ANALISA MUTU PRODUK MINYAK SAWIT
BERDASARKAN METODE KAIZEN DI PT. PERKEBUNAN
NUSANTARA III PABRIK KELAPA SAWIT
AEK NABARA SELATAN
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
IRMA JULIYANTY SIREGAR
NIM. 080423007
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
ANALISA MUTU PRODUK MINYAK SAWIT
BERDASARKAN METODE KAIZEN DI PT. PERKEBUNAN
NUSANTARA III PABRIK KELAPA SAWIT
AEK NABAPRA SELATAN
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
Irma Juliyanty Siregar
NIM. 080423007
Disetujui Oleh:
Dosen Pembimbing I, Dosen Pembimbing II,
(Ir. Khawarita Siregar, MT) (Buchari, ST, M.Kes)
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
KATA PENGANTAR
Segala puji dan syukur yang tidak terhingga penulis ucapkan kehadirat
ALLAH SWT yang telah memberikan rahmat dan karunia-Nya kepada penulis
sehingga penulis dapat menyelesaikan tugas sarjana ini yang berjudul “Analisa Mutu Produk Minyak Sawit Berdasarkan Metode Kaizen di PT. Perkebunan Nusantara III Pabrik Kelapa Sawit Aek Nabara Selatan”.
Tugas sarjana ini dibuat sebagai salah satu syarat dalam menempuh ujian
Sarjana pada Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera
Utara.
Penulis sadari bahwa laporan ini jauh dari kesempurnaan sehingga penulis
mengharapkan saran dari berbagai pihak demi kesempurnaan laporan Tugas
Sarjana ini. Penulis berharap agar Tugas Sarjana ini dapat bermanfaat bagi kita
semua. Amin.
UNIVERSITAS SUMATERA UTARA Penulis
Medan, Juni 2011
UCAPAN TERIMA KASIH
Segala puji dan syukur yang tidak terhingga penulis ucapkan kehadirat
ALLAH SWT yang telah memberikan rahmat dan karunia-Nya kepada penulis
sehingga penulis dapat menyelesaikan tugas sarjana ini dengan baik. Selesainya
laporan ini tidak terlepas dari bantuan dan bimbingan dari berbagai pihak dengan
baik secara langsung maupun tidak langsung. Oleh karena itu penulis
mengucapkan terima kasih yang sebesar – besarnya kepada:
1. Ibu Ir. Khawarita, MT, selaku Ketua Departemen Teknik Industri, Fakultas
Teknik, Universitas Sumatera Utara.
2. Bapak Ir. Ukurta Tarigan, MT, selaku Sekretaris Departemen Teknik
Industri, Fakultas Teknik, Universitas Sumatera Utara.
3. Ibu Ir. Khawarita, MT selaku dosen pembimbing I dan Bapak
Buchari,ST,M.Kes selaku dosen pembimbing II yang selalu membantu
dan memberikan bimbingan yang sangat berarti demi terselesainya Tugas
Sarjana ini.
4. Seluruh staf pengajar dan pegawai di Departemen Teknik Industri,
Fakultas Teknik, Universitas Sumatera Utara.
5. Ir. Amri Siregar, selaku Direktur Utama di PT. Perkebunan Nusantara III.
6. Bapak Lukman Panjaitan, selaku Manajer Unit PT. Perkebunan Nusantara
III Pabrik Kelapa Sawit Aek Nabara Selatan.
7. Bapak Bambang Listiobudi, selaku Masinis Kepala PT. Perkebunan
8. Seluruh Karyawan / karyawati di PT.Perkebunan Nusantara III Pabrik
Kelapa Sawit Aek Nabara Selatan yang telah banyak membantu dan
memberikan keterangan secara langsung.
9. Kedua orang tua tercinta, Ayahanda Drs. Hamkanuddin Siregar dan
Ibunda Nurminah Daulay BA serta adek-adekku M.Syukri Hanafiah
Siregar dan Fahmi Hasian Siregar dan keluarga lainnya yang telah
memberikan dukungan, materi, motivasi dan doa tulus yang sangat berarti
bagi saya dalam penyelesaian Tugas Sarjana ini.
10.Teman-teman seperjuangan di Teknik Industri : Rina, Yanti, Siska, Fery,
Hendra, Doly, Hasan serta teman-teman mahasiswa Teknik Industri
Ekstensi stambuk 2008 yang tidak tersebutkan satu persatu lagi, terima
kasih atas dukungannya selama ini. Semuanya harus semangat.
11.Teman-teman lain yang diluar kampus yang telah memberikan motivasi
kepada penulis. Terima kasih atas dukungannya
12.Kepada Ali Mashur Jamhuri yang telah memberikan motivasi dan
dukungan kepada penulis.
13.Kepada Sri, wilda, Yusmi, dan tuti yang telah memberikan dukungan
selamana ini.
14.Seluruh teman-teman mahasiswa Teknik Industri Ekstensi stambuk 2008.
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL DAFTAR ISI ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMAKASIH ... iv
DAFTAR ISI ... vi
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xiii
DAFTAR LAMPIRAN ... xiv
I PENDAHULUAN ... I-1
1.1. Latar Belakang Permasalahan ... I-1
1.2. Perumusahan Masalah. ... I-4
1.3. Tujuan Penelitian ... I-5
1.4. Manfaat Penelitian ... I-5
1.5. Asumsi dan Batasan Masalah ... I-6
1.6. Sistematika Penulisan Tugas Sarjana ... I-6
II GAMBARAN PERUSAHAAN ... II-1
2.1. Sejarah Perusahaan ... II-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.3. Lokasi Perusahaan ... II-2
2.4. Daerah Pemasaran ... II-2
2.5. Proses Produksi ... II-3
2.5.1. Standard Mutu Produk ... II-4
2.5.2. Bahan yang Digunakan ... II-7
2.5.2.1. Bahan Baku ... II-7
2.5.2.2. Bahan Tambahan ... II-8
2.5.2.3. Bahan Penolong ... II-8
2.5.3. Uraian Proses Produksi ... II-9
2.5.3.1. Stasiun Penerimaan TBS (Tandan Buah Segar) ... II-10
2.5.3.2. Stasiun Loading Ramp ... II-13
2.5.3.3. Stasiun Rebusan (Sterilizer) ... II-14
2.5.3.4. Stasiun Penebah (Theressing) ... II-18
2.5.3.5. Stasiun Pengempaan (Pressing) ... II-21
2.5.3.6. Stasiun Klarifikasi (Clarification Station) ... II-24
2.5.3.7. Stasiun Kernel (Kernel Plant) ... II-29
2.5.4. Mesindan Peralatan ... II-37
2.5.4.1. Mesin ... II-37
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.6. Organisasi dan Manajemen ... II-52
2.6.1. Struktur Organisasi Perusahaan ... II-52
2.6.2. Pembagian Tugas, Wewenang dan Tanggung Jawab ... II-54
2.6.3. Jumlah Tenaga Kerja dan Jam Kerja ... II-73
2.6.3.1. Jumlah Tenaga Kerja ... II-73
2.6.3.2. Jam Kerja ... II-74
2.6.4. Sistem Pengupahan dan Fasilitas Lainnya ... II-74
III LANDASAN TEORI ... III-1
3.1. Kualitas ... III-1
3.2. Pengendalian Kualitas ... III-2
3.3. Alat Pengendalian Kualitas ... III-5
3.4. Pengertian Kaizen ... III-11
3.5. GembaKaizen ... III-13
3.5.1. Konsep Utama Kaizen ... III-13
3.5.1.1. Kaizen dan Manajemen ... III-14
3.5.1.2. Siklus PDCA/SDCA ... III-15
3.5.1.3. Proses Versus Hasil ... III-16
3.5.1.4. Mengutamakan Kualitas ... III-16
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.5.1.6. Proses Berikut Adalah Konsumen ... III-17
3.6. Prinsip-prinsip GembaKaizen ... III-19
3.7. Ancangan Kaizen Dalam Pemecahan Masalah ... III-20
3.8. Implikasi Pengendalian Mutu Dalam Kaizen ... III-21
3.8.1. Kaizen dan Pengendalian Mutu Terpadu (PMT) ... III-23
3.8.2. Kaizen dan Sistem Saran ... III-24
3.8.3. Kaizen dan Persaingan ... III-26
3.9. Langkah-langkah Pemecahan Masalah Dengan Metode Kaizen ... III-26
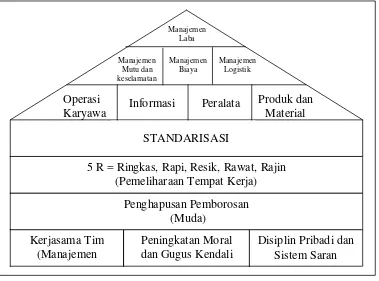
3.10 Langkah-langkah Pemeliharaan Tempat Kerja (5S). ... III-28
3.11. Implementasi GembaKaizen ... III-32
IV METODOLOGI PENELITIAN ... IV-1
4.1. Lokasi dan Waktu Penelitian ... IV-1
4.2. Rancangan Penelitian ... IV-1
4.3. Instrumen Penelitian ... IV-1
4.4. Variabel Penelitian ... IV-2
4.5. Objek Penelitian ... IV-2
4.6. Pengumpulan Data ... IV-2
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
4.8. Analisa Pemecahan Masalah ... IV-4
4.9. Kesimpulan dan Saran ... IV-5
4.10. Kerangka Konseptual ... IV-7
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
5.1. Pengumpulan Data ... V-1
5.2. Pengolahan Data ... V-3
VI ANALISA PEMECAHAN MASALAH ... VI-1
6.1. Analisis ... VI-1
6.1.1. Analisis Histogram ... VI-1
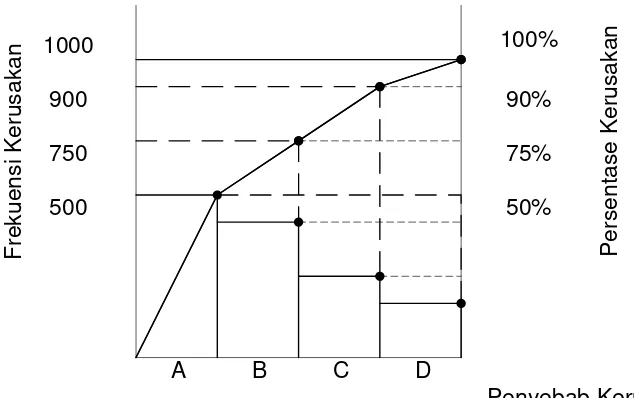
6.1.2. Analisis Pareto Diagram ... VI-1
6.1.3. Analisis Scatter Diagram ... VI-3
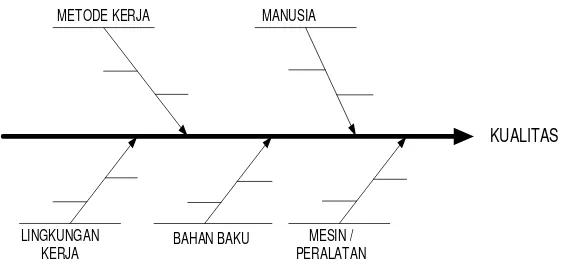
6.1.4. Analisis Cause and Effect Diagram ... VI-4
6.2. Evaluasi ... VI-7
6.2.1. Evaluasi Histogram ... VI-7
6.2.2. Evaluasi Pareto Diagram ... VI-7
6.2.3. Evaluasi Scatter Diagram ... VI-8
6.2.4. Evaluasi Cause and Effect Diagram ... VI-8
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
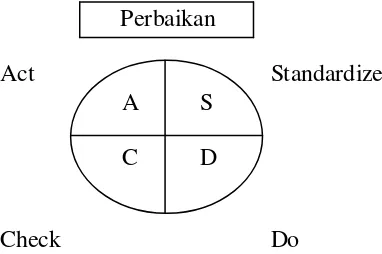
6.4. Siklus PDCA (Plan-Do-Check-Action) ... VI-10
6.5. Langkah-langkah Pemecahan Masalah ... VI-13
6.6. Penerapan 5S di Lingkungan Pabrik ... VI-17
6.7. Penghapusan (Muda) ... VI-23
6.8. Standarisasi ... VI-24
VII KESIMPULAN DAN SARAN ... VII-1 7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-5
DAFTAR TABEL
TABEL HALAMAN
2.1. Standar Mutu Minyak Sawit ... II-5
2.2. Standar Mutu Inti Sawit ... II-6
2.3. Kriteria Kematangan TBS, Persyaratan Mutu dan Komposisi
Panen yang Ideal ... II-12
2.4. Susunan dan Jumlah Tenaga Kerja PTPN III PKS Aek Nabara
Selatan ... II-73
5.1. Jumlah Kerusakan Minyak Kelapa Sawit ... V-2
5.2. Total Kerusakan Untuk Produk Minyak Kelapa Sawit ... V-3
5.3. Check Sheet Kerusakan Minyak Kelapa Sawit ... V-4
5.4. Pengurutan Total Jumlah Kerusakan Minyak Kelapa Sawit ... V-7
5.5. Jumlah Kerusakan Kadar ALB yang Tinggi dan Kadar Air yang
Tinggi Pada Minyak Kelapa Sawit... V-8
5.6. Data Perhitungan Koefisien Korelasi Antara Kerusakan Minyak
Akibat Kadar ALB Tinggi dan Kadar Air Tinggi ... V-10
6.1. Pengurutan Jumlah Kerusakan Minyak Kelapa Sawit ... VI-2
6.2. Rencana Penanggulangan Jenis Kerusakan Minyak Kelapa Sawit... VI-14
6.3. Pelaksanaan Penanggulangan Jenis Kerusakan Minyak Kelapa
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Block Diagram Uraian Proses Pengolahan Minyak Kelapa
sawit ... II-9
2.2. Struktur Organisasi PT. Perkebunan Nusantara III Pabrik
Kelapa Sawit Aek Nabara Selatan ... II-53
3.1. Histogram ... III-6
3.2. Pareto Diagram ... III-6
3.3. Scatter Diagram ... III-7
3.4. Cause and Effect Diagram ... III-8
3.5. Siklus PDCA (plan-do-check-action) ... III-15
3.6. Siklus SDCA (standardize-do-check-action)... III-15
3.7. Pandangan Terhadap Fungsi Tugas, Inovasi dan Kaizen ... III-19
3.8. Bangunan Manajemen Gemba ... III-32
4.1. Block Diagram Pengolahan Data ... IV-4
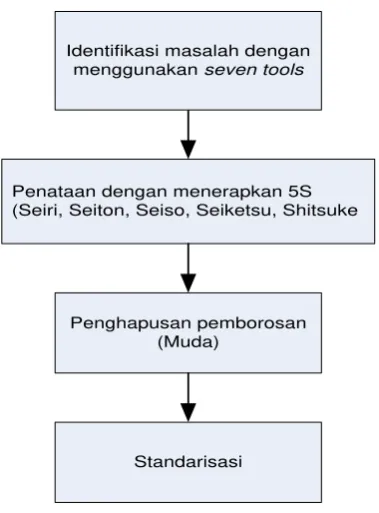
4.2. Diagram Langkah Penelitian ... IV-6
4.3. Kerangka Konseptual ... IV-8
5.1. Histogram Kerusakan Minyak Kelapa Sawit... V-6
5.2. Diagram Pareto Kerusakan Minyak Kelapa Sawit ... V-7
5.3. Scatter Diagram Kerusakan Minyak Akibat Kadar ALB Tinggi
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
5.5. Cause and Effect Diagram Kerusakan Kadar Air Tinggi ... V-13
5.6. Peta Kontrol Kadar ALB Tinggi ... V-15
5.7. Peta Kontrol Kadar Kotoran Tinggi ... V-17
5.8. Peta Kontrol Kadar Air Tinggi ... V-18
6.1. Histogram Kerusakan Minyak Kelapa Sawit... VI-1
6.2. Diagram Pareto Kerusakan Minyak Kelapa Sawit ... VI-2
6.3. Cause and Effect Diagram Kerusakan Kadar ALB Tinggi ... VI-4
6.4. Cause and Effect Diagram Kerusakan Kadar Air Tinggi ... VI-6
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Surat Permohonan Tugas Sarjana ... L.1
2. Surat Penjajakan ke Perusahaan ... L.2
3. Surat Balasan dari Perusahaan ... L.3
4. SK Tugas Sarjana ... L.4
ABSTRAK
Perkembangan industri pengolahan kelapa sawit di wilayah Sumatera Utara saat ini meningkat dengan sangat cepat. Perkembangan antar industri pabrik kelapa sawit ini memunculkan persaingan yang sangat kompetitif antar perusahaan. Salah satunya adalah kualitas produk yang sangat mempengaruhi kedudukan perusahaan dalam persaingan industri. Untuk menghadapi persaingan yang sangat ketat ini, setiap perusahaan dituntut untuk perlu melakukan pemeriksaan yang ketat terhadap kualitas produk. PT. Perkebunan Nusantara III Pabrik Kelapa Sawit Aek Nabara Selatan adalah perusahaan yang bergerak dalam industri manufaktur yang memproduksi Minyak Kelapa Sawit. Permasalahan yang sering timbul di lantai produksi terutama di bagian pengolahan yaitu, produk jadi yang tidak memenuhi standar (rusak).
Tujuan dari dilakukannya penelitian ini adalah untuk mengurangi kerusakan produk di proses-proses pengolahan produksi selanjutnya, memberikan usulan dan rencana perbaikan mutu produk jadi.
Untuk mendukung pemecahan masalah ini, peneliti menggunakan metode
kaizen. Kaizen merupakan konsep Jepang yang berarti perbaikan proses secara
terus menerus untuk selalu meningkatkan mutu dan produktivitas output. Penelitian ini dilakukan terbatas pada studi penerapan kaizen menggunakan seven
tools pada bagian proses produksi dan analisis penerapan 5S, pemborosan (Muda),
serta standarisasi yang dapat diterapkan perusahaan di lantai pabrik.
Dari hasil diperoleh pada histogram yang diperoleh dari check sheet,
pareto diagram terlihat kerusakan yang terjadi dibagian pengolahan kerusakan
terbesar adalah adanya kadar asam lemak bebas (ALB) yang tinggi (40,11%), dan diikuti dengan kadar air yang tinggi (33,86%) dan kadar kotoran yang tinggi (26,03%). Dari hasil penelitian yang telah dilakukan didapati kerusakan yang paling besar adalah adanya kadar asam lemak bebas (ALB) yang tinggi. Serta adanya penerapan 5 S, penghapusan pemborosan (Muda) dan pembuatan standarisasi. Faktor penyebab terjadinya kerusakan minyak kelapa sawit ini adalah faktor bahan baku, manusia, lingkungan, mesin dan metode kerja.
ABSTRAK
Perkembangan industri pengolahan kelapa sawit di wilayah Sumatera Utara saat ini meningkat dengan sangat cepat. Perkembangan antar industri pabrik kelapa sawit ini memunculkan persaingan yang sangat kompetitif antar perusahaan. Salah satunya adalah kualitas produk yang sangat mempengaruhi kedudukan perusahaan dalam persaingan industri. Untuk menghadapi persaingan yang sangat ketat ini, setiap perusahaan dituntut untuk perlu melakukan pemeriksaan yang ketat terhadap kualitas produk. PT. Perkebunan Nusantara III Pabrik Kelapa Sawit Aek Nabara Selatan adalah perusahaan yang bergerak dalam industri manufaktur yang memproduksi Minyak Kelapa Sawit. Permasalahan yang sering timbul di lantai produksi terutama di bagian pengolahan yaitu, produk jadi yang tidak memenuhi standar (rusak).
Tujuan dari dilakukannya penelitian ini adalah untuk mengurangi kerusakan produk di proses-proses pengolahan produksi selanjutnya, memberikan usulan dan rencana perbaikan mutu produk jadi.
Untuk mendukung pemecahan masalah ini, peneliti menggunakan metode
kaizen. Kaizen merupakan konsep Jepang yang berarti perbaikan proses secara
terus menerus untuk selalu meningkatkan mutu dan produktivitas output. Penelitian ini dilakukan terbatas pada studi penerapan kaizen menggunakan seven
tools pada bagian proses produksi dan analisis penerapan 5S, pemborosan (Muda),
serta standarisasi yang dapat diterapkan perusahaan di lantai pabrik.
