ANALISA TINGKAT KEANDALAN DAN PENENTUAN INTERVAL WAKTU PENGGANTIAN KOMPONEN KRITIS MESIN PEREBUSAN
(STERILIZER) DI PT. PERKEBUNAN NUSANTARA III PABRIK KELAPA SAWIT AEK NABARA SELATAN
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
FRANSISKA SARAGIH NIM. 080423017
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
ANALISA TINGKAT KEANDALAN DAN PENENTUAN INTERVAL WAKTU PENGGANTIAN KOMPONEN KRITIS MESIN PEREBUSAN
(STERILIZER) DI PT. PERKEBUNAN NUSANTARA III PABRIK KELAPA SAWIT AEK NABARA SELATAN
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
FRANSISKA SARAGIH NIM. 080423017
Disetujui Oleh :
Dosen Pembimbing I Dosen Pembimbing II
(Ir. Poerwanto, MSc) (Ir. Ukurta Tarigan, MT)
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
KATA PENGANTAR
Puji dan syukur penulis ucapkan kehadirat Tuhan Yang Maha Kuasa yang
telah memberikan rahmat dan karunia-Nya kepada penulis sehingga penulis dapat
menyelesaikan Tugas Sarjana ini.
Penelitian ini dilakukan di PT. Perkebunan Nusantara III Pabrik Kelapa
Sawit Aek Nabara yaitu merupakan salah satu perusahaan yang bergerak dalam
bidang pengolahan kelapa sawit yang ada di Sumatera Utara. Mesin Sterilizer
adalah sebagai objek penelitian.
Adapun judul untuk Tugas Sarjana ini adalah “Analisa Tingkat Keandalan
Dan Penentuan Interval Waktu Penggantian Komponen Kritis Mesin Perebusan
(Sterilizer) Di PT. Perkebunan Nusantara III Pabrik Kelapa Sawit Aek Nabara
Selatan”.
Sebagai manusia yang tidak luput dari kesalahan, maka penulis menyadari
masih banyak kekurangan dalam penulisan Tugas Sarjana ini. Oleh karena itu,
penulis sangat mengharapkan saran dan masukan yang sifatnya membangun demi
kesempurnaan Tugas Sarjana ini. Semoga Tugas Sarjana ini dapat bermanfaat
bagi penulis sendiri, dan pembaca lainnya.
UNIVERSITAS SUMATERA UTARA
Medan, Agustus 2011
Penulis,
UCAPAN TERIMA KASIH
Selesainya tugas sarjana ini tidak terlepas dari bantuan dan bimbingan dari
berbagai pihak dengan baik secara langsung maupun tidak langsung. Untuk itu
pada kesempatan ini penulis mengucapkan terima kasih kepada:
1. Ibu Ir. Khawarita Siregar, MT, sebagai Ketua Departemen Teknik Industri
Fakultas Teknik Universitas Sumatera Utara.
2. Bapak Ir. Ukurta Tarigan, MT, sebagai Sekretaris Departemen Teknik Industri
Fakultas Teknik Universitas Sumatera Utara sekaligus Dosen Pembimbing II
atas bimbingan dan arahan yang diberikan kepada penulis untuk
menyelesaikan Tugas Sarjana ini.
3. Bapak Ir. Poerwanto, MSc, sebagai Dosen Pembimbing I atas bimbingan dan
arahan yang diberikan kepada penulis untuk menyelesaikan Tugas Sarjana ini.
4. Ibu Ir. Anizar, Mkes, sebagai Dosen Penguji I sekaligus dosen wali penulis,
yang telah memberikan arahan dan bimbingan selama penulis mengikuti
perkuliahan.
5. Ibu Ir. Rosnani Ginting, MT, sebagai Dosen Penguji II atas bimbingan dan
arahan yang diberikan kepada penulis untuk penyempurnaan Tugas Sarjana
ini.
6. Bapak Buchari, ST, MKes, sebagai Dosen Penguji III atas bimbingan dan
arahan yang diberikan kepada penulis untuk penyempurnaan Tugas Sarjana
7. Bapak Lukman Panjaitan, selaku serta seluruh karyawan/karyawati di PTPN
III Pabrik Kelapa Sawit Aek Nabara Selatan yang telah banyak membantu dan
memberikan keterangan secara langsung.
8. Pegawai Departemen Teknik Industri yang banyak membantu penulis dalam
memberikan informasi tentang situasi kampus.
9. Kedua Orang Tua (Drs. A. Saragih, MA dan M. Hutabarat, Spd), serta abang
(Fransiskus Saragih, SE) dan adik (Octapianus Saragih) yang telah
memberikan dukungan yang luar biasa dalam hal materi, motivasi dan doa
kepada penulis.
10. Irma Julyanti Siregar, Suryanti Nababan, Rina, Dolly, B’Ivan, B’Hasan,
B’Ilham, Hendra, Fery, Julius st’06 regular dan teman-teman stambuk 2008
ekstensi sebagai teman yang telah membantu penulis dalam menyelesaikan
Tugas Sarjana ini.
11. Eka, Rahel, Dina dan Feni yang telah memberikan dukungan, motivasi dan
doa kepada penulis.
12. Markam Sinaga yang telah memberikan dukungan, motivasi dan doa yang
sangat berarti bagi penulis.
Kepada semua pihak yang telah membantu penulis dalam menyelesaikan
Tugas Sarjana ini, penulis ucapkan terima kasih. Semoga Tugas Sarjana ini
bermanfaat bagi kita semua.
Medan, Agustus
2011
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI... vi
DAFTAR GAMBAR ... xiv
DAFTAR TABEL ... xvi
DAFTAR LAMPIRAN... xx
ABSTRAK ... xxi
I PENDAHULUAN
1.1. Latar Belakang Permasalahan ... I-1
1.2. Perumusan Masalah ... I-2
1.3. Tujuan Penelitian ... I-3
1.4. Manfaat Penelitian ... I-4
1.5. Asumsi dan Batasan Masalah ... I-4
1.6. Sistematika Penulisan Tugas Akhir ... I-5
II GAMBARAN UMUM PERUSAHAAN
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.2. Ruang Lingkup Bidang Usaha ... II-2
2.3. Lokasi Perusahaan ... II-2
2.4. Daerah Pemasaran ... II-2
2.5. Organisasi dan Manajemen Perusahaan ... II-3
2.5.1. Struktur Organisasi ... II-3
2.5.2. Pembagian Tugas dan Tanggung Jawab ... II-6
2.6. Jumlah Tenaga Kerja dan Jam Kerja ... II-11
2.6.1. Jumlah Tenaga Kerja ... II-11
2.6.2. Jam Kerja ... II-12
2.7. Sistem Pengupahan dan Fasilitas yang Digunakan ... II-12
2.7.1. Sistem Pengupahan ... II-12
2.7.2. Fasilitas yang Digunakan ... II-13
2.8. Proses Produksi ... II-14
2.8.1. Standar Mutu Bahan Baku dan Produk ... II-14
2.8.2. Bahan-bahan yang Digunakan ... II-17
2.8.2.1. Bahan Baku ... II-17
2.8.2.2. Bahan Tambahan ... II-18
2.8.2.3. Bahan Penolong ... II-18
2.8.3. Uraian Proses Produksi ... II-18
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.8.3.2. Stasiun Loading Ramp ... II-19
2.8.3.3. Stasiun Rebusan (Sterilizer) ... II-20
2.8.3.4. Stasiun Penebah (Thressing) ... II-24
2.8.3.5. Stasiun Pengepressan (Pressing) ... II-26
2.8.3.6. Stasiun Klarifikasi (Clarification Station) ... II-29
2.8.3.7. Stasiun Kernel (Kernel Plant) ... II-34
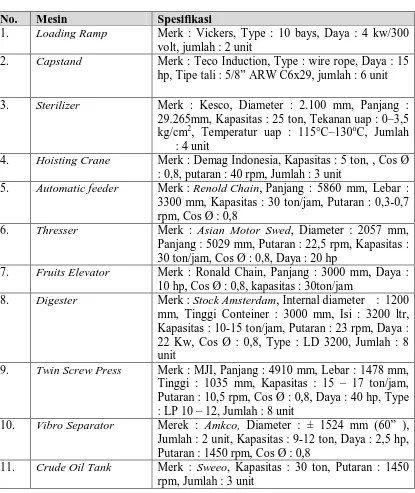
2.8.4. Mesin dan Peralatan ... II-40
2.8.4.1. Mesin Produksi ... II-40
2.8.4.2. Peralatan/Equipment ... II-42
III LANDASAN TEORI
3.1. Perawatan ... III-1
3.1.1.Definisi Perawatan ... III-1
3.1.2.Tujuan Perawatan ... III-2
3.1.3. Jenis-jenis Tindakan Perawatan... III-2
3.2. Identifikasi Pengelompokan Suku Cadang
dengan Diagram Pareto... III-5
3.3. Teori Keandalan (Reliability)... III-6
3.3.1.Pengertian Keandalan (Reliability) ... III-6
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.3.3. Konsep Keandalan ... III-7
3.3.4. Distribusi Kerusakan ... III-11
3.3.5. Identifikasi Pola Distribusi dan
Parameter Distribusi... III-17
3.3.5.1. Identifikasi Distribusi Awal ... III-17
3.3.5.2. Estimasi Parameter ... III-19
3.4. Model Age Replacement ... III-20
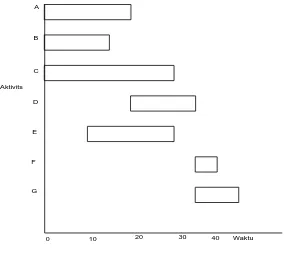
3.5. Gantt Chart ... III-22
IV METODOLOGI PENELITIAN
4.1. Lokasi dan Tempat Penelitian ... IV-1
4.2. Jenis Penelitian ... IV-1
4.3. Objek Penelitian ... IV-2
