2. LANDASAN TEORI
2.1 Waste
Merriam-Webster mendefinisikan waste seperti waste yang berasal dari
tempat-tempat tinggal manusia dan hewan. Buku kamus dunia mendefinisikan
waste seperti “tidak bergunanya atau tidak berharganya suatu barang; barang yang
dibuang”. Amerika Waste Zero mendefinisikan waste sebagai sumber yang tidak aman untuk didaur ulang kembali bagi lingkungan.
Industrial waste dapat berasal dari industri mekanik, industri
obat-obatan, industri karet, industri makanan dan minuman, dan lain-lain. Waste ini berasal dari seluruh rangkaian proses produksi (bahan-bahan kimia serpihan/potongan bahan), perlakuan dan pengemasan produk (kertas, kayu, plastik, kain/lap yang jenuh dengan pelarut untuk pembersihan). Waste industri berupa bahan kimia yang seringkali beracun memerlukan perlakuan khusus sebelum dibuang.
Waste ada tiga jenis yaitu waste dalam bentuk solid, liguid, dan gas.
Kategori waste solid, liquid, dan gas yaitu: 1. Cement kiln dust waste
Waste solid berasal dari proses manufaktur semen dan produk-produk yang
saling berhubungan. Ini tidak termasuk proses dan fasilitas penyimpanan untuk waste. Ini juga tidak termasuk mengeluarkan waste yang banyak terpendam pada lingkungan.
2. Construction waste
Waste liguid dan solid dihasilkan dari kegiatan konstruksi bangunan baru atau
penghancuran bangunan yang sudah tua. Ini tidak termasuk proses dan fasilitas penyimpanan untuk waste. Ini juga tidak termasuk pengeluaran waste yang banyak terpendam pada lingkungan.
3. Industrial waste
Semua waste solid, liquid, dan gas dihasilkan dari proses manufaktur dari barang-barang industri. Ini tidak termasuk proses dan fasilitas penyimpanan
untuk waste. Ini juga tidak termasuk pengeluaran waste yang banyak terpendam pada lingkungan.
4. Medical waste
Semua waste solid, liquid, dan gas dihasilkan dari perawatan suatu penyakit dan luka berat. Ini termasuk waste yang dihasilkan dari klinik dan rumah sakit. 5. Mining waste
Semua waste solid, liquid, dan gas dihasilkan dari proses pertambangan dan bijih besi.
6. Municipal waste
Waste yang berasal dari perkotaan seperti kegiatan mengkonsumsi
barang-barang dan service. Ini juga termasuk barang-barang-barang-barang rongsokan dan waste rumah tangga dari sekitar lingkungan tempat tinggalnya.
7. Oil and gas waste
Semua waste solid, liquid, dan gas berasal dari penemuan, penyulingan dan proses dari minyak dan gas alam. Ini termasuk juga waste mengebor.
2.2. Kualitas
Secara definitif yang dimaksudkan dengan kualitas atau mutu suatu produk atau jasa adalah derajat atau tingkatan dimana produk atau jasa tersebut mampu memuaskan keinginan dari konsumen (Sritomo,1993).
Pada masa sekarang, pengertian dan konsep kualitas adalah lebih luas daripada sekedar aktivitas inspeksi. Pengertian modern dari kualitas adalah membangun sistem kualitas modern yang dapat diartikan oleh lima karakteristik sebagai berikut (Gaspersz,2001) :
• Sistem kualitas modern berorientasi pada pelanggan
• Sistem kualitas modern dicirikan oleh adanya partisipasi aktif yang dipimpin oleh manajemen puncak (Top Management) dalam proses peningkatan kualitas secara terus-menerus.
• Sistem kualitas modern diartikan oleh adanya pemahaman dari setiap orang terhadap tanggung jawab spesifik untuk kualitas. Meskipun kualitas seharusnya merupakan tanggung jawab setiap orang, namun patut pula
diketahui bahwa setiap orang memiliki tanggung jawab yang berbeda, tergantung posisi kerjanya di perusahaan.