Dari hasil diperoleh pada histogram yang diperoleh dari check sheet,
pareto diagram terlihat kerusakan yang terjadi dibagian pengolahan kerusakan
terbesar adalah adanya kadar asam lemak bebas (ALB) yang tinggi (40,11%), dan diikuti dengan kadar air yang tinggi (33,86%) dan kadar kotoran yang tinggi (26,03%). Dari hasil penelitian yang telah dilakukan didapati kerusakan yang paling besar adalah adanya kadar asam lemak bebas (ALB) yang tinggi. Serta adanya penerapan 5 S, penghapusan pemborosan (Muda) dan pembuatan standarisasi. Faktor penyebab terjadinya kerusakan minyak kelapa sawit ini adalah faktor bahan baku, manusia, lingkungan, mesin dan metode kerja.
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Di era globalisasi saat ini setiap perusahaan baik perusahaan yang bergerak dibidang manufaktur maupun jasa harus mampu bersaing dalam menghadapi pasar yang kompetitif, Karena itu perusahaan dituntut untuk selalu meningkatkan kinerjanya agar dapat beroperasi pada tingkat biaya yang rendah sehingga dapat terus bertahan dan berkembang. Perbaikan proses produksi juga perlu dilakukan secara berkesinambungan dan terus-menerus agar pemborosan material dan waktu dapat diperkecil. Dalam persaingan global, konsumen menginginkan produk yang bermutu tinggi, sangat fungsional, dan berharga murah.
Mutu merupakan syarat utama bagi konsumen dalam pemilihan barang
untuk memenuhi kebutuhannya sesuai dengan kemampuan daya belinya.
Perusahaan harus dapat memenuhi mutu diinginkan pelanggan untuk dapat
bersaing dengan perusahaan lain yang sejenis. Perusahaan harus berusaha untuk
menjaga standar mutu yang ada untuk memenuhi kebutuhan pelanggan. Apabila
mutu produk yang dihasilkan tidak sesuai dengan standar mutu, maka akan
menimbulkan kerugian bagi perusahaan dan juga bagi pelanggan. Akibat yang
lebih parah adalah akan menyebabkan turunnya kepercayaan pelanggan terhadap
produk yang dihasilkan oleh perusahaan.
Peningkatan kualitas produksi perusahaan keseluruhan dapat dilakukan
serta menghilangkan pemborosan berupa pengerjaan ulang akibat kerusakan
produk secara terus menerus. Dengan demikian proses produksi yang
memperhatikan kualitas akan menghasilkan produk berkualitas yang bebas dari
kerusakan, ini berarti menghindarkan dari terjadinya pemborosan dan efisiensi
sehingaan ongkos produksi akan menjadi rendah, yang pada gilirannya akan
membuat harga produk menjadi lebih kompetitif.
Namun pada kenyataannya di PT. Perkebunan Nusantara III Pabrik Kelapa
Sawit Aek Nabara Selatan masih ada produk-produk yang tidak memenuhi
standar dan dikategorikan sebagai produk cacat yaitu kadar asam lemak bebas
(ALB) lebih dari 3,5%, kadar kotoran lebih dari 0,02% dan kadar air lebih dari
0,15% yang diakibatkan oleh bahan baku, manusia (operator), lingkungan,
manusia, dan metode kerja. Kenyataannya, perusahaan belum mampu menerapkan
sistem kerja yang dapat mengurangi kecacatan/kerusakan produk dalam
melakukan proses produksi. Hal ini berimbas kepada tingginya tingkat
kecacatan/kerusakan produk baik produk yang masih dalam proses maupun yang
sudah jadi akhir.
Perusahaan masih menerapkan sistem kendali kualitas untuk minyak yang
tidak memenuhi kualifikasi, dengan menggunakan sistem pemeriksaaan visual
untuk menilai tingkat kecacatan produknya, misalnya pada proses produksi
minyak masih sering ditemukan kadar kotoran, kadar air, kadar asam lemak yang
tidak memenuhi standard mutu perusahaan namun karena hanya diperiksa secara
Sistem kerja yang masih terbilang konvensional inilah yang dianggap
sebagai faktor penyebab utama tingkat kecacatan produk. Selain itu, perubahan
juga tidak melibatkan keseluruhan elemen manajemen perusahaan dalam
menanggulangi kerusakan produk minyak.
Berkaitan dengan kondisi diatas, maka perlu diadakan kegiatan analisa
produksi di PT. Perkebunan Nusantara III Pabrik Kelapa Sawit Aek Nabara
Selatan dengan menggunakan konsep kaizen (penyempurnaan secara terus
menerus) serta pemeliharaan tempat kerja untuk menghasilkan perbaikan dan
peingkatan kualitas dari produk yang dihasilkan.
Konsep kaizen merupakan salah satu metode yang dapat menyelesaikan
masalah tersebut, karena pada dasarnya konsep kaizen ini dikembangkan oleh
adanya kesadaran akan timbulnya masalah. Konsep kaizen menghasilkan
pemikiran yang berorientasi pada proses karena proses harus terus diperbaiki.
Selain itu kaizen juga berorientasi pada manusia yang ditujukan pada usaha
manusia untuk memperbaiki proses produksi dengan tiga aturan dasar kaizen yaitu
penghapusan pemborosan (muda), penataan atau 5S, dan standarisasi.
Oleh karena itu diperlukan perbaikan sistem kerja yang mampu
meningkatkan efektifitas perusahan. Metode Kaizen sebagai salah satu metode
usulan perbaikan kerja yang sangat sesuai untuk diterapkan di PT. Perkebunan
Nusantara III Pabrik Kelapa Sawit Aek Nabara dengan memfokuskan kegiatannya
pada perbaikan sistem kerja dan keterlibatan manajemen. Untuk meningkatkan
1.2. Perumusan Masalah
Yang menjadi pokok permasalahan dalam penulisan Tugas Sarjana ini
adalah masih terdapat kecacatan produk atau mutu produk yang tidak memenuhi
standar dan mengetahui faktor-faktor yang menyebabkan terjadinya kecacatan
pada produk serta tindakan terhadap tingginya tingkat kecacatan produk minyak.
Diharapkan dengan metode kaizen ini perbaikan mutu produk jadi dapat
terealisasi di PT.Perkebunan Nusantara III PKS Aek Nabara Selatan.
1.3.Tujuan Penelitian
Tujuan penelitian ini terbagi atas tujuan umum dan tujuan khusus yakni :
1. Tujuan Umum:
Tujuan umum dari penelitian ini adalah mengurangi jumlah kecacatan pada
produk minyak sawit dengan memberikan upaya perbaikan dengan
menggunakan konsep kaizen di PT. Perkebunan Nusantara III Pabrik Kelapa
Sawit Aek Nabara Selatan.
2. Tujuan Khusus
a. Mengidentifikasi parameter jenis kecacatan yang paling besar
b. Mengidentifikasi proses yang menyebabkan kecacatan produk yang paling dominan
d. Memberikan upaya tindakan pada perusahaan dalam peningkatan mutu produk pada proses produksi dengan konsep kaizen di PT.Perkebunan Nusantara III Pabrik Kelapa Sawit Aek Nabara Selatan.
1.4.Manfaat Penelitian
Manfaat penelitian ini adalah:
1. Dapat dijadikan sebagai bahan evaluasi oleh pihak perusahaan untuk selalu
melakukan perbaikan mutu produk.
2. Menyempurnakansistem kendali mutu produk yang telah ada sebelumya.
3. Mengurangi kerusakan produk diproses – proses pengolahan produksi dan
merencanakan perbaikan mutu produk.
4. Memberikan masukan pada perusahaan dalam peningkatan mutu produk
melalui ususlan perbaikan proses produksi dengan konsep kaizen.
1.5.Asumsi dan Batasan Masalah
Adapun asumsi yang digunakan dalam penelitian ini adalah:
1. Proses produksi beroperasi secara normal dan dalam kondisi standar
2. Sistem kerja dan fasilitas yang ada belum berubah selama pemeriksaan
berlangsung
3. Keseluruhan data yang diperoleh dari perusahaan maupun sumber lainnya
Pembatasan masalah pada penelitian ini adalah sebagai berikut:
1. Pemecahan masalah dilakukan di PT. Perkebunan Nusantara III Pabrik
Kelapa Sawit Aek Nabara pada bagian produksi
2. Ruang lingkup masalah yang akan dipecahkan adalah pengendalian kecacatan
produk minyak yang diamati di bagian produksi
3. Masalah yang diteliti berfokus pada kualitas produk yang dipengaruhi oleh
kadar air, kadar kotoran dan kadar asam lemak bebas (ALB).
1.6.Sistematika Penulisan Tugas Sarjana
Untuk memudahkan penulisan, pembahasan dan penilaian Tugas Sarjana ini,
maka dalam pembuatannya akan dibagi menjadi beberapa bab dengan sistematika
sebagai berikut :
BAB I PENDAHULUAN
Memuat tentang latar belakang permasalahan, perumusan masalah,
tujuan pemecahan masalah, manfaat penelitian, batasan masalah dan
asumsi serta sistematika penulisan laporan.
BAB II GAMBARAN UMUM PERUSAHAAN
Memaparkan secara singkat tentang gambaran dari objek penelitian,
yaitu Sejarah PT. Perkebunan Nusantara III Pabrik Kelapa Sawit Aek
BAB III LANDASAN TEORI
Menyajikan dasar teori dan metode yang digunakan sebagai dasar dan
alat untuk memecahkan masalah. Teori yang digunakan adalah teori
yang membahas tentang pengendalian mutu untuk mengurangi
kecacatan produk sedangkan metode yang digunakan adalah metode
kaizen.
BAB IV METODOLOGI PENELITIAN
Mengemukakan tentang urutan langkah-langkah dalam pemecahan
masalah dan penjelasan secara garis besar bagaimana langkah
pemecahan persoalan dengan menggunakan metode yang digunakan.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Menjabarkan metode pengumpulan data dan penyelesaian /pengolahan
data dengan menggunakan konsep kaizen pada perusahaan ini.
