MODUL AJAR KURIKULUM MERDEKA
MATA PELAJARAN
DASAR DASAR TEKNIK MESIN
ELEMEN TEKNIK DASAR PROSES PRODUKSI MATERI MENGGUNAKAN PERKAKAS TANGAN
TEKNIK DASAR PENGELASAN
Disusun Oleh Nurcholis, S.T.
NIP.197405072008011009
SEKOLAH MENENGAH KEJURUAN NEGERI 1 WINDUSARI DINAS PENDIDIKAN DAN KEBUDAYAAN
PROPINSI JAWA TENGAH
HALAMAN PENGESAHAN
Modul Praktek Mata Pelajaran Dasar Dasar Teknik Mesin Elemen Teknik Dasar Proses Produksi Pada Bidang Manufaktur Mesin Materi Menggunakan Perkakas Tangan dan Teknik Pengelasan Dasar Kelas X Tahun Pelajaran 2023/2024 ini telah diperiksa isinya dan dapat digunakan sebagai
pedoman pembelajaran Praktek Menggunakan Perkakas Tangan
PENYUSUN NURCHOLIS NIP: 197405072008011009
Ketua Program Teknik Mesin
SUMARJANA, S.Pd.
NIP.196507031993031007
Penulis
NURCHOLIS, S.T.
NIP. 197405072008011009
Mengetahui
Kepala SMK Negeri 1 Windusari
AGUS SANTOSO, S.Pd NIP. 1971082120050110
MODUL AJAR KURIKULUM MERDEKA
Bidang Keahlian : Teknologi Manufaktur dan Rekayasa Program Keahlian : Teknik Pemesinan
Kelas : X
Alokasi waktu : 80 jam Penyusun : Nurcholis
Insitusi : SMK N 1 Windusari
Semester : II
ELEMEN : Teknik dasar proses produksi pada bidang manufaktur mesin CP : Pada akhir fase E, peserta didik mampu memahami teknik dasar
proses produksi melalui pengenalan dan praktik singkat yang terkait dengan seluruh proses produksi dan teknologi cutting dan non cutting terdiri dari bentuk bulat, persegi dan profil khusus yang diaplikasikan dalam industri, antara lain perkakas tangan dan bertenaga, peralatan angkat dan pemindah bahan, pemesinan, CAD, simulasi CAM-CNC, 3D Printing, mould and dies, plastic moulding, jig and fixture, pengelasan, dan sejenisnya.
MODEL PEMBELAJARAN a.Kegiatan Pembelajaran 1 Minggu I
Problem Base Learning
b.Kegiatan Pembelajaran 2 Minggu 1 Problem Base Learning
c.Kegiatan Pembelajaran 3 Minggu 2,3,4 Product Base Learning
d.Kegiatan Pembelajaran 4 Minggu 4 Problem Base Learning
PROFIL PELAJAR PANCASILA Mandiri, bernalar kritis, gotong royong
SARANA PRASARANA
Buku buku terkait, bengkel kerja bangku beserta kelengkapannya
TUJUAN PEMBELAJARAN a.Kegiatan Pembelajaran 1
Peserta didik mampu memahami dan menginterpretasi K3L dalam kegiatan praktek mengunakan perkakas tangan dengan benar
b.Kegiatan Pembelajaran 2
Peserta didik mampu memahami tujuan praktek perkakas tangan, macam macam perkakas tangan dan cara menggunakan perkakas tangan
c.Kegiatan Pembelajaran 3
Peserta didik mampu menggunakan berbagai macam perkakas tangan untuk pengikiran rata, siku, sejajar dan profil dengan benar
d.Kegiatan Pembelajaran 4
Peserra didik mampu melaksanakan praktek dasar las Listrik meliputi penyalaan, membuat jalur las, menyambung plat lurus, mentampung plat siku.
