BUKU AJAR
TEKNIK PENGENDALIAN KUALITAS
Oleh :
Tim Dosen Mata kuliah Teknik Pengendalian Kualitas
Program Studi Teknik Industri
Fakultas Teknik
Universitas Wijaya Putra
KATA PENGANTAR
Mata kuliah Teknik Pengendalian Kualitas merupakan jenis mata kuliah keahlian berkarya di program Studi Teknik Industri Fakultas Teknik Universitas Wijaya Putra. Buku ajar Teknik Pengendalian Kualitas ini berisi teori-teori, konsep, maupun teknik kualitas di bidang industri umumnya. Program kuliah direncanakan menggunakan pendekatan student center learning dimana mahasiswa harus aktif mencari bahan-bahan sendiri melalui text book maupun melalui online reading yang direkomendasikan.
Mudah-mudahan buku ajar Teknik Pengendalian Kualitas ini dapat membantu menambah bahan belajar bagi mahasiswa teknik industri. Terima kasih kepada seluruh pihak-pihak yang telah membantu penyusunan buku ajar ini. Demi penyempurnaan buku ajar ini, kami mengharapkan kepada semua pihak untuk dapat memberikan masukan dan saran.
Program Studi Teknik Industri UWP
1
BAB 1
PENGENALAN KUALITAS
1. Tujuan Instruksional
Setelah kuliah selesai mahasiswa diharapkan dapat memahami Urgensi pengendalian kualitas
Banyak ahli yang mendefinisikan kualitas secara garis besar orientasinya adalah kepuasan pelanggan yang merupakan tujuan perusahaan atau organisasi yang berorientasi pada kualitas. Berikut ini adalah pendapat beberapa ahli mengenai kualitas :
H.L. Gilmore : Kualitas adalah suatu kondisi di mana produk sesuai dengan desain atau spesifikasi tertentu. William W. Scherkenbach : Kualitas ditentukan oleh konsumen, konsumen
ingin produk atau jasa, dalam seluruh kehidupannya, terpenuhi kebutuhan dan harapannya, pada suatu harga tertentu yang menunjukkan nilai produk tersebut.
J.M. Juran : Kualitas adalah kesesuaian dengan tujuan atau manfaatnya.
Ross Hohnson & William O. Winchell
: Kualitas adalah keseluruhan ciri dan karakteristik produk atau jasa yang berkaitan dengan kemampuannya memenuhi kebutuhan atau kepuasan.
Program Studi Teknik Industri UWP
2
Philip B. Crosby : Kualitas merupakan kesesuaian dan kebutuhanyang meliputi availability, delivery, reliability, maintainability dan cost effectiveness.
A.V. Feigenbaum : Kualitas merupakan keseluruhan gabungan karakteristik produk dan jasa yang meliputi marketing, engineering, manufacture dan maintenance melalui mana produk atau jasa dalam pemakaian akan sesuai dengan harapan pelanggan.
David L. Goetsch & Stanley Davis
: Kualitas adalah suatu kondisi dinamis yang berkaitan dengan produk, pelayanan, orang, proses dan lingkungan yang memenuhi dan melebihi apa yang diharapkan.
Dari beberapa pendapat tesebut di atas, secara garis besar kualitas adalah keseluruhan ciri atau karakteristik produk atau jasa yang bertujuan untuk memenuhi kebutuhan dan keinginan konsumen.
1.2 Tujuan Pengendalian Kualitas
Untuk menjaga konsistensi kualitas produk dan jasa yang dihasilkan dan sesuai tuntutan kebutuhan pasar, perlu dilakukan pengendalian kualitas (quality control) atas aktivitas yang dijalani. Dari pengendalian kualitas yang berdasarkan inspeksi dengan penerimaan produk yang memenuhi syarat dan penolakan yang tidak memenuhi syarat sehingga banyak bahan, tenaga dan waktu yang terbuang, muncul pemikiran untuk menciptakan sistem yang dapat mencegah timbulnya masalah mengenai kualitas agar kesalahan yang pernah terjadi tidak terulang lagi.
Istilah kualitas tidak terlepas dari manajemen kualitas yang mempelajari setiap area dari manajemen operasi dari perencanaan lini produk dan fasilitas, sampai penjadwalan dan memonitor hasil. Kualitas memerlukan suatu proses perbaikan yang terus-menerus. Berikut ini dijelaskan mengenai sangat pentingnya istilah kualitas bagi suatu organisasi atau perusahaan, karena:
Reputasi perusahaan
Program Studi Teknik Industri UWP
3
Oleh karena itu, perusahaan tersebut dikenal oleh masyarakat luas dan mendapatkan nilai ‘lebih’ di mata konsumen. Karena nilai ‘lebih’ itulah maka perusahaan tersebut dipercaya konsumen. Penurunan biaya
Dalam paradigma lama, untuk menghasilkan produk berkualitas selalu membawa dampak pada peningkatan biaya. Suatu produk yang berkualitas selalu identik dengan harga mahal. Hal ini jelas terjadi karena penghasil produk atau jasa tersebut masih menganut paradigma lama, dan membuat produk atau jasa dengan tidak melihat kebutuhan konsumen. Produk yang dihasilkan tersebut dibuat sesuai kemampuan perusahaan, sehingga standar kualitas yang digunakan juga hanya ditetapkan oleh pihak perusahaan. Kondisi demikian membuat produk atau jasa yang telah dihasilkan tidak akan laku terjual karena konsumen tidak menginginkannya.
Sementara paradigma baru mengatakan bahwa untuk menghasilkan produk atau jasa yang berkualitas, perusahaan tidak perlu mengeluarkan biaya tinggi. Hal ini dikarenakan perusahaan berorientasi pada kepuasan konsumen, yaitu berdasarkan jenis, tipe, waktu dan jumlah produk yang dihasilkan sesuai dengan kebutuhan dan harapan pelanggan. Dengan demikian tidak ada pemborosan yang terjadi yang harus dibayar mahal oleh perusahaan. Sehingga pendapat bahwa ‘quality has no cost’ dapat dicapai dengan tidak menghasilkan produk atau jasa yang tidak dibutuhkan pelanggan.
Peningkatan pangsa pasar
Pangsa pasar akan meningkat bila minimasi biaya tercapai, sehingga harga dapat ditekan walau kualitas tetap menjadi yang utama. Hal-hal inilah yang mendorong konsumen untuk membeli dan membeli lagi produk atau jasa tersebut hingga pangsa pasar meningkat.
Pertanggungjawaban produk
Dengan semakin meningkatnya kualitas produk atau jasa yang dihasilkan, maka perusahaan akan semakin bertanggung jawab terhadap desain, proses dan pendistribusian produk tersebut untuk memenuhi kebutuhan dan keinginan konsumen. Selain itu pihak perusahaan tidak perlu lagi mengeluarkan biaya begitu besar hanya untuk memberikan jaminan terhadap produk yang ditawarkannya.
Dampak internasional
Bila perusahaan mampu memberikan produk yang berkualitas, maka selain dikenal pasar lokal, produk yang ditawarkan juga akan dikenal dan diterima di pasar internasional. Hal ini akan menimbulkan kesan yang baik terhadap perusahaan tersebut.
Program Studi Teknik Industri UWP
4
Kualitas akan membuat produk atau jasa dikenal dan hal ini akan membuat perusahaan tersebut juga dikenal dan dipercaya masyarakat luas. Dengan demikian tingkat kepercayaan pelanggan dan masyarakat umumnya akan bertambah dan perusahaan tersebut akan lebih dihargai. Hal ini akan menimbulkan fanatisme tertentu dari konsumen terhadap produk-produk yang dihasilkan perusahaan tersebut. Kualitas yang dirasakan
Persaingan yang saat ini bukan lagi masalah harga melainkan kualitas produk. Hal inilah yang mendorong konsumen untuk mau membeli produk dengan harga tinggi dengan kualitas yang tinggi pula. Tetapi kualitas mempunyai banyak dimensi yang bersifat subyektif. Oleh karena itu, yang dimaksud dengan kualitas bukan hanya kualitas produk itu sendiri, melainkan kualitas secara menyeluruh (Total Quality). Total Quality merupakan suatu pendekatan untuk melaksanakan bisnis yang berusaha memaksimumkan persaingan organisasi melalui perbaikan secara menyeluruh dalam kualitas produk, pelayanan, orang, proses dan lingkungan.
1.3. Konsep Kualitas pada Industri Manufaktur
Program Studi Teknik Industri UWP
5
Fitness for Consumer UseProduction Quality of Conformance Marketing
- Conformance to Specifications - Cost
Quality of Design
- Quality Characteristics - Price
The Meaning of
Producer's Perspective Consumer's Perspective
Gambar 1.1. Dua Perspektif Kualitas
Apabila kita perhatikan, maka kedua perspektif tersebut akan bertemu pada satu kata
“fitness for consumer use”. Kesesuaian untuk digunakan tersebut merupakan kesesuaian antara konsumen dengan produsen, sehingga dapat membuat suatu standar yang disepakati bersama dan dapat memenuhi kebutuhan dan harapan kedua belah pihak.
Kualitas pada industri manufaktur selain menekankan pada produk yang dihasilkan, juga perlu diperhatikan kualitas pada proses produksi. Bahkan yang terbaik adalah apabila perhatian pada kualitas bukan pada produk akhir, melainkan pada proses produksinya atau produk yang masih ada dalam proses (work in process), sehingga bila diketahui ada cacat atau kesalahan masih dapat diperbaiki. Dengan demikian, produk akhir yang dihasilkan adalah produk yang bebas cacat dan tidak ada lagi pemborosan yang harus dibayar mahal karena produk tersebut harus dibuang atau dilakukan pengerjaan ulang.
1.4. Pengendalian Kualitas Produksi
Kualitas (mutu) suatu produk adalah gabungan seluruh karakteristik produk dan pelayanan baik dari segi rekayasa, manufaktur, pemasaran, sampai perawatan dan pelayanan purna jualnya.