4.4. Variabel Penelitian ... IV-2
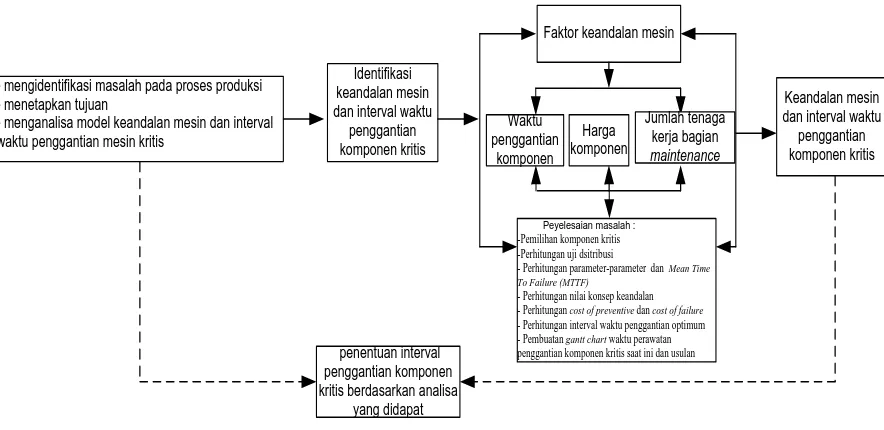
4.5. Kerangka Konseptual ... IV-3
4.6. Prosedur Penelitian ... IV-4
4.6.1. Studi Pendahuluan ... IV-5
4.6.2. Identifikasi Masalah dan Penetapan Tujuan ... IV-6
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
4.6.3.1. Sumber Data ... IV-6
4.6.3.2. Metode Pengumpulan Data Penelitian ... IV-7
4.6.3.3. Instrumen Penelitian ... IV-8
4.6.4. Pengolahan Data ... IV-8
4.6.5. Analisis Pemecahan Masalah ... IV-12
4.6.7. Kesimpulan dan Saran ... IV-12
V PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data ... V-1
5.1.1. Daftar Komponen Mesin Sterilizer ... V-1
5.1.2. Data Frekuensi dan Harga Komponen Mesin Sterilizer ... V-2
5.2. Pengolahan Data ... V-2
5.2.1. Penentuan Komponen Kritis dengan Metode Pareto ... V-3
5.2.2. Pemilihan Pola Distribusi Kerusakan Komponen Kritis .. V-4
5.2.2.1. Distribusi Kerusakan Komponen Packing
Valve Condensate Mesin Sterilizer ... V-5
5.2.2.2. Distribusi Kerusakan Komponen Packing
Elbow Blow Up Mesin Sterilizer ... V-10
5.2.2.3. Distribusi Kerusakan Komponen Packing
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.3. Perhitungan Parameter Distribusi ... V-19
5.2.3.1. Perhitungan MTTF Komponen
Packing Valve Condensate ... V-19
5.2.3.2. Perhitungan MTTF Komponen
Packing Elbow Blow Up ... V-21
5.2.3.3. Perhitungan MTTF Komponen
Packing Elbow Condensate ... V-22
5.2.4. Perhitungan Nilai Konsep Keandalan ... V-23
5.2.4.1. Perhitungan Nilai Konsep Keandalan Komponen
Packing Valve Condensate ... V-23
5.2.4.2. Perhitungan Nilai Konsep Keandalan Komponen
Packing Elbow Blow Up ... V-27
5.2.4.3. Perhitungan Nilai Konsep Keandalan Komponen
Packing Elbow Condensate ... V-31
5.2.5. Perhitungan Cost of Failure dan Cost of Preventive ... V-34
5.2.5.1. Perhitungan Cost of Failure ... V-34
5.2.5.2. Perhitungan Cost of Preventive ... V-36
5.2.6. Perhitungan Interval Waktu Penggantian Pencegahan ... V-37
5.2.6.1. Perhitungan Interval Waktu Penggantian
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.6.2. Perhitungan Interval Waktu Penggantian
Komponen Packing Elbow Blow Up ... V-40
5.2.6.3. Perhitungan Interval Waktu Penggantian
Komponen Packing Elbow Condensate ... V-42
5.2.7. Gantt chart Waktu Perawatan Penggantian Komponen
Kritis Mesin Sterilizer Saat Ini dan Usulan ... V-44
VI ANALISIS PEMECAHAN MASALAH
6.1. Analisis Data Kerusakan Komponen... VI-1
6.2. Analisis Pola Distribusi Kerusakan Komponen Kritis ... VI-2
6.3. Analisis Parameter Distribusi dan Nilai MTTF ... VI-3
6.4. Analisis Nilai Konsep Keandalan ... VI-3
6.5. Analisis Cost of Failure dan Cost of Preventive ... VI-4
6.6. Analisis Interval Waktu Penggantian ... VI-5
6.7. Analisis Gantt chart Waktu Perawatan Penggantian
Komponen Kritis Saat Ini dan Usulan ... VI-5
VII KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Perkebunan Nusantara III ... II-5
3.1. Kurva Distribusi Normal ... III-12
3.2. Kurva Distribusi Lognormal ... III-14
3.3. Kurva Distribusi Eksponensial ... III-15
3.4. Kurva Distribusi Weibull ... III-17
3.5. Contoh Gantt Chart ... III-22
4.1. Kerangka Konseptual Penelitian ... IV-3
4.2. Block Diagram Prosedur Penelitian ... IV-5
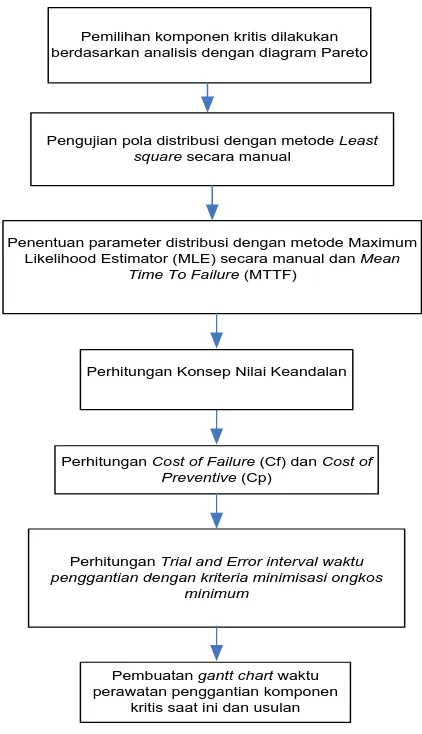
4.3. Block Diagram Pengolahan Data ... IV-11
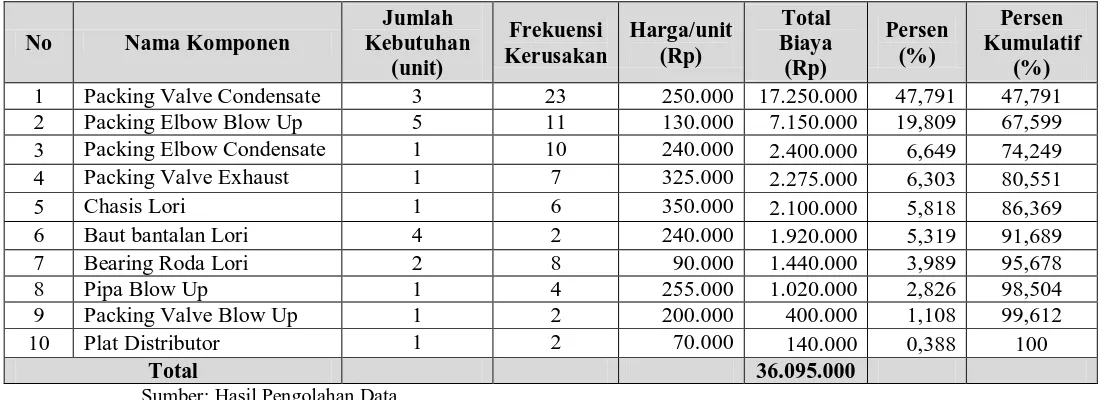
5.1. Diagram Pareto Untuk Komponen Sterilizer ... V-3
5.2. Grafik untuk Fungsi Kepadatan Probabilitas
Packing Valve Condensate ... V-25
5.3. Grafik untuk Fungsi Distribusi Kumulatif
Packing Valve Condensate ... V-26
5.4. Grafik untuk Fungsi Keandalan
Packing Valve Condensate ... V-26
5.5. Grafik untuk Fungsi Laju Kerusakan
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
5.6. Grafik untuk Fungsi Kepadatan Probabilitas
Packing Elbow Blow Up ... V-29
5.7. Grafik untuk Fungsi Distribusi Kumulatif
Packing Elbow Blow Up ... V-29
5.8. Grafik untuk Fungsi Keandalan
Packing Elbow Blow Up ... V-30
5.9. Grafik untuk Fungsi Laju Kerusakan
Packing Elbow Blow Up ... V-30
5.10. Grafik untuk Fungsi Kepadatan Probabilitas
Packing Elbow Condensate ... V-32
5.11. Grafik untuk Fungsi Distribusi Kumulatif
Packing Elbow Condensate ... V-33
5.12. Grafik untuk Fungsi Keandalan
Packing Elbow Condensate ... V-33
5.13. Grafik untuk Fungsi Laju Kerusakan
DAFTAR TABEL
TABEL HALAMAN
2.1. Susunan dan Jumlah Tenaga Kerja PTPN III PKS ... II-11
2.2. Standar Mutu Minyak Sawit ... II-15
2.3. Standar Mutu Inti Sawit ... II-16
2.4. Mesin di PT. Perkebunan Nusantara III Pabrik Kelapa
Sawit Aek Nabara Selatan ... II-40
2.4. Peralatan di PT. Perkebunan Nusantara III Pabrik Kelapa
Sawit Aek Nabara Selatan ... II-42
5.1. Daftar Komponen Mesin Sterilizer ... V-1
5.2. Data Frekuensi Kerusakan Harga Komponen Mesin Sterilizer ... V-2
5.3. Analisa Komponen Mesin Sterilizer ... V-3
5.4. Interval Waktu Kerusakan Kompoenen Mesin
Sterilizer Periode Than 2009-2010 ... V-4
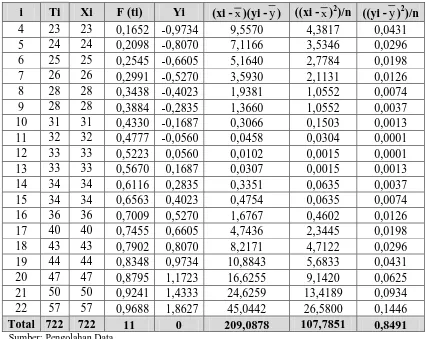
5.5. Perhitungan Index of Fit dengan Distribusi Normal
Packing Valve Condensate Mesin Sterilizer ... V-5
5.6. Perhitungan Index of Fit dengan Distribusi Lognormal
Packing Valve Condensate Mesin Sterilizer ... V-7
5.7. Perhitungan Index of Fit dengan Distribusi Eksponensial
Packing Valve Condensate Mesin Sterilizer ... V-8
5.8. Perhitungan Index of Fit dengan Distribusi Weibull
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.9. Rekapitulasi Perhitungan Index of Fit Komponen
Packing Valve Condensate Mesin Sterilizer ... V-10
5.10. Perhitungan Index of Fit dengan Distribusi Normal
Packing Elbow Blow Up Mesin Sterilizer ... V-11
5.11. Perhitungan Index of Fit dengan Distribusi Lognormal
Packing Elbow Blow Up Mesin Sterilizer ... V-12
5.12. Perhitungan Index of Fit dengan Distribusi Eksponensial
Packing Elbow Blow Up Mesin Sterilizer ... V-12
5.13. Perhitungan Index of Fit dengan Distribusi Weibull
Packing Elbow Blow Up Mesin Sterilizer ... V-13
5.14. Rekapitulasi Perhitungan Index of Fit Komponen
Packing Elbow Blow Up Mesin Sterilizer ... V-14
5.15. Perhitungan Index of Fit dengan Distribusi Normal
Packing Elbow Condensate Mesin Sterilizer... V-15
5.16. Perhitungan Index of Fit dengan Distribusi Lognormal
Packing Elbow Condensate Mesin Sterilizer... V-16
5.17. Perhitungan Index of Fit dengan Distribusi Eksponensial
Packing Elbow Condensate Mesin Sterilizer... V-17
5.18. Perhitungan Index of Fit dengan Distribusi Weibull
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.19. Rekapitulasi Perhitungan Index of Fit Komponen
Packing Elbow Condensate Mesin Sterilizer... V-18
5.20. Perhitungan MTTF Komponen Packing Valve Condensate ... V-19
5.21. Perhitungan MTTF Komponen Packing Elbow Blow Up ... V-21
5.22. Perhitungan MTTF Komponen Packing Elbow Condensate ... V-22
5.23. Perhitungan Nilai Konsep Keandalan Komponen
Packing Valve Condensate ... V-24