BAB VI ANALISA PEMECAHAN MASALAH
Bab ini menganalisa hasil dari pengolahan data dan mengidentifikasi
pemecahan masalah untuk mengetahui langkah-langkah perbaikan yang
BAB VII KESIMPULAN DAN SARAN
Kesimpulan berisi tentang pokok-pokok hasil penelitian dan uraian
singkat hasil analisa yang dilakukan. Sedankan saran berisi tindak lanjut
dari hasil penelitian yang telah dilakukan.
BAB II
GAMBARAN PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Perkebunan Nusantara III pabrik kelapa sawit Aek Nabara Selatan
dibangun pada tahun 1978 dengan kapasitas pengolahan 60 ton/jam terletak di
kecamatan Bila Hulu, Kabupaten Labuhan Batu dengan ketinggian 37 meter
diatas permukaan laut dan berjarak 307 km dari kota Medan, dengan luas areal
7 Ha terdiri dari luas areal pabrik 4 Ha dan luas areal 3 Ha.
Menghunjuk surat direksi No : III.10/SKPTS/550/2003 tanggal 10
November 2003 terhitung mulai tanggal 1 Desember 2003, ditetapkan bahwa
pengawasan pengelolaannya oleh Manajer PKS Aek Nabara Selatan dibawah
struktur organisasi Distrik Labuhan Batu-III.
Berdasarkan peraturan pemerintah RI No 8 tahun 1996, maka tanggal 14
Pebruari 1996, pengelolaan PKS Aek Nabara Selatan dialihkan kepada PT.
Perkebunan Nusantara III (Persero) Medan dibawah pengawasan kebun Aek
Nabara Selatan yang selanjutnya oleh manajemen PT. Perkebunan Nusantara III
(Persero) sesuai surat keputusan direksi No : III.10/SKPTS/R/47/1999 tanggan 26
maret 1999 ditetapkan bahwa pengawasan pengelolaannya dialihkan dari kebun
Aek Nabara Selatan kepada Manajer PKS Rayon-B (PRB). Kemudian pada tahun
2003, berdasarkan SK Direksi No.III.10/SKPTS/SR/550/2003 tanggal 10
pengawasan pengelolaannya diserahkan kepada manajer PKS Aek Nabara
Selatan.
2.2. Ruang Lingkup Bidang Usaha
PT. Perkebunan Nusantara III Pabrik Kelapa Aek Nabara Selatan adalah
perusahaan yang bergerak di bidang industri pengolahan pengolahan sawit.
Adapun ruang lingkup bidang usaha pada perusahaan ini adalah :
1. Tandan Buah Segar menjadi Crude Palm Oil/CPO (Minyak Sawit)
2. Tandan Buah Segar menjadi Kernel (Inti Sawit)
2.3. Lokasi Perusahaan
PT. Perkebunan Nusantara III Pabrik kelapa sawit Aek Nabara Selatan
berada di jalan lintas barat sumatera diantara Rantau parapat – Kota Pinang yang
terletak di kecamatan Bila Hulu, Kabupaten Labuhan Batu Selatan dengan
ketinggian 37 meter diatas permukaan laut dan berjarak 307 km dari kota
Medan. Areal atau lokasi PKS ini merupakan salah satu faktor yang menentukan
kelangsungan usaha dapat berjalan dengan baik.
2.4. Daerah Pemasaran
Pemasaran produk hasil pengolahan kelapa sawit dilakukan oleh pihak
direksi PT. Perkebunan Nusantara III PKS Aek Nabara Selatan menerima pesanan
PKS Aek Nabara Selatan mempunyai beberapa daerah pemasaran produk
yang dihasilkan mereka diantaranya diekspor keluar negeri seperti ke Jerman,
Belanda, Jepang, Amerika Serikat, Australia, Korea Selatan dan Malaysia, melalui
pelabuhan Belawan dan sebagian produk dipasarkan didalam negeri antara lain
dipasarkan ke Medan, Surabaya dan Jakarta.
2.5. Proses Produksi
Dalam pengolahan tandan buah sawit ini menghasilkan dua jenis produk,
yaitu : Minyak Sawit (Crude Palm Oil) dari hasil olahan daging buah dan Inti
Sawit (Palm Kernel) yaitu inti yang dihasilkan dari pengolahan biji (Nut).
PT. Perkebunan Nusantara III Pabrik Kelapa Sawit Aek Nabara Selatan
merupakan unit pengolahan TBS menjadi minyak sawit (Crude Palm Oil) dan Inti
sawit. Bahan baku yang digunakan berasal dari kebun seinduk maupun dari pihak
III, salah satu faktor untuk menghasilkan produk CPO maupun inti yang memiliki
kualitas dan kuantitas baik, bahan baku yang digunakan harus memenuhi kriteria
matang buah. Hal pokok yang perlu diperhatikan dalam pengolahannya adalah
efisiensi, lossis dan manajemen pengolahan. Pada prinsipnya pengolahan kelapa
sawit ditujukan untuk menghasilkan minyak yang terkandung dalam buah
semaksimal mungkin dengan menekan lossis.
Proses produksi diartikan sebagai kegiatan yang mengubah masukan
berupa bahan baku (input) menjadi keluaran (output) yang berupa produk/hasil.
Teknologi, mesin, dan peralatan serta berbagai cara kerja direncanakan dan
2.5.1. Standard Mutu Bahan/ Produk
Standar mutu dari produk yang dihasilkan PT. Perkebunan Nusantara III
Pabrik Kelapa Sawit (PKS) Aek Nabara Selatan disesuaikan dengan spesifikasi
standar mutu internasional. Hal ini dilakukan agar produk yang dihasilkan pihak
pabrik dapat diterima di pasar nasional maupun internasional. Jadi untuk
meningkatkan daya saing, minyak sawit dan inti sawit yang dihasilkan harus
memenuhi spesifikasi mutu. Mutu FFB (Fresh Fruit Bunch) adalah suatu ukuran
mutu yang sangat penting karena mempengaruhi dari proses ekstraksi minyak
(ektraksi minyak dan kehilangan) dan mutu dari hasil minyak. Minyak yang
maksimum dapat dihasilkan dengan kematangan FFB yang optimum.
Ada tiga komponen kualitas yang dipakai sebagai standar dalam
pengendalian mutu minyak sawit di PTPN III Aek Nabara Selatan yaitu:
1. Kadar Asam Lemak Bebas (ALB)
2. Kadar Air
3. Kadar Kotoran
Analisa mutu produksi dilakukan tiap hari untuk mengetahui kualitas
bahan, kualitas produk yang dihasilkan dan dikirim sudah sesuai dengan norma
(mutu yang diharapkan), sehingga dapat diterima pasar diketahui seberapa
kehandalan pabrik dalam mendapatkan minyak dan inti sesuai ISO 9000.
1. Mutu Minyak
Pengambilan sampel dilakukan setiap 1 jam, dimulai setelah 1 jam pabrik
Pengambilan sampel dilakukan pada :
a. Minyak masuk ke Oil Tank
b. Minyak masuk ke Oil Purifier
c. Minyak masuk ke Vacum Dryer
d. Minyak masuk ke Storage Tank
e. Minyak masuk ke truk tangki saat pengiriman
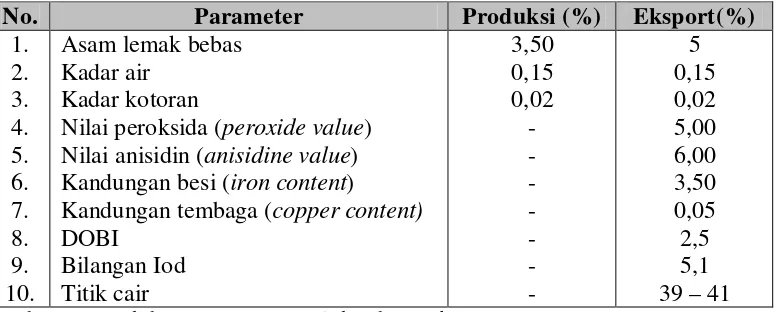
Standar mutu produk yang ditetapkan PTPN III Pabrik Kelapa Sawit Aek
[image:30.595.118.505.354.510.2]Nabara Selatan adalah sebagai berikut:
Tabel 2.1. Standar Mutu Minyak Sawit
No. Parameter Produksi (%) Eksport(%)
1. 2. 3. 4. 5. 6. 7. 8. 9. 10.
Asam lemak bebas Kadar air
Kadar kotoran
Nilai peroksida (peroxide value) Nilai anisidin (anisidine value) Kandungan besi (iron content)
Kandungan tembaga (copper content)
DOBI Bilangan Iod Titik cair 3,50 0,15 0,02 - - - - - - - 5 0,15 0,02 5,00 6,00 3,50 0,05 2,5 5,1 39 – 41 Sumber : PT. Perkebunan Nusantara III Aek Nabara Selatan
2. Mutu inti Sawit
Pengambilan sampel dilakukan setiap 1 jam, dimulai setelah 1 jam pabrik
beroperasi/mengolah. Pengambilan sampel dilakukan pada :
a. Dry Kernel Produksi LTDS
b. Wet kernel produksi hydrocyclone
c. Kernel masuk ke kernel bulk
Standar mutu inti sawit yang ditetapkan PT. Perkebunan Nusantara III
Pabrik Kelapa Sawit (PKS) Aek Nabara Selatan adalah sebagai berikut :
Tabel 2.2. Standar Mutu Inti Sawit
No. Parameter Produksi (%) Eksport (%)
1. 2. 3. 4. 5. 6.
Asam lemak bebas Kadar air Kadar kotoran Inti pecah Kadar Minyak Berubah warna Max. 1,00 Max 7,00 Max. 6,00 Max. 15,0 Max. 49,0 Max. 40 Max 1,00 Max. 7,00 Max. 6,00 Max.15,0 Max. 49,0 Max. 40
Sumber : PT. Perkebunan Nusantara III Aek Nabara Selatan
Kriteria kemasakan TBS kelapa sawit :
1. Fraksi 0 : Tidak boleh ada
2. Fraksi 00 : Tidak boleh ada
3. Fraksi1 : ≤ 20 %
4. Fraksi2 dan Fraksi3 : ≥ 68 %
5. Fraksi4 dan Fraksi5 : ≤ 12,0 %
6. Jumlah berondolan : Min. 8 %
7. Buah busuk/ sakit, janjangan kosong/ sampah : Tidak boleh ada
8. Panjang tangkai : Max. 2,5 %
9. Tangkai panjang (> 2,5 cm) : Tidak boleh ada
Persyaratan mutu TBS kelapa sawit yang ditentukan pabrik :
1. Fraksi 00 : Buah luar belum ada membrondol (0 %)
2. Fraksi 0 : Buah luar telah membrondol sampai dengan 12,5 %
2.5.2. Bahan yang Digunakan
Ada 3 jenis bahan yang digunakan dalam pengelolahan proses produksi
pada PT. Perkebunan Nusantara III Pabrik Kelapa Sawit (PKS) Aek Nabara
Selatan ada 3 yaitu bahan baku, bahan penolong dan bahan tambahan.