Program Studi Teknik Industri UWP
6
Produk yang memiliki kecocokan dalam penggunaan. Produk yang memiliki spesifikasi produsen. Produk yang memenuhi keinginan konsumen.
Maka pengendalian kualitas dapat diartikan sebagai kesesuaian dan kepuasan antara nilai, produsen dan konsumen atas suatu produk. Kesesuaian dan kepuasan tersebut mencangkup kualitas produk, biaya-biaya (penyimpanan, produksi, penjualan dan layanan purna jual), tingkat kenyamanan dan keselamatan dan moral (nilai).
Adapun maksud dan tujuan dari pengendalian kualitas adalah agar spesifikasi produk yang telah ditetapkan terdapat dalam setiap proses produksi terutama tercermin dalam produk akhir. Sedikitnya ada dua hal yang menjadi tujuan pengendalian kualitas, yaitu :
Agar hasil produksi mencapai standard yang telah ditetapkan.
Mengusahakan agar biaya-biaya dapat ditekan serendah mungkin (biaya inspeksi, design,
dan proses).
1.5. Variasi Kualitas Dalam Proses Produksi
Dalam sebuah proses produksi tidak akan dihasilkan produk yang benar-benar sama kualitasnya namun selalu terjadi variasi karakteristik pada produk tersebut. Berikut adalah variasi kualitas yang mungkin terjadi pada proses produksi :
Dalam produk itu sendiri.
Variasi kualitas ini karakteristiknya adalah dalam suatu produk terukur tidak simetris atau homogen yang dilihat dari produk itu sendiri. Misalnya terdapat panjang yang berbeda antara ujung kanan dan kirinya.
Antar produk yang diproduksi.
Variasi kualitas ini karakteristiknya adalah suatu produk yang terukur tidak simetris atau homogen dengan produk lainnya walaupun diproduksi pada waktu yang produksi yang sama. Antar waktu produksi.
Program Studi Teknik Industri UWP
7
PENGERTIAN KUALITASKualitas mempunyai pengertian / definisi yang beragam, keragaman ini dapat dilihat dari sudut pandang waktu dan dari sudut pandang disiplin kelilmuan. Dilihat dari sudut pandang waktu pengertian kualitas dapat dibedakan dari definisi klasik dan moderen, sedangkan dari sudut pandang keilmuan definisi kualitas dapat dikelompokkan menjadi ; (1) Pendektan transenden dari filsafat; (2) Pendekatan berdasarkan produk dari ekonomi; (3) Pendektan berdasarkan penggunan dari ekonomi, pemasaran dan manajemen oeprasi; (4) pendekatan berdasarkan manufaktur dan (5) Pendekatan berdasarkan nilai dari manajemen operasi
Definisi Klasik :
Kualitas adalah derajat kesesuain terhadap standar atau karakteristik langsung dari produk : Seperti performansi (performance), keandalan (reability), mudah dalam penggunaan (easy to use), estetika (esthetics), dll.
Definisi Moderen : ISO 8402 ( quality Vocabulary )
Kualitas adalah totalitas dari karakteristik suatu produk yang menunjang kemampuannya untuk memuaskan kebutuhan pelanggan yang dispesifikasikan atau ditetapkan.
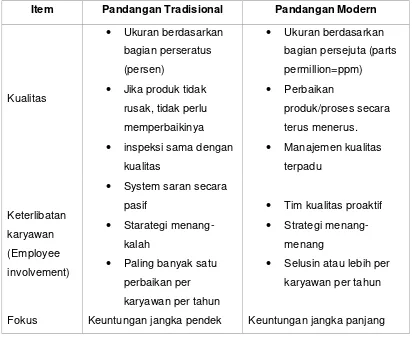
Perbedaan pengertian kualitas menutur pandangan tradisional/klasik dengan pandangan moderen dapat kita lihat pada tabel berikut ini.
Tabel 1.1. Pandangan Tradisional dan Moderen Tentang Kualitas Pandangan Tradisional Pandangan Moderen
Program Studi Teknik Industri UWP
9
Ukuran performansi pandangan tradisional dengan modern juga berbeda, perbedaan ini dapat kita lihat pada table berikut.Tabel 1.2. Tingkat Performansi (performance level) Terhadap kualitas berdasarkan pandangan Tradisional dan Moderen
Fokus Keuntungan jangka pendek Keuntungan jangka panjang
Program Studi Teknik Industri UWP
10
Kualitas Produk dan Kualitas Servis
Contoh Aplikasi Konsep Kualitas Berfokus Pelanggan (moderen) pada Perusahaan Ricoh di Jepang
Perusahaan Ricoh (Ricoh Company, Ltd., Tokyo), sejak pertengahan tahun 1970-an telah menerapkan konsep kualitas berfokus pada pasar (pelanggan), dan memenangkan medali Deming (Deming prize, suatu penghargaan kualitas peling bergengsi di Jepang.
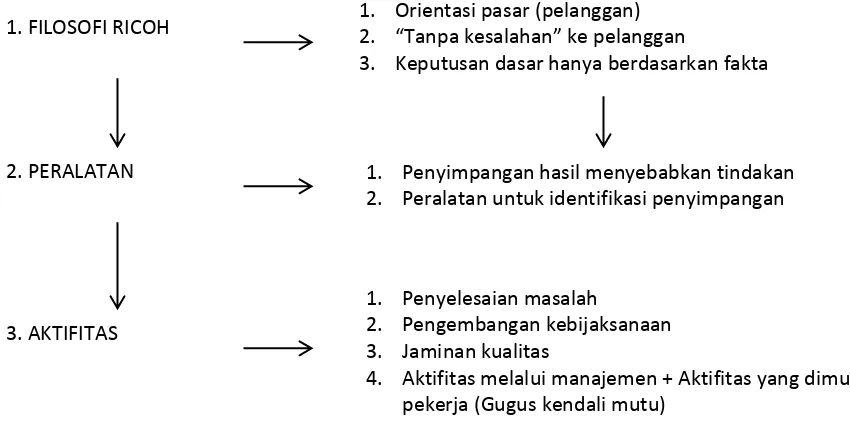
Ricoh membagi konsep pengendalian kualitas total (total quality control concep) ke dalam tiga area, yaitu: 1. filosofis, 2. peralatan, dan 3. aktifitas, seperti ditunjukkan dalam gambar berikut
Gambar 1.1 Konsep pengendalian kualitas total pada Ricoh Company, Ltd., Tokyo 1. FILOSOFI RICOH
2. PERALATAN
1. Orientasi pasar (pelanggan) 2. “Tanpa kesalahan” ke pelanggan
3. Keputusan dasar hanya berdasarkan fakta
1. Penyimpangan hasil menyebabkan tindakan 2. Peralatan untuk identifikasi penyimpangan
1. Penyelesaian masalah
2. Pengembangan kebijaksanaan 3. Jaminan kualitas
4. Aktifitas melalui manajemen + Aktifitas yang dimulai dari pekerja (Gugus kendali mutu)
Program Studi Teknik Industri UWP
11
Pengertian Kualitas berdasarka Sudut Pandang Bidang Keilmuan
Kualitas produk menjadi sesuatu yang berkembang cepat dan merupakan sebuah isu kompetitif yang penting. Keandalan (Reliabel) yang superior dari banyak produk Jepang telah membakar kesadaran manajer Amerika mencari sesuatu yang lebih baik. Sebagai tambahan, beberapa survei telah mengungkapkan ketidak puasan/kekecewaan konsumen dengan tingkat kualitas dan servis yang ada dari produk yang mereka beli. Dalam studi terbaru dari unit bisnis dari banyak perusahaan Amerika Utara , manajer menyebutkan bahwa “memproduksi dengan standar kualitas yang tinggi” sebagai perhatian dari pimpinan mereka sekarang.
Literatur akademis tentang kualitas belum menguraikan secara luas. Masalahnya adalah satu diantara hal-hal berikut : Para ahli dari empat disiplin ilmu ; filsafat ( philosophy ), ekonomi ( economics), Pemasaran (marketing) dan manajemen operasi (operation management) , mempunyai pertimbangan tersendir tentang subjek itu, yang berbeda antara satu kelompok dengan kelompok lain.. Filsafat berfokus pada isu definisi; ekonomi pada maksimalisasi keuntungan dan keseimbangan pasar; pemasaran pada batasan (determinant) dari tingkah laku membeli dan kepuasan konsumen; dan manajemen operasi pada praktek keteknikan dan kontrol produksi. akbiatnya adalah timbulnya persaingan pandangan , setiap kelompok berdasarkan pada sebuah kerangka analisis yang berbeda dan mempraktekkan dengan terminologi sendiri.
Pada waktu yang bersamaan, sejumlah tema umum bermunculan. Semua tema tersebut mempunyai implikasi manajemen yang penting. Pada bagian konseptual, setiap disiplin mempunyai kaitan dengan pertanyaan berikut; Apakah kualitas itu obyektif atau subyektif ? apakah dia tidak dipengaruhi oleh waktu (timeless) atau dibatasi oleh batasan sosial (socially determined ) ? Kenyataan lainnya bahwa ketertarikan berfokus pada hubungan-hubungan dari kualitas. Untuk contoh, adakah hubungan antara kualitas dan harga ? Antara kualitas dan periklanan ? Antara kualitas dengan biaya ? Antara kualitas dengan pangsa pasar? Lebih umum apakah peningkatan kualitas mengarahkan pada keuntungan yang lebih tinggi atau lebih rendah ?