5.24. Perhitungan Nilai Konsep Keandalan Komponen
Packing Elbow Blow Up ... V-28
5.25. Perhitungan Nilai Konsep Keandalan Komponen
Packing Elbow Condensate ... V-32
5.26. Perhitungan Interval Waktu Penggantian Komponen
Packing Valve Condensate ... V-38
5.27. Perhitungan Interval Waktu Penggantian Komponen
Packing Elbow Blow Up ... V-41
5.28. Perhitungan Interval Waktu Penggantian Komponen
Packing Elbow Condensate ... V-43
5.29. Rekapitulasi Perhitungan Interval Waktu Penggantian Tiap
Komponen ... V-44
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
6.2. Nilai Parameter dan Nilai MTTF Tiap Komponen ... VI-3
6.3. Nilai Konsep Keandalan Tiap Komponen ... VI-3
6.4. Nilai Cost of Failure dan Cost of Preventive ... VI-4
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Data Kerusakan Komponen Mesin Sterilizer Tahun 2009 dan 2010 .... L-1
2. Gantt Chart waktu perawatan penggantian komponen kritis mesin
Sterilizer saat ini dan usulan ... L-2
3. Surat Permohonan Tugas Sarjana ... L-3
4. Surat Penjajakan ... L-4
5. Surat Balasan Pabrik ... L-5
6. Surat Keputusan Tugas Sarjana ... L-6
7. Perubahan Surat Keputusan ... L-7
8. Lembar Asistensi Tugas Sarjana dengan Dosen Pembimbing I ... L-8
ABSTRAK
PT. Perkebunan Nusantara III Pabrik Kelapa Sawit Aek Nabara Selatan adalah perusahaan yang bergerak dalam bidang pengolahan kelapa sawit menjadi CPO dan inti sawit. Sistem perawatan (maintenance) yang selama ini berjalan di PT. Perkebunan Nusantara III Pabrik Kelapa Sawit Aek Nabara Selatan kurang memperhatikan faktor keandalan mesin. PT. Perkebunan Nusantara III Pabrik Kelapa Sawit Aek Nabara Selatan selama ini melakukan penggantian komponen-komponen mesin bila telah terjadi kerusakan (corrective replacement).
Pada penelitian ini objek yang diamati adalah mesin Sterilizer. Data yang dikumpulkan adalah data waktu kerusakan komponen mesin Sterilizer yang terjadi selama periode tahun 2009 sampai 2010, daftar komponen mesin Sterilizer, waktu penggantian komponen mesin Sterilizer dan kebutuhan tenaga kerja, meliputi data jumlah tenaga kerja dan biaya tenaga kerja.
Hasil perhitungan waktu interval penggantian diperoleh komponen
Packing valve condensate didapat bahwa interval waktu penggantian sebesar 10
hari, untuk komponen Packing elbow blow up diperoleh interval waktu penggantian sebesar 11 hari, untuk komponen Packing elbow condensate diperoleh interval waktu waktu penggantian sebesar 14 hari. Berdasarkan gantt
chart waktu perawatan penggantian komponen kritis mesin Sterilizer saat ini
untuk komponen packing valve condensate diperoleh perawatan penggantian sebanyak 16 kali, komponen packing elbow blow up diperoleh perawatan penggantian sebanyak 11 kali, dan komponen packing elbow condensate diperoleh perawatan penggantian sebanyak 10 kali. Sedangkan waktu perawatan penggantian komponen kritis mesin Sterilizer usulan untuk komponen packing
valve condensate diperoleh perawatan penggantian sebanyak 73 kali, komponen packing elbow blow up diperoleh perawatan penggantian sebanyak 66 kali, dan
komponen packing elbow condensate diperoleh perawatan penggantian sebanyak 52 kali. Hal ini dilakukan agar tidak terjadi kerusakan tiba-tiba pada komponen mesin Sterilizer, sehingga proses produksi berjalan dengan lancar.
ABSTRAK
PT. Perkebunan Nusantara III Pabrik Kelapa Sawit Aek Nabara Selatan adalah perusahaan yang bergerak dalam bidang pengolahan kelapa sawit menjadi CPO dan inti sawit. Sistem perawatan (maintenance) yang selama ini berjalan di PT. Perkebunan Nusantara III Pabrik Kelapa Sawit Aek Nabara Selatan kurang memperhatikan faktor keandalan mesin. PT. Perkebunan Nusantara III Pabrik Kelapa Sawit Aek Nabara Selatan selama ini melakukan penggantian komponen-komponen mesin bila telah terjadi kerusakan (corrective replacement).
Pada penelitian ini objek yang diamati adalah mesin Sterilizer. Data yang dikumpulkan adalah data waktu kerusakan komponen mesin Sterilizer yang terjadi selama periode tahun 2009 sampai 2010, daftar komponen mesin Sterilizer, waktu penggantian komponen mesin Sterilizer dan kebutuhan tenaga kerja, meliputi data jumlah tenaga kerja dan biaya tenaga kerja.
Hasil perhitungan waktu interval penggantian diperoleh komponen
Packing valve condensate didapat bahwa interval waktu penggantian sebesar 10
hari, untuk komponen Packing elbow blow up diperoleh interval waktu penggantian sebesar 11 hari, untuk komponen Packing elbow condensate diperoleh interval waktu waktu penggantian sebesar 14 hari. Berdasarkan gantt
chart waktu perawatan penggantian komponen kritis mesin Sterilizer saat ini
untuk komponen packing valve condensate diperoleh perawatan penggantian sebanyak 16 kali, komponen packing elbow blow up diperoleh perawatan penggantian sebanyak 11 kali, dan komponen packing elbow condensate diperoleh perawatan penggantian sebanyak 10 kali. Sedangkan waktu perawatan penggantian komponen kritis mesin Sterilizer usulan untuk komponen packing
valve condensate diperoleh perawatan penggantian sebanyak 73 kali, komponen packing elbow blow up diperoleh perawatan penggantian sebanyak 66 kali, dan
komponen packing elbow condensate diperoleh perawatan penggantian sebanyak 52 kali. Hal ini dilakukan agar tidak terjadi kerusakan tiba-tiba pada komponen mesin Sterilizer, sehingga proses produksi berjalan dengan lancar.
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Perkembangan teknologi yang semakin pesat, memacu industri-industri
terus berusaha meningkatkan kualitas dan kuantitas produk yang dihasilkannya.
Dalam bidang industri saat ini, kualitas produk sangat menentukan tingkat
persaingan. Industri yang tidak mampu menghasilkan kualitas produk yang baik,
akan dapat dengan mudah tersingkirkan oleh industri pesaingnya yang mampu
menghasilkan produk lebih baik. Peningkatan hasil industri yang terus-menerus
memerlukan proses produksi yang lancar. Kelancaran proses produksi
dipengaruhi oleh keandalan dan ketersediaan (avaibility) mesin yang
dipergunakan. Mesin yang rusak secara mendadak dapat mengganggu rencana
produksi yang telah ditetapkan. Untuk menanggulangi hal tersebut diperlukan
perencanaan perawatan mesin yang terjadwal (preventive maintenance), untuk
mengurangi kerusakan mesin mendadak (failure maintenance).1
PT. Perkebunan Nusantara III Pabrik Kelapa Sawit Aek Nabara Selatan
adalah perusahaan yang bergerak dalam bidang pengolahan kelapa sawit menjadi
CPO dan inti sawit. Sistem perawatan (maintenance) yang selama ini berjalan di
PT. Perkebunan Nusantara III Pabrik Kelapa Sawit Aek Nabara Selatan kurang
memperhatikan faktor keandalan mesin. Setiap ada kerusakan, bagian perawatan
1
hanya mengganti komponen yang rusak tanpa memperhatikan keandalannya atau
kondisi mesin saat itu apakah mampu beroperasi sesuai dengan yang diharapkan.
