4.1. Gambaran Umum Perusahaan
4.1.1 Sejarah dan Perkembangan
PT SMS didirikan pada bulan Juli tahun 2007 bertempat di Jl
Raya Jakarta - Bogor Km. 41,2. Kawasan 3M Kampung Pendurenan RT
04 RW 14 Kelurahan Pabuaran Kecamatan Cibinong Bogor, Jawa
Barat. Perusahaan ini adalah perusahaan yang bergerak di industri
produk olahan pangan dengan produksi minuman beraroma. Sampai
saat ini PT SMS hanya berfokus pada produksi minuman teh dalam
kemasan cup dengan merek Mountea, yang merupakan produk makloon
dari PT Dharana Inti Boga.
4.1.2 Visi dan Misi
PT SMS memiliki visi Menghasilkan Produk Dengan Kapasitas
Optimal yang Didukung Oleh Kualitas Prima. Visi tersebut kemudian
dijabarkan menjadi misi perusahaan berikut :
a. Mengoptimalkan pelaksanaan pengendalian mutu hasil produksi.
b. Melaksanakan proses produksi sesuai dengan standar dan ketentuan
yang telah ditetapkan.
c. Melaksanakan program preventif maintenance terhadap peralatan
dan mesin pendukung produksi secara konsisten.
d. Melakukan pembinaan dan peningkatan kemampuan teknis terhadap
sumber daya manusia yang tersedia.
4.1.3 Struktur Organisasi Perusahaan
PT SMS dipimpin oleh seorang Plant Manager yang membawahi
beberapa Departemen, yaitu Departemen Engineering dan Umum,
Produksi, serta Quality Assurance and Quality Control (QA and QC).
Dalam menjalankan tugas sehari-harinya plant manager dibantu oleh
seorang Assisant Plant Manager. PT SMS saat ini memiliki 52 orang
karyawan. Hari kerja di PT SMS dilakukan selama 5 (lima) hari kerja
dalam seminggu (Senin-Jumat) dengan waktu kerja berikut:
a. Hari Senin – Kamis : Pukul 07.00-16.30 (istirahat 30 menit)
b. Hari Jumat
: Pukul 07.00-17.00 (istirahat 60 menit)
Struktur organisasi di PT SMS dapat dilihat pada Lampiran 1.
4.2. Aspek Produksi
4.2.1 Bahan Baku
Bahan baku dan bahan kemas yang diterima oleh PT SMS semua
dibeli oleh pihak purchasing perusahaan pemberi jasa, dalam hal ini PT
Dharana Inti Boga kepada supplier (pemasok) sesuai dengan pehitungan
yang dilakukan oleh pihak PPIC (Production Planning and Inventory
Control). Secara umum bahan baku yang digunakan untuk
memproduksi minuman teh dalam kemasan Mountea di PT SMS, yaitu
air, gula, pengatur keasaman asam sitrat, ekstrak teh, pemanis buatan
natrium siklamat, perisa dan pengawet natrium bonzoat. Sedangkan
bahan kemas yang digunakan yaitu cup plastik, lid, karton, sedotan dan
lakban.
Air digunakan sebagai bahan baku utama karena sekitar 98%
bahan baku yang digunakan adalah air. Gula yang digunakan dalam
pembuatan Mountea adalah gula pasir atau sukrosa. Fungsi gula adalah
untuk memberikan rasa manis. Asam sitrat berfungsi sebagai pengatur
keasaman dan juga memiliki efek pengawet karena dapat menurunkan
pH produk. Teh yang digunakan dalam pembuatan Mountea sudah
dalam bentuk ekstrak. Teh sendiri memiliki kandungan polifenol berupa
katekin dan flavanol. Senyawa ini berfungsi sebagai antioksidan untuk
menangkap radikal bebas dalam tubuh juga ampuh mencegah
berkembangnya sel kanker dalam tubuh (www.indosiar.com, 2009).
Pemanis buatan digunakan untuk membantu meningkatkan rasa manis.
Penggunaan pemanis buatan dosisnya diatur sesuai keputusan Badan
Pengawas Obat dan Makanan Republik Indonesia (BPOM RI) No. HK
00.05.5.1.4547. Tentang Persyaratan Penggunaan Bahan Tambahan
Pangan (BTP) Pemanis Buatan Dalam Produk Pangan.
4.2.2 Proses Pengolahan
Pelaksanaan proses produksi dimulai dari penerimaan order dari
perusahaan pemberi jasa yang tertuang dalam PO (Purchase Order)
bulanan yang kemudian dibagi kedalam rencana produksi mingguan.
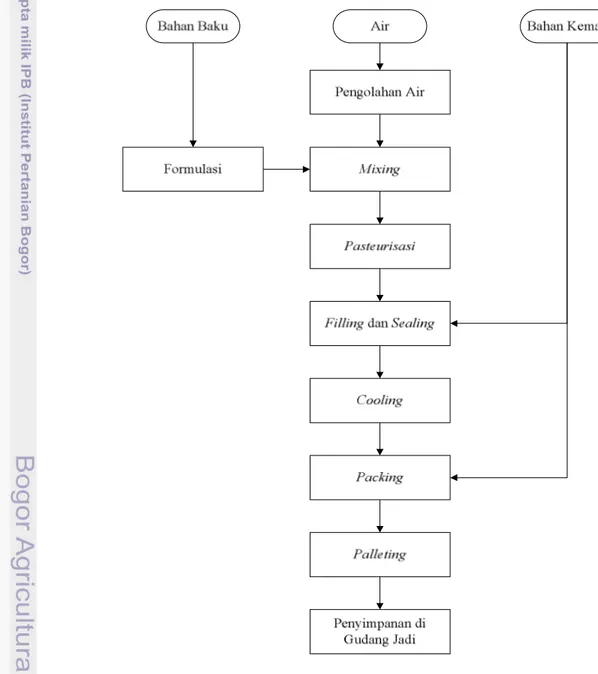
Secara umum proses pembuatan Mountea terdiri dari tahapan
pengolahan air (water treatment), persiapan bahan baku, pencampuran
(mixing), pasteurisasi, filling and sealing, cooling dan packing. Flow
proses pembuatan Mountea dapat dilihat pada Gambar 3.
1. Proses Pengolahan Air
Bahan yang paling mendasar dalam proses pembuatan Mountea
adalah air. Air yang digunakan dalam pembuatan Mountea adalah
air yang memenuhi syarat, yang telah ditetapkan oleh PT Dharana
Inti Boga. Air sebelumnya akan mengalami proses pengolahan
(water treatment) agar air yang akan digunakan sesuai dengan
standar yang telah ditetapkan. Proses water treatment secara umum
dimulai dari penerimaan air, penampungan air kedalam tangki
penampung, pemberian khlorin dan carbon filter.
2. Proses Persiapan Bahan Baku
Bahan-bahan yang diperlukan dalam pembuatan Mountea perlu
dilakukan
standarisasi
atau
perhitungan
formula
supaya
menghasilkan produk dengan komposisi yang diinginkan. Bahan
baku yang tidak sesuai akan menghasilkan produk yang tidak sesuai
pula. Persiapan bahan baku disesuaikan dengan jenis produk dan
formula yang akan diproduksi. Tahap persiapan bahan baku atau
formulasi adalah serangkaian proses penimbangan bahan baku
untuk mencapai komposisi bahan yang sesuai dengan formulasi
produk. Semua bahan yang digunakan dalam pembuatan Mountea
harus melalui pemeriksaan mutu dan memenuhi standar yang telah
ditetapkan.
3. Proses Mixing
Proses mixing adalah suatu proses pencampuran bahan baku yang
sudah ditimbang sesuai dengan formula produk, kedalam larutan air
agar menjadi sebuah sistem yang homogen. Tujuan dari proses
mixing adalah untuk mendapatkan sistem campuran yang homogen.
Larutan produk yang sudah jadi, sebelum dialirkan ke mesin
pasteurizer akan melewati filter yang berfungsi untuk menyaring
kotoran yang mungkin ada pada larutan produk.
4. Proses Pasteurisasi
Larutan produk yang telah tercampur secara homogen kemudian di
alirkan menuju tahapan proses pasteurisasi. Pasteurisasi adalah
proses
pemanasan
produk
untuk
membunuh
dan
atau
menginaktifkan mikroorganisme berbahaya seperti bakteri, virus,
protozoa, moulds dan yeast. Pasteurisasi bertujuan untuk membunuh
mikroba patogen. Tahap pasteurisasi pada pembuatan Mountea di
PT SMS dilakukan dengan cara memanaskan produk pada suhu
dalam jangka waktu tertentu. Proses pasteurisasi terjadi pada unit
pasteurisasi yang terdiri dari THE (Tubular Heat Exchanger) dan
storage tank. Setelah melewati rangkaian THE produk akan menuju
ke storage tank. Storage tank berfungsi sebagai tangki penampung
dan pengkondisian suhu akhir sebelum produk dialirkan ke mesin
filler.
5. Proses Filling and Sealing
Proses filling and sealing adalah proses pemasukan produk kedalam
kemasan primer (cup) yang diikuti dengan poroses penutupan
dengan menggunakan lid. Proses filling and sealing dilakukan
dengan menggunakan mesin filler cup. Proses filling dilakukan
dengan suhu produk sekitar 80 ˚C dengan volume per cup sebanyak
190 ml. PT SMS memiliki dua mesin filler dengan kapasitas
masing-masing mesin mampu melakukan proses filling and sealing
sebanyak 280 cup per menitnya. Setelah produk keluar dari mesin
filling selanjutnya dilakukan pemberian kode produksi dan kode
expired pada kemasan produk secara otomatis dengan menggunakan
mesin inkjet print.
6. Proses Cooling dan Packing
Proses cooling adalah proses penurunan suhu produk jadi yang
sudah dikemas dengan menggunakan air dingin. Proses tersebut
dilakukan dengan cara mencelupkan produk jadi yang sudah
dikemas kedalam bak yang berisi air dingin. Tujuannya adalah
untuk mencegah terjadinya degradasi komponen seperti nutrisi dan
perisa dalam produk.
Proses packing adalah proses pengemasan produk kedalam kemasan
sekunder (karton). Pada proses packing dilakukan juga pemasukan
sedotan kedalam karton. Karton yang telah diberi produk dan
sedotan selanjutnya di isolasi dengan menggunakan lakban
menggunakan mesin sealing box.
7. Proses Palleting dan Penyimpanan
Proses palleting adalah proses penyusunan produk jadi yang sudah
dikemas kedalam kemasan karton di atas palet. Hal tersebut
dilakukan agar memudahkan saat proses penyimpanan dan
pengangkutan. Setelah produk disusun di atas palet selanjutnya
produk dibawa menuju gudang jadi untuk mengalami proses
karantina sebelum dijual.
4.2.3 Mesin dan Peralatan Produksi
Proses produksi minuman teh dalam kemasan cup Mountea
membutuhkan mesin dan peralatan yang sesuai untuk setiap langkah
proses. Mesin dan peralatan yang digunakan dalam proses pembuatan
Mountea di PT SMS adalah tangki penampung air, boiler, compressor
machine, mixing tank, storage tank, pasteurizer (THE), filling machine,
inkjet print machine, cooling conveyor, sealing box machine, hand
pallet, forklift car. Berikut ini penjelasan fungsi kerja masing-masing
mesin dan peralatan tersebut.
1. Tangki Penampung Air
Proses pembuatan Mountea di PT SMS dimulai dari tahap
penerimaan dan pengolahan air. Air yang digunakan diperoleh dari
air curah yang dibeli dari supplier. Sebelum digunakan air di olah
melalui tahapan water teratment sebelum ditampung menggunakan
tangki penampung air. PT SMS memiliki 2 buah tangki air dengan
kapasitas masing-masing 10.000 l.
2. Boiler
Boiler digunakan sebagai pasokan uap atau steam. Uap digunakan
untuk memanaskan air baku dan sebagai media pemanas pada
proses pasteurisasi.
3. Mesin Compressor Udara
Mesin compressor udara digunakan sebagai pasokan angin untuk
mesin filling dan juga peralatan lainnya yang membutuhkan
pasokan angin.
4. Mixing Tank
Mixing tank adalah tangki yang digunakan untuk mencampur bahan
baku untuk pembuatan Mountea. Tangki tersebut dilengkapi dengan
agitator, thermometer dan pompa transfer. Agitator berfungsi
sebagai pengaduk horizontal untuk mencampur bahan-bahan
formula. Sedangkan pompa digunakan untuk mentransfer produk
menuju mesin pasteurisasi. PT SMS memiliki 2 buah preparation
tank dengan kapasitas masing-masing 2.000 l dan 2 buah final tank
dengan kapasitas masing-masing 6.000 l.
5. Pasteurizer
Pasteurizer atau mesin pasteurisasi digunakan untuk memanaskan
larutan produk dengan tujuan membunuh mikroba patogen. Mesin
pasteurizer yang digunakan oleh PT SMS adalah mesin THE.
6. Storage Tank
Storage tank atau tangki penampung digunakan untuk menampung
produk setelah melewati proses pasteurisasi sebelum menuju proses
filling. Pada tangki storage dilengkapi dengan double jacket yang
mampu memanaskan produk.
7. Filling Cup Machine
Filling cup machine adalah mesin yang digunakan untuk melakukan
proses pengisian produk kedalam kemasan cup (filling) sekaligus
melakukan proses penutupan produk (sealing). PT SMS saat ini
memiliki 2 (dua) mesin filling cup 16 line (Lampiran 2) dengan
kapasitas per mesin mampu melakukan proses filling and sealing
sebanyak 280 pcs cup per menit.
8. Inkjet Print Machine
Mesin ini berguna untuk memberi kode produksi dan expired pada
produk. PT SMS memiliki dua mesin inkjet print. Pemberian kode
berlangsung secara otomatis dengan menggunakan conveyor
berjalan.
9. Cooling Conveyor
Cooling conveyor digunakan untuk proses pendinginan produk,
berbentuk sebuah bak yang diberi air pendingin dengan conveyor
berjalan.
10. Sealing Box Machine
Sealing box adalah mesin yang digunakan untuk proses perekatan
kemasan karton yang telah diisi produk dengan menggunkan isolasi.
