BAB II
TINJAUAN PUSTAKA
2.1 Aluminium
2.1.1 Sejarah Aluminium
Aluminium diambil dari bahasa Latin: alumen, alum. Orang-orang
Yunani dan Romawi kuno menggunakan alum sebagai cairan penutup pori-pori
dan bahan penajam proses pewarnaan. Tahun 1787, Lavoisier menebak bahwa
unsur ini adalah Oksida logam yang belum ditemukan. Pada tahun 1761, de
Morveau mengajukan nama alumine untuk basa alum. Pada tahun 1827, Wohler
disebut sebagai ilmuwan yang berhasil mengisolasi logam ini. Pada tahun 1807,
Davy memberikan untuk menamakan logam ini Aluminum, walau pada akhirnya
setuju untuk menggantinya dengan Aluminium. Nama yang terakhir ini sama
dengan nama banyak unsur lainnya yang berakhir dengan “ium”.
C.M. Hall seorang berkebangsaan Amerika bersama Paul Heroult
berkebangsaan Prancis, pada tahun 1886 mengolah Alumina menjadi Aluminium
dengan cara elektrolisa dari garam yang terfusi. Selain itu Karl Josep Bayer
berkebangsaan Jerman yang merupakan seorang ahli kimia mengembangkan
proses yang dikenal dengan nama proses Bayer untuk mendapat Aluminium
murni.
Proses Bayer pada Aluminium dilakukan dengan cara memasukkan
bauksit halus yang sudah dikeringkan kedalam pencampur lalu diolah dengan
NaOH dengan suhu diatas titik didih dan dibawah pengaruh tekanan. NaOH akan
bereaksi dengan bauksit menghasilkan Aluminat Natrium yang terlarut.
Selanjutnya tekanan dikurangi dengan ampas yang terdiri dari Silicon,oksida
besi, Titanium dan kotoran-kotoran lainnya dipisahkan. Kemudian Alumina
Natrium tersebut dipompa ke tangki pengendapan dan ditambahkan kristal
hidroksida Alumina sehingga kristal tersebut menjadi inti kristal. Inti kristal
sehingga oksigen dan Aluminium murni menjadi terpisah. Pada setiap 1 kilogram
Aluminium diperlukan 2 kilogram Alumina dan 4 kilogram bauksit, 0,6 kilogram
karbon, criolit dan bahan-bahan lainnya. Penggunaan Aluminium saat ini
menduduki urutan kedua setelah besi dan baja dan tertinggi pada logam bukan
besi untuk kehidupan industri.
Secara historis, Perkembangan proses pengecoran untuk Aluminium dan
paduannya merupakan prestasi yang relatif baru. Paduan Aluminium tidak
tersedia dalam jumlah yang substansial untuk pengecoran tujuan hingga lama.
Setelah penemuan pada tahun 1886 dari proses elektrolitik pengurangan
Aluminium oksida oleh Charles Martin Hall di Amerika Serikat dan Paul Heroult
di Perancis. Meskipun penemuan Hall menghasilkan Aluminium dengan biaya
sangat kecil, nilai penuh dari Aluminium sebagai bahan pengecoran tidak
dilanjutkan sampai paduan cocok untuk proses pengecoran yang sedang
berkembang. Aluminium dasar paduan secara umum akan ditandai sebagai sistem
eutektik yang mengandung bahan intermetalik atau unsur-unsur sebagai fase
berlebih. Karena kelarutan relatif rendah sebagian besar elemen paduan dalam
Aluminium dan paduan kompleksitas yang dihasilkan dapat berisi beberapa fasa
logam, yang terkadang cukup kompleks dalam komposisi. Fasa ini biasanya lebih
larut dekat suhu eutektik dari pada suhu kamar, sehingga memungkinkan untuk
panas-mengobati beberapa dari paduan oleh solusi dan penuaan panas-perawatan
(Purnomo,2004).
Pengecoran Aluminium akan berakibat penurunan sifat mekanis (tarik dan
impak) dari logam, yang terjadi akibat peningkatan porositas (Purnomo,2004).
Porositas yang terjadi pada saat pengecoran Aluminium dapat dieleminir dengan
mengontrol gas/oksigen dan variabel pengecoran lainnya seperti, temperatur, laju
pembekuan, laju pendinginan (Melo,M.L.N.M.,etl., 2005) yang dapat dilakukan
dengan tersedianya dapur peleburan yang memadai.
Parameter pembekuan sangat dipengaruhi laju pendinginan, keadaan
temperatur pada berbagai fasa berubah dengan peningkataan laju pendinginan,
peningkatan laju pendinginan secara signifikan meningkatkan temperatur
2.1.2 Kandungan Atom/Unsur dan Ikatan
Aluminium disimbolkan dengan Al, dengan nomor atom 13 dalam tabel
periodik unsur. Bauksit, bahan baku aluminium memiliki kandungan aluminium
dalam jumlah yang bervariasi, namun pada umumnya di atas 40% dalam berat.
Senyawa aluminium yang terdapat di bauksit diantaranya Al2O3, Al(OH)3, γ
-AlO(OH), dan α -AlO(OH). Bauksit dapat dilihat pada gambar 2.1.
Gambar 2.1 Bauksit (Dobrzanski, dkk, 2006)
Isotop aluminium yang terdapat di alam adalah isotop 27Al, dengan
persentase sebesar 99,9%. Isotop 26Al juga terdapat di alam meski dalam jumlah
yang sangat kecil. Isotop26Al merupakan radioaktif dengan waktu paruh sebesar
720000 tahun. Isotop aluminium yang sudah ditemui saat ini adalah aluminium
dengan berat atom relatif antara 23 hingga 30, dengan isotop 27Al merupakan
isotop yang paling stabil.
2.1.3 Mikrostruktur Aluminium
Gambar 2.2 memperlihatkan struktur mikro aluminium murni.
Aluminium murni 100% tidak memiliki kandungan unsur apapun selain
aluminium itu sendiri.
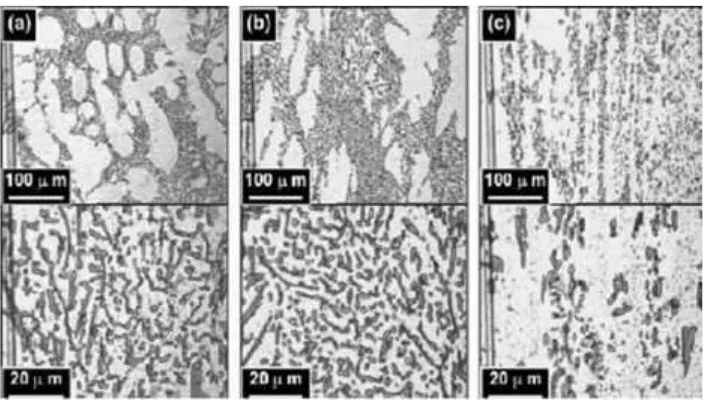
Gambar 2.3 Struktur mikro dari paduan aluminium-silikon (Akroma,B.H., 2011)
Gambar 2.3 (a) merupakan paduan Al-Si tanpa perlakuan khusus. Gambar
2.3 (b) merupakan paduan Al-Si dengan perlakuan termal. Gambar 2.3 (c) adalah
paduan Al-Si dengan perlakuan termal dan penempaan. Jika diperhatikan bahwa
semakin ke kanan, struktur mikro semakin baik (Voort,1984).