Oleh karena itu perlu melakukan analisis keandalan terlebih dahulu terhadap
mesin untuk mengetahui sejauh mana kondisi mesin beroperasi dengan baik.
Kerusakan mesin ini terjadi pada mesin Sterilizer yang mengakibatkan
terhentinya proses produksi (kehilangan jam produksi) untuk waktu perbaikan
maupun penggantian komponen mesin. Sementara Sterilizer adalah mesin yang
terletak diawal produksi. Selama periode tahun 2009 sampai 2010 mengalami
kerusakan yaitu mencapai 75 kali kerusakan yang mengakibatkan terjadinya
gangguan dalam proses produksi.
PT. Perkebunan Nusantara III Pabrik Kelapa Sawit Aek Nabara Selatan
selama ini melakukan penggantian komponen-komponen mesin bila telah terjadi
kerusakan (corrective replacement). Penggantian komponen yang hanya bersifat
corrective mengakibatkan adanya penghentian proses produksi secara tiba-tiba
sehingga akan merugikan perusahaan yaitu kesempatan produksi yang hilang
(opportunity cost). Untuk menyelesaikan permasalahan ini dibutuhkan analisa
tingkat keandalan dan penentuan interval waktu penggantian komponen mesin
Sterilizer, sehingga kondisi mesin mampu beroperasi sesuai dengan yang
diharapkan dan proses produksi dapat berjalan dengan lancar.
1.2. Perumusan Masalah
Perawatan yang dilaksanakan di PT. Perkebunan Nusantara III Pabrik
yang berjalan selama ini hanya mengganti komponen yang rusak setelah terjadi
kerusakan tanpa memperhatikan faktor keandalan mesin. Demikian juga dengan
proses produksi yang sering berhenti secara tiba-tiba mengakibatkan jadwal
penyelesaian produksi tidak terpenuhi karena belum optimalnya sistem perawatan
dalam hal penggantian komponen kritis mesin produksi yang digunakan oleh PT.
Perkebunan Nusantara III Pabrik Kelapa Sawit Aek Nabara Selatan.
1.3. Tujuan Penelitian 1.3.1. Tujuan Umum
Tujuan umum penelitian ini adalah untuk menganalisa tingkat keandalan
dan menentukan interval waktu penggantian komponen kritis mesin sterilizer
(perebusan) di PT. Perkebunan Nusantara III Pabrik Kelapa Sawit Aek Nabara
Selatan pada periode tertentu.
1.3.2. Tujuan Khusus
Tujuan khusus penelitian ini terbagi atas yakni :
1. Mengetahui komponen kritis mesin Sterilizer dengan diagram pareto.
2. Mengetahui pola distribusi kerusakan komponen kritis mesin Sterilizer.
3. Mendapatkan nilai parameter distribusi dan nilai Mean Time To Failure
(MTTF) komponen kritis mesin Sterilizer.
4. Mendapatkan nilai konsep keandalan komponen kritis mesin Sterilizer.
6. Mengetahui gantt chart waktu perawatan penggantian komponen kritis mesin
Sterilizer saat ini dan usulan.
1.4. Manfaat Penelitian
Manfaat penelitian ini adalah:
1. Dapat dijadikan sebagai bahan masukan oleh pihak perusahaan untuk
melakukan kegiatan perawatan di lantai produksi.
2. Memberikan masukan dalam penyediaan komponen mesin perebusan
(Sterilizer) di PT. Perkebunan Nusantara III Pabrik Kelapa Sawit Aek
Nabara Selatan.
3. Dapat memperkirakan waktu penggantian terhadap komponen (spare part)
mesin perebusan (Sterilizer).
1.5. Asumsi dan Batasan Masalah
Adapun asumsi yang digunakan dalam penelitian ini adalah
1. Komponen yang dipakai tersedia di pasaran.
2. Proses produksi dianggap berjalan dan beroperasi dengan baik dan normal.
Pembatasan masalah pada penelitian ini adalah sebagai berikut:
1. Objek yang diteliti adalah hanya mesin perebusan (Sterilizer), dikarenakan
keterbatasan waktu dan biaya.
2. Biaya yang dibahas hanya biaya yang berhubungan dengan biaya perawatan
penggantian komponen mesin Sterilizer yaitu biaya pembelian komponen,
3. Data sekunder yang diambil dari perusahaan tempat penelitian yaitu dua
tahun terakhir (2009-2010) .
1.6. Sistematika Penulisan
Untuk memudahkan pemahaman dan penelusuran maka tugas sarjana ini
dibagi menjadi beberapa bab dengan sistematika sebagai berikut:
BAB I PENDAHULUAN
Dalam bab ini akan diuraikan latar belakang permasalahan, rumusan
permasalahan, tujuan penelitian, manfaat penelitian, asumsi dan
pembatasan masalah penelitian.
BAB II GAMBARAN UMUM PERUSAHAAN
Menjelaskan gambaran umum perusahaan PT. Perkebunan Nusantara
III Pabrik Kelapa Sawit Aek Nabara Selatan yang menjelaskan bidang
usaha, struktur organisasi, proses produksi, mesin peralatan yang
digunakan untuk menunjang proses proses produksi serta organisasi dan
menajemen perusahaaan.
BAB III LANDASAN TEORI
Berisikan teori-teori yang dibutuhkan untuk memecahkan permasalahan
dengan mengacu literatur yang digunakan.
BAB IV METODOLOGI PENELITIAN
Mengemukakan tempat dan waktu penelitian, jenis penenlitian, objek
penelitian, metode pengumpulan data, metode pengolahan data, analisa
pemecahan masalah, kesimpulan dan saran.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Mengidentifikasi data hasil penelitian berupa data waktu kerusakan
komponen, data jumlah komponen, data haraga komponen, data jumlah
tenaga kerja dan biaya tenaga kerja yang diperoleh dari perusahaan
sebagai bahan untuk melakukan pengolahan data.
BAB VI ANALISA PEMECAHAN MASALAH
Menganalisa masalah yang diperoleh dari hasil pengolahan data yang
dilakukan.
BAB VII KESIMPULAN DAN SARAN
Memberikan kesimpulan hasil penelitian serta rekomendasi saran-saran
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Perkebunan Nusantara III Pabrik Kelapa Sawit (PKS) Aek Nabara
Selatan mulai dibangun pada tanggal 1 Juni 1977 dan berproduksi pada tanggal 4
April 1979. PKS Aek Nabara Selatan diresmikan oleh Menteri Pertanian RI Prof.
Ir. Soedarsono Hadisaputro pada tanggal 15 Mei 1979. Pabrik ini dikelola oleh
PT. Perkebunan Nusantara III sampai dengan tahun 1996. Pada tahun 1983/1984,
PKS Aek Nabara Selatan sudah dapat mengolah TBS dengan kapasitas 60 ton
TBS per jam dengan luas areal tanaman kelapa sawit 15.256 hektar.
Berdasarkan Peraturan Pemerintah RI Nomor 8 tahun 1996 tanggal 14
Februari 1996, pengelolaan PKS Aek Nabara Selatan dialihkan kepada PT.
Perkebunan Nusantara III di bawah pengawasan kebun Aek Nabara Selatan. Pada
tahun 1999 manajemen PT Perkebunan Nusantara III menetapkan bahwa
pengawasan dan pengelolaan PKS Aek Nabara Selatan dialihkan dari kebun Aek
Nabara Selatan kepada Manajer PKS Rayon B (PRB) berdasarkan SK Direksi No.
III.10/SKPTS/R/1999. Kemudian pada tahun 2003, berdasarkan SK Direksi
No.III.10/SKPTS/SR/550/2003 tanggal 10 November 2003, terhitung mulai
tanggal 1 Desember 2003 ditetapkan bahwa pengawasan pengelolaannya
2.2. Ruang Lingkup Bidang Usaha
PT. Perkebunan Nusantara III Pabrik Kelapa Sawit (PKS) Aek Nabara
Selatan merupakan perusahaan yang bergerak di bidang industri pengolahan
sawit. Adapun ruang lingkup bidang usaha pada perusahaan ini adalah :
1. Tandan Buah Segar menjadi Crude Palm Oil/CPO (Minyak Sawit)
2. Tandan Buah Segar menjadi Kernel (Inti Sawit)
2.3. Lokasi Perusahaan
Lokasi atau areal pabrik kelapa sawit Aek Nabara Selatan berada di jalan
lintas barat Sumatera diantara Rantau Parapat-Kota Pinang yang terletak di
kecamatan Bila Hulu, Kabupaten Labuhan Batu Selatan dengan ketinggian 37
meter diatas permukaan laut dan berjarak 307 km dari kota Medan.
2.4. Daerah Pemasaran
Kegiatan pemasaran adalah merupakan suatu fungsi aktivitas/usaha untuk
menyediakan atau memindahkan produk atau jasa dari produsen ke konsumen.
Sementara manajemen pemasaran berarti analisis, perencanaan, pelaksanaan dan
pengawasan program-program yang dirancang untuk menciptakan, membuat dan
menangani pertukaran dengan para pembeli dengan maksud mencapai tujuan
perusahaan.
Daerah pemasaran produk hasil pengolahan kelapa sawit PT. Perkebunan
Nusantara III PKS Aek Nabara Selatan dilakukan oleh pihak direksi PT.
dan kernel sesuai dengan kontrak yang telah disepakati oleh direksi dengan
pelanggan.
PT. Perkebunan Nusantara III Pabrik kelapa sawit Aek Nabara Selatan
mempunyai beberapa daerah pemasaran produk yang dihasilkan mereka
diantaranya diekspor keluar negeri seperti ke negara Jerman, Belanda, Jepang,
Amerika Serikat, Australia, Korea Selatan dan Malaysia, melalui pelabuhan
Belawan dan sebagian produk dipasarkan didalam negeri antara lain dipasarkan ke
daerah Medan, Surabaya dan Jakarta.
2.5. Organisasi dan Manajemen Perusahaan 2.5.1. Struktur Organisasi
Struktur organisasi merupakan gambaran skematis tentang
hubungan-hubungan dan kerjasama diantara fungsi-fungsi, bagian-bagian yang
menggerakkan organisasi untuk mencapai tujuan. Suatu perusahaan harus
memiliki struktur organisasi agar setiap karyawannya dapat bertanggung jawab
atas pekerjaannya yang telah tertera dalam pembagian tugas dan tanggung jawab
dalam struktur organisasi tersebut. Dengan adanya struktur organisasi dan uraian
tugas yang telah ditetapkan akan menciptakan suasana kerja yang baik dan tidak
terjadi kekacauan akibat kesalahan dalam pemberian perintah dan tanggung
jawab.
