PERENCANAAN PERAWATAN MESIN-MESIN PRODUKSI
M E N G G U N A K A N M E T O D E R C M
(RELIABILITY CENTERED MAINTENANCE)
DI PT TJITA RIMBA DJAJA
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh:
ENDY
070403097
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Tuhan Yang Maha Kuasa, yang telah menganugerahkan kasih dan karunia-Nya, sehingga penulis dapat mengerjakan dan menyelesaikan laporan Tugas Sarjana ini.
Tugas Sarjana merupakan salah satu syarat akademis yang harus dipenuhi untuk menyelesaikan studi di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara. Penulis melakukan penelitian di PT. Tjipta Rimba Djaja, dengan judul penelitian ”Perencanaan Perawatan Mesin-Mesin Produksi Menggunakan Metode RCM (Reliability Centered Maintenance) di PT. Tjipta
Rimba Djaja.”
Besar harapan penulis, penyusunan laporan penelitian ini dapat menambah pengetahuan bagi pembaca. Penulis menyadari masih banyak kekurangan dalam penulisan laporan ini, karena pengetahuan dan pengalaman penulis yang masih terbatas. Kritik dan saran yang bersifat membangun penulis harapkan demi kesempurnaan laporan ini.
Akhir kata, penulis mengharapkan agar laporan Tugas Sarjana ini dapat memberikan manfaat baik bagi kita semua.
Medan, Oktober 2011
Penulis,
UCAPAN TERIMAKASIH
Puji dan syukur penulis naikkan kepada Tuhan Yesus yang telah memberikan kasih dan karunia-Nya sehingga penulis mendapatkan kesempatan untuk mengikuti pendidikan di Departemen Teknik Industri USU serta telah menyertai penulis selama proses perkuliahan dan penulisan laporan Tugas Sarjana ini.
Dalam proses penulisan Tugas Akhir ini, penulis telah mendapatkan bimbingan dan bantuan dari berbagai pihak, baik berupa materil, spiritual, dan informasi. Oleh karena itu, penulis mengucapkan terima kasih kepada:
1. Kedua orang tua penulis dan saudara/saudari penulis yang selalu mendukung penulis dalam doa, dana dan semangat.
2. Bapak Dr. Ir. Nazaruddin, MT, selaku Dosen Pembimbing I yang telah memberikan waktu, bimbingan, pengarahan, dan masukan dalam penyelesaian Tugas Sarjana ini.
3. Bapak Ikhsan Siregar, ST. M.Eng, selaku Dosen Pembimbing II yang telah memberikan waktu, bimbingan, pengarahan, dan masukan dalam penyelesaian Tugas Sarjana ini.
6. Bapak Ir. Mangara M. Tambunan, M.Sc selaku Dosen Pembanding II yang telah memberikan masukan dalam penyelesaian Tugas Sarjana ini.
7. Bapak Ir. Poerwanto, M.Sc selaku Dosen Pembanding III, yang telah memberikan masukan dalam penyelesaian Tugas Sarjana ini.
8. Bapak Prof. Dr. Ir. A. Rahim Matondang, MSIE selaku Ketua Bidang Manajemen Rekayasa dan Produksi yang telah memberikan waktu, bimbingan, pengarahan, dan masukan dalam penyelesaian Tugas Sarjana ini. 9. Ibu Ir. Rosnani Ginting, MT selaku Koordinator Tugas Sarjana Departemen
Teknik Industri yang telah memberikan waktu, bimbingan, pengarahan, dan masukan dalam penyelesaian Tugas Sarjana ini.
10. Bapak Song, sebagai Direktur Pelaksana PT. Tjipta Rimba Djaja yang telah mengizinkan penulis melakukan penelitian di perusahaan tersebut.
11. Bapak Sembiring sebagai Kepala Bagian Mechanical Department PT. Tjipta Rimba Djaja yang telah membantu penulis dalam pengumpulan data.
12. Bapak Dedi sebagai manager HRD (Human Research Development) yang telah memberikan kemudahan dalam birokrasi dan urusan surat-menyurat dengan PT. Tjipta Rimba Djaja.
13. Bapak Galung sebagai manager QC produksi yang telah membantu penulis dalam melakukan penelitian di perusahaan tersebut.
ABSTRAK
PT. Tjipta Rimba Djaja merupakan perusahaan yang bergerak di bidang industri kayu lapis. Permasalahan yang sedang dihadapi PT.Tjipta Rimba Djaja adalah tingginya waktu kerusakan mesin (downtime) yang mengakibatkan sistem produksi plywood menjadi terganggu. Rata-rata downtime perusahaan yang mencapai 5,039% atau 30 jam downtime mengakibatkan profit loss sebesar Rp.197.833.893 bagi perusahaan. Metode perawatan yang selama ini berjalan di PT. Tjipta Rimba Djaja kurang memperhatikan faktor keandalan/reliability mesin produksi dan lebih bersifat corrective maintenance. Dengan metode perawatan sekarang, delay saat memperbaiki sebuah komponen mesin dapat mencapai 20 menit. Penelitian ini dilakukan untuk merencanakan perawatan mesin-mesin produksi menggunakan metode Reliability Centered Maintenance (RCM). Berdasarkan hasil perencanaan dengan metode RCM maka diperoleh tiga rekomendasi tindakan perawatan yaitu Condition Directed (C.D), Time Directed
(T.D), dan Finding Failure (F.F). Hasil perhitungan interval penggantian komponen dengan kriteria total minimum downtime (TMD) menunjukkan bahwa interval pergantian komponen Bearing 6004 2RS Rotary, Spur knife Rotary,
Carbon Brush ContinousDryer, Compression Spring Composer, Bearing
22217-C3 Glue Spreader, O’ring Cold Press, HD Graphite Canvas Sander adalah 31
hari, 15 hari, 29 hari, 36 hari, 41 hari, 24 hari, dan 15 hari. Metode perawatan RCM yang diusulkan berpotensial memberikan dampak positif yaitu penurunan rata-rata downtime komponen kritis sebesar 29,53%, peningkatan reliability dan
availability komponen, peningkatan maintenance efficiency sebesar 12,63%, dan
peningkatan profit sebesar Rp. 58.420.348,6 /bulan
Kata kunci: Preventive Maintenance, Reliability Centered Maintenance (RCM),
Reliability Engineering, Availability, Total MinimumDowntime (TMD), MVSM,
DAFTAR ISI
BAB Halaman
HALAMAN JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMAKASIH ... iv
HALAMAN ABSTRAK ... vi
DAFTAR ISI ... vii
DAFTAR GAMBAR ... xiii
DAFTAR TABEL ... xv
DAFTAR LAMPIRAN ... xvii
DAFTAR RINGKASAN... xviii I PENDAHULUAN
1.1. Latar Belakang Masalah ... I- 1 1.2. Rumusan Masalah... I- 5 1.3. Tujuan Penelitian ... I- 5 1.4. Manfaat Penelitian ... I- 6 1.5. Batasan dan Asumsi Penelitian ... I- 7 1.6. Sistematika Penulisan Tugas Akhir ... I- 7 II GAMBARAN UMUM PERUSAHAAN
DAFTAR ISI (lanjutan)
BAB Halaman
2.4. Daerah Pemasaran ... II-3 2.5. Organisasi dan Manajemen ... II-3 2.5.1. Struktur Organisasi Perusahaan ... II-3 2.5.2. Pembagian Tugas dan Tanggung Jawab ... II-5 2.5.3. Jumlah Tenaga Kerja dan Jam Kerja ... II-5 2.5.4. Sistem Pengupahan dan Fasilitas Lainnya ... II-7 2.6. Proses Produksi ... II-8 2.6.1. Standar Mutu Bahan/Produk ... II-8 2.6.2. Bahan yang Digunakan ... II-10 2.6.3. Uraian Proses Produksi ... II-12 2.6.4. Mesin dan Peralatan ... II-23 2.6.5. Utilitas ... II-28 2.6.6. Safety and Fire Protection ... II-29 2.6.7. Waste Treatment ... II-31 III LANDASAN TEORI
DAFTAR ISI (lanjutan)
BAB Halaman
3.2.1. Langkah- Langkah Penerapan RCM ... III-11 3.2.1.1. Pemilihan Sistem dan Pengumpulan Informasi . III-11 3.2.1.2. Pendefinisian Batasan Sistem ... III-12 3.2.1.3. Deskripsi Sistem dan Diagram Blok Fungsi ... III-12 3.2.1.4. Fungsi Sistem dan Kegagalan Fungsi ... III-14 3.2.1.5. Failure Mode and Effect Analysis (FMEA) ... III-15 3.2.1.6. Logic Tree Analysis (LTA) ... III-18 3.2.1.7. Pemilihan Tindakan ... III-20 3.3. Keandalan (Reliability)... III-22 3.3.1. Definisi Keandalan (Realibility) ... III-22 3.3.2. Konsep Reliability ... III-24 3.3.3. Pola Distribusi Datadalam Keandalan/Reliability ... III-27 3.4. Uji Kolmogorov-Smirnov ... III-32
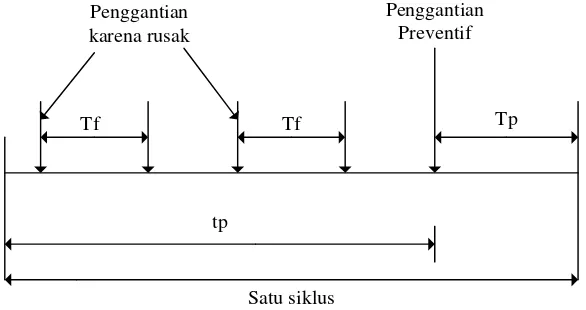
3.5. Interval Penggantian Komponen dengan Total
DAFTAR ISI (lanjutan)
BAB Halaman
3.7.4. Proses Pemetaan dengan MVSM ... III-44 3.8. Teknik-Teknik dalam Analisis Sistem Perawatan ... III-46 3.8.1. Diagram Pareto ... III-46 3.8.2. Lembar Pengecekan (Checksheet) ... III-47 3.8.3. Cause and Effect Diagram (Fishbone Diagram) ... III-48 IV METODOLOGI PENELITIAN
DAFTAR ISI (lanjutan)
BAB Halaman
V PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data ... V-1 5.1.1. Data Waktu Downtime Produksi Tahun 2010-2011 ... V-1 5.1.2. Data Historis Kerusakan Mesin Produksi ... V-2 5.2. Pengolahan Data ... V-6 5.2.1. Kebijakan Perawatan Sekarang ... V-6 5.2.2. Reliability Centered Maintenance (RCM) ... V-10 5.2.2.1. Pemilihan Sistem dan Pengumpulan
Informasi ... V-10 5.2.2.1.1. System Selection ... V-10 5.2.2.1.2. Pengumpulan Informasi ... V-14 5.2.2.2. Pendefinisian Batasan Sistem ... V-25 5.2.2.3. Deskripsi Sistem dan Blok Diagram Fungsi V-29 5.2.2.4. Pendeskripsi Fungsi Sistem dan Kegagalan
Fungsi ... V-38 5.2.2.5. Penyusunan Failure Mode and Effect Analysis
DAFTAR ISI (lanjutan)
BAB Halaman
5.2.4. Perhitungan Total Minimum Downtime ... V-52 VI ANALISIS PEMECAHAN MASALAH
6.1. Rekomendasi Tindakan Perawatan dengan
Pendekatan RCM ... VI-1 6.1.1. Analisis FMEA ... VI-1
6.1.2. Kategori Komponen Berdasarkan Logic Tree Analysis (LTA) ... VI-2 6.1.3. Prosedur Perawatan Berdasarkan Pemilihan
Tindakan RCM ... VI- 5 6.2. Rekomendasi Jadwal Pergantian Komponen ... V-25
6.3. Evaluasi Sistem Perawatan Sekarang dan Usulan ... VI-27 6.3.1. Penurunan Downtime ... VI-27 6.3.2. Peningkatan Reliability ... VI-28 6.3.3. Peningkatan Availability ... VI-31 6.3.4. Peningkatan Maintenance Efficiency ... VI-32 6.3.5. Peningkatan Profit ... VI-33 VII KESIMPULAN DAN SARAN
DAFTAR GAMBAR
GAMBAR Halaman
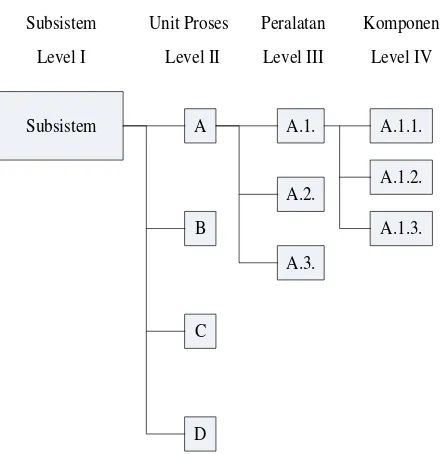
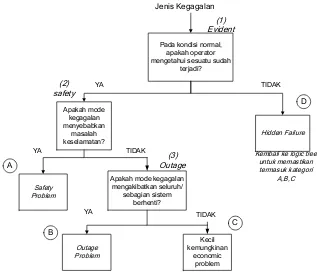
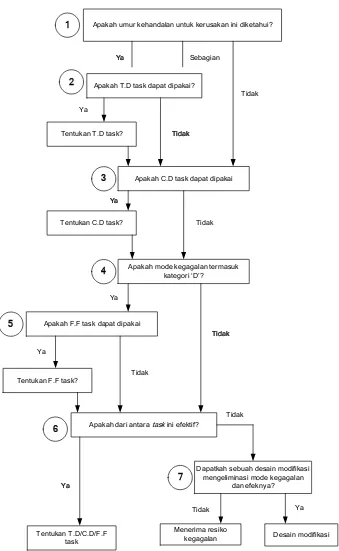
2.1. Struktur Organisasi PT. Tjipta Rimba Djaja ... II-4 3.1. Klasifikasi Perawatan ... III-2 3.2. Contoh System Work Breakdown Structure ... III-14 3.3. Struktur Logic Tree Analysis ... III-19 3.4. Road Map Pemilihan Tindakan ... III-21 3.5. Penggantian Komponen Berdasarkan Interval Waktu ... III-35 3.6. Contoh Cause and Effect Diagram (Fishbone Diagram) ... III-48 4.1. Kerangka Konseptual ... IV-4 4.2. Blok Diagram Prosedur Penelitian... IV-8 4.3. Blok Diagram Pengolahan Data dengan Metode Reliability Centered
Maintenance (RCM) ... IV-9 4.4. Struktur Analisis Cabang Logika (LTA) ... IV-10 4.5. Road Map Pemilihan Tindakan ... IV-12 5.1. Flowchart Sistem Perawatan Sekarang ... V-8 5.2. Cause and Effect Diagram Penyebab Tingginya Tingkat Downtime
DAFTAR GAMBAR (Lanjutan)
GAMBAR Halaman
5.7. Deskripsi Sistem (System Description) ... V-30 5.8. Blok diagram fungsi PlywoodProduction ... V-31 5.9. Sistem Masukan dan Keluaran (IN/OUT) Produksi Plywood PT.
Tjipta Rimba Djaja ... V-35 5.10. System Work Breakdown Structure (SWBS) Produksi Plywood PT.
DAFTAR TABEL
TABEL Halaman
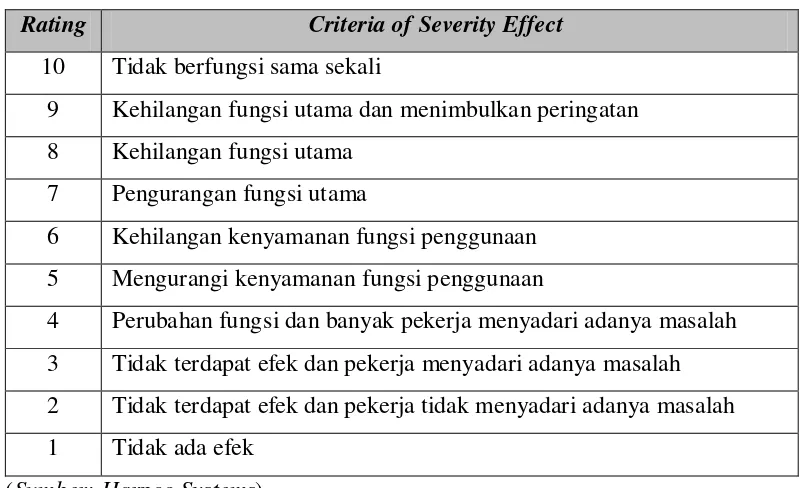
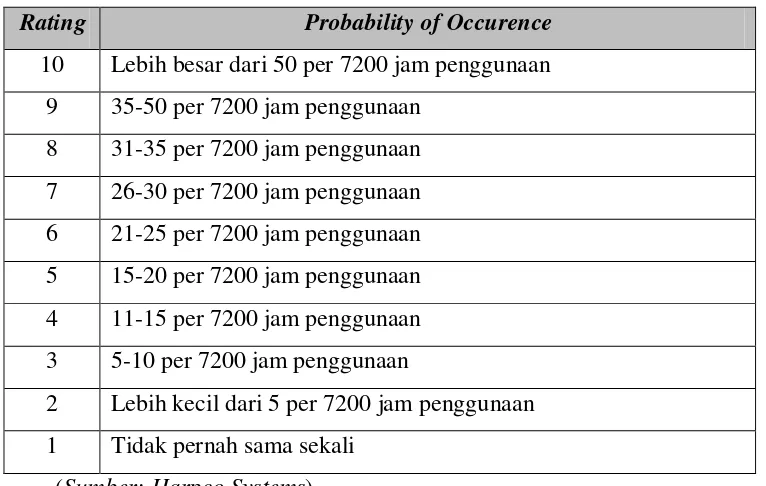
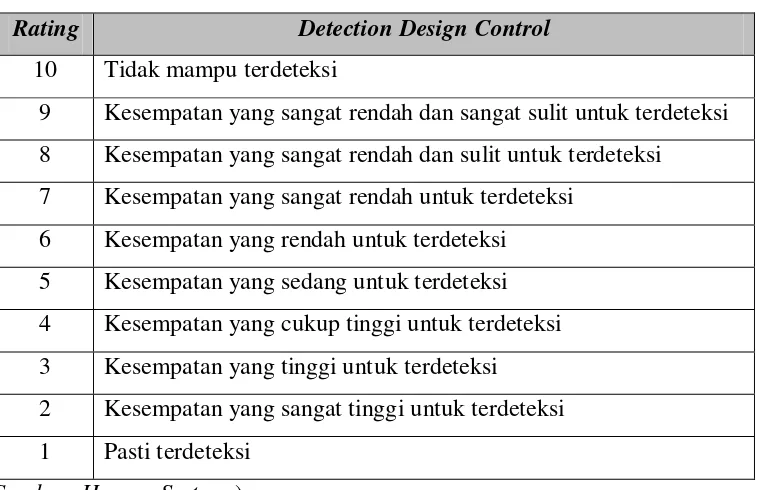
2.1. Rincian Jumlah Tenaga Kerja pada PT. Tjipta Rimba Djaja ... II-6 3.1. Tingkatan Severity... III-16 3.2. Tingkatan Occurrence ... III-17 3.3. Tingkatan Detection ... III-18 3.4. Kategori Framework dalam MVSM ... III-41 3.5. Contoh Lembar Pengecekan ... III-47 5.1. Downtime Mesin Produksi Bulan Januari 2010 s/d Agustus 2011 ... V-1 5.2. Frekuensi Kerusakan Mesin-Mesin Produksi PT. Tjipta Rimba Djaja
(Januari 2010 s/d Agustus 2011) ... V-4 5.3. Interval Waktu Kerusakan Komponen Kritis (Hari) ... V-5 5.4. Waktu Perbaikan Korektif Komponen Kritis ... V-6 5.5. Identifikasi Penyebab Tingginya Downtime Sistem Perawatan Mesin
Sekarang ... V-9 5.6. Kegagalan Mesin Produksi di PT. Tjipta Rimba Djaja ... V-14 5.7. SWBS Sistem Produksi Plywood ... V-37 5.8. Fungsi dan Kegagalan Fungsi Produksi Plywood... V-40 5.9. Matriks Kegagalan Fungsi Sistem Produksi Plywood ... V-41 5.10.Hasil Rekapitulasi Uji Distribusi dan Penentuan Parameter
DAFTAR TABEL (lanjutan)
TABEL Halaman
DAFTAR LAMPIRAN
L.1. Uraian Tugas dan Tanggung JawabL.2 Kerusakan Utama PT Tjipta Rimba Djaja Periode Januari 2010-Agustus 2011
L.3 Penyusunan Failure Mode Effect and Analysis (FMEA) Sistem Produksi
Plywood
L.4. Penyusunan Logic Tree Analysis (LTA) Sistem Produksi Plywood
L.5. Pemilihan Tindakan Perawatan Sistem Produksi Plywood
L.6. Hasil Pengujian Distribusi Menggunakan Software Easy Fit Professional
L.7. Perhitungan Total Minimum Downtime (TMD) L.8. Current State Maintenance Value Stream Mapping
DAFTAR RINGKASAN
CD Condition Directed
FF Find Failure
FMEA Failure Mode and Effect Analysis
LTA Logic Tree Analysis
RCM Reliability Centered Maintenance
RPN Risk Priority Number
SOP Standard Operating Procedure
SWBS System Work Breakdown Structure
TD Time Directed
TMD Total Minimum Downtime
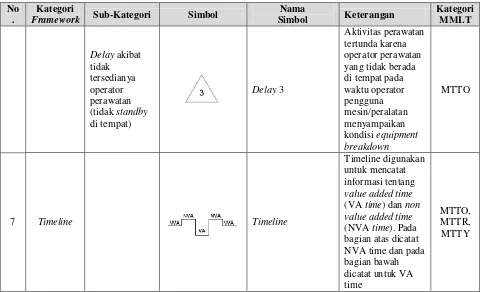
MMLT Mean Maintenance Lead Time
MTTO Mean Time To Organize
MTTR Mean Time To Repair
MTTY Mean Time To Yield
ABSTRAK
PT. Tjipta Rimba Djaja merupakan perusahaan yang bergerak di bidang industri kayu lapis. Permasalahan yang sedang dihadapi PT.Tjipta Rimba Djaja adalah tingginya waktu kerusakan mesin (downtime) yang mengakibatkan sistem produksi plywood menjadi terganggu. Rata-rata downtime perusahaan yang mencapai 5,039% atau 30 jam downtime mengakibatkan profit loss sebesar Rp.197.833.893 bagi perusahaan. Metode perawatan yang selama ini berjalan di PT. Tjipta Rimba Djaja kurang memperhatikan faktor keandalan/reliability mesin produksi dan lebih bersifat corrective maintenance. Dengan metode perawatan sekarang, delay saat memperbaiki sebuah komponen mesin dapat mencapai 20 menit. Penelitian ini dilakukan untuk merencanakan perawatan mesin-mesin produksi menggunakan metode Reliability Centered Maintenance (RCM). Berdasarkan hasil perencanaan dengan metode RCM maka diperoleh tiga rekomendasi tindakan perawatan yaitu Condition Directed (C.D), Time Directed
(T.D), dan Finding Failure (F.F). Hasil perhitungan interval penggantian komponen dengan kriteria total minimum downtime (TMD) menunjukkan bahwa interval pergantian komponen Bearing 6004 2RS Rotary, Spur knife Rotary,
Carbon Brush ContinousDryer, Compression Spring Composer, Bearing
22217-C3 Glue Spreader, O’ring Cold Press, HD Graphite Canvas Sander adalah 31
hari, 15 hari, 29 hari, 36 hari, 41 hari, 24 hari, dan 15 hari. Metode perawatan RCM yang diusulkan berpotensial memberikan dampak positif yaitu penurunan rata-rata downtime komponen kritis sebesar 29,53%, peningkatan reliability dan
availability komponen, peningkatan maintenance efficiency sebesar 12,63%, dan
peningkatan profit sebesar Rp. 58.420.348,6 /bulan
Kata kunci: Preventive Maintenance, Reliability Centered Maintenance (RCM),
Reliability Engineering, Availability, Total MinimumDowntime (TMD), MVSM,
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Mesin-mesin dan peralatan produksi merupakan elemen atau unsur yang sangat penting dalam rangka mendukung kelangsungan produksi sebuah perusahaan manufaktur. Perawatan yang terjadwal sangat diperlukan pada mesin-mesin produksi di perusahaan, karena mesin-mesin-mesin-mesin dan peralatan produksi sangat rawan dengan timbulnya kerusakan. Terjadinya kerusakan dapat mengakibatkan hambatan dan gangguan produksi. Kegiatan produksi dapat menