ANALISIS PERAWATAN MESIN PRODUKSI DAN PENYEBAB KEGAGALAN MESIN DENGAN METODE RELIABILITY CENTERED MAINTENANCE (RCM) DAN
FAULT TREES ANALYSIS (FTA)
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh S A I L H U D A
1 1 0 4 0 3 0 3 3
D E P A R T E M E N T E K N I K I N D U S T R I F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA MEDAN
2016
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Tuhan Yang Maha Kuasa, atas berkat dan karunia-Nya sehingga penulis dapat menyelesaikan laporan tugas akhir ini dengan baik.
Tugas akhir ini merupakan salah satu syarat yang harus dilalui untuk mendapatkan gelar sarjana. Penyusunan laporan tigas akhir merupakan tahap lanjutan setelah melakukan tinjauan ke PT. XYZ.
Laporan tugas akhir ini membahas permasalahan yang ada pada PT XYZ mengenai “ANALISIS PERAWATAN MESIN PRODUKSI DAN PENYEBAB KEGAGALAN MESIN DENGAN METODE RELIABILITY CENTERED MAINTENANCE (RCM) DAN FAULT TREES ANALYSIS (FTA) “ .
Penulis menyadari bahwa penyusunan laporan ini belum sempurna sehingga diperlukan perbaikan dan penyesuaian lebih lanjut. Untuk itu penulis mengharapkan kritik atau saran yang membangun dalam penyempurnaan laporan ini.
UNIVERSITAS SUMATERA UTARA PENULIS
MEDAN, FEBRUARI 2016
UCAPAN TERIMA KASIH
Dalam melaksanakan Tugas akhir sampai dengan selesainya laporan ini, banyak pihak yang telah membantu penulis, maka pada kesempatan ini penulis mengucapkan terima kasih kepada:
1. Ibu Ir. Khawarita Siregar, MT selaku Ketua Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara, Medan.
2. Bapak Ir. Mangara M Tambunan, Msc, dan Ibu Ir. Rosnani Ginting, MT selaku Koordinator Tugas akhir yang telah meluangkan waktunya untuk memberikan arahan-arahan yang mendukung penyelesaian laporan Tugas akhir ini.
3. Bapak Dr. Ir. Nazaruddim Matondang, MT selaku Dosen Pembimbing I Tugas akhir yang telah meluangkan waktunya untuk membimbing penulis dalam penulisan laporan.
4. Bapak Erwin Sitorus, ST MT selaku Dosen Pembimbing II Tugas akhir yang telah meluangkan waktunya untuk membimbing penulis dalam penulisan laporan
5. Pembimbing Lapangan Tugas akhir PT. XYZ.
6. Kedua orang tua penulis tercinta, yaitu Bapak Faizidar, SH. MH dan Ibu Nismawati yang tiada hentinya mendukung penulis baik secara moril maupun materil dan mendoakan penulis selama pelaksanan Tugas akhir dari awal hingga akhir.
7. Saudara kandung penulis, kakanda Fifin Hafidhah , dan abangda Agiel Hidayatullah yang telah memberi dukungan dan semangat kepada penulis selama pelaksanaan Tugas akhir dan pengerjaan laporan.
8. Rekan seperjuangan Tugas akhir di PT. XYZ Ismi Rajab Parinduri dan Raden Muhammad Fadly yang telah memberikan bantuan yang cukup besar dalam merekomendasikan tempat Tugas akhir, serta membantu dalam pengumpulan data untuk laporan akademis.
9. Sahabat-sahabat penulis di Departemen Teknik Industri, Fakultas Teknik USU khususnya stambuk 2011 (GIELAS) yang tidak dapat disebutkan satu per satu yang telah memberikan dukungan kepada penulis dalam penyelesaian Laporan Tugas akhir ini.
10. Seluruh staf dan karyawan Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara yang banyak membantu dan memberikan dukungan kepada penulis.
11. Semua pihak yang telah banyak membantu penulis dalam menyelesaikan laporan ini yang tidak dapat disebutkan satu per satu.
ABSTRAK
PT. XYZ adalah sebuah perusahaan yang bergerak di bidang industri pulp dan kertas terpadu. Untuk mendapatkan hasil produksi yang optimal, perusahaan menjaga faktor yang mengakibatkan terganggunya kelancaran proses produksi, salah satunya yaitu kinerja mesin produksi dengan menerapkan maintenance atau sistem perawatan mesin yang baik.. Sistem yang diterapkan PT XYZdalam melakukan kegiatan maintenance adalah sistem perawatan terencana yaitu dengan melakukan preventive maintenance dan corrective maintenance untuk mendukung jalannya kegiatan proses produksi, namun sistem perawatan yang diterapkan belum memberikan hasil yang maksimal, dilihat dari tingginya downtime mesin dengan rata-rata persentase downtime perbulan pada tahun 2015 sebesar 6,54%, sehingga dapat mengganggu proses produksi. Persentase downtime mesin yang ideal adalah dibawah 3% (< 3%) (Frampton. 2001). Untuk menyelesaikan permasalahan tersebut digunakan metode Reliability Centered Maintenance (RCM) dan Fault Trees Analysis (FTA). Mesin yang menjadi objek penelitian adalah mesin kertas (paper machine), dan berdasarkan frekuensi kerusakan tertinggi terpilih mesin size press section, dengan komponen electromotor, paper roll, moving roll, fixed roll, dan applicator roll. Hasil penerapan metode FTA didapat dari hasil wawancara dan kuesioner penyebab kegagalan mesin size press section yaitu kegagalan motor penggerak dan kegagalan roll dengan probabilitas kegagalan 0,3284 dan 0,7291. Untuk probabilitas penyebab kegagalan tertinggi adalah operator tidak melakukan pengecekan mesin sebesar 0,30, sehingga disarankan dilakukannya pelatihan untuk operator. Sedangkan hasil penerapan metode RCM diperoleh pilihan tindakan perawatan pada komponen mesin yang terdiridari; 2 kategoriCondition Directed (CD) yaitu electormotor dan paper roll, dan 3 kategoriTime Directed (TD) yaitu moving roll, fixed roll, dan applicator roll. Berdasarkan kategori Time Directed (TD) diperoleh usulan interval penggantian komponen untuk komponen moving roll 24 hari, fixed roll 24 hari, dan applicator roll 37 hari, sehingga berdampak penurunan downtime sebesar 26,6 %
Kata Kunci :Maintenance, Downtime, RCM, FTA
DAFTAR ISI
BAB HALAMAN
LEMBAR SAMPUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI DRAFT TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
ABSTAK ... vi
DAFTAR ISI ... vii
DAFTAR TABEL ... xiv
DAFTAR GAMBAR ... xvi
I PENDAHULUAN ... I-1 1.1. Latar Belakang Perusahaan ... I-1 1.2. Rumusan Permasalahan ... I-5 1.3. Tujuan dan Manfaat Penelitian ... I-5 1.4. Pembatasan Masalah ... I-6 1.5. Asumsi-Asumsi yang Digunakan ... I-6 1.6. Sistematika Penulisan Laporan ... I-7
II GAMBARAN UMUM PERUSAHAAN ... II-1 2.1. Sejarah Perusahaan ... II-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.2. Visi PT. Indah Kiat Pulp and Paper Perawang ... II-6 2.3. Misi PT. Indah Kiat Pulp and Papper Perawang ... II-6 2.4. Tujuan PT. Indah Kiat Pulp and Papper Perawang ... II-7 2.5. Letak Geografis Perusahaan ... II-7 2.6. Usaha/Kegiatan ... II-7 2.7. Struktur Organisasi ... II-8
III LANDASAN TEORI ... III-1 3.1. Pengertian Pemeliharaan ... III-1 3.2. Tujuan Pemeliharaan ... III-1 3.3. Jenis-jenis Pemeliharaan ... III-2 3.4. Laju Kegagalan ... III-4 3.5. Keandalan (Reliability) ... III-5 3.6. Downtime ... III-6 3.7. RCM (Reliability Centered Maintenance) ... III-7 3.7.1. Langkah-Langkah Penerapan RCM ... III-9
3.7.1.1. Pemilihan Sistem dan Pengumpulan
Informasi ... III-9 3.7.1.2. Pendefinisian Batasan Sistem ... III-11 3.7.1.3. Deskripsi Sistem dan Diagram Blok Fungsi .. III-11
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.7.1.4. Fungsi Sistem dan Kegagalan Fungsi ... III-12 3.7.1.5. Failure Mode and Effect Analysis (FMEA) ... III-12 3.7.1.6. Logic Tree Analysis (LTA) ... III-13 3.7.1.6. Pemilihan Tindakan ... III-14 3.8. Pola Distribusi ... III-14 3.8.1. Distribusi Weibull ... III-14 3.8.2. Distribusi Lognormal ... III-15 3.8.3. Distribusi Eksponensial ... III-16 3.8.4. Distribusi Normal ... III-16 3.9. Interval Penggantian Komponen dengan Total Minimum
Downtime ... III-18 3.10.`Fault Tree Analysis (FTA) ... III-19 3.10.1. Cut Set Method ... III-20 3.10.2. Cut Set Quantitative ... III-21 3.11. Penelitian Terdahulu ... III-22
3.11.1. Perancangan Kebijakan Perawatan dan Penentuan Persedian Spare Part di Sub Sistem Evaporasi Pabrik Urea Kaltim-3 PT Pupuk Kalimatan Timur ... III-22 3.11.2. Perancangan RCM Untuk Mengurangi Downtime
Mesin pada Perusahaan Manufaktur Aluminium ... III-24
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.11.3. Analisis Perawatan Unit Pembangkitan Gresik Unit III dengan Metode Reliability Centered
Maintenance (RCM) ... III-25
IV METODOLOGI PEMECAHAN MASALAH ... IV-1 4.1. Tempat dan Waktu Penelitian... IV-1 4.2. Jenis Penelitian ... IV-1 4.3. Objek Penelitian ... IV-1 4.4. Variabel Penelitian ... IV-2 4.5. Kerangka Konseptual ... IV-2 4.6. Metode Pengumpulan Data ... IV-3 4.6.1. Sumber Data ... IV-3 4.6.2. Metode Pengumpulan ... IV-4 4.6.3. Instrumen Penelitian ... IV-4 4.6.4. Metode Sampling ... IV-5 4.6.4.1. Populasi & Sampel ... IV-5 4.7. Rancangan Penelitian ... IV-5 4.8. Pengolahan Data ... IV-6
