
3 Manajer Administrasi& Keuangan 1
4 Manajer Personalia 1
5 Manajer Pemasaran 1
6 Staf Bagian Pengendalian Mutu 1
7 Staf Bagian Produksi 1
8 Staf Bagian Gudang 1
9 Staf Bagian Teknikal 1
10 Staf Bagian Administrasi dan Keuangan 1
11 Staf Bagian Safety and Security 1
12 Staf bagian Humas 1
13 Karyawan Pemasaran 2
14 Satpam 6
15 Petugas kebersihan 15
16
Operator
- Operator di bagian produksi - Operator di bagian pengepakan
- Operator di bagian gudang bahan baku - Operator di bagian penerimaan bahan - Operator di bagian pengiriman produk - Operator di gudang produk
- Operator di gudang bahan pengepakan - Operator di bagian bengkel dan gudang
peralatan
- Power House & Gudang BBM
- Operator di bagian penumpukan limbah
100 11 12 8 8 10 11 6 5 3
TOTAL 189
2.6.2. Jam Kerja
Jam kerja pabrik dibagi atas 2 bagian yaitu jam kerja kantor dan jam kerja lantai produksi. Pabrik beroperasi 24 jam terdiri dari 3 shift kerja, masing-masing shift adalah sebagai berikut :
1. Kantor
Untuk pekerja di bagian kantor jam kerja dapat kita lihat pada Tabel 2.2.
Tabel 2.2. Jam Kerja di Kantor
No. Hari Pukul Keterangan
1. Senin-Kamis dan Sabtu
08.00-12.00 Bekerja 12.00-13.00 Istirahat 13.00-16.00 Bekerja
2. Jumat
08.00-12.00 Bekerja 12.00-14.00 Istirahat 14.00-16.00 Bekerja
2. Pabrik
Untuk pekerja yang bertugas di pabrik, jam kerjanya dapat dilihat pada Tabel 2.3.
Tabel 2.3. Jam Kerja di Pabrik
No. Hari Pukul Keterangan
1. Senin-Kamis dan Sabtu
08.00-12.00 Bekerja 12.00-13.00 Istirahat 13.00-17.00 Bekerja
2. Jumat
08.00-12.00 Bekerja 12.00-14.00 Istirahat 14.00-17.00 Bekerja
3. Hansip/ Security
Khusus untuk karyawan hansip/ security di kelompokkan dalam tiga kelompok, yang setiap kelompok beranggotakan 5 orang.Untuk setiap kelompok dilakukan penggantian selama 12 jam.
2.7. Sistem Pengupahan dan Fasilitas
Sistem pengupahan di PT. Expravet Nasuba dibedakan atas tiga jenis, yaitu:
1. Upah Bulanan
Upah bulanan diberikan kepada karyawan kantor dan petugas keamanan/satpam. Dalam hal ini upah dibayar setiap akhir bulan.
2. Upah Harian
Upah harian diberikan kepada karyawan lantai produksi. Upah dibayarkan setiap hari pada saat jam kerja aktif berakhir.
3. Upah Borongan
Upah borongan hanya diberikan kepada karyawan di bagianice block fisheries.
Para pekerja borongan membentuk kelompok-kelompok kerja terdiri dari lima orang setiap kelompok. Upah dibayarkan dua kali sebulan yaitu, awal bulan dan pertengahan bulan. Jika terjadi hari libur maka upah dibayarkan sehari lebih cepat
2.8. Standar Mutu Produk
2
Produk PT. Expravet untuk Rumah Potong Ayam (RPA) atau sering disebut Slaughtering house telah memiliki mutu standar Halal dari MUI dan ASAP, yang menyatakn bahwa daging ayam yang dihasilkan oleh pabrik adalah dari bahan makanan yang bergizi dan bermutu. Produk Rumah Potong Ayam (RPA)/ Slaughtering house dihasilkan dari ayam peliharaan dengan spesifikasi Kemampuan perusahaan untuk merespon cepat permintaan pelanggan dan memenuhi keinginan mereka dipengaruhi oleh faktor pengiriman tepat waktu (timeliness delivery), mutu yang sesuai dengan harapan (expected quality) dan harga yang wajar (reasonable price).Dalam hal ini PT. Expravet Nasuba memiliki kriteria khusus faktor mutu untuk mencapai tujuan memuaskan pelanggan.Standar mutu diperlukan agar produk yang dihasilkan tidak menjauhi dari spesifikasi standar yang telah ditetapkan.Kualitas produk pada PT. Expravet Nasuba diperiksa di laboratorium setiap hari untuk tetap menjaga mutu produk yang dihasilkan oleh pabrik.
2 Sukaria Sinulingga. Perencanaan dan Pengendalian Produksi. 2009. Hal 1
yang telah ditetapkan perusahaan dengan isu yang beredar di masyarakat tentang bahaya flu burung maka perusahaan member kelonggaran kepada supplier sebesar 0,3% ayam mati diperbolehkan untuk diproses dalam Rumah Potong Ayam(RPA).
2.8.1. Bahan yang Digunakan
Mahasiswa yang melakukan Penelitian Tugas akhir pada PT. Expravet Nasuba memfokuskan pembahasan laporan pada produk Rumah Potong Ayamkarena pengamatan diperuntukkan pada pendistribusian daging ayam yang berada pada Rumah Potong Ayam.Produk Rumah Potong Ayam dihasilkan denganmengunakan bahan-bahan mutu yang baik yang dapat menyimpan suhu dingin sehingga kualitas makanan dapat terjaga dalam waktu yang lama.
2.8.1.1. Bahan Baku
Bahan baku yang digunakan dalam proses produksi Rumah Potong Ayampada PT. Expravet Nasuba adalah ayam. Ayam tesebut didapatkan dari supplier tetap perusahaan yang sudah menyepakati mutu ayam yang diinginkan perusahaan.
2.8.1.2. Bahan Tambahan
Bahan tambahan yang digunakan adalah es batu. Kegunaan es batu didalam proses produksi yaitu untuk mempercepat/ katalisator proses pembekuan daging ayam menjadi daging ayam beku.
2.8.1.3. Bahan Penolong
Bahan penolong yang digunakan untuk produksi PT. Expravet Nasuba adalah air.Air digunakan untuk membersihkan ayam setelah dibubut bulunya, pembersihan tombolok, pemotongan kaki dan kepala sampai daging ayam dipastikan bersih dan siap untuk dipotong.
2.8.2. Uraian Proses
Proses pengolahan Rumah Potong Ayampada PT. Expravet Nasuba dilakukan pada tiga sub departemen yaitu:
1. Penerimaan Ayam
Aktivitas yang dilakukan pada sub departemen Penerimaan Ayam ni adalah:
a. Ayam diterima dari supplier didalam keranjang dan ditimbang bersama truknya.
b. Ayam dikeuarkan dari truk dan dibawa ke timbangan
c. Ayam dibiarkan istirahat kurang lebih 1 jam untuk menenangkan psikologis ayam agar proses pemotongan berjalan baik
d. Ayam kemudian ditimbang satu persatu dan digantung bagian kakinya dengan sistem rel
e. Ayam dipotong
2. Pembubutan Bulu Ayam
Pada bagian sub departemen pembubutan bulu ayam dilakukan aktivitas berikut ini:
a. Ayam yang sudah dipotong tersebut dibawa ke bagian bolding (perebusan) adapun suhu air panasnya mencapai 62-640
b. Ayam dibubut dengan menggunkan mesin bubut C
c. Pencabutan bulu-bulu yang masih tersisa
d. Pomotongan bagian kloaka cayam dan mengeluarkan jeroan ayam e. Pengambilan jeroan dan dipisahkan bagian-bagian dalamnya f. Ayam dicuci dengan menggunakan semprot air
g. Ayam kemudian dipotong bagian kakinya h. Ayam digantungkan kembali
i. Pemotongan sisa jeroan yang masih ada pada ayam
j. Pencabutan bulu-bulu halus yang masih tersisa pada bagian ketiak ayam k. Pembersihan dengan menggunakan air semprot
l. Penyeleksian ayam dilihat dari memar dan warna ayam m. Ayam masuk ke bagian spinchiller
3. Pemotongan Ayam
Pada bagian sub departemen pemotongan ayam dilakukan aktivitas berikut ini:
a. Ayam yang sudah bersih dan siap untuk dipotong akan masuk ke bagian spinchiller gunanya untuk membunuh bakteri yang ada dibagian tubuh ayam b. Masuk kebagian penimbangan. Pada bagian penimbangan berat ayam dibagi-
bagi antara lain <2,6, >2,8 dan > 3 kg, sistem penimbangannya otomatis dengan alat pendetektor
c. Masuk kebagian pemotongan ayam. Pada bagian ini ayam dipotong sesuai keinginan konsuman ada yang dinamakan parting 6 (bagian sayap 2, bagian paha 2, bagian dada 1 dan bagian ekor 1), parting 8 (bagian sayap 2, bagian paha 2, bagian dada 2 dan bagian ekor 2)
d. Setelah dipotong maka ayam dimasukkan kedalam bungkusan
e. Setelah siap dibungkus maka daging ayam tersebut masuk keruang pendingan yang bersuhu 40
f. Dimasukkan kedalam karung dan ditimbang, dimasukkan ke bagian penyimpangan sampai waktu pengiriman barang
C dan didiamkan kurang lebih 12 jam
2.9. Safety and Fire Protection
PT. Expravet Nasuba menciptakan kondisi kerja yang aman dan sehat.Keselamatan kerja merupakan sarana utama untuk mencegah kecelakaan, cacat dan kematian yang diakibatkan oleh kecelakaan kerja. Ada beberapa hal dalam perencanaan keselamatan dan kesehatan yang perlu di perhatikan yaitu:
1. Menjaga keadaan tertib yang aman dan nyaman untuk berjalan di lantai produksi dan sekitar pabrik.
2. Memperhatikan allowance lantai yang cukup bagi mesin, peralatan dan ruang gerak operator.
3. Fasilitas transportasi yang harus disertai perlengkapan keselamatan.
4. Tersedianya alat-alat pemadam dan serene kebakaran yang memadai pada berbagai tempat yang rawan kebakaran.
Alat-alat pelindung diri yang disarankan oleh perusahaan adalah:
1. Pelindung telinga (ear plug) berfungsi untuk melindungi telinga para karyawan dari kebisingan dan mesin-mesin produksi.
2. Sepatu boot berfungsi untuk melindungi karyawan dari kecelakaan yang disebabkan benda berat, paku atau benda tajam, lantai kerja yang licin dan sebagainya.
3. Masker berfungsi untuk melindungi karyawan dari bau-bauan, zat kimia, gas, dan debu yang dapat mengganggu pernafasan karyawan.
4. Helm berfungsi untuk melindungi kepala dari benturan-benturan yang berbahaya pada tubuh bagian atas karyawan.
5. Pakaian kemeja khusus untuk melindungi tubuh karyawan dari peralatan yang digunakan karyawan di pabrik tersebut. Pakaian khusus ini disediakan oleh perusahaan bagi karyawan yang bekerja di bagian pabrik.
Pada pengaman arus listrik, saklar-saklar diletakkan pada posisi yang mudah dijangkau dan tertutup.Sekring harus pada panel tertutup dan kabel listrik harus dipasang dengan baik agar tidak terjadi korslet (kesetrum) pada kabel.Listrik diputuskan bila terjadi hal-hal yang dapat membahayakan keselamatan kerja para karyawan.
2.10. Waste Treatment
Setiap perusahaan memiliki limbah hasil pengolahan dimana limbah ini harus diperhatikan dalam hal pengendalian dan permasalahannya, limbah yang dihasilkan dapat berupa limbah padat maupun limbah cair.Masing-masing limbah harus dikelola dengan baik dan benar sebelum dibuang ke lingkungan agar tidak menimbulkan permasalahan terhadap habitat tempat limbah dibuang.
PT. Expravet Nasuba memiliki limbah cair yang ada berasal dari bahan kimia campuran pada saat proses produksi dimana masalah yang ditimbulkan dari limbah tersebut terhadap pabrik adalah hasil rebusan ayam dan sisa air garam.
Limbah tersebut akan dialirkan ke bagian pengolahan limbah, di bagian ini limbah diolah kembali sebelum di buang ke lingkungan. Ada pun skema proses pengolahan limbah:
1. Lift Tank
Fungsinya : tempat pengumpulan air limbah.
2. Lift Station
Fungsinya : memisahkan air dengan kotoran padat lainnya.
2. Precipitation Tank
Fungsinya : ar yang sudah dipisah diputar dengan regulator 3. Equalitation Tank
Air yang diputar pada precipitation tank menyebabkan adanya pemisahan antara air dengan sisa-sisa kotoran yang akan diendapkan.hasil endapan tersebut dapat digunakan sebagai pupuk, hal itu terbukti dengan tumbuhnya tanaman dengan subur diseitar lokasi pengelolaan limbah yang telah diberi pupuk hasil endapan tersebut
4. Mixing Tank
Mixing tank merupakan proses akhir dari proses pengelolaan air limbah, pada proses ini air kembali di putar dengan regulator.
5. Tempat Penamngan Akhir (TPA)
Merupakan hasil akhir pengelolaan air limbah, pada Tempat Penamngan Akhir (TPA) pH air mencapai 6-7.Bukti dari tidak adanya racun berbahaya pada air limbah tersebut perusahaan sengaja mengembangbiakkan eceng gondok dan berudu. Air tersebut akan dialirkan ke sungai deli yang tepat berada dibelakang perusahaan.
BAB III
LANDASAN TEORI
3.1. Manajemen Transportasi dan Distribusi
Pada kebanyakan produk yang digunakan peran jarigan distribusi dan transportasi sangatlah vital.Jaringan distribusi dan transportasiini memungkinkan produk pindah dari lokasi dimana diproduksi ke lokasi konsumen atau pemakai yang sering kali dibatasi oleh jarak yang sangat jauh.Kemampuan untuk mengirimkan produuk ke pelanggan secara tepat waktu dalam jumlah yang sesuai dan dalam kondisi yang sangat baik, hal ini dapat menentukan apakah produk dapat bersaing secara kompetitif di pasar.Kemmapuan untuk mengelolah jaringan distribusi merupakan satu komponen keunggulan yang kompetitif yang sangat penting bagi kebanyakan industri.
Untuk menciptakan keunggulan berkompetensi, perusahaan tidak lagi mengandalkan cara-cara tradisional dalam mendistribusian produk- produk.Perkembangan tekologi dan inovasi dalam manajemen distribuusi memungkinkan perusahaan untuk menciptakan kecepatan waktu kirim serta efisiensi yang tinggi dalam jaringan ditribusi, sesuatu yang sangat dipentingkan oleh pelanggan.Teknologi penyimpanan, barcording, ASRS (automatic storage and retrieval system), RFID (radio frequency identification) adalah sebagian teknologi yang sangat banyak memudahkan operasi pendistribusian produk.
Teknik-teknik yang inovatif seperti crossdoking, flow through distribution, dan penggunaan 3PL (jasa logistik pihak ketiga) untuk kegiatan distribusi adalah
sebagian dari pendekatan-pendekatan modern yang menciptakan banyak keunggulan dalam manajemen distribution dn transportasi (Pujawan,2005).
3.1.1. Pengertian dan Model Transportasi
Pengertian transportasi menurut Dimyati (2004) adalah: “Transportaasi membahas masalah penditribusian suatu komoditas atau produk dari sejumlah sumber (supply) ke sejumlah tujuan (destination, demand), dengan tujuan meminimumkan ongkos pengangkutan yang terjadi”.
Menurut Dimyati (2004), ciri-ciri khusus persoalan transportasi adalah sebagai berikut:
1. Terdapat sejumlah sumber dan sejumlah tujuan tertentu.
2. Kuantitas komoditas yang didistribusikan dari setiap sumber dan yang diminta oleh setiap tujuan, besarnya tertentu.
3. Komoditas yang dikirim atau diangkut dari suatu sumber ke tujuan tertentu, besarnya sesuai dengan permintaan dan atau kapasitas sumber.
4. Ongkos pengangkutan komoditas dari suatu sumber ke suatu tujuan besarnya tertentu.
Transportasi memberikan manfaat geografis pada sistem logistik dengan menghubungkan fasilitas-fasilitas dengan pasar.Pada banyak perusahaan, pengeluaran untuk transport lebih besar dari pengeluaran untuk unsur lainnya.
Biaya transport industri yang menghasilkan produk bernilai tinggi adalah rendah persentasenya terhadap penjualan. Sebaliknya, biaya transport batu bara, bijih besi, bahan-bahan kimia dasar dan pupuk adalah relatif tinggi. Kebutuhan
pelayanan industri sangat berbeda-beda dari industri ke industri.Banyak pilihan transpotasi tersedia bagi pengangkutan produk atau bahan mentah dalam sistem logistik.Disamping itu, perusahaan dapat memutuskan untuk mengusahakan transportasi sendiri, atau mengadakan perjanjian dengan spesialis transport.
Sistem logistik memandang kegiatan transportasi dengan 4 faktor yang memegang peranan penting, yaitu:
1. Biaya Transportasi
Biaya transportasi merupakan pembanyaran sesunguhnya yang harus dikeluarkan guna mengganti balas jasa pengangkutan barang yang telah dilkeluarkan, jadi bukan berarti metode transportasi yang termurah itu merupakan yang pasti dikehendaki.
2. Kecepatan
Faktor kecepatan merupakan waktu yang dibutuhkan guna menyelesaikan suatu tugas pengangkutan di antara tempat asal barang ke tempat tujuan yang dikehendaki.Faktor kecepatan harus selalu dikaitkan dengan kondisi barang yang dipindahkan agar jangan sampai terjadi kerusakan walau mungkin dari segi waktu lebih cepat dari penggunaan transportasi lainnya.Bisa dikatakan waktu yang paling cepat dalam kegiatan transportasi suatu barang belum menjamin tercapainya kegiatan logistik yang baik.
3. Pelayanan
Faktor pelayanan merupakan suatu kegiatan servis yang diberikan terhadap barang perusahaan selama dalam kegiatan pemindahan barang. Pelayanan atau servis datangnya dari berbagai pihak, baik pengangkutan barang itu dikelola
oleh perusahaan sendiri atau dengan cara menyewa dari perusahaan pengangkutan yang resmi. Pelayanan barang datangnya dari para karyawan yang membawa, mengendalikan alat transportasi para petugas yang berhubungan dengan alat transportasi.Pelayanan yang terbaik yang diharapkan tercapai dengan tidak menambah biaya transportasi dari biaya yang normal.
4. Konsistensi
Konsistensi pelayanan merupakan hal yang cukup penting di bidang transportasi dengan menunjukkan prestasi waktu yang teratur.
Sistem yang digunakan untuk mengangkut barang-barang dengan menggunakan alat angkut tertentu dinamakan moda transportasi (mode of transportasion ). Ada lima cara utama transportasi yang biasa disebut dengan moda transportasi. Lima cara utama tersebut adalah kereta api, jalan raya, jalan air, saluran pipa, dan penerbangan. Masing-masing alat transportasi ini mempunyai kebaikan dan kelemahan terhadap kegiatan logistik di perusahaan.
3.1.2. Fungsi Transportasi
Untuk menunjang perkembangan ekonomi yang mantap perlu dicapai keseimbangan antara penyediaan dan permintaan jasa angkutan. Jika penyediaan jasa angkutan lebih kecil daripada permintaan, maka akan terjadi kemacetan arus barang yang dapat menimbulkan kegoncangan harga di pasaran. Sebaliknya, jika penawaran jasa angkutan melebihi permintaannya maka akan timbul persaingan tidak sehat yang akan menyebabkan banyak perusahaan angkutan rugi dan menghentikan kegiatannya, sehingga penawaran jasa angkutan berkurang,
selanjutnya menyebabkan ketidaklancaran arus barang dan kegoncangan harga di pasar.
Pengangkutan berfungsi sebagai faktor penunjang dan perangsang pembangunan dan pemberi jasa bagi perkembangan ekonomi.Fasilitas pengankutan harus dibangun mendahului proyek-proyek pembangunan lainnya (Nasution, 2004).
3.1.3. Persoalan Transportasi
Masalah transportasi adalah salah satu permasalahan khusus dalam linearprogramming.Dikatakan khusus, karena terletak pada karakteristik utama, yaitu bahwa masalah-masalah tersebut cenderung membutuhkan sejumlah pembatas dan variable yang sangat banyak sehingga dalam penggunaan komputer untuk menyelesaikan metode simpleksnya akan sulit dibanding secara manual.
Persoalan transportasi pada intinya membicarakan masalah pendistribusian suatu komoditas atau produk dari sejumlah sumber (supply) ke sejumlah tujuan (demand) dengan tujuan meminimumkan biaya pengangkutan yang terjadi. Ciri- ciri khusus persoalan transportasi adalah sebagai berikut:
1. Terdapat sejumlah sumber dan sejumlah tujuan tertentu.
2. Jumlah komoditi atau barang yang didistribusikan dari setiap sumber dan yang diminta oleh setiap tujuan, besarnya tertentu,
3. Jumlah barang yang dikirim atau diangkut dari sumber ke suatu tujuan, besarnya sesuai dengan permintaan atau kapasitas sumber. Apabila jumlah
permintaan tidak sama dengan penawaran, maka harus ditambahkan variable dummy.
4. Biaya pengangkutan komoditas dari suatu sumber ke suatu tujuan, besarnya tertentu.
3.2. Penentuan Rute dan Jadwal Pengiriman
Menurut Tamin (2000), ada beberapa faktor utama yang menentukan rute, yaitu:
1. Waktu Tempuh
Waktu tempuh adalah waktu total perjalanan yang diperlukan, termasuk berhenti dan tundaan dari suatu tempat ke tempat lain. Waktu tempuh dapat diamati dengan dua cara, pertama dengan metode pengamat bergerak, yaitu pengamat mengemudikan kendaraan survey di dalam arus lalu lintas, kedua dengan mencatat waktu tempuhnya.
2. Nilai Waktu
Nilai waktu adalah sejumlah uang yang disediakan seseorang untuk dikeluarkan (atau dihemat) untuk menghemat satu unit waktu perjalanan.Ini didasari asumsi bahwa waktu perjalanan tetap konstan sepanjang waktu, relatif terhadap pengeluaran konsumen.
3. Biaya Perjalanan
Biaya perjalanan dapat dinyatakan dalam bentuk uang, waktu tempuh, jarak, atau kombinasi ketiganya yang biasa disebut biaya gabungan. Dalam hal ini
diasumsikan bahwa total biaya perjalanan sepanjang rute tertentu adalah jumlah biaya setiap ruas jalan yang dilalui.
Namun demikian, biaya bukanlah satu-satunya faktor yang dipertimbangkan dalam proses pengiriman. Pada contoh Koran, perusahaan mungkin juga memiliki target tiap pelangga di sebuah kota harus sudah mendapatkan Koran selambat-lambatya jam 6.30 pagi. Dengan kata lain ada kendala waktu yang sering dinamakan time window. Disamping itu, jumlah pelanggan, jadwal dan rute sering dipertmbangkan dan kendala lain seperti kapasitas kendaraan atau armada pengangkutan (Pujawan, 2005).
