UPAYA MENURUNKAN DEFECT PER UNIT
DENGAN MENERAPKAN QUALITY INFORMATION SYSTEM
MENGGUNAKAN METODE GUGUS KENDALI MUTU
DI ASSY PLANT DEPARTEMEN PAINTING-2
Dondon Try Laksono
Staf Produksi, Industri Automotive, PT ASTRA DAIHATSU MOTOR HEAD OFFICE Jln. Gaya Motor III No. 5, Sunter II, Jakarta 14350
ABSTRACT
Industrial company, especially automotive companies posses unique characteristics compared with other companies. One of these unique characteristics are that they must own a production system which is able to meet customer requests, who recently becomes more and more interested in paint quality. Companies compete to find defect as early as possible in their production area. Painting quality parameter can be measured in number of defects found by Quality Inspection in the Vehicle Inspection line. These defects can be monitored by applying Quality Information System. This system enables faster exchange of defect information to each production operator who made mistakes thereby not reaching quality standards. Company has to invest for this system, and the investment value can be evaluated in efficiency which can also be used to raise company efficiency.
Keywords: defect per unit, quality information system, efficiency, investment
ABSTRAK
Perusahaan industri, khususnya otomotif memiliki karakteristik yang unik bila dibandingkan dengan perusahaan industri lainnya. Salah satu karakteristik tersebut adalah sistem produksinya pun haruslah bisa memenuhi permintaan pelanggan yang semakin memperhatikan kualitas pengerjaan mobil, khususnya pada kualitas cat. Perusahaan berlomba untuk menemukan cacat produksi sedini mungkin di tempat proses kerja dilakukan. Parameter kualitas cat Painting dapat dilihat dari jumlah cacat produksi yang ditemukan oleh Quality Inspection di jalur Vehicle Inspection. Salah satu upaya yang dilakukan dengan menerapkan Quality Information System. Sistem ini dijalankan dengan tujuan mempercepat penyampaian informasi cacat produksi ke setiap operator produksi yang melakukan kesalahan proses yang mengakibatkan tidak tercapainya standar kualitas yang diinginkan. Sistem mengharuskan perusahaan untuk berinvestasi dan nilai investasi perusahaan dapat dievaluasi tingkat keefektifannya yang dapat digunakan untuk meningkatkan efisiensi perusahaan.
PENDAHULUAN
Dalam perusahaan manufaktur yang menghasilkan produk dengan harga yang tinggi, misalnya industri kendaraan otomotif, ukuran pencapaian kualitas produk didapat dari nilai Defect
Per Unit (DPU). Pada satu unit, ditemukan berapa item cacat yang tidak sesuai dengan standar
perusahaan. Semakin tinggi nilai DPU suatu produk, maka dapat disimpulkan semakin tinggi penyimpangan dan pemborosan yang terjadi dalam proses produksi karena dibutuhkan biaya repair
dan terhambatnya pengiriman unit jadi ke konsumen.
Hal yang terjadi di perusahaan adalah seringkali terjadi target DPU yang tidak tercapai. Namun, saat target tercapai tidak dimiliki sistem terpadu yang melakukan kontrol terhadap DPU tersebut karena operator produksi yang melakukan pekerjaan yang berakibat pada cacat produksi tidak dilibatkan. Hal lain yang mengakibatkan tidak tercapainya target DPU adalah perbaikan hanya dilakukan pada cacat yang sering muncul sehingga harus dilakukan perbaikan sistem penanganan kualitas.
Quality Information System (QIS) menjadi pilihan alternatif terbaik yang dapat diterapkan.
Sistem ini sudah dilakukan di pabrik Daihatsu Jepang. QIS mempercepat informasi temuan cacat produksi ke tempat cacat produksi dilakukan; dalam hal ini adalah Departemen Painting-2.
Namun, perusahaan harus melakukan investasi atas perangkat keras QIS yang membutuhkan LCD dan perangkat komputer lengkap. Perangkat tersebut diperlukan untuk menvisualisasikan temuan cacat produksi melalui media layar LCD. Dari investasi yang dilakukan, perusahaan menuntut terjadinya investasi yang efektif dan efisien dengan parameter pada penurunan DPU serta penurunan total biaya untuk melakukan repair unit.
Dari hasil pengamatan yang telah dilakukan, terdapat beberapa kondisi yang menimbulkan masalah di PT ADM Assy Plant Departemen Painting-2. Masalah tersebut adalah tidak tercapainya target DPU yang ditetapkan oleh manajemen serta penerapan QIS memerlukan investasi biaya sehingga penerapannya harus berdampak pada penurunan DPU, yang juga akan menurunkan jumlah order material untuk melakukan repair unit yang terkait dengan temuan cacat produksi.