• Sistem kualitas modern dicirikan oleh adanya aktifitas yang berorientasi pada tindakan pencegahan, bukan berfokus pada upaya untuk mendeteksi kerusakan saja. Kualitas melalui inspeksi saja tidak cukup dan hal itu terlalu mahal. • Sistem kualitas modern dicirikan oleh adanya filosofi yang menganggap
bahwa kualitas merupakan “jalan hidup” (Way of Life)
2.2.1. Pengendalian Kualitas
Pengendalian kualitas adalah suatu sistem verifikasi dan penjagaan atau perawatan dari suatu tingkatan atau derajat kualitas produk atau proses yang dikehendaki dengan cara perencanaan yang seksama, pemakaian peralatan yang sesuai, inspeksi yang terus menerus, serta tindakan korektif bilamana diperlukan. Dengan demikian hasil yang diperoleh dari kegiatan pengendalian kualitas ini benar-benar bisa memenuhi standar-standar yang telah direncanakan atau ditetapkan (Sritomo,1993).
Pengendalian adalah usaha untuk mencapai tujuan tertentu melalui perilaku yang diharapkan, (Feigenbaum,1991). Pengendalian mempunyai lima fungsi, yaitu:
1. Pengendalian kualitas
Mempunyai tanggung jawab terhadap penetapan dan pengawasan dalam pengendalian kualitas yang diperlukan bagi bahan baku, bahan yang sedang dalam proses, dan barang jadi yang disesuaikan dengan spesifikasi dan kualitas yang dipergunakan.
2. Pengendalian produksi
Mempunyai tanggung jawab terhadap pembuatan peramalan atau rencana produksi, penjadwalan produksi penugasan kerja, jalur produksi, ukuran jumlah pembelian yang ekonomis dan penyaluran produksi.
3. Pengendalian biaya
Bertanggung jawab untuk menentukan dan melaporkan biaya pengolahan dan membandingkannya dengan jumlah biaya yang dialokasikan dalam anggaran
belanja selanjutnya. Melaporkan biaya-biaya dari seluruh operasi yang ada dalam perusahaan.
4. Pengendalian prosedur
Menetapkan prosedur operasi standar (Standart Operating Procedures atau SOP). Dalam perusahaan juga membuat dan mengkoordinasikan seluruh dokumen yang digunakan.
5. Melakukan pemeriksaan terhadap bahan baku, bahan dalam proses, dan barang setengah jadi. Hasil pemeriksaan tersebut dilaporkan kepada fungsi pembuatan.
Pada saat sekarang ini, banyak perusahaan yang sudah menyepakati bahwa pengendalian kualitas sangatlah penting dalam peningkatan mutu atau kualitas yang dihasilkan yang terus diberlakukan dan berhasil dalam pelaksanaannya di perusahaan. Banyak perusahaan modern yang saat ini menggunakan kendali mutu sebagai bagian dari perusahaan mereka (Kramer,1996).
Menurut Feigenbaum (1991) mutu produk dapat didefinisikan sebagai
total composite dari produk dan jasa yang meliputi pemasaran, aspek teknis,
manufaktur dan pemeliharaan dan pemeliharaan secara keseluruhan dimana produk dan jasa tersebut penggunaannya sesuai dengan harapan konsumen.
Sedang menurut Kramer (1996), sifat penentu mutu dapat berupa sifat yang dapat diamati oleh indera seperti ukuran, aroma, warna, bentuk, kekerasan, dan rasa.
Pada dasarnya performasi kualitas dapat ditentukan berdasarkan karakteristik kualitas yang terdiri sifat atau dimensi (Gaspersz,1998). Beberapa sifat atau dimensi tersebut adalah:
• Fisik: panjang, berat, diameter, tegangan, kekentalan, dan lain-lain.
• Orientasi waktu: keandalan, kemampuan pelayanan, pemeliharaan, ketepatan waktu.
• Sensory (berkaitan dengan panca indera): warna, penampilan, model, rasa, warna.
• Orientasi biaya: berhubungan dengan biaya yang menggambarkan harga dari suatu produk yang harus dibayar oleh konsumen.
Untuk melaksanakan pengendalian, pengambilan tindakan sangatlah penting yang berguna untuk penyesuaian terhadap faktor-faktor penyebab penyimpangan yang terjadi dan berusaha ketat untuk menyingkirkan faktor-faktor penyebab terjadinya penyimpangan tersebut (Feigenbaum,1991).
2.2.2. Tujuan Pengendalian Kualitas
Adanya penyebab dalam proses produksi akan sangat mempengaruhi kualitas. Apabila hal ini dibiarkan terus menerus tanpa adanya usaha pengendalian, maka kualitas produk akan sulit dikontrol. Ini semua akan mempengaruhi mutu hasil produksi dan produktivitas perusahaan.
Tujuan pengendalian kualitas statistik dapat dikatakan sebagai berikut:
• Agar barang hasil produksi dapat mencapai standar mutu yang telah ditetapkan oleh perusahaan.
• Mengusahakan agar biaya inspeksi dapat menjadi sekecil mungkin.
• Mengusahakan agar biaya design dari produk dan proses dengan menggunakan mutu produksi tertentu dapat menjadi sekecil mungkin.
• Mengusahakan agar biaya produksi dapat menjadi serendah mungkin.
Tujuan pokok dari pengendalian kualitas adalah untuk mencari dengan cepat terjadinya sebab-sebab terduga sehingga tindakan pembetulan dapat dilakukan sejak dini.
Dengan adanya pengendalian kualitas, maka perusahaan akan mempunyai kemampuan dalam hal:
• Meningkatkan produktivitas dengan mengurangi buangan dan pembuatan ulang (rework), sehingga produktivitas bertambah, biaya berkurang dan kapasitas produksi bertambah.
• Pencegahan cacat lebih besar dengan mengerjakan dari awal proses dengan benar.
• Mencegah penyesuaian proses yang tidak perlu.
• Memberikan informasi tentang perubahan dalam proses dan parameter proses yang penting dapat diketahui.
2.2.3. Seven Tools
Seven Tools merupakan metode atau teknik yang digunakan dalam
pengendalian kualitas. Macam-macam seven tools yaitu: • Lembar Periksa atau Check Sheets
• Pareto Diagram • Diagram Sebab Akibat • Histogram
• Diagram Pencar atau Scatter Diagram • Flowchart
• Peta Kendali atau Control Chart
2.2.3.1. Pareto Diagram
Pareto diagram adalah metode untuk mencari sumber kesalahan
masalah-masalah atau kerusakan produk untuk membantu memfokuskan diri pada usaha pemecahannya. Pareto diagram didasarkan pada hasil kerja Alfredo Pareto, seorang ahli ekonomi abad 19. Joseph M. Juran, mempopulerkan akibat kerja
pareto ini saat ia mengemukakan bahwa 80% masalah-masalah yang dihadapi
perusahaan akibat dari hanya 20% dari penyebabnya. Analisa pareto mengisyaratkan masalah-masalah mana yang jika ditangani khususnya mengenai cacat pengemasan akan memberikan manfaat balik terbesar (Render,1997).
Diagram pareto adalah diagram batang yang disusun secara menurun dari besar ke kecil. Biasa digunakan untuk melihat atau mengidentifikasi masalah, tipe cacat, atau penyebab yang paling dominan sehingga kita dapat memprioritaskan penyelesaian masalah. Oleh karena itu, sebelum membuat diagram pareto, perlu diketahui terlebih dahulu penggunaan lembar periksanya (Gasperzs,2001).
2.2.3.2. Diagram Sebab Akibat
Diagram sebab akibat yang sering juga disebut dengan diagram tulang ikan (fishbone) atau diagram Ishikawa yang bertujuan untuk memperlihatkan faktor-faktor yang berpengaruh pada kualitas hasil atau dengan kata lain diagram ini dipergunakan untuk menunjukkan faktor-faktor penyebab dan karakteristik kualitas yang disebabkan oleh faktor-faktor penyebab itu (Sritomo,1993).
Diagram sebab akibat ini menunjukkan enam faktor yang disebut sebagai sebab dari suatu akibat. Keenam faktor itu adalah man (manusia, tenaga kerja),
method (metode), material (bahan), machine (mesin), environment (lingkungan),
dan measurement (pengukuran). Diagram ini biasanya disusun berdasarkan informasi yang didapatkan dari sumbang saran atau brainstorming .
Untuk menganalisa suatu diagram sebab akibat dapat dilihat dengan semakin banyaknya cabang maka dapat diketahui penyebab kecacatan terbesar dari suatu produk. Di dalam diagram sebab akibat ada garis inti horizontal yang merupakan penyebab utama kecacatan dan ada pula garis cabang yang merupakan inti dari penyebab kecacatan suatu produk.
Langkah-langkah pembuatan diagram sebab akibat:
1. Menentukan masalah atau sesuatu yang akan diamati atau diperbaiki. Menggambar panah dengan kotak di ujung kanannya dan tulis masalah atau sesuatu yang akan diamati atau diperbaiki.