4.8.1. Pengolahan Data dengan Metode Faut Trees Analysis
(FTA) ... IV-7
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
4.8.2. Pengolahan Data dengan Metode Reliability
Centered Maintenance (RCM) ... IV-7 4.9. Analisa Pemecahan Masalah ... IV-7 4.10 Kesimpulan dan Saran ... IV-8
V PENGUMPULAN DATA DAN PENGOLAHAN DATA ... V-1 5.1. Pengumpulan Data ... V-1 5.1.1. Data Kerusakan Paper Machine ... V-1 5.1.2. Data Kerusakan Komponen Sizing Press Paper
Machine ... V-2 5.2. Data Hasil Kuesioner ... V-3 5.3. Pengolahaan Data Fault Tree Analysis (FTA) ... V-5
5.3.1. Hasil Pengolahan Data Kuesioner Setelah
Pemberian Bobot ... V-5 5.4. Reliability Centered Maintenance (RCM) ... V-9 5.4.1. Pemilihan Sistem dan Pengumpulan Informasi ... V-9 5.4.2. Pendefinisian Batasan Sistem ... V-10 5.4.3. Deskripsi Sistem dan Diagram Blok Fungsi ... V-11 5.4.4. Fungsi Sistem dan Kegagalan Fungsi ... V-15 5.4.5. Failure Mode and Effect Analysis (FMEA) ... V-16
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.4.6. Logic Tree Analysis (LTA) ... V-19 5.4.7. Pemilihan Tindakan ... V-21 5.5. Pengujian Distribusi dan Parameter ... V-24 5.6. Perhitungan Total Minimum Downtime ... V-27
VI ANALISIS DAN PEMBAHASAN ... VI-1 6.1. Analisis Fault Trees Analysis (FTA) ... VI-1 6.2 Analisis Reliability Centered Maintenance (RCM) ... VI-3 6.2.1. Analisis Failure Mode Analysis (FMEA) ... VI-3 6.2.2. Analisis Logic Tree Analysis ... VI-4 6.2.3. Analisis Pemilihan Tindakan ... VI-5 6.3. Analisis Pengujian Distribusi dan Perhitungan Total
Minimum Downtime (TMD) ... VI-5
VII KESIMPULAN DAN SARAN ... VII-1 7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-1
DAFTAR PUSTAKA LAMPIRAN
DAFTAR TABEL
TABEL HALAMAN
1.1. Data Kerusakan Mesin Periode 2015 ... I-3 5.1. Data Kerusakan Paper Machine ... V-1 5.2. Data Kerusakan Komponen Size Press Paper Machine .... V-2 5.3. Daftar Ahli/Responden Fault Tree Analysis ... V-3 5.4. Rekapitulasi Kuesioner ... V-4 5.5. Hasil Kuesioner yang Berhubungan Langsung dengan
Responden/Ahli ... V-5 5.6. Rekapitulasi Pembobotan Kuesioner ... V-6 5.7. Urutan Probabilitas Kegagalan ... V-9 5.8. System Work Breakdown Structure Size Press Section ... V-13 5.9. Data Historis Size Press ... V-14 5.10. Fungsi sitem dan Kegagalan Fungsi ... V-17 5.11. FMEA (Failure Mode and Effect Analysis) ... V-18 5.12. Rekapitulasi Identifikasi Hasil LTA ... V-21 5.13 Pemilihan Tindakan Perawatan Mesin Size Press ... V-24 5.14. Data Interval waktu Kerusakan Komponen ... V-24 5.15. Rekapitulasi Pengujian Pola Distribusi Interval Kerusakan V-27 5.16. Parameter Distribusi dan Rata-Rata Lama Penggantian
Kerusakan ... V-27
DAFTAR TABEL
TABEL HALAMAN
5.17. Interval Pergantian Optimum Komponen Size Press
Section ... V-30 6.1. RPN Kegagalan Komponen Mesin Size Press Section ... VI-3 6.2. Hasil LTA Komponen Size Press ... VI-4 6.3. Pemilihan Tindakan Perawatan Mesin Size Press Section VI-5 6.4. Rekapitulasi Pengujian Pola Distribusi Interval Kerusakan VI-5 6.5. Interval Pergantian Optimum Komponen Size Press
Section ... VI-6 6.6. Penurunan Downtime Mesin ... VI-8
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT XYZ
Perrawang ... II-9 3.1. Diagram Alir dari Pembagian Pemeliharaan ... III-3 3.2. Bathtube Curve ... III-5 3.3. Pola Distribusi Weibull ... III-15 3.4. Pola Distribusi Lognormal ... III-16 3.5. Pola Distribusi Eksponensial ... III-16 3.6. Pola Distribusi Normal ... III-17 3.7. Penggantian Komponen Berdasarkan Interval Waktu ... III-18 3.8 Contoh Struktur CutSet ... III-20 4.1. Kerangka Konseptual ... IV-3 4.2. Block Diagram Rancangan Penelitian ... IV-6 4.3. Block Diagram Pengolahan Data FTA ... IV-7 4.4. Block Diagram Pengolahan Data RCM ... IV-8 5.1. Pareto Diagram Komponen Size Press Paper Machine .... V-2 5.2. FTA Kegagalan Size Press ... V-7 5.3. Blok Diagram Fungsi Size Press Section ... V-12 5.4. System Work Breakdown Structure (SWBS) ... V-13 5.5. Flowchart Penyususnan LTA ... V-20 5.6. Road Map Pemilihan Tindakan ... V-23
DAFTAR GAMBAR
GAMBAR HALAMAN
5.7. Pola Data Moviing Roll ... V-25 5.8. Pola Data Fixed Roll ... V-26 5.9. Pola Data Applicator Rroll ... V-26 6.1. Diagram Pohon Fault Trees Analysis (FTA) ... VI-2 6.2. Jadwal Perawatan Komponen ... VI-7
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Dewasa ini, pembangunan nasional sedang memasuki era perkembangan dunia industri, khususnya industri manufaktur yang semakin maju menuntut perusahaan untuk mendapatkan hasil produksi yang maksimal. Hal tersebut memicu proses di lantai produksi secara terus menerus. Sehingga sangat diperlukan kinerja dari mesin-mesin produksi yang optimal agar tidak menghambat dan menghentikan prosess produksi. Salah satu faktor yang mempengaruhi kelancaran proses produksi adalah kinerja mesin. Kinerja mesin produksi itu sendiri bergantung pada maintenance atau sistem perawatannya. Oleh karena itu perlu dirancang sistem perawatan mesin yang baik agar kinerja mesin tetap sesuai standard.
Maintenance atau sistem perawatan mesin produksi merupakan salah satu faktor dalam menjaga dan meningkatkan hasil produksi. Sistem perawatan yang tidak terencana atau tidak baik akan mengakibatkan terjadinya kerusakan pada mesin produksi dan memicu terjadinya downtime. Downtime merupakan waktu suatu komponen sistem atau mesin tidak dapat digunakan (dalam kondisi tidak baik) (Gasperz, 1992), sehingga menimbulkan kerugian terhadap perusahaan.
PT XYZ merupakan suatu perusahaan yang yang bergerak dibidang produksi Pulp dan Paper dengan status Penanaman Modal Asing (PMA). Dimana sudah menyediakan produk-produk yang berkualitas sejak perusahaan ini berdiri
yaitu tahun 1976, dan juga telah menggunakan teknologi tinggi untuk menunjang dan menghasilkan produk-produk berkualitas. Untuk mendapatkan hasil tersebut, perusahaan menjaga faktor yang mengakibatkan terganggunya kelancaran proses produksi, salah satunya yaitu kinerja mesin produksi dengan menerapkan maintenance atau sistem perawatan mesin yang baik.
Sistem yang diterapkan PT XYZdalam melakukan kegiatan maintenance adalah sistem perawatan terencana yaitu dengan melakukan preventive maintenance dan corrective maintenance untuk mendukung jalannya kegiatan proses produksi. Penerapan sistem perawatan dengan preventive maintenance yang dilakukan di PT XYZadalah dengan melakukan perawatan secara berkala seperti pelumasan pada mesin mesin, pengencangan baut baut yang terdapat pada mesin, pembersihan bagian dalam dari mesin, serta melakukan pengecekan apakah mesin mesin yang digunakan dalam proses produksi dalam kondisi normal kerja suatu alat. Sedangkan penerapan sistem corrective maintenance yang dilakukan di PT XYZyaitu perbaikan dan penggantian komponen mesin yang rusak yang dilakukan setelah kerusakan terjadi. Namun sistem perawatan yang diterapkan belum memberikan hasil yang maksimal, dilihat dari masih adanya kerusakan pada mesin-mesin produksi yang mempunyai peranan penting dalam proses produksi sehingga menghambat ataupun menghentikan produksi. Berikut data kerusakan mesin selama periode 2015 dapat dilihat pada Tabel 1.1.
Tabel 1.1. Data Kerusakan Mesin Periode 2015
Tahun Bulan Downtime
(Jam)
Jam Operasi
(Jam) % Downtime
2015
Januari 53,50 600,00 8,92
Februari 70,90 552,00 12,84
Maret 46,50 624,00 7,45
April 24,80 600,00 4,13
Mei 36,80 576,00 6,39
Juni 33,40 624,00 5,35
Juli 50,90 624,00 8,16
Agustus 33,00 600,00 5,50
September 24,50 576,00 4,25
Oktober 45,50 624,00 7,29
November 24,60 600,00 4,10
Desember 24,20 600,00 4,03
Rata-rata 39,05 6,54
Berdasarkan Tabel 1.1. menunjukkan bahwa mesin yang beroperasi pada PT XYZbanyak mengalami kerusakan yang dilihat dari tingginya downtime dengan rata-rata persentase downtime perbulan pada tahun 2015 sebesar 6,54%, sehingga dapat mengganggu proses produksi. Persentase downtime mesin yang ideal adalah dibawah 3% (< 3%) (Frampton. 2001). Maka perlu diperbaiki kegiatan perawatan pada perusahaan agar berjalan optimal.
Berdasarkan fenomena yang telah dijelaskan bahwa permasalahan tingginya downtime yang diakibatkan oleh melemahnya kinerja mesin produksi pada PT XYZPulp and Paper, yang akan berdampak pada hasil produksi yang optimal. Untuk menyelesaikan permasalahan tersebut digunakan metode Reliability Centered Maintenance (RCM) dan Fault Trees Analysis (FTA).