Penelitian dilakukan PT ADM Assy Plant Departemen Painting-2. Adapun pembatasan masalah atau ruang lingkup yang bertujuan untuk memperjelas lingkup permasalahan dan mengurangi kompleksitas dari permasalahan yang dibahas. Ruang lingkup dari masalah studi kelayakan meliputi jumlah DPU Painting-2, jumlah material order (direct, indirect dan man hour
overtime), dan perhitungan titik balik investasi terhadap waktu. Penelitian ini bertujuan untuk
memberikan gambaran mengenai perbandingan antara nilai investasi dengan manfaat yang akan didapatkan setelah titik balik modal tercapai.
Sistem Produksi Toyota dikembangkan dan dipromosikan oleh Toyota Motor Corporation
dan telah dipakai oleh banyak perusahaan Jepang sebagai ekor krisis minyak di tahun 1973. Tujuan utama dari sistem ini adalah menyingkirkan berbagai jenis pemborosan yang tersembunyi dalam perusahaan lewat aktivitas perbaikan. Toyota dapat meraih laba melalui pengurangan biaya melalui sistem produksi, yang sama sekali menyingkirkan sediaan dan tenaga kerja yang terlalu banyak. Tidaklah berlebihan untuk mengatakan bahwa sistem ini adalah sistem manajemen produksi yang revolusioner. Sistem produksi ini sangat mementingkan untuk mengurangi pemborosan dalam segala aspek produksi.
Pemborosan merupakan hal yang harus dihindari untuk mengimplementasikan Toyota
minimum material, peralatan, komponen, ruang atau waktu yang penting untuk menambah nilai produk. Sumber-sumber pemborosan yang diidentifikasikan oleh Toyota dan untuk pertama kali dideskripsikan oleh Taiichi Ohno adalah sebagai berikut.
Pertama, prinsip ekonomi teknik. Menurut I Nyoman Pujawan, analisis ekonomi teknik
secara umum dapat dikatakan sebagai analisis investasi teknik. Agar mampu melakukan evaluasi kinerja ekonomi, dibutuhkan estimasi biaya yang dikeluarkan saat ini, estimasi biaya operasional, estimasi nilai sisa sistem, estimasi lamanya sistem berjalan, dan estimasi nilai suku bunga yang ada. Proses pengambilan keputusan pada ekonomi teknik hampir selalu berkaitan dengan penentuan mana yang terbaik dari alternatif-alternatif yang ada. Analisis ekonomi teknik terutama ditujukan untuk mengevaluasi dan membandingkan performansi finansial dari masing-masing alternatif proyek investasi teknik.
Kedua, Gugus Kendali Mutu (GKM) terdiri dari (1) Menentukan tema. Tema merupakan
masalah yang akan diangkat untuk dianalisis, dicari penyebabnya, dan ditanggulangi; sedangkan yang dimaksud sebagai masalah yakni sesuatu yang dianggap menyimpang dari keinginan, target, dan dari standar yang ada; (2) Menentukan target. Target adalah tujuan atau kondisi ideal yang harus dicapai pada suatu proses. Hal-hal yang perlu diperhatikan antara lain spesifik, satuan jelas, dapat dicapai, masuk akal, dan waktunya jelas; (3) Analisis kondisi yang ada. Langkah ketiga adalah analisis kondisi yang ada, yaitu melakukan penyelidikan dan analisis secara lebih teliti dengan tujuan menemukan akar masalah utama atau mendapatkan fakta dan data tentang penyimpangan atau kondisi-kondisi tidak baik yang berhubungan dengan akar permasalahan; (4) Analisis sebab akibat. Pada langkah analisis penyebab, pekerjaan yang akan dilakukan yaitu menyelidiki dan menguji penyebab-penyebab yang mungkin untuk menemukan penyebab utama dari akar permasalahan; (5) Rencana penanggulangan. Pada langkah rencana penanggulangan, dilakukan perencanaan terhadap penanggulangan yang efektif dan efisien untuk menghilangkan penyebab utama yang ada di jalur produksi; (6) Evaluasi hasil perbaikan. Evaluasi hasil adalah langkah mengevaluasi tingkat keberhasilan dan keuntungan, yang diperoleh dari penanggulangan yang telah dilakukan. Ini dilakukan dengan membandingkan kondisi sebelum dan sesudah perbaikan dengan menggunakan tolak ukur yang sama; (7) Standarisasi dan tindak lanjut. Standarisasi diperlukan untuk mencegah masalah yang sama akan muncul kembali sehingga pada saat terjadi pergantian operator atau bahkan terjadi pergantian manajemen, sistem pengendalian kualitas dapat tetap terjaga; (8) Menentukan rencana berikut. Setelah didapat standarisasi akan proses kerja yang harus dilakukan, maka langkah terakhir adalah melakukan rencana penanggulangan berikutnya. Tema yang diambil adalah pareto kedua dari diagram pareto masalah, dan begitu seterusnya hingga akan dicapai suatu sistem kendali terpadu dan berkesinambungan dalam menjaga standar kualitas dari proses produksi.
