PENDAHULUAN
1.1 Latar Belakang
Seiring dengan perkembangan teknologi yang semakin pesat, industri manufaktur juga dituntut untuk terus berkembang agar mampu meningkatkan daya saing dengan perusahaan lain. Salah satu masalah yang dihadapi dalam industri manufaktur adalah tidak adanya pengendalian persediaan bahan baku yang baik sehingga seringkali perusahaan harus menambah kebutuhan modal untuk investasi, mengeluarkan biaya yang berkaitan dengan jumlah barang yang disimpan seperti biaya simpan, dan biaya-biaya lainnya sehubungan dengan menumpuknya persediaan.
Dengan adanya perencanaan penjadwalan produksi yang baik maka perusahaan dapat mengetahui dengan pasti berapa jumlah produk yang dapat dijanjikan kepada konsumen untuk suatu periode waktu tertentu dan jumlah bahan baku yang diperlukan untuk memenuhi permintaan tersebut, serta yang tidak kalah pentingnya yaitu kapan produk yang diminta oleh konsumen dapat diantarkan.
Sangatlah penting untuk mengatur penjadwalan kebutuhan bahan baku sebab dengan penjadwalan bahan baku yang terencana dengan baik maka produksi yang sudah dijadwalkan sebelumnya dapat terlaksana tanpa kekurangan bahan baku. Dalam menjadwalkan pemesanan bahan baku banyak hal yang harus diperhatikan, seperti lead time (jangka waktu ketika pemesanan dilakukan hingga barang datang) bagi masing-masing komponen bahan baku. Untuk mengatasi masalah ini maka setiap perusahaan membutuhkan suatu sistem penjadwalan bahan baku yang baik. Kegiatan penjadwalan
kebutuhan bahan baku yang digunakan harus dapat mengatur kelangsungan proses produksi di perusahaan.
Selain itu perlu dipertimbangkan suatu sistem pengendalian produksi yang dapat menunjang seluruh aktifitas produksi sebagai salah satu langkah dalam proses pengambilan keputusan. Pada perkembangannya selanjutnya perencanaan dan pengendalian produksi yang akan dibahas yaitu dengan menggunakan metode penjadwalan produksi (Master Production Schedule) dan MRP (Material Requirement Planning).
PT. Gajah Tunggal Tbk (Plant A) bergerak dalam bidang usaha pembuatan ban mobil maupun motor dengan bahan utama karet, yang terdiri dari karet alam maupun sintetis dalam berbagai macam tipe sesuai dengan kebutuhan konsumen. PT. Gajah Tunggal Tbk dalam menjalankan bisnisnya akan berusaha memberikan yang terbaik demi tercapainya kepuasan konsumen. Salah satu caranya yaitu memenuhi kebutuhan konsumen selain dengan kualitas yang baik, juga dengan waktu pemenuhan yang sesuai dengan keinginan konsumen. Hal ini tidak akan bisa terpenuhi bila terjadi hambatan maupun masalah didalam perusahaan seperti kurangnya stok bahan baku sehingga proses produksi tidak dapat dilakukan yang secara otomatis akan berpengaruh terhadap ketepatan waktu untuk pemenuhan permintaan konsumen. Dalam model persediaan yang banyak kita kenal seringkali diasumsikan bahwa semua parameter dalam sistemnya diketahui secara pasti. Tetapi pada kenyataannya hal ini tidak selalu terjadi, seringkali permintaan tidak selalu pasti.
1.2 Identifikasi dan Perumusan Masalah
Pada PT.Gajah Tunggal Tbk Plant A masalah yang ditemukan yaitu berlimpahnya stok barang jadi yang dikarenakan tingkat safety stock produk yang besar dan belum teraturnya jumlah maupun jadwal kedatangan bahan baku. Hal ini akan berdampak pada ketepatan waktu pemenuhan pesanan pelanggan. Kesulitan dalam menjadwalkan bahan baku disebabkan perusahaan belum menerapkan penjadwalah produksi yang terintegrasi untuk mengatur penjadwalan bahan bakunya. Perusahaan selama ini dalam menentukan jadwal dan besar pemesanan bahan baku berdasarkan pesanan yang masuk dan peramalan dari pihak marketing. Bila ternyata bahan baku yang digunakan untuk proses produksi kurang maka perusahaan akan memesan dalam jumlah yang sesuai dengan kebutuhan periode tersebut. Hal ini mengakibatkan kekurangan bahan baku pada saat permintaan meningkat. Sebagian besar kegiatan diperusahaan masih dilakukan secara manual sehingga sering terjadi kesalahan. Perusahaan sudah mempertimbangkan untuk menggunakan teknologi informasi dalam mengoptimalkan kegiatan diperusahaan. Oleh karena itu diperlukan pengembangan sistem persediaan bahan baku yang lebih optimal untuk menghindari penumpukan bahan baku maupun kekurangan stok bahan baku yang dapat mengakibatkan keterlambatan produksi.