4.3. Sistem Pengendalian Mutu
Pengendalian mutu memiliki peranan penting dalam suatu rangkaian
proses produksi, dimana mutu suatu produk sangat ditentukan oleh bahan baku
yang akan diolah menjadi produk jadi. PT SMS memiliki departemen khusus,
yaitu departemen Quality Control (QC) yang bertugas mengendalikan mutu
produk Tugas utama departemen QC adalah melakukan pengendalian mutu
bahan baku, pengendalian mutu proses produksi dan pengendalian mutu
produk akhir.
4.3.1 Pengendalian Mutu Bahan Baku
Bahan baku merupakan salah satu faktor yang sangat menentukan
dalam menghasilkan sebuah produk. Proses penerimaan bahan baku
pertama kali ditangani oleh bagian QC incoming. Bagian ini bertugas
memeriksa bahan baku dan bahan kemas yang datang dari pemasok.
Setiap bahan baku yang datang harus disertai dengan surat jalan sebagai
bukti pengiriman barang sekaligus untuk mencocokan kesesuaian
jumlah dan waktu pemesanan yang tercatat di bagian PPIC.
Pemeriksaan bahan baku dilakukan dengan menggunakan metoda
sampling dan diperiksa sesuai dengan jenis masing-masing bahan untuk
dibandingkan dengan persyaratan mutu bahan tersebut. Sedangkan
untuk bahan baku yang tidak bisa diuji karena keterbatasan alat akan
melihat kepada CoA (Certificate of Analysis) yang diberikan oleh pihak
pemasok.
Bahan baku dan bahan kemas yang sudah diperiksa dan
dinyatakan dapat diterima akan diturunkan dari kendaraan pengangkut
dan disimpan didalam gudang bahan baku atau bahan kemas. Semua
barang yang diterima disimpan di atas palet, kemudian diberi status
release atau passed QC, sedangkan untuk barang yang tidak sesuai
maka QC akan memberikan label status tunda atau langsung menolak
barang tersebut dan dikembalikan kepada supplier. Proses penyimpanan
dan pengeluaran bahan baku dan bahan kemas menggunakan sistem
FIFO (First In First Out), yaitu setiap bahan baku dan bahan kemas
yang masuk atau datang terlebih dahulu akan dikeluarkan terlebih
daahulu.
4.3.2 Pengendalian Mutu Proses
Pengendalian mutu proses produksi dilakukan pada setiap
tahapan proses. Kegiatan pengendalian mutu ini dimulai dari proses
pengolahan air hingga proses penyimpanan produk akhir di gudang.
Pengendalian mutu ini bertujuan untuk mencegah terjadinya
penyimpangan selama proses produksi berlangsung. Pengujian yang
dilakukan meliputi pengujian fisika, kimia dan mikrobiologi. Hasil
pengujian fisika dan kimia dapat diketahui pada saat itu juga sedangkan
hasil analisis mikrobiologi harus menunggu waktu inkubasi terlebih
dahulu. Inkubasi dilakukan selama 1-2 hari untuk bakteri angka
lempeng total (TPC), E. coli dan coliform. Sedangkan 3 hari untuk
kapang dan khamir. Hal-hal yang harus dikendalian dalam proses
produksi dapat dilihat pada Lampiran 3.
4.3.3 Pengendalian Mutu Produk Akhir
Pemeriksaan mutu produk akhir meliputi pemeriksaan fisik,
kimia dan mikrobiologi. Sample produk hasil produksi diambil tiap
batch-nya untuk dilakukan pengujian fisika dan kimia yang meliputi
pemeriksaan organoleptik, pH dan kadar brix serta uji mikrobiologi
yaitu uji TPC, E. coli, coliform serta kapang dan khamir. Uji E. coli
dilakukan apabila hasil uji coliform dinyatakan positif. Penanganan
produk akhir meliputi inkubasi dan sample retain. Sample retain adalah
kegiatan pengambilan dan penyimpanan produk untuk memonitor
perubahan kualitas produk tersebut selama di pasar melalui pengamatan
dan analisa kondisi sample, tujuannya adalah sebagai sarana monitoring
kualitas produk di pasar serta sebagai referensi bila terjadi
penyimpangan atau komplain produk. Pengecekan kondisi retain sample
dilakukan setiap 3 bulan sampai waktu kadaluarsa produk berakhir.
Produk jadi atau finish goods kemudian disimpan digudang jadi
dan diberikan status oleh QC. Status release diberikan kepada produk
yang sesuai standar dan telah siap untuk dipasarkan. Status hold
diberikan untuk produk yang belum siap dipasarkan dan masih harus
menunggu analisa. Satus reject diberikan kepada produk yang
mengalami penyimpangan.
4.4. Identifikasi Permasalahan
Hal utama yang menjadi perhatian utama adalah masih rendahnya nilai
utilisasi atau efektivitas mesin serta tingginya nilai loss and waste selama
proses produksi berlangsung. Penghitungan nilai efektivitas mesin diperlukan
untuk mengetahui apakah proses produksi berjalan efisien atau tidak. Loss and
waste merupakan kehilangan bahan selama proses berlangsung dan dianggap
sebagai kerugian bagi perusahaan.
Tahap awal yang akan diidentifikasi pada penelitian ini adalah
melakukan pengukuran nilai OEE untuk mengetahui besarnya nilai
pemanfaatan alat dan mesin di PT SMS, serta mengidentifikasi faktor-fakor
yang menyebabkan terjadinya loss and waste di PT SMS.
4.5. Pengumpulan dan Pengolahan Data
4.5.1 Penghitungan OEE
Pengumpulan data dilakukan melalui pengambilan data sekunder
perusahaan selama 5 bulan dari bulan Oktober 2009-Febuari 2010 dan
dilanjutkan dengan pengamatan selama 1 minggu di bulan Maret 2010
(5 hari kerja). PT SMS selama ini belum pernah mengukur nilai OEE
untuk mengetahui efektivitas peralatan atau mesin pada lini proses
produksinya. OEE merupakan salah satu tools untuk menilai besarnya
efektivitas pemanfaatan peralatan dan mesin. Tahap awal dalam
melakukan penilaian OEE ialah mengumpulkan data produksi. Data
yang diperlukan untuk menghitung OEE antara lain adalah data waktu
kerja perusahaan, data downtime, kecepatan mesin dan data hasil
produksi. Data produksi masa lalu PT SMS pada kurun waktu bulan
Oktober 2009-Febuari 2010 dan berdasarkan hasil pengamatan selama 5
hari dapat dilihat pada Tabel 2 dan 3.