Dimana Reliability Centered Maintenance (RCM) merupakan pendekatan pemeliharaan yang mengkombinasikan praktek dan strategi dari preventive
maintenance dan corrective maintenance untuk menjamin setiap asset fisik tetap optimal atau bekerja sesuai yang diinginkan. (Henley dan Kumantono. 1981), sehingga mengantisipasi terjadinya kerusakan (Breakdown) pada mesin produksi.
Fault Trees Analysis (FTA) merupakan teknik untuk mengidentifikasi kegagalan dari suatu sistem yang berorientasi pada fungsi. (Priyanta. 2000). Sehingga dapat diketahui potensi dan penyebab kegagalan dari mesin produksi untuk bisa diberlakukannya perawatan yang optimal.
Penyelesaian permasalahan yang dipaparkan, juga didasari dari penelitian terdahulu yaitu Yuliana dan Prasetyawan (2012), membahas tentang aktivitas perawatan yang dilakukan di PKT masih menunjukkan adanya over dan under maintenance sehingga digunakan metode RCM untuk merancang penjadwal perawatan, dengan hasil didapat yaitu fungsi utama dari sub sistem evaporasi meningkatkan konsentrasi larutan urea dari 75% hingga menjadi 99,8%
Palit dan Sutanto (2012), membahas tentang perbedaan hasil produksi antara target perusahaan dengan kenyataan yang terjadi, salah satunya disebabkan oleh sistem perawatan yang diterapkan masih belum optimal. Setelah dilakukan perancangan sistem perawatan dengan metode RCM, maka perusahaan dapat menurunkan downtime hingga sebesar 58,07% dibandingkan kondisi awal.
Wilson dan Edi (2015), membahas tentang perancangan sistem perawatan yang diterapkan untuk mesin produksi agar optimal, dengan metode RCM yang mengaplikasikan Grey FMEA didapat hasil perbaikan komponen dengan Interval pergantian komponen usulan spindle 33 hari, motor NFAO3LG-011 36 hari, v belt
42 hari, dan radial ball bearing 43 hari. Dengan diterapkan nya sistem perawatan ususlan dengan metode RCM dapat menurunkan downtime sebesar 20,56%.
1.2 Rumusan Permasalahan
Berdasarkan latar belakang yang telah dipaparkan, bahwa terjadi permasalahan dimana masih tingginya downtime mesin produksi yang melebihi standard idealnya, akibat dari melemahnya kinerja mesin. Sehingga dilakukan tindakan perbaikan kegiatan perawatan mesin dengan metode ReliabilityCentered Maintenance (RCM) dan Fault Trees Analysis (FTA) untuk meningkatkan kinerja mesin produksi.
1.3 Tujuan dan Manfaat Penelitian Tujuan penelitian adalah :
1. Tujuan Umum :
Memperbaiki tindakan perawatan mesin untuk meningkatkan kinerja mesin produksi sehingga bisa mendapatkan hasil produksi yang optimal
2. Tujuan Khusus :
a. Mengidentifikasi jenis dan penyebab kegagalan b. Mengidentifikasi komponen kritis
c. Merekomendasikan usulan jadwal perbaikan
Sesuai dengan tujuan yang ingin dicapai, maka hasil penelitian ini diharapkan dapat memberikan manfaat sebagai berikut:
1. Manfaat bagi mahasiswa
Meningkatkan kemampuan mahasiswa dalam mengaplikasikan teori yang diperoleh selama kuliah dan meningkatkan wawasan dalam menganalisis dan memecahkan masalah sebelum memasuki dunia kerja khususnya dalam hal perencanaan perawatan mesin dengan Reliability Centered Maintenance.
2. Manfaat bagi perusahaan.
Hasil penelitian dapat dijadikan pertimbangan bagi perusahaan untuk mengambil kebijakan yang berkaitan dengan sistem perawatan mesin produksi.
3. Bagi Departemen Teknik Industri USU
Untuk mempererat hubungan kerja sama antara perusahaan dengan Departemen Teknik Industri USU dan untuk menambah literatur perpustakaan.
1.4 Pembatasan Masalah
Batasan terhadap masalah yang akan dianalisis antara lain, yaitu:
1. Mesin yang diamati adalah paper machine yang memiliki frekuensi kerusakan paling tinggi
2. Metode yang digunakan dalam penilitian adalah metode RCM (Reliability Centered Maintenance) dan FTA ( Fault Trees Analysis )
1.5 Asumsi-Asumsi yang Digunakan
Asumsi-asumsi yang digunakan dalam penelitian ini, antara lain:
1. Mesin Beroperasi sesuai dengan jadwal produksi yang ditetapkan
2. Pekerja/operator telah menguasai pekerjaanya dengan baik dan benar
3. Metode kerja yang dilaksanakan merupakan metode kerja yang telah sesuai dengan standar dari perusahaan
4. Tidak ada penambahan mesin baru selama penelitian berlangsung
1.6 Sistematika Penulisan Laporan
Sistematika penulisan tugas sarjana dapat dilihat sebagai berikut :
Bab I Pendahuluan memuat penjelasan latar belakang permasalahan penelitian. Berdasarkan uraian latar belakang masalah ini maka dinyatakan sebuah perumusan masalah secara spesifik. Kemudian berdasarkan rumusan masalah ditegaskan tujuan dan manfaat penelitian, batasan dan asumsi penelitian, dan sistematika penulisan laporan
Bab II Gambaran Umum Perusahaan memuat uraian sejarah berdirinya, ruang lingkup bidang usaha, lokasi perusahaan, struktur organisasi.
Bab III Landasan Teori memuat alat analisis masalah penelitian ini yang dibangun dengan menggunakan berbagai sumber yaitu teori yang ada dan hasil penelitian yang relevan.
Bab IV Metodologi Penelitian memuat uraian seluruh tahap-tahap yang dilakukan dalam penelitian dan diberikan secara sistematik dan rinci. Bagian ini meliputi persiapan yang terdiri atas penentuan lokasi penelitian, jenis penelitian, dan objek penelitian. Kemudian dilakukan identifikasi variabel-variabel penelitian dan sifat hubungan antar variabel tersebut serta definisi operasional variabel.
Berdasarkan variabel-variabel tersebut, kerangka konseptual penelitian disusun
secara skematik untuk menjelaskan hubungan antar variabel dan disusun rancangan penelitian yang berisi langkah-langkah penelitian.
Bab V Pengumpulan dan Pengolahan Data berisi data dan pengolahan yang dilakukan untuk mendapatkan hasil sesuai dengan metode yang dipilih. Data yang diambil merupakan data yang diperlukan untuk penelitian.
Bab VI Analisis Pemecahan Masalah menguraikan pertanyaan mendasar yang harus dijawab sesuai dengan perumusan masalah.
Bab VII Kesimpulan dan Saran berisi butir-butir kesimpulan yang dinyatakan secara jelas yang sesuai dengan permasalahan penelitian, tujuan penelitian, dan hasil analisis yang dilakukan.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Visi PT. XYZ
Visi PT. XYZ adalah menjadi perusahaan bubur kertas nomor satu di Indonesia yang berdedikasi menyediakan nilai-nilai yang terbaik bagi para pelanggan, pemegang saham, karyawan dan masyarakat
.
2.2. Misi PT. XYZ
Misi PT. XYZ adalah mempertahankan posisinya sebagai produsen pulp dan kertas dengan biaya rendah serta pelaku utama di pasar Indonesia dan Asia yang tumbuh pesat, dengan mengandalkan keuntungan pada sumber bahan baku, efisiensi produksi, serta jaringan distribusi yang luas
.
2.3. Tujuan PT. XYZ
Tujuan yang dimiliki oleh PT. Indah Kiat Pulp & Paper Tbk. adalah menghasilkan pulp dan produk kertas dengan kualitas sesuai persyaratan secara konsisten, menghasilkan produk-produk dengan harga yang wajar dan bersaing, pengiriman dan pelayanan yang tepat waktu.
2.6. Usaha / Kegiatan
Usaha PT XYZ meliputi beberapa usaha atau jenis kegiatan, diantaranya pembuatan bubur kertas, kertas budaya yang terdiri dari kertas untuk keperluan
tulis dan cetak (berlapis dan tidak berlapis), kertas fotokopi serta kertas industri yang terdiri dari kertas kemasan mencakup containerboard (Linerboard &
Corrugating Medium), corrugated shipping (konversi dari containerboard), boxboard dan kertas berwarna.
2.7. Struktur Organisasi
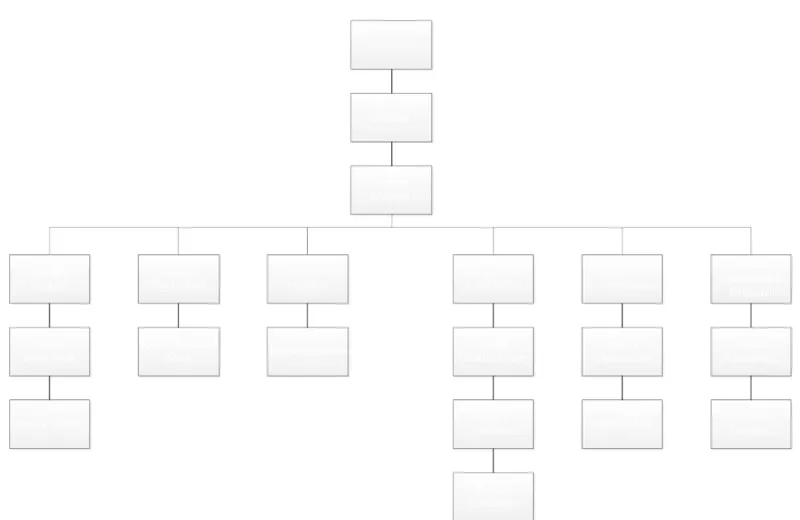
PT. XYZ memiliki 3 lokasi pabrik, yaitu di Tangerang, Serang dan Perawang. Masing-masing pabrik dikepalai oleh Wakil Presiden Direktur yang bertanggung jawab langsung Presiden Direktur di tingkat pusat. Presiden Direktur bertanggung jawab langsung kepada Dewan Komisaris, sedangkan kekuasaan tertinggi berada ditangan Rapat Umum Pemegang Saham (RUPS). Bentuk organisasi PT. XYZ disusun berdasarkan organisasi yang merupakan suatu kerangka yang memperlihatkan sejumlah tugas dan kegiatan dalam rangka mencapai tujuan perusahaan yang masing-masing mempunyai tugas dan tanggung jawab yang jelas. Wakil Presiden Direktur membawahi semua divisi yang berada dilokasi pabrik. Divisi yang terdapat dilokasi pabrik PT. XYZ terdiri dari 6 divisi yaitu dapat dilihat pada Gambar 2.1.
