BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Bintang Persada Satelit adalah perusahaan yang memproduksi parabola merek BP Sat dan merek QQ. Pada awalnya pemilik perusahaan ini, bapak Susanto Lim atau akrab disapa Aseng, hanya menerima perbaikan parabola. Karena memiliki banyak pelanggan, kemudian dia dipercaya untuk menjadi agen televisi berlangganan. Jaringan bisnis yang makin meluas dan permintaan yang semakin banyak membuat Pak Susanto berpikir untuk mendirikan pabrik sendiri.
PT Bintang Persada Satelit didirikan ketika beliau berusia 30 tahun dengan lokasi pabrik di Jl. Ladang Titi Kuning. Di pabrik itulah karyawan bekerja merakit parabola dan perangkatnya serta membuat kereta sorong Kiu-Kiu. Kemudian barang-barang yang sudah dibuat dipasarkan ke berbagai wilayah di Indonesia.
2.2. Ruang Lingkup Bidang Usaha
PT. Bintang Persada Satelit adalah suatu perusahaan swasta yang bergerak di bidang industri pembuatan parabola. Parabola yang diproduksi terbagi atas dua merek, yaitu merek BP Sat dan QQ yang masing-masing merek memiliki spesifikasi yang berbeda-beda.
2.3. Lokasi Perusahaan
PT. Bintang Persada Satelit terletak di Jalan Raya Medan-Delitua yaitu Jalan Brigjend Zein Hamid/ Jl. Ladang Gang Perdamaian No. 34, Medan. PT. Bintang Persada Satelit menempati areal seluas ± 1,5 Hektar.
2.4. Daerah Pemasaran
Produk-produk dari PT. Bintang Persada Satelit Medan, dipasarkan ke berbagai daerah di pulau Sumatera dan sekarang meluas hingga ke wilayah pulau Jawa dan Kalimantan.
Perusahaan ini memiliki kantor di beberapa kota, seperti Jakarta, Padang dan sebagainya. Untuk daerah Medan, produk parabola ini memiliki kantor pemasaran di Jl. Sutomo, Medan.
2.5 Organisasi dan Manajemen
2.5.1. Struktur Organisasi
Organisasi berasal dari istilah Yunani yaitu organon danistilah Latin yaitu
organum yang berarti alat, bagian, anggota, atau badan. Oleh karena itu,
alat manajemen. Manajemen adalah cara pengelolaan dan pengaturan untuk mencapai tujuan tertentu dengan menggunakan sumber daya yang ada.
Struktur organisasi adalah suatu susunan dan hubungan antara tiap bagian serta posisi yang ada pada suatu organisasi atau perusahaan dalam menjalankan kegiatan operasional untuk mencapai tujuan. Struktur organisasi menggambarkan dengan jelas pemisahan kegiatan pekerjaan antara yang satu dengan yang lain dan bagaimana hubungan aktivitas dan fungsi dibatasi. Struktur organisasi yang baik harus menjelaskan hubungan wewenang siapa melapor kepada siapa.
Adanya struktur organisasi dan uraian tugas yang telah ditetapkan akan menciptakan suasana kerja yang baik karena perintah yang akan diterima oleh seorang bawahan dari atasannya tidak akan tumpang tindih dengan perintah atasan yang lain kepada bawahan tersebut.
Direktur
Accounting ADM Financial andAccounting
ADM Logistik Karyawan Cleaning
Service
Sumber: PT. Bintang Persada Satelit
V-28
2.5.2. Pembagian Tugas dan Tanggung jawab
Adapun pembagian tugas dan tanggung jawab dari masing-masing jabatan dalam PT. Bintang Persada Satelit dapat dilihat pada Lampiran 1.
2.6. Jumlah Tenaga Kerja dan Jam Kerja
2.6.1. Jumlah Tenaga Kerja
Untuk memperoleh tenaga kerja, perusahaan menggunakan beberapa sumber, yaitu:
1. Dari dalam perusahaan (internal)
Untuk memperoleh tenaga kerja dari dalam perusahaan, diterapkan manajemen System Promotion Within, dimana untuk mengisi jabatan yang lowong diambil dari karyawan perusahaan sendiri. Dengan demikian perusahaan memberikan kesempatan kepada karyawan yang mempunyai bakat, keterampilan, dan kompetensi untuk berkembang.