Sehingga perumusan masalah dalam skripsi ini adalah :
1. Bagaimana memperkirakan permintaan-permintaan untuk periode-periode yang akan datang secara lebih akurat?
2. Bagaimana mengatur dan menghitung jumlah stok barang jadi agar lebih efisien? 3. Bagaimana menentukan jadwal dan besar pemesanan bahan baku agar lebih
4. Bagaimana peranan sistem informasi persediaan dan pemesanan bahan baku yang didukung dengan teknologi informasi?
1.3 Ruang lingkup
Dalam skripsi ini supaya tujuan lebih terarah dan jelas maka ruang lingkup akan dibatasi sebagai berikut
1. Penelitian dilakukan pada PT. Gajah Tunggal khususnya pada Plant A (memproduksi ban luar mobil).
2. Produk yang dibahas hanya tiga produk yang memiliki tingkat penjualan tertinggi.
3. Pembahasan yang dilakukan hanya diarahkan pada bahan baku langsung karena bahan inilah yang berhubungan langsung dengan persediaan bahan baku yang akan diproduksi.
4. Dari kebijakan Bill of Materilal (BOM) dari produk merupakan rahasia perusahaan, sehingga komponen yang digunakan untuk perencanaan kebutuhan material merupakan bahan yang merupakan kesepakatan dengan perusahaan.
5. Tidak membahas masalah perancangan tata letak atau ruangan untuk antisipasi perubahan dimasa yang akan datang.
6. Data yang digunakan untuk penelitian pendahuluan diambil berdasarkan data historis penjualan dari bagian marketing mulai dari bulan Oktober 2005 hingga bulan September 2007.
7. Metode peramalan yang digunakan dengan menggunakan metode peramalan yang sesuai dengan pola data yang dimiliki perusahaan yaitu Double Exponential Smoothing (DES) dan Regresi Linear.
8. Data Bill of Material (BOM) dalam bentuk multilevel tidak diberikan oleh perusahaan karenan merupakan rahasia perusahaan karena itu BOM dibuat dalam bentuk single level.
1.4 Tujuan dan Manfaat 1.4.1 Tujuan
Tujuan dari penelitian yang saya lakukan adalah :
1. Mengusulkan kepada perusahaan suatu metode peramalan permintaan yang terbaik terhadap produk-produk yang ada, sehingga dapat memudahkan perusahaan dalam merencanakan kegiatan produksinya.
2. Menghitung nilai safety stok barang jadi yang optimal.
3. Menerapkan metode untuk untuk perencanaan bahan kebutuhan bahan baku, sehingga dapat mengefisiensikan biaya yang dikeluarkan dalam proses pengadaan bahan baku.
4. Mencoba merancang Sistem Informasi yang memudahkan dalam proses pengadaan bahan baku, membantu perusahaan kapan pemesanan dilakukan dan berapa jumlah optimal yang dipesan.
1.4.2 Manfaat
Manfaat dari penelitian yang akan saya lakukan yaitu diharapkan dapat :
1. Membantu perusahaan untuk mengetahui dan memperkirakan permintaan-permintaan untuk periode-periode yang akan datang secara lebih akurat.
2. Perusahaan dapat membuat penjadwalan pemesanan bahan baku yang akan disesuaikan dengan penjadwalan produksi sehingga produksi berjalan dengan lancar.
3. Membantu memperlancar proses produksi dengan menghilangkan penundaan-penundaan akibat tidak tersedianya bahan baku yang diperlukan. 4. Dengan adanya program komputer, perusahaan dapat melakukan
penjadwalan proses produksi dan pemesanan bahan baku secara lebih cepat dan efisien.
1.5 Gambaran Umum Perusahaan 1.5.1 Sejarah Berdirinya Perusahaan
PT Gajah Tunggal Tbk merupakan sebuah perusahaan yang bergerak di bidang manufaktur dengan produk ban untuk berbagai kendaraan dan kegunaan. Perusahaan ini pertama kali didirikan pada tanggal 24 Agustus 1951 di Jakarta dengan nama N.V.Hoek Hin oleh Bapak Syamsul Teksong dan Ibu Itjih Nursalim. Pabrik dengan bangunan seluas 725m , luas tanah seluas 1,3 ha dan karyawan sekitar 100 orang yang berlokasi 2 di Jl.Bandengan Utara 73-75, Jakarta Utara. Pada mulanya hasil produksi PT.Gajah Tunggal Tbk hanya berupa ban sepeda dan becak tradisional dimana kedua jenis kendaraan tersebut merupakan alat transportasi utama. Pada tanggal 2 Mei 1961 nama perusahaan ini berubah namanya menjadi PT.Gajah Tunggal Tbk Perusahaan diakui pemerintah seperti yang tercantum pada pernyataan Menteri Kehakiman RI pada tanggal 7 September 1961.
Dimana pada tahun - tahun berikutnya PT.Gajah Tunggal Tbk terus mengalami perkembangan sebagai berikut :
1. Pada tahun 1970 PT Gajah Tunggal Tbk mengadakan perjajian bantuan teknik dengan Inove Rubber Company Jepang untuk memproduksi ban sepeda motor. 2. Pada tahun 1978, dengan berkembangnya daerah pemasaran dan meningkatnya
permintaan menyebabkan kapasitas produksi meningkat sehingga sarana yang sudah ada tidak dapat mencukupi. Untuk mengantisipasinya pada PT Gajah Tunggal Tbk dipindah ke Tangerang dengan tanah seluas 248.296m . 2
3. Pada tahun 1979, PT Gajah Tunggal Tbk mulai memproduksi bias tire serta memperluas usahanya dengan memproduksi ban mobil.
4. Pada Tahun 1980 PT.Gajah Tunggal Tbk melakukan kerjasama teknik dengan Yokohama Rubber Company dari Jepang untuk memproduksi bias tire dan
tube. Pada tahun ini juga didirikan Plant B (perluasan lahan 250ha) yang
memproduksi ban sepeda motor.