No. Dok.: FM-GKM-TI-TS-01-01A; Tgl. Efektif : 01 Desember 2015; Rev : 0; Halaman : 1 dari 1
Gambar 2.1. Struktur Organisasi PT XYZ
V-1 BAB III LANDASAN TEORI
3.1. Pengertian Pemeliharaan
Perawatan (maintenance) adalah semua tindakan yang dibutuhkan untuk memelihara suatu unit mesin atau alat di dalamnya atau memperbaiki sampai pada kondisi tertentu yang bisa diterima (Dhilon, 2006).
Pemeliharaan didefinisikan sebagai suatu aktifitas yang dilakukan agar peralatan atau item dapat dijalankan sesuai dengan standar performansi semula, atau juga didefinisikan sebagai suatu tindakan yang dibutuhkan untuk mencapai suatu hasil yang dapat mengembalikan atau mempertahankan item pada kondisi yang selalu berfungsi. Tujuan dari pemeliharaan adalah memperanjang umur pakai peralatan, menjamin tingkat ketersediaan yang optimal dari fasilitas produksi, menjamin kesiapan operasional seluruh fasilitas untuk pemakaian darurat serta menjamin keselamatan operator dan pemakai fasilitas. (Corder, 1992).
3.2. Tujuan Pemeliharaan
Menurut Corder (1992), tujuan dilakukannya pemeliharaan antara lain : 1. Memperpanjang kegunaan aset yaitu setiap bagian dari suatu tempat kerja,
bangunan dan isinya
2. Menjamin ketersediaan optimum peralatan yang dipasang untuk produksi atau jasa untuk mendapatkan laba investasi semaksimal mungkin
No. Dok.: FM-GKM-TI-TS-01-01A; Tgl. Efektif : 01 Desember 2015; Rev : 0; Halaman : 1 dari 1
3. Menjamin kesiapan operasional dari seluruh peralatan yang diperlukan dalam keadaan darurat setiap waktu
4. Menjamin keselamatan orang yang menggunakan sarana tersebut
3.3. Jenis-jenis Pemeliharaan
Secara umum, ditinjau dari saat pelaksanaan Pekerjaan pemeliharaan dikategorikan dalam dua cara (Corder, 1992), yaitu :
1. Pemeliharaan terencana (planned maintenance)
Pemeliharaan terencana adalah pemeliharaan yang dilakukan secara terorginisir untuk mengantisipasi kerusakan peralatan di waktu yang akan datang, pengendalian dan pencatatan sesuai dengan rencana yang telah ditentukan sebelumnya. Pemeliharaan terencana dibagi menjadi dua aktivitas utama yaitu:
a. Pemeliharaan pencegahan (Preventive Maintenance)
Pemeliharaan pencegahan (preventive maintenance) adalah inspeksi periodik untuk mendeteksi kondisi yang mungkin menyebabkan produksi terhenti atau berkurangnya fungsi mesin dikombinasikan dengan pemeliharaan untuk menghilangkan, mengendalikan, kondisi tersebut dan mengembalikan mesin ke kondisi semula.
b. Pemeliharaan korektif (Corrective Maintenance)
Pemeliharaan secara korektif (corrective maintenance) adalah pemeliharaan yang dilakukan secara berulang atau pemeliharaan yang dilakukan untuk memperbaiki suatu bagian (termasuk penyetelan dan
No. Dok.: FM-GKM-TI-TS-01-01A; Tgl. Efektif : 01 Desember 2015; Rev : 0; Halaman : 1 dari 1
reparasi) yang telah terhenti untuk memenuhi suatu kondisi yang bisa diterima.
Jadi, pemeliharaan terencana merupakan pemakaian yang paling tepat mengurangi keadaan darurat, menaikkan ketersediaan (availability) untuk produksi, memperpanjang waktu antara overhaul, meningkatkan efisiensi mesin, dan waktu nganggur mesin.
2. Pemeliharaan tak terencana (unplanned maintenance)
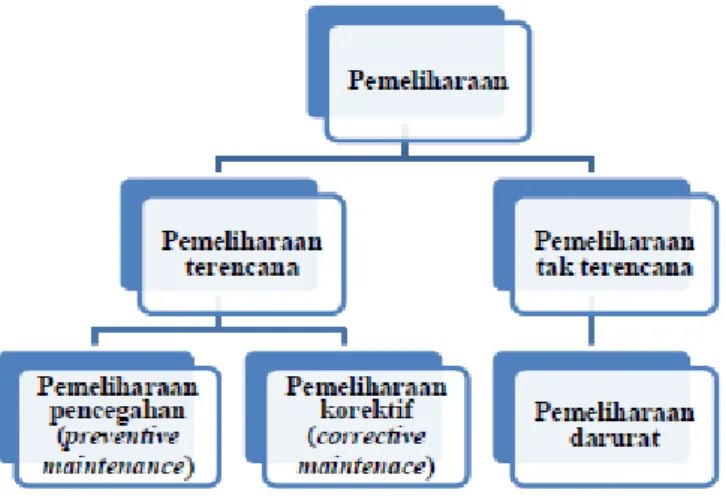
Pemeliharaan tak terencana adalah pemeliharaan darurat, yang didefenisikan sebagai pemeliharaan dimana perlu segera dilaksanakan tindakan untuk mencegah akibat yang serius, misalnya hilangnya produksi, kerusakan besar pada peralatan, atau untuk keselamatan kerja. Pada umumya sistem pemeliharaan merupakan metode tak terencana, dimana peralatan yang digunakan dibiarkan atau tanpa disengaja rusak hingga akhirnya, peralatan tersebut akan digunakan kembali maka diperlukannya perbaikan atau pemeliharaan. Secara skematik dapat dilihat sesuai diagram alir proses suatu perusahaan untuk sistem pemeliharaan dapat dilihat pada Gambar 3.1..
Gambar 3.1. Diagram Alir dari Pembagian Pemeliharaan
No. Dok.: FM-GKM-TI-TS-01-01A; Tgl. Efektif : 01 Desember 2015; Rev : 0; Halaman : 1 dari 1
3.4. Laju Kegagalan
Laju kegagalan atau hazard rate function adalah banyaknya kegagalan per satuan waktu. Laju kegagalan juga merupakan perbandingan antara banyaknya kegagalan yang terjadi selama selang waktu tertentu dengan total waktu operasi dari suatu sistem (komponen) (Moubray, 1997).
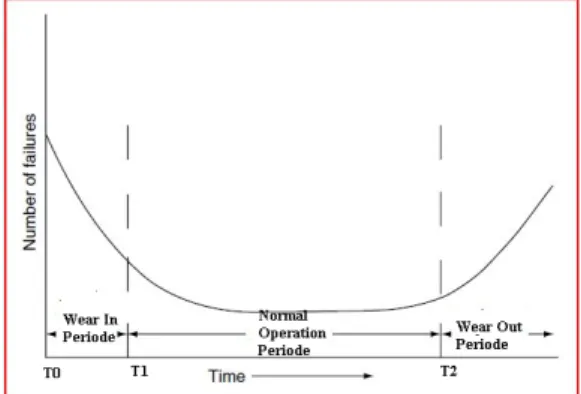
Laju kegagalan dapat digambarkan dalam bentuk kurva yaitu kurva bak mandi (bathtub curve). Kurva bak mandi digunakan untuk mengetahui tingkat kegagalan dari suatu sistem atau komponen yang dilihat berdasarkan waktu, dapat dilihat pada Gambar 3.2. Kurva bak mandi mempunyai 3 periode fase yaitu : 1. Wear-In Periode
Periode ini sering disebut periode kerusakan awal. Pada periode T0 sampai dengan T1, mempunyai waktu yang pendek pada permulaan bekerjanya peralatan. Pada kurva menunjukkan bahwa laju kerusakan menurun dengan bertambahnya waktu atau diistilahkan dengan Decreasing Failure Rate (DFR).
Kerusakan yang terjadi umumnya disebabkan kesalahan dalam proses menufakturing atau desain yang kurang sempurna. Jumlah kerusakan berkurang karena alat yang cacat telah mati kemudian diganti atau cacatnya dideteksi atau direparasi.
2. Normal Operation Periode
Periode T1 sampai T2 mempunyai laju kerusakan paling kecil dan tetap yang disebut Constant Failure Rate (CFR). Kerusakan yang terjadi bersifat random yang dipengaruhi oleh kondisi lingkungan bekerjanya peralatan, sehingga periode ini merupakan periode pemakaian peralatan yang normal dan
No. Dok.: FM-GKM-TI-TS-01-01A; Tgl. Efektif : 01 Desember 2015; Rev : 0; Halaman : 1 dari 1
dikarakteristikkan secara pendekatan dengan jumlah kerusakan yang konstan tiap satuan waktu.
2. Wear-Out Periode
Pada periode setelah T2 menunjukkan kenaikan laju kerusakan dengan bertambahnya waktu yang sering disebut dengan Increasing Failure Rate (IFR). Hal ini terjadi karena proses keausan peralatan.
Gambar 3.2. Bathtube Curve
3.5. Keandalan (Reliability)
Menurut Ebeling (1997) Reliability didefinisikan sebagai probabilitas bahwa sistem (komponen) akan berfungsi selama beberapa periode waktu t.
Untuk menggambarkan hubungan ini secara matematis kita mendefinisikan variable acak T menjadi waktu untuk kegagalan sistem (komponen) ; T ≥ 0.
Kemudian keandalan dapat dinyatakan sebagai berikut : R(t) = Pr{T ≥ t}
Dimana :
R(t) ≥ 0, R(0) = 1 dan limt → ∞ R(t) = 0
No. Dok.: FM-GKM-TI-TS-01-01A; Tgl. Efektif : 01 Desember 2015; Rev : 0; Halaman : 1 dari 1
R(t) = Probabilitas waktu kegagalan dimana nilainya lebih besar atau sama dengan t.