2.1.4 Sifat-Sifat Aluminium
Aluminium telah merupakan salah satu logam industri yang paling luas
penggunaannya di dunia. Aluminium banyak digunakan di dalam semua sektor
utama industri seperti konstruksi, listrik, angkutan, peti kemas dan kemasan,
peralatan mekanis serta alat rumah tangga.
Adapun sifat-sifat mekanik Aluminium antara lain sebagai berikut:
a. Ringan
Memiliki bobot sekitar 1/3 dari bobot besi dan baja, atau tembaga dan banyak
digunakan dalam industri transportasi seperti angkutan udara.
b. Tahan terhadap korosi
Sifatnya durabel sehingga baik dipakai untuk lingkungan yang dipengaruhi
oleh unsur-unsur seperti air, udara, suhu dan unsur-unsur kimia lainnya, baik
c. Kuat
Aluminium memiliki sifat yang kuat terutama bila dipadu dengan logam lain.
Digunakan untuk pembuatan komponen yang memerlukan kekuatan tinggi
seperti: pesawat terbang, kapal laut, bejana tekan, kendaraan dan lain-lain.
d. Mudah dibentuk
Proses pengerjaan Aluminium mudah dibentuk karena dapat disambung
dengan logam/material lainnya dengan pengelasan, brazing, solder, adhesive
bonding, sambungan mekanis, atau dengan teknik penyambungan lainnya.
e. Konduktor listrik
Aluminium dapat menghantarkan arus listrik dua kali lebih besar jika
dibandingkan dengan tembaga. Karena Aluminium tidak mahal dan ringan,
maka Aluminium sangat baik untuk kabel-kabel listrik overhead maupun
bawah tanah
f. Konduktor panas
Sifat ini sangat baik untuk penggunaan pada mesin-mesin/alat-alat pemindah
panas sehingga dapat memberikan penghematan energi.
g. Memantulkan sinar dan panas
Aluminium dapat dibuat sedemikian rupa sehingga memiliki kemampuan
pantul yang tinggi yaitu sekitar 95% dibandingkan dengan kekuatan pantul
sebuah cermin. Sifat pantul ini menjadikan Aluminium sangat baik untuk
peralatan penahan radiasi panas.
h. Non magnetik
Aluminium sangat baik untuk penggunaan pada peralatan elektronik,
pemancar radio/TV dan lain-lain. Dimana diperlukan faktor magnetisasi
negative untuk menaikkan sifat–sifat mekaniknya, maka secara umum
aluminium biasanya dipadu dengan menambahkan Si, Fe, Cu, Mn, Mg, dan
Zn. Si dan Mg ditambahkan untuk menambah daya tahan terhadap korosi, Fe
untuk mencegah teerjadinya penyusutan, Cu untuk menambah kekuatan dan
baik secara satu persatu atau bersama-sam. Penggunaan dari aluminium dan
paduannya antara lain untuk peralatan rumah tangga, kemasan makanan dan
minuman, pesawat terbang, mobil, kappa laut, konstruksi bangunan rumah,
dan lain-lain. Adapun sifat-sifat aluminium murni ditunjukkan pada Tabel 2.1
(Surdia,1992).
Tabel 2.1 Sifat-sifat fisik Aluminium (Surdia dan Shinroku, 1992)
Sifat-sifat Kemurnian Al (%)
99,996 >99,0
Massa jenis (20oC) 2,6989 2,71
Titik Cair 660,2 653-657
Panas Jenis (cal/g.oC)(100oC) 0,2226 0,2297
Hantaran Listrik (%) 64,94 59 (dianil)
Tahanan Listrik Koefisien
temperature (/oC)
0,00429 0,0115
Koefisien Pemuaian (20-100oC) 23,86 x 10-6 23,5 x 10-6
Jenis Kristal, konstanta kisi FCC,a = 4,013 A FCC,a = $,04 A
2.2 Paduan Aluminium
Aluminium dipakai sebagai paduan berbagai logam murni, sebab tidak
kehilangan sifat ringan dan sifat – sifat mekanisnya dan mampu cornya
diperbaiki dengan menambah unsur–unsur lain. Paduan Al diklasifikasikan dalam
berbagai standar oleh berbagai Negara di dunia. Saat ini klasifikasi yang sangat
tekenal dan sempurna adalah standar Alumunium Association di Amerika yang
didasarkan atas dasar standar terdahulu dari Alcoa (Alumunium Company of
America),(Surdia dan Saito, 2005). Sesuai dengan Aluminium Assosiation
paduan Al terdiri-dari produk wrought dan cor, klasifikasi produk Wrought
ditunjukan pada Tabel 2.3
Tabel 2.2 Paduan Al Untuk Produk Wrought (ASM Vol. 2, 1992)
Unsur Paduan Utama Seri
Aluminium minimal 99.00% 1xxx
Mangan (Mn) 3xxx
Silikon (Si) 4xxx
Magnesium (Mg) 5xxx
Magnesium dan Silikon 6xxx
Seng (Zn)
Unsur Lainnya
7xxx
8xxx
9xxx
Aluminium tempa, seri 1xxx digunakan untuk Aluminium murni. Digit
kedua dari seri tersebut menunjukkan komposisi Aluminium dengan limit
pengotor alamiahnya, sedangkan dua digit terakhir menunjukkan persentasi
minimum dari Aluminium tsb. Digit pertama pada seri 2xxx sampai 7xxx
menunjukkan kelompok paduannya berdasarkan unsur yang memiliki persentase
komposisi terbesar dalam paduan.Sedangkan paduan Al yang digunakan untuk
pengecoran sesuai dengan Aluminium association.
2.2.1 Paduan Al-Si
Paduan Al-Si ditemukan oleh A. Pacz tahun 1921. paduan Al-Si yang
telah diperlakukan panas dinamakan Silumin. Sifat – sifat silumin sangat
diperbaiki oleh perlakuan panas dan sedikit diperbaiki oleh unsur paduan. Paduan
Al-Si umumnya dipakai dengan 0,15% – 0,4%Mn dan 0,5 % Mg. Paduan Al-Si
yang memerlukan perlakuan panas ditambah dengan Mg juga Cu serta Ni untuk
memberikan kekerasan pada saat panas. Bahan paduan ini biasa dipakai untuk
torak motor (Surdia dan Saito., 2005).