Secara umum permasalahan penjadwalan dan penentuan rute pengiriman bias memiliki beberapa tujuan yang ingin dicapai seperti tujuan untuk meminimumkan biaya pengiriman, meminimumkan waktu, atau meminimumkan jarak tempuh. Dalam bahasa program matematis salah satu dari tujuan tersebut bias menjadi fungsi tujuan dan yang lainnya menjadi kendala (Pujawan, 2005).
3.3. Travelling Salesman Problem
Dalam sistem jaringan manufaktur, dimungkinkan terdaatnya satu unit gudang induk bahan baku dan beberapa unit produksi yang terpisah satu dengan yang lain. Dalam literatur, masalah rute kendaraan ini disebut sebagai permasalahan distribusi bahan baku dari satu gudang induk ke beberapa unit roduksi yang saling terpisah (Ballou, 1999).
Secara rutin sebuah perusahaan melakukan pengiriman barang kepada konsumen diatas area geografis yang dilayani oleh fasilitas-fasilitas
perusahaan.dalam hal ini perusahan melakukan pengiriman barang dengan sejumlah armada kendaraan. Pengelilingan kendaraan meliputi perencanaan operasi armada kendaraan untuk mengirim barang untuk menghasilkan pelayanan.
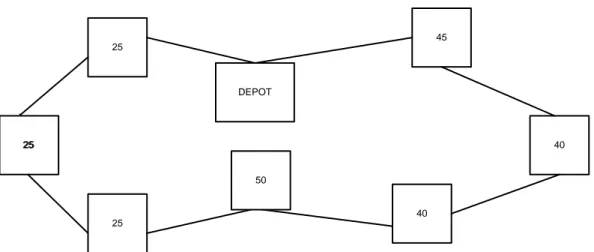
Masalah pengelilingan kendaraan atau penyusunan rute kendaraan didasari berbeda dalam hal ukuran dan kerumitan.Masalah penyusunan rute ini dapat menjadi sulit untuk operasi-operasi yang lebih besar sesuai denganbanyaknya fasilitas yang dimiliki, banyaknya pelanggan, area pelayann dan ukuran armada atau kemampuan jangkauan armada.Kunci keputusan penyelesaian masalah rute kendaraan adalah mendesain rute-rute kendaraan.Rute adalah tempat pemberhentian-pemberhentian dimana sebuah kendaraan mengunjungi antara dua kedatangan berturut-turut terhadap depot. Rute distribusi produk adalah urutan pemberhentian berturut-turut terhadap depot dan proses perencanaan dari titik awal (perusahaan) ke titik konsumsi (konsumen) untuk memenuhi kebutuhan konsumen. Solusi optimal adalah pencarian atau penyelesaian masalah yang baik dalam penentuan rute dan penjadwalan kendaraan yang efisien. Urutan masalah penyusunan rute yang paling mudah terjadi ketika melihat rute tunggal yang mengunjungi semua pelanggan dan minimasi waktu total perjalanan. Hal inilah yang disebut masalah perjalanan salesman(Travelling Salesman Problem) yang dapat dilihat pada Gambar 3.1.
25
25
25
40
40 45
DEPOT
25
50
Gambar 3.1. Contoh Travelling Salesman Problem
3.4. Vehicle Routing Problem
Vehicle Routing Problem terkait dengan permasalahan bagaimana mendatangi pelanggan dengan menggunakan peralatan yang ada. Istilah lain untuk masalah ini adalah Vehicle Sceduling Problem, Vehicle Dispatching Problem, Delivery Problem. Vehicle Routing Problem adalahsebuah hard combinatorialoptimisation problem.Permasalahan ini erat kaitannya dengan permasalahan Travelling Salesman Problem.Vehicle Routing Problem menjadi TravellingSalesman Problem pada saat hanya terdapat satu alat angkut yang kapasitasnya tak hingga.
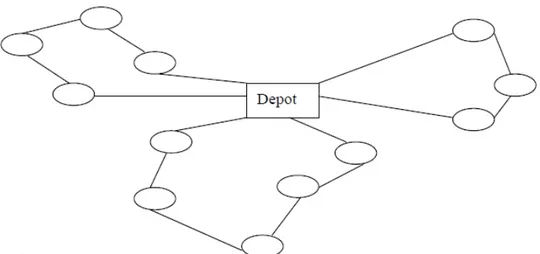
Dalam permasalahan vehicle routing, jika setiap alat angkut dapat menempuh trip/rute majemuk selama horizon perencanaan maka ini disebut sebagai MultiTrip Vehicle Routing Problem (Ballou, 1999).Bentuk dari solusi Vehicle routingProblem dasar dapat dilihat pada Gambar 3.2.
Gambar 3.2.Bentuk Solusi Vehicle Routing Problem
3.5. Metode Shortest Path Problem
Shortest Path Problem (SPP) adalah suatu masalah yang berkenaan dengan pencarian jalur(path) dari suatu lokasi asalh s kelokasi tujuan t yang memberikan jarak terpendek dari semua alternatif jalur yang dapat ditempuh.
Shortest Path Problem adalah salah satu masalah dalam bidang network theory yang sangat luas aplikasinya antara lain adalah bidang transportasi / distribution equipment / replacement, komunikasi dan production planning control (Sukaria Sinulingga, 2015)
Shortest Path Problem (SPP) dapat diklasifikasikan kedalam beberapa tipe misalnya sumber tunggal (SPP antar dua node tertentu), SPP antar satu node tertentu dengan setiap node yang lain dan SPP antara semua node. Demikian juga halnya dengan bobot dari setiap arc dapat dinyatakan dalam bentuk penalty dan lain-lain.