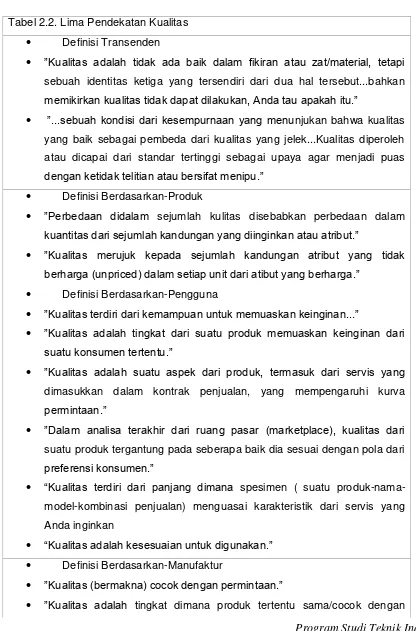
Lima Pendekatan Dalam Penentuan Kualitas
Program Studi Teknik Industri UWP
12
operasi. Tabel berikut menyajikan contoh yang mewakili setiap pendekatan.
Tabel 2.2. Lima Pendekatan Kualitas Definisi Transenden
”Kualitas adalah tidak ada baik dalam fikiran atau zat/material, tetapi sebuah identitas ketiga yang tersendiri dari dua hal tersebut...bahkan memikirkan kualitas tidak dapat dilakukan, Anda tau apakah itu.”
”...sebuah kondisi dari kesempurnaan yang menunjukan bahwa kualitas yang baik sebagai pembeda dari kualitas yang jelek...Kualitas diperoleh atau dicapai dari standar tertinggi sebagai upaya agar menjadi puas dengan ketidak telitian atau bersifat menipu.”
Definisi Berdasarkan-Produk
”Perbedaan didalam sejumlah kulitas disebabkan perbedaan dalam kuantitas dari sejumlah kandungan yang diinginkan atau atribut.”
”Kualitas merujuk kepada sejumlah kandungan atribut yang tidak berharga (unpriced) dalam setiap unit dari atibut yang berharga.”
Definisi Berdasarkan-Pengguna
”Kualitas terdiri dari kemampuan untuk memuaskan keinginan...”
”Kualitas adalah tingkat dari suatu produk memuaskan keinginan dari suatu konsumen tertentu.”
”Kualitas adalah suatu aspek dari produk, termasuk dari servis yang dimasukkan dalam kontrak penjualan, yang mempengaruhi kurva permintaan.”
”Dalam analisa terakhir dari ruang pasar (marketplace), kualitas dari suatu produk tergantung pada seberapa baik dia sesuai dengan pola dari preferensi konsumen.”
“Kualitas terdiri dari panjang dimana spesimen ( suatu produk-nama-model-kombinasi penjualan) menguasai karakteristik dari servis yang Anda inginkan
“Kualitas adalah kesesuaian untuk digunakan.” Definisi Berdasarkan-Manufaktur
”Kualitas (bermakna) cocok dengan permintaan.”
Program Studi Teknik Industri UWP
13
terhadap rancangan atau spesifikasi. Definisi Berdasarkan-Nilai.
”Kualitas adalah tingkat dari kesempurnaan pada suatu harga yang diterima dan variabel yang terkontrol pada suatu biaya yang diterima.” Kualitas bermakna terbaik untuk kondisi konsumen tertentu.
Kondisi-kondisi ini adalah (a) guna sebenarnya dan (b) harga jual dari produk tersebut.”
Potensi Konflik.
Perbedaan pendekatan terhadapa kualitas ini dapat mengakibatkan kemacetan komunikasi dalam perusahaan. Sebagai contoh, kebanyakan perusahaan barang-barang konsumsi sekarang merubah pandangan terhadap praktek dari manajemen kualitas. Perusahaan lebih tertarik pada penilaian proses pengenalan produk baru yang dianggap sebagai kunci untuk berhasil dalam persaingan. Terhadap hal ini ada dua pandangan yang berbeda. Satu grup merasa bahwa proses tersebut mesti berhasil dengan cepat: produk baru muncul secara berkala, konplain dari konsumen sedikit, dan barang yang rusak tidak dikirimkan kepada pedagang dalam jumlah yang besar. Grup yang lainnya merasa bahwa proses harus menjadi revamped sebab kuliatas begitu buruk; peluncuran produk baru sering memperlambat ketika perancangan merubah konfigurasi untuk mengadopsi pada kebutuhan manufaktur, dan material dan labor berbeda dari beberapa ratus ribu dollar telah incurred sebab oleh tidak terantisipasinya rework dan scrap.
Disebabkan oleh ketidak sesuaian ini, proyek cepat untuk gagal. Perkembangan selanjutnya memerlukan pemahaman bahwa satu grup mempergunakan definisi kualitas berdsarkan-pengguna sedang yang lainnya mempergunakan pendekatan berdasarkan manufaktur. Hanya kemudian kedua grup biasanya setuju pada masalah yang biasanya dihadapi.
Kebutuhan Akan Definisi Yang Berbeda
Program Studi Teknik Industri UWP
14
kualitas adalah sumber amsalah yang sering. Untuk contoh, sebuah perusahaan manufaktur orang Jepang akhir ini mengalami bahwa newsprint rolls dia gagal untuk memuaskan konsumen walaupun mereka telah memenuhi standar industri Jepang. Konformansi adalah sangat bagus, menggambarkan pendekatan berdsarkan manufaktur dari kualitas, tetapi penerimaan (acceptance) adalah jelek. Rolls yang lain dari newsprint, walaupun , mengakibatkan tidak ada komplain dari konsumen sekalipun mereka gagal untuk memenuhi standar. Sebuah manufaktur US yang menjadi pemimpin dibidang AC ruangan mengahadapi masalah yang berbeda. Produk dia diterima baik oleh konsumen dan memperoleh rating tinggi. Reject , scrap dan biaya garansi begitu tinggi, akan tetapi , kehilangan yang besar were incurred.. Selagi rancangan produk sesuai dengan kebutuhan konsumen, kegagalan untuk mengikuti dengan konformasnsi yang ketat pada biaya manufaktur perusahaan tersebut dearly. Contoh-contoh ini menyarankan kebutuhan untuk membuat satu pendekatan terhadap kualitas selagi produk mulai dari rancangan sampai ke pasar. Karakteristik kualitas yang mempunyai arti lain harusnya pertama diidentifikasi dari penelitian pasar ( kualits berdasarkan-pengguna) Karakteristik-karakteristik ini harusnya di translate ke dalam atribut-atribut produk yang dapat dididentifikasi (pendekatan kualitas berdasarkan-produk); dan proses manufaktur harusnya kemudian di organisasikan untuk memastikan bahwa produk tersebut dibuat sesuai dengan spesifikasi ini( pendekataan kualitas berdasarkan manufaktur). Sebuah proses yang mengenyampingkan setiap sesuatu dari tahapan ini tidak akan menghasilkan produk berkualitas. Kesemuanya dari tiga pandangan adalah penting dan harus diperhatiknan dengan baik.
Program Studi Teknik Industri UWP
15
Daftar pustaka:
- Heizer, Jay & Barry Render, Operations Management, edisi ketujuh, Penerbit Salemba Empat,2005
- Creech, Bill, Lima Pilar TQM, Binarupa Aksara,1996
- Diadaptasi dari,
Whath Does “Product Quality” Really Mean ?
, by David A Garvin, Sloan
Management Review (pre-1986); Fall 1984, Harvad University
Program Studi Teknik Industri UWP
16
Ko n s e p Ku a lita s p a d a In d u s tr i Ma n u fa k tu r dan Jasa
Banyak ahli yang mendefinisikan kualitas yang secara garis besar orientasinya adalah kepuasan pelanggan yang merupakan tujuan perusahaan atau organisasi yang berorientasi pada kualitas. Dari beberapa definisi terdahulu, dapat katakan bahwa secara garis besar, kualitas adalah keseluruhan cirri atau karakteristik produk atau jasa dalam tujuannya untuk memenuhi kebutuhan dan harapan pelanggan. Pelanggan yang dimaksud di sini bukan .pelanggan atau konsumen yang hanya.datang sekali untuk mencoba dan tidak pernah kembali lagi, melainkan mereka yang datang berulang-ulang membeli dan membeli. Meskipun demikian, konsumen yang baru satu kali datang juga harus dilayani sebaik-baiknya, karena kepuasan pertama inilah yang akan membuat pelanggan datang dan datang lagi.
Secara umum dapat dikatpkan bahwa kualitas produk atau jasa itu akan diwujudkan bila orientasi seluruh kegiatan perusahaan atau organisasi tersebut berorientasi pada kepuasan pelanggan (Customer Satisfaction). Apabila diutarakan secara rinci, kualitas memiliki dua perspektif, yaitu perspektif produsen dan perspektif konsumen, di rnana bila kedua hal tersebut disatukan maka akan dapat tercapai kesesuaian antara kedua sisi tersebut yang dikenal sebagai kesesuaian untuk digunakan oleh konsumen.
Apabila diperhatikan, maka kedua perspektif tersebut akan bertemu pada satu kata "Fitness for Consumer Use". Kesesuaian untuk digunakan merupakan kesesuaian antara konsumen dengan produsen, sehingga membuat suatu standar yang disepakati bersama dan dapat memenuhi kebutuhan dan harapan kedua belah pihak. Kegiatan pengendalian kualitas tidak hanya meliputi penetapan standar produk atau proses dari pihak melainkan standar yang ditetapkan produsen tersebut juga harus sesuai dengan spesifikasi atau toleransi yang ditetapkan oleh pihak konsumen.
Selanjutnya, ada beberapa dimensi kualitas untuk industri manufaktur dan jasa. Dimensi ini digunakan untuk melihat dari sisi manakah kualitas dinilai. Tentu saja perusahaan ada yang menggunakan salah satu dari sekian banyak dimensi kualitas yang ada, namun ada kalanya yang membatasi hanya pada salah satu dimensi tertentu. Yang dimaksud dimensi kualitas tersebut, telah diuraikan oleh Garvin (1996) untuk industri manufaktur, meliputi:
Performance, yaitu kesesuaian produk dengan fungsi utama produk itu sendiri atau karakteristik operasi dari suatu produk.