MATERI AJAR
a.Kegiatan Pembelajaran 1
Implementasi K3LH dalam pembelajarabn praktek b.Kegiatan Pembelajaran 2
Macam macam perkakas tangan dan pengunaannya c.Kegiatan Pembelajaran 3
Praktek menggunakan perkakas tangan d.Kegiatan Pembelajaran 4
Praktek dasar las listrik
PEMAHAMAN BERMAKNA
Pemahaman tentang keselamatan kerja, macam macam perkakas tangan dan fungsinya, alat alat perkakas tangan apa saja yang diperlukan apabila suatu saat siswa terjun didunia industry Teknik pemesinan
Pemahaman tentang dasar dasar praktek las bawah tangan yang meliputi membuat titik las, membuat jalur, meyambung plat lurus dan menyambung plat siku yang diperlukan saat siswa
bekerja di industry pengelasan
PERTANYAAN PEMANTIK a.Kegiatan Pembelajaran 1
Apa yang terjadi jika semua orang diperusahaan mengabaikan keselamatan kerja b.Kegiatan Pembelajaran 2
Pernahkah kalian mengujungi bengkel perkakas dan menggunakan kikir?
c.Kegiatan Pembelajaran 3
Apakah ada diantara kalian yang pernah mengunakan kikir?
d.Kegiatan Pembelajaran 4
Pernahkah kalian berpikir untuk menyambung antara logam dengan logam?
KEGIATAN PEMBELAJARAN Minggu I
Pendahuluan - Salam pembukaan
- Peserta didik dan guru mengawali pembelajaran dengan berdoa - Guru melakukan presensi kehadiran peserta didik
- Peserta didik menerima informasi materi, tujuan, langkah pembelajaran, metode penilaian yang akan dilaksanakan
- Guru memberi motivasi dan apersepsi kepada siswa - Guru menyampaikan pertanyaan pemantik
Kegiatan inti Hari I
• Orientasi peserta didik pada masalah
Guru memberikan pertanyaan kepada siswa yang menimbulkan rasa ingin tahu siswa (bagaimana cara agar tidak terjadi kecelakaan kerja ?)
• Mengorganisasikan peserta didik untuk belajar
Siswa berdiskusi dengan teman tentang permasalahan keselamatan kerja kemudian mengajukan pertanyaan apabila menemui kendala / kesulitan.
• Membimbing penyelidikan
Guru memberikan penjelasan materi keselamtan kerja
• Mengembangkan dan menyajikan hasil karya
Guru memberikan LKPD 1 kepada siswa Siswa diberikan kesempatan untuk membaca literatur dan mengisi LKPD 1
• Menganalisis dan mengevaluasi proses pemecahan masalah
Siswa (beberapa) mempresentasikan hasil pekerjaan nya Guru dan siswa lain memberi tanggapan dan komentar
Hari II
• Orientasi peserta didik pada masalah
Guru memberikan pertanyaan kepada siswa yang menimbulkan rasa ingin tahu (apakah yang anda ketahui tentang perkakas tangan ?)
• Mengorganisasikan peserta didik untuk belajar
Siswa berdiskusi dengan teman tentang permasalahan penggunaan perkakas tangan kemudian mengajukan pertanyaan apabila menemui kendala / kesulitan.
• Membimbing penyelidikan
Guru memberikan penjelasan materi penggunaan perkakas tangan dengan penjelasan singkat
• Mengembangkan dan menyajikan hasil karya
Guru memberikan LKPD 2 kepada siswa Siswa diberikan kesempatan untuk membaca literatur dan mengisi LKPD 2
• Menganalisis dan mengevaluasi proses pemecahan masalah
Siswa (beberapa) mempresentasikan hasil pekerjaannya guru dan siswa lain memberi tanggapan dan komentar
Hari III
1. Merencanakan produk
Siswa membuat rencana produk yang akan dikerjakan dengan menggunakan kikir.
Hari IV
2. Proses Produksi
Pada tahap ini siswa diajak melakukan tahapan produksi berdasarkan rencana produk berdasarkan rencana yang telah dibuat dengan seksama.
MINGGU II hari I,II,III,IV
Proses Produksi
Pada tahap ini siswa diajak melakukan tahapan produksi dengan mengenalkan berbagai macam perkaks tangan dan membuat benda kerja berdasarkan rencana produk berdasarkan rencana yang telah dibuat dengan seksama.
MINGGU III Hari I
Proses Produksi
Pada tahap ini siswa diajak melakukan tahapan produksi berdasarkan rencana produk berdasarkan rencana yang telah dibuat dengan seksama.
Hari II
Evaluasi Produk
Setelah berhasil membuat sebuah produk, siswa diajak untuk memeriksa hasil produk melalui membandingkan dengan tuntutan pada perencanaan teknis. Dalam tahap ini terjadi proses pengendalian mutu produk yang dihasilkan.
Hari III
Membuat Rencana Pemasaran
Siswa membuat rencana pemasaran produk yang dihasilkan
Hari IV
• Orientasi peserta didik pada masalah
Guru memberikan pertanyaan kepada siswa yang menimbulkan rasa ingin tahu (apakah yang anda ketahui tentang pekerjaan las ?)