Metode Pemecahan Masalah
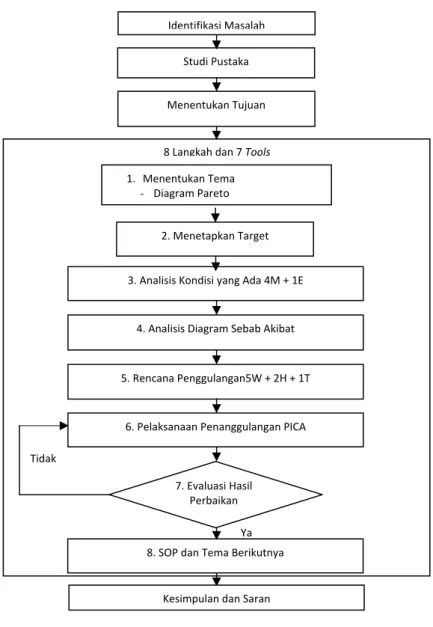
Dalam penelitian ini, diperlukan serangkaian langkah-langkah yang sistematis dan logis untuk memberikan pedoman dan kemudahan dalam melakukan analisis terhadap implementasi proses. Metode penelitian tidak hanya memberikan kemudahan bagi penulis sebagai pihak yang terkait langsung dengan proses, namun juga bagi pembaca. Dengan adanya metode penelitian, pembaca akan mendapatkan kemudahan dalam mengikuti urut-urutan proses berpikir dan langkah-langkah yang dilakukan oleh yang dibahas. Diagram alir yang digunakan untuk metode penelitian dapat dilihat pada Gambar 1.
Gambar 1 Alur Metode Penelitian
PEMBAHASAN
(Langkah-1) Menentukan Tema
Pada langkah ini, dilakukan pengumpulan data di Departemen Painting-2 dan Departemen
Quality Inspection. Masa pengambilan data awal sebenarnya hanya 4 bulan, namun monitoring
hasil dilakukan selama 4 bulan juga, sesuai lama pengambilan data.
Data yang diambil adalah permasalahan di jalur produksi Painting-2 yang paling tidak mencapai target dari prusahaan. Permasalahan paling utama di jalur produksi adalah efisiensi,
quality (nilai DPU), cost material, cost man power (over time), dan safety. Berikut ini data
permasalahan yang paling utama jalur produksi Painting-2 (Gambar 2) dan data nilai DPU pada Oktober 2009 – Januari 2010 (Gambar 3).
Identifikasi Masalah Studi Pustaka Menentukan Tujuan 1. Menentukan Tema - Diagram Pareto 2. Menetapkan Target
3. Analisis Kondisi yang Ada 4M + 1E
4. Analisis Diagram Sebab Akibat
5. Rencana Penggulangan5W + 2H + 1T
6. Pelaksanaan Penanggulangan PICA
8. SOP dan Tema Berikutnya
7. Evaluasi Hasil Perbaikan
Kesimpulan dan Saran Tidak
Ya 8 Langkah dan 7 Tools
Gambar 2 Data Permasalahan yang Paling Utama Jalur Produksi Painting-2
Gambar 3 Data Nilai DPU pada Oktober 2009 – Januari 2010
Pencapaian nilai DPU Painting-2 didapat dari Departemen Quality Inspection, yang bertugas untuk melakukan proses pengecekan unit terhadap standar kualitas perusahaan. Nilai DPU didapat dengan membagi jumlah temuan cacat produksi per hari dibagi dengan jumlah unit yang diproduksi per hari. Selama 4 bulan jalur produksi Painting-2, perusahaan tidak dapat mencapai target pencapaian nilai DPU. Hal ini yang menyebabkan problem pencapaian nilai DPU menjadi masalah utama yang harus dilakukan langkah perbaikan.
(Langkah-2) Menetapkan Target
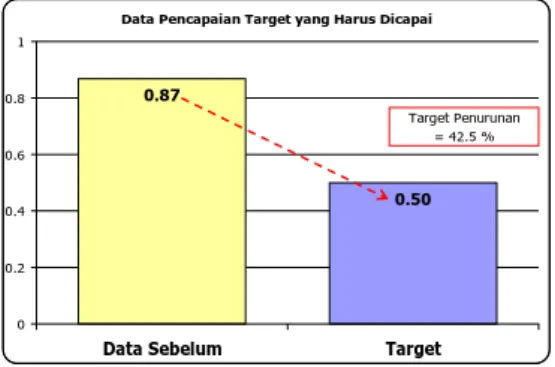
Target yang ditetapkan dalam upaya menurunkan DPU Painting-2 dilihat dari beberapa aspek pendukung (Gambar 4).