2.5.2.1. Bahan Baku
Mutu hasil olahan dipengaruhi oleh mutu bahan baku, sedangkan mutu
bahan baku dipengaruhi oleh sistem panen. Bahan baku yang telah matang
sebaiknya langsung diolah agar kandungan minyaknya tidak berkurang dan
kualitas minyak yang dihasilkan tidak menurun.
Oleh karena itu bahan baku yang digunakan adalah Tandan Buah Segar
(TBS) yang harus memenuhi standar mutu yang telah ditentukan oleh PTPN-III
PKS Aek Nabara Selatan.
2.5.2.2. Bahan Tambahan
Bahan tambahan adalah bahan yang ditambahkan dalam proses produksi
dan bercampur dengan bahan baku yang membentuk produk akhir dan diharapkan
dapat meningkatkan mutu produk. Dalam hal ini tidak ada bahan tambahan yang
digunakan dalam proses produksi pada PT. Perkebunan Nusantara III Pabrik
2.5.2.3. Bahan Penolong
Bahan penolong adalah bahan yang digunakan dalam proses produksi
tetapi tidak terdapat dalam produk akhir yaitu bahan-bahan yang diperlukan dalam
memperlancar penyelesaian suatu produk dimana keberadaan bahan penolong ini
tidak mengurangi nilai tambah produk yang dihasilkan tersebut, dan bahan
penolong ini tidak terdapat pada produk akhir.
Adapun bahan penolong yang digunakan pada PT. Perkebunan Nusantara
III Pabrik Kelapa Sawit (PKS) Aek Nabara Selatan adalah air delusi yang berguna
untuk mengurangi kekentalan minyak untuk mempermudah proses selanjutnya.
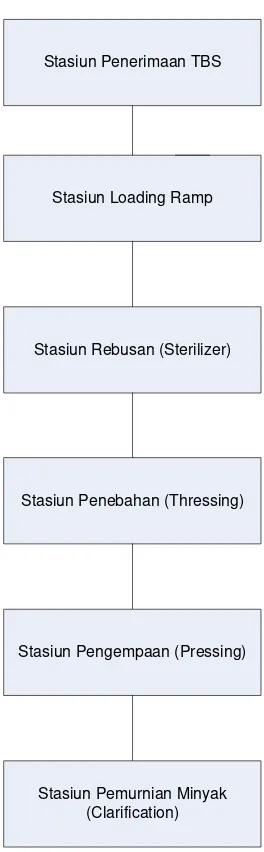
2.5.3. Uraian Proses Produksi
Ada beberapa tahapan uraian produksi pada PT. Perkebunan Nusantara III
Pabrik Kelapa Sawit Aek Nabara Selatan. Adapun tahapan uraian proses produksi
Stasiun Penerimaan TBS
Stasiun Loading Ramp
Stasiun Rebusan (Sterilizer)
Stasiun Penebahan (Thressing)
Stasiun Pengempaan (Pressing)
Stasiun Pemurnian Minyak (Clarification)
Gambar 2.1. Blok Diagram Uraian Proses Pengolahan Minyak Kelapa Sawit
2.5.3.1. Stasiun Penerimaan TBS (Tandan Buah Segar)
Stasiun penerimaan TBS (Tandan Buah Segar) terdiri atas 2 yakni :
a. Jembatan Timbang (Weighting Bridge)
Tujuan dari dilakukannya penimbangan adalah untuk mengetahui
produktivitas kebun sehingga memerlukan data berat, asal kebun, bagian, dan
[image:34.595.245.377.105.531.2]dan inti sawit, janjangan kosong, fiber yang akan dijadikan pupuk untuk Afdeling
kebun. Setiap truk pengangkut TBS yang tiba di pabrik ditimbang terlebih dahulu
di timbang di Jembatan Timbang untuk memperoleh berat sewaktu berisi (bruto)
dan sesudah dibongkar (tarra ). Selisih antara bruto dengan tarra adalah netto,
yaitu jumlah TBS yang diterima di PKS.
Selain tandan buah segar, pada jembatan timbangan juga dilakukan
penimbangan CPO dan inti sawit, janjangan kosong, fiber yang akan dijadikan
pupuk untuk Afdeling kebun.
b. Sortasi TBS dan Pemeriksaan Kualitas
Sortasi dilakukan untuk menjamin bahan baku (TBS) yang diterima di
pabrik sesuai kriteria yang sudah ditentukan. Sebelum TBS diterima dan diolah
pabrik, kualitas buah harus diperiksa tingkat kematangannya secara visual.
Kriteria matang panen merupakan faktor penting dalam pemeriksaan kualitas buah
di stasiun penerimaan TBS. Perlatan dan bahan yang digunakan untuk melakukan
sortasi adalah gancu, skop, blong, timbangan, buku sortasi dan Surat Pengantar
Buah (PB.25)
Sortasi tandan buah segar dilakukan di lantai peron loading ramp,sebagai
alat untuk menilai mutu panen yang dilaksanakan terhadap setiap kebun dengan
sistem sampling satu truk mewakili setiap afdeling, sedangkan untuk pihak TBS
di sortir seluruhnya.
Buah disortasi untuk mengetahui mutu buah yang akan diolah yang
dinyatakan sebagai fraksi. Dimana, fraksi merupakan derajat kematangan FFB
yang diterima di pabrik. Adapun derajat kematangan dari FFB sebagai berikut :
a. Buah Immature
Buah ini digolongkan sebagai buah yang masih hitam dan karas, tidak ada
brondolan yang lepas dari tandan.
b. Buah Unripe
Buah ini digolongkan sebagai buah mentah dan brondolan yang lepas dari
tandan kurang dari 10 brondolan.
c. Buah Under Ripe
Buah ini digolongkan sebagai buah mengkal dengan kurang dari 10–24
brondolan yang lepas dari tandan.
d. Buah Normal Ripe
Buah ini digolongkan sebagai buah yang telah matang dengan lebih dari 25
brondolan yang lepas dari tandan.
e. Buah Over Ripe
Buah dengan brondolan yang lepas dari 75% atau masih tertinggal 25%.
f. Buah Rotten
Buah yang seluruhnya atau sebagian dari janjangan telah lembek, warnanya
hitam dan bau. Buah ini mengandung asam lemak bebas tinggi. Brondolan
tinggal 10%.
g. Buah Abnormal
h. Buah Bruissed
Buah yang memar dan teroksidasi, ini juga mengandung asam lemak bebas
(FFA) yang tinggi.
i. Empty Bunch
Buah yang sudah 90% lebih brondolan yang lepas.
j. Long Stalk
Tangkai janjangan yang panjangnya lebih dari 2,5 cm, hal ini akan menambah
berat saat penimbangan dan menimbulkan looses saat perebusan.
Tabel 2.3. Kriteria Kematangan TBS, Persyaratan Mutu dan Komposisi Panen yang Ideal
Fraksi Derajat kematangan
Buah Luar
membrondol Komposisi panen ideal
00 Sangat mentah Tidak Ada Tidak boleh ada
0 Mentah 0 – 12,5% Tidak boleh ada
1 Kurang matang 12,5% – 25% Max. 20 %
2 & 3 Matang 25% – 75% Min. 68%
4 & 5 Lewat matang 75% - 100% dan buah dalam ikut membrondol
Max. 12%
Sumber : PT.Perkebunan Nusantara III Aek Nabara Selatan
Buah sakit yang tidak bisa membrondol (bangkong/batu/gila) dikenakan
finalti sebesar 100%, untuk buah sakit yang dapat membrondol dikenakan finalti
sebesar 50% terhadap berat tandan. Fraksi 00, Fraksi 0, sampah, tandan kosong,
buah busuk dan buah sakit dipisahkan dan dimusnahkan (dibakar) dengan
membuat berita acara disaksikan oleh asisten afdeling pengirim atau yang
membuat material balance untuk setiap fraksi, tahun tanam dan setiap afdeling
kebun.
2.5.3.2. Stasiun Loading Ramp
Buah yang telah selesai ditimbang, dibawa ke loading ramp dan dituang
ke tiap-tiap bays dari loading ramp, kemudian diisikan ke dalam lori-lori dengan
cara membuka pintu bays yang diatur dengan sistem pintu hydraulic
menggunakan elekromotor yang berfungsi untuk membagi ke dalam lori (tempat
buah). Fungsi loading ramp antara lain adalah:
1. Tempat menampung TBS dari kebun sebelum diproses
2. Mempermudah pemasukan TBS ke lori
3. Mengurangi kadar kotoran
Lori merupakan tempat untuk merebus TBS yang berkapasitas ± 2,5 ton
TBS. Jumlah lori yang mencukupi merupakan persyaratan awal yang harus
dipenuhi agar kapasitas perebusan tercapai. Sistem transfer lori digunakan untuk
memfasilitasi gerakan lori mulai didaerah loading ramp sampai ke stasiun
rebusan. Peralatan yang digunakan adalah capstand, wesel dan Jhondree.
Kemudian lori buah tersebut ditarik menggunakan tali profelin dengan
menggunakan capstand, setelah itu lori didorog masuk ke dalam rebusan
2.5.3.3. Stasiun Rebusan (Sterilizer)
Setelah lori penuh berisi TBS, kemudian ditarik dengan menggunakan
capstand dan selanjutnya dimasukkan ke dalam sterilizer, yaitu bejana uap tekan
yang digunakan untuk merebus buah. Rebusan adalah bejana uap bertekanan yang
digunakan untuk merebus TBS dengan uap (Steam). Steamyang digunakan adalah
saturated steam dengan tekanan 2,8 – 3,0 kg/cm2 pada suhu 1400 yang berasal
dari Back Presseure Vessel. PKS Aek Nabara Selatan memiliki 4 unit rebusan.