Tabel 2. Data produksi masa lalu PT SMS
Bulan Operating Time (mnt) Planned Production Time (mnt) Ideal Run Rate (box/mnt) Total Output (box) Good Output (box) Okt 09 15.422,5 17.795 22 242.646,5 241.380 Nov 09 17.890 20.465 22 264.703 263.619 Des 09 10.520 12.315 22 176.400 175.759 Jan 10 8.225 8.967,5 22 121.689 110.231 Feb 10 7.920 8.425 12 73.410,25 73.291
Sumber: Laporan produksi PT SMS, 2010
Tabel 3. Data produksi pengamatan langsung
Maret 2010 Operating Time (mnt) Planned Production Time (mnt) Ideal Run Rate (box/mnt) Total Output (box) Good Output (box) 22 350 500 22 6.376,96 6.357 23 365 530 22 6.320,96 6.294 24 470 487,5 22 7.724,71 7.706 25 460 527,5 22 7.745,21 7.725 26 265 530 22 5.130,17 5.107Tahap pertama sebelum mendapatkan nilai OEE ialah melakukan
perhitungan nilai persentase availability, performance dan Quality rate.
Selanjutnya untuk mendapatkan nilai OEE dilakukan dengan cara
mengkalikan ketiga nilai tersebut. Nilai OEE selama bulan Oktober
2009-Febuari 2010 dapat dilihat pada Tabel 4. Cara penghitungan OEE
dapat dilihat pada Lampiran 4.
Tabel 4. Nilai OEE berdasarkan data masa lalu
Bulan
Availability
(%)
Performance
(%)
Quality
(%)
OEE
(%)
Oktober 2009
86,7
69,4
99,5
59,8
November 2009
87,4
65,3
99,6
56,8
Desember 2009
85,4
73,9
99,6
62,9
Januari 2010
91,7
65,3
90,6
54,2
Febuari 2010
94,0
77,2
99,8
72,5
Rataan
89,0
70,2
97,8
61,2
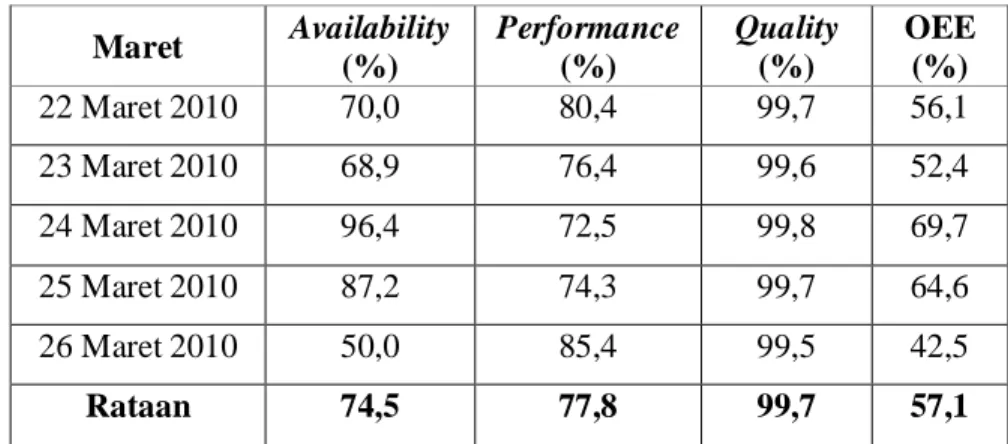
Sedangkan nilai OEE melalui pengamatan langsung selama 5 hari kerja
dapat dilihat pada Tabel 5.
Tabel 5. Nilai OEE pengamatan langsung
Maret
Availability
(%)
Performance
(%)
Quality
(%)
OEE
(%)
22 Maret 2010
70,0
80,4
99,7
56,1
23 Maret 2010
68,9
76,4
99,6
52,4
24 Maret 2010
96,4
72,5
99,8
69,7
25 Maret 2010
87,2
74,3
99,7
64,6
26 Maret 2010
50,0
85,4
99,5
42,5
Rataan
74,5
77,8
99,7
57,1
Salah satu cara untuk melakukan analisa data, yaitu dengan
mengukur nilai OEE dan membandingkan nilai dari setiap komponen
nilai OEE. Analisa difokuskan pada peningkatan nilai komponen yang
rendah tersebut dan dilakukan pemgamatan untuk memberikan usulan
perbaikan. Nilai OEE bisa dikatakan baik apabila nilainya lebih dari
85%, sedangkan nilai availability, performance dan quality dikatakan
baik bila nilainya lebih besar dari 90% (Dal, 2000).
Nilai availability menunjukkan tingkat ketersedian mesin yang
siap untik beroperasi. Pada kurun waktu Oktober 2009-Febuari 2010
secara umum nilai availability mengalami kenaikan dari 86,7% menjadi
94,0% dengan rataan 89%. Kenaikan nyata tercatat terjadi pada bulan
Febuari 2010 dengan nilai 94%, hal ini terjadi karena pada bulan
Febuari 2010 terjadi penurunan target produksi menjadi 1 mesin karena
adanya jadwal maintenance mesin filling cup 1 yang diketahui
mengalami kerusakan, sehingga sering mengakibatkan downtime dan
defect produk, oleh karena itu pada bulan Febuari 2010 kehilangan
waktu akibat downtime dapat diminimalisasi. Sedangkan berdasarkan
hasil pengamatan pada kurun waktu 22-26 Maret 2010 nilai availability
mengalami fluktuatif setiap harinya dengan rataan 74,5%, disebabkan
sering terjadi downtime akibat kerusakan mesin. Nilai tertinggi terjadi
pada tanggal 24 Maret 2010 sebesar 94,6%, sedangkan nilai terendah
terjadi pada tanggal 26 Maret sebesar 50%.
Nilai
performance
menunjukkan
kinerja
mesin
dalam
menghasilkan suatu produk. Nilai performance pada kurun waktu
Oktober 2009-Febuari 2010 memiliki rataan 70,2% sedangkan pada
kurun waktu 22-26 Maret 2010 memiliki rataan 77,8%. Hal ini belum
dikatakan baik karena nilai performance dapat dikatakan memenuhi
standar kelas dunia bila di atas 95% (www.vorne.com, 2010).
Nilai quality pada kurun waktu Oktober 2009-Febuari 2010
memiliki rataan 97,8%. Nilai terkecil terjadi pada bulan Januari 2010
dengan 90,6%. Sedangkan pada kurun waktu 22-26 maret 2010
memiliki rataan 99,7%. Kondisi ini sudah dikatakan ideal, karena
nilainya lebih dari 99%. Berdasarkan data di atas diketahui bahwa
rataan nilai OEE dari bulan Oktober 2009-Febuari 2010 sebesar 61,2%.
Sedangkan berdasarkan data hasil pengamatan diperoleh rataan nilai
OEE sebesar 57,1%. Menurut Dal (2000) pencapaian nilai OEE yang
masih di bawah 85% mengindikasikan bahwa mesin-mesin belum
dalam kondisi ideal atau belum memenuhi standar perusahaan kelas
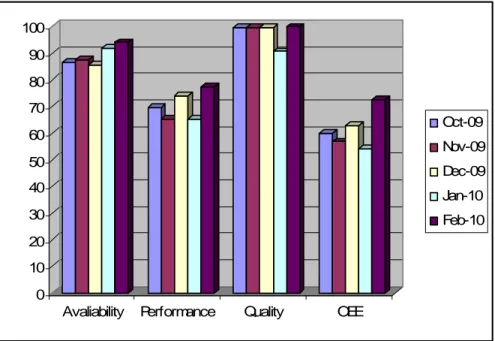
dunia. Perbandingan nilai availability, performance, quality rate dan
OEE dapat dilihat pada Gambar 4 dan 5.