Feature, yaitu ciri khas produk yang membedakan dari produk lain yang merupakan karakteristik pelengkap dan mampu menimbulkan kesan yang baik bagi pelanggan.
Program Studi Teknik Industri UWP
17
handalannya atau karena kemungkinan kerusakan yang rendah.
Conforrnance, yaitu kesesuaian produk dengan syarat atau ukuran tertentu atau sejauh mana karakteristik desain dan operasi memenuhi standar yang telah ditetapkan.
Durability, yaitu tingkat ketahanan/awet produk atau lama umur produk.
Serviceability, yaitu kemudahan produk itu bila akan diperbaiki atau kemudahan memperoleh komponen produk tersebut.
Aesthetic, yaitu keindahan atau daya tarik produk tersebut.
Perception, yaitu fanatisme konsumen akan merek suatu produk tertentu karena citra atau reputasi produk itu sendiri.
Kualitas pada industri manufaktur selain menekankan pada produk yang dihasilkan, juga perlu diperhatikan kualitas pada proses produksi. Bahkan, yang terbaik adalah apabila perhatian pada kualitas bukan pada produk akhir, melainkan proses produksinya atau produk yang masih ada dalam proses (Work in Process), sehingga bila diketahui ada cacat atau kesalahan masih dapat diperbaiki. •Dengan demikian, produk akhir yang dihasilkan adalah produk yang bebas cacat dan tidak ada lagi pemborosan yang harus dibayar mahal karena produk tersebut harus dibuang atau dilakukan pengerjaan ulang.
Selanjutnya, dengan perkembangan bidang usaha, maka organisasi atau perusahaan kini bukan hanya bergerak di bidang industri manufaktur, tetapi juga pada industri jasa, misalnya konsultan, pengacara, akuntan, pendidikan, dan sebagainya. Pengukuran kualitas pada industri jasa sulit sekali dilakukan karena karakteristik jasa pada umumnya tidak tampak. banyak sekali perbedaan antara industri manufaktur dengan industri jasa yang menurut Gaspersz (1997), karakteristik unik dari suatu industri jasal pelayanan yang sekaligus membedakannya dari barang antara lain
1. Pelayanan merupakan output tak berbentuk (intangible output) Pelayanan merupakan output variabel, tidak standar.
3. Pelayanan tidak dapat disimpan dalam persediaan, tetapi dapat dikonsumsi dalam produksi.
4. Terdapat hubungan langsung yang erat dengan pelanggan melalui proses pelayanan. 5. Pelanggan berpartisipasi dalam proses memberikan pelayanan.
6. Pelanggan sekaligus merupakan input bagi proses pelayanan yang diterimanya.
7. Keterampilan personil "diserahkan" atau "diberikan" secara langsung kepada pelanggan. 8. Pelayanan tidak dapat diproduksi secara masal.
Program Studi Teknik Industri UWP
18
11. Fasilitas pelayanan berada dekat lokasi pelanggan. 12. Pengukuran efektivitas pelayanan bersifat subyektif.
13. Pengendalian kualitas terutama dibatasi pada pengendalian proses. 14. Option penetapan harga lebih rumit.
Pengukuran kualitas untuk produk fisik tidak sama dengan industri jasa. walaupun demikian, ada beberapa dimensi yang digunakan dalam mengukur kualitas suatu industri jasa. Menurut Garvin (1996), dimensi kualitas pada industri jasa antara lain:
Communication, yaitu komunikasi atau hubungan antara penerima jasa dengan pemberi jasa. Credibility, yaitu kepercayaan pihak penerima jasa terhadap pemberi jasa. Security, yaitu keamanan terhadap jasa yang ditawarkan.
Knowing the customer, yaitu pengertian dari pihak pemberi jasa pada penerima jasa atau pemahaman pemberi jasa terhadap kebutuhan dan harapan pemakai jasa.
Tangibles, yaitu bahwa dalam memberikan pelayanan kepada pelanggan harus dapat diukur atau dibuat standarnya.
Reliability, yaitu konsistensi kerja pemberi jasa dan kemampuan pemberi jasa dalam memenuhi janji para penerima jasa.
Responsiveness, yaitu tanggapan pemberi jasa terhadap kebutuhan dan harapan penerima jasa.
Competence, yaitu kemampuan atau keterampilan pemberi jasa yang dibutuhkan setup orang dalam perusahaan untuk memberikan jasanya kepada penerima jasa.
Access, yaitu kemudahan pemberi jasa untuk dihubingi oleh pihak atau pelanggan atau penerima jasa.
Courtesy, yaitu kesopanan, respek, perhatian, dan kesamaan dalam hubungan personil.
Meningkatkan kualitas jasa yang ditawarkan tidak semudah usaha meningkatkan kualitas produk, karena karakteristiknya yang unik. Peningkatan kualitas jasa juga akan berdampak pada organisasi secara menyeluruh.
Biaya Kualitas
Program Studi Teknik Industri UWP
19
Selanjutnya, dalam paradigma baru dikenal bahwa peningkatan kualitas pasti diiringi dengan peningkatan produktivitas. Mengapa demikian? Hal ini dapat terjadi apabila perusahaan berhasil menghilangkan pemborosan. dalam paradigma baru, kualitas tidak berdampak pada peningkatan biaya kualitas, bahkan akan menghemat biaya tersebut. Biaya yang dapat dihemat terutama yang merupakan biaya yang harus dikeluarkan karena perusahaan menghasilkan produk cacat. Namun demikian, biaya kualitas itu akan tetap ada bila perusahaan menganut paradigma lama. Dalam paradigma lama, dikatakan bahwa kualitas itu mahal. Untuk meningkatkan kualitas produk dan menurut paradigma lama, diperlukan biaya yang tidak sedikit jumlahnya. Ada dua golongan besar biaya kualitas, yaitu biaya untuk menghasilkan produk yang berkualitas dan biaya yang harus dikeluarkan karena menghasilkan produk cacat. Menurut Russel (1996), secara keseluruhan, biaya kualitas tersebut meliputi:
Biaya urituk menghasilkan produk yang berkualitas (cost of achieving good quality) yaitu biaya yang harus dikeluarkan perusahaan untuk Membuat produk yang berkualitas sesuai dengan keinginan pelanggan, meliputi:
Biaya pencegahan (prevention costs) yaitu biaya untuk mencegah kerusakan atau cacat produk yang terdiri dari :
Biaya perencanaan kualitas (quality planning costs) yaitu biaya yang harus dikeluarkan untuk membuat perencanaan akan produk yang baik yang akan dihasilkan.
Biaya perancangan produksi (production design costs) yaitu biaya yang harus dikeluarkan untuk merancang produk sehingga produk yang dihasilkan benar-benar berkualitas.
Biaya pemrosesan (process costs) yaitu biaya yang harus dikeluarkan untuk dapat menjalankan proses produksi sehingga menghasilkan produk yang berkualitas. Biaya pelatihan (training costs) yaitu biaya yang harus dikeluarkan untuk
mengadakan pelatihan bagi karyawan sehingga karyawan bertanggung jawab untuk selalu membuat produk yang balk.
Biaya informasi akan kualitas produk yang diharapkan pelanggan (irrfonnatiorr costs) yaitu biaya yang harus dikeluarkan untuk mengadakan survey pelanggan tentang kualitas produk yang diharapkan pelanggan.
Biaya penilaian (appraisal costs) yaitu biaya yang harus dikeluarkan untuk mengadakan pengujian terhadap produk yang dihasilkan, meliputi:
Program Studi Teknik Industri UWP
20
biaya yang harus dikeluarkan untuk mengadakan pengujian terhadap produk yang dihasilkan.
Biaya peralatan pengujian (test equipment costs) yaitu biaya yang harus dikeluarkan untuk pengadaan alat untuk pengujian terhadap kualitas produk.
t3iaya operator (operator costs) yaitu biaya yang dikeluarkan untuk memberikan upah pada orang yang bertanggung jawab dalam pengendalian kualitas.
Biaya yang harus dikeluarkan karma perusahaan menghasilkan produk cacat (cost of poor duality), meliputi:
Biaya kegagalan internal (intenurl failure costs) yaitu biaya yang harus dikeluarkan karma perusahaan telah menghasilkan produk yang cacat tetapi cacat produk tersebut telah diketahui sebelum produk tersebut sampai kepada pelanggan. Biaya ini meliputi:
Biaya yang dikeluarkan karma produk harus dibuang (scrap costs), yaitu biaya yang telah dikeluarkan perusahaan tetapi produk yang dihasilkan ternyata produk cacat sehingga harus dibuang dan adanya biaya untuk membuang produk tersebut. aya pengerjaan ulang (rework costs), yaitu Biaya untuk memperbaiki produk yang
carat.
Biaya kegagalan proses (process failure costs) yaitu Biaya yang harus dikeluarkan dalam proses produksi tetapi ternyata produk yang dihasilkan adalah produk carat. Biaya yang harus dikeluarkan karena proses produksi tidak dapat bei jalan
sebagaimana mestinya (process downtime costs).
Biaya yang harus dikeluarkan karena perusahaan terpaksa harus menjual produk di bawah harga patokannya karena produk yang dihasilkannya carat (price-downgrading costs)
Biaya kegagalan eksternal (external failure costs) yaitu Biaya yang harus dikeluarkan karena menghasilkan produk carat dan produk ini telah diterima oleh konsumen, meliputi:
Biaya untuk memberikan pelayanan terhadap keluhan pelanggan (customer complaint costs).
Biaya yang harus dikeluarkan karena produk yang telah disampaikan kepada konsumen dikembalikan karena produk tersebut carat (product return costs). Biaya yang harus dikeluarkan untuk menangani tuntutan konsumen terhadap
Program Studi Teknik Industri UWP
21
Biaya yang harus dikeluarkan karena perusahaan harus memberikan jaminan atau garansi bagi konsumen bahwa produk yang dihasilkan adalah baik (product liability costs).