Struktur organisasi yang baik adalah dimana setiap karyawan (staf dan
tenaga kerja) dapat melihat keseluruhan sistem birokrasi untuk setiap departemen
mengetahui kepada siapa dan bagaimana harus melaporkan aktifitas pekerjaannya.
Atau apabila ada masalah yang belum pernah dihadapi sebelumnya harus dapat
dengan cepat dan tepat melaporkan kepada pekerja yang berwenang.
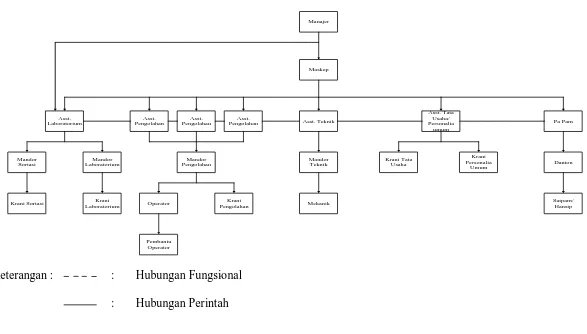
Struktur organisasi yang digunakan oleh PT. Perkebunan Nusantara III
Pabrik Kelapa Sawit Aek Nabara Selatan adalah struktur organisasi yang
berbentuk lini dan fungsional. Pembagian atas unit-unit organisasi didasarkan
pada spesialisasi tugas dan juga wewenang dari pimpinan dilimpahkan pada
unit-unit organisasi di bawahnya pada bidang tertentu secara langsung. Struktur
Manajer
Maskep
Asst. Teknik
Asst. Tata Usaha/ Personalia
umum Asst.
Pengolahan Asst.
Pengolahan Asst.
Pengolahan Asst.
Laboratorium
Mandor Laboratorium Mandor
Sortasi
Mandor Pengolahan
Mandor Teknik
Krani Tata Usaha
Krani Personalia
Umum
Pa Pam
Danton
Operator
Pembantu Operator
Mekanik Satpam/
Hansip Krani
Pengolahan Krani
Laboratorium Krani Sortasi
Keterangan : : Hubungan Fungsional
: Hubungan Perintah
[image:33.842.158.745.99.433.2]
2.5.2. Pembagian Tugas dan Tanggung Jawab
Pada PTPN III PKS Aek Nabara Selatan memiliki tugas dan tanggung jawab
dari berbagai jabatan yang terdapat dalam struktur organisasi yaitu dapat dijelaskan
sebagai berikut :
1. Manajer Tugas :
1. Mengawasi dan mengevaluasi penerimaan dan pemeriksaan mutu bahan baku
olah dengan sistem sortasi sehingga diperoleh mutu sesuai dengan kriteria
matang panen .
2. Melakukan koordinasi dengan manager kebun untuk perencanaan pengolahan
harian dan mingguan.
3. Melaksanakan pembelian tandan buah segar pihak ketiga melalui
yayasan/koperasi untuk memenuhi kebutuhan bahan baku olah pabrik.
4. Melaksanakan pengendalian dan evaluasi bahan kimia dan pelengkap lainnya
sesuai dengan instruksi kerja sehingga dicapai efisiensi dan efektifitas
penggunaan bahan kimia.
5. Menyerahkan hasil produksi kepada pembeli dengan mengacu instruksi kerja
sehingga penyerahan dapat dilaksanakan dengan tepat waktu.
Tanggung Jawab :
1. Perencanaan operasional pabrik untuk mencapai kinerja yang optimal.
2. Pengendalian kehilangan minyak sawit dan inti sawit sesuai dengan standar yang
ditetapkan.
4. Pencapaian kapasitas olah pabrik sesuai dengan kesepakatan karya.
5. Pengelolaan air limbah sesuai dengan persyaratan baku mutu dan persyaratan
lingkungan.
6. Pengendalian serta evaluasi pengadaan barang dan jasa.
2. Masinis Kepala (Maskep) Tugas :
1. Melakukan koordinasi dengan askep kebun untuk perencanaan pengolahan
harian dan mingguan.
2. Menyerahkan hasil produksi kepada pembeli dengan mengacu instruksi kerja
sehingga penyerahan dapat dilaksanakan dengan tepat waktu.
3. Mengawasi dan mengevaluasi pengendalian limbah pabrik dengan mengacu pada
instruksi kerja untuk meminimalisasi limbah/waste.
4. Melaksanakan pengendalian dan evaluasi bahan kimia dan pelengkap lainnya
sesuai dengan instruksi kerja sehingga dicapai efisiensi dan efektifitas
penggunaan bahan kimia.
5. Mengawasi dan mengevaluasi penerimaan dan pemeriksaan mutu bahan baku
olah dengan sistem sortasi sehingga diperoleh mutu sesuai dengan kriteria
matang panen.
Tanggung Jawab :
1. Perencanaan operasional pabrik untuk mencapai kinerja yang optimal.
2. Pengelolaan pengolahan produksi (mutu minyak sawit dan inti sawit) sesuai
3. Pencapaian kapasitas olah pabrik sesuai dengan kesepakatan.
4. Pengendalian kehilangan minyak sawit dan inti sawit sesuai dengan standar yang
ditetapkan.
3. Asisten Teknik Tugas :
1. Menjamin kelancaran peralatan yang dipergunakan untuk proses produksi.
2. Membuat laporan kinerja bulanan ke direksi.
3. Membuat laporan harian, mingguan, bulanan dan tahunan pemeliharaan
peralatan serta bangunan pabrik.
4. Merencanakan, melaksanakan dan mengevaluasi kegiatan pemeliharaan
peralatan/mesin.
5. Mengevaluasi kemajuan proses pengolahan dan pemeliharaan peralatan/mesin.
Tanggung Jawab :
1. Perencanaan operasional pabrik untuk mencapai kinerja yang optimal.
2. Pengendalian serta evaluasi permintaan pemakaian spare part.
3. Penyusunan laporan kinerja bulanan ke distrik dan kantor direksi.
4. Pencapaian kapasitas olah pabrik sesuai dengan kesepakatan.
4. Asisten Pengolahan Tugas :
1. Mengawasi dan mengevaluasi penerimaan dan pemeriksaan mutu bahan baku
olah.
3. Memeriksa kondisi peralatan sebelum proses pengolahan.
4. Mengidentifikasi serta menganalisa setiap permasalahan yang terjadi di setiap
kegiatan proses pengolahan sehingga efektifitas bisa terjaga.
5. Melakukan koordinasi dengan assisten laboratorium dalam hal pengelolaan air
limbah sesuai dengan persyaratan baku mutu dan persyaratan lingkungan.
Tanggung Jawab :
1. Pengawasan pengiriman hasil produksi.
2. Pencapaian kapasitas olah pabrik sesuai dengan kesepakatan.
3. Pencapaian efisiensi pengutipan minyak dan efisiensi pengutipan inti sesuai
dengan standar yang ditetapkan.
4. Pemenuhan kebutuhan bahan baku olah.
5. Pengelolaan proses pengolahan limbah tandan kosong menjadi kompos sesuai
dengan standart yang ditetapkan
5. Asisten Tata Usaha dan Personalia Tugas :
1. Membuat permintaan uang kerja dan laporan pertanggung jawaban penggunaan
uang kerja.
2. Melaksanakan segala aktivitas pembayaran baik kepada karyawan dan pihak
ketiga setelah mendapat persetujuan manager.
3. Mengawasi dan mengontrol stock barang gudang serta inventaris asset
4. Melaksanakan kewajiban pembayaran pajak dan retribusi serta kewajiban
lainnya.
Tanggung Jawab :
1. Pengendalian serta evaluasi pengadaan barang dan jasa.
2. Penyelesaian laporan kinerja bulanan ke distrik dan kantor direksi secara akurat
dan tepat waktu.
3. Koordinasi dan evaluasi tata kelola administrasi dan keuangan unit.
4. Pengelolaan administrasi dan kegiatan kepersonaliaan.
6. Asisten Laboratorium Tugas :
1. Merencanakan, memonitor dan mengevaluasi proses sortasi bahan baku,
pengambilan sampel serta hasil analisa kehilangan dan mutu produk.
2. Melakukan koordinasi dengan askep kebun untuk perencanaan pengolahan
harian dan mingguan.
3. Melaksanakan penelitian dan pengujian terhadap produk/teknologi baru.
4. Memeriksa bahan kimia yang masuk.
5. Melakukan pengawasan terhadap jumlah dan kualitas bahan baku yang diterima
serta menjaga mutu produksi yang dikirim.
Tanggung Jawab :
1. Perencanaan dan pelaksanaan kegiatan operasional laboratorium dan sortasi agar
proses pengendalian mutu produksi bisa dilaksanakan dengan baik sehingga
2. Pencapaian efisiensi pengutipan minyak dan efisiensi pengutipan inti sesuai
dengan standar yang ditetapkan.
3. Pengelolaan air limbah sesuai dengan persyaratan baku mutu dan persyaratan
lingkungan.
4. Pemenuhan kebutuhan bahan baku olah dari pihak ketiga
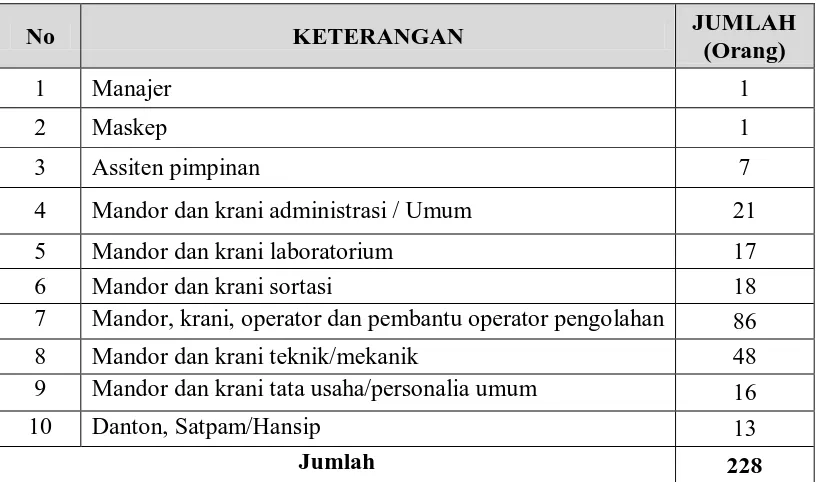
2.6. Jumlah Tenaga Kerja dan Jam Kerja 2.6.1. Jumlah Tenaga Kerja
PT. Perkebuanan Nusantara III PKS Aek Nabara Selatan memiliki tenaga
kerja sebanyak 228 karyawan dan pimpinan. Susunan dan jumlah tenaga kerja dapat
[image:39.595.115.524.443.684.2]dilihat pada Tabel 2.1.