2. Mencari faktor utama yang berpengaruh atau mempunyai akibat pada masalah atau sesuatu tersebut. Menuliskan dalam kotak yang telah dibuat di atas dan di bawah panah yang telah dibuat tadi.
3. Mencari lebih lanjut faktor-faktor yang lebih terinci (faktor-faktor sekunder) yang berpengaruh atau mempunyai akibat pada faktor utama tersebut. Menuliskan faktor-faktor sekunder tersebut di dekat atau pada panah yang menghubungkannya dengan penyebab utama.
4. Dari diagram yang sudah lengkap, mencari penyebab-penyebab utama dengan menganalisa data yang ada.
2.3. Analisis of Variance with Single Factor
ANOVA merupakan alat untuk menguji variance. Langkah-langkah untuk ANOVA yaitu:
1. Mencari faktor
Faktor yaitu variabel yang mempunyai efek atau pengaruh pada variabel respons yang menarik perhatian peneliti.
2. Mencari level faktor (a)
3. Mencari variabel respons
Variabel respons yaitu variabel terukur yang menarik untuk dianalisis oleh peneliti, sering pula disebut variable dependen.
4. Menentukan replikasi (n)
Replikasi yaitu berapa kali percobaan dilakukan. 5. Jumlah percobaan total (N)
Jumlah percobaan total yaitu obyek dimana variabel respons dan faktor diobservasi atau diukur.
Hipotesa yang dipakai adalah sebagai berikut: • Hipotesa awal (Ho) : µ1 = µ2 = …. = µ0 ….. tidak berpengaruh terhadap…..
• Hipotesa dugaan (H1) : minimal ada satu µyang berbeda ….. berpengaruh terhadap …..
Tolak H0 jika Fo > F ∝, a-1, N-a
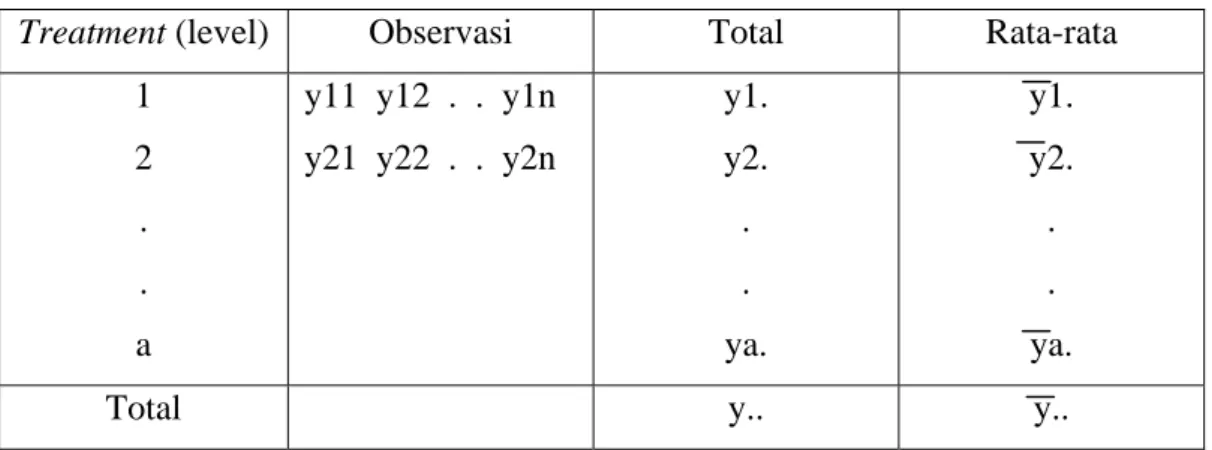
Tipe data dari single faktor dapat dilihat pada tabel 2.1..
Tabel 2.1. Tipe Data Single Faktor
Treatment (level) Observasi Total Rata-rata
1 2 . . a
y11 y12 . . y1n y21 y22 . . y2n
y1. y2. . . ya. y1. y2. . . ya.
Total y.. y..