2.2.2 Paduan Al-Cu dan Al-Cu-Mg
Paduan Al-Cu-Mg adalah paduan yang mengandung 4% Cu dan 0,5% Mg
serta dapat mengeras dalam beberapa hari oleh penuaan, dalam temperatur biasa
atau natural aging setalah solution heat treatment dan quenching. Studi tentang
logam paduan ini telah banyak dilakukan salah satunya adalah Nishimura yang
telah berhasil dalam menemukan senyawa terner yang berada dalam
keseimbangan dengan Al, yang kemudian dinamakan senyawa S dan T. Ternyata
senyawa S (AL2CuMg) mempunyai kemampuan penuaan pada temperatur biasa.
Paduan Al-Cu dan Al-Cu-Mg dipakai sebagai bahan dalam industri pesawat
terbang (Surdia dan Saito., 2005)
2.2.3 Paduan Al-Mn
Mangan (Mn) adalah unsur yang memperkuat Alumunium tanpa
mengurangi ketahanan korosi dan dipakai untuk membuat paduan yang tahan
terhadap korosi. Paduan Al-Mn dalam penamaan standar AA adalah paduan Al
3003 dan Al 3004. Komposisi standar dari paduan Al 3003 adalah Al, 1,2 % Mn,
sedangkan komposisi standar Al 3004 adalah Al, 1,2 % Mn, 1,0 % Mg. Paduan
Al 3003 dan Al 3004 digunakan sebagai paduan tahan korosi tanpa perlakuan
panas (Surdia dan Saito,1992).
2.2.4 Paduan Al-Mg
Paduan dengan 2 – 3 % Mg dapat mudah ditempa, dirol dan diekstrusi,
paduan Al 5052 adalah paduan yang biasa dipakai sebagai bahan tempaan.
Paduan Al 5052 adalah paduan yang paling kuat dalam sistem ini, dipakai setelah
dikeraskan oleh pengerasan regangan apabila diperlukan kekerasan tinggi.
Paduan Al 5083 yang dianil adalah paduan antara ( 4,5 % Mg ) kuat dan mudah
dilas oleh karena itu sekarang dipakai sebagai bahan untuk tangki LNG (Surdia
dan Saito.1992).
2.2.5 Paduan Al-Mg-Si
Paduan Al-Mg-Si dalam sistem klasifikasi AA dapat diperoleh paduan Al
6063 dan Al 6061. Paduan dalam sistem ini mempunyai kekuatan kurang sebagai
sangat baik mampu bentuknya untuk penempaan, ekstrusi dan sebagainya.
Paduan 6063 dipergunakan untuk rangka – rangka konstruksi , karena paduan
dalam sistem ini mempunyai kekuatan yang cukup baik tanpa mengurangi
hantaran listrik, maka selain dipergunakan untuk rangka konstruksi juga
digunakan untuk kabel tenaga (Surdia dan Saito, 1992)
2.2.6 Paduan Al-Mn–Zn
Jepang pada awal tahun 1940 Iragashi dan kawan-kawan mengadakan
studi dan berhasil dalam pengembangan suatu paduan dengan penambahan kira–
kira 0,3 % Mn atau Cr dimana butir kristal padat diperhalus dan mengubah
bentuk presipitasi serta retakan korosi tegangan tidak terjadi. Pada saat itu paduan
tersebut dinamakan ESD atau duralumin super ekstra. Selama perang dunia ke
dua di Amerika serikat dengan maksud yang hampir sama telah dikembangkan
pula suatu paduan yaitu suatu paduan yang terdiri dari: Al, 5,5 % Zn, 2,5 % Mn,
1,5% Cu, 0,3 % Cr, 0,2 % Mn sekarang dinamakan paduan Al- 7075. Paduan ini
mempunyai kekuatan tertinggi diantara paduan-paduan lainnya. Pengggunaan
paduan ini paling besar adalah untuk bahan konstruksi pesawat udara, disamping
itu juga digunakan dalam bidang konstruksi (Surdia dan Saito,1992).
2.3 Magnesium
Magnesium adalah unsur kedelapan yang paling berlimpah dan
merupakan sekitar2% dari berat kerak bumi dan merupakan unsur yang paling
banyak ketiga terlarut dalam air laut. Magnesium sangat melimpah di alam dan
ditemukan dalam bentuk mineral penting didalam bebatuan , seperti dolomit,
magnetit, dan olivin. Ini juga ditemukan dalam air laut, air asin bawah tanah dan
lapisan asin. Ini adalah logam struktural ketiga yang paling melimpah dikerak
bumi, hanya dilampaui oleh aluminium dan besi. Amerika Serikat secara umum
menjadi pemasok utama dunia logam ini. Amerika Serikat memasok 45% dari
produksi dunia, bahkan pada tahun 1995 Dolomit dan magnesit ditambang
sampai sebatas 10 juta ton per tahun, di negara-negara seperti Cina, Turki, Korea
Penggunaan Mg dalam pembuatan komposit adalah sebagai wetting
agent, yaitu untuk meningkatkan pembasahan antara matriks dan penguat dengan
cara menurunkan tegangan permukaan antara keduanya (Samuel,Y., 2012).
2.4 Fly Ash
Fly ash atau abu terbang merupakan salah satu produk sisa dari proses
pembakaran diruang bakar suatu pembangkit, fly ash ini biasanya berbentuk
partikel-partikel halus yang keberadaannya dapat membahayakan kesehatan
manusia jika tidak ditangani dengan benar. Seiring dengan kemajuan teknologi
maka saat ini keberadaan fly ash tidak hanya sebagai limbah tidak bermanfaat
tetapi telah dipergunakan untuk campuran beragam jenis produk seperti semen,
bata tahan api dan metal matrix composite (Yasman,F.,2014)
2.4.1 Fly Ash Batubara
Fly ash batubara adalah material yang memiliki ukuran butiran yang
halus berwarna keabu-abuan dan diperoleh dari hasil pembakaran batubara
(Wardani,2008). Pada pembakaran batubara dalam PLTU, terdapat limbah
padat yaitu abu layang (fly ash) dan abu dasar (bottom ash). Partikel abu yang
terbawa gas buang disebut fly ash, sedangkan abu yang tertinggal dan
dikeluarkan dari bawah tungku disebut bottom ash. Di Indonesia, produksi
limbah abu dasar dan abu layang dari tahun ke tahun meningkat sebanding
dengan konsumsi penggunaan batubara sebagai bahan baku pada industri
PLTU (Harijono,D., 2006).