2. Dari luar perusahaan (eksternal)
Penarikan tenaga kerja dari luar perusahaan dapat diperoleh dari: a. Masyarakat luar yang melamar ke perusahaan.
b. Teman-teman atau kenalan karyawan perusahaan.
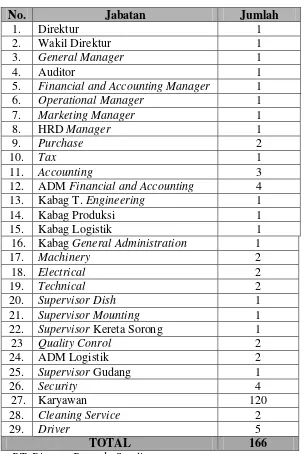
Tabel 2.1. Alokasi Tenaga Kerja
5. Financial and Accounting Manager 1
6. Operational Manager 1
12. ADM Financial and Accounting 4
13. Kabag T. Engineering 1
14. Kabag Produksi 1
15. Kabag Logistik 1
16. Kabag General Administration 1
17. Machinery 2
18. Electrical 2
19. Technical 2
20. Supervisor Dish 1
21. Supervisor Mounting 1
22. Supervisor Kereta Sorong 1
target produksi tidak tercapai, maka dapat dilakukan lembur dengan kompensasi upah lembur oleh perusahaan.
Ketentuan jam kerja di PT. Bintang Persada Satelit diatur menurut aturan
shift yang ditunjukkan pada Tabel 2.2, Tabel 2.3 dan Tabel 2.4.
Tabel 2.2. Jam Kerja Bagian Administrasi dan Kantor
HARI JAM KERJA (WIB) ISTIRAHAT (WIB)
Senin – Jumat 08.00 - 17.00 12.00 – 13.00
Sabtu 08.00 – 15.00 12.00 – 13.00
Sumber: PT. Bintang Persada Satelit
Tabel 2.3. Jam Kerja Bagian Produksi
HARI SHIFT JAM KERJA (WIB) ISTIRAHAT (WIB)
Senin – Jumat I 08.00 – 16.00 12.00 – 13.00 II 16.00 – 24.00 18.00 – 19.00
Sabtu I 08.00 – 13.00 -
II 13.00 – 18.00 -
Sumber: PT. Bintang Persada Satelit
Tabel 2.4. Jam Kerja Bagian Keamanan
HARI SHIFT JAM KERJA (WIB)
Senin – Sabtu I 07.00 – 19.00 II 19.00 – 07.00
Sumber: PT. Bintang Persada Satelit
2.7. Proses Produksi
2.7.1. Standar Mutu Bahan/Produk
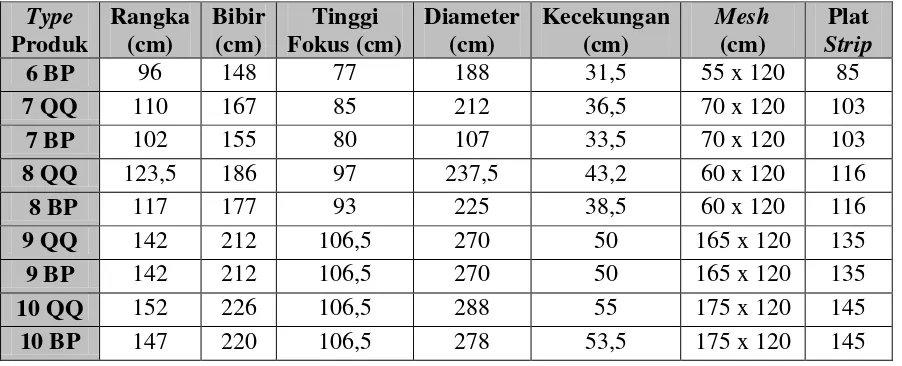
Setiap produk yang dihasilkan harus memenuhi kriteria tertentu. Demikian juga dengan produk parabola yang dihasilkan PT.Bintang Persada Satelit harus memenuhi beberapa kriteria dan spesifikasi seperti yang terlihat pada Tabel 2.5.