Biaya yang harus dikeluarkan karena perusahaan tidak dipercaya oleh konsumen sehingga tidak mau lagi membeli produk ke perusahaan tersebut (lost sales costs).
Organisasi atau perusahaan yang ingin melihat biaya kualitas dan menggunaknnya sebagai indikator kemajuan perbaikan kualitas dapat menggunakan laporan biaya kualitas yang bersifat umum seperti Tabel 1.1
Program Studi Teknik Industri UWP
22
Biaya Kualitas dan Nilai Kualitas
Selama ini, kualitas seringkali hanya digambarkan sebagai konsep yang abstrak seperti bagaimana manajer suatu organisasi menentukan sasaran kualitas, dengan alat apakah manajer organisasi mengevaluasi pen: apaian manajemen kualitas, apakah sumber daya yang mendukung kualitas Iapat dialokasikan secara lebih efisien, bagaimana tingkat pengembalian kualitas secara ekonomi ditentukan, dan masih banyak lagi.
Program Studi Teknik Industri UWP
23
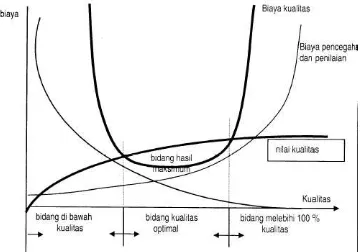
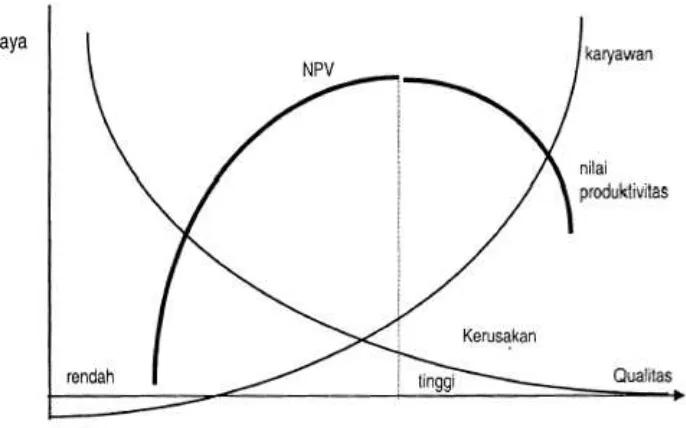
ditawarkan kepada pelanggan. Pelanggan yang membayar produk atau jasa yang ditawarkan tentu mengharapkan akan mendapatkan produk atau jasa yang kualitasnya sebanding dengan nilai yang telah mereka wujudkan dalam membayar harga produk atau jasa tersebut.nilai kualitas adalah indeks penilaian pelanggan, yang merupakan harga yang dibayarkan pelanggan atas hasil atau manfaat yang dirasakan karena kualitas produk atau proses sesuai dengan harapannya (Bester, 1999). Setiap pelanggan mempunyai nilai indeks yang berbeda-beda, berkaitan dengan kriteria obyektif dan subyektif yang dimilikinya. Dalam praktik, manajemen kualitas harus menyadari bahwa mereka secara nyata mengevaluasi produkt:ivitas dan penjaminan bisnis seperti pada kualitas. Selain itu, biasanya nilai ,ualitas produk akan ditingkatkan untuk memperbaiki persepsi masyarakat, walaupun pada saat yang sama kualitas seringkali ditekan untuk meningkatkan produktivitas. Biaya kualitas dan nilai kualitas dapat digambarkan seperti Gambar 1.2.
Gambar 1.3 Hubungan Biaya dan Nilai Kualitas
Program Studi Teknik Industri UWP
24
asimtot. Persimpangan kedua kurva tersebut merupakan wilayah optimum untuk merealisasikan manfaat ekonomis dari manajemen kualitas. Ukuran sampel dan banyaknya penerimaan produk dalam proses produksi merupakan faktor utama yang mempengaruhi COQ.
Sementara itu, dalam organisasi moderen khususnya yang mengadopsi metode penilaian COQ, perlu menggunakan proses manajemen berdasarkan sasaran. Dalam istilah kualitas dikenal dengan kualitas berdasarkan sasaran atau quality by objective (QBO). Menurut Bester (1999), metode QBO tersebut menggunakan tiga patokan, yaitu:
Manajer kualitas harus mempunyai komitmen untuk menentukan biaya sasaran kualitas. Berdasarkan sasaran tersebut, kontribusi yang pada keuntungan tiap tahun dapat diprediksi.
Sasaran kualitas secara menyeluruh merupakan serangkaian sasaran dan pencapaian masing-masing bagian Oleh karenanya perlu diadakan identifikasi secara tepat sasaran masing-masing bagian.
Masing-masing dan setup orang dari manajer yang mernegang fungsi kualitas harus mendukung pencapaian sasarannya untuk menjamin pencapaian sasaran kualitas secara menyeluruh.
Selanjutnya, menurut Bester (1999), QBO juga harus mencakup mpat komponen utama, yaitu: Jarak efektivitas kualitas, yang merupakan penentuan syarat-syarat yang dibutuhkan
secara umum untuk basil yang berkualitas. Ukuran efektivitas manajemen dalam hal ini meliputi jarak efektivitas dari faktor-faktor yang memberikan kontribusi pada investasi seperti desain kualitas, bahan baku yang berkualitas, proses produksi yang berkualitas, dan sebagainya serta jarak efektivitas dari hasil yang menyusun laba seperti kualitas produk, biaya kualitas, kepuasan pelanggan, dan sebagainya.
Standar efektivitas kualitas, •yang merupakan alat dan kriteria di mana pencapaian kualitas dapat diukur.
Sasaran kualitas, yang merupakan penentuan basil kualitas secara kuantitatif dan khusus yang dibutuhkan oleh manajer secara individu.
Efektivitas manajemen kualitas, yang merupakan pengukuran di mana manajer berhasil dalam mencapai kualitas basil yang dibutuhkan.
Program Studi Teknik Industri UWP
25
bagian pemasaran harapan pelanggan, bagian perancangan kegiatan pencegahan risiko, bagian pembelian, kualifikasi bahan dan pemasok, bagian keuangan, mengukur dan melaporkan biaya kualitas, bagian personalia, pelatihan karyawan dan sertifiasi, bagian pelayanan, umpan balik statistik pada kinerja produk, dan sebagainya.
Hubungan Kualitas, Produktivitas, Efisiensi, dan Penggunaan
Sistem produksi bagi perusahaan manufaktur dan jasa dinilai dengan pengukuran efektivitas dan atau kinerjanya. Pengukuran efektivitas meliputi kemudahan dalam perawatan, kesiapan operasional, kertersediaan dan sebagainya. Sementara itu, pengukuran kinerja meliputi produktivitas, efisiensi, penggunaan, dan kualitas (Al-Darrab, 2000). Pengukuran umum produktivas mernang sangat erat dengan pengukuran efisiensi dan penggunaan. Namun pengukuran terbaru dalarn produktivitas telah melibatkan kualitas didalmnya. Menurut Shaw (1989), perbaikan produktivitas adalah lebih baik daripada sekedar mengadakan pengurangan karyawan, namun produktivitas dapat ditingkatkan dengan cara mengerjakan lebih banyak dengan sumber daya yang sama, mengerjakan lebih sedikit dengan pengurangan sumber daya yang lebih besar, atau mengerjakan lebih sedikit dengan mengkonsumsi sumber daya yang lebih sedikit (Al-Darrab, 2000).
Sementara itu, Omachnu dan Beruvides (1998) merumuskan produktivitas sebagai perbandingan output dengan input dikalikan dengan faktor kualitas atau:
Di mana:
Input = sumber daya yang digunakan Output = basil yang dicapai
Faktor kualitas adalah skor atau nilai yang berkaitan dengan jaminan kualitas Faktor kualitas ini sering disebut dengan indeks kualitas yang merupakan tingkat kualitas yang dihitung berdasarkan persentase jawaban positif dari responden terhadap kualitas produk yang dihasilkan. Lebih jauh lagi, Lagasse (1995) menunjukkan adanya dua jenis produktivitas, yaitu produktivitas jenis I dan produktivitas jenis II. Produktivitas jenis I didefinisikan sebagai produktivitas tenaga kerja yang merupakan jenis produktivitas yang khusus disediakan bagi pelayanan. Sedangkan produktivitas jenis II merupakan bentuk yang lebih umum yang mentransformasikan semua output dan input ke dalam pengukuran produktivitas.
Program Studi Teknik Industri UWP
26
persentase waktu di lingkungan kerja yang digunakan, atau dirumuskan oleh Al-Darrab (2000) menjadi:
Seringkali terjadi bahwa suatu departemen menggunakan 100 jam per minggu tetapi tidak mampu menghasilkan 100 jam kerja standar. Karyawan mungkin bekerja lebih cepat atau lebih lambat daripada standar kerja yang ditetapkan, sehingga efisiensi mencapai lebih dari 100%. Sementara itu, efisiensi dirumuskan oleh Al-Darrab (2000) dengan:
Oleh karena itu, kapasitas yang ada dapat dihitung sebagai waktu yang tersedia x penggunaan x efisiensi. Apabila dibuat tingkatan dalam pengukuran kinerja, maka tingkat pertama adalah kombinasi produktivitas, efisiensi, dan penggunaan, atau
Produktivitas = efisiensi x penggunaan
Sedangkan tingkat kedua, yang telah melibatkan kualitas dirumuskan dengan Produktivitas = efisiensi x penggunaan x faktor kualitas
Selanjutnya, pengukuran produktivitas biasanya tidak membedakan antara output yang baik dan diterima dengan output yang buruk atau yang ditolak. Dalam pengukuran nilai produktivitas bersih, harus dipisahkan antara outpttt yang diterima dengan output yang ditolak (Bester, 1999). Oleh karenanya, produktivitas diformulasikan dengan output yang diterima/(total output + biaya-biaya non kualitas). Dari formulasi atau rumusan tersebut tampak bahwa untuk input dan ourput yang sama. produktivitas akan meningkat bila biaya non kualitas rendah dan akan turun bila biaya non kuaiitas meningkat. Untuk mengetahui nilai produktivitas bersih atau Net Vulue Productivit (NVP)menurut Bester (1999), digunakan rumus:
Program Studi Teknik Industri UWP
27
Gambar 1,4 Net Value Productivity
Dari Gambar 1.4 tersebut tampak bahwa semakin rendah kualitasnya, maka akan semakin banyak kerusakan yang terjadi dan biayanya rendah, atau sebaliknya. Semakin tinggi kualitasnya, memerlukan karyawan yang banyak atau yang ahli, sehingga biayanya tinggi. Nilai produktivitas akan mengalami peningkatan pada tingkat kualitas yang rendah, dan pada titik tertentu akan mengalami nilai produktivitas bersih maksimum sebelum akhirnya menurun.