5. Pada tahun 1983, PT Gajah Tunggal Tbk mendirikan pabrik yang khusus memproduksi ban dalam mobil (Plant C) dan memproduksi ban dalam sepeda motor (Plant B)
6. Pada tahun 1986 PT Gajah Tunggal Tbk mulai memproduksi ban radial untuk mobil penumpang dengan bekerjasama dengan Yokohama Rubber Company. 7. Tahun 1990, PT Gajah Tunggal Tbk memproduksi AM Flap di Plant B.
8. Pada tahun 1992, PT.Gajah Tunggal Tbk mendirikan pabrik khusus yang memproduksi ban LT (Light Truck) dan ban radial untuk mobil penumpang. PT.Gajah Tunggal Tbk meningkatkan produksi ban Of The Road (OTR).
1.5.2 Lokasi Perusahaan
PT Gajah Tunggal Tbk mempunyai dua lokasi yaitu di Jakarta yang merupakan kantor pusat terletak di Wisma Hayam Wuruk, 10thfloor Jl.Hayam Wuruk 8. Semua kegiatan yang berhubungan dengan administrasi perusahaan dilaksanakan oleh kantor pusat. Sedangkan untuk kegiatan dengan administrasi perusahaan dilaksanakan oleh kantor pusat. Sedangkan untuk kegiatan produksi dilaksanakan oleh pabrik yang berada di Jl. Gatot Subroto Km7 Kompleks Industri Gajah Tunggal Tbk, Pasir Jaya Tangerang. Pabrik PT.Gajah Tunggal Tbk saat ini terdiri dari 5 Plant sebagai berikut. :
a. Plant A
Dengan luas 95.000m , memproduksi ban mobil (AM Bias Tire) dengan 2 berbagai jenis dan ukuran. Hasil produksi Plant A ini memiliki merk dagang antara lain : GT, GT Super dan Yokohama.
b.Plant B
Dengan luas 18.696m , memproduksi ban sepeda motor (MC Bias Tire), ban 2 dalam sepeda motor (MC Tube) dengan merk dagang IRC dan flap AM Bias Tire.
c. Plant C
Plant C memiliki lahan seluas 14.600m memproduksi ban dalam (AM Tube) 2 kendaraan roda empat.
d.Plant D
Plant D dengan lahan seluas 120.000m , memproduksi ban mobil khusus jenis 2 ban radial dengan berbagai jenis dan ukuran. Produk ini memiliki merk dagang GT Radial dan GT Savero.
e. Plant E
Plant E berfungsi sebagai tempat pendauran ulang karet bekas.
Dimana dalam tiap Plant tersebut terdapat kantor pusat, tempat parkir motor, parkir mobil untuk karyawan dan tamu, lantai produksi serta gudang bahan baku dan gudang gudang barang jadi. Lantai produksi pada tiap plant di PT Gajah Tunggal Tbk disusun berdasarkan Proses layout dengan susunan berbentuk huruf I, dimana alat yang sejenis atau yang mempunyai fungsi yang sama ditempatkan pada wilayah yang sama. Susunan dengan bentuk seperti ini dianggap sebagai susunan yang paling memudahkan pekerjaan mereka. Apalagi luas lantai pada tiap plant di PT Gajah Tunggal Tbk tidak dapat diperluas lagi, sehingga jumlah mesin pun tidak dapat ditambah lagi. Oleh karena itu PT Gajah Tunggal Tbk tidak berniat untuk merubah tata letak pabrik mereka, maupun susunan mesin pada tiap plant, kecuali menambah plant baru.
Plant A terletak dibagian depan dari keseluruhan lokasi PT Gajah Tunggal Tbk. Daerah kerjanya terletak pada satu lokasi yang menyatu antara kantor dan lantai produksi. Dalam lantai produksi terdapat jalan yang lebar untuk memudahkan transportasi bahan dan barang keluar masuk pabrik serta perpindahan barang dari satu departement kerja ke department lain.
Daerah kerja pada Plant A terdiri dari beberapa bagian yaitu :
1. Bagian mixing yang terdiri dari beberapa unit mesin dan dipisahkan oleh jalan atau gang untuk transportasi.
2. Bagian proses yang terdiri dari callendering, cutting, extruding, forming. 3. Bagian ini terdiri dari :
• Daerah building machine, terdiri dari 88 unit building machine yang saling berseberangan.
• Daerah mesin curring, terdiri dari 181 unit mesin curing yang leraknya saling berseberangan
• Daerah Quality Control, berisi mesin yang digunakan untuk pengujian static balance, dynamic.
1.5.3 Produk
Produk yang dihasilkan oleh Plant A yaitu berbagai jenis ban untuk kendaraan sebagai berikut :
• Ultra Light Truck (ULT)
Contoh : Truk ringan.
• Light Truck (LT)
Contoh : Mobil Angkutan (14” – 16”) • Truck and Bus (TB)
• Off The Road (OTR)
Contoh : Kendaraan offroad
• Agriculture (AG)
Contoh : Traktor • Industrial (ID)
Contoh : Forklift.
1.5.4 Visi dan Misi Perusahaan
Setiap perusahaan pasti memiliki visi dan misi perusahaan agar perusahaannya memiliki haluan yang tepat, begitu pula dengan PT.Gajah Tunggal Tbk yang memiliki visi dan misi sebagai berikut :
• Visi
Bertahan menjadi pemuka dalam pasar lokal dan berusaha lebih kuat untuk menjadi produsen ban yang perlu diperhitungkan didunia.
‘To maintain and further strengthen domesric market leadership and to become significant global tyre manufacture’.
• Misi
Untuk memberikan pelayanan yang maksimal kepada pelanggan melalui penyediaan segala jenis produk ban kendaraan bermotor yang berkualitas tinggi dan kompetitif.
‘To aim maximum costumer satisfaction by providing a complete range of competitively produced superior quality automotive tyre products and services’.
Berusaha memberikan tingkat pengembalian yang tinggi kepada investor sebagaimana dalam memberikan kesejahteraan yang maksimum kepada karyawan perusahaan.
‘The company strives to provide maximum return to share folder as well as maximum welfare and benefits ti the employee’.
1.5.5 Sistem Mutu Produk
PT Gajah Tunggal Tbk merupakan salah satu perusahaan besar penghasil ban di Indonesia yang selalu menghasilkan produk dengan kualitas tinggi. Sehingga produk-produk yang berstandar internasional tersebut dapat menembus pasar-pasar lokal diseluruh Indonesia maupun pasar-pasar lokal di seluruh Indonesia maupun pasar-pasar internasional.
PT Gajah Tunggal Tbk dengan dengan produk ban yang sudah dikenal diseluruh dunia terus berusaha meningkatkan mutu produk maupun kinerja sumber daya manusianya. Kesungguhan pimpinan perusahaan dibuktikan dengan memegang ISO9000, yaitu sertifikat yang menyatakan bahwa barang hasil produksi telah sesuai dengan standar mutu dan diakui secara internasional, yang diraih tahun 1997. Dengan sertifikat ini PT GT lebih mudah menjual produknya, khususnya keluar negeri. Kebijakan mutu diterjemahkan dalam slogan “Mutu adalah Jiwa Kita Bersama (slogan Plant A,B dan C)” dan “Kami Hanya Membuat Produk yang Berkualitas(slogan Plant D)”.
Hasil perbaikan selama beberapa tahun dengan sistem manajemen mutu ISO 9000 telah memberanikan diri pimpinan perusahaan untuk mengambil sertifikat QS9000 yang lebih spesifik untuk produk-produk industri otomotif.
1.5.6 Struktur Organisasi dan Ketenagakerjaan 1.5.6.1 Struktur Organisasi Perusahaan
Untuk mengantisipasi perubahan perusahaan yang semakin pesat PT Gajah Tunggal Tbk yang memiliki sumber daya manusia yang berjumlah besar dan dengan kualitas yang berbeda-beda, maka untuk efisiensi dan efektivitas organisasi sumber daya manusia ini harus diorganisir agar dapat bekerjasama dalam melaksanakan tugas. Untuk itu diperlukan suatu struktur organisasi yang mengatur dan menjelaskan hubungan antar bagian yang satu dengan yang lain serta mengatur pelimpahan tanggung jawab dan wewenang masing-masing bagian. Dalam menggambarkan komitmen manajemen PT Gajah Tunggal Tbk memastikan bahwa seluruh tingkatan organisasi mengetahui pentingnya jabatan dan tugas yang dipegangnya.
Gambar struktur organisasi umum dan beberapa departemen pada PT Gajah Tunggal Tbk dapat dilihat pada gambar berikut.
Gambar 1.1 Struktur Organisasi Perusahaan 1.5.6.2 Pembagian Tugas dan Wewenang
Tidak seorangpun secara fisik maupun psikologis mempu melaksanakan semua pekerjaan seorang diri, pasti setiap orang butuh bantuan dari pihak-pihak lain untuk membantu kelancaran tugas tersebut agar hasil yang didapat sebaik dan semaksimal mungkin. Pembagian tugas kompleks menjadi komponen tugas, menjadikan setiap orang
bertanggung jawab hanya untuk beberapa aktivitas terbatas. Pembagian tugas membuat pekerjaan menjadi lebih mudah dan sederhana untuk dikerjakan sesuai dengan bakat, minat dan keterampilan yang dimilikinya.
Pembagian tugas dan wewenang masing-masing jabatan PT Gajah Tunggal Tbk di Plant A adalah sebagai berikut :
1. Plant Head
i. Menentukan kebijakan dan kelancaran Plant yang dipimpinnnya ii. Output produk, baik kualitas maupun kuantitas
2. Departemen produksi
i. Memproduksi tire yang sesuai dengan syarat-syarat keseluruhan dalam jumlah maupun mutu produk.
ii. Pelaksanaan dan pengawasan sistem produksi 3. Departement PPC (Production Planning Control)
i. Perencanaan dan jumlah produksi ii. Menjaga level stok inventori
iii. Mengkalkulasikan kebutuhan saran dalam pengembangan kapasitas regular sesuai dengan kebutuhan
4. Plant Enginering
i. Perawatan mesin dan menjaga kelancaran proses produksi 5. Departemen Tehnikal
i. Pembuatan atau penerbitan dan pengendalaian spesifikasi standar operasional mesin, dan sarana produksi
ii. Melakukan tes new material
6. Departemen QC (Quality Control)
i. Pengawasan mutu produk dan memelihara sistem yang berkaitan dengan aktivitas QC.
7. Departemen Logistik
i. Menjaga dan mengawasi ketersediaan bahan baku maupun barang jadi. ii. Melakukan Pengiriman barang sesuai dengan kebutuhan konsumen.
1.5.6.3 Organisasi dan Manajemen
Dalam rangka pencapaian tujuan perusahaan secara efisien, dibutuhkan adanya suatu wadah yang dapat melakukan berbagai kegiatan yang diperlukan bagi perusahaan. Kegiatan-kegiatan tersebut dipadukan dan diatur dalam suatu badan yang disebut organisasi. Organisasi adalah kerja sama antara dua orang atau lebih secara berstruktur untuk mencapai tujuan bersama bagi kemajuan perusahaan. Untuk mencapai tujuan tersebut organisasi harus mengalokasikan sumber daya yang ada seefisien mungkin pada aktivitas perusahaan, sehingga dapat memudahkan pencapaian tujuan. Dilihat dari susunan struktur organisasinya PT.Gajah Tunggal Tbk merupakan perusahaan yang bergerak di bidang industri pembuatan ban yang menerapkan struktur organisasi fungsional, hal ini dapat dilihat dari para karyawan yang menerima perintah dan memberi pertanggungjawaban kepada spesialis fungsionel masing-masing sesuai dengan tugas dan tanggung jawab dibidangnya. Dengan sistem pembagian kerja empat group dengan tiga shift dan lima hari kerja untuk bagian produksi, maka para pekerja dibagian ini mengalami pertukaran shift setiap lima hari perhitungan. Dengan tujuan setiap pekerja bekerja dengan jumlah jam kerja yang sama sehingga sesuai dengan upah yang mereka peroleh tiap bulannya.
PT Gajah Tunggal Tbk sangat menghargai kejujuran dan loyalitas dari para karyawannya, oleh karena itu PT Gajah Tunggal Tbk memberikan fasilitas-fasilitas kepada para karyawannya, seperti tunjangan, bonus, dan insentif dalam jumlah yang cukup. Hal ini juga meningkatkan produktifitas para karyawannya karena mereka mendapatkan kepuasan bekerja yang cukup tinggi.
1.5.6.4 Tenaga Kerja
PT Gajah Tunggal Tbk merupakan salah satu perusahaan yang tergabung dalam Gajah Tunggal Tbk Group. Perusahaan menyadari bahwa karyawan mempunyai peran penting dalam mendukung kegiatan usaha serta keberhasilan perusahaan, oleh karena itu perusahaan secara terus menerus memusatkan perhatian kepada upaya peningkatan kualitas sumber daya menusia melalui berbagai program pelatihan, pengembangan dan pelayanan kesejahteraan karyawan. Dalam hal ini, perusahaan menginginkan karyawan yang berpotensi untuk mengikuti pendidikan yang diselenggarakan langsung oleh Balai Latihan Pendidikan Ahli Teknik Industri Gajah Tunggal Tbk. Pada saat ini perusahaan mempunyai karyawan sebanyak 7.426 orang.
PT Gajah Tunggal Tbk memastikan bahwa personel yang melaksanakan pekerjaan yang mempengaruhi mutu produk mempunyai kemampuan atas dasar pendidikan, pelatihan, keterampilan, dan pengalaman yang sesuai. Selain itu PT Gajah Tunggal Tbk juga menyediakan pelatihan-pelatihan untuk memastikan bahwa personel memiliki kemampuan dan kesadaran akan relevansi dan pentingnya kegiatan masing-masing.
Untuk meningkatkan keterampilan karyawan dilakukan pengembangan sumber daya manusia dengan cara :
1.Training dalam negeri 2.Training luar negeri
3.Bekerja sama dengan perguruan tinggi
Karyawan PT Gajah Tunggal Tbk sampai bulan Juni 2007 adalah berjumlah 7246 orang yang terbagi menjadi dua yaitu karyawan kantor pusat (293 orang) dan karyawan pabrik (6953 orang). Untuk karyawan pabrik terbagi menjadi empat, yaitu Plant A,B,C, dan D.
1.5.6.5 Jam Kerja
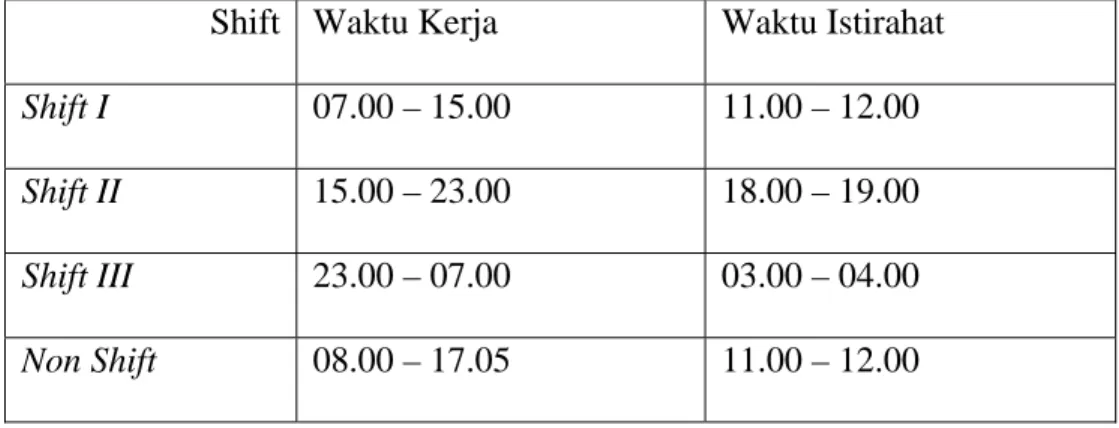
Didalam PT Gajah Tunggal Tbk Plant A diberlakukan sistem kerja dengan empat grup dan tiga shift dengan lima hari kerja dan total jam kerja 40 jam/minggu dengan jadwal shift yang telah ditentukan sebagai berikut :
Table 1.1 Jadwal Kerja Shift
Shift Waktu Kerja Waktu Istirahat
Shift I 07.00 – 15.00 11.00 – 12.00
Shift II 15.00 – 23.00 18.00 – 19.00
Shift III 23.00 – 07.00 03.00 – 04.00
Non Shift 08.00 – 17.05 11.00 – 12.00
Jadwal tersebut berlaku setiap hari kecuali pada hari Jumat, dimana jam istirahat mengalami perpanjangan waktu untuk shalat Jumat. Karena ada empat grup sedangkan jumlah shift hanya ada tiga maka pertukaran shift ditentukan dengan penjadwalan tertentu. Jadi pertukaran shift dilakaukan lima hari sekali untuk masing-masing shift, dan hari libur I tidak harus pada hari Sabtu ataupun hari Minggu. Jam lembur dikenakan
apabila pekerja bekerja di luar waktu yang ditentukan seperti long shift dari pukul 07.00 – 17.00, yang berarti lama waktu lemburnya adalah 2 jam yaitu pukul 15.00 – 17.00 dengan konsekuensi mendapat uang lembur.
1.5.6.6 Fasilitas Kerja
PT Gajah Tunggal Tbk Plant A menyediakan fasilitas kerja yang dapat dipergunakan oleh seluruh karyawan perusahaan seperti mess, perumahan, tempat ibadah, fasilitas kesehatan berupa dokter perusahaan sehingga setiap karyawan yang sakit dapat diobati tanpa dikenakan biaya pengobatan, kantin, gelanggang olahraga yang terdiri dari lapangan bulu tangkis, lapangan sepak bola dan lapangan tennis, selain itu perusahaan juga menyediakan sarana hiburan seperti tour keluar kota.
Bagi karyawan yang beragama Islam mempunyai kesempatan untuk menunaikan ibadah haji sedangkan karyawan yang beragama Kristen mempunyai kesempatan untuk berziarah ke Vatikan.
1.5.6.7 Sistem Pengupahan
Sistem pengupahan yang ada pada PT Gajah Tunggal Tbk Plant A diatur berdasarkan jabatan dari kedudukan yang dipegangnya. Pembayaran upah terbagi menjadi dua yaitu :
1.Upah bulanan
Upah bulanan diberikan pada akhir bulan dan bersifat tetap. Upah bulanan diberikan pada pada karyawan yang tidak diberlakukan shift kerja pada jam kerja.
2.Upah harian
Besarnya upah harian disesuaikan dengan upah minimum regional yang disesuaikan dengan ketentuan yang berlaku bagi kota Tangerang.
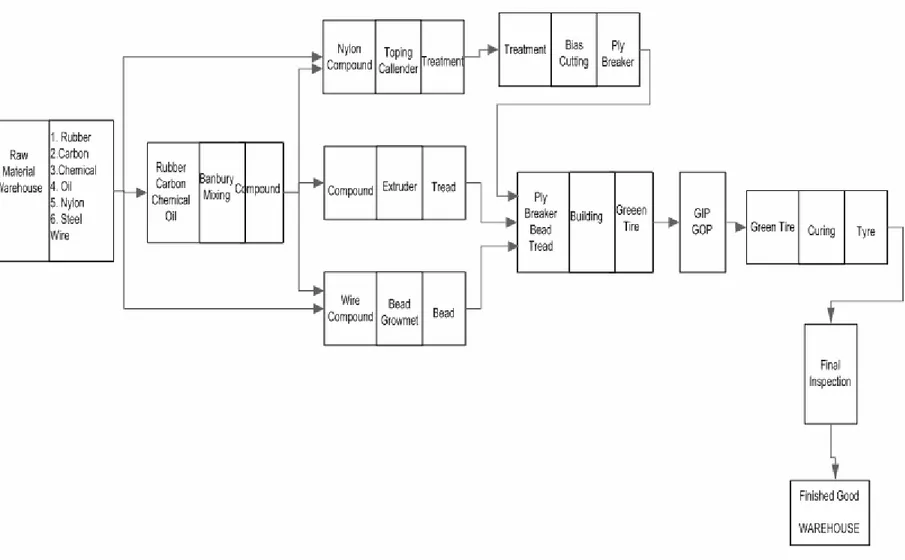
1.5.7 Bahan Baku dan Proses Produksi 1.5.7.1 Bahan Baku
Bahan baku utama adalah adalah bahan yang dijadikan dasar dari pembuatan suatu produk. Bahan baku utama yang digunakan dalam proses pembuatan ban ini adalah Rubber (karet), Carbon(karbon), Chemical (obat-obatan kimia), Oil (oli), Nylon textile (benang nylon), serta Steel wire ( kawat).
Dalam pembuatan ban diperlukan proses produksi yang terdiri dari : mixing, calendaring, extruding, forming, bead finishing, cutting, assembling, building, curing dan trimming.