Gambar 4 Target Pencapaian Nilai DPU Painting-2
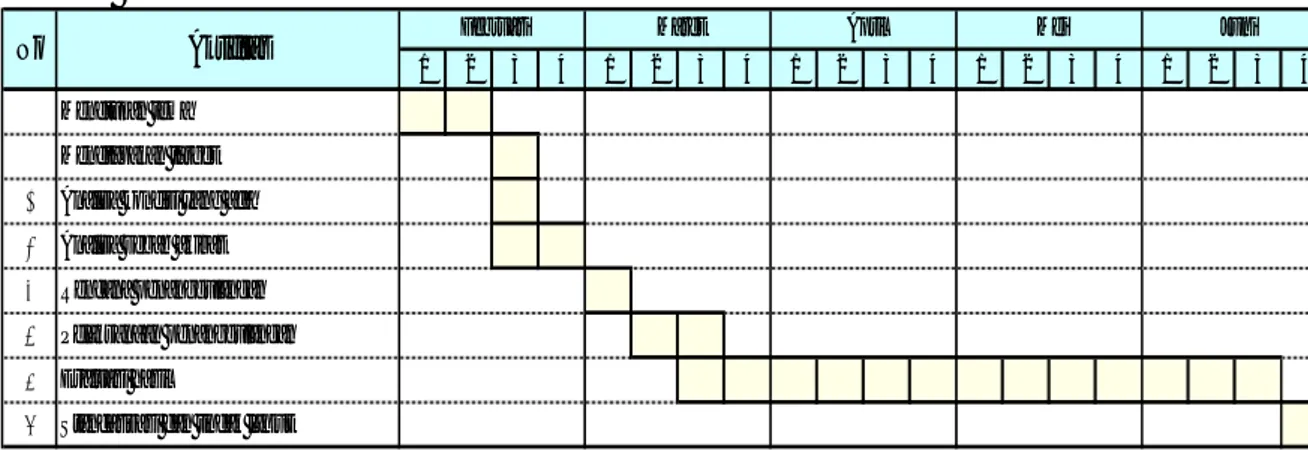
Setelah menemukan tema dan target untuk melakukan perbaikan di jalur produksi, dibuatkan rencana kegiatan yang akan dilakukan. Hal ini untuk mempermudah dalam menjalankan rencana perbaikan dan agar perbaikan terencana waktunya dari awal hingga akhir (Tabel 1).
Data Pencapaian Target yang Harus Dicapai
0.87 0.50 0 0.2 0.4 0.6 0.8 1
Data Sebelum Target
Target Penurunan = 42.5 %
DPU TOTAL Painting-2
0.90 0.86 0.82 0.90 0.6 0.6 0.5 0.5 0 0.2 0.4 0.6 0.8 1
OKTO NOV DES JAN
2009 2010
Total Target
PERMASALAHAN UTAMA di JALUR PRODUKSI PAINTING-2
27% 13% 10% 0 60% 0% 20% 40% 60% 80% 100%
Tabel 1 Rencana Perbaikan dari Awal hingga Akhir
(Langkah-3) Analisis Kondisi di Jalur Produksi
Kondisi di perusahaan, Motor Assembly Plant memiliki beberapa sistem pencegahan kelolosan cacat produksi hingga ke pelanggan. Sistem pencegahan ada di bawah kendali Departemen Quality Inspection dengan beberapa jalur produksi di dalam sistemnya. Setiap departemen produksi memiliki sistem pencegahan tersendiri. Hal ini dilakukan untuk mengurangi cacat produksi yang lolos.
Sistem Pencegahan Kelolosan Cacat Produksi di PT Astra Daihatsu Motor
Penerapan pengendalian kelolosan cacat produksi di perusahaan dilakukan di bawah tanggung jawab penuh Departemen Quality Inspection (QI). Berikut ini proses perakitan kendaraan di perusahaan.
Gambar 5 Proses Perakitan Kendaraan di Perusahaan
Sistem Pencegahan Kelolosan Cacat Produksi di Painting-2
Painting-2 sendiri memiliki sistem pencegahan di masing-masing pos kerja, yang bernama
Quality Gate (QG). Di akhir pos kerja terdapat QG yang berfungsi untuk melakukan inspeksi pada
unit. Proses inspeksi yang dilakukan di Painting-2 pada prinsipnya sama dengan yang dilakukan di
Vehicle Inspection. Setelah QG menemukan cacat produksi, maka akan langsung dilakukan repair.
Hal ini dilakukan untuk mencegah terjadinya pengiriman cacat ke proses berikutnya (Gambar 6).
1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4
1 Menetukan tema
2 Menetapakan target
3 Analisa kondisi yang ada
4 Analisa sebab akibat
5 Rencana penanggulangan
6 Pelaksanaan penanggulangan
7 Evaluasi hasil
8 Standarisasi dan tindak lanjut
April Mei Juni
No Aktifitas Februari Maret
- Perakitan - Pengecatan - Pemasangan - Pengecekan - Pembeli Unit
Body Body Part Kualitas Sebelum ke Pelanggan
ASTRA INTERNATIONAL
WELDING-2 PAINTING-2 ASSEMBLING-2 QUALITY
Gambar 6 Proses Pencegahan Kelolosan Cacat Produksi di Painting-2
Analisis Tindakan Penanggulangan dan Pencegahan Masalah
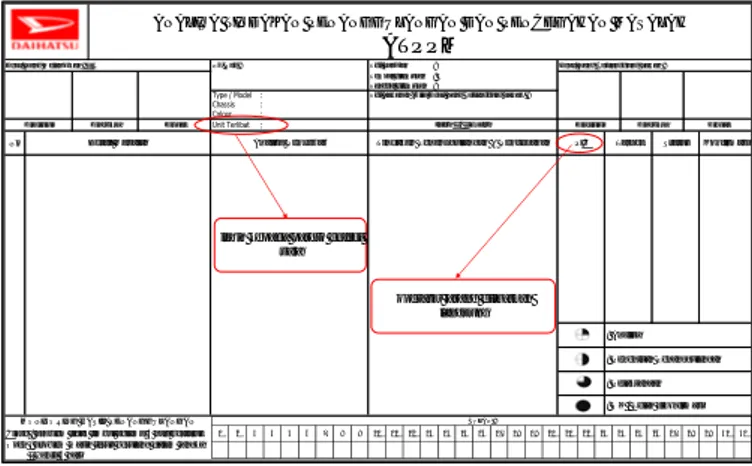
Data pareto cacat produksi yang diterima dari Vehicle Inspection diinformasikan kepada setiap jalur terkait cacat produksi yang ditemukan, dengan menggunakan format laporan Analisis Tindakan Penanggulangan dan Pencegahan Masalah (ATPPM) (Gambar 7).
Gambar 7 laporan Analisis Tindakan Penanggulangan dan Pencegahan Masalah (ATPPM)
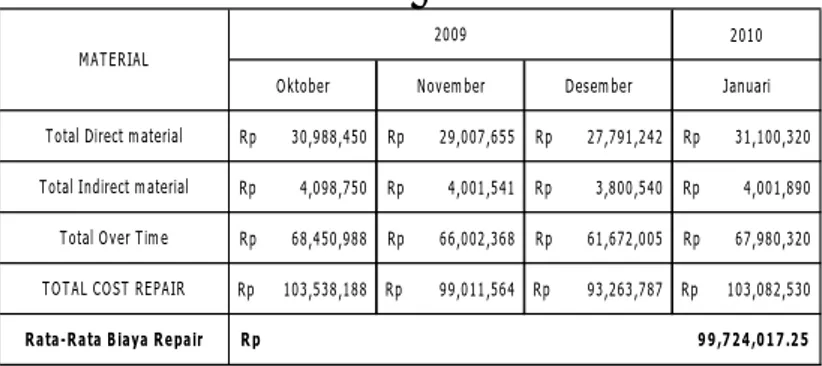
Biaya Repair Unit
Nilai DPU sangat berhubungan dengan jumlah unit yang dilakukan repair. Semakin banyak unit yang memiliki cacat produksi, semakin lama waktu dan biaya repair yang dibutuhkan (Tabel 2).
Dept. Yang Melaporkan : No. Reg : Tgl. Laporan : Dept. Yang Bertanggung Jawab : Tempat ditemukan:
Tanggal ditemukan: Type / Model : Tgl. Jawaban (Diisi Dept. Yang Bertanggung Jawab) : Chassis :
Colour : Unit Terlibat :
No
: OK / Telah dikonfirmasi Close : problem tidak timbul selama 3 hari berturut
Open : problem masih terus berulang dalam jangka waktu 3 hari
MONITORING HASIL PENANGGULANGAN
Dibuat Disetujui
Status Tindakan Penanggulangan & Pencegahan
Analisa Penyebab
Detail Masalah PIC Target
Disetujui
: Penentuan Penanggulangan : Pelaksanaan
ANALISA TINDAKAN PENANGGULANGAN DAN PENCEGAHAN MASALAH
ATPPM Diperiksa Dibuat Intern / Ekstern Diperiksa Konfirmasi : Analisa BULAN : 293031 25262728 21222324 17181920 13141516 9 101112 5 6 7 8 1 2 3 4
lebih kepada pareto defect saja
operator jarang dilibatkan langsung CLEAR COAT TACK RAG METAL FINISH PTC ED ED INSPECTION SEALER
TOP COAT INSPECTION OVEN ED UBS BASE COAT OVEN T/C PBS PRIMER TO ASSY 1st FLOOR 2nd FLOOR 4 1 2 3 Q-INSP. 1 1 2 1 2 PL3 PR4 PL1 PR2 1 3 2 1 2 1 2 3 4 2 5 34 3 1 2 3 4 BL3 BR4 BL1 BR2 BL7 BR8 BL5 BR6 CL3 CR4 CL1 CR2
Tabel 2 Data Jumlah Biaya Repair Unit Cacat Produksi Painting
(Langkah-4) Analisis Sebab Akibat
Dalam melakukan analisis penyebab, tools yang digunakan adalah fishbonediagram untuk mendapatkan penyebab yang paling dominan dalam suatu masalah (Gambar 8).
Gambar 8 FishboneDiagram dari Masalah dalam Penelitian
Dari diagram (Gambar 8), disimpulkan bahwa terdapat 3 penyebab utama yang menyebabkan Painting-2 tidak dapat mencapai target nilai DPU. Penyebab utama adalah ATPPM yang tidak efektif, tidak ada monitoring cacat produksi yang dibuat setiap jalur, dan tidak ada informasi cacat produksi di Painting-2 (Gambar 9).
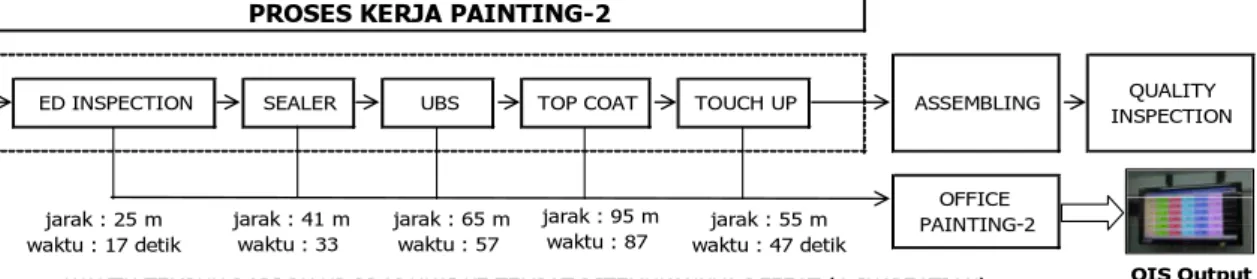
Gambar 9 Proses Kerja Painting-2
2010
Oktober November Desember Januari
30,988,450 Rp Rp 29,007,655 Rp 27,791,242 Rp 31,100,320 4,098,750 Rp Rp 4,001,541 Rp 3,800,540 Rp 4,001,890 68,450,988 Rp Rp 66,002,368 Rp 61,672,005 Rp 67,980,320 103,538,188 Rp Rp 99,011,564 Rp 93,263,787 Rp 103,082,530 99,724,017.25 Rp
Rata-Rata Biaya Repair
MATERIAL
Total Direct material Total Indirect material
Total Over Time TOTAL COST REPAIR
2009
PROSES KERJA PAINTING-2
ASSEMBLING
ED INSPECTION SEALER UBS TOP COAT TOUCH UP INSPECTIONQUALITY
WAKTU TEMPUH DARI JALUR PRODUKSI KE TEMPAT DITEMUKANNYA DEFECT (Q.INSPECTION) WAKTU dan JARAK ADALAH ESTIMASI 1 KALI JALAN
jarak : 330 m waktu : 220 detik jarak : 346 m waktu : 236 jarak : 380 m waktu : 270 jarak : 410 m
waktu : 300 waktu : 250 detikjarak : 360 m MANUAL INPUT Methode
E nvironment
AT PPM tidak efektif
Operator tidak mengetahui cacat yang dibuat
Tidak ada informasi cacat di Painting-2
Harus melihat ke
Quality Inspection
Nilai DPU Tidak Tercapai
Format ATPPM hanya oleh T/L atau F/M
Penyampaian cacat produksi terlalu lama
Jalur tidak mengetahui cacat yang dibuat
Menggunakan rekapan data bulanan
T idak ada monitoring cacat yang dibuat setiap jalur
(Langkah-5) Rencana Penurunan Defect Per Unit (DPU)
Setelah ditemukan penyebab dari pencapaian DPU yang tidak dapat mencapai target, dibuatkan item-item perbaikan yang harus dilakukan. Dari ketiga masalah yang ada, akan diuraikan kondisi sebelum perbaikan dengan kondisi setelah perbaikan. Perbaikan yang paling utama dilakukan adalah instalasi Quality Information System yang bertujuan untuk mempercepat proses penyampaian cacat produksi ke Painting-2 (Tabel 3).
Tabel 3 Penurunan Defect per Unit (DPU)
Implementasi Quality Information System (QIS)
QIS merupakan sebuah sistem di mana penyampaian cacat produksi beserta detail nilai DPU dapat diinformasikan langsung ke setiap jalur produksi secara cepat. Hal ini dilakukan karena pada sebelum sistem ini berjalan, informasi hanya dapat dilihat dengan melihat langsung ke tempat ditemukannya cacat produksi, di mana tempat itu adalah Vehicle Inspection. Dengan QIS, semua temuan dari VI dapat langsung dilihat melalui media Layar TV (Andon) berukuran 52 Inch di tempat produksi paling efektif, yang dapat dilihat oleh seluruh karyawan. Hal ini dapat mempersingkat waktu penyampaian informasi dan pemerataan informasi, terkait nilai DPU maupun temuan cacat produksi kepada seluruh karyawan.