• Mengorganisasikan peserta didik untuk belajar
Siswa berdiskusi dengan teman tentang permasalahan pengelasan kemudian mengajukan pertanyaan apabila menemui kendala / kesulitan.
• Membimbing penyelidikan
Guru memberikan penjelasan materi pengelasan dengan penjelasan singkat
• Mengembangkan dan menyajikan hasil karya
Guru memberikan LKPD 3 kepada siswa Siswa diberikan kesempatan untuk
membaca literatur dan mengisi LKPD 3
• Menganalisis dan mengevaluasi proses pemecahan masalah
Siswa (beberapa) mempresentasikan hasil pekerjaannya guru dan siswa lain memberi tanggapan dan komentar
ASSESMEN
a. Asesmen formatif
Dilaksanakan saat kegiatan pembelajaran b. Asesmen sumatif
Minggu 1
NO SOAL EVALUASI SKOR
1 2 3 4
1 Apa perlunya K3LH dalam rangka praktek di bengkel
2 Sebutkan empat macam perkakas tangan yang anda ketahui
3 Apa kegunaan dari empat macam perkakas tangan yang anda jawab di soal nomor 2
4 Bagaimana cara menggunakan empat macam perkakas tangan pada soal nomor 2
5 Bagaimana cara merawat alat perkakas tangan pada sola nomor 2
JUMLAH SKOR MAKSIMAL 20
NILAI MAKSIMAL (SKOR/SKOR MAK) X100
Minggu 2
NO SOAL EVALUASI SKOR
1 2 3 4
1 Bagimanana cara mengunakan kikir 2 Bagaiamana cara mengukur kerataan 3 Sebutkan langkah kerja mengukur kesikuan 4 Tulislah langkah kerja mengukur kesejajaran 5 Bagaiaman cara mengukur radius
JUMLAH SKOR MAKSIMAL 20
NILAI MAKSIMAL (SKOR/SKOR MAK) X100
Minggu 3
NO SOAL EVALUASI SKOR
1 2 3 4
1 Apakah definisi dari pengelasan
2 Alat apa yang dibutuhkan untuk pengelasan Listrik 3 Jelaskan cara pengelasan Listrik
4 Apa beda pengelasan vertical, horizontal, bawah tangan dan atas kepala
5 Apa pengaruh cara pengelasan yang salah
JUMLAH SKOR MAKSIMAL 20
NILAI MAKSIMAL (SKOR/SKOR MAK) X100
ASSESMEN PRAKTEK KERJA BANGKU
NO ASPEK YANG DINILAI SKOR
70 80 90 100 1 Pemotongan benda kerja
2 Kerataan bidang 1
3 Ketegaklurusan bidang 1 thd bidang 3,4,5,6 4 Kerataan bidang 2
5 Ketegaklurusan bidang 2 thd bidang 3,4,5,6 6 Kerataan bidang 3
7 Ketegaklurusan bidang 3 thd bidang 1,2,5,6 8 Kerataan bidang 4
9 Ketegaklurusan bidang 4 thd bidang 1,2,5,6 10 Kerataan bidang 5
11 Ketegaklurusan bidang 5 thd bidang 1,2,3,4 12 Kerataan bidang 6
13 Ketegaklurusan bidang 6 thd bidang 1,2,3,4
JUMLAH SKOR MAKSIMAL 20
NILAI MAKSIMAL (SKOR/SKOR MAK) X100
ASSESMEN PRAKTEK KERJA LAS
NO ASPEK YANG DINILAI SKOR
70 80 90 100 1 Membuat titik pengelasan/ penyalaan
2 Membuat jalur las 3 Menyambung kampus I 4 Menyambung siku
JUMLAH SKOR MAKSIMAL 20
NILAI MAKSIMAL (SKOR/SKOR MAK) X100
KESELAMATAN KESEHATAN KERJA
KEGIATAN BELAJAR 1
MODUL 1
A. Teknisi
Tanggung jawab teknisi adalah jelas bekerja dengan baik, yaitu bertugas dan berkewajiban
• Memberi pelayanan dengan benar ,tepat,aman untuk tiap-tiap bagian yang akan dikerjakan.
• Menyelidiki sebab terjadinya kecelakaan, kerusakan.
• Memperbaiki segera, bilamana terjadi kecelakaan, kerusakan pada mesin dan di catat pada peristiwa tersebut.