Rendahnya nilai OEE pada data di atas, terutama dipengaruhi
oleh nilai availability rate dan performance rate yang rendah, masih
dibawah 90% yaitu rataan 89,0% dan 70,2% pada data masa lalu serta
74,5% dan 77,8% pada data hasil pengamatan.
Berdasarkan pembahasan di atas dapat disimpulkan bahwa
analisa difokuskan pada permasalahan nilai availability rate dan
performance rate.
0 10 20 30 40 50 60 70 80 90 100Avaliability Performance Quality OEE
Oct-09 Nov-09 Dec-09 Jan-10 Feb-10
Gambar 4. Histogram data masa lalu nilai availability, performance,
quality rate dan OEE
0 10 20 30 40 50 60 70 80 90 100
Availability Performance Quality OEE
22-Mar-10 23-Mar-10 24-Mar-10 25-Mar-10 26-Mar-10
Gambar 5. Histogram data hasil pengamatan langsung nilai
availability, performance, quality rate dan OEE
4.5.2 Penghitungan Efisiensi Produksi
Data perbandingan antara jumlah output dan input produksi
(yield) diperlukan untuk mengetahui nilai loss and waste. Data masa
lalu perbandingan output dan input produksi Mountea selama kurun
waktu bulan September 2009-Febuari 2010 seperti tersaji pada Tabel 1
diketahui memiliki rataan 2,86%. Nilai loss and waste tertinggi terjadi
pada bulan Januari 2010 sebesar 3,71% dan nilai terendah terjadi pada
bulan Febuari 2010 sebesar 2,40%. Data perbandingan antara output
dan input produksi melalui pengamatan selama 5 hari kerja dimulai dari
tanggal 22-26 Maret 2010, dapat dilihat pada Tabel 6.
Tabel 6. Data pengamatan perbandingan output dan input produksi
Tgl. (Maret2010) Input (l) Output (l) Selisih (l) % Yield % Loss and waste 22 30.000 28.987,92 1.012,08 96,63 3,37 23 30.000 28.700,64 1.299,36 95,67 4,33 24 36.000 35.139,36 860,64 97,61 2,39 25 36.000 35.226 774 97,85 2,15 26 24.000 23.287,92 712,08 97,03 2,97 Total 156.000 151.341,8 4.658,16 484,7 15,21 Rataan 30.000 28.987,92 1.012,08 96,63 2,99
Input
Output
Yield
%
………..……… (5)
input
selisih
waste
and
Loss
%
………..…. (6)
PT Dharana Inti Boga sebagai pemberi jasa makloon memberikan
toleransi batas maksimal terhadap pencapaian nilai loss and waste
bahan baku sebesar 3%. Apabila PT SMS melebihi batas yang telah
ditatapkan maka PT SMS harus membayar kelebihan loss and waste
yang terjadi. Dari data hasil pengamatan pada Tabel 6 di atas dapat
diketahui bahwa persentase loss and waste memiliki rataan 2,99%.
Berdasarkan data di atas persentase loss and waste selama lima hari
kerja masih berfluktuatif. Nilai loss and waste tertinggi terjadi pada
tanggal 23 Maret 2010 sebesar 4,33%, sedangkan nilai terendah terjadi
pada tanggal 25 Maret 2010 sebesar 2,15%. Hal ini dinilai cukup
mengkhawatirkan karena walaupun rataan nilai loss and waste masih di
bawah 3%, namun pada beberapa kurun waktu tertentu nilai loss and
waste telah melebihi standar 3%.
4.6. Analisis Data
4.6.1 Analisis Nilai Availability dan Performance
Pada six big losses terdapat dua komponen yang mempengaruhi
nilai availability yaitu, breakdown losses dan setup and adjustment
losses yang tergolong kedalam downtime losses Sedangkan komponen
yang mempengaruhi nilai performance adalah small stops dan reduce
speed yang tergolong kedalam speed losses. Untuk mengetahui
penyebab terjadinya downtime losses dan speed losses, maka digunakan
alat bantu fish bone diagram atau diagram sebab-akibat. Penyusunan
dilakukan melalui teknik brainstorming dengan pihak perusahaan. Pada
diagram ini dirumuskan faktor-faktor yang berpotensi menjadi
penyebab masalah (Lampiran 5). Berikut ini disajikan hasil analisisnya:
1. Availability Rate
a) Mesin
Faktor yang mempengaruhi nilai availability rate disebabkan
oleh mesin antara lain diketahui terdapat kondisi, dimana
beberapa hari tidak berproduksi sama sekali akibat terjadi
breakdown dan juga sering mengalami perbaikan saat produksi
sedang berlangsung (setup and adjustment). Hal tersebut
disebabkan mesin mengalami kerusakan dan komponen spare
part yang dibutuhkan tidak tersedia. Spare part untuk beberapa
komponen mesin tertentu tidak sesuai dengan standar dan
toolset untuk setup dan perbaikan mesin belum tersedia dengan
lengkap, sehingga waktu setup dan perbaikan membutuhkan
waktu cukup lama.
b) Manusia
Faktor manusia, antara lain skill operator yang kurang
memahami karakteristik dan kondisi mesin. Hal ini dapat
menyebabkan operator tidak bisa melakukan perbaikan untuk
kerusakan
sederhana,
sehingga
berpotensi
melakukan
kesalahan dalam penyetelan dan pengoperasian mesin.
Kemampuan dalam kecepatan dan ketepatan teknisi dalam
memperbaiki mesin juga akan mempengaruhi downtime.
c) Material
Bahan baku yang tidak standar yang terpakai akan
menyebabkan terjadinya penurunan mutu. Change over atau
pergantian antara bahan baku tidak standar dengan bahan baku
standar dapat mengakibatkan terjadinya downtime.
d) Metode
Program preventive maintenance belum dilaksanakan secara
optimum, maka terkadang perbaikan darurat (emergency
maintenance) yang seharusnya segera dilakukan dengan baik
dapat berlarut-larut, karena keterbatasan alat dan tidak adanya
spare part, sehingga mengakibatkan bertambah parahnya
kerusakan mesin.
2. Performance Rate
1) Mesin
Faktor yang mempengaruhi nilai performance rate yang
disebabkan oleh mesin adalah terjadinya penurunan kapasitas
atau speed looses akibat beberapa mould mesin keropos
sehingga tidak digunakan. Jumlah mould yang dicopot setiap
harinya dilakukan secara kondisional tergantung hasil mutu
output yang diperiksa oleh bagian quality control. Pencopotan
ini dilakukan untuk menghindari terjadinya stop produksi dan
cacat produk akibat hasil seal yang tidak rapat Akibat
pencopotan beberapa mould akan mengurangi jumlah output
mesin per menit. Selain itu, seringnya terjadi small stop dan
small adjustment dimana mesin berhenti sejenak akibat volume
pengisian kurang ataupun perbaikan-perbaikan kecil yang
mengakibatkan terjadinya speed loss.