Sumber: Montgomery, 2005
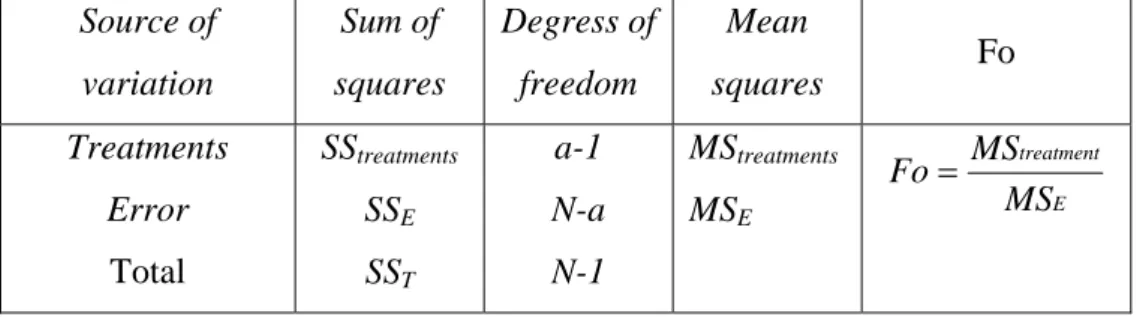
Sum of squares merupakan jumlah deviasi kuadrat. Sedangkan degrees of freedom merupakan derajat kebebasan. Mean squares merupakan hasil bagi dari sum of squares dengan derajat kebebasan. F ratio (Fo) adalah angka-angka
perbandingan antara mean squares treatment dengan mean squares error. F∝,a-1,N-a diperoleh dari tabel F. Uji hipotesis berdasarkan hasil dari Fo dengan F dari tabel.
Tabel ANOVA dapat dilihat pada tabel 2.2.
Tabel 2.2. Tabel ANOVA
Source of variation Sum of squares Degress of freedom Mean squares Fo Treatments Error Total SStreatments SSE SST a-1 N-a N-1 MStreatments MSE E treatment MS MS Fo= Sumber: Montgomery, 2005 a = level (treatments) N = jumlah data n = replikasi
Rumus yang digunakan adalah: (Montgomery, 2005)
E Treatment T SS SS SS = + (2.1) N y yij SS a i N j T 2 1 1 2 − .. =
∑∑
= = (2.2) N y yi n SS a i Treatment 2 1 2 .. . 1 − =∑
= (2.3) 1 − = a SS MSTreatment Treatment (2.4) a N SS MSE E − = (2.5) H0 : µi = µj for all i ≠ jH1 : µi ≠ µj for all i ≠ j
2.3.1. Least Significant Difference (LSD)
Untuk mengetahui bagian level mana yang berbeda. Rumus yang digunakan adalah: (Montgomery, 2005)
(2.6) Tolak H0 jika: n MS t LSD = α/2,N−a 2 E
LSD y
yi− j > (2.7)
2.4. Process Capability Analysis
Process capability analysis digunakan untuk mengukur kemampuan
proses untuk data atribut. Di dalam perhitungan process capability analysis dikenal Cp (proses yang on target) dan Cpk (proses yang bergeser dari target) dari peta atribut hanya terdapat pada peta p (fraksi cacat) dan peta np (jumlah produk cacat) karena kedua peta ini yang memperhitungkan tingkat nonconformans dari suatu proses. Dengan kata lain, dalam peta p dan np memperhitungkan proporsi cacat (defect). Adapun cara perhitungan dari Cp dan Cpk untuk data atribut yaitu: Rumus yang digunakan adalah: (www.geocities.com/praktikum_pk)
k pi
p=
∑
(2.8) Yang mana :p = rata-rata proporsi unit yang cacat
∑
pi= total cacat k = total inspeksi p CL= (2.9) n p p p UCL= +3 (1− ) (2.10) n p p p LCL= −3 (1− ) (2.11) Yang mana :UCL = batas kendali atas LCL = batas kendali bawah
n = ukuran sampel 2.4.1. Menghitung Cp 2 100 % 1 x cacat proporsi a= − (2.12)
a menunjukkan area kurva z (dalam kurva distribusi normal). Dengan nilai a ini carilah titik z yang menghasilkan nilai area kurva sebesar “a”.
3 z titik Cp= (2.13) 2.4.2. Menghitung Cpk 100 % 1 proporsi cacat a= − (2.14) Nilai a ini menunjukkan area kurva z (dalam kurva distribusi normal). Dengan
nilai a ini carilah titik z yang menghasilkan nilai area kurva sebesar “a”.