1.5.7.2 Proses Produksi
Kualitas suatu produk yang dihasilkan akan sesuai dengan harapan apabila bahan baku utama ataupun bahan pendukung yang digunakan dalam proses produksi merupakan bahan-bahan yang telah teruji kualitasnya. Bahan baku utama adalah adalah bahan yang dijadikan dasar dari pembuatan suatu produk. Sedangkan bahan pendukung adalah bahan yang harus ada dalam setiap pembuatan suatu produk, tetapi jika bahan tersebut tidak tersedia dapat digantikan dengan bahan lain yang mempunyai fungsi yang sama. Dalam proses pembuatan ban, bahan baku utama yang digunakan adalah karet, oli, nylon, kawat, karbon serta bahan kimia lainnya sebagai bahan pendukung, yang secara singkat akan dijelaskan berikut ini :
1. Karet (Rubber)
Karet merupakan bahan utama yang digunakan dalam pembuatan ban, dimana karet yang digunakan terdiri dari karet alam dan karet sintetis.
2. Filler dan Reinforving Agent
Filler dan Reinforving Agent merupakan bahan kimia yang terdiri dari
carbon black dan carbonat yang berfungsi untuk memperkuat karet dan untuk memperkecil biaya produksi.
3. Processing Oil
Processing Oil berguna untuk mempermudah proses pencampuran. Jenis oil yang digunakan biasanya jenis dutrex dan shellflex.
4. Activator
Activator berfungsi untuk mengaktifkan proses vulkanisasi. Bahan kimia yang digunakan sebagai activator adalah ZnO dan stearic acid
5. Anti Oxidant
Anti oxidant berfungsi untuk melindungi ban dari udara, dan panas. Jenis antioxidant yang digunakan adalah jenis 4020 dan HS.
6. Curing Agent
Curing agent yang biasa dipakai adalah sulfur yang berguna untuk proses vulkanisasi.
7. Accelerator
Accelerator berfungsi untuk mempercepat proses MOZ. 8. Retarder
Retarder berguna untuk mencegah scorch PVI, BC. 9. Miscellaneous Tackifier
Miscellaneous Tackifier berguna untuk menambah kelengkapan, memperkecil pantulan, warna dan sebagainya.
Dalam pembuatan ban ada beberapa proses umum yang dilakukan untuk mendapatkan hasil akhir yang diharapkan. Pembagian divisi dilakukan berdasarkan proses-proses yang ada di setiap divisi untuk memudahkan proses lanjut ke divisi lain. Proses-proses itu antara lain adalah mixing, calendaring, extruding, forming, bead finishing, building, curing, dan trimming.
1. Mixing
Pengerjaan pertama dimulai dengan proses mixing. Proses mixing terdiri dari dua tahap yaitu :
a. Proses BO, proses pencampuran beberapa bahan baku antara lain karet dan bahan kimia lainnya sehingga menghasilkan lembaran karet.
b. Proses SO, merupakan proses pencampuran lembaran karet hasil proses BO dengan obat yang menghasilkan compound. Compound merupakan bahan baku yang berupa lembaran yang digunakan pada semua proses pembuatan ban. Didalam proses SO terdapat proses bale cutting yang merupakan proses pemotongan karet alam menjadi bagian yang lebih kecil agar lebih mudah ditimbang, kemudian timbangan digunakan untuk menimbang material sesuai dengan spesifikasi atau perdoman kerja. Setelah ditimbang, compound akan diproses menjadi bahan utama dalam proses calendaring, extruding, dan bead grommet.
2. Callendering
Proses callendering adalah suatu proses pembuatan treatment dengan cara pelapisan cord( benang yang terbuat dari nylon sintetis yang mengalami
Cap extruder digunakan untuk pembuatan cap tread( telapak ban ) yang berfungsi sebagai bagian ban yang berhubungan langsung dengan permukaan jalan.
b. Side Wall Extruder
Side wall extruder merupakan mesin yang digunakan untuk pembuatan side wall yang berfungsi sebagai tempat menempelnya indikasi ban.
5. Forming dan Bead Finishing
Proses forming adalah suatu proses pelapisan kawat baja dan ban oleh compound dan dibentuk lingkaran.
Proses-proses yang terjadi dalam proses forming adalah
a. Cleaning, berfungsi untuk membersihkan kawat baja dari kotoran yang
menempel pada lapisan luar.
b. Heating, bertujuan untk memanaskan lapisan luar kawat baja yang
berfungsi sebagai perekat agar compound dan kawat menempel lebih baik pada waktu dilakukan forming.
c. Bead cutting, befungsi untuk memotong panjang kawat yang sudah
diforming berdasarkan keliling lingkaran bead yang ada pada spesifikasi. d. Festoner, berfungsi untuk mengatur kecepatan dari bead forming.
e. Bead forming, bertujuan untuk membentuk hasil forming menjadi
lingkaran berdasarkan spesifikasi.
Proses bead finishing merupakan sejumlah proses untuk membuat bead secara lengkap dengan cara penambahan wrapping tape, apex, dan flipper pada bead forming yang tergantung pada spesifikasi.
Building merupakan suatu proses perakitan semua komponen-komponen dari proses sebelumnya dan dengan bantuan mesin building akhirnya menghasilkan ban mentah yang biasanya disebut green tire.
7. Green Tire Out Side Paint dan Green Tire Inside Paint
GOP meupakan proses penyemprotan silicon di bagian luar dari green tire atau ban mentah dengan tujuan agar pada saat pemasakan ban tidak menempel pada mold atau cetakan.
GIP merupakan proses penyemprotan cement di bagian dalam ban agar pada saat pemasakan bagian dalam ban tidak menempel pada bladder.
8. Venting
Proses venting merupakan proses pelubangan green tire yang bertujuan agar mengeluarkan udara yang terjebak di dalam green tire.