Klasifikasi SP adalah sebagai berikut:
1. Ordinary path problem a. Unconstrained
- Shortest path between two specified nodes - Shortest path from one path to all others - Shortest path between all nodes
b. Constrained
- Shortest path that includes specified nodes
- Shortest path that includes specified number of arc 2. Generalized path lengths
a. Turn penalties
b. Length as a function of a path c. Algebraic related problems
3.5.1. SPP antara Dua node tertentu
Shortest Path Problem (SPP) terdapat masalah-maslaah yang tidak bias diselesaikan dalam cara biasa, terdapat berbagai macam cara dalam memecahkan masalah dalam kasus yang berbeda. Untuk memecahkan masalah-masalah tersebut ada beberapa algoritma yang sering digunakan dalam Shortest Path Problem (SPP) diantaranya adalah:
a. Djikstra’s SPP problem b. Ford’s algorithm c. Partitioning algorithm
3.5.2. Algoritma Djikstra
Algoritma djikstra (1959) memberikan basis untuk penyelesaian SPP dengan cara yang paling efisien. Algoritma ini dikenal sebagai label setting karena menggunakaan bantuan atau penggunaan label pada tahapan-tahapaniterasinya .setiap node dan arc dibedakam dengan member tanda (label) misalnya dengan warna berbeda. Node dan arc yang tremasuk dalam lintasan diberi warna sedangkan yang lainnya tdak berwarna (Hiller an Leberman, 1995).
Misalnya dari node y ada m buah node yang dapat dipilih untuk menjadi bagian lintasan terpndek dari node y, karena ada m node didepan node y maka berarti ada m buah part dari y, misalnya node x adalah path terpendek dari node y ke salah satu dari m buah node tadi. Beri warna node y dan arc (y,x), mak ada m-1 node yang tersisa dan dapat dipilih berikutnya. kemudian tenukan node mana yang merupakan node terdekat dari node y dan seterusnya. Algoritma djikstra sendiri terdiri dari tiga langkah sebagai berikut:
Langkah 1
Pertama-tama semua node dan arc tidak berwarna. Karena node s adalah node awal maka y=s, jarak d(y)=0. Beri jarak terdekat d(x )= ∞ pada node -node lain (x≠y). jarak dari node y ke setiap node lain misalkan node x ialah jarak ampai node y yaitu d(y) ditambah dengan panjang arch dari node y ke node x tersebut.
Secara matematik dituliskan sebagai berikut d(x) = d(y) + a (y,x) Langkah 2
Untuk setiap node x yang belum berwarna, tentukan d(x) dengan cara sebagai berikut: d(x) = min [d(x), d(y) +a(y,x)]. Jika d(x) = ∞ unt uk semua x yang
tidak berwarna maka iterasi dihentikan karena tidak ada path dari node s ke node t, jika d(s) ≠ ∞ maka diberi warna pada node x yang mempunyai d(x) terkecil.
Juga diberi warna pada arc yang menuju node x yang memberikan d(x) terkecil tersebut. Misalkan y=x.
Langkah 3
Jika node x=t telah berwarna maka proses iterasi dihentikan karena path terpendek telah ditemukan dari node s ke node t. jika node t belum berwarna kembali ke langkah 2
3.5.3. Algoritma Ford
Algoritma ford (1956) merupakan perluasan aplikasi algoritma djiksstra dengan member kesempatan sebagian arc dari bertanda negatife. Menurut algoritma ford (Hiller dan Lebeerman, 1995):
1. Dalam step 2 (dalam algoritma djikstra), persamaan (1) dapat digunakan kepada semua node, tidak hanya kepada node yang belum diberi tanda (warna).
Dengan demikian, node bertanda dan juga yang belum bertanda (berwarna) dapat berupa node dengan nomor lebih rendah.
2. Jika semua node telah berwarna
3. Hentikan algoritma hanya jika semua node telah berwarna dan step 2 tidak dapat lagi menurunkan nomor dari node yang manapun.
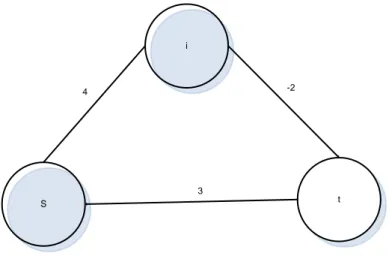
Contoh pada pengaplikasian sebuah masalah
i
S t
4 -2
3
Gambar 3.3. Sebuah Graph
Step 1: beri warna pada node S dan tetapkan d(s) = 0 dan d(1) = ∞ dan d(t) = ∞ Step 2: y=s
d(1) = min [d(1),d(s) +a(s,1)] = min [∞, 0+4] = 4
d(1) = min [d(1),d(s) +a(s,1)] = min [∞, 0+3] = 3 (minimum)
karena d(2) = 3 adalah minimum maka beri warna pada node t dan juga arc (s,1). Path terpendek untuk sementara ialah part arborescene (s,t). lanjut ke step 3
step 3: karena masih ada node dan arch yang belum berwarna maka kembali kee step 2
Step 2: y=s
karena tidak ada arc yang meninggalkan node t, semua node tidak mengalami perubahan. Jadi node 1 diberi warna dan arc (s,1) juga diberi warna. Part arborescene terpendek sementara ialah arch (s,t) dan (s,1).
Step 3: kembali ke step 2 untuk mencoba ke node lain lebih rendah
y=1
d(2) = min [d(t),d(1) +a(1,t)] = min [3, 4-2] = 2 d(3) = min [d(s),d(1) +a(1,s)] = min [0, 4+∞] = 0
karena d(t) menurun dari 3 ke 2 maka node t dan arc (s,t) dikembalikan tidak berwarna. Path arborescene hanya terdiri dari arc (s,1). Node t merupakan satu-satunya node yang masih tidak berwarna.