Tabel 2.1. Susunan dan Jumlah Tenaga Kerja PTPN III PKS
No KETERANGAN JUMLAH
(Orang)
1 Manajer 1
2 Maskep 1
3 Assiten pimpinan 7
4 Mandor dan krani administrasi / Umum 21
5 Mandor dan krani laboratorium 17
6 Mandor dan krani sortasi 18
7 Mandor, krani, operator dan pembantu operator pengolahan 86
8 Mandor dan krani teknik/mekanik 48
9 Mandor dan krani tata usaha/personalia umum 16
10 Danton, Satpam/Hansip 13
Jumlah 228
2.6.2. Jam Kerja
Jam kerja di PT. Perkebuanan Nusantara III PKS Aek Nabara Selatan adalah
enam hari kerja untuk bagian kantor dan produksi, sedangkan untuk bagian
pengolahan 7 hari kerja. Penjadwalan jam kerja untuk tenaga kerja adalah sebagai
berikut :
1. Karyawan Kantor yang terdiri dari karyawan ATU (Asisten Tata Usaha), APK
(Asisten Personalia Kebun), Kantor Teknik dan Kantor Produksi serta Karyawan
Produksi yang terdiri dari karyawan Kantor Pengolahan, Timbangan dan
Bengkel, mulai bekerja pukul 07.00 – 16.00 WIB dengan waktu istirahat pukul
12.00- 14.00 WIB.
2. Karyawan Bagian Pengolahan
Karyawan pada bagian pengolahan dibagi atas dua shift kerja, yaitu :
a. Shift I, mulai bekerja pukul 07.00- 19.00 WIB dengan masa istirahat disesuaikan
oleh karyawan sendiri secara bergantian selama 2 jam.
b. Shift II, mulai bekerja pukul 19.00- 07.00 WIB dengan masa istirahat
disesuaikan oleh karyawan sendiri secara bergantian selama 2 jam.
2.7. Sistem Pengupahan dan Fasilitas yang Digunakan 2.7.1. Sistem Pengupahan
Sistem pengupahan pada pabrik PTPN III PKS Aek Nabara Selatan adalah
berbentuk :
a. Untuk Karyawan Pengolahan
2. Premi pengolahan, dihitung berdasarkan Sawit yang di olah.
3. Catu beras
b. Untuk Karyawan Laboratorium
1. Gaji pokok bulanan
2. Premi, dihitung berdasarkan pengolahan
3. Catu beras
c. Untuk Karyawan Maintenance / Teknik
1. Gaji pokok bulanan
2. Premi, dihitung berdasarkan pengolahan
3. Catu beras
d. Untuk Karyawan kantor
1. Gaji pokok bulanan
2. Premi, berdasarkan surat edaran Direksi
3. Catu beras
e. Untuk Karyawan Transportasi
1. Gaji pokok bulanan
2. Premi, dihitung berdasarkan Basis barang yang diangkut
3. Catu beras
2.7.2. Fasilitas yang Digunakan
Fasilitas yang digunakan pada PTPN III PKS Aek Nabara Selatan :
1. Jaminan Sosial Tenaga Kerja
PTPN III PKS Aek Nabara Selatan memberikan asuransi jaminan sosial tenaga kerja
2. Pemberian Cuti
Perusahaan memberikan cuti tahunan atau cuti besar agama dan cuti sakit pada
karyawan.
3. Tunjangan Hari Besar
Perusahaan memberikan tunjangan hari besar pada karyawan
4. Fasilitas Kerja
Fasilitas yang disediakan perusahaan :
a. Perumahan untuk karyawan
b. Rumah Sakit
c. Listrik dan Air
Untuk menunjang kelancaran tugas karyawan perusahan juga menyediakan
peralatan-peralatan yang dibutuhkan oleh karyawan untuk meningkatkan keselatan kerja yaitu helm,
safety shoes, masker dan kacamata pelindung.
2.8. Proses Produksi
2.8.1. Standar Mutu Bahan Baku dan Produk
Standar mutu dari produk yang dihasilkan PT. Perkebunan Nusantara III
Pabrik Kelapa Sawit (PKS) Aek Nabara Selatan disesuaikan dengan spesifikasi
standar mutu internasional. Hal ini dilakukan agar produk yang dihasilkan pihak
pabrik dapat diterima di pasar nasional maupun internasional. Jadi untuk
meningkatkan daya saing, minyak sawit dan inti sawit yang dihasilkan harus
memenuhi spesifikasi mutu. Ada tiga komponen kualitas yang dipakai sebagai
standar dalam pengendalian mutu minyak sawit di PTPN III Aek Nabara Selatan
Analisa mutu produksi dilakukan tiap hari untuk mengetahui kualitas bahan,
kualitas produk yang dihasilkan dan dikirim sudah sesuai dengan norma (mutu yang
diharapkan), sehingga dapat diterima pasar diketahui seberapa kehandalan pabrik
dalam mendapatkan minyak dan inti sesuai ISO 9000.
1. Mutu Minyak
Pengambilan sampel dilakukan setiap 1 jam, dimulai setelah 1 jam pabrik
beroperasi/mengolah.
Standar mutu produk yang ditetapkan PTPN III Pabrik Kelapa Sawit Aek
Nabara Selatan adalah sebagai berikut:
Tabel 2.2. Standar Mutu Minyak Sawit
No. Parameter Produksi (%) Eksport(%)
1. 2. 3. 4. 5. 6. 7. 8. 9. 10.
Asam lemak bebas Kadar air
Kadar kotoran
Nilai peroksida (peroxide value) Nilai anisidin (anisidine value) Kandungan besi (iron content)
Kandungan tembaga (copper content) DOBI Bilangan Iod Titik cair 3,50 0,15 0,02 - - - - - - - 5 0,15 0,02 5,00 6,00 3,50 0,05 2,5 5,1 39 – 41
Sumber : PT. Perkebunan Nusantara III Aek Nabara Selatan
2. Mutu inti Sawit
Pengambilan sampel dilakukan setiap 1 jam, dimulai setelah 1 jam pabrik
beroperasi/mengolah. Pengambilan sampel dilakukan pada :
a. Dry kernel produksi LTDS.
b. Wet kernel produksi hydrocyclone.
d. Kernel pengiriman.
Standar mutu inti sawit yang ditetapkan PT. Perkebunan Nusantara III Pabrik
Kelapa Sawit (PKS) Aek Nabara Selatan adalah sebagai berikut :
Tabel 2.3. Standar Mutu Inti Sawit
No. Parameter Produksi (%) Eksport (%)
1.
2.
3.
4.
5.
6.
Asam lemak bebas
Kadar air
Kadar kotoran
Inti pecah
Kadar Minyak
Berubah warna
Max. 1,00
Max 7,00
Max. 6,00
Max. 15,0
Max. 49,0
Max. 40
Max 1,00
Max. 7,00
Max. 6,00
Max.15,0
Max. 49,0
Max. 40
Sumber : PT. Perkebunan Nusantara III Aek Nabara Selatan
Kriteria kemasakan TBS kelapa sawit :
1. Fraksi 0 : Tidak boleh ada
2. Fraksi 00 : Tidak boleh ada
3. Fraksi1 : ≤ 20 %
4. Fraksi2 dan Fraksi3 : ≥ 68 %
5. Fraksi4 dan Fraksi5 : ≤ 12,0 %
6. Jumlah berondolan : Min. 8 %
7. Buah busuk/ sakit, janjangan kosong/ sampah : Tidak boleh ada
8. Panjang tangkai : Max. 2,5 %
9. Tangkai panjang (> 2,5 cm) : Tidak boleh ada
Persyaratan mutu TBS kelapa sawit yang ditentukan pabrik :
1. Fraksi 00 : Buah luar belum ada membrondol (0 %)
4. Fraksi2 & 3 : Buah luar telah membrondol diatas 26 % sampai dengan 75 %
5. Fraksi4 & 5 : Buah luar telah membrondol diatas 75 % sampai dengan 100 %.
2.8.2. Bahan-bahan yang Digunakan
Ada 3 jenis bahan yang digunakan dalam pengelolahan proses produksi pada
PT. Perkebunan Nusantara III Pabrik Kelapa Sawit (PKS) Aek Nabara Selatan ada 3
yaitu bahan baku, bahan penolong dan bahan tambahan.
2.8.2.1. Bahan Baku
Mutu hasil olahan dipengaruhi oleh mutu bahan baku, sedangkan mutu bahan
baku dipengaruhi oleh sistem panen. Bahan baku yang telah matang sebaiknya
langsung diolah agar kandungan minyak tidak berkurang dan kualitas minyak yang
dihasilkan tidak menurun.
Oleh karena itu bahan baku yang digunakan adalah tandan buah segar (TBS)
yang harus memenuhi standar mutu yang telah ditentukan oleh PTPN-III PKS Aek
Nabara Selatan.
2.8.2.2. Bahan Tambahan
Bahan tambahan adalah bahan yang dibutuhkan pada proses produksi, dan
ditambahkan ke proses pembuatan. Bahan tambahan ini digunakan jauh lebih kecil
dibanding bahan baku, fungsi bahan adalah membantu proses produksi agar dapat
tambahan yang digunakan dalam proses produksi pada PT. Perkebunan Nusantara III
Pabrik Kelapa Sawit (PKS) Aek Nabara Selatan.