Teknik-Teknik Perbaikan Kualitas
Manajemen Kualitas seringkali disebut sebagai the problem solving, sehingga manajemen kualitas dapat menggunakan metodologi dalam problem solving tersebut untuk mengadakan perbaikan (Ridman dan Zachary, 1993). Ada berbagai teknik perbaikan kualitas yang dapat digunakan dalam organisasi. Teknik-teknik dasar yang dapat digunakan antara lain Diagram Pareto, histogram, lembar pengecekan (check sheet), analisis matriks, diagram sebab akibat, digram penyebaran (scatter diagram), diagram alur, run chart, diagram grier, tune series, stein-and-leaf plots, box plots, peta multivariabel, peta pengendali (control chart), dan analisis kemampuan proses. Masing-masing teknik tersebut mempunyai kegunaan yang dapat berdiri sendiri maupun saling membantu antar satu teknik dengan teknik yang lain.
Diagram Pareto
Program Studi Teknik Industri UWP
28
kanan menurut urutan rangking tertinggi hingga terendah. Hal ini dapat membantu menemukan permasalahan yang haling penting untuk segera diselesaikan (rangking tertinggi) sampai dengan masalah yang tidak harus segera diselesaikan (rangking terendah). Diagram Pareto juga dapat mengidentifikasi masalah yang paling penting yang mempengaruhi usaha perbaikan kualitas dan memberikan petunjuk dalam mengslokasikan sumber daya yang terbatas untuk menyelesaikan masalah (Mitra, .993).
Selain itu, Diagram Pareto juga dapat digunakan untuk mem ~andingkan kondisi proses, misalnya ketidaksesuaian proses sebelum dan ~~-telah diambil tindakan perbaikan terhadap proses. Penyusunan Diagram Pareto sangat sederhana. Menurut Mitra (1993) dan Besterfield (1998), proses penyusunan Diagram Pareto meliputi enam langkah, yaitu:
Menentukan metode atau arti dari pengklasifikasian data, misalnya berdasarkan masalah, penyebab, jenis ketidaksesuaian, dan sebagainya.
Menentukan satuan yang digunakan untuk membuat urutan karak teristik-karakteristik tersebut, misalnya rupiah, frekuensi, unit, dan sebagainya.
Mengumpulkan data sesuai dengan interval waktu yang telah ditentukan.
Merangkum data dan membuat rangking kategori data tersebut dari yang terbesar hingga yang terkecil.
Menghitung frekuensi kumulatif atau persentase kumulatif yang digunakan.
Menggambar diagram batang, menunjukkan tingkat kepentingan relative masing-masing masalah.Mengidentifikasi beberapa hal yang penting untuk mendapat perhatian.
Gambar 1.5 Diagram Pareto
Program Studi Teknik Industri UWP
29
program tersebut berhasil, maka di waktu mendatang analisis pareto dilakukan lagi dan masalah C yang akan menjadi target dalam program perbaikan. Selanjutnya proses tersebut dilakukan hingga perbaikan dapat dilakukan secara menyeluruh. Secara keseluruhan, Diagram Pareto dapat dibuat dalam bentuk persentase yang merupakan tipe kesalahan kumulatif. Hal ini tampak seperti Gambar 1.5
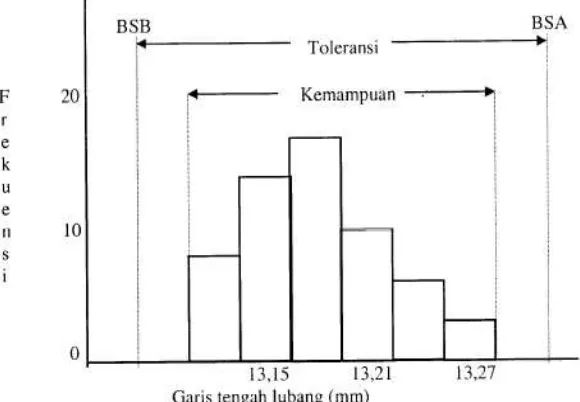
Histogram
Histogram menjelaskan variasi proses, namun belum mengurutkan rangking dari variasi terbesar sampai dengan yang terkecil. Histogram juga menunjukkan kemampuan proses, dan apabila memungkinkan, histogram dapat menunjukkan hubungan dengan spesifikasi proses dan angka-angka nominal, misalnya rata-rata. Dalam histogram, garis vertikal menunjukkan banyaknya observasi tiap-tiap kelas. Menurut Mitra (1993), langkah penyusunan histogram adalah:
Menentukan batas-batas observasi, misalnya perbedaan antara nilai terbesar dan terkecil.
Memilih kelas-kelas atau sel-sel. Biasanya, dalam menentukan banyaknya kelas, apabila n menunjukkan banyaknya data, maka banyaknya kelas ditunjukkan dengan √n.
Menentukan lebar kelas-kelas tersebut. Biasanya, semua kelas mempunyai lebar yang sama. Lebar kelas ditentukan dengan membagi range dengan banyaknya kelas.
Program Studi Teknik Industri UWP
30
Gambar 1.6 Diagram Pareto Kumulatif
Lembar Pengecekan (check sheet)
Tujuan pembuatan lembar pengecekan adalah menjamin bahwa data dikumpulkan secara teliti dan akurat oleh karyawan operasional untuk diadakan pengendalian proses dan penyelesaian masalah. Data dalam lembar pengecekan tersebut nantinya akan digunakan dan dianalisis secara cepat dan mudah. Lembar pengecekan ini memiliki beberapa bentuk seperti pada Gambar 1.7 dan Gambar 1.8. Contoh gambar histogram ada pada Gambar 1.7
Program Studi Teknik Industri UWP
31
Gambar 1.8 Check Sheet untuk Banyaknya Kesalahan
Gambar 1.9 Check Sheet Mingguan dalam Satu Bulan
Analisis Matriks
Analisis matriks adalah suatu alat yang sederhana, tetapi efektif. Alat dapat berfungsi untuk membandingkan beberapa kelompok kategori seperti operator, karyawan penjualan, mesin-mesin, pemasok, dan seterusnya. semua elemen dalam kategori tersebut melakukan kegiatan yang sama. Analisis matriks sering disebut dengan Diagram Pareto dua dimensi. Contoh gambar analisis matriks dapat dilihat pada Gambar 1.9
Program Studi Teknik Industri UWP
32
Pada Gambar 1.9 tersebut tampak bahwa ketidaksesuaian terkecil dilakukan oleh D, disusul oleh A, kemudian F dan seterusnya, dan yang terakhir adalah E. Apabila diamati dari kolom ketidaksesuaian, maka jenis ketidaksesuaian kelima merupakan ketidaksesuaian terbesar yang dialami oleh semua orang. Sedangkan ketidaksesuaian ketiga hanya thalami oleh C.
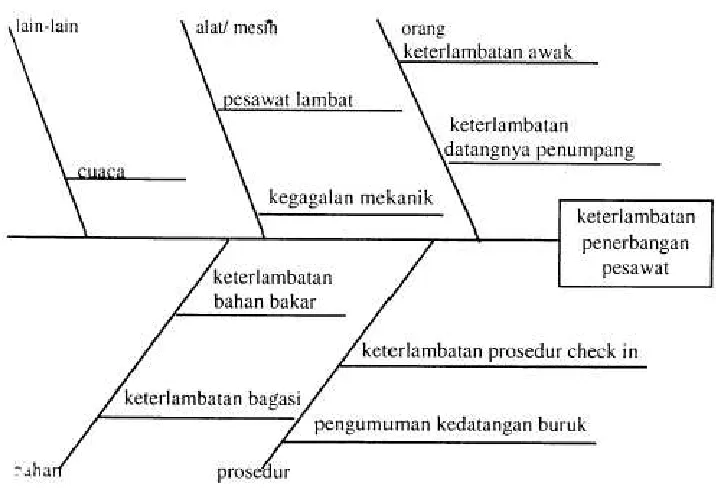
Diagram Sebab-Akibat
Diagram sebab-akibat dikembangkan oleh Dr. Kaoru Ishikawa pada tahun 1943, sehingga sering disebut dengan diagram Ishikawa. Diagram sebab-akibat menggambarkan garis dan simbol-simbol yang menunjukkan hubungan antara akibat dan penyebab suatu masalah. Diagram tersebut memang digunakan untuk mengetahui akibat dari suatu masalah untuk selanjutnya diambil tindakan perbaikan. Dari akibat tersebut kemudian dicari beberapa kemungkinan penyebabnya. Penyebab masalah ini pun dapat berasal dari berbagai sumber utama, misalnya metode kerja, bahan, pengkuran, karyawan, lingkungan, dan seterusnya.