3
z titik
Cpk = (2.15)
2.5. Perhitungan Etiket yang Digunakan
Cara untuk menghitung etiket yang dibutuhkan selama proses pengemasan yaitu:
Etiket yang digunakan = (saldo awal x berat etiket 1 roll) + sisa produksi sebelumnya – sisa pemakaian sesudahnya – retur etiket (2.16)
2.6. Pengambilan Sampel
Penentuan populasi dengan sampel, dapat diambil secara acak maupun tidak acak (random dan non random). Untuk penentuan besar populasi dengan sampel dapat menggunakan rumus dari Sugiyono. Adapun pengambilan sampel yaitu 15% dari total populasi.
2.7. Kemasan
2.7.1. Definisi Kemasan
Menurut Undang-undang No.7 tahun 1996 tentang pangan pada ayat (1) menyebutkan bahwa yang dimaksud kemasan pangan adalah yang digunakan untuk mewadahi dan atau membungkus, baik yang bersentuhan langsung dengan pangan maupun tidak.
Kemasan (packaging) mencakup semua kegiatan merancang dan memproduksi wadah atau pembungkus suatu produk. Wadah atau pembungkus itu disebut kemasan. Kemasan yang terancang dengan baik dapat memberikan kenyamanan bagi konsumen dan nilai promosi bagi produsen (Kotler,2003).
2.7.2. Manfaat Kemasan
Pengemasan yang baik membuat produk mudah untuk diidentifikasidan mempromosikan merk pada nilai penjualan dan bahkan pada saat digunakan (Perreault; Mc Carthy; Jerome,2002). Manfaat kemasan, yaitu:
1. Kemasan dapat mempertinggi suatu produk; kemasan yang baru dapat membuat perbedaan yang penting dalam strategi pemasaran yang baru dengan mempertemukan dengan memenuhi kebutuhan konsumen yang lebih baik. Terkadang, kemasan yang baru membuat produk lebih mudah dan aman untuk digunakan.
2. Kemasan dapat mengirimkan pesan; kemasan dapat mengikat suatu produk kepada strategi pemasaran yang terakhir. Kemasan yang baik terkadang memberikan efek promosi yang lebih baik kepada perusahaan daripada periklanan tersebut.
3. Kemasan mempunyai biaya distribusi yang rendah; perlindungan kemasan yang lebih baik adalah sangat penting bagi perusahaan dan wholesaler maupun retailer. Kemasan yang baik menyimpan ruangan dan lebih mudah untuk mengatasi dan ditampilkan.
2.7.3. Fungsi Kemasan
Kemasan memiliki sejumlah fungsi penting dalam industri minuman. Kemasan melindungi minuman dalam memperpanjang umur simpan mulai dari proses pengisian (filling) sampai kepada konsumen. Kemasan harus memiliki nilai estetika yang cukup menarik dan menyajikan informasi yang mendukung bagi pelanggan seperti petunjuk dalam konsumsi. Kemasan juga harus berfungsi sebagai pelindung yang baik antara produk isi dengan kondisi lingkungan seperti uap air dan oksigen (Giles,2000).
Menurut Buckle (1987) fungsi kemasan yaitu:
• Harus dapat mempertahankan produk agar lebih dan memberikan perlindungan terhadap kotoran dan pencemaran lain.
• Harus memberi perlindungan pada bahan pangan terhadap kerusakan fisik, air, oksigen, dan sinar matahari.
• Harus berfungsi secara benar, efisien, dan ekonomis dalam proses pengepakan yaitu selama pemasukan bahan pangan ke dalam kemasan.
• Harus mempunyai tingkat kemudahan untuk dibentuk menurut rancangan. Dimana bukan saja memberi kemudahan menutup kembali wadah tersebut tetapi juga harus dapat mempermudah pada tahap selanjutnya selama pengepakan di gudang dan selama pengangkutan untuk distribusi. Terutama harus dipertimbangkan dalam ukuran, bentuk, dan berat dari unit pengepakan. • Harus memberi pengenalan, keterangan, daya tarik penjualan. Unit-unit
pengepakan yang dijual harus dapat menjual apa yang dilindunginya dan melindungi apa yang dijual.