B. Praktikan/Pekerja.
Kepada praktikan atau pekerja harus waspada pada waktu bekerja, karena tidak aka ada seorangpun yang celaka atau mesin rusak tanpa sebab-sebab.
• Praktikan harus mentaati peraturan intruksi
• Memperlihatkan intruksi untuk bekerja betul aman
• Bertindak benar tepat pada waktu terjadi kecelakaan
• Segera lapor kepada instruktur bila terjadi kecelakaan
• Menerangkan penyebab terjadinya kecelakaan dan kerusakan.
C. Kesadaran Keselamatan
Segala peralatan instalasi, peralatan dan alat-alat potong yang terdapat dibengkel selalu di rencanakan untuk memotong, membentuk atau mencetak bentuk yang diinginkan. Walaupun semua benda-benda tersebut mati dan tidak dapat berpikir sendiri, tetap dapat berfungsi jika dikendalikan.Maka sebagai pedoman keselamatan kita harus berpikir, bahwa penyebab kecelakaan yang terbesar dengan mudah dapat diambil kesimpulan.
• Ujung sisi yang tajam, memotong
• Panas, api, membakar
• Asam merusak
• Roda gigi,roda penggerak,benda-benda berputar menjepit tangan, menyambret pakaian
• Suatu benda bergerak, berat membahayakan
• Aliran listrik membakar, merusak
• Jatuh luka, celaka
• Suatu yang tidak disangga/dijaga-jatuh
E. Latar Belakang
Pada dasarnya, praktikum kerja bangku merupakan kerja yang dilakukan secara manual. Macam-macam pekerjaan tersebut meliputi mengikir, mengebor, menggergaji, menyenai, menetap, menyetemping, dan sebagainya.
Mata kuliah ini sangat bermanfaat bagi mahasiswa untuk melatih kedisiplinan, ketrampilan, ketelitian, kesabaran, keuletan dan tanggung jawab mahasiswa dalam menggunakan perkakas tangan. Kunci keberhasilan mahasiswa dalam mata kuliah ini adalah mampu memahami metode-metode praktik, secara baik, misalnya mengenai petunjuk, proses, pemakaian, dan hasil kerja bangku.
Kegagalan mahasiswa dipengaruhi oleh berbagai faktor, antara lain terlalu banyak mata pelajaran yang harus diikuti, proses pengerjaan yang membutuhkan tenaga banyak
dengan hasil yang kurang memuaskan, pegetahuan mahasiswa yang kurang, dan dosen yang kurang meguasai materi, semua itu membuat mahasiswa enggan dengan praktikum kerja bangku.
Oleh karena itu, laporan ini akan membahas apa yang dimaksud dengan perkakas tangan, alat-alat yang digunakandalam praktikum serta bagaimana langkah-langkah yang harus dikerjakan oleh setiap mahasiswa sehingga dapat menyelesaikan jobshet yang diberikan oleh dosen pembimbing
Menjelaskan Arti Prakek
Menggunakan Perkakas Tangan dan Macam Perkakas Tangan
Kegiatan Awal Praktikum
MODUL 2
2.1. Pengertian Praktikum Menggunakan Perkakas Tangan
Menggunakan Perkakas Tangan adalah teknik dasar yang harus dikuasai dalam mengerjakan benda kerja secara manual. Pekerjaan menggunkan perkakas tangan melakukan penekanan pada pembuatan benda kerja dengan alat tangan, dan dilakukan di bangku kerja.
Praktek menggunkakan perkakas tangan melatih siswa agar mampu menggunakan alat kerja yang baik dan benar, serta mampu menghasilkan benda kerja yang memiliki standar tertentu sesuai dengan lembar kerja yang ditentukan. Hal ini dapat tercapai jika siswa melakukan pekerjaan dengan baik sesuai dengan peraturan dan tata cara pengerjaan praktek kerja menggunakan perkakas tangan
2.2. Macam-macam Perkakas Tangan
Semua teknisi yang bekerja pada bengkel kerja mesin harus dapat menggunakan semua peralatan tangan yang ada dibengkel baik berupa perkakas mesin maupun perkakas tangan. Hal ini penting karena masing-masing perkakas mempunyai kelebihan dan kekurangan. Pada dasarnya, manusia dapat bekerja dengan mudah, aman dan dapat menghasilkan benda kerja yang baik. Masing-masing dari alat tersebut dan dalam penggunaanya tidak jarang dilakukan dengan secara bersamaan dalam penggunaanya untuk menyelesaikan suatu jobsheet.