Abu terbang batubara umumnya dibuang di ash lagoon atau ditumpuk
begitu saja di dalam area industri. Penumpukan abu terbang batubara ini
menimbulkan masalah bagi lingkungan. Berbagai penelitian mengenai
pemanfaatan abu terbang batubara sedang dilakukan untuk meningkatkan nilai
ekonomisnya serta mengurangi dampak buruknya terhadap lingkungan. Saat
ini abu terbang batubara digunakan dalam pabrik semen sebagai salah satu
bahan campuran pembuat beton. Selain itu, sebenarnya abu terbang batubara
1. Penyusun beton untuk jalan dan bendungan
2. Penimbun lahan bekas pertambangan
3. Recovery magnetic, cenosphere, dan karbon
4. Bahan baku keramik, gelas, batu bata, dan refraktori
5. Bahan penggosok (polisher)
6. Filler aspal, plastik, dan kertas
7. Pengganti dan bahan baku semen
8. Aditif dalam pengolahan limbah (waste stabilization)
9. Konversi menjadi zeolit dan adsorben
Konversi abu terbang batubara menjadi zeolit dan adsorben merupakan
contoh pemanfaatan efektif dari abu terbang batubara. Keuntungan adsorben
berbahan baku fly ash batubara adalah biayanya murah. Selain itu, adsorben ini
dapat digunakan baik untuk pengolahan limbah gas maupun limbah cair
(Marinda,P.,2008)
2.4.1.1 Sifat Kimia dan Sifat Fisika Fly Ash Batubara
Komponen utama dari abu terbang batubara yang berasal dari
pembangkit listrik adalah silika ( SiO2 ), alumina, ( Al2O3 ), besi oksida (
Fe2O3 ), kalsium ( CaO ) dan sisanya adalah magnesium, potasium, sodium,
titanium dan belerang dalam jumlah yang sedikit.
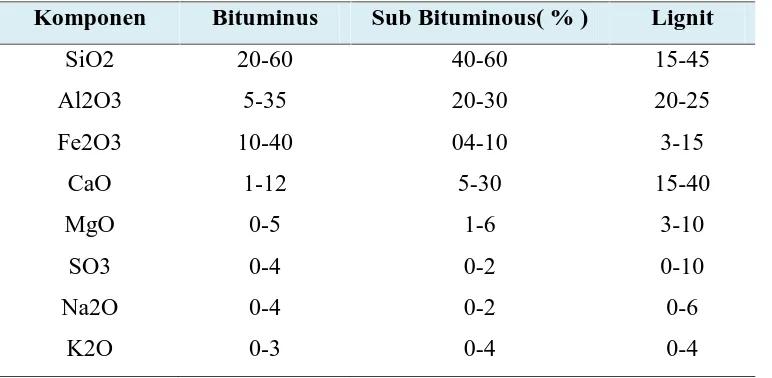
Tabel 2.3. Komposisi Kimia Salah Satu Jenis Abu Terbang Batubara (Wardani,2008)
Komponen Bituminus Sub Bituminous( % ) Lignit
SiO2 20-60 40-60 15-45
Al2O3 5-35 20-30 20-25
Fe2O3 10-40 04-10 3-15
CaO 1-12 5-30 15-40
MgO 0-5 1-6 3-10
SO3 0-4 0-2 0-10
Na2O 0-4 0-2 0-6
2.4.2 Palm Oil Fly Ash (POFA)
Hasil proses pembuatan Crude Palm Oil (CPO) maka akan dihasilkan
limbah padat diantaranya serabut buah dan cangkang kelapa sawit itu sendiri,
namun ini tidak menjadi masalah bagi Pabrik Kelapa sawit (PKS) karena
limbah ini akan menjadi bahan bakar daripada boiler. Limbah padat berupa
cangkang dan serat digunakan sebagai bahan bakar ketel (boiler) untuk
menghasilkan energi mekanik dan panas. Uap dari boiler dimanfaatkan untuk
menghasilkan energi listrik dan untuk merebus TBS sebelum diolah di dalam
pabrik. Diagram alir pembentukan pofa dapat dilihat pada gambar 2.5.
Gambar 2.5 Diagram Alir Palm Oil Fly Ash
Cangkang dan serat buah sawit yang sudah terbakar, akan menghasilkan
sisa- sisa pembakaran yang nantinya akan menjadi limbah daripada boiler
atau furnance (tungku pembakaran) berupa abu terbang. Abu Terbang (Fly ash) ,
yakni abu yang berada dibawah tungku tepatnya ditempat pengumpulan abu.
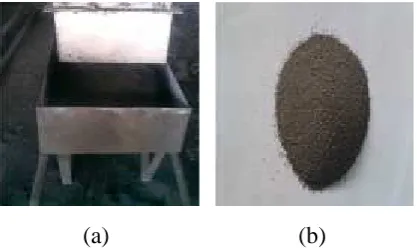
Abu terbang terlihat pada gambar 2.6
(a) (b)
Gambar 2.6 (a)Abu Terbang (Palm Oil Fly Ash), (b)Bottom ash sesudah di
grinding (Yasman,F.,2014)
Buah Sawit Produksi
Cangkang sawit
(bahan bakar) Boiler
bak penampungan Palm Oil Fly Ash
Udara
Partikel Ash Ringan CPO
Masalah yang kemudian timbul adalah sisa dari pembakaran pada
boiler yang berupa abu dengan jumlah yang terus meningkat sepanjang
tahun yang sampai sekarang masih belum termanfaatkan. Ternyata limbah
abu sawit banyak mengandung unsur silika (SiO2) yang merupakan bahan
pozzolanic. Berdasarkan penelitian yang dilakukan Graille dkk (1985)
ternyata limbah abu sawit banyak mengandung unsur silika (SiO2) yang
merupakan bahan pozzolanic (Yasman,F.,2014).
Hayward (1995) dalam Utama dan Saputra (2005) menyatakan dalam
bahan pozzolan ada dua senyawa utama yang mempunyai peranan penting dalam
pembentukan semen yaitu senyawa SiO2 dan Al2O3 yang dimana abu Sawit
merupakan bahan pozzolanic, yaitu material yang tidak mengikat seperti semen,
namun mengandung senyawa silika oksida (SiO2) aktif yang apabila bereaksi
dengan kapur bebas atau Kalsium Hidroksida (Ca(OH2)) dan air akan
membentuk material seperti semen yaitu Kalsium Silikat Hidrat. Unsur penyusun
fly ash sangatlah beragam tergantung dari sumber bahan bakarnya, tetapi pada
umumnya fly ash mengandung SiO2,CaO,
2.5 Komposit Matrik Logam (Metal Matrix Composite)
Material komposit adalah material yang terdiri dari gabungan dua atau
lebih fasa yang berbeda baik secara fisika ataupun kimia dan memiliki
karakteristik lebih unggul dari masing - masing komponen penyusunnya.
Material komposit terdiri dari dua fasa, satu disebut sebagai matriks dengan masa
continuous dan penguat dengan fasa discontinuous. Dalam komposit logam,
kombinasi yang terjadi berupa material fasa logam (yang harus bersifat ulet)
dengan material penguat berupa keramik (senyawa oksida, karbida dan nitrida)
yang biasanya terbentuk partikulat dengan kadar antara 10-60% fraksi volum.
Pada penelitian ini penulis hanya membahas tetntang metal matrix composite
(MMC) atau yang lebih spesifik lagi yaitu komposit matriks aluminium (AMC).