2.7.4. Cacat Kemasan
Kemasan yang cacat mengurangi kemampuan melindungi produk di dalamnya. Cacat kemasan mempunyai berbagai implikasi terhadap kondisi dan mutu produk. Pertama, kemasan yang cacat dapat mengurangi atau menurunkan daya tarik komoditas bagi konsumen. Kedua, cacat kemasan dapat merusak atau menghilangkan identitas produk atau komoditas. Ketiga, kemasan yang cacat dapat mengurangi kemampuan melindungi isinya. Keempat, cacat kemasan dapat mengakibatkan kerusakan produk di dalamnya. Kelima, cacat kemasan dapat menyebabkan kontaminasi produk. Keenam, cacat kemasan produk pangan dapat menyebabkan keracunan. Jika kemasan primer yang cacat atau rusak maka pengaruhnya langsung terhadap produk di dalamnya. Pada pemeriksaan mutu produk, titik berat pemeriksaan cacat kemasan ditujukan pada kemasan primer, yang meliputi cacat labeling, cacat wadah kemasan, cacat penutupan kemasan dan cacat kebocoran (Soekarto,1990).
2.7.5. Syarat Kemasan
Syarat-syarat kemasan, yaitu: (Susanto&Saneto,1994) • Tidak toksik atau beracun
• Harus cocok dengan bahan yang dikemas • Sanitasi dan syarat-syarat kesehatan terjamin • Dapat mencegah pemalsuan
• Kemudahan membuka dan menutup
• Kemudahan dan keamanan dalam mengeluarkan isi • Kemudahan pembuangan kemasan bekas
• Ukuran, bentuk, dan berat • Penampilan dan percetakan • Biaya rendah
• Syarat khusus
2.8. Bahan Pengemas
Faktor-faktor yang dipertimbangkan dalam memilih bahan pengemas yaitu: (Suyitno,1990)
• Ekonomis (konsumen membeli isi bukan kemasan). • Sesuai dengan mesin-mesin produksi.
• Transparasi dan tahan terhadap uap air dan gas.
Tipe wadah dan bahan kemasan berdasarkan penggunaannya, wadah dikelompokkan menjadi wadah luar (wadah pengangkutan) dan wadah untuk konsumen (wadah penjualan). Wadah pengangkutan berfungsi untuk melindungi isi selama pengangkutan, sedangkan fungsi wadah untuk konsumen adalah memberikan sejumlah tertentu barang dalam satu unit yang akan dibeli oleh konsumen di toko pengecer.
Polyethylene merupakan bahan pembuat plastik yang harganya paling
murah, mempunyai sifat kuat, transparan dan dapat dilekatkan dengan panas sehingga pembuatan kantong-kantong dapat dilakukan secara masinal (Supirah&Siti Setyasih,1982)
Polyethylene dengan kepadatan yang rendah (dibuat dengan tekanan dan
yang sedang dan merupakan penahan air yang baik tapi jelek terhadap O2.
Keuntungan yang terbesar adalah kemampuannya untuk ditutup sehingga memberikan tutup yang rapat terhadap cairan. Polyethylene dengan kepadatan tinggi (suhu dan tekanan rendah) memberi perlindungan yang baik terhadap air dan meningkatkan stabilitas terhadap panas (Hari Purnomo&Hadiyono,1987).
Polypropilene, lebih kaku, kuat dan ringan dibanding dengan polyethylene dengan daya tembus terhadap air yang rendah, ketahanan yang baik
terhadap lemak, stabil terhadap suhu tinggi dan cukup mengkilap. Plastik tipis yang tidak mengkilap mempunyai daya tahan rendah terhadap suhu tapi bukan penahan gas yang baik (Supriyadi,1999).
Karton (card board), karena pembuatan peti kayu secara masinal masih mengalami kesulitan, juga karena ongkos buruh bertambah besar, maka penggunaan peti kayu sebagai wadah kedua sekarang sudah agak berkurang siganti peti-peti dari karton. Penggunaan peti-peti karton ini sebenarnya dimulai setelah diketemukannya bahan pengepak yang disebut “Celular Board Boxes” yang mempunyai sifat elastisitas tinggi, dapat dicetak pada permukaannya, dapat dikerjakan secara masinal, dapat dilipat sehingga tidak menghabiskan banyak tempat untuk menyimpan. Kemudian “Celular Board Boxes” terkenal sebagai “Corrugated Board Boxes” yaitu suatu peti yang mempunyai lapisan bergelombang, sehingga dapat menahan tekanan mekanis dari luar (Sapirah&Siti Setyasih,1982).