Lori buah dimasukkan ke dalam stasiun perebusan untuk direbus dengan
tujuan :
1. Menurunkan kadar air dalam daging buah
Air yang ada di dalam buah akan menguap akibat pengaruh panas yang tinggi
pada proses sterilisasi. Penurunan kadar air sangat penting dalam pengolahan
pendahuluan dalam bejana pengaduk (digester) karena mempermudah serat
buah terurai antara satu dengan yang lainnya.
2. Menghentikan aktifitas enzim
Sebelum dinonaktifkan buah kelapa sawit mengandung lipase dan oksidase
yang terus bekerja dalam buah. Dalam hal ini enzim lipase bertindak sebagai
katalisator dalam pembentuk peroksida yang kemudian berubah menjadi
gugus aldehid dan keton. Senyawa terakhir ini jika dioksidasi lagi akan
membentuk asam lemak bebas. Untuk menghentikan aktifitas enzim tersebut
maka harus dilakukan perebusan minimal pada temperatur 50ºC.
Di dalam buah terdapat zat-zat polisakarida yang bersifat sebagai zat perekat
yang akan terhidrolisa dan pecah menjadi monosakarida yang lain. Hidrolisa
tersebut berlangsung pada waktu buah menjadi matang dan dipercepat dengan
proses sterilisasi.
4. Melunakkan daging buah (Pericarp)
Pericarp yang telah direbus menjadi lunak dan hal ini mempermudah proses
pengempaan. Pericarp ini mudah terlepas dari biji karena ketahan mekanis
dari ikatan antara pericarp dengan biji akan menurun sehingga bagian
mesocrap dan biji dapat dilepas satu sama lain di bagian digester dan akan
terpisah sempurna di bagian depericarper.
5. Mempersiapkan biji untuk memperoleh inti biji
Kadar air dalam cangkang akan berkurang dengan adanya proses pemanasan
dan mengakibatkan elastisitas terhadap benturan saat pada pemecahan biji
berkurang.
Siklus perebusan adalah waktu yang diperlukan untuk merebus TBS, ditambah
dengan waktu untuk memasukan lori ke rebusan dan mengeluarkannya (Loading
and Unloading). Proses perebusan dilakukan dengan sistem 3 puncak, dimana
puncak pertama dan kedua bertujuan untuk memberikan tekanan kejut sehingga
buah lepas dari tandan serta membuat udara di rebusan agar pemanasan pada masa
tahan optimum (temperatur tercapai). Puncak ketiga bertujuan untuk mematang
buah dan melunakan daging buah. Waktu yang digunakan untuk perebusan adalah
Tahapan-tahapan yang dilakukan dalam perebusan tripel peak :
1. Persiapan perebusan
Setelah lori-lori dimasukkan kedalam rebusan, pintu ditutup, kran-kran inlet
steam, exhaust, dan kondensat ditutup.
2. Deaerasi
Inlet steam dibuka dan kran kondensat dibuka untuk membuang udara-udara
yang ada didalam rebusan selama 3 – 5 menit.
3. Puncak 1
Kran kondensat ditutup, inlet steam dibuka sampai mencapai tekanan 1,5
kg/cm2. Setelah tekanan tercapai, kran inlet steam ditutup dank ran kondensat
dibuka hingga tekanan mencapai 0 kg/cm2.
4. Puncak 2
Kran kondensat ditutup dank ran inlet steam dibuka hingga mencapai tekanan
2,0 kg/cm2. Setelah mencapai tekanan 2,0 kg/cm2 kran inlet steam ditutup dan
kran kondensat dibuka hingga mencapai tekanan 0,5 kg/cm2.
5. Puncak 3
Kran kondensat ditutup dan kran inlet steam dibuka hingga mencapai tekanan
2,8 – 3,0 kg/cm2 . setelah mencapai tekanan tersebut, semua kran ditutup dan
ditahan selama 45 menit, kemudian kran exhaust dibuka dan setelah mencapai
tekanan 1,0 kg/cm2, kran kondensat dibuka hingga mencapai tekanan 0
kg/cm2.
Pintu rebusan dibuka dan lori-lori dikeluarkan dengan menggunakan bantuan
capstand.
Faktor – faktor yang mempengaruhi proses perebusan :
1. Tekanan uap dan lama perebusan
Tekanan dan lamanya waktu perebusan sangat penting karena mempengaruhi
hasil perebusan dan efisiensi pabrik sendiri. Apabila tekanan dan waktu perebusan
tidak cukup dapat menyebabkan beberapa kerugian, yaitu:
a. Buah kurang masak, sebagian brondolan tidak lepas dari tandan (unstriped
bunch) yang menyebabkan kerugian minyak dalam janjangan kosong
bertambah.
b. Pelumatan pada digaster tidak sempurna, yaitu sebagian daging buah tidak
lepas dari biji sehingga mengakibatkan proses pengempaan tidak sempurna
dan mengakibatkan kerugian minyak pada fibre.
c. Ampas (fibre) basah yang meyebabkan pembakaran dalam ketel uap tidak
sempurna.
Sedangkan apabila perebusan terlalu lama dapat menyebabkan:
a. Buah menjadi memar, kerugian minyak dalam air rebusan (kondensat), dan
janjangan kosong bertambah.
b. Merusak mutu minyak dan inti.
Losses akibat stasiun rebusan meliputi :
1. USB (Unstrip Bunch)
2. Losses minyak pada air kondensat
2.5.3.4. Stasiun Penebah (Therressing)
Pada stasiun ini proses yang berlangsung adalah berondolan dipisahkan
dari janjangan/tandannya.
Stasiun Theressing ini terdiri dari :
a. Alat pengangkut lori (HoistingCrane)
Hoisting Crane berfungsi untuk mengangkat dan menuangkan isi lori yang
berisi TBS yang telah direbus ke Bunch Auto Feeder dan menurunkan lori pada
rel semula.
Pabrik Kelapa Sawit Aek Nabara Selatan memiliki 3 unit Hoisting Crane
Mono rel masing-masing memiliki kapasitas angkut 5 ton x 28 meter. Hoisting
Crane tersebut memiliki 3 unit Gear Box yakni :
1. Gear Box main Creep hoist (naik – turun)
2. Gear Box travel Drive (maju-mundur)
3. Gear Box tilting Drive’s (putar basket/lori)
Ketebalan lapisan buah pada bunch feeder sebaiknya 20-30 cm (yaitu sekitar
2-3 lori). Penumpukan atau ketebalan buah yang terlalu besar pada bunch feeder
mengakibatkan lossis pada tandan kosong meningkat dan kesulitan pengontrolan
pengumpanan buah ke thresser.
Bunch feeder yang digunakan pada PKS Aek Nabara Selatan adalah manual
feeder, karena pengoperasiannya tergantung pada level volume digester.
Kecepatan Auto feeder adalah 8 rpm.
2. Ketinggian tumpukan di Auto feeder
3. Pengoperasian Hoisting Crane
4. Ukuran buah
b. Mesin Theressing
Untuk memisahkan buah (berondolan) dari janjangan dengan sistem drum
berputar sehingga buah akan terangkat dan terbanting digunakan Mesin Theresser.
Selanjutnya berondolan akan terlepas dan masuk ke kisi-kisi drum yang lebarnya
4-6 cm.
faktor-faktor yang mempengaruhi efektivitas kerja thereser adalah:
1. Feeding, yaitu kualitas (ukuran buah) dan kuantitas (volume umpan ke
thresser)
2. Kecepatan drum
3. Kebersihan kisi-kisi tempat keluarnya berondolan
4. Sudut pengarah, berfungsi mengarahkan janjangan agar tidak ada beban load
didalam drum.
5. Spike, yang berfungsi untuk mengurangi terjadinya USF (unstrip fruit).
Efektifitas thersser dapat dilihat dari :
1. USF, yaitu berondolan yang sudah lepas dari spike left tapi tidak mau keluar
dari tandan.
2. Oil loses
c. Below Conveyor Thressing
Alat ini berfungsi untuk mendorong berondolan yang keluar dari threser ke
d. Under Transfer Fruit Conveyor
Alat ini berfungsi untuk menghantarkan berondolan yang ke luar dari Below
Conveyor Thressing menuju ke Fruit Elevator.
e. Fruit Elevator
Alat ini berfungsi untuk menghantarkan berondolan dari Under Transfer Fruit
Conveyor menuju ke Fruit Top Transfer Conveyor
f. Fruit Top Transfer Conveyor
Alat ini berfungsi untuk menghantarkan berondolan dari Fruit Elevator
menuju Fruit Distributing Conveyor.
g. Empty Bunch Conveyor
Alat ini berfungsi untuk menghantarkan janjangan kosong dari threser menuju
Elevator Empty Bunch Crusher dan Elevator Empty Bunch Shredder.
f. Empty Bunch Shredder
Melalui Elevator Empty Bunch Crusher janjangan masuk ke Empty Bunch
Crusher untuk pengepressan janjangan dan persiapan feeding ke Empty Bunch
Shredder.
g. Under Transfer Fruit Conveyor
Berondolan akan masuk ke Under Transfer Fruit Conveyor untuk diproses
kembali dan janjangan yang masih terdapat berondolan (USB dan USF) akan
kembali masuk ke Empty Bunch Conveyor untuk diproses kembali. Janjangan
yang sudah bersih dari berondolan akan masuk ke Elevator Empty Bunch
Shredder agar dicacah. Hasil cacahan masuk ke Inclined Empty Bunch Conveyor
I, II dan Horizontal Hopper Conveyor untuk dibawa ke Hopper.
2.5.3.5. Stasiun Pengempaan (Pressing)
Untuk mengeluarkan minyak dari daging buah dengan cara diperas
digunakan mesin Press. Proses pemisahan daging buah dengan biji (nut) dan
proses pengambilan minyak kasar dari daging buah terjadi pada stasiun ini. Pada
stasiun ini minyak diperoleh dengan cara melumat dan mengempa berondolan.