Selanjutnya, dari sumber-sumber utama tersebut diturunkan menjadi beberapa sumber yang lebih kecil dan mendetail, misalnya dari metode kerja dapat diturunkan menjadi pelatihan, pengetahuan, kemampuan, karakteristik fisik, dan sebagainya. Untuk mencari berbagai penyebab tersebut dapat digunakan teknik brainstorming dari seluruh personil yang terlibat dalam proses yang sedang dianalisis. Contoh gambar diagram sebab-akibat tampak pada Gambar 1.11
Dari Gambar 1.11 tersebut tampak bahwa diagram sebab-akibat mirip seperti tulang ikan, sehingga sering disebut dengan diagram tulang ikan (fishbone diagrarn). Manfaat diagram sebab-akibat tersebut antara lain :
Dapat menggunakan kondisi yang sesungguhnya untuk tujuan perbaikan kualitas produk atau jasa, lebih efisien dalam penggunaan sumber daya, dan dapat mengurangi biaya.
Dapat mengurangi dan menghilangkan kondisi yang menyebabkan ketidaksesuaian produk atau jasa dan keluhan pelanggan.
Dapat membuat suatu standardisasi operasi yang ada maupun yang direncanakan. Dapat memberikan pendidikan dan pelatihan bagi karyawan dalam
Program Studi Teknik Industri UWP
33
Gambar 1.11 Cause and Effect Diagram
Selain digunakan untuk mencari penyebab utama suatu masalah, diagram sebab-akibat juga dapat digunakan untuk mencari penyebab minor yang merupakan bagian dari penyebab utamanya. Contoh untuk penggunaan ini dapat dilihat pada Gambar 1.12
Penerapan diagram sebab-akibat lainnya misalnya dalam menghitung banyaknya penyebab kesalahan yang mengakibatkan terjadinya suatu masalah, menganalisis penyebaran pada masing-masing penyebab masalah, dan menganalisis proses. Untuk menghitung penyebab kesalahan dilakukan dengan mencari akibat terbesar dari suatu masalah. dari akibat tersebut dijbarkan dalam beberapa penyebab utama, lalu dicari masing-masing penyebabnya secara mendetail.
Diagram Penyebaran (scatter diagram)
Program Studi Teknik Industri UWP
34
Gambar 1.12 Scatter Diagram
Dari Gambar 1.12 tersebut dapat diketahui bahwa hubungan antara kecepatan kendaraan (X) dengan keahlian si pengendara (Y) adalah positif. Model-model scatter diagram dapat dilihat pada Gambar 1.13.
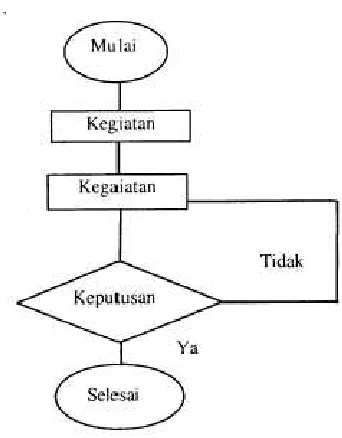
Gambar 1.13 Model Scatter Diagram Diagram Alur
Program Studi Teknik Industri UWP
35
Gambar 1.14. Flowchart
Run Chart
Run chart adalah penggambaran karakteristik kualitas sebagai fungsi dari waktu. Gambar tersebut tidak merangkum berbagai informasi, tetapi memberikan berbagai ide dari kecenderungan secara umum dan tingkat variabilitas proses. Hal ini dapat dilihat pada Gambar 1.15
Program Studi Teknik Industri UWP
36
Gambar 1.16 Diagram Grier
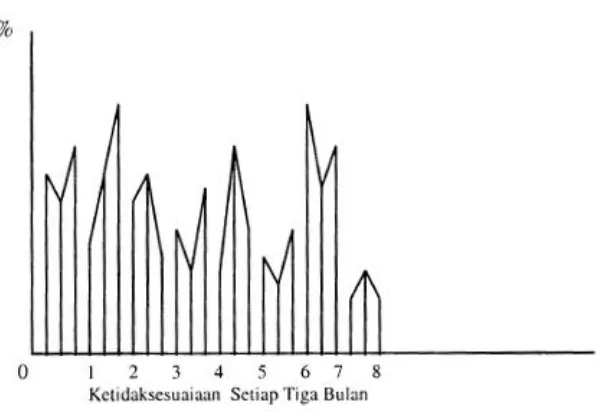
Diagram Grier
Diagram grier dikembangkan oleh Ted Grier yang digunakan untuk membandingkan ketidaksesuaian pada berbagai model dalam produk yang sama. cara pengumpulan datanya sama dengan cara pengumpulan data pada pembuatan Diagram Pareto. Sumbu vertikal menggambarkan persentase ketidaksesuaian dan sumbu horisontal menggambarkan ketidaksesuaian yang terjadi. hal ini tampak pada Gambar 1.16
Time Series
Program Studi Teknik Industri UWP
37
Gambar 1.17 Time Series
Dart Gambar 1.17. tersebut tampak bahwa kualitas produk A berada pada kondisi yang konstan, sedangkan kualitas produk B mengalami nerubahan yang dalam hal ini adalah mengalami penurunan secara drastis.
Stem-and-Leaf Plots
Stem-and-leaf plots adalah pendekatan secara grafts yang menempatkan observasi dan mendapatkan interpretasi dari karakteristik proses. Dengan histogram, identitas data observasi individu akan hilang, sementara dalam steam-and-leaf plots nilai angka numerik tetap ada. Dalam penggambaran histogram, keputusan harus dibuat sesuai dengan kelas dan lebar kelas. Misalnya, pengukuran diameter suatu produk yang berkisar antara 499 mm hingga 500 mm.
Program Studi Teknik Industri UWP
38
Gambar 1.18 Steam-and-Leaf Plots
Box Plots
Box plots menunjukkan kecenderungan memusat, penyebaran data, dan memberikan petunjuk adanya kecenderungan (penyimpangan dari kesamaan atau simetri) dan kurtosis (ukuran panjangnya ekor). Dari plots tersebut, suatu penjelasan dilakukan apabila ada basil observasi yang berbeda. menurut Mitra (1993), langkah-langkah pembuatan box plots adalah:
Menentukan kuartal pertama Q1 = 25 %. Nilai ini menunjukkan batas terendah dari suatu box.
Menentukan kuartal ketiga Q3 = 75 %. Nilai ini merupakan batas tertinggi dari suatu box. Panjang box adalah selisih atau perbedaan antara Q3 dan Q1, yang dikenal dengan interquartile range (iqr).
Menentukan nilai tengah dari seluruh data tersebut. Garis mengambarkan nilai tengah yang membagi box tersebut.
Menggambarkan dua garis yang dimulai dari atas kemudian turun ke bawah ke arah Q3 untuk nilai data maksimum atau Q3 + 1,5 (iqr). Demikian pula ditarik juga garis dari bawah ke arah Q1 untuk nilai data minimum atau Q1 - 1,5 (iqr).
Nilai-nilai yang berada di luar nilai-nilai tersebut dikatakan berada di 1 uar daerah Batas.
Program Studi Teknik Industri UWP
39
Gambar 1.19 Box Plots
Peta Multivariabel
Program Studi Teknik Industri UWP
40
Gambar 1.20 Peta Multivariabel
Peta Pengendali (control chart)
Peta pengendali menggambarkan perbaikan kualitas. Perbaikan kualitas terjadi pada dua situasi. Situasi pertama adalah ketika peta kendali dibuat, proses dalam kondisi tidak stabil. Kondisi yang di luar Batas kendali terjadi karena sebab khusus (assignable cause), kemudian dicari tindakan perbaikan sehingga proses menjadi stabil. Hasilnya adalah adanya perbaikan proses.
Program Studi Teknik Industri UWP
41
Gambar 1.21 Control Chart
Gambar 1.22 Control Chart
Kemampuan Proses
Program Studi Teknik Industri UWP
42
Dasar-Dasar Statistik
Statistik digambarkan sebagai ilmu pengetahuan yang berhubungan dengan koleksi, tabulasi, analisa. penafsiran, dan presentasi data kuantitatif. Hasil akhir ditafsirkan dan diperkenalkan untuk membantu pembuatan keputusan mengenai kualitas.
Data mungkin dikumpulkan dengan pengamatan langsung atau secara tidak langsung melalui menulis atau pertanyaan lisan. Teknik yang belakangan digunakan secara ekstensif oleh personil riset pemasaran dan pengumpulan opini suara publik.
Ada dua prinsip metoda analitis dalam menggambarkan pengumpulan data,yakni : ukuran pemusatan dan ukuran penyebaran
Ukuran Pemusatan
Ukuran pemusatan adalah suatu distribusi nilai kuantitatif yang menguraikan posisi yang pusat data atau bagaimana data cenderung dibuat memusat. Ada tiga ukuran bersama-sama : ( 1) rata-rata, ( 2) angka median, dan ( 3) mode. Rata-Rata penjumlahan pengamatan yang dibagi oleh banyaknya observasi.Ini adalah pemusatan yang umum dan diwakili oleh persamaan-persamaan :
di mana X = rata-rata dan dibaca X bar
n = jumlah nilai teramati
Xi = nilai teramati
L = penjumlahan
Kecuali jika dicatat, X mewakili rata-rata nilai teramati, Xx. Penyamaan yang sama digunakan untuk temukan
Program Studi Teknik Industri UWP
43
R- rata-rata rentangan
p- rata-rata proporsi, dan lain lain
Rata-Rata adalah ukuran pemusatan yang biasa digunakan. Rata-rata digunakan ketika distribusi simetris atau tidak berada di sebelah kanan. Ketika statistic tambahan seperti ukuran dispersior., bagan pengawasan, dan seterusnya, diharapkan untuk dihitung didasarkan pada rata-rata; dan ketika suatu nilai stabil diperlukan statistic yang induktif.
Ukuran Penyebaran
Suatu alat detik statistik terdiri atas ukuran penyebaran, yang menguraikan bagaimana data dibentangkan atau tersebar pada sisi masing-masing nilai pusat. Ukuran penyebaran dan ukuran pemusatan kedua-duanya diperlukan untuk menguraikan suatu koleksi data.