2.8.2.3. Bahan Penolong
Bahan penolong adalah bahan-bahan yang digunakan guna menyelesiakan
suatu produk atau suatu bahan yang ditambahkan pada produk dimana
keberadaannya tidak mengurangi nilai dari produk tersebut tetapi menambah nilai
dari produk itu. Adapun bahan penolong yang digunakan pada PT. Perkebunan
Nusantara III Pabrik Kelapa Sawit (PKS) Aek Nabara Selatan adalah air delusi yang
berguna untuk mengurangi kekentalan minyak untuk mempermudah proses
selanjutnya.
2.8.3. Uraian Proses
Ada beberapa tahapan uraian produksi pada PT. Perkebunan Nusantara III
Pabrik Kelapa Sawit (PKS) Aek Nabara Selatan. Adapun tahapan uraian proses
produksi tersebut adalah sebagai berikut:
2.8.3.1. Stasiun Penerimaan TBS (Tandan Buah Segar)
Stasiun penerimaan TBS (Tandan Buah Segar) terdiri atas 2 yakni :
a. Jembatan Timbang (Weighting Bridge)
Penimbangan bertujuan untuk mengetahui produktivitas kebun sehingga
memerlukan data berat, asal kebun, bagian, blok. Setiap truk yang mengangkut TBS
memperoleh berat sewaktu berisi (bruto) dan sesudah dibongkar (tarra). Selisih
antara bruto dengan tarra adalah jumlah TBS yang diterima di PKS (netto). Selain
TBS, pada jembatan timbang PKS Aek Nabara Selatan dilakukan juga penimbangan
terhadap pengiriman CPO dan inti sawit, janjang kosong, fiber, dan pupuk untuk
afdeling kebun.
b. Sortasi TBS dan Pemeriksaan Kualitas
Sortasi dilakukan untuk menjamin bahan baku (TBS) yang diterima di pabrik
sesuai kriteria yang sudah ditentukan. Peralatan dan bahan yang digunakan untuk
melakukan sortasi adalah gancu, skop, blong, timbangan, buku sortasi dan surat
pengantar buah (PB.25)
2.8.3.2. Stasiun Loading Ramp
Buah yang telah selesai ditimbang, dibawa ke loading ramp dan dituang ke
tiap-tiap bays dari loading ramp, kemudian diisikan ke dalam lori-lori yang
berkapasitas ± 25 ton TBS dengan cara membuka pintu bays yang diatur dengan
sistem pintu hydraulic menggunakan elekromotor yang berfungsi untuk membagi ke
dalam lori (tempat buah).
Fungsi loading ramp antara lain adalah:
1. Tempat menampung TBS dari kebun sebelum diproses.
2. Mempermudah pemasukan TBS ke lori.
Lori adalah tempat untuk merebus TBS. Sistem transfer lori digunakan
untuk memfasilitasi gerakan lori mulai didaerah loading ramp sampai ke stasiun
rebusan. Peralatan yang digunakan adalah capstand, wesel dan jhondree.
Kemudian lori buah tersebut ditarik menggunakan tali profelin dengan
menggunakan capstand, setelah itu lori didorong masuk ke dalam rebusan
menggunakan jhondera.
2.8.3.3. Stasiun Rebusan (Sterilizer)
Setelah lori penuh berisi TBS, kemudian ditarik dengan menggunakan capstand dan selanjutnya dimasukkan ke dalam sterilizer, yaitu bejana uap tekan
yang digunakan untuk merebus buah. Rebusan adalah bejana uap bertekanan yang
digunakan untuk merebus TBS dengan uap (steam). Steam yang digunakan adalah
saturated steam dengan tekanan 2,8 – 3,0 kg/cm2 pada suhu 1400 yang berasal dari
Back Pressure Vessel. PKS Aek Nabara Selatan memiliki 4 unit rebusan.
Lori buah dimasukkan ke dalam stasiun perebusan untuk direbus dengan tujuan :
1. Menurunkan kadar air dalam daging buah
Air yang ada di dalam buah akan menguap akibat pengaruh panas yang tinggi
pada proses sterilisasi. Penurunan kadar air sangat penting dalam pengolahan
pendahuluan dalam bejana pengaduk (digester) karena mempermudah serat buah
terurai antara satu dengan yang lainnya.
2. Menghentikan aktifitas enzim
Sebelum dinonaktifkan buah kelapa sawit mengandung lipase dan oksidase yang
katalisator dalam pembentuk peroksida yang kemudian berubah menjadi gugus
aldehid dan keton. Senyawa terakhir ini jika dioksidasi lagi akan membentuk
asam lemak bebas. Untuk menghentikan aktifitas enzim tersebut maka harus
dilakukan perebusan minimal pada temperatur 50ºC.
3. Mempermudah pelepasan buah dari tandannya
Di dalam buah terdapat zat-zat polisakarida yang bersifat sebagai zat perekat
yang akan terhidrolisa dan pecah menjadi monosakarida yang lain.
4. Melunakkan daging buah (pericarp)
Pericarp yang telah direbus menjadi lunak dan hal ini mempermudah proses
pengempaan. Pericarp ini mudah terlepas dari biji karena ketahan mekanis dari
ikatan antara pericarp dengan biji akan menurun sehingga bagian mesocrap dan
biji dapat dilepas satu sama lain di bagian digester dan akan terpisah sempurna di
bagian depericarper.
5. Mempersiapkan biji untuk memperoleh inti biji
Kadar air dalam cangkang akan berkurang dengan adanya proses pemanasan dan
mengakibatkan elastisitas terhadap benturan saat pada pemecahan biji berkurang.
Siklus perebusan adalah waktu yang diperlukan untuk merebus TBS,
ditambah dengan waktu untuk memasukan lori ke rebusan dan mengeluarkannya.
Proses perebusan dilakukan dengan sistem 3 puncak, dimana puncak pertama dan
kedua bertujuan untuk memberikan tekanan kejut sehingga buah lepas dari tandan
serta membuat udara di rebusan agar pemanasan pada masa tahap optimum
daging buah. Waktu yang digunakan untuk perebusan adalah 90 menit, sedangkan
waktu untuk satu siklus perebusan 110-120 menit.
Tahapan-tahapan yang dilakukan dalam perebusan tripel peak :
1. Persiapan perebusan
Setelah lori-lori dimasukkan kedalam rebusan, pintu ditutup, kran-kran inlet
steam, exhaust, dan kondensat ditutup.
2. Deaerasi
Inlet steam dibuka dan kran kondensat dibuka untuk membuang udara-udara
yang ada didalam rebusan selama 3 – 5 menit.
3. Puncak 1
Kran kondensat ditutup, inlet steam dibuka sampai mencapai tekanan 1,5
kg/cm2. Setelah tekanan tercapai, kran inlet steam ditutup dank ran kondensat dibuka hingga tekanan mencapai 0 kg/cm2.
4. Puncak 2
Kran kondensat ditutup dank ran inlet steam dibuka hingga mencapai tekanan
2,0 kg/cm2. Setelah mencapai tekanan 2,0 kg/cm2 kran inlet steam ditutup dan kran kondensat dibuka hingga mencapai tekanan 0,5 kg/cm2.
5. Puncak 3
Kran kondensat ditutup dan kran inlet steam dibuka hingga mencapai tekanan
2,8 – 3,0 kg/cm2 . setelah mencapai tekanan tersebut, semua kran ditutup dan ditahan selama 45 menit, kemudian kran exhaust dibuka dan setelah
6. Pengeluaran lori
Pintu rebusan dibuka dan lori-lori dikeluarkan dengan menggunakan bantuan
capstand.
Faktor – faktor yang mempengaruhi proses perebusan :
Tekanan uap dan lama perebusan
Tekanan dan lamanya waktu perebusan sangat penting karena mempengaruhi
hasil perebusan dan efisiensi pabrik sendiri. Apabila tekanan dan waktu perebusan
tidak cukup dapat menyebabkan beberapa kerugian, yaitu:
1. Buah kurang masak, sebagian brondolan tidak lepas dari tandan (unstriped
bunch) yang menyebabkan kerugian minyak dalam janjangan kosong bertambah.
2. Pelumatan pada digester tidak sempurna, yaitu sebagian daging buah tidak lepas
dari biji sehingga mengakibatkan proses pengempaan tidak sempurna dan
mengakibatkan kerugian minyak pada fibre.
3. Ampas (fibre) basah yang meyebabkan pembakaran dalam ketel uap tidak
sempurna.
Sedangkan apabila perebusan terlalu lama dapat menyebabkan:
a. Buah menjadi memar, kerugian minyak dalam air rebusan (kondensat), dan
janjangan kosong bertambah.
b. Merusak mutu minyak dan inti.
Proses pada stasiun thressing ini adalah berondolan dipisahkan dari
janjangan/tandannya.
Stasiun ini terdiri dari :
a. Alat pengangkut lori (hoisting crane)
Hoisting crane ini digunakan untuk mengangkat dan memindahkan lori yang
berisi TBS yang telah direbus ke Bunch Auto Feeder dan menurunkan lori pada rel
semula.
Ketebalan lapisan buah pada bunch feeder sebaiknya 20-30 cm (yaitu sekitar 2-3
lori). Penumpukan atau ketebalan buah yang terlalu besar pada bunch feeder
mengakibatkan kehilangan pada tandan kosong meningkat dan kesulitan
pengontrolan pengumpanan buah ke thresser.
Bunch feeder yang digunakan pada PKS Aek Nabara Selatan adalah manual
feeder, karena pengoperasiannya tergantung pada level volume digester.
Faktor-faktor yang mempengaruhi dalam pengumpanan adalah :
1. Kecepatan bunch feeder
2. Ketinggian tumpukan di auto feeder
3. Pengoperasian hoisting Crane
4. Ukuran buah
b. Mesin Thressing
Alat ini berfungsi untuk memisahkan buah (berondolan) dari janjangan dengan
sistem drum berputar sehingga buah akan terangkat dan terbanting. Selanjutnya
berondolan akan terlepas dan masuk ke kisi-kisi drum yang lebarnya 4-6 cm.
1. Feeding, yaitu kualitas (ukuran buah) dan kuantitas (volume umpan ke
thresser).
2. Kecepatan drum.
3. Kebersihan kisi-kisi tempat keluarnya berondolan.
4. Sudut pengarah, berfungsi mengarahkan janjangan agar tidak ada beban load
didalam drum.