9. Curing
Curing adalah proses vulkanising atau pemasakan ban mentah menjadi ban jadi dengan bantuan steam, air panas, air dingin, dan angin.
10. Trimming
Proses trimming dilakukan untuk menghilangkan rambut ban yang diakibatkan oleh proses cutting dengan cara grinding secara manual yaitu dengan menggunakan pisau
proses weaving, twinsting dan dipping) pada kedua belah sisi atas dan bawah dengan compound produktif melalui dua celah rol. Compound yang digunakan pada proses callendering berasal dari proses mixing.
Proses pelapisan dilakukan oleh mekanisme yang terdiri dari empat buah rol utama, dimana compound dialirkan oleh conveyor pada celah rol bagian paling atas dan bawah yang berfungsi untuk melumatkan dan mengontrol ketebalan compound. Sedangkan pada celah rol bagian tengah, cord dan compound dialirkan secara bersama-sama sehingga kedua permukaan dari cird terlapisi oleh compound. Proses callendering menghasilkan treatment dengan dimensi yang disesuaikan dan digunakan untuk pembuatan ply. Mesin yang digunakan adalah mesin topping callender.
3. Cutting
Proses cutting adalah proses pemotongan treatment dari proses callendering atas dasar sudut dan lebar sesuai dengan spesifikasi masing-masing ukuran ban dan disambung serta digulung dengan pembungkus dalam bentuk rol-rol kecil.
4. Extruding
Proses extruding adalah proses pengolahan dan penggilingan compound yang dihasilkan pada proses mixing oleh extruder dengan pronsip kerja penerusan putaran dari motor oleh screw dan dorongan tekanan yang dikeluarkan melalui Die. Output utama yang dihasilkan dari proses ini adalah untuk pembuatan cap tread dan side wall.
1.5.7.3 Jumlah Mesin dan Peralatan
Jumlah mesin yang terdapat diplant A yang digunakan dalam pembuatan ban adalah yang sebagai berikut :
1. Banbury Mixer, digunakan untuk pencampuran bahan baku yang disebut compound. Banbury mixer yang digunakan terdiri dari 10 unit.
2. Topping Calender, digunakan untuk melapisi ply atau nylon dengan compound. Topping Calender yang digunakan terdiri dari 2 unit.
3. Trade Extruder, digunakan untuk pembuatan telapak ban. Trade Extruder yang digunakan terdiri 4 unit.
4. Bead Growmmet, digunakan untuk pembuatan pemegang velg dengan cara melapisi kawat baja dengan compound. Bead Growmet yang digunakan terdiri dari 6 unit.
5. Bias Cutting, digunakan untuk memotong ply yang berasal dari toping calendar. Bias cutting yang digunakan terdiri dari 10 unit.
6. Mesin Building, digunakan untuk perakitan komponen-komponen dari ban, terdiri dari 88 unit.
7. Cutting tire, digunakan untuk pemasakan dari green tire atau ban mentah yang berasal dari mesin building, yang terdiri dari 181 unit.
1.5.7.4 Teknologi
Dengan kemajuan teknologi sekarang ini, PT Gajah Tunggal Tbk yang wilayah pasarnya mencakup internasional mengharuskan penggunaan alat-alat dan mesin-mesin canggih untuk memproduksi ban yang berkualiatas internasional.
Mesin dan peralatan yang digunakan di PT.Gajah Tunggal Tbk merupakan mesin dengan teknologi yang cukup canggih, karena hampir semua mesin yang digunakan adalah mesin otomatis yang berkualitas.
Mesin yang canggih sekarang ini perlu memperhatikan faktor pembuangan dari mesin tersebut. Dengan banyaknya pabrik-pabrik yang tidak memperhatikan polusi yang ditimbulkan dari limbah-limbah pembuangannya, mesin-mesin canggih yang baru kini dirancang agar peduli terhadap lingkuungan, dengan sistem pembuangan yang ramah lingkungan PT.Gajah Tunggal Tbk menggunakan mesin-mesin semacam ini. Mesin-mesin yang dalam pengoperasiannya ada yang menggunakan steam sebagai alat pemasak bahan baku, sehingga dapat mengurangi kebisingan dan mengurangi polusi udara.
Sistem perawatan yang bertujuan untuk menjaga agar mesin-mesin tidak mengalami kerusakan yang cukup berarti yang dapat menghambat kelancaran proses produksi serta untuk memperpanjang umur mesin, telah disusun jadwal perawatan dan perbaikan untuk masing-masing mesin.
1.5.8 Petunjuk Pembacaan Kode Ukuran Ban
- Konvensional tire = H 900 14J8 Miller-88
- Square tire = F 28x9-15 14J8 Specta Grip 1 2 3 4
1. Kode dari penggunaan ban
H : TB T : LT U : ULT B : PCB P : MP F : ID A : AG
2. Tire size / ukuran ban - konvesional tire
- Square tire
3. Ply rating ( kekuatan dari ban )
- kekuatan ban adalah 14 ply cotton, tetapi ply yang dipakai 8ply nylon - huruf j adalah cord type yang dipakai
4. Pattern : Kembangan / profile dari telapak ban yang ada di PT.Gajah Tunggal Tbk
Cth :
Super : tertulis pada ban GT Super Miler : tertulis pada ban GT Miler Super88 : tertulis pada ban GT Super88 Specta Grip : tertulis pada ban GT Specta Grip