3.6. Downtime
Menurut Gaspersz (1992), pada dasarnya downtime didefinisikan sebagai waktu suatu komponen sistem tidak dapat digunakan (tidak berada dalam kondisi yang baik), sehingga membuat fungsi sistem tidak berjalan. Berdasarkan kenyataan bahwa pada dasarnya prinsip utama dalam manajemen perawatan adalah untuk menekan periode kerusakan (breakdown period) sampai batas minimum, maka keputusan penggantian komponen sistem berdasarkan downtime minimum menjadi sangat penting. Permasalahannya adalah penentuan waktu terbaik untuk mengetahui kapan penggantian harus dilakukan untuk meminimasi total downtime. Konflik yang dihadapi adalah peningkatan frekuensi penggantian dapat meningkatkan downtime karena penggantian tersebut, tetapi dapat mengurangi waktu downtime akibat terjadi kerusakan, dan pengurangan frekuensi penggantian akan menurunkan downtime karena penggantian, tetapi konsekuensinya adalah kemungkinan peningkatan downtime karena kerusakan.
Dari dua kondisi di atas, diharapkan untuk dapat menghasilkan keseimbangan diantara keduanya. (Jardine, 1973).
Pembahasan berikut akan difokuskan pada proses pembuatan keputusan penggantian komponen sistem yang meminimumkan downtime, sehingga tujuan utama dari manajamen sistem perawatan untuk memperpendek periode kerusakan sampai batas minimum dapat dicapai. Penentuan tindakan preventif yang
No. Dok.: FM-GKM-TI-TS-01-01A; Tgl. Efektif : 01 Desember 2015; Rev : 0; Halaman : 1 dari 1
optimum dengan meminimumkan downtime akan dikemukakan berdasarkan interval waktu penggantian (replacement interval). Tujuan untuk menentukan penggantian komponen yang optimum berdasarkan interval waktu, tp, diantara penggantian preventif dengan menggunakan kriteria meminimumkan total downtime per unit waktu.
3.7. RCM (Reliability Centered Maintenance)
Reliability Centered Maintenance (RCM) merupakan sebuah proses teknik logika untuk menentukan tugas-tugas pemeliharaan yang akan menjamin sebuah perancangan sistem keandalan dengan kondisi pengoperasian yang spesifik pada sebuah lingkungan pengoperasian yang khusus (IAEA, 2008). Penekanan terbesar pada Reliability Centered Maintenance (RCM) adalah menyadari bahwa konsekuensi atau resiko dari kegagalan adalah jauh lebih penting dari pada karakteristik teknik itu sendiri. RCM dapat didefinisikan sebagai sebuah proses yang digunakan untuk menentukan apa yang harus dilakukan untuk menjamin bahwa beberapa asset fisik dapat berjalan secara normal melakukan fungsi yang diinginkan penggunanya dalam konteks operasi sekarang (present operating).
Prinsip – Prinsip RCM, antara lain:
1. RCM memelihara fungsional sistem, bukan sekedar memelihara suatu sitem/alat agar beroperasi tetapi memelihara agar fungsi sistem / alat tersebut sesuai dengan harapan.
No. Dok.: FM-GKM-TI-TS-01-01A; Tgl. Efektif : 01 Desember 2015; Rev : 0; Halaman : 1 dari 1
2. RCM lebih fokus kepada fungsi sistem daripada suatu komponen tunggal, yaitu apakah sistem masih dapat menjalankan fungsi utama jika suatu komponen mengalami kegagalan.
3. RCM berbasiskan pada kehandalan yaitu kemampuan suatu sistem/equipment untuk terus beroperasi sesuai dengan fungsi yang diinginkan
4. RCM bertujuan menjaga agar kehandalan fungsi sistem tetap sesuai dengan kemampuan yang didesain untuk sistem tersebut.
5. RCM mengutamakan keselamatan (safety) baru kemudian untuk masalah ekonomi.
6. RCM mendefinisikan kegagalan (failure) sebagai kondisi yang tidak memuaskan (unsatisfactory) atau tidak memenuhi harapan, sebagai ukurannya adalah berjalannya fungsi sesuai performance standard yang ditetapkan.
7. RCM harus memberikan hasil-hasil yang nyata / jelas, Tugas yang dikerjakan harus dapat menurunkan jumlah kegagalan (failure) atau paling tidak menurunkan tingkat kerusakan akaibat kegagalan.
Tujuan dari RCM adalah:
1. Untuk membangun suatu prioritas disain untuk memfasilitasi kegiatan perawatan yang efektif.
2. Untuk merencanakan preventive maintenance yang aman dan handal pada level-level tertentu dari sistem.
3. Untuk mengumpulkan data-data yang berkaitan dengan perbaikan item dengan berdasarkan bukti kehandalan yang tidak memuaskan.
No. Dok.: FM-GKM-TI-TS-01-01A; Tgl. Efektif : 01 Desember 2015; Rev : 0; Halaman : 1 dari 1
4. Untuk mencapai ketiga tujuan di atas dengan biaya yang minimum.
Karena RCM sangat menitikberatkan pada penggunaan predictive maintenance maka keuntungan dan kerugiannya juga hampir sama. Adapun keuntungan RCM adalah sebagai berikut:
1. Dapat menjadi program perawatan yang paling efisien.
2. Biaya yang lebih rendah dengan mengeliminasi kegiatan perawatan yang tidak diperlukan.
3. Minimisasi frekuensi overhaul.
4. Minimisasi peluang kegagalan peralatan secara mendadak.
5. Dapat memfokuskan kegiatan perawatan pada komponen-komponen kritis.
6. Meningkatkan reliability komponen.
7. Menggabungkan root cause analysis.
Adapun kerugian RCM adalah dapat menimbulkan biaya awal yang tinggi untuk training, peralatan dan sebagainya.
3.7.1. Langkah-Langkah Penerapan RCM
Sebelum menerapkan RCM, kita harus menentukan dulu langkah-langkah yang diperlukan dalam RCM. Adapun langkah-langkah yang diperlukan dalam RCM dijelaskan dalam bagian berikut (Smith, 2003):
3.7.1.1. Pemilihan Sistem dan Pengumpulan Informasi
Berikut ini akan dibahas secara terpisah antara pemilihan sistem dan pengumpulan informasi.
No. Dok.: FM-GKM-TI-TS-01-01A; Tgl. Efektif : 01 Desember 2015; Rev : 0; Halaman : 1 dari 1
1. Pemilihan Sistem
Ketika memutuskan untuk menerapkan program RCM pada fasilitas ada dua hal yang menjadi bahan pertimbangan, yaitu:
a. Sistem yang akan dilakukan analisis.
Proses analisis RCM sebaiknya dilakukan pada tingkat sistem bukan pada tingkat komponen. Dengan proses analisis pada tingkat sistem akan memberikan informasi yang lebih jelas mengenai fungsi dan kegagalan fungsi komponen terhadap sistem.
b. Seluruh sistem akan dilakukan proses analisis dan bila tidak bagaimana dilakukan pemilihan sistem.
Biasanya tidak semua sistem akan dilakukan proses analisis. Hal ini disebabkan karena bila dilakukan proses analisis secara bersamaan untuk dua sistem atau lebih proses analisis akan sangat luas. Selain itu, proses analisis akan dilakukan secara terpisah, sehingga dapat lebih mudah untuk menunjukkan setiap karakteristik sistem dari fasilitas (mesin/peralatan) yang dibahas.
2. Pengumpulan Informasi Pengumpulan informasi berfungsi untuk mendapatkan gambaran dan pengertian yang lebih mendalam mengenai sistem dan bagaimana sistem bekerja. Pengumpulan informasi juga akan dapat digunakan dalam analisis RCM pada tahapan selanjutnya. Informasi- informasi yang dikumpulkan dapat melalui pengamatan langsung di lapangan, wawancara, dan sejumlah buku referensi. Informasi yang
No. Dok.: FM-GKM-TI-TS-01-01A; Tgl. Efektif : 01 Desember 2015; Rev : 0; Halaman : 1 dari 1
dikumpulkan antara lain cara kerja mesin, komponen utama mesin, spesifikasi mesin dan rangkaian sistem permesinan.
3.7.1.2. Pendefinisian Batasan Sistem
Jumlah sistem dalam suatu fasilitas atau pabrik sangat luas tergantung dari kekompleksitasan fasilitas, karena itu perlu dilakukan definisi batas sistem. Lebih jauh lagi pendefinisian batas sistem ini bertujuan untuk menghindari tumpang tindih antara satu sistem dengan sistem lainnya.
3.7.1.3. Deskripsi Sistem dan Diagram Blok Fungsi
Dalam tahap ini ada tiga informasi yang harus dikembangkan yaitu deskripsi sistem, blok diagram fungsi, dan system work breakdown structure (SWBS).
1. Deskripsi Sistem
Langkah pendeskripsian sistem diperlukan untuk mengetahui komponen- komponen yang terdapat di dalam sistem tersebut dan bagaimana komponen- komponen yang terdapat dalam sistem tersebut beroperasi. Sedangkan informasi fungsi peralatan dan cara sistem beroperasinya dapat dipakai sebagai informasi untuk membuat dasar untuk menentukan kegiatan pemeliharaan pencegahan.
No. Dok.: FM-GKM-TI-TS-01-01A; Tgl. Efektif : 01 Desember 2015; Rev : 0; Halaman : 1 dari 1
2. Blok Diagram Fungsi
Melalui pembuatan blok diagram fungsi suatu sistem maka masukan, keluaran dan interaksi antara susb-sub sistem tersebut dapat tergambar dengan jelas.
3. System Work Breakdown Structure (SWBS)
System Work Breakdown Structure dikembangkan bersamaan dengan Program Evaluation and Review Technique (PERT) oleh Departemen Pertahanan Amerika Serikat (DoD). Pada tahap ini akan digambarkan himpunan daftar peralatan untuk setiap bagian-bagian fungsi sub sistem.
Sistem ini terdiri dari dua komponen utama yaitu diagram dan kode dari subsistem/komponen. Pada Gambar 3.2. berikut ini merupakan contoh system work breakdown structure (SWBS).
3.7.1.4. Fungsi Sistem dan Kegagalan Fungsi
Pada bagian ini, proses analisis lebih difokuskan pada kegagalan fungsi, bukan kepada kegagalan peralatan karena kegagalan komponen akan dibahas lebih lanjut di tahapan berikutnya (FMEA). Biasanya kegagalan fungsi memiliki dua atau lebih kondisi yang menyebabkan kegagalan parsial, minor maupun mayor pada sistem.