Perangkat utama dari QIS adalah komputer beserta jaringannya. Komputer terbagi menjadi 2 jenis; pertama adalah PC Input dan kedua adalah PC Output (Tabel 4). PC Input ditempatkan di
No Kondisi Sebelum Kondisi Sesudah PIC Tanggal
1 ATPPM tidak efektif Dibuatkan Format Defect Item Operator Dondon 6 maret 2010
yang berfungsi sebagai rekapan data cacat produksi yang dibuat oleh setiap operator
2 Tidak ada monitoring cacat yang dibuat oleh Dibuatkan monitoring Defect Item Operator utk Dondon 6 maret 2010
setiap jalur produksi masing-masing jalur produksi agar dapat
memonitor jumlah cacat produksi yang dibuat setiap bulannya
3 Tidak ada informasi cacat di Painting-2karena Quality Information Systemdipasang di Painting-2 CIT 10 Maret 2010
harus melihat manual ke Quality Inspection QI
Paint-2
Dept. Yang Melaporkan : No. Reg : Tgl. Laporan: Dept. Yang Bertanggung Jawab :
Tempat ditemukan: Tanggal ditemukan:
Type / Model : Tgl. Jawaban (Diisi Dept. Yang Bertanggung Jawab) :
Chassis : Colour : Unit Terlibat :
No
: OK / Telah dikonfirmasi Close : problem tidak timbul selama 3 hari berturut
Open : problem masih terus berulang dalam jangka waktu 3 hari
Konfirmasi
: Analisa : Penentuan Penanggulangan : Pelaksanaan
ANALISA TINDAKAN PENANGGULANGAN DAN PENCEGAHAN MASALAH
ATPPM
Diperiksa Dibuat
Intern / Ekstern
Diperiksa Dibuat Disetujui Status Tindakan Penanggulangan & Pencegahan Analisa Penyebab
Detail Masalah PICTarget Disetujui
MONITORING HASIL PENANGGULANGAN BULAN : 293031 25262728 21222324 17181920 13141516 9101112 5678 1234
lebih kepada pareto defect saja
operator jarang dilibatkan langsung
NAMA: JALUR: BULAN:
NO TGLPROBLEM ANALISA COUNTERMEASURE PICDUE DATE EVALUASI
PT ASTRA DAIHATSU ASSY PLANT PAINTING 2 TYPE D83T 0 1 2 3 4 5 6 7 8 9 10 DEFECT12345678910111213141516171819202122232425262728293031 0 1 2 3 4 1234567891011121314151617181920212223242526272 8293031 0 12 3 4 1234567891011121314151617181920212223242526272 8293031 0 1 2 3 4 12345678910111213141 51617181920212 2232425262728293031 0 1 2 3 4 12345678910111213141 51617181920212 2232425262728293031 0 12 3 4 12345678910111213141 51617181920212 2232425262728293031
KET QTY KETQTY KETQTY KET QTY W-I W-II W-III W-IV DEFECT DEFECT DEFECT DEFECT
BULAN : 0 0.4 0.8 1.2 1.6 2 DEFECT UNIT DPU 12345678910 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 PT ASTRA DAIHATSU ASSY PLANT PAINTING 2
Vehicle Inspection dengan juga memiliki PC Output untuk melihat nilai DPU dan area serta jenis cacat produksi yang ditemukan. PC Output berikutnya ditempatkan di tempat produksi, Painting-2.
Tabel 4 Perangkat Utama dari QIS
No Nama Barang Harga Satuan Jumlah Barang Total Harga
1 LCD Samsung 52” Rp 32.900.000.00 2 Rp 65.800.000.00
2 PC HP DC7900 (Include Howse Keyboard
dan LCD Monitor 18.5”) Rp 9.400.000.00 2 Rp 18.800.000.00
Grand Total Rp 84.600.000.00
Biaya instalasi perangkat, biaya software dan training karyawan yang akan mengoperasikan tidak termasuk ke variabel biaya karena memang tidak ada biaya yang dikeluarkan oleh perusahaan.
Metode penggunaan QIS adalah sebagai berikut. Langkah-langkah sederhana mengoperasikan QIS Input, yaitu (1) Langkah 1, masuk ke menu QIS Input; (2) Langkah 2, memasukkan nomor unit kendaraan pada QIS Input; (3) Langkah 3, jika ada temuan cacat produksi pada check sheet, masukkan data; (4) Langkah 4, periksa hasil input pada QIS Output.
Setelah kita mendapatkan data dari QIS Input, secara otomatis QIS Output akan menampilkan data tadi melalui QIS Output. Berikut ini langkah-langkah yang harus dilakukan dalam mengoperasikan QIS Output, yaitu (1) Langkah 1, masuk ke dalam menu QIS Output; (2) Langkah 2, pilih tipe unit yang ingin dilihat (Gambar 10); (3) Langkah 3, klik titik defect untuk melihat nomor unit dan posisi cacat produksi yang terjadi (Gambar 11).