Dalam pembahasan ini akan membahas bagaimana fungsi alat perkakas tersebut dapat berfungsi dengan baik dan menghasilkan hasil yang maksimal sesuai petunjuk dan yang diharapkan, sehingga mempunyai umur pemakaian yang lebih panjang.
2.2.1. Ragum
Ragum digunakan untuk menjepit benda kerja saat melaksanakan pekerjaan mekanik seperti mengikir, menggergaji, mengebor, memahat dan lain-lain. Agar benda kerja tidak mengalami kerusakan/luka maka pada mulut ragum dilengkapi dengan vice klem.
Pemasangan ragum pada meja kerja harus disesuaikan dengan tinggi pekerja yang akan bekerja. Sebagai patokan adalah apabila ragum dipasang pada meja kerja, maka tinggi mulut ragum harus sebatas siku dari pekerja pada posisi berdiri sempurna.
Hal-hal yang perlu diperhatikan atau yang perlu dipedomani dalam penjepitan benda kerja pada ragum adalah sebahai berikut :
a. Gunakan pelapis rahang ragum untuk mencegah benda kerja agar tidak rusak permukaannya.
b. Penjepitan benda kerja harus rata, artinya permukaan benda kerja yang keluar dari rahang ragum harus lurus dan sejajar dengan rahang ragum.
c. Untuk penjepitan benda kerja yang berlubang seperti pipa yang tipis digunakan bahan tambahan lain yang dimasukkan kedalam pipa, sehingga pipa yang dijepit tidak akan mengalami kerusakan atau berubah bentuk. Untuk penjepitan benda kerja yang tipis (pelat tipis) gunakan landasan dari kayu. Landasan tersebut dijepit pada rahang ragum.
2.2.2. Kikir
Material kikir adalah dari baja karbin tinggi/baja special. Alat ini digunakan untuk mengurangi sebagian material dengan jalan memarut sehingga menjadi rata, cekung, cembung, bulat, dan lainnya
Jenis kikir yang digunakan menurut tingkat kehalusan dibagi menjadi tiga yaitu : 1. Kikir Bastard
Merupakan kikir kasar panjang badan 12 inchi, dengan jumlah gigi 9 gigi/cm, cs = 25, s = 0,01, n = 40 dan mempunyai tingkat kehalusan N9 s/d N8.
2. Kikir Half Smooth
Kikir setengah halus panjang badan 10 inchi, dengan jumlah gigi 12 gigi/cm, cs = 25, s = 0,005, n = 40 dan tingkat kehalusan N8 s/d N7
3. Kikir Smooth
Kikir halus memiliki panjang badan 8 inchi dengan jumlah gigi 20 gigi/cm, cs = 25, s = 0,0025, n = 40
2.2.3. Penggores
Alat ini digunakan untuk menandai ukuran pada benda kerja atau bahan yang akan diolah. Ada bermacam-macam jenis penggores yaitu penggores tangan sedukan, penggores dengan satu ujung bengkok, penggores dengan satu ujung dirubah.
2.2.5. Penitik
Penitik dapat digunakan untuk menitik bagian benda kerja yang akan di bor. Bentuk penitik yang sering digunakan adalah silinder yang dikartel dengan ujung tirus yang bersudut 250o sampai 300o.
2.2.6. Mistar Baja
Mistar baja ini berfungsi untuk mengukur benda kerja yang berukuran pendek, selain itu juga dapat dipakai untuk membimbing penggoresan dalam melukis batangan pada pelat yang digunakan, ukuran panjang dari mistar baja ini bermacam macam, ada yang berukuran 300 mm, 500mm, 600mm dan 1000mm.
2.2.6. Mistar Siku
Alat ini digunakan untuk menyiku ketelitian dari benda kerja, ukuran panjangnya 300mm, terbuat dari bahan baja.
2.2.7. Palu
Palu adalah alat pemukul yang harus disediakan pada setiap bengkel kerja. Jenis palu bervariasi, sesuai dengan ukuran dan fungsi kerjanya.
2.2.8. Sikat Kikir
Sikat kikir berfungsi untuk membersikan kikir dari butirab-butiran besi yang melekat pada kikir.
2.2.9. Cap Huruf
Cap huruf digunakan untuk proses stemping yaitu memberi nomor atau huruf pada benda kerja. Dalam proses stemping ini harus extra hati-hati, karena dilakukan dengan satu kali pukulan saja, karena apabila kita melakukan pemukulan berulang kali maka posisinya akan berubah atau bergeser dan huruf atau angka akan rusak.