3.7.1.5. Failure Mode and Effect Analysis (FMEA)
FMEA merupakan suatu metode yang bertujuan untuk mengevaluasi desain sistem dengan mempertimbangkan bermacam-macam mode kegagalan dari
No. Dok.: FM-GKM-TI-TS-01-01A; Tgl. Efektif : 01 Desember 2015; Rev : 0; Halaman : 1 dari 1
sistem yang terdiri dari komponen-komponen dan menganalisis pengaruh- pengaruhnya terhadap keandalan sistem tersebut. Dengan penelusuran pengaruh- pengaruh kegagalan komponen sesuai dengan level sistem, item-item khusus yang kritis dapat dinilai dan tindakan-tindakan perbaikan diperlukan untuk memperbaiki desain dan mengeliminasi atau mereduksi probabilitas dari mode- mode kegagalan yang kritis. Teknik analisis ini lebih menekankan pada hardware orient atau bottom-up approach. Dari analisis ini kita dapat memprediksi komponen mana yang kritis, yang sering rusak dan jika terjadi kerusakan pada komponen tersebut maka sejauh mana pengaruhnya terhadap fungsi sistem secara keseluruhan, sehingga kita akan dapat memberikan perilaku lebih terhadap komponen tersebut dengan tindakan pemeliharaan yang tepat. Hal utama dalam FMEA adalah Risk Priority Number (RPN). RPN merupakan produk matematis dari keseriusan effect (severity), kemungkinan terjadinya cause akan menimbulkan kegagalan yang berhubungan dengan effect (occurrence), dan kemampuan untuk mendeteksi kegagalan sebelum terjadi (detection).
3.7.1.6. Logic Tree Analysis (LTA)
Penyusunan Logic Tree Analysis (LTA) memiliki tujuan untuk memberikan prioritas pada tiap mode kerusakan dan melakukan tinjauan dan fungsi, kegagalan fungsi sehingga status mode kerusakan tidak sama. Prioritas suatu mode kerusakan dapat diketahui dengan menjawab pertanyaan-pertanyaan yang telah disediakan dalam LTA ini.
No. Dok.: FM-GKM-TI-TS-01-01A; Tgl. Efektif : 01 Desember 2015; Rev : 0; Halaman : 1 dari 1
3.7.1.7. Pemilihan Tindakan
Pemilihan tindakan merupakan tahap terakhir dalam proses RCM. Proses ini akan menentukan tindakan yang tepat untuk mode kerusakan tertentu. Tugas yang dipilih dalam kegiatan preventive maintenance harus memenuhi syarat berikut:
a. Aplikatif, tugas tersebut akan dapat mencegah kegagalan, mendeteksi kegagalan atau menemukan kegagalan tersembunyi.
b. Efektif, tugas tersebut harus merupakan pilihan dengan biaya yang paling efektif diantara kandidat lainnya.
3.8. Pola Distribusi 3.8.1. Distribusi Weibull
Distribusi ini dikembangkan oleh W. Weibull pada awal tahun 1950.
Distribusi Weibull adalah salah satu distribusi yang penting pada teori reliability.
Distribusi Weibull sangat luas digunakan untuk analisa kehilangan performansi pada sistem kompleks di dalam sistem engineering. Secara umum, distribusi ini dapat digunakan untuk menjelaskan data saat waktu menunggu hingga terjadi kejadian dan untuk menyatakan berbagai fenomena fisika yang berbeda-beda.
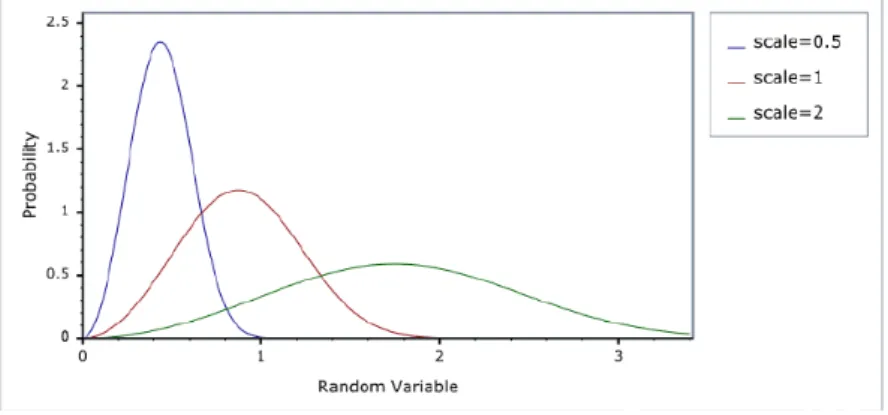
Dengan demikian, distribusi ini dapat diterapkan pada analisa resiko karena dapat menduga umur pakai (life time) komponen. Gambar pola distribusi weibull dapat dilihat pada Gambar 3.3.
Parameter β disebut dengan parameter bentuk atau kemiringan weibull (weibull slope), sedangkan parameter α disebut dengan parameter skala atau
No. Dok.: FM-GKM-TI-TS-01-01A; Tgl. Efektif : 01 Desember 2015; Rev : 0; Halaman : 1 dari 1
arakteristik hidup. Bentuk fungsi distribusi weibull bergantung pada parameter bentuknya (β), yaitu:
a. β < 1: Distribusi weibull akan menyerupai distribusi hyper-exponential dengan laju kerusakan cenderung menurun.
b. β = 1: Distribusi weibull akan menyerupai distribusi eksponensial dengan laju kerusakan cenderung konstan.
c. β > 1 : Distribusi weibull akan menyerupai distribusi normal dengan laju kerusakan cenderung meningkat.
Gambar 3.3. Pola Distribusi Weibull
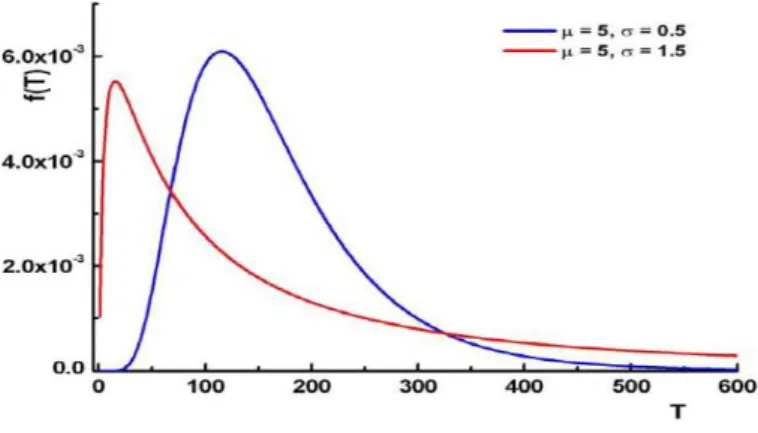
3.8.2. Distribusi Lognormal
Distribusi lognormal sangat cocok menggambarkan lamanya waktu perbaikan suatu komponen. Kosep reliability distribusi Lognormal tergantung pada nilai μ (rata-rata) dan σ (standar deviasi). Pola distribusi lognormal dapat diihat pada Gambar 3.4.
No. Dok.: FM-GKM-TI-TS-01-01A; Tgl. Efektif : 01 Desember 2015; Rev : 0; Halaman : 1 dari 1
Gambar 3.4. Pola Distribusi Lognormal
3.8.3. Distribusi Eksponensial
Distribusi ini secara luas digunakan dalam kehandalan dan perawatan. Hal ini dikarenakan distribusi ini mudah digunakan untuk berbagai tipe analisis dan memiliki laju kegagalan yang konstan selama masa pakai. Pola distribusi eksponensial dapat dilihat pada Gambar 3.5.
Gambar 3.5. Pola Distribusi Eksponensial
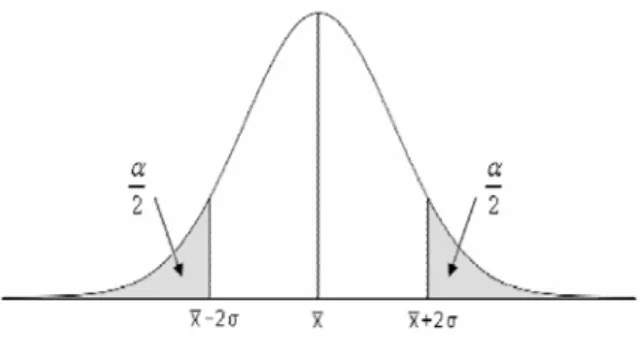
3.8.4. Distribusi Normal
Distribusi normal adalah distribusi yang paling sering dan umum digunakan. Distribusi normal disebut juga distribusi Gauss yang ditemukan oleh Carl Friedrich Gauss (1777-1855).
No. Dok.: FM-GKM-TI-TS-01-01A; Tgl. Efektif : 01 Desember 2015; Rev : 0; Halaman : 1 dari 1
Kosep reliability distribusi normal tergantung pada nilai μ (rata-rata) dan σ (standar deviasi). Pola distribusi normal dapat diihat pada Gambar 3.6.
Gambar 3.6. Pola Distribusi Normal
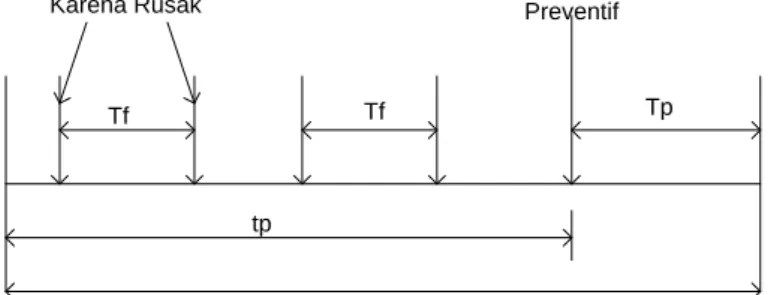
3.9. Interval Penggantian Komponen dengan Total Minimum Downtime Pada dasarnya downtime didefinisikan sebagai waktu suatu komponen sistem tidak dapat digunakan (tidak berada dalam kondisi yang baik), sehingga membuat fungsi sistem tidak berjalan (Gasperz, 1992). Berdasarkan kenyataan bahwa pada dasarnya prinsip utama dalam manajemen perawatan adalah untuk menekan periode kerusakan (breakdown period) sampai batas minimum, maka keputusan penggantian komponen sistem berdasarkan downtime minimum menjadi sangat penting. Tujuan untuk menentukan penggantian komponen yang optimum berdasarkan interval waktu, tp, diantara penggantian preventif dengan menggunakan kriteria meminimumkan total downtime per unit waktu, dapat dijelaskan pada Gambar 3.7.