2) Manusia
Faktor manusia yang mempengaruhi nilai performance rate
disebabkan banyak terjadinya small stop atau berhenti sejenak
saat pergantian batch dan terjadi unbalance line tidak seimbang
antara output mesin filling dengan kemampuan personil
packing dalam melakukan proses packing, sehingga terjadi
penumpukan produk di area packing dan mengakibatkan mesin
berhenti sejenak Hal ini akan mengakibatkan terjadinya speed
loss.
3) Material
Bahan baku yang tidak standar yang terpakai akan
menyebabkan terjadinya penurunan mutu. Waktu pergantian
antara bahan baku tidak standar dengan bahan baku standar
dapat mengakibatkan terjadinya small stop dan reduce speed,
karena mesin harus mengalami penyesuaian kecepatan lagi dari
awal sebelum berada dalam kondisi stabil.
4) Metode
Faktor metode yang mempengaruhi nilai performance rate,
diantaranya diakibatkan oleh cara pergantian batch yang
berhenti sejenak.
5) Lingkungan
Kondisi suhu ruangan filling di PT SMS mencapai angka 35˚C,
hal ini membuat suhu di dalam ruangan menjadi panas,
sehingga mengakibatkan operator filling merasa kurang
nyaman dan sering keluar masuk ruangan.
Setelah dilakukan identifikasi penyebab permasalahan dengan
menggunakan diagram sebab akibat selanjutnya dicari penyebab utama
downtime dengan melakukan pemetaan penyebab downtime melalui
lembar periksa. Berdasarkan hasil pengamatan pada kurun waktu 22-26
Maret 2010 diketahui penyebab-penyebab terjadinya downtime pada
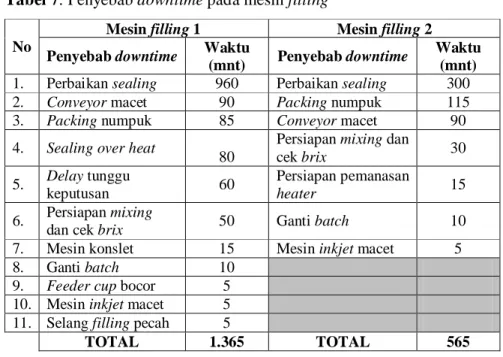
mesin filling 1 dan 2, seperti dimuat pada Tabel 7.
Tabel 7. Penyebab downtime pada mesin filling
Mesin filling 1 Mesin filling 2 No
Penyebab downtime Waktu
(mnt) Penyebab downtime
Waktu (mnt) 1. Perbaikan sealing 960 Perbaikan sealing 300 2. Conveyor macet 90 Packing numpuk 115 3. Packing numpuk 85 Conveyor macet 90 4. Sealing over heat
80
Persiapan mixing dan
cek brix 30 5. Delay tunggu keputusan 60 Persiapan pemanasan heater 15 6. Persiapan mixing
dan cek brix 50 Ganti batch 10
7. Mesin konslet 15 Mesin inkjet macet 5 8. Ganti batch 10
9. Feeder cup bocor 5 10. Mesin inkjet macet 5 11. Selang filling pecah 5
TOTAL 1.365 TOTAL 565
Berdasarkan tabel di atas dapat diketahui bahwa terdapat
perbedaan total downtime antara mesin 1 dan 2, dimana downtime
terbesar terjadi pada mesin filling 1 selama 1.365 menit, sedangkan pada
mesin 2 terjadi downtime selama 565 menit. Histogram perbandingan
total downtime antara mesin filling 1 dan 2 disajikan pada Gambar 6.
Untuk mengetahui penyebab utama daripada downtime di tiap-tiap
mesin filling digunakan alat bantu Pareto chart, seperti dimuat pada
Tabel 8 dan 9.
Total Downtime Mesin 1 dan 2 (menit)
1365 565 0 200 400 600 800 1000 1200 1400 1600
Mesin Filling 1 Mesin Filling 2
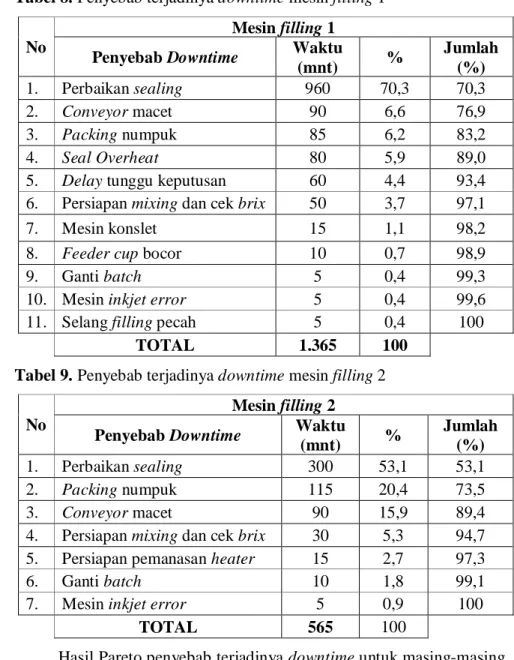
Tabel 8. Penyebab terjadinya downtime mesin filling 1
Mesin filling 1
No
Penyebab Downtime
Waktu
(mnt)
%
Jumlah
(%)
1. Perbaikan sealing
960
70,3
70,3
2. Conveyor macet
90
6,6
76,9
3. Packing numpuk
85
6,2
83,2
4. Seal Overheat
80
5,9
89,0
5. Delay tunggu keputusan
60
4,4
93,4
6. Persiapan mixing dan cek brix
50
3,7
97,1
7. Mesin konslet
15
1,1
98,2
8. Feeder cup bocor
10
0,7
98,9
9. Ganti batch
5
0,4
99,3
10. Mesin inkjet error
5
0,4
99,6
11. Selang filling pecah
5
0,4
100
TOTAL
1.365
100
Tabel 9. Penyebab terjadinya downtime mesin filling 2
Mesin filling 2
No
Penyebab Downtime
Waktu
(mnt)
%
Jumlah
(%)
1. Perbaikan sealing
300
53,1
53,1
2. Packing numpuk
115
20,4
73,5
3. Conveyor macet
90
15,9
89,4
4. Persiapan mixing dan cek brix
30
5,3
94,7
5. Persiapan pemanasan heater
15
2,7
97,3
6. Ganti batch
10
1,8
99,1
7. Mesin inkjet error
5
0,9
100
TOTAL
565
100
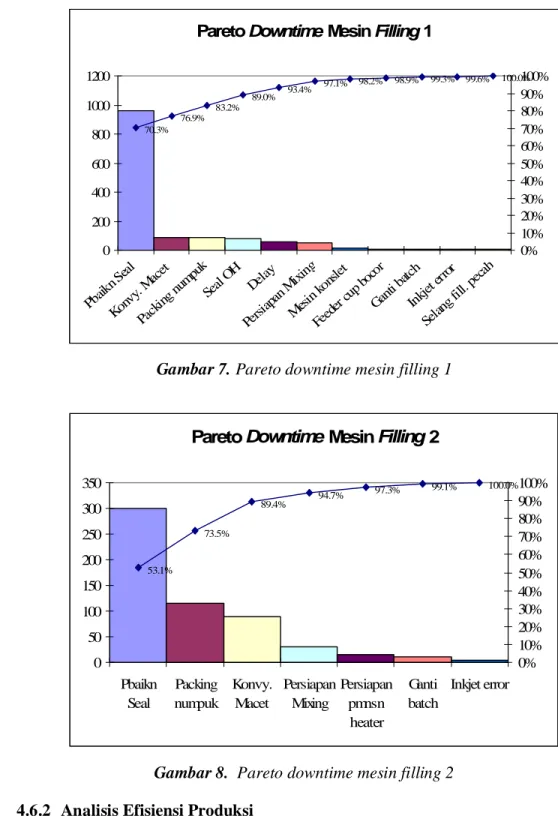
Hasil Pareto penyebab terjadinya downtime untuk masing-masing
mesin filling dapat dilihat pada Gambar 7 dan 8. Berdasarkan diagram
Pareto, diketahui bahwa jenis downtime terbesar disebabkan oleh
perbaikan seal mesin filling baik di mesin 1 maupun mesin 2, dengan
persentase masing-masing 70,3% dan 53,1%. Berdasarkan prinsip
80-20, maka jenis downtime yang harus diperhatikan adalah mengenai
permasalahan sealing.