2.2.10. Gergaji Besi
Gergaji besi dengan fungsi untuk menggergaji lapisan besi atau besi tipis, karena bentuknya yang demikian beda dengan gergaji kayu, geriginya yang kecil dan ujung depan dan belakangnya ada pemuntir yang gunanya untuk mengencangkan dan menggendorkan gergaji besi. Gergaji besi terdiri dari sengkang dan daun gergaji., sengkang adalah alat pegangan untuk menggergaji sedangkan daun gergaji ada yang mempunyai gigi berbentuk lurus dan berbentuk zig sak.
2.2.11. Tap
Tap adalah peralatan yang digunakan untuk pembuatan ulir pada suatu benda kerja, dilengkapi dengan tangkai tap yang panjang lengan pemutar disesuaikan besar kecilnya diameter tap.
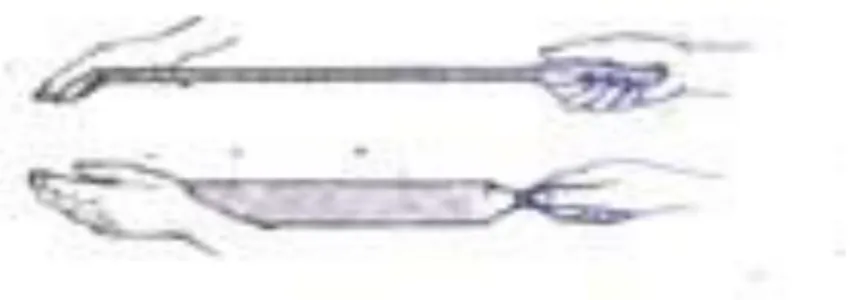
2.2.12. Sney
Sney adalah alat untuk membuat ulir, Pada proses pembuatan ulir, sney dipegang oleh tangkai sney. Sney yang biasa digunakan untuk pembuatan ulir adalah sney pejal dan sney bercelah.
Sney Pejal
Sney Bercelah
2.2.13. Jangkah Sorong
Jangka sorong adalah alat ukur yang mempunyai ketelitian ukur hingga seperseratus millimeter. Kegunaan Jangka Sorong adalah:
1. Mengukur diameter luar benda 2 Mengukur diameter dalam benda 3 Mengukur kedalaman benda
2.3. Penggunaan Alat Kerja Bangku
2.3.1. Langkah pengikiran yang baik
a. Posisi tubuh
Posisi tubuh selama mengikir, berdiri di sisi sebelah kiri ragum dengan kaki tidak berubah. Kaki harus terbentang dengan menyesuaikan panjang kikir. Sudut antara poros ragum dan kaki mendekati 30 derajat untuk kaki kiri dan 75 derajat untuk kaki kanan.
Gerakkan badan dan kaki posisi badan berdiri tegak dan perlahan lahan condong maju selama gerak , pemotongan. Kaki sebelah kanan tetap lurus pandangan lurus selalu ditujukan pada benda kerja.
b. Cara Kikir
1. Tangan kanan : Peganglah tangkai kikir dengan posisi ibu jari diatas pegangan dan jari lainnya dibawah pegangan.
2. Tangan kiri : Tempatkan ibu jari pada ujung kikir dan jari-jari yang lain sedikit dilakukan tekukan akan tetapi tidak sampai memegang atau mengemggam.
3. Menggunakan kikir kecil dengan gerakkan yang tidak terlalu kuat dan pegang kikir dengan tangan kanan ujung kikir di pegang oleh ibu jari dan jari-jari lainnya.