Step 3: kembali ke step 2 untuk mencoba ke node lebih rendah Step 2: node yang lebih rendah dari node lain ialah node 1
y = 1
d(t) = min [d(t),d(1) +a(1,t)] = min [3, 4-2] = 2 d(s) = min [d(s),d(1) +a(1,s)] = min [0, 4+∞] = 0
karena d(t) menurun dari 3 ke 2 maka node t dan arc (s,t) dikembalikan tidak berwarna. Path arborescene hanya terdiri dari arc (s,1). Node t merupakan satu-satunya node yang masih tidak berwarna. Dan arc (1,t) haruslah berwarna. Path arborescene terpendek sekarang adalah (s,1) dan (1,t).
Step 3: kembali ke step 2 untuk y=t Step 2: y=t
Karena tidak ada lagi arc yang meninggalkan node t dan juga tidak ada lagi node yang lebih rendah maka tidak ada nodenya yang dihilangkan warnanya. Lanjut ke step 3.
Step 3: karena semua node telah berwarna maka algoritma berakhir. Path terpendek dari s ke t ialah a(s,1), a(1,t) dengan total jarak terpendek ialah 4-2 = 2.
3.5.4. Algoritma Partitioning
Algoritma Partitioning berawal dari matriks D0 dan berdasarkan matriks tersebut dihitung D1, matriks D2
a. Path terpendek dari node i ke m yang hanya melalui m-1 node sebagai node antara
, dan seterusnya.Ide dibalik perhitungan matriks tersebut adalah sebagai berikut. Misalnya bahwa hal-hal dibawah ini diketahui butir-butir a,b,c dan d yaitu:
b. Path terpendek dari node m ke node j yang hanya melalui m-1 node antara c. Path terpendek dari node I ke node j yang melaui hanya m-1 buah node antara.
Karena dalam node ini tidak terdapat circuit atau apapun arc yang panjangnya bertanda negatif maka path yang lebih pendek antara (d) dan (e) berikut ini adalah path terpendek antara node I ke node j yang melalui m-1 buah node antara.
d. Path yang dibentuk dari sambungan path pada (a) dan pada path (b) e. Pada path c ialah
dijm = min [(dimm-1
+ dmjm-1
),dijm-1
persamaan diatas menunjukkan bahwa hanya elemen-elemen dari d ]
m-1 matriks yang diperlukan untuk menghitung bahwa hanya elemen-elemen Dm.
Algoritma partitioning untuk shortest path untuk semua node adalah sebagai berikut:
step 1: beri warna pada node i(1,2,3…, n) dari network terkait. Cari matriks, yaitu suatu matriks yang elemen (i,j) sama dengan panjang arc ini tidak ada beri nilai dij0 = ∞ misalkan dij0
step 2: untuk m= 1,2,3,..,m secara berturut-turut dari elemen-elemen matriks D = 0 untuk semua i.
m
dari elemen-elemen Dm-1 dij
dengan menggunakan formula berikut:
m = min [(dimm-1
+ dmjm-1
),dijm-1
bila setiap elemen matriks sudah ditentukan maka catatlah path bersangkutan. Elemen-elemen matriks D
]
N adalah panjang dari path terpendek dari node I ke node j.
3.6. Teknik Sampling
Sampling adala metode pengumpulan data yang sangatpopular karena manfaatnya yang demikian besar dalam penghematan sumber daya waktu dan biaya dalam kegiatan pengumpulan data.Sampling sering dilawankan dengan sensus yaitu suatu metode pengumpulan data secara menyeluruh yaitu seluruh sumber data ditelusuri dan setiap elemen data yang dibutuhkan diambil.Metode sensus memang menghasilkan data yang lebih lengkap tidak sedikit kendala yang dihadapi dengan menggunakan metode ini. Berikut ini akan diuraikan berbagai metode sampling yang umum digunakan dalam penelitian. Sebelum uraian tentang berbagai tipe sampling dibahas perlu kiranya dipahami terlebih dahulu pengertian populasi, elemen dan sampel.
Populasi ialah keseluruhan anggota atau kelompok yang membentuk objek yang dikenakan investigasi oleh peneliti. Elemen adalah setiap anggota dari populasi. Dengan kata lain, seluruh elemen yang membentuk satu kesatuan karakteristik adalah populasi dan setiap unit dari populasi tersebut adalah elemen dari populasi. Sampel adalah sebuah subset dari populasi. Sebuah subset terdiri dari sejumlah elemen dari populasi yang ditarik sebagai sampel melalui mekanisme tertentu dengan tujuan tertentu. Elemen yang ditarik dari populasi disebut sebagai sebuah sampel apabila karakteristik yang dimiliki oleh gabungan seluruh elemen-elemen yang ditarik tersebut merepresentasikan karakteristik dari populasi.
Sampling ialah proses penarikan sampel dari populasi melalui mekanisme tertentu melalui makna karakteristik populasi dapat diketahui atau didekati. Kata mekanisme tertentu mengandung makna bahwa baik jumlah elemen yang ditarik maupun cara penarikan harus mengikuti atau memenuhi aturan tertentu agar sampel yang diperoleh mampu merepresentasikan karakteristik populasi dari mana sampel tersebut diambil atau ditarik. Sampling adalah metode pengumpulan data yang sangat populer karena manfaatnya yang demikian besar dalam penghematan sumber daya waktu dan biaya dalam kegiatan pengumpulan data.
Sampling sering dilawankan dengan sensus yaitu suatu pengumpulan data secara menyeluruh yaitu seluruh sumber data ditelusuri dan setiap elemen data yang dibutuhkan diambil.
Secara garis besar metode penarikan sampel dapat diklasifikasi atas dua bagian yaitu probability sampling (penarikan sampel yang terkait dengan faktor
probabilitas) dan non-probability sampling (penarikan sampel yang tidak terkait dengan faktor probabilitas). Perbedaan prinsipil dari dua tipe sampling ini selain dalam hal teknis/mekanisme pelaksanaan, juga dari sasaran pokok yaitu probability sampling lebih melihat kemungkinan area baru untuk diteliti sedangkan non-probablility sampling lebih ditekankan pada eksplorasi dan kelayakan penerapan suatu ide.