Pareto Downtime Mesin Filling 1
70.3% 76.9% 83.2% 89.0% 93.4% 97.1% 98.2% 98.9% 99.3% 99.6% 100.0% 0 200 400 600 800 1000 1200 Pbaik n Sea l Konv y. M acet Pack ing num puk Seal OH Dela y Persi apan Mix ing Mes in ko nsle t Feed er cu p bo cor Gant i batc h Inkj et er ror Selan g fil l. pe cah 0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%Gambar 7. Pareto downtime mesin filling 1
Pareto Downtime Mesin Filling 2
53.1% 73.5% 89.4% 94.7% 97.3% 99.1% 100.0% 0 50 100 150 200 250 300 350 Pbaikn Seal Packing numpuk Konvy. Macet Persiapan Mixing Persiapan pmnsn heater Ganti batch Inkjet error 0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
Gambar 8. Pareto downtime mesin filling 2
4.6.2 Analisis Efisiensi Produksi
Berdasarkan data pada Tabel 1 dapat diketahui bahwa rataan nilai
persentase loss and waste selama bulan September 2009-Febuari 2010
adalah 2,86%. Sedangkan nilai persentase loss and waste berdasarkan
pengamatan selama 5 hari kerja adalah 2,99%. PT Dharana Inti Boga
sebagai pemberi jasa makloon hanya memberikan toleransi angka loss
and waste bahan baku maksimal 3%. Bila lebih dari 3%, maka PT SMS
harus membayar kerugian yang diakibatkan kelebihan jumlah loss and
waste tersebut.
Masalah loss and waste pada proses produksi yang menyebabkan
kerugian di PT SMS terbagi menjadi 2 (dua) jenis, yaitu defect dan loss
material. Defect didefinisikan sebagai kerusakan suatu produk yang
menyebabkan nilai produk tersebut berkurang, misalnya cup penyok, lid
miring, bocor dan reject karena ada pertumbuhan mikrobiologi yang
tidak standar ataupun akibat rasa yang tidak standar. Sedangkan loss,
yaitu hilangnya material yang digunakan pada proses produksi,
sehingga efektivitas produksi berkurang akibat biaya yang terlalu besar.
Penelusuran pertama terhadap sumber-sumber loss and waste dilakukan
dengan menggunakan alat bantu berupa diagram sebab akibat (diagram
Ishikawa).
Untuk membuat diagram ini perlu dilakukan brainstorming
dengan pihak perusahaan. Pada diagram ini dirumuskan faktor-faktor
yang berpotensi menjadi penyebab masalah (Lampiran 6).
Berdasarkan
pengamatan selama bulan Maret 2010 adalah:
1. Mesin
Faktor mesin adalah terdapatnya banyak mould yang keropos,
sehingga menyebabkan banyak produk hasil seal yang bocor.
Pembacaan suhu heater yang tidak aktual pada mesin berpotensi
menyebabkan banyak cup yang tidak tertutup dengan rapat dan juga
terjadi over heat. Kucuran air volume saat proses pengisian kedalam
cup sering luber dapat mengakibatkan terjadi loss produk.
2. Manusia
Faktor manusia yang menjadi fokus pengamatan, terutama para
pekerja di bagian filling. Hal ini dikarenakan pekerja pada areal
tersebut berkontribusi cukup besar terhadap jumlah loss and waste
selama proses produksi. Skill yang dimiliki setiap pekerja belum
merata, karena dipengaruhi oleh pengalaman kerja dan pendidikan
yang dimilki oleh setiap pekerja. Semakin lama bekerja, maka
semakin banyak juga pengalaman yang dimilikinya. Tingkat
pendidikan akan mempengaruhi keahlian pekerja dan kemudahan
dalam memahami pekerjaannya. Kondisi ruangan yang panas
(35-38˚C) menyebabkan pekerja menjadi cepat kelelahan, sehingga
menjadi tidak berkonsentrasi.
3. Material
Faktor material yang mempengaruhi jumlah loss and waste adalah
kualitas bahan kemas yang tidak standar, terutama material lid dan
cup. Gulungan lid yang tidak rapat dapat mengakibakan hasil seal
menjadi miring. Kondisi bibir cup yang ovale dapat mengakibatkan
hasil seal menjadi kurang rapat.
4. Metode
Faktor metode, yaitu seringnya dilakukan adjustment volume untuk
volume yang kurang secara manual oleh operator dengan
menggunakan selang yang panjang, sehingga dapat mengakibatkan
produk menjadi terbuang.
Untuk mengetahui penyebab utama tingginya nilai loss and waste
dilakukan pengamatan dan pengumpulan data-data reject produksi. Data
hasil pengumpulan data reject selama 5 hari produksi dari tanggal 22-26
Maret 2010 dapat dilihat pada Tabel 10.
Tabel 10. Data reject produksi
Reject (pcs)
Maret 2010
Bocor Penyok Volume Kurang Seal Miring Over heat Cutting Tidak Rapih Total (pcs) 22 153 70 118 5 119 14 479 23 309 56 106 17 147 12 647 24 148 79 136 15 67 4 449 25 160 95 199 10 0 21 485 26 237 101 97 0 114 7 556 Total 1.007 404 656 47 447 58 2.616
Perhitungan jumlah reject dalam satuan liter diperoleh dengan cara
mengalikan jumlah reject dengan rataan volume per cup 190 ml.