No. Dok.: FM-GKM-TI-TS-01-01A; Tgl. Efektif : 01 Desember 2015; Rev : 0; Halaman : 1 dari 1
Satu Siklus tp
Tf Tf Tp
Penggantian Preventif Penggantian
Karena Rusak
Gambar 3.7. Penggantian Komponen Berdasarkan Interval Waktu
Berdasarkan Gambar 3.6, dapat dilihat bahwa total downtime per unit waktu untuk tindakan penggantian preventif pada waktu tp, dinotasikan sebagai D(tp) adalah:
H(tp) = Banyaknya kerusakan (kagagalan) dalam interval waktu (0,tp), merupakan nilai harapan (expected value)
Tf = Waktu yang diperlukan untuk penggantian komponen karena kerusakan.
Tp = Waktu yang diperlukan untuk penggantian komponen karena tindakan preventif (komponen belum rusak).
tp + Tp = Panjang satu siklus.
Meminimumkan total minimum downtime akan diperoleh tindakan penggatian komponen berdasarkan interval waktu tp yang optimum. Untuk komponen yang memiliki distribusi kegagalan mengikuti distribusi peluang tertentu dengan fungsi peluang f(t), maka nilai harapan (expected value) banyaknya kegagalan yang terjadi dalam interval waktu (0,tp) dapat dihitung sebagai berikut:
No. Dok.: FM-GKM-TI-TS-01-01A; Tgl. Efektif : 01 Desember 2015; Rev : 0; Halaman : 1 dari 1
H(0) ditetapkan sama dengan nol, sehingga untuk tp = 0, maka H(tp) = H(0) = 0.
3.10. Fault Tree Analysis (FTA)
Fault Tree Analysis (FTA) adalah suatu alat analisis yang membuat gabungan dari kesalahan atau kegagalan yang pasti terhadap suatu sistem. Teknik ini berguna untuk membuat atau menggambarkan dan menaksir kejadian dalam suatu sistem. Dengan demikian kejadian dapat normal atau tidak,tetapi urutan dan gabungannya sangat penting. FTA menunjukan kemungkinan-kemungkinan penyebab kegagalan sistem dari beberapa kejadian dan bermacam-macam masalah. FTA digunakan untuk reliability, maintainability, and safety analysis yang digunakan pada tahun 1961 di Laboratorium Bell untuk mengevaluasi minuteman launch control system untuk menhindari kelalaian yang tidak di sengaja. (Nikolaos. 2007).
Tujuan dari fault tree analysis (FTA) adalah untuk menunjukan kejadian yang berhubungan. Suatu model fault tree analysis disusun dan digambarkan dengan pendekatan dari atas ke bawah. Peristiwa yang utama merupakan top event ditempatkan paling atas. Basicevent adalah kejadian yang paling bawah dari kejadian-kejadian tersebut.
No. Dok.: FM-GKM-TI-TS-01-01A; Tgl. Efektif : 01 Desember 2015; Rev : 0; Halaman : 1 dari 1
3.10.1. Cut Set Method
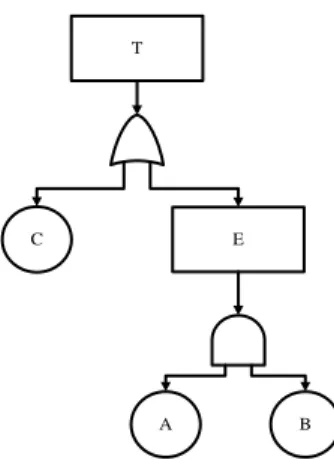
Cut set method menurut Clemens (2002) adalah kombinasi pembentukan pohon kesalahan yang mana bila semua terjadi akan menyebabkan peristiwa puncak. Cut set digunakan untuk mengevaluasi diagram pohon kesalahan dan diperoleh dengan menggambarkan garis melalui blok dalam sistem untuk menunjukkan jumlah minimum blok gagal yang menyebabkan seluruh sistem gagal. Sebagai contoh bisa dilihat pada Gambar 3.8
T
C E
B A
Gambar 3.8. Contoh Struktur CutSet
Peristiwa A, B, dan C membentuk peristiwa T. peristiwa A, B, dan C disebut cut set. Namun bukan kombinasi peristiwa terkecil yang menyebabkan peristiwa puncak.
Untuk mengetahuinya diperlukan minimal cut set. Minimal cut set ini adalah kombinasi peristiwa yang paling kecil yang membawa peristiwa yang sangat tidak diinginkan. Jika satu dari peristiwa-peristiwa dalam minimal cut set tidak terjadi, maka peristiwa puncak atau peristiwa yang tidak diiginkan tidak akan terjadi. Dengan kata lain minimal cut set merupakan akar penyebab yang paling terkecil berpotensial menyebabkan kecacatan (peristiwa puncak).
No. Dok.: FM-GKM-TI-TS-01-01A; Tgl. Efektif : 01 Desember 2015; Rev : 0; Halaman : 1 dari 1
3.10.2. Cut set Quantitative
Menurut Nikolaos (2007), perhitungan dalam fault tree analysis digunakan untuk mengetahui nilai probabilitas dari kejadian puncak yang terjadi. Untuk menghitung probabilitasnya diperlukan jumlah seluruh proses yang sukses dan kegagalan proses, hal ini ditunjukan dalam rumus berikutini:
Keterangan:
S = Sukses (produk/proses) F = Kegagalan (failure) PF = Probabilitas kegagalan
Untuk selanjutnya akan dihitung probabilitas dalam masing-masing gerbang yaitu:
1. Untuk gerbang OR, probabilitasmasing-masing peristiwa atau masukan mengalami perjumlahan dan pengurangan.
a. Untuk dua masukan PF = 1-[(1-Pa)(1-Pb)]
PF = PA + PB + PAPB
b. Untuk lebih dari dua masukan PF = PA + PB + PC
2. Untuk gerbang AND probabilitas masing-masing masukan dikalikan dalam gerbang AND, untuk masukan sejumlah dua atau lebih semua cara perhitungannya sama yaitu dikalikan.
3.11. Penelitian Terdahulu
No. Dok.: FM-GKM-TI-TS-01-01A; Tgl. Efektif : 01 Desember 2015; Rev : 0; Halaman : 1 dari 1 3.11.1. Perancangan Kebijakan Perawatan dan Penentuan Persediaan Spare Part di
Sub Sistem Evaporasi Pabrik Urea Kaltim-3 PT Pupuk Kalimantan Timur
Yuliana dan Prasetyawan (2012) dalam penelitiannya mengemukakan bahwa perawatan dilakukan untuk mencegah kegagalan sistem maupun untuk mengembalikan fungsi sistem jika kegagalan telah terjadi. Salah satu faktor yang perlu dipertimbangkan untuk mendukung pelaksanaan aktivitas perawatan adalah spare part. Jika spare part tidak tersedia pada saat dibutuhkan, maka akan menyebabkan biaya kehilangan produksi menjadi tinggi. Akan tetapi, jika spare part menumpuk terlalu lama di gudang, maka biaya penyimpanan spare part juga menjadi tinggi. Untuk mengatasi hal tersebut, maka diperlukan perancangan kebijakan perawatan. Kebijakan perawatan merupakan kegiatan yang harus dilakukan untuk menjaga agar suatu aset tetap berfungsi dengan baik sehingga shut down tidak terencana dapat dihindari.
Permasalahan dalam kasus yaitu aktivitas perawatan yang dilakukan di PKT masih menunjukkan adanya over dan under maintenance. Oleh karena itu akan dilakukan perancangan kegiatan perawatan dengan metode Reliability Centered Maintenance yang menghasilkan fungsi, kegagalan fungsi, serta Failure Mode and Effect Analysis (FMEA) yang kemudian dihasilkan kebijakan erawatan dan pelaksana teknis, serta data historis kerusakan yang digunakan untuk menghitung interval waktu perawatan. Selain itu juga dilakukan perhitungan persediaan spare part dengan memperhatikan lead time pemesanan komponen. Dengan menentukan kebijakan perawatan dan persediaan spare part yang tepat, maka biaya yang dikeluarkan dapat diminimalisir. Oleh karena itu,
No. Dok.: FM-GKM-TI-TS-01-01A; Tgl. Efektif : 01 Desember 2015; Rev : 0; Halaman : 1 dari 1
pada penelitian ini akan didefinisikan fungsi dan kegagalan fungsi sub sistem evaporasi, serta ditentukan FMEA sub sistem tersebut. Dan berdasarkan data FMEA tersebut, kemudian ditentukan keputusan program kebijakan perawatan yang tepat berdasarkan diagram RCM beserta interval waktu perawatan. Serta untuk menentukan waktu pemesanan yang optimal sehingga biaya inventori dapat dikurangi.
Sehingga setelah menerapkan metode RCM dalam menganalisis permasalahan, didapat hasil yaitu fungsi utama dari sub sistem evaporasi meningkatkan konsentrasi larutan urea dari 75% hingga menjadi 99,8%, kebijakan perawatan berdasarkan interval waktu perawatan yang dihasilkan dari hasil perhitungan, yaitu bearing 2-P-303 A, mechanical seal 2-P-303 A, dan bearing 2- P-401 A. Hal ini dikarenakan ketiga komponen tersebut tidak menyebabkan shut down jika terjadi kegagalan sehingga jika dilakukan maintenance pada kondisi produksi normal tidak diperlukan shut down sub sistem, dan perhitungan persediaan spare part hanya dilakukan untuk komponen yang pada aktivitas perawatannya membutuhkan penggantian komponen dan penggunaannya didasarkan pada interval waktu perawatan. Waktu pemesanan ini dapat ditentukan dari periode pada saat komponen diperlukan untuk digunakan dikurangi dengan lead time.