Elemen adalah setiap anggota dari populasi. Jika populasi adalah seluruh produk yang dihasilkan oleh sebuah industry manufaktur misalnya sebanyak 10.000 unit per hari maka setiap unit dari produk yang dihasilkan per hari adalah elemen dari populasi yang beranggotakan 10.000 unit produk per hari tersebut.
Dengan kata lain, seluruh elemen yang membentuk satu kesatuan karakteristik adalah populasi dan setiap unit dari populasi tersebut adalah elemen dari populasi.
3.6.1. Probability Sampling
Dalam probabilitysampling, setiap elemen dari populasi diberi kesempatan untuk ditarik menjadi anggota dari sampel. Rancangan atau metode probabilitysampling ini digunakan apabila faktor keterwakilan (represntiveness) oleh sampel terhadap populasi sangat dibutuhkan dalam penelitian antara lain agar hasil penelitian dapat digeneralisasi secara lebih luas. Pemilihan metode penarikan sampel tergantung pada banyak faktor, antara lain yang utama ialah luasnya cakupan generalisasi yang diinginkan, ketersediaan waktu, maksud dan tujuan penelitian (tipe masalah yang ingin dicari jawabannya).
3.6.2. Simple Random Sampling
Dalam simplerandomsampling yang sering juga disebut unrestricted probability sampling, setiap elemen dari populasi mempunyai kesempatan atau peluang yang sama untuk terpilih menjadi anggota sampel. Dikatakan tidak terbatas (unrestricted) karena semua elemen diperlakukan sama dalam arti semuanya mempunyai kesempatan terpilih yang sama walaupun karakteristik masing-masing mungkin tidak sama. Cara penarikan sampel berdasarkan simplerandomsampling memiliki bias yang relatif kecil dan memberikan kemampuan generalisasi yang tinggi. Namun, penggunaan metode ini terbatas pada kondisi populasi yang memiliki elemen dengan karakteristik atau property yang tidak berfluktuasi besar. Simplerandomsampling mensyaratkan bahwa elemen populasi haruslah relatif homogen, jika terdapat strata antara elemen maka metode simplerandomsampling tidak tepat untuk digunakan.
3.6.3. Systematic Sampling
Systematicsampling adalah suatu metode pengambilan sampel dari populasi dengan cara menarik elemen setiap kelipatan ke n dari populasi tersebut mulai dari urutan yang dipilih secara random diantara nomor 1 hingga n. Seperti halnya simplerandomsampling, systematicsampling juga mempunyai keterbatasan jika digunakan secara luas karena metode ini tetap mensyaratkan homogenitas elemen populasi walaupun tidak sekeras yang dipersyaratkan metode simplerandomsampling.
Metode systematicsampling pada umunya digunakan dalam pemeriksaan mutu proses atau produk dalam industri manufaktur yang bersifat continue dan flow process seperti industri penyulingan minyak, industri semen, pupuk, dan lain sejenisnya. Sementara proses berjalan, bahan dan produk mengalir secara kontinu, sampel perlu diambil secara periodik dalam selang waktu tertentu. Misalnya proses berlangsung 24 jam sehari dan dalam sehari diperlukan pemeriksaan sebanyak 48 sampel, maka penarikan sampel silakukan setiap stengah jam.
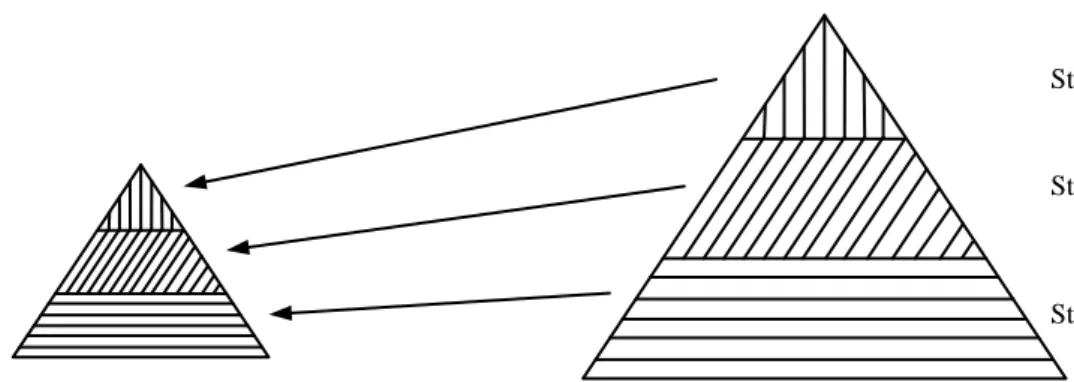
3.6.4. Stratified Random Sampling
Penarikan sampel menurut metode stratified random sampling merupakan perluasan sekaligus mengatasi kelemahan dari metode simplerandomsampling.
Pada metode stratified random sampling, strata elemen dalam populasi mendapat perhatian sehingga populasi dibagi sesuai dengan strata yang ada. Beberapa contoh strata yang dimaksud antara lain ialah strata dalam pendapatan, pendidikan, jabatan, usia, status, dan lain-lain. Stratified random sampling sesuai dengan sebutannya berkenaan dengan proses stratifikasi populasi dan penarikan sampel dari setiap strata dilakukan dengan metode simplerandomsampling.
Keunggulan dari metode stratified random sampling ini ialah kemampuannya menghasilkan informasi yang dibutuhkan menurut stratanya.
Tergantung pada besarnya jumlah elemen dalam masing-masing strata, stratified random sampling dapat dilakukan secara proporsional (proportionate random sampling) ataupun secara tidak proporsional (disproportionate random sampling). Pada metode proportionate random sampling, proporsi elemen dalam