Salah satu ukuran penyebaran adalah rentangan, untuk satu rangkaian angka-angka adalah perbedaan antara nilai-nilai pengamatan paling kecil dan yang paling besar. Yang secara simbolis, diwakili oleh persamaan :
di mana R= range
Xh= pengamatan paling tinggi dalam deretan
XI= pengamatan paling rendah dalam deretan
Program Studi Teknik Industri UWP
44
di mana s= simpangan baku
Xi = nilai yang diamati
X= rata-rata , n= jumlah diamati
Kecuali jika dicatat, s mewakili sx, simpangan baku contoh nilai teramati. Persamaan yang sama digunakan untuk menemukan
Sx = simpangan baku sampel rata-rata
Sp = simpangan baku proporsi yang besar
Ss = simpangan baku sampel standard penyimpangan, dan lain lain.
Simpangan baku adalah suatu acuan nilai untuk mengukur dispersi dalam data. Hal ini akan lebih baik jika dipandang sebagai suatu index yang digambarkan oleh rumusan. Nilai simpangan baku yang lebih kecil, makin berkualitas, sebab distribusi jadi lebih lekat di sekitar nilai pusat. Simpangan baku juga membantu menggambarkan populasi, seperti yang akan dibahas pada bagian berikutnya.
Dalam rentangan pengendalian kualitas adalah suatu ukuran yang umum dari dispersi. Digunakan salah satu dari bagan pengawasan yang prinsip. Keuntungan yang utama dari rentangan adalah dalam menyediakan suatu pengetahuan total dari data. Hal ini juga berharga ketika jumlah data terlalu kecil atau terlalu tersebar untuk membenarkan kalkulasi suatu ukuran dispersi yang tepat. Seperti banyaknya pengamatan meningkatkan ketelitian, pengurangan rentangan, karena itu menjadi lebih mudah untuk membacakan tinggi rendahnya. Maka diusulkan digunakan rentangan yang terbatas maksimum sepuluh pengamatan. Simpangan baku yang digunakan ketika diinginkan suatu ukuran yang lebih tepat
Rata-Rata dan simpangan baku mudah mengkalkulasi, dengan suatu kalkulator tangan.
Populasi dan sampel
Program Studi Teknik Industri UWP
45
bagian kecil atau sampel, terpilih untuk menghadirkan semua berat besi. Populasi adalah keseluruhan koleksi batang baja,. Ketika rata-rata. simpangan baku, dan ukuran lain dihitung dari sampel, maka hal ini disebut sebagai statistik. Sebab komposisi sampel akan berubah-ubah, perhitungan statistik akan jadi lebih kecil atau lebih besar daripada jumlah nilai-nilai populasi benar, atau parameter.
Parameter dianggap sebagai acuan ( standard) nilai-nilai atau perkiraan yang terbaik tentang nilai-nilai yang tersedia pada situasi tertentu. Populasi mungkin punya suatu jumlah terbatas materi, seperti suatu produksi batang baja per hari. Mungkin saja tak terhitung atau hampir tanpa batas. . seperti banyaknya paku keling dalam produksi pesawat udara pancaran satu tahun. Populasi mungkin tidak dihitung dengan cara yang berbeda tergantung pada situasi tertentu.Seperti suatu studi tentang produk bisa melibatkan populasi dari satu jam produksi satu minggu produksi . 5,000 potongan, dan seterusnya. Sebab itu jarang dimungkinkan untuk mengukur semua populasi, sehingga sampel pun dipilih . Sampling adalah perlu ketika mungkin saja mustahil untuk mengukur keseluruhan populasi; ketika biaya untuk mengamati semua data adalah menjadi penghalang; ketika pemeriksaan yang diperlukan malah menghancurkan produk; atau ketika suatu test keseluruhan populasi mungkin terlalu berbahaya, sebagaimana kasus dengan suatu obat/racun medis baru.
Suatu analisa keseluruhan populasi tidak mungkin sama seakurat sampling. Hal ini telah ditunjukkan bahwa 100% pemeriksaan manual dari beberapa persen produk yang tak sesuai tidak seakurat sampling. Hal ini mungkin ada kaitan dengan fakta bahwa kebosanan dan kelelahan menyebabkan pemeriksa malas dan tak akurat dalam meneliti masing-masing item.
Program Studi Teknik Industri UWP
46
Simpangan baku sampel mempunyai lambing s, dan simpangan baku populasi mempunyai lambang σ ( sigma). Lambang so adalah standard atau nilai acuan dan mempunyai hubungan yang sama untuk σ dimana Xo harus . Nilai Populasi sebenarnya tidak boleh diketahui, oleh karena itu, lambang dan σ kadang-kadang digunakan untuk menandai " estimate of”. Suatu perbandingan contoh dan populasi disampaikan dalam tabel 18-3. Suatu distribusi frekuensi contoh diwakili oleh suatu histogram, dimana suatu distribusi frekuensi populasi diwakili oleh suatu kurva lembut. Sampai taraf tertentu, sampel menghadirkan dunia nyata dan populasi menghadirkan dunia matematika. Persamaan dan konsep didasarkan pada populasi itu.
Sasaran pokok di dalam memilih suatu contoh adalah untuk belajar tentang sesuatu populasi yang akan membantu membuat beberapa bentuk keputusan. Sampel yang dipilih harus alami seperti itu yang cenderung untuk menyerupai atau menghadirkan populasi itu. Seberapa sukses sampel menghadirkan populasi itu adalah suatu fungsi ukuran contoh, kesempatan, metoda sampling, dan perubahan kondisi.
Kurva Normal
Program Studi Teknik Industri UWP
47
Sebagian besar variasi secara alami dan di industri mengikuti distribusi frekuensi kurva normal. Seperti itu, variasi di dalam berat gajah, kecepatan antelope, dan kemuliaan manusia akan mengikuti suatu kurva normal. Juga, penemuan variasi di industri, seperti berat dari besi tuang kelabu, hidup 60-watt bola lampu, dan dimensi ring piston baja, akan diharapkan untuk mengikuti kurva normal. Ketika mempertimbangkan kemuliaan manusia, kita dapat mengharapkan suatu persen kecil dari mereka untuk menjadi sangat tinggi dan suatu persentase kecil untuk menjadi sangat pendek, dengan mayoritas tinggi manusia dan nilai rata-rata. Kurva normal adalah suatu uraian yang baik tentang variasi yang terjadi pada kebanyakan karakteristik kualitas dalam industri sebagai basis untuk banyak teknik pengendalian kualitas.
Ada suatu hubungan terbatas antara rata-rata, simpangan baku, dan kurva normal.
Gambar 18-11 menunjukkan tiga kurva normaI dengan nilai rata-rata yang berbeda, perhatikan bahwa satu-satunya perubahan adalah di dalam lokasi itu. Gambar 18-12
Program Studi Teknik Industri UWP
48
semakin mencapai puncak kurva itu (data sedikit dibubarkan). Jika simpangan baku adalah nol, semua nilai serupa dengan rata-rata dan tidak ada kurva.
Distribusi normal secara penuh digambarkan oleh rata-rata populasi dan simpangan baku populasi. Juga, sebagaimana diperlihatkan oleh gambar 18-11 dan 18-12, dua parameter ini independent. Dengan kata lain, suatu perubahan pada satu parameter tidak mempunyai efek pada yang lain.
Program Studi Teknik Industri UWP
49
Teorema Limit Pusat ( Central Limit Theorem )
Dari suatu populasi yang memiliki
distribusi normal
, distribusi mean penarikan sampel juga
terdistribusi normal untuk nilai n berapapun (tidak tergantung ukuran sampel). Dengan kata lain misalkan
X
1, X
2, X
3, …, X
n-1, X
nadalah suatu sampel acak dari suatu populasi yang terdistribusi normal dengan
mean dan deviasi standard
maka untuk sembarang nilai n ,
juga terdistribusi normal dengan mean
dan deviasi standard
jika populasinya tak terhingga atau
jika populasinya terhingga berukuran N.
Sementara itu dari suatu populasi yang
tidak
terdistribusi secara
normal
, jika ukuran sampel cukup
besar (
n
> 30
), distribusi mean penarikan sampel akan mendekati suatu distribusi
normal
(gaussian)
terlepas dari bentuk asli distribusi populasinya. Pernyataan ini dikenal sebagai teorema limit pusat (central
limit theorem). Dengan kata lain misalkan
X
1, X
2, X
3, …, X
n-1, X
nadalah suatu sampel acak dari suatu
populasi tidak terdistribusi secara normal dengan mean
dan deviasi standard
maka untuk nilai
n yang
cukup besar (n > 30) ,
mendekati suatu distribusi normal dengan mean
dan deviasi standard
jika populasinya tak terhingga atau
jika populasinya terhingga
berukuran N.
Lima ratus
cetakan logam memilki berat rata-rata 5,02 N dan deviasi standard 0,30 N. Probabilitas
bahwa suatu sampel acak terdiri dari 100 cetakan yang dipilih akan mempunyai berat total antara 496
sampai 500 N dapat ditentukan dengan sebagai berikut:
Distribusi mean penarikan sampel persoalah diatas memiliki mean dan deviasi standard:
Jika seratus sampel cetakan memiliki berat total 496 sampai 500 N maka meannya adalah 4,96 sampai
5,00 N. Dengan mengingat kembali konsep-konsep distribusi normal yang telah dibahas, probabilitas
mean tersebut dapat dicari dengan menggunakan tabel distribusi normal standard dimana skor
z (z
score)nya didefinisikan sebagai:
Program Studi Teknik Industri UWP
50
Pustaka :
Besterfield Dale H.et. al, ,Total Quality Management, Prentice Hall, New Jersey, 2003. Montgomery Douglas C., “Introduction to Statistical Quality Control”, 4 th edition, John Wiley