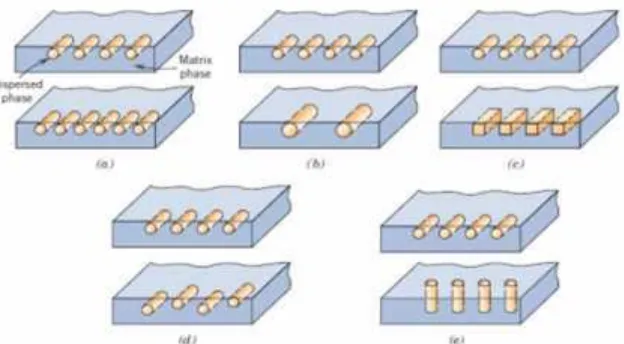
Terdapat 5 faktor umum dari penguat yang mempengaruhi sifat dari material
komposit yaitu konsentrasi, ukuran, bentuk, distribusi, dan orientasi. Dimana
Gambar 2.7 Penguat dalam material komposit a). konsentrasi, b). Ukuran,
c) bentuk, d). Distribusi, dan e) orientasi (Calister, 2003).
Kombinasi yang terjadi pada logam komposit berupa material fasa logam
(yang harus bersifat ulet) dengan material penguat berupa keramik (senyawa
oksida, karbida dan nitrida) yang biasanya terbentuk partikulat dengan kadar
antara 10-60% fraksi volum.
Metal matrix composite memiliki keunggulan dibandingkan dengan
logam tunggalnya karena metal matrix composite dapat memiliki sifat yang
diinginkan, seperti peningkatan kekuatan dengan berat yang lebih rendah.
Beberapa keunggulan metal matrix composite dibandingkan dengan logam
tunggalnya, yaitu:
1. Kombinasi kekuatan dan modulus yang baik.
2. Berat jenis jenderung lebih rendah.
3. Rasio kekerasan dengan berat dan modulus dengan berat lebih baik dari
logam.
4. Nilai koefisien muai panasnya lebih rendah dibandingkan logam
5. Kekuatan fatik cukup baik.
2.6 Proses Pengecoran Logam
Pengecoran atau penuangan (casting) merupakan salah satu proses
pembentukan bahan baku/bahan benda kerja yang relatif mahal dimana
mentah. Komposisi unsur serta kadarnya dianalisis agar diperoleh suatu sifat
bahan sesuai dengan kebutuhan sifat produk yang direncanakan namun dengan
komposisi yang homogen serta larut dalam keadaan padat. (Sudjana,H.,2008)
Produk pengecoran logam mempunyai bentuk dan dimensi yang khas,
karena pembuatannya dilakukan dengan mengubah logam dari fasa cair menjadi
padat. Pembentukan benda dilakukan sekaligus dan tidak dilakukan dengan
perakitan bagian-bagian benda.
Keuntungan proses pengecoran logam adalah:
1. Dapat membuat bentuk yang rumit
2. Dapat menghemat waktu dan pengerjaan produk missal
3. Dapat menggunakan bahan yang tidak dapat dikerjakan dengan proses
pemesinan
4. Ukuran Produk tidak terbatas
5. Bahan dapat dilebur ulang
Kekurangan proses pengecoran logam adalah:
1. Kurang ekonomis untuk produksi dalam jumlah sedikit
2. Permukaan secara umum lebih kasar dibanding proses pemesinan
3. Toleransi kepresisian ukuran harus lebih besar dibanding produk
pemesinan
2.6.1 Centrifugal Casting
Proses penuangan (pengecoran) dengan metode sentripugal dilakukan
pada pengecoran dengan menggunakan cetakan logam (die casting), tidak semua
bentuk benda tuangan dapat dibuat atau dicetak dengan menggunakan metode ini
karena hanya benda-benda bulat silinder dan simetris sesuai dengan
konstruksinya dapat di cor dengan metode sentripugal ini. Pengecoran sentripugal
dilakukan dengan menuangkan logam cair ke dalam cetakan yang berputar.
Akibat pengaruh gaya sentripugal logam cair akan terdistribusi ke dinding rongga
2.6.2 Jenis–Jenis Pengecoran Sentrifugal
Ada beberapa jenis pengecoran sentrifugal, yaitu :
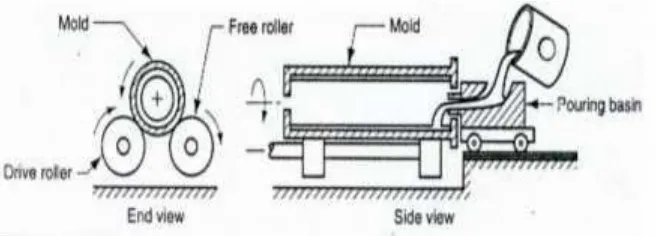
1. Pengecoran sentritugal sejati
Dalam pengecoran sentrifugal sejati, logam cair dituangkan ke dalam cetakan
yang berputar untuk menghasilkan benda cor bentuk tabular, seperti pipa,
tabung, bushing, cincin, dan lain-lainnya. Proses pengecoran logam sejati
dapat dilihat pada gambar 2.8.
Gambar 2.8 Proses pengecoran sentrifugal sejati (Budi,T.K.,2010)
Berdasarkan gambar 2.8 diatas ditunjukkan logam cair dituangkan ke dalam
cetakan horisontal yang sedang berputar melalui cawan tuang (pouring basin)
yang terletak pada salah satu ujung cetakan. Pada beberapa mesin, cetakan
baru diputar setelah logam cair dituangkan. Kecepatan putar yang sangat
tinggi menghasilkan gaya sentrifugal sehingga logam akan terbentuk sesuai
dengan bentuk dinding cetakan. Jadi, bentuk luar dari benda cor bisa bulat,
oktagonal, heksagonal, atau bentuk-bentuk yang lain, tetapi sebelah dalamnya
akan berbentuk bulatan, karena adanya gaya radial yang simetri.
Karakteristik benda cor hasil pengecoran sentrifugal sejati:
a. Memiliki densitas (kepadatan) yang tinggi terutama pada bagian luar
coran,
b. Tidak terjadi penyusutan pembekuan pada bagian luar benda cork karena
adanya gaya sentrifugal yang bekerja secara kontinu selama pembekuan
c. Cenderung ada impuritas pada dinding sebelah dalam coran dan hal ini
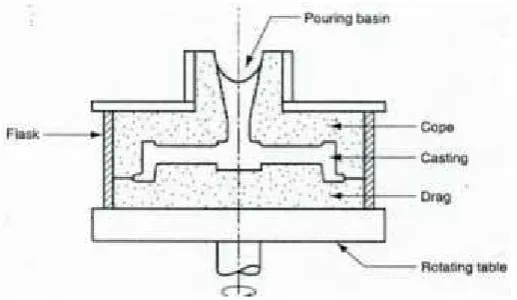
2. Pengecoran semi sentritugal
Proses pengecoran ini cetakan diisi penuh oleh logam cair dan biasanya
diputar pada sumbu vertikal. Bila diperlukan dapat digunakan inti untuk
menghasilkan produk cor yang berongga. Bagian tengah dari cetakan
biasanya padat, akan tetapi strukturnya kurang padat dan memungkinkan
adanya cacat inklusi. Coran yang sulit dihasilkan melalui cara statis dapat
dilakukan dengan metode ini, karena gaya centrifugal memasukan logam cair
di bawah tekanan yang lebih tinggi jika dibandingkan pada pengecoran statis.