Adapun proses pada stasiun ini adalah :
a. Fruit Distributing Conveyor
Menghantarkan berondolan dari Fruit Top Transfer Conveyor sekaligus
membagi berondolan ke dalam digester yang dioperasikan.
b. Recycling Conveyor
Mengembalikan berondolan yang tidak tertampung oleh digester didorong ke
Under Transfer Fruit Conveyor.
c. Digester (Pengaduk)
Ketel tegak yang mempunyai dinding rangkap, as pemutar yang dilengkapi
dengan pisau-pisau pengaduk disebut dengan digester. Jumlah pisau pengaduk
dalam satu buah digester terdiri dari 5 pasang pisau pengaduk yang betingkat dan
satu psang pisau pelempar.
Letak pisau ini dibuat bersilangan antara pasangan yang satu dengan yang
lain dan dipasang miring agar daya adukan cukup besar dan sempurna. Untuk
line press dibuka. Dalam ketel adukan buah sawit direncah dengan dengan
pisau-pisau pengaduk yang berputar pada as sehingga daging buah pecah dan terlepas
dari biji. Air delusi ditambahkan pada chute dengan komposisi minyak : air : NOS
= 40 : 40 : 20.
Alat ini berfungsi untuk :.
1. Melepaskan biji dari daging buah yang membungkus.
2. Melumat daging buah.
3. Meremas struktur jaringan dan pembukaan sel dimana minyak terkandung
di dalamnya.
Digester minimal berisi ¾ dari kapasitas nya dan waktu yang dibutuhkan
untuk pelumatan 15-20 menit, temperatur digester harus tetap dijaga antara
90-950.
Faktor-faktor yang mempengaruhi kerja digester antara lain:
1. Kebersihan bottom plate
2. Kematangan buah yang sudah direbus
3. Kecepatan pengadukan yaitu sebesar 25 rpm
4. Kondisi plat siku penahan pada dinding digester
5. Waktu pengadukan 15 – 20 menit.
d. Pengempaan (ScrewPress)
Pengempa digunakan untuk mengepres buah yang sudah diaduk dari digester
dengan menggunakan sistem hidrolik sehingga minyak kasar keluar dari daging
terperas dan mengeluarkan minyak yang selanjutnya dialirkan ke sand trap. Screw
Press berfungsi untuk memeras daging buah dari digester sehingga didapat hasil
minyak kasar dan serabut /fiber. Alat ini biasanya berkapasitas @ 10 ton TBS/
jam, dengan tekanan hidrolik cone maksimum 50 kg/cm2. Konstruksi berupa
uliran ganda yang berputar berlawanan arah dengan tekanan tertentu serta di bantu
dengan aliran air panas (air delusi).
Press yang digunakan di PKS Aek Nabara Selatan berjumlah 4 buah untuk
masing-masing line yang terbagi menjadi 3 jenis yaitu:
1. LAJU, dengan kapasitas 10-12 ton/ jam sebanyak 4 unit
2. STORK, dengan kapasitas 10-12 ton/jam sebanyak 1 unit
3. MJS, dengan kapasitas 15-17 ton/ jam sebanyak 3 unit
Faktor-faktor yang mempengaruhi kerja press:
1. Kondisi Worm atau main Screw Press
2. Tekanan cone
3. Kematangan buah yang direbus
4. Kebersihan pada press
5. Air delusi, yang berfungsi untuk mempermudah proses pemisahan minyak
dan air jika air delusi terlalu sedikit, minyak yang dihasilkan lebih murni tapi
loses minyak tinggi. Temperatur air delusi harus dijaga 90 – 950 C.
Penambahan air delusi dilakukan dengan perbandingan antara minyak, air dan
2.5.3.6. Stasiun Klarifikasi (Clarification)
Stasiun pemurnian/klarifikasi minyak berfungsi untuk memisahkan
minyak dengan kotoran serta unsur – unsur yang mengurangi kualitas minyak dan
mengupayakan agar kehilangan minyak seminimal mungkin. Stasiun klarifikasi
adalah stasiun terakhir untuk pengolahan minyak. Stasiun ini merupakan stasiun
pemurnian minyak yang masih banyak mengandung kotoran seperti air, lumpur
dan sebagainya. Minyak yang berasal dari Pressing Station yaitu Diluted crude oil
merupakan minyak yang masih kotor. Untuk mendapatkan CPO yang memenuhi
standar jual, baik lokal maupun ekspor maka diperlukan pemurnian CPO tersebut.
Dilution water merupakan air condensate yang berasal dari proses perebusan yang
ditambahkan ke dalam crude oil pada oil gutter yang berfungsi untuk membantu
proses pemisahan crude oil (minyak). Dilution water yang akan ditambahkan
sebanyak 18% dari kapasitas pabrik.
Minyak kasar (crude oil) hasil proses pemerasan di stasiun pressing diproses
dengan berbagai macam perlakuan sehingga diharapkan minyak (CPO) terpisah
dari air dan NOS (Non Oil Solid) pada`stasiun klarifikasi.
a. Sand Trap Tank
Untuk menangkap pasir minyak yang akan mengalir melalui baffle – baffle
yang berfungsi untuk menangkap pasir digunakan mesin Sand trap. Jumlah sand
Trap Tank pada PKS Aek Nabara Selatan adalah berjumlah 2 unit dengan masing
– masing kapasitas 12 m³ /jam. Dalam melakukan blow down harus dengan suhu
Faktor –faktor yang mempengaruhi efektifites Sand Trap Tank :
1. Temperatur 90 - 95° C
2. Kondisi umpan
b. Vibro Seperator
Untuk menyaring crude oil dari serabut-serabut yang dapat mengganggu
proses pemisahan minyak digunakan Vibro separator. Vibro Seperator
mempunyai 3 jenis yang terdiri dari 2 lapisan yaitu single deck, double deck.
Yang digunakan di PKS Aek Nabara Selatan adalah jenis double Deck dengan
ukuran meash 20/40 yang berjumlah 3 unit, getaran vibro separator dikontrol
melalui penyetelan bandul uang diikat pada electromotor. Kontrol kebersihan
vibro separator harus dilakukan secara rutin, agar padatan yang terbuang dari
hasil penyaringan vibro tidak menumpuk.
c. Crude Oil Tank (COT)
Crude Oil Tank merupakan tangki penampung minyak kasar hasil saringan
dari vibro separator sebelum dikirim kebagian tangki ditribusi dengan
menggunakan pompa. Crude oil tank dilengkapi dengan steam coil untuk
memanaskan campuran minyak yaitu dengan suhu 95° C. Faktor yang
mempengaruhi kerja dari C.O.T adalah temperatur dan kondisi baffle jumlah
C.O.T yang ada di PKS Aek Nabara Selatan Adalah 2 unit dengan dasar tangki
berbentuk segi empat. Untuk menjaga kebersihan dalam tangki harus dilakukan
blowdown setiap 4 jam sekali.
Fungsi Crude Oil Tank adalah untuk :
2. Menambah panas
3. Menurunkan NOS (Non Oil Solid)
d. Vertical Clarifier Tank (VCT)
Untuk memisahkan minyak, air dan NOS secara grafitasi digunakan mesin
Vertical clarifier tank. Untuk efektifitas kerja dari VCT adalah dengan ketebalan
minyak ± 60 cm dan baru dilakukan pengutipan melalui skimmer. Pemisahan
antara minyak dan air adalah dengan perbedaan berat jenis dan suhu yang baik
untuk terjadinya pemisahan antara air dan minyak adalah 90 – 95° C, dimana
minyak akan selalu berada diatas karena berat jenis minyak < 1, sedangkan berat
jenis air adalah 1.
V.C.T yang digunakan di PKS Aek Nabara Selatan adalah 2 unit 1 unit
digunakan untuk proses pemurnian minyak dan 1 unit untuk proses pengutipan
minyak dari Rudock/fat fit.
Faktor yang mempengaruhi kinerja VCT adalah :
1. Temperatur yaitu 90 - 95°
2. Air Dilution
3. Stirer
4. Kualitas Feeding
5. Blow Down, dilakukan secara rutin.
e. Oil Tank
Oil Tank berfungsi sebagai tempat transit minyak sebelum diolah di oil
pada suhu 95°C untuk mengurangi kadar air sehingga kerja oil purifier tidak
terlalu berat.
Minyak dari vertical clarifier tank masuk ke oil tank pertama sampai
ketinggian minyak di dalam tangki sekitar 60%. Bila melebihi dari 60 %, akan
terjadi overflow ke oil tank yang berikutnya. Oil tank yang digunakan 3 buah,
dimana 1 tangki sebagai cadangan. Dengan demikian, akan memungkinkan
terjadinya pengendapan kotoran di oil tank.
Faktor yang mempengaruhi kinerja oil tank :
1. Temperatur harus berkisar 90 – 95°C
2. Kebersihan tangki
3. Kondisi steam coil
4. Blow down
f. Oil purifier
Oil purifier berfungsi untuk mengurangi NOS dan kadar air dengan cara
centrifugal. Pembukaan seal water dilakukan diawal proses dan saat
beroperasinya kran seal water harus di tutup, karena apabila kran terbuka akan
mengakibatkan kadar air dalam minyak meningkat. Efektifitas pemisahan dalam
oil purifier dikendalikan oleh seal water dan gravity disk ( Alva Laval ) dan
regulating ring ( West Falia ). Grvity disk harus disesuakan dengan mutu minyak
yang akan dihasilkan. Pemilihan gravity disk terlalu besar mengakibatkan minyak
Oil Purifier yang digunakan PT. Perkebunan Nusantara III Pabrik Kelapa
Sawit (PKS) Aek Nabara Selatan sebanyak 5 unit, beroperasi 4 unit dan 1 uint
persediaan.
Faktor yang mempengaruhi kinerja oil purifier adalah :
1. Kontrol valve feeding
2. Kondisi gear pump
3. Stainer
4. Rpm
g. Vacum Dryer
Fungsi vacuum dryer adalah untuk mengurangi kadar air dalam minyak
produksi. Vacuum dryer yang digunakan berjumlah 2 buah, yang masing-masing
dilengkapi dengan stean ejector. Ujung pipa yang masuk ke dalam vacuum cryer
dibuat sempit berbentuk nozzle-nozzel sehingga akibat kevakuman tangki minyak
terisap dan mengabut di vacuum dryer. Temperatur minyak dibuat 90-950C
supaya kadar air cepat menguap dan uap air tersebut akan terisap oleh injection
steam, selanjutnya terdorong keluar. Steam yang digunakan pada stean ejector
adalah superheated steam dari boiler dengan tekana 15 kg/cm2. Steam dan air dari
steam ejector kemudian dialirkan ke hot well tank. Minyak yang telah bersih
keluar dari bottom vacuum dryer dan selanjutnya dipompakan ke storage stank
melalui oil cooler untuk didinginkan sampai suhu 500C.