Gambar 10 Tipe yang Ingin Dilihat
Waktu penyampaian defect setelah penerapan QIS; rata-rata jarak tempuh untuk melihat DPU di Vehicle Inspection dari jalur produksi, yang semula 362 meter menjadi 56 meter. Jarak baru tersebut dikarenakan adanya perbedaan tujuan yang semula dari jalur produksi ke Vehicle
Inspection menjadi jalur produksi ke office Painting-2. Selain jarak jarak tempuh, waktu tempuh
pun ikut berubah; yang semula rata-rata 255 detik menjadi 48 detik.
Gambar 12 Waktu Tempuh dalam Proses Kerja Painting-2
(Langkah-6) Evaluasi Implementasi QIS dan Investasi
Setelah dilakukan langkah perbaikan dengan menerapkan DIO, monitoring DIO dan QIS (Gambar 13).
Gambar 13Pencapaian DPU Setelah Perbaikan
Dari data pencapaian DPU sebelum dan sesudah, dapat dilihat bahwa pencapaian penrunan ternyata lebih besar dari target, yang semula 42,5% menjadi tercapai 49% atau lebih besar 6,5% dari target semula.
DPU TOTAL Painting-2
0.90 0.86 0.82 0.90 0.66 0.43 0.37 0.32 0.6 0.6 0.5 0.5 0.5 0.5 0.5 0.5 0 0.2 0.4 0.6 0.8 1
OKTO NOV DES JAN FEB MAR APR MEI
2009 2010
Total Target
Data Pencapaian DPU Setelah Perbaikan
0.87 0.44 0 0.2 0.4 0.6 0.8 1 Sebelum Sesudah Aktual Penurunan = 49 %
PROSES KERJA PAINTING-2
ASSEMBLING
ED INSPECTION SEALER UBS TOP COAT TOUCH UP
WAKTU TEMPUH DARI JALUR PRODUKSI KE TEMPAT DITEMUKANNYA DEFECT (Q.INSPECTION) PINDAH TEMPAT KE OFFICE PAINTING-2
WAKTU dan JARAK ADALAH ESTIMASI 1 KALI JALAN
OFFICE PAINTING-2 QUALITY INSPECTION jarak : 25 m waktu : 17 detik jarak : 41 m waktu : 33 jarak : 65 m waktu : 57 jarak : 95 m
waktu : 87 waktu : 47 detikjarak : 55 m
Biaya repair unit setelah penerapan QIS; sebelum penerapan QIS, rata-rata biaya repair
unit adalah Rp 99.724.017,25. Sedangkan setelah penerapan QIS rata-rata biaya repair unit adalah Rp 89.181.511. Terjadi penurunan total biaya repair unit setiap bulannya sebesar Rp 10.542.506,25 atau 10,57% dari total biaya repair unit sebelum implementasi QIS.
Tabel 5 Biaya Repair Unit
MATERIAL 2010
Februari Maret April Mei
Total Direct Material Rp 26.766.900.00 Rp 24.509.434.00 Rp 23.368.902.00 Rp 23.005.798.00
Total Indirect Rp 3.900.540.00 Rp 3.505.640.00 Rp 3.460.655.00 Rp 3.442.099.00
Total Over Time Rp 64.989.432.00 Rp 60.550.211.00 Rp 60.025.887.00 Rp 59.200.544.00
Total Cost Repair Rp 95.656.872 Rp 88.565.285 Rp 86.855.444 Rp 85.648.441
Rata-rat Biaya Repair Rp 89.181.511
(Langkah-7 dan Langkah-8) Standarisasi dan Tindak Lanjut
Proses menjalankan sistem dilakukan dengan merubah standar kerja operator, yang semula melakukan proses manual input menjadi proses input QIS sehingga harus dibuatkan standar kerja baru agar sistem dapat berjalan dengan baik dan dapat dikerjakan oleh semua orang (Gambar 14).
Gambar 14 Standar Kerja dengan Menggunakan QIS
Setelah target penurunan DPU dapat tercapai, langkah berikutnya adalah melakukan peningkatan pada effisiensi produksi yang merupakan pareto masalah kedua yang harus dilakukan perbaikan di jalur produksi.
PENUTUP
Dari hasil perbaikan di jalur produksi, didapat hasil penurunan pada nilai DPU dan penurunan biaya repair cacat produksi sehingga investasi perusahaan pada perangkat keras QIS merupakan investasi yang efektif dan efisien. Proses perbaikan sistem sangat mutlak diperlukan untuk mengantisipasi peningkatan kapasitas produksi ataupun penggantian model kendaraan yang dirakit, selain dari menjalankan sistem secara berkelanjutan.
DAFTAR PUSTAKA
HR. Training. (2006). Toyota production system training for ADM’s suppliers, Jakarta: Astra Daihatsu Motor.
Nyoman, P. (2008). Ekonomi teknik, Surabaya: Guna Widya.
Stoner, James A.F., Freeman, R., Edward, G.Jr, dan Daniel R. (1996). Manajemen, Jakarta: PT Prenhallindo.