Gambar Posisi Tangan Mengikir
KERJA BANGKU PRAKTIKUM KEGIATAN
MODUL 3
3.MENGIKIR, MENGEBOR, MENGETAP
NO KETERANGAN GAMBAR PERALATAN
1 Periksa ukuran potongan besi
Bangku Kerja Jangka sorong
2 Kikirlah bekas potongan sampai rata di satu bidang dulu
Bangku Kerja Jangka sorong Penyiku Hairline
Kuas / sapu kecil Sikat kawat Kikir 3 Kikirlah sisi sempit yang
lain jika dua bekas potongan sudah rata dan siku sampai ukuran tertentu
Bangku Kerja Jangka sorong Penyiku Hairline
Kuas / sapu kecil Sikat kawat Kikir
4 Kikirlah sisi sempit yang lain jika satu sisi , dua bekas potongan sudah rata dan siku sampai ukuran tertentu
Bangku Kerja Jangka sorong Penyiku Hairline
Kuas / sapu kecil Sikat kawat Kikir 5 Kikirlah permukaan lebar
sampai rata, siku,
Bangku Kerja Jangka sorong Penyiku Hairline
Kuas / sapu kecil Sikat kawat kikir
6 Kikirlah permukaan lebar yang lain sampai rata, siku
Bangku Kerja Jangka sorong Penyiku Hairline
Kuas / sapu kecil Sikat kawat Kikir 7 Kikirlah ujung benda
kerja menjadi radius 23 mm
Bangku Kerja Jangka sorong Penyiku Hairline
Kuas / sapu kecil Sikat kawat Kikir 8 Kikirlah sisi ujung benda
kerja yang lain menjadi radius 23 mm
Bangku Kerja Jangka sorong Penyiku Hairline
Kuas / sapu kecil Sikat kawat Kikir 9 Kikirlah sisi ujung benda
kerja yang lain menjadi radius 23 mm
Bangku Kerja Jangka sorong Penyiku Hairline
Kuas / sapu kecil Sikat kawat Kikir 10 Kikirlah sisi ujung benda
kerja yang lain sehingga menjadi bulat
Bangku Kerja Jangka sorong Penyiku Hairline
Kuas / sapu kecil Sikat kawat Kikir
11 Kikirlah sisi lingkaran menjadi segienam
Bangku Kerja Jangka sorong Penyiku Hairline
Kuas / sapu kecil Sikat kawat Kikir
Pengukur sudut
12 Kikirlah menjadi baut segi enam seperti gambar , bor sisi tengahnya dengan bor 10,5 kemudian buaylah ulir dengan mengunakan tap M 12 x 1,5 mm
Bangku Kerja Jangka sorong Penyiku Hairline
Kuas / sapu kecil Sikat kawat Kikir
Pengukur sudut Bor
Tap
120°
KERJA LAS
KEGIATAN PRAKTIKUM
KERJA LAS
MODUL 4
4.1. Definisi Pengelasan
Mengelasan adalah menyambung dua logam dengan menggunakan panas
Pengelasan SMAW Proses pengelasan SMAW (Shield Metal Arc Welding) yang juga disebut Las Busur Listrik adalah proses pengelasan yang menggunakan panas untuk mencairkan material dasar atau logam induk dan elektroda (bahan pengisi). Panas tersebut dihasilkan oleh lompatan ion listrik yang terjadi antara katoda dan anoda (ujung elektroda dan permukaan pelat yang akan dilas). Panas yang dihasilkan dari lompatan ion listrik ini besarnya dapat mencapai 4000 derajat C sampai 4500 derajat C. Sumber tegangan yang digunakan pada pengelasan SMAW ini ada dua macam, yaitu AC (alternating current) / arus bolak balik dan DC (Direct Current) / arus searah.
Proses terjadinya pengelasan ini karena adanya kontak antara ujung elektroda dan material dasar sehingga terjadi hubungan pendek, saat terjadi hubungan pendek tersebut tukang las (welder) harus menarik elektroda sehingga terbentuk busur listrik yaitu lompatan ion yang menimbulkan panas. Panas akan mencairkan elektroda dan material dasar sehingga cairan elektrode dan cairan material dasar akan menyatu membentuk logam lasan (weld metal).
1. Elektroda Pada saat pengelasan berlangsung, lasan merupakan logam yang mencair jika bersentuhan dengan udara di sekitarnya maka oksigen maupun nitrogen yang terdapat pada udara akan beraksi dengan logam cair tersebut. Reaksi oksidasi tersebut dapat mengakibatkan kualitas dari lasan menjadi menurun, yaitu terdapatnya rongga-rongga udara pada lasan atau terjadinya sambungan yang keropos. Pada las busur listrik, untuk menghindari terjadinya sambungan yang keropos dan untuk menguatkan kualitas sambungan las maka dicari bermacam-
macam cara untuk melindungi lasan dari pengaruh udara atau atmosfer tersebut, yaitu dengan menggunakan terak las sebagai pelindung atau menggunakan bahan tambah/elektroda yang berselaput/berbalut terbuat dari bahan yang dapat melindungi las dari pengaruh atmosfer tersebut. Diameter Elektroda Arus (Ampere) Tipe Elektroda Inci (1) Mm (2) E6010 (3) E6014 (4) E7018 (5) E7024 (6) E7027 (7) E7028 (8) 3/32 2,5 80- 125 70- 100 100- 145 1/8 3,2 60- 120 110- 160 115- 165 140- 190 125- 185 140- 190 5/32 4 120- 160 150- 210 150- 220 180- 250 160- 240 180- 250 3/16 5 150- 200 200- 275 200- 275 230- 305 210- 300 230- 305 7/32 5,6 260- 340 260- 340 275- 285 250- 350 275- 365 ¼ 6,3 330- 415 315- 400 335- 430 300- 420 335- 430 5/16 8 390- 500 375- 470 7 Elektorda baja lunak dan baja paduan rendah untuk las busur listrik menurut klarifikasi AWS (American Welding Society) dinyatakan dengan tanda Exxxx yang artinya sebagai berikut. E menyatakan elektroda, xx (dua angka) sesudah E menyatakan kekuatan tarik deposit las dalam ribuan lb/𝑖𝑛2 .