3.11.2. Perancangan RCM untuk Mengurangi Downtime Mesin pada Perusahaan Manufaktur Aluminium
No. Dok.: FM-GKM-TI-TS-01-01A; Tgl. Efektif : 01 Desember 2015; Rev : 0; Halaman : 1 dari 1
Palit dan Sutanto (2012) dalam penelitiannya mengemukakan bahwa kesalahan pada penerapan sistem maintenance akan berdampak pada kerugian perusahaan karena tidak efisiennya proses produksi. Permasalahan yang terjadi yaitu perbedaan hasil produksi antara target perusahaan dan kenyataan yang terjadi. Berdasarkan hasil wawancara didapatkan bahwa perbedaan antara target dan hasil yang diperoleh perusahaan disebabkan paling besar oleh downtime pada line produksi mesin 2500 Ton.
Sistem maintenance (pemeliharaan) pada perusahaan selama ini adalah breakdown maintenance, dimana menyebabkan perusahaan mengalami masalah downtime. Penurunan downtime dilakukan dengan cara memperbaharui sistem maintenance dengan menggunakan perencanaan pemeliharaan RCM.
Langkah awal untuk melakukan perancangan RCM adalah mengetahui mesin yang sering mengalami kegagalan, kemudian pembuatan Fault Tree Analysis (FTA) yang berfungsi untuk mengidentifikasi setiap kegagalan beserta akar masalah penyebab kegagalan yang dapat ditimbulkan dari setiap komponen mesin. Atas dasar pembuatan FTA, maka selanjutnya dibuatlah Failure Mode and Effect Analysis (FMEA) untuk hasil penilaian RPN yang digunakan untuk mengetahui komponen kritis dari sebuah mesin yang kemudian akan dibuat pengkategorian konsekuensi kegagalan yang terjadi pada setiap komponen mesin.
Sebagai langkah akhir, maka akan dilakukan penentuan konsekuensi kegagalan yang didasarkan atas 4 kategori, yaitu konsekuensi operasi, konsekuensi non operasi, konsekuensi kegagalan tersembunyi, dan konsekuensi keselamatan. Atas dasar penentuan konsekuensi kegagalan, maka diambil
No. Dok.: FM-GKM-TI-TS-01-01A; Tgl. Efektif : 01 Desember 2015; Rev : 0; Halaman : 1 dari 1
keputusan pemeliharaan RCM. Keputusan pemeliharaan RCM didasarkan pada 5 jenis pemeliharaan yaitu condition directed, time renewal directed restoration, time directed renewal replacement, failure finding, lubrication. Pada keputusan pemeliharaan RCM disertakan pula nilai Mean Time Between Failure (MTBF) untuk setiap komponen mesin yang mengalami kegagalan. MTBF merupakan pelengkap dari keputusan RCM ketika jenis kegagalan tidak termasuk ke dalam keputusan condition directed yang memiliki parameter pasti.
Berdasarkan perancangan RCM, maka perusahaan dapat menurunkan downtime hingga sebesar 58,07% dibandingkan kndisi awal. Selama ini waktu perbaikan dihabiskan untuk mencari penyebab dari kegagalan yang terjadi, dengan adanya perancangan RCM dapat diketahui penyebab kegagalan yang terjadi sehingga tidak perlu menghabiskan waktu untuk mencari penyebab kegagalan.
3.11.3. Perrancangan Preventive Maintenance pada Mesin Produksi di PT. Kharisma Abadi Sejati.
Wilson, dan Edi (2015) dalam penelitiannya mengemukakan bahwa Perawatan merupakan kegiatan untuk memelihara atau menjaga fasilitas pabrik dan mengadakan perbaikan atau pergantian yang memuaskan sesuai dengan apa yang direncanakan. Keandalan mesin merupakan aspek yang dapat mempengaruhi kelancaran produksi. Sehingga untuk menepis permasalahan tersebut perlu dilakukannya perbaikan ataupun pengembangan dari sistem perawatan mesin mesin produksi agar keandalan dari mesin mesin produksi terjaga.
No. Dok.: FM-GKM-TI-TS-01-01A; Tgl. Efektif : 01 Desember 2015; Rev : 0; Halaman : 1 dari 1
Permasalahan dalam kasus adalah tingginya kerusakan yang terjadi pada mesin mesin produksi perusahaan mengakibatkan tingginya angka downtime dengan rata rata 13.63% perbulan. Sehingga digunakan metode RCM yang mengaplikasikan Grey FMEA untuk merancang sistem perawatan mesin mesin produksi guna menekan angka downtime yang tinggi. Dimana setelah penerapan metode RCM didapat mesin yang memiliki kerusakan yang paling tinggi adalah mesin bor dengan frekuensi kerusakan 33,96 %, berikut komponennya yaitu spindle, motor NFAO3LG-011, v belt, dan radial ball bearing. Interval pergantian komponen usulan yang didapat adalah untuk spindle 33 hari, motor NFAO3LG- 011 36 hari, v belt 42 hari, dan radial ball bearing 43 hari. Dengan diterapkan nya sistem perawatan ususlan dengan metode RCM dapat menurunkan downtime sebesar 20,56%.
No. Dok.: FM-GKM-TI-TS-01-01A; Tgl. Efektif : 01 Desember 2015; Rev : 0; Halaman : 1 dari 1
BAB IV
METODOLOGI PEMECAHAN MASALAH
4.1. Tempat dan Waktu Penelitian
Penelitian ini dilakukan di PT. XYZ. Penelitian ini dilakukan pada bulan Februari 2016
4.2. Jenis Penelitian
Jenis penelitian yang dipakai dalam penelitian ini yaitu deskriptif research dimana penelitian dilakukan untuk memaparkan pemecahan masalah terhadap suatu masalah yang ada secara sistematis dan faktual berdasarkan data-data.
Penelitian ini meliputi proses pengumpulan, penyajian, dan pegolahan data, serta analisis dan interpretasi. (Sinulingga, 2013). Hasil penelitian bertujuan untuk memberikan usulan sistem perawatan mesin, usulan jadwal penggantian komponen mesin.
4.3. Objek Penelitian
Objek penelitian yang diamati adalah mesin yang memiliki tingkat kerusakan yang tinggi ditinjau dari nilai downtime tertinggi pada PT. XYZ
No. Dok.: FM-GKM-TI-TS-01-01A; Tgl. Efektif : 01 Desember 2015; Rev : 0; Halaman : 1 dari 1
4.4. Variabel Penelitian
Variabel-variabel yang terdapat dalam penelitian ini adalah sebagai berikut:
1. Variabel Dependen
Variabel dependen pada penelitian ini adalah kinerja mesin. Kinerja mesin merupakan hasil kerja mesin secara kuantitas maupun kualitas yang dicapai dalam tugas yang dibebankan sesuai standar
2. Variabel Independen
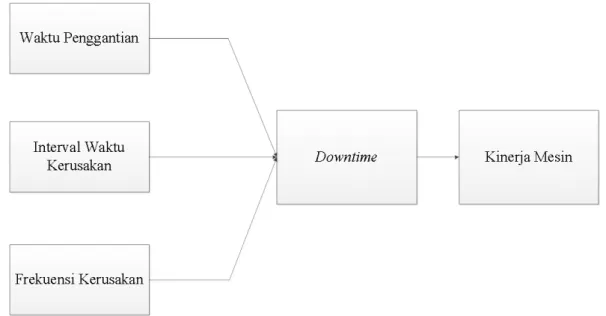
Variabel independen pada penelitian ini adalah interval waktu kerusakan yang menyatakan selang waktu antara kerusakan satu dengan kerusakan selanjutnya, waktu penggantian yang menyatakan waktu yang diperlukan sebuah komponen/mesin untuk diperbaiki, dan frekuensi kerusakan yang merupakan tingkat atau fraksi waktu komponen/mesin dalam keadaan tidak baik/tidak dapat digunakan.
3. Variabel Intervening
Variabel intervening pada penelitian ini adalah downtime. Downtime adalah yang menunjukkan waktu diperlukan mesin/komponen pada keadaan tidak beroperasi ataupun waktu yang diperlukan untuk melakukan perbaikan sewaktu mengalami kerusakan, sehingga menjadi faktor secara teoritis mempengarui fenomena yang diobservasi.
4.5. Kerangka Konseptual
Kerangka konseptual meruapakan suatu bentuk kerangka berpikir dalam
No. Dok.: FM-GKM-TI-TS-01-01A; Tgl. Efektif : 01 Desember 2015; Rev : 0; Halaman : 1 dari 1
penelitian yang digunakan sebagai pendekatan dalam pemecahan masalah. Suatu penelitian dapat dilaksanakan apabila tersedianya sebuah perancangan kerangka konseptual yang baik sehingga langkah-langkah penelitian lebih sistematis.
Kerangka konseptual inilah yang merupakan landasan awal dalam melaksanakan penelitian. Berikut kerangka konseptual digambarkan pada Gambar 4.1.
Gambar 4.1. Kerangka Konseptual
4.6. Metode Pengumpulan Data 4.6.1. Sumber Data
Data yang diperlukan dalam penelitian ini adalah :
1. Data primer dalam penelitian ini adalah hasil yang didapat dari wawancara tentang proses produksi dan cara kerja mesin/prosedur pengoperasian mesin, dan hasil kuesioner untuk identifikasi penyebab kerusakan.
No. Dok.: FM-GKM-TI-TS-01-01A; Tgl. Efektif : 01 Desember 2015; Rev : 0; Halaman : 1 dari 1
2. Data sekunder dalam penelitian ini adalah data yang didapat dari historis perusahaan yaitu data historis downtime, kerusakan mesin, interval waktu kerusakan, dan waktu perbaikan.
4.6.2. Metode Pengumpulan
Metode yang digunakan dalam mengumpulkan data, yaitu:
1. Wawancara
Kegiatan wawancara dilakukan dengan melakukan tanya jawab terhadap penanggung jawab bagian produksi dan bagian bengkel.
2. Dokumentasi
Dokumentasi yang diambil adalah dokumen-dokumen perusahaan, baik historis maupun sekarang. Dokumentasi dilakukan terhadap data sekunder yang dibutuhkan dalam penelitian.
3. Kuesioner
Kegiatan pengisian kuesioner dilakukan untuk mendapatkan data yang dibutuhkan. Kegiatan pengisian kuesioner ini diberikan kepada kepala bengkel, kepala produksi dan operator mesin yang mengalami kerusakan paling tinggi.
4.6.3. Instrumen Penelitian
Instrumen yang digunakan dalam penelitian ini adalah:
1. Kuesioner yang digunakan untuk mendapatkan data yang dibutuhkan.
2. Pedoman lembar kerja dan wawancara yang digunakan untuk mengisi data- data yang diperlukan