Jumlah loss and waste baik defect ataupun hilang dapat diketahui
dengan cara membandingan antara jumlah output dan input produksi
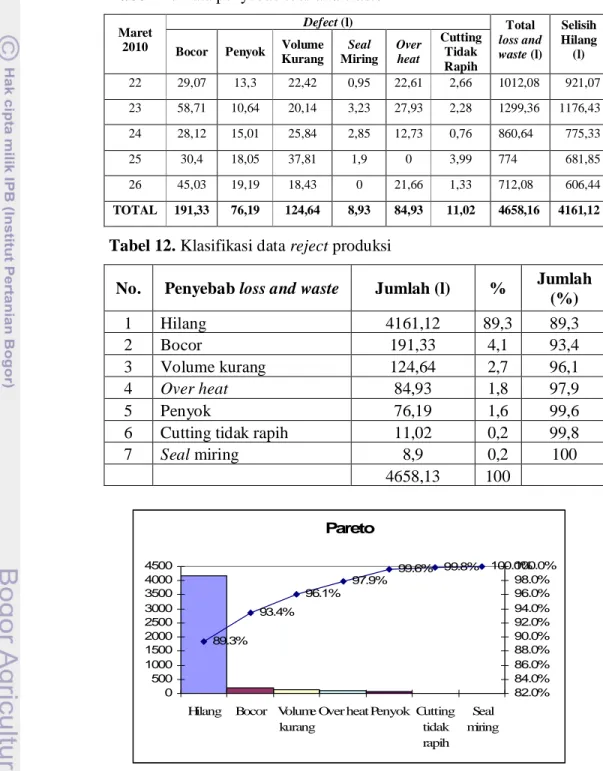
seperti tersaji pada Tabel 11 dan 12. Selanjutnya untuk mengetahui
penyebab utama loss and waste digunakan alat bantu diagram Pareto.
Tabel 11. Data penyebab loss and waste
Defect (l) Maret
2010 Bocor Penyok Volume Kurang Seal Miring Over heat Cutting Tidak Rapih Total loss and waste (l) Selisih Hilang (l) 22 29,07 13,3 22,42 0,95 22,61 2,66 1012,08 921,07 23 58,71 10,64 20,14 3,23 27,93 2,28 1299,36 1176,43 24 28,12 15,01 25,84 2,85 12,73 0,76 860,64 775,33 25 30,4 18,05 37,81 1,9 0 3,99 774 681,85 26 45,03 19,19 18,43 0 21,66 1,33 712,08 606,44 TOTAL 191,33 76,19 124,64 8,93 84,93 11,02 4658,16 4161,12
Tabel 12. Klasifikasi data reject produksi
No.
Penyebab loss and waste
Jumlah (l)
%
Jumlah
(%)
1
Hilang
4161,12
89,3
89,3
2
Bocor
191,33
4,1
93,4
3
Volume kurang
124,64
2,7
96,1
4
Over heat
84,93
1,8
97,9
5
Penyok
76,19
1,6
99,6
6
Cutting tidak rapih
11,02
0,2
99,8
7
Seal miring
8,9
0,2
100
4658,13
100
Pareto 89.3% 93.4% 96.1% 97.9% 99.6% 99.8% 100.0% 0 500 1000 1500 2000 2500 3000 3500 4000 4500Hilang Bocor Volume
kurang
Over heat Penyok Cutting tidak rapih Seal miring 82.0% 84.0% 86.0% 88.0% 90.0% 92.0% 94.0% 96.0% 98.0% 100.0%
Berdasarkan prinsip 80-20 diketahui yang menjadi penyebab utama
terjadinya loss and waste adalah terjadinya kehilangan poduk selama
proses produksi. Kehilangan produk pada proses produksi dibagi
menjadi 2 (dua), yaitu kehilangan pasti dan kerugian, yaitu kehilangan
yang masih dapat di minimalisasi atau dihindari.
Berdasarkan hasil pengamatan kehilangan pasti terjadi saat awal
produksi, yaitu larutan yang terbuang saat pengecekan brix dan saat
akhir produksi, yaitu kehilangan produk di pipa. Data kehilangan pasti
pasti dapat dilihat pada Tabel 13.
Tabel 13. Data kehilangan pasti selama proses produksi.
No. Loss atau kehilanganpasti
Jumlah (l/hari) Keterangan
1. Pengecekan brix 25 Setiap awal batch 2. Kehilangan pipa 50 Setiap akhir batch
Total 75
Berdasarkan data di atas kehilangan produk pasti setiap hari sekitar 75 l.
Kerugian per hari diperoleh dari pengurangan antara total kehilangan
dengan kehilangan pasti, sehingga diperoleh jumlah kerugian yang
terjadi per hari selama pengamatan dapat dilihat pada Tabel 14.
Tabel 14. Kerugian akibat kehilangan selama proses produksi per hari.
No.
Tanggal
Total
Kehilangan (l)
Kehilangan
pasti (l)
Kerugian (l)
1. 22 Maret 2010
921,07
75
846,07
2. 23 Maret 2010
1176,43
75
1101,43
3. 24 Maret 2010
775,33
75
700,33
4. 25 Maret 2010
681,85
75
606,85
5. 26 Maret 2010
606,44
75
531,44
Total
4161,12
225
3786,12
Rataan
832,22
75
757,22
Kerugian = Total kehilangan – Kehilangan pasti ...……. (8)
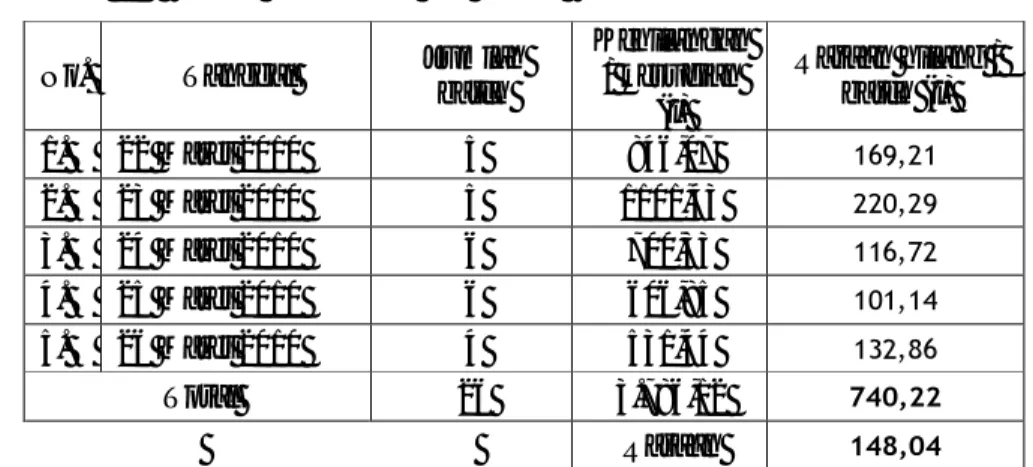
Berdasarkan data di atas diketahui bahwa total kehilangan atau kerugian
setelah dikurangi dengan kehilangan pasti selama lima hari adalah
3786,12 l atau rataan kehilangan per hari adalah 757,22 l. Dalam 1
(satu) hari dapat diproduksi 4-6 batch, maka untuk mengetahui jumlah
kehilangan per batch maka total kehilangan per hari harus dibagi
dengan jumlah batch, seperti dimuat pada Tabel 15.
Tabel 15. Rataan kehilangan per batch.
No. Tanggal Jumlah
batch Kehilangan / kerugian (l) Rataan hilang / batch (l) 1. 22 Maret 2010 5 846,07 169,21 2. 23 Maret 2010 5 1101,43 220,29 3. 24 Maret 2010 6 700,33 116,72 4. 25 Maret 2010 6 606,85 101,14 5. 26 Maret 2010 4 531,44 132,86 Total 26 3.786,12 740,22 Rataan 148,04