Hal ini meningkatkan hasil coran secara menonjol (85-95%), benar-benar
memenuhi lubang cetakan, dan menghasilkan coran berkualitas tinggi, bebas
rongga dan porositas. Bagian coran yang lebih tipis dapat dibuat dengan
metode ini dibanding dengan pengecoran statis. Aplikasi dari pengecoran
semicentrifugal adalah untuk membuat gear blanks, pulley, roda, impelers
dan rotor motor listrik (Akuan,A.,2009). Pengecoran semi sentrifugal terlihat
pada gambar 2.9.
Gambar 2.9 Pengecoran semi sentritugal (Budi,T.K.,2010)
Densitas logam dalam akhir pengecoran lebih besar pada bagian luar
dibandingkan dengan bagian dalam coran yaitu bagian yang dekat dengan
pusat rotasi. Kondisi ini dimanfaatkan untuk membuat benda dengan lubang
ditengah, seperti roda, puli. Bagian tengah yang memiliki densitas rendah
3. Pengecoran sentrifuge
Centrifuging (pressure) memiliki aplikasi yang paling luas. Pada metode ini,
lubang coran disusun disekitar pusat sumbu putaran seperti jari-jari roda,
sehingga memungkinkan produksi coran lebih dari satu. Gaya centrifugal
memberikan tekanan yang diperlukan logam cair seperti yang terdapat pada
pengecoran semicentrifugal. Metode pengecoran ini khususnya digunakan
untuk memproduksi valve bodies, bonnet,plugs, yokes, brackets dan banyak
lagi pada industri pengecoran lainnya (Akuan,A.,2009)
Dalam pengecoran sentrifuge cetakan dirancang dengan beberapa rongga
cetak yang diletakkan disebelah luar dari pusat rotasi sedemikian rupa
sehingga logam cair yang dituangkan ke dalam cetakan akan didistribusikan
kesetiap rongga cetak dengan gaya sentrifugal, seperti yang ditunjukkan
dalam gambar 2.10 .
Gambar 2.10 Pengecoran sentrifuge (Budi,T.K.,2010)
2.7 Heat Treatment
Perlakuan panas atau heat treatment adalah salah satu proses untuk
mengubah struktur logam dengan jalan memanaskan spesimen pada electric
terance (tungku) pada temperatur rekristalisasi selama periode tertentu kemudian
didinginkan pada media pendingin seperti udara, air, air faram, oli dan solar yang
masing-masing mempunyai kerapatan pendinginan yang berbeda-beda. Sifat-sifat
disamping posisi kimianya, contoh suatu logam atau paduan akan mempunyai
sifat mekanis yang berbeda-beda struktur mikronya diubah. Dengan adanya
pemanasan atau pendinginan dengan kecepatan tertentu maka bahan-bahan logam
dan paduan memperlihatkan perubahan strukturnya (Abdillah,F., 2010). Tidak
semua paduan aluminium dapat di heat treatment. Paduan yang dapat dilakukan
proses heat treatment hanya dari kelompok 2XX.X, 3XX.X dan 7XX.X (di mana
elemen paduan utama adalah tembaga, magnesium dan seng). Paduan Al dari
kelompok lain dapat ditingkatkan hanya dengan pekerjaan dingin karena proses
pengerasan presipitasi tidak terjadi di dalamnya (Paryono dan AP. Bayuseno,
2011).
Beberapa jenis proses perlakuan panas yang biasa dilakukan pada paduan
aluminium yang mampu diberi perlakuan panas, yang biasanya diawali dengan
penandaan huruf W dan T. penandaan W biasanya menyatakan kondisi tidak
stabil dan tidak umum digunakan. Penandaan T yan diikuti angka 1 sampai 10
menyatakan proses yang diberikan pada logam coran paduan (Eifelson,2008).
Lebih jelasnya dapat dilihat pada Tabel 2.5 dibawah ini:
Tabel 2.4 Penandaan Temper Pengerasan Penuaan Paduan Allumunium (Eifelson,2008)
Temper Keterangan
T1 Didinginkan dari suhu yang ditinggikan dan diaging secara alami T2 Didinginkan dari suhu yang ditinggikan, pengerjaan dingin dan
diaging secara alami
T3 Perlakuan larutan, pengerjaan dingin, dan diaging secara alami T4 Perlakuan larutan, dan diaging secara alami
T5 Didinginkan dari suhu yang ditinggikan dan diaging secara artifisial T6 Perlakuan larutan, dan diaging secara artificial
T7 Perlakuan larutan dan distabilkan dengan overaging
T8 Perlakuan larutan, pengerjaan dingin, dan diaging secara artifisial T9 Perlakuan larutan, diaging secara artifisial, dan pengerjaan dingin T10 Didinginkan dari suhu yang ditinggikan, pengerjaan dingin dan
Salah satu cara perlakuan panas pada logam paduan aluminium adalah
dengan Penuaan Keras (Age Hardening). Melalui penuaan keras (Age
hardening), logam paduan aluminium akan memperoleh kekuatan dan kekerasan
yang lebih baik. Dahulu orang menyebut penuaan keras (age hardening) dengan
sebutan pemuliaan atau penemperan keras. Penamaan tersebut kemudian
dibakukan menjadi penuaan keras (age hardening) karena penemperan keras
pada logam paduan aluminium berbeda dengan penemperan keras yang
berlangsung pada penemperan keras baja. Penuaan keras (age hardening)
berlangsung dalam tiga tahap yaitu:
a. Tahap perlakuan panas pelarutan ( Solution heat treatment )
Solution heat treatment adalah pemanasan logam aluminium dalam dapur
pemanas dengan temperatur kurang dari 5480C dan dilakukan penahanan atau
holding time sesuai dengan jenis dan ukuran benda kerja, pada tahap ini terjadi
pelarutan fasa-fasa yang ada, menjadi larutan padat. Tujuan dari proses ini yaitu
untuk mendapatkan larutan padat yang mendekati homogen (Paryono dan
Bayuseno, 2011).
b. Tahap Pengejutan / pendinginan ( Quenching )
Quenching merupakan tahap yang paling kritis dalm proses perlakuan
panas. Quenching dilakukan dengan cara mendinginkan logam yang telah
dipanaskan dalam dapur pemanas kedalam media pendingin. Dalam proses age
hardening logam yang di quenching adalah logam paduan aluminium yang telah
dipanaskan dalam dapur pemanas kedalam media pendingin air. Dipilihnya air
sebagai media pendingin pada proses quenching karena air merupakan media
pendingin yang cocok untuk logam-logam yang memiliki tingkat kekerasan atau
hardenability yang relatif rendah seperti logam paduan aluminium.