4.2. Alat dan Bahan
1. Alat utama las SMAW antara lain
• Kabel tenaga
• Trafo las (generator)
• Kabel massa
• Kabel elektroda
• Pemegang elektroda
• Penjepit massa
2. Alat bantu las SMAW antara lain :
• Meja las
• Palu terak
• Palu konde
• Gerinda tangan
• Mistar baja
• Sikat baja
• Ragum
• Kikir
• Penjepit benda kerja
3. Alat keselamatan las SMAW antara lain :
• Wearpack
• Sepatu safety
• Sarung tangan las SMAW
• Helm las
• Apron
• Masker
• Ear plug
4.3.Praktek Pengelasan
NO KETERANGAN GAMBAR PERALATAN
1 Lakukan penyalaan dengan las Listrik dengan Direc Curent Elektroda Positif
Bangku Kerja Jangka sorong
2 Lakukan penyalaan dengan las Listrik dengan Direc Curent Elektroda Negatif
3 Buatlah enam titik pengelasan dengan jarak yang sama , Lukis dulu sebelas dilakukan pengelasan
4 Buatlah enam titik pengelasan dengan jarak yang sama , Lukis dulu sebelas dilakukan pengelasan
LEMBAR KERJA PESERTA DIDIK I
NAMA PELAJARAN : Dasar Dasar Teknik Mesin KELAS/SEMESTER : Fase E/Semester 1
ELEMEN : Teknik dasar proses produksi pada bidang manufaktur mesin MATERI : Penerapan Keselamatan Kerja Saat Praktek
Tujuan Praktek :
1. Siswa dapat menerapkan Keselamatan Kerja Saat Praktek Persiapan :
1. Semua siswa berbaris untuk menkonfirmasi kegiatan yang akan dilakukan 2. Siswa brosing di internet tentang penerapan kerja saat praktek kerja bangku 3. Siswa membuat Lembar Kerja Peserta Didik I
Alat dan bahan :
1. Peralatan kerja bangku 2. Buku Paket
3. HP dan Internet Petunjuk Kerja :
Dengan menggunakan alat dan bahan praktek yang tersedia, kerjakan tabel dibawah ini dengan mengisi praktek kerja bangku yang aman dan akibat yang terjadi jika tidak sesuai
NO PERILAKU KERJA YANG AMAN AKIBAT JIKA PERILAKU KERJA TDK SESUI
LEMBAR KERJA PESERTA DIDIK II
NAMA PELAJARAN : Dasar Dasar Teknik Mesin KELAS/SEMESTER : Fase E/Semester 1
ELEMEN : Teknik dasar proses produksi pada bidang manufaktur mesin MATERI : Macam Macam Perkakas Tangan
Tujuan Praktek :
1. Siswa dapat memahami jenis jenis perkakas tangan Persiapan :
1. Semua siswa berbaris untuk menkonfirmasi kegiatan yang akan dilakukan 2. Siswa brosing di internet tentang jenis jenis perkakas tangan
3. Siswa membuat Lembar Kerja Peserta Didik II Alat dan bahan :
1. Peralatan kerja bangku 2. Buku Paket
3. HP dan Internet Petunjuk Kerja :
Dengan menggunakan alat dan bahan praktek yang tersedia, kerjakan tabel dibawah ini dengan mengisi praktek kerja bangku yang aman dan akibat yang terjadi jika tidak sesui :
Uraikan pengertian jangka sorong :
………
………
………
NO NAMA PERKAKAS TANGAN KEGUNAAN PERKAKAS TANGAN