5. Spike, yang berfungsi untuk mengurangi terjadinya USF (unstrip fruit).
c. Below Conveyor Thressing
Alat ini berfungsi untuk mendorong berondolan yang keluar dari threser ke
under transfer fruit conveyor.
d. Under Transfer Fruit Conveyor
Alat ini berfungsi untuk menghantarkan berondolan yang ke luar dari below
conveyor thressing menuju ke fruit elevator.
e. Fruit Elevator
Alat ini berfungsi untuk menghantarkan berondolan dari under transfer fruit
conveyor menuju ke fruit top transfer conveyor.
f. Fruit Top Transfer Conveyor
Alat ini berfungsi untuk menghantarkan berondolan dari fruit elevator menuju
fruit distributing conveyor.
g. Empty Bunch Conveyor
Alat ini berfungsi untuk menghantarkan janjangan kosong dari threser menuju
elevator empty bunch crusher dan elevator empty bunch shredder.
Melalui elevator empty bunch crusher janjangan masuk ke empty bunch crusher
untuk pengepressan janjangan dan persiapan feeding ke empty bunch shredder.
g. Under Transfer Fruit Conveyor
Berondolan akan masuk ke under transfer fruit conveyor untuk diproses kembali
dan janjangan yang masih terdapat berondolan akan kembali masuk ke empty bunch
conveyor untuk diproses kembali. Janjangan yang sudah bersih dari berondolan akan
masuk ke elevator empty bunch shredder, lalu masuk ke distribution shredder
conveyor untuk dibawa ke shredder agar dicacah. Hasil cacahan masuk ke inclined
empty bunch conveyor I, II dan horizontal hopper conveyor untuk dibawa ke hopper.
2.8.3.5. Stasiun Pengepressan (Pressing)
Stasiun kempa adalah stasiun pengambilan minyak pertama. Pada stasiun ini
minyak diperoleh dengan cara melumat dan mengempa berondolan Proses
pemisahan daging buah dengan biji (nut) dan proses pengambilan minyak kasar dari
daging buah terjadi pada stasiun ini.
Adapun proses pada stasiun ini adalah :
a. Fruit Distributing Conveyor
Menghantarkan berondolan dari fruit top transfer conveyor sekaligus membagi
berondolan ke dalam digester yang dioperasikan.
b. Recycling Conveyor
Mengembalikan berondolan yang tidak tertampung oleh digester didorong ke
under transfer fruit conveyor.
Digester berfungsi untuk melunakkan dan mengaduk buah. Digester adalah
ketel tegak yang mempunyai dinding rangkap, poros pemutar yang dilengkapi
dengan pisau – pisau pengaduk. Jumlah pisau pengaduk dalam satu buah digester
terdiri dari empat pasang pisau pengaduk yang bertingkat dan satu pasang pisau
pelempar.
Letak pisau ini dibuat bersilangan antara pasangan yang satu dengan yang lain
dan dipasang miring agar daya adukan cukup besar dan sempurna. Untuk start up
awal digester diisi penuh 80 %, kemudian diputar selama 15 menit dan line press
dibuka. Air delusi ditambahkan pada chute dengan komposisi minyak : air : NOS =
40 : 40 : 20.
Alat ini berfungsi untuk :.
1. Melepaskan biji dari daging buah yang membungkus.
2. Melumat daging buah.
3. Meremas struktur jaringan dan pembukaan sel dimana minyak terkandung di
dalamnya.
Digester minimal berisi ¾ dari kapasitas nya dan waktu yang dibutuhkan untuk
pelumatan 15-20 menit, temperatur digester harus tetap dijaga antara 90-950. Faktor-faktor yang mempengaruhi kerja digester antara lain:
1. Kebersihan bottom plate.
2. Kematangan buah yang sudah direbus.
3. Kecepatan pengadukan yaitu sebesar 25 rpm.
4. Kondisi plat siku penahan pada dinding digester.
5. Waktu pengadukan 15 – 20 menit.
Pengempa digunakan untuk mengepres buah yang sudah diaduk dari digester
dengan menggunakan sistem hidrolik sehingga minyak kasar keluar dari daging buah
sekaligus memisahkan minyak kasar dari serat biji sawit. Prinsip dari pengepresan
adalah suatu penekanan terhadap buah yang telah diaduk sehingga terperas dan
mengeluarkan minyak yang selanjutnya dialirkan ke sand trap. Screw press
berfungsi untuk memeras daging buah dari digester sehingga didapat hasil minyak
kasar dan serabut /fiber. Alat ini biasanya berkapasitas @ 10 ton TBS/ jam, dengan
tekanan hidrolik cone maksimum 50 kg/cm2. Konstruksi berupa uliran ganda yang berputar berlawanan arah dengan tekanan tertentu serta di bantu dengan aliran air
panas (air delusi).
Press yang digunakan di PKS Aek Nabara Selatan berjumlah 4 buah untuk
masing-masing line yang terbagi menjadi 3 jenis yaitu:
1. Laju, dengan kapasitas 10-12 ton/jam sebanyak 4 unit
2. Stork, dengan kapasitas 10-12 ton/jam sebanyak 1 unit
3. MJS, dengan kapasitas 15-17 ton/jam sebanyak 3 unit
Faktor-faktor yang mempengaruhi kerja press:
1. Kondisi worm atau main screw press
2. Tekanan cone
3. Kematangan buah yang direbus
4. Kebersihan pada press
5. Air delusi, yang berfungsi untuk mempermudah proses pemisahan minyak
dan air jika air delusi terlalu sedikit, minyak yang dihasilkan lebih murni tapi
Penambahan air delusi dilakukan dengan perbandingan antara minyak, air
dan NOS = 40 : 40 : 20
2.8.3.6. Stasiun Klarifikasi (Clarification Station)
Stasiun pemurnian/klarifikasi minyak berfungsi untuk memisahkan minyak
dengan kotoran serta unsur – unsur yang mengurangi kualitas minyak dan
mengupayakan agar kehilangan minyak seminimal mungkin. Stasiun ini merupakan
stasiun pemurnian minyak yang masih banyak mengandung kotoran seperti air,
lumpur dan sebagainya. Minyak yang berasal dari pressing station yaitu diluted
crude oil merupakan minyak yang masih kotor. Dilution water merupakan air
condensate yang berasal dari proses perebusan yang ditambahkan ke dalam crude oil
pada oil gutter yang berfungsi untuk membantu proses pemisahan crude oil
(minyak). Dilution water yang akan ditambahkan sebanyak 18% dari kapasitas
pabrik.
Minyak kasar (crude oil) hasil proses pemerasan di stasiun pressing diproses
dengan berbagai macam perlakuan sehingga diharapkan minyak (CPO) terpisah dari
air dan NOS (Non Oil Solid) pada`stasiun klarifikasi.
a. Sand Trap Tank
Sand trap tank berfungsi untuk menangkap pasir minyak yang akan mengalir
melalui baffle – baffle yang berfungsi untuk menangkap pasir. Jumlah sand trap tank
pada PT. Perkebunan Nusantara III Pabrik Kelapa Sawit (PKS) Aek Nabara Selatan
melakukan blow down harus dengan suhu 95° C sehingga yang terbuang adalah
benar – benar NOS (Non Oil Solid).
Faktor –faktor yang mempengaruhi efektifites sand trap tank :
1. Temperatur 90 - 95° C
2. Kondisi umpan
3. Kondisi baffle
b. Vibro Seperator
Vibro seperator berfungsi untuk menyaring Crude Oil dari serabut serabut yang
dapat menggunakan proses pemurnian minyak. Vibro seperator memiliki 3 jenis
lapisan yang terdiri dari 2 lapisan yaitu single deck, dan 1 double deck. PKS Aek
Nabara Selatan adalah jenis double deck dengan ukuran mesh 20/40 yang berjumlah
3 unit, getaran vibro separator dikontrol melalui penyetelan bandul uang diikat pada
electromotor.
c. Crude Oil Tank (COT)
Crude oil tank merupakan tangki penampung minyak kasar hasil saringan dari
vibro separator sebelum dikirim kebagian tangki ditribusi dengan menggunakan
pompa. Fungsi crude oil tank adalah untuk transit tank, menambah panas,
menurunkan NOS (Non Oil Solid). Faktor yang mempengaruhi kerja dari COT
adalah temperatur dan kondisi baffle jumlah COT yang ada di PT. Perkebunan
Nusantara III Pabrik Kelapa Sawit (PKS) Aek Nabara Selatan adalah 2 unit dengan
dasar tangki berbentuk segi empat. Crude oil tank dilengkapi dengan steam coil
untuk memanaskan campuran minyak yaitu dengan suhu 95° C. Untuk menjaga
d. Vertical Clarifier Tank (VCT)
Vertical clarifier tank berfungsi untuk memisahkan minyak, air dan NOS secara
grafitasi. Untuk efektifitas kerja dari VCT adalah dengan ketebalan minyak ± 60 cm
dan baru dilakukan pengutipan melalui skimmer.
Pemisahan antara minyak dan air adalah dengan perbedaan berat jenis dan suhu
yang baik untuk terjadinya pemisahan antara air dan minyak adalah 90 – 95°C,
dimana minyak akan selalu berada diatas karena berat jenis minyak < 1, sedangkan
berat jenis air adalah 1.
VCT yang digunakan di PKS Aek Nabara Selatan adalah 2 unit 1 unit digunakan
untuk proses pemurnian minyak dan 1 unit untuk proses pengutipan minyak dari
rudock/fat fit.
Faktor yang mempengaruhi kinerja VCT adalah :
1) Temperatur yaitu 90 - 95°
2) Air Dilution
3) Stirer
4) Kualitas Feeding
5) Blowdown, dilakukan secara rutin.
e. Oil Tank
Oil Tank berfungsi oil tank sebagai tempat transit minyak sebelum diolah di oil
purifier. Untuk membuang kotoran yang terdapat pada bagian bawah oil tank harus
dilakukan blow down setiap 1 jam sekali. Pada oil tank suhu harus dijaga pada suhu
Minyak dari vertical clarifier tank masuk ke oil tank pertama sampai ketinggian
minyak di dalam tangki sekitar 60%. Bil