Pendingin dilakukan secara cepat, dari temperatur pemanas ( 525oC) ke
temperatur yang lebih rendah, pada umumnya mendekati temperatur ruang.
Tujuan dilakukan quenching adalah agar larutan padat homogen yang terbentuk
pada solution heat treatment dan kekosongan atom dalam keseimbangan termal
Tahap quenching akan menghasilkan larutan padat lewat jenuh (Super
Saturated Solid Solution) yang merupakan fasa tidak stabil pada temperatur biasa
atau temperatur ruang. Proses quenching tidak hanya menyebabkan atom terlarut
tetap ada dalam larutan, namun juga menyebabkan jumlah kekosongan atom
tetap besar. Adanya kekosongan atom dalam jumlah besar dapat membantu
proses difusi atom pada temperatur ruang untuk membentuk zona Guinier –
Preston (Zona GP). Zona Guinier - Preston ( Zona GP) adalah kondisi didalam
paduan dimana terdapat agregasi atom padat atau pengelompokan atom padat.
(Surdia dan Saito, 1992).
c. Tahap Penuaan ( Aging )
Setelah solution heat treatment dan quenching tahap selanjutnya dalam
proses age hardening adalah aging atau penuaan. Perubahan sifat-sifat dengan
berjalanya waktu pada umumnya dinamakan aging atau penuaan. Aging atau
penuaan pada paduan aluminium dibedakan menjadi dua, yaitu penuaan alami (
natural aging ) dan penuaan buatan (artificial aging ).
Penuaan alami ( natural Aging ) adalah penuaan untuk paduan aluminium
yang di age hardening dalam keadaan dingin. Natural aging berlangsung pada
temperatur ruang antara 15oC - 25oC dan dengan waktu penahanan 5 sampai 8
hari. Penuaan buatan ( artifical aging ) adalah penuaan untuk paduan aluminium
yang di age hardening dalam keadaan panas. Artifical aging berlangsung pada
temperatur antara 100oC -200oC dan dengan lamanya waktu penahanan antara 1
sampai 24 jam. ( Schonmetz, 1990).
Pengambilan temperatur artificial aging pada temperatur antara 1000C
-2000C akan berpengaruh pada tingkat kekerasan sebab pada proses artificial
aging akan terjadi perubahan-perubahan fasa atau struktur. Perubahan fasa
tersebut akan memberikan sumbangan terhadap pengerasan. Urut-urutan
a. Larutan Padat Lewat Jenuh
Setelah paduan alumunium melawati tahap solution heat treatment dan
quenching maka akan didapatkan larutan padat lewat jenuh pada temperatur
kamar. Pada kondisi ini secara simultan kekosongan atom dalam keseimbangan
termal pada temperatur tinggi tetap pada tempatnya. Setelah pendinginan atau
quenching, maka logam paduan alumunium menjadi lunak jika dibandingkan
dengan kondisi awalnya.
b. Zona [GP 1]
Zona [GP 1] adalah zona presipitasi yang terbentuk oleh temperatur
penuaan atau aging yang rendah dan dibentuk oleh segregasi atom Cu dalam
larutan padat lewat jenuh atau super saturated solid solution ( Smith, 1995)
Zona [GP 1] akan muncul pada tahap mula atau awal dari proses artificial
aging. Zona ini terbentuk ketika temperatur artificial aging dibawah 1000C atau
mulai temperatur ruang hingga temperatur 1000C dan Zona [GP 1] tidak akan
terbentuk pada temperatur artificial aging yang terlalu tinggi. Terbentuknya Zona
[GP 1] akan mulai dapat meningkatkan kekerasan logam paduan alumunium. (
Smith, 995). Jika artificial aging ditetapkan pada temperatur 1000C, maka tahap
perubahan fasa hanya sampai terbentuknya zona [GP 1] saja. Proses pengerasan
dari larutan padat lewat jenuh sampai terbentuknya zona [GP 1] biasa disebut
dengan pengerasan tahap pertama.
c. Zona [GP 2] atau Fasaθ ”
Setelah temperatur artificial aging melewati 1000C ke atas, maka akan
mulai muncul fasa θ ” atau zona [GP 2]. Pada temperatur 1300C akan terbentuk
zona [GP2] dan apabila waktu penahanan artificial agingnya terpenuhi maka
akan didapatkan tingkat kekerasan yang optimal (Smith, 1995). Biasanya proses
artificial aging berhenti ketika sampai terbentuknya zona [GP 2] dan
terbentuknya fasa antara yang halus (presipitasiθ ”), karena setelah melewati zona
[GP 2] maka paduan akan kembali menjadi lunak kembali. Jika proses artificial
aging berlangsung sampai terbentuknya fasa θ ” atau zona [GP 2], maka disebut
d. Fasaθ ’
Kalau paduan alumunium dinaikan temperatur aging atau waktu aging
diperpanjang tetapi temperaturnya tetap, maka akan terbentuk presipitasi dengan
struktur kristal yang teratur yang berbeda dengan fasaθ ’. Fasa ini dinamakan fasa
antara atau fasaθ ’. Terbentuknya fasa θ ’ ini masih dapat memberikan sumbangan
terhadap peningkatan kekerasan pada paduan alumunium. Peningkatan kekerasan
yang terjadi pada fasaθ ’ ini berjalan sangat lambat.
e. Fasaθ
Apabila temperatur dinaikan atau waktu penuaan diperpanjang, maka fasa
θ ’ berubah menjadi fasa θ . Jika fasaθ terbentuk maka akan menyebabkan paduan
aluminium kembali menjadi lunak. Sementara waktu penahanan dalam artificial
aging merupakan salah satu komponen yang dapat mempengaruhi hasil dari
proses age hardening secara keseluruhan. Seperti halnya temperatur, waktu
penahanan pada tahap artificial aging akan mempengaruhi perubahan struktur
atau perubahan fasa paduan
2.8 Pengujian Komposisi Kimia
Uji komposisi merupakan pengujian yang berfungsi untuk mengetahui
seberapa besar atau seberapa banyak jumlah suatu kandungan yang terdapat pada
suatu logam, baik logam ferro maupun logam non ferro. Uji komposisi biasanya
dilakukan ditempat pabrik-pabrik atau perusahaan logam yang jumlah
produksinya besar, ataupun juga terdapat di Instititut pendidikan yang khusus
mempelajari tentang logam. Proses pengujian komposisi berlangsung dengan
pembakaran bahan menggunakan elektroda dimana terjadi suhu rekristalisasi,
dari suhu rekristalisasi terjadi penguraian unsur yang masing-masing beda
warnanya. Sedangkan untuk Penentuan kadar berdasar sensor perbedaan warna.