Tabel 2.5. Jenis Produk Parabola PT. Bintang Persada Satelit
Type
Sumber: PT. Bintang Persada Satelit
2.7.2. Bahan yang Digunakan
Bahan yang digunakan dalam proses produksi parabola terdiri dari bahan baku, bahan penolong dan bahan tambahan.
2.7.2.1. Bahan Baku
Berbagai jenis bahan baku yang digunakan antara lain adalah aluminium
coil, plat besi, pipa besi, plat strip dan aluminium hollow. Aluminium coil
digunakan untuk membuat komponen dish yang terdiri dari jaring mesh. Plat strip dan aluminium hollow digunakan untuk membuat komponen rangka dan bibir
dish. Plat besi dan pipa besi digunakan untuk komponen mounting.
2.7.2.2. Bahan Penolong
Bahan penolong adalah bahan yang secara tidak langsung mempengaruhi kualitas dan fungsi produk, baik itu dikenakan secara langsung maupun tidak langsung terhadap bahan baku dalam suatu proses produksi. Bahan penolong dalam proses pembuatan parabola adalah:
1. Dimension A
Dimension A digunakan sebagai pengilat pada komponen mounting. 2. Dimension B
Dimension B digunakan untuk menghilangkan noda dan kotoran pada komponen mounting.
3. Zink
Zink digunakan untuk melapisi komponen-komponen dari parabola agar tidak berkarat.
4. HCl (Asam klorida)
2.7.2.3.Bahan Tambahan
Bahan tambahan merupakan bahan yang digunakan untuk mempermudah proses dan meningkatkan kualitas dari produk yang dihasilkan guna meningkatkan citra produk dan nilai tambah dimata konsumen. Adapun bahan tambahan yang digunakan selama proses produksi berlangsung yaitu:
1. Baut
Baut digunakan untuk melekatkan setiap komponen penyusun parabola. 2. Cat
Cat digunakan untuk menulis atau mencetak merek produk pada parabola. 3. Paku tembak
Paku tembak digunakan untuk menyatukan antara mesh yang satu dan mesh
lainnya.
4. Batang kawat las
Batang ini digunakan untuk menyatukan masing-masing komponen baik komponen mounting dan komponen dish.
2.7.3. Uraian Proses Produksi
Dalam kegiatan operasinya, perusahaan ini memproduksi parabola sebagai persediaan atau stock dan untuk memenuhi permintaan dari pelanggan. Proses pembuatan parabola di perusahaan ini terdiri dari beberapa tahapan yang dikelompokkan ke dalam dua bagian, yaitu:
1. Proses pembuatan dish
2.7.3.1.Proses Pembuatan Dish
Dish merupakan komponen utama dari parabola. Proses pembuatan dish
terdiri dari proses pembuatan rangka dish dan bibir dish, plat strip, dan proses pembuatan mesh yang kemudian diikuti proses perakitan. Adapun proses-proses dalam membuat dish adalah sebagai berikut:
1. Proses pembuatan rangka dish dan bibir dish.
Proses pembuatan rangka dish dan bibir dish terdiri dari beberapa urutan, yaitu:
a. Pembuatan rangka dish
Bahan baku pembuat rangka dish yaitu aluminium hollow dipotong sesuai ukuran mulai dari 6 sampai dengan 10 ft. Kemudian hasil potongan aluminium hollow yang masih lurus tersebut kemudian di roll rangka sampai bengkok, agar bisa dibentuk mengikuti kecekungan parabola. b. Pembuatan bibir dish
Bahan baku pembuat bibir dish yaitu aluminium hollow dipotong sesuai ukuran mulai dari 6 sampai dengan 10 ft. Kemudian hasil potongan aluminium hollow yang masih lurus tersebut kemudian di roll rangka sampai bengkok, agar bisa dibentuk mengikuti kecekungan parabola. c. Pengeboran
d. Pengelasan
Rangka dan bibir dish yang telah dibor 1 dan bor 3 tersebut kemudian di las. Proses pengelasan rangka dan bibir dish dilakukan untuk menyatukan empat keping rangka yang akan membentuk dish. Pengelasan dilakukan pada 5 titik, yaitu 4 titik untuk menyatukan tiap rangka dan bibir serta satu titik persekutuan keempat rangka.
2. Proses pembuatan mesh
Bahan baku pembuat mesh yaitu aluminium coil dibentuk menggunakan mesin pembuat mesh. Lempengan aluminium coil dimasukkan ke mesin sehingga menghasilkan lembaran jaring-jaring mesh. Ukuran mesh
disesuaikan dengan spesifikasi yang dibutuhkan yang akan diatur melalui waktu yang ada pada mesin mesh. Setelah menjadi jaring-jaring mesh
kemudian dimasukkan ke dalam mesin roll agar menjadi lurus. Kemudian
mesh tersebut dimasukkan ke dalam mesin potong dan dipotong menjadi dua bagian yang akan berbentuk menjadi mesh segitiga. Setelah dihasilkan mesh
segitiga, maka dapat dilakukan pemberian merek sesuai dengan keinginan pelanggan.
3. Proses pembuatan plat strip
Plat strip dibuat menggunakan mesin pembentuk plat strip. Bahan baku berupa lembaran aluminium dipotong dengan spesifikasi tertentu. Plat strip merupakan lembaran dari aluminium yang digunakan untuk menyatukan dish
4. Proses perakitan komponen
Setelah semua proses pembentuk komponen dish selesai, tahapan berikutnya adalah penyatuan rangka dish, bibir dish, mesh dan plat strip. Rangka dan bibir dish yang telah disatukan melalui pengelasan kemudian dipasang jaring
mesh. Mesh disusun diatas empat keping bagian dish dan dipasang plat strip
untuk menyatukan antara mesh yang satu dengan mesh yang lain. Setelah itu ditembak menggunakan paku tembak ke lubang-lubang dan kemudian dibor untuk menyatukan mesh, plat strip dengan rangka dan bibir dish.
2.7.3.2. Proses Pembuatan Mounting
Mounting adalah bagian bawah parabola yang berfungsi untuk
menyangga dish, dan tempat tiang fokus. Adapun tahapan-tahapan dalam membuat mounting adalah sebagai berikut :
1. Pembuatan badan mounting
Badan mounting dibuat dari bahan baku plat 2 mm ukuran 120 x 240 cm. Badan mounting terdiri dari botol siku, plat U siku, kuping siku, mounting
siku, pipa mounting, kran hidrolik, dan tiang hidrolik. 2. Cetak dan pon
3. Pembuatan tiang fokus
Tiang fokus dibuat sesuai ukuran spesifikasi parabola yang akan dibuat. Bahan baku pembuat tiang fokus adalah pipa besi ukuran 1 inchi x 5,7 m. 4. Pengelasan dan pembautan
Komponen yang telah selesai dicetak dan pon kemudian di las dan di baut untuk menyatukan beberapa komponen menjadi komponen-komponen utama penyusun mounting.
5. Galvanis
Komponen-komponen utama pembentuk mounting dilakukan galvanis. Galvanis merupakan proses pembersihan komponen pembentuk mounting
dari karat dan oli/minyak yang melekat pada komponen pembentuk mounting. Proses galvanis dilakukan dengan memasukkan komponen pembentuk
mounting ke dalam larutan HCl untuk menghilangkan karat yang melekat
pada komponen pembentuk mounting. Setelah komponen pembentuk
mounting bersih kemudian dimasukkan ke dalam larutan dimension agar
komponen pembentuk mounting menjadi kilat. 5. Penghalusan
7. Perakitan
Setelah komponen pembentuk mounting kilat maka proses selanjutnya adalah proses perakitan. Pada proses ini komponen utama pembentuk mounting
disatukan dan dirakit menjadi mounting.
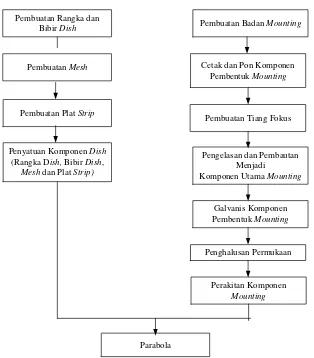
Blok diagram pembuatan parabola dapat dilihat pada Gambar 2.2.
Pembuatan Rangka dan Cetak dan Pon Komponen
Pembentuk Mounting
Gambar 2.2. Blok Diagram Pembuatan Parabola di PT. Bintang Persada Satelit
2.8. Mesin dan Peralatan