Faktor – faktor yang mempengaruhi kinerja vacum dryer adalah :
c. Kuantitas dan kualitas feeding
d. Kekurangan air pendingin
e. Tekanan vacum yang kering, 760 mmHg
h. Storage Tank
Fungsi sorage tank adalah sebagai tempat untuk menyimpan sementara
minyak produksi yang dihasilkan sebelum dikirim ke pihak/tempat lain. Pabrik
kelapa sawit Aek Nabara Selatan menggunakan 3 storage tank.
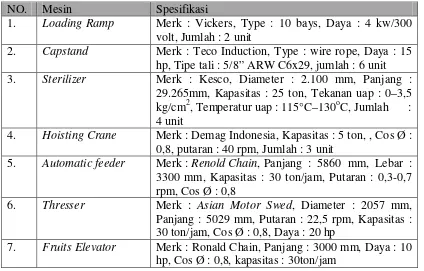
2.5.4. Mesin
Pada PT. Perkebunan Nusantara III Pabrik Kelapa Sawit Aek Nabara
mesin-mesin yang digunakan pada saat proses dapat dilihat pada Tabel 2.4.
[image:54.595.102.526.484.755.2]dibawah ini:
Tabel 2.4. Mesin di PT. Perkebunan Nusantara III Pabrik Kelapa Sawit Aek Nabara Selatan
NO. Mesin Spesifikasi
1. Loading Ramp Merk : Vickers, Type : 10 bays, Daya : 4 kw/300
volt, Jumlah : 2 unit
2. Capstand Merk : Teco Induction, Type : wire rope, Daya : 15
hp, Tipe tali : 5/8” ARW C6x29, jumlah : 6 unit
3. Sterilizer Merk : Kesco, Diameter : 2.100 mm, Panjang :
29.265mm, Kapasitas : 25 ton, Tekanan uap : 0–3,5 kg/cm2, Temperatur uap : 115°C–130oC, Jumlah : 4 unit
4. Hoisting Crane Merk : Demag Indonesia, Kapasitas : 5 ton, , Cos Ø :
0,8, putaran : 40 rpm, Jumlah : 3 unit
5. Automatic feeder Merk : Renold Chain, Panjang : 5860 mm, Lebar :
3300 mm, Kapasitas : 30 ton/jam, Putaran : 0,3-0,7 rpm, Cos Ø : 0,8
6. Thresser Merk : Asian Motor Swed, Diameter : 2057 mm,
Panjang : 5029 mm, Putaran : 22,5 rpm, Kapasitas : 30 ton/jam, Cos Ø : 0,8, Daya : 20 hp
7. Fruits Elevator Merk : Ronald Chain, Panjang : 3000 mm, Daya : 10
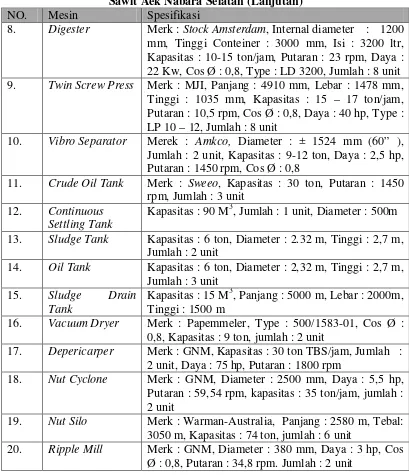
Tabel 2.4. Mesin di PT. Perkebunan Nusantara III Pabrik Kelapa Sawit Aek Nabara Selatan (Lanjutan)
NO. Mesin Spesifikasi
8. Digester Merk : Stock Amsterdam, Internal diameter : 1200
mm, Tinggi Conteiner : 3000 mm, Isi : 3200 ltr, Kapasitas : 10-15 ton/jam, Putaran : 23 rpm, Daya : 22 Kw, Cos Ø : 0,8, Type : LD 3200, Jumlah : 8 unit
9. Twin Screw Press Merk : MJI, Panjang : 4910 mm, Lebar : 1478 mm,
Tinggi : 1035 mm, Kapasitas : 15 – 17 ton/jam, Putaran : 10,5 rpm, Cos Ø : 0,8, Daya : 40 hp, Type : LP 10 – 12, Jumlah : 8 unit
10. Vibro Separator Merek : Amkco, Diameter : ± 1524 mm (60” ),
Jumlah : 2 unit, Kapasitas : 9-12 ton, Daya : 2,5 hp, Putaran : 1450 rpm, Cos Ø : 0,8
11. Crude Oil Tank Merk : Sweeo, Kapasitas : 30 ton, Putaran : 1450
rpm, Jumlah : 3 unit
12. Continuous
Settling Tank
Kapasitas : 90 M3, Jumlah : 1 unit, Diameter : 500m
13. Sludge Tank Kapasitas : 6 ton, Diameter : 2.32 m, Tinggi : 2,7 m,
Jumlah : 2 unit
14. Oil Tank Kapasitas : 6 ton, Diameter : 2,32 m, Tinggi : 2,7 m,
Jumlah : 3 unit
15. Sludge Drain
Tank
Kapasitas : 15 M3, Panjang : 5000 m, Lebar : 2000m, Tinggi : 1500 m
16. Vacuum Dryer Merk : Papemmeler, Type : 500/1583-01, Cos Ø :
0,8, Kapasitas : 9 ton, jumlah : 2 unit
17. Depericarper Merk : GNM, Kapasitas : 30 ton TBS/jam, Jumlah :
2 unit, Daya : 75 hp, Putaran : 1800 rpm
18. Nut Cyclone Merk : GNM, Diameter : 2500 mm, Daya : 5,5 hp, Putaran : 59,54 rpm, kapasitas : 35 ton/jam, jumlah : 2 unit
19. Nut Silo Merk : Warman-Australia, Panjang : 2580 m, Tebal:
3050 m, Kapasitas : 74 ton, jumlah : 6 unit
20. Ripple Mill Merk : GNM, Diameter : 380 mm, Daya : 3 hp, Cos
Ø : 0,8, Putaran : 34,8 rpm. Jumlah : 2 unit
perusahaan memperlihatkan susunan hubungan-hubungan antara bagian dan posisi
dalam suatu perusahaan.Struktur organisasi merincikan pembagian aktivitas kerja
dan menunjukkan berbagai tingkatan aktivitas yang satu dengan yang lainnya.
Pada PTPN III Pabrik Kelapa Sawit Aek Nabara Selatan struktur
organisasi yang digunakan adalah struktur organisasi yang berbentuk fungsional
dimana berdasarkan fungsi yaitu pembagian atas unit-unit organisasi didasarkan
pada spesialisasi tugas yang dilakukan dan juga wewenang dari pimpinan
dilimpahkan pada unit-unit organisasi di bawahnya pada bidang tertentu secara
langsung. Struktur organisasi dapat dilihat pada lampiran.
2.6.2. Pembagian Tugas, Wewenang dan Tanggun Jawab
Pada PTPN III PKS Aek Nabara Selatan ada tugas dan tanggung jawab
dari berbagai jabatan yang terdapat dalam struktur organisasi yang terdapat dalam
perusahaan yaitu dapat dijelaskan sebagai berikut :
1. Manajer Tugas :
1. Melakukan koordinasi dengan Manager Kebun untuk perencanaan pengolahan
harian dan mingguan (Management PAO).
2. Melaksanakan pembelian Tandan Buah Segar (TBS) Pihak Ketiga melalui
Yayasan/Koperasi untuk memenuhi kebutuhan bahan baku olah pabrik.
3. Mengawasi dan mengevaluasi pengendalian limbah Pabrik dengan mengacu
4. Melaksanakan pengendalian dan evaluasi bahan kimia dan pelengkap lainnya
sesuai dengan Instruksi Kerja sehingga dicapai efisiensi dan efektifitas
penggunaan bahan kimia.
5. Mengawasi dan mengevaluasi proses pemeliharaan pabrik dan asset lainnya
dengan jadwal pemeliharaan sehingga ketersediaan peralatan dapat terpenuhi.
6. Melaksanakan pengadaan barang dan jasa melalui penunjukan langsung dan
pemilihan langsung sesuai dengan Instruksi Kerja untuk mendukung
operasional pabrik.
7. Mengkaji, mengevaluasi serta mengembangkan proses pengolahan dan
pengiriman kompos.
Tanggung Jawab :
1. Perencanaan operasional pabrik untuk mencapai kinerja yang optimal.
2. Pengelolaan pengolahan produksi (mutu minyak sawit dan inti sawit) sesuai
dengan norma yang ditetapkan.
3. Pengelolaan dan pengawasan pengiriman hasil produksi.
4. Pengelolaan air limbah sesuai dengan persyaratan baku mutu dan persyaratan
lingkungan.
5. Pengembangan dan kajian terhadap kegiatan pemeliharaan teknik berupa
preventive maintenance, breakdown maintenance, predictive maintenance dan
proactive maintenance
6. Pengendalian dan evaluasi tata kelola administrasi dan keuangan unit.
2. Masinis Kepala (Maskep) Tugas :
1. Melakukan koordinasi dengan Askep Kebun untuk perencanaan pengolahan
harian dan mingguan (Management PAO).
2. Melaksanakan pembelian Tandan Buah Segar (TBS) Pihak Ketiga melalui
Yayasan/Koperasi untuk memenuhi kebutuhan bahan baku olah pabrik.
3. Mengawasi dan mengevaluasi pengendalian limbah Pabrik dengan mengacu
pada Instruksi Kerja untuk meminimalisasi limbah/waste
4. Melakukan koordinasi dengan pihak Kebun dalam kaitanya dengan jumlah
kompos yang di butuhkan di lapangan/afdeling.
Tanggung Jawab :
1. Perencanaan operasional pabrik untuk mencapai kinerja yang optimal
2. Pengelolaan pengolahan produksi (mutu minyak sawit dan inti sawit) sesuai
dengan norma yang ditetapkan