Proses pembakaran elektroda ini tidak lebih dari tiga detik. Pengujian komposisi
dapat dilakukan untuk menentukan jenis bahan yang digunakan dengan melihat
2.9 Pengujian Kekerasan
Kekerasan aluminium dapat didefinisikan sebagai ketahanan logam
terhadap indentasi. Nilai kekerasan berkaitan dengan kekuatan luluh logam
karena selama identasi logam mengalami deformasi plastis. Luluh merupakan
proses slip, luncur tau kembaran. Pada proses slip, struktur kisi antara daerah slip
dan daerah tanpa slip terdislokasi. Batas antara daerah slip dan daerah tanpa slip
disebut garis lokasi (solechan, 2010)
Kekerasan Ketahanan bahan terhadapindentasi secara kualitatif
menunjukan kekuatannya (Shackelford,2009). Skala yang lazim dalam pengujian
kekerasan antara lain skala Brinell, Vickers, Rockwell dan Knop. Skala
kekerasan brinell (BHN) cenderung menunjukkan korelasi yang cukup linier
terhadap bahan tertentu, termasuk paduan aluminium terlihat pada Tabel 2.6
merupakan sifat dari logam yang sering dipergunakan dalam pengecoran,
dimanadalam Tabel tersebut terdapat sifat paduan aluminium seperti kekerasan
(Amstead, 1997).
Tabel 2.6 Sifat-sifat dari logam (Amstead,1997)
Jenis Logam Kekuatan Tarik (Mpa) Keuletan (%) Kekerasan (BHN)
Skema pengujian kekerasan Brinell ditunjukkan Gambar 2.11. Kekerasan Brinell
= . .( . (Kg/mm2)
Dimana :
P: beban yang digunakan (Kgf)
D : Diameter indentor (mm)
D : diameter indentasi (mm)
Gambar 2.11. Skema pengujian brinell (Amstead,1997)
2.10 Uji Mikrostruktur
Pengujian Mikrostruktur digunakan untuk mengetahui bentuk dan ukuran
dari suatu logam pada umumnya pengujian dilakukan dengan reflek pemendaran
(sinar), pada pemolesan atau etsa, tergantung pada permukaan logam uji polis,
dan diperiksa langsung di bawah mikroskop atau dietsa lebih dulu, baru diperiksa
di bawah mikroskop. Seperti terlihat pada Gambar 2.12
2.11 Pengujian SEM (Scanning Electron Microscope)
SEM (Scanning Electron Microscope) adalah salah satu jenis mikroscop
electron yang menggunakan berkas electron untuk menggambarkan bentuk
permukaan dari material yang dianalisis. Prinsip kerja dari SEM ini adalah
dengan menggambarkan permukaan benda atau material dengan berkas electron
yang dipantulkan dengan energy tinggi. Permukaan material yang disinari atau
terkena berkas electron akan memantulkan kembali berkas electron atau
dinamakan berkas electron sekunder ke segala arah. Tetapi dari semua berkas
electron yang dipantulkan terdapat satu berkas electron yang dipantulkan dengan
intensitas tertinggi. Detector yang terdapat di dalam SEM akan mendeteksi
berkas electron berintensitas tertinggi yang dipantulkan oleh benda atau material
yang dianalisis. Selain itu juga dapat menentukan lokasi berkas electron yang
berintensitas tertinggi itu.
Ketika dilakukan pengamatan terhadap material, lokasi permukaan benda
yang ditembak dengan berkas elektron yang ber intensitas tertinggi di – scan
keseluruh permukaan material pengamatan. Karena luasnya daerah pengamatan
kita dapat membatasi lokasi pengamatan yang kita lakukan dengan melakukan
zoon – in atau zoon – out. Dengan memanfaatkan berkas pantulan dari benda
tersebut maka informasi dapat di ketahui dengan menggunakan program
pengolahan citra yang terdapat dalam computer.
SEM (Scanning Electron Microscope) memiliki resolusi yang lebih tinggi
dari pada mikroskop optic. Hal ini di sebabkan oleh panjang gelombang de
Broglie yang memiliki electron lebih pendek daripada gelombang optic. Karena
makin kecil panjang gelombang yang digunakan maka makin tinggi resolusi
mikroskop.
Prinsip kerja SEM (Scanning Electron Microscope)
1. Electron gun menghasilkan electron beam dari filamen. Pada umumnya
electron gun banyak yang digunakan adalah tungsten hairpin gun dengan
filamen berupa lilitan tungsten yang berfungsi sebagai katoda. Tegangan yang
kemudian akan membentuk gaya yang dapat menarik elektron melaju menuju
ke anoda.
2. Lensa magnetik memfokuskan elektron menuju suatu titik pada permukaan
sampel.
3. Sinar elektron yang terfokus memindai (scan) keseluruhan sampel dengan
diarahkan oleh koil pemindai.
4. Ketika electron mengenai sampel, maka akan terjadi hamburan elektron, baik
Secondary Electron (SE) atau Back Scattered Electron (BSE) dari permukaan
sampel dan akan dideteksi oleh detektor dan dimunculkan dalam bentuk
gambar pada monitor CRT. Berikut ini merupakan Gambar 2.15. Electron
(SE) atau Back Scattered Electron (BSE) dan secara lengkap skema SEM
diterangkan oleh Gambar 2.13. dibawah ini:
Gambar 2.13 Mekanisme SEM (Scanning Electron Microscope)
(Sanjoto,A.,2014)
2.12 Pengujian EDS (Electron Dispersive Spectroscopy)
Energi-dispersif spektroskopi sinar-X (EDS atau EDAX) adalah sebuah
teknik analisis yang digunakan untuk elemen analisis atau karakterisasi kimia
sampel. Ini adalah salah satu varian dari fluoresensi sinar-X spektroskopi yang
bergantung pada penyelidikan sampel melalui interaksi antara radiasi
elektromagnetik dan materi, menganalisis sinar-X yang dipancarkan oleh materi
Hampir sama dengan SEM hanya saja pada SEM EDX merupakan dua
perangkat analisis yang digabungkan menjadi satu panel analitis sehingga
mempermudah proses analitis dan lebih efisien. Pada dasarnya SEM EDX
merupakan pengembangan SEM. Analisa SEM EDX dilakukan untuk memproleh
gambaran permukaan atau fitur material dengan resolusi yang sangat tinggi
hingga memperoleh suatu tampilan dari permukaan sampel yang kemudian di
komputasikan dengan software untuk menganalisis komponen materialnya baik
dari kuantitatif mau pun dari kualitalitatifnya. Lebih jelasnya dapat dilihat pada
Gambar 2.14 dibawah ini
Gambar 2.14 Teknik EDS (Proses Kontras Hasil EDS)
(Sanjoto,A.,2014)
Pengujian EDS kita juga bisa membuat elemental mapping (pemetaan
elemen) dengan memberikan warna berbeda–beda dari masing–masing elemen
di permukaan bahan. EDS bisa digunakan untuk menganalisa secara kunatitatif
dari persentase masing–masing elemen. Contoh dari aplikasi EDS pada Gambar
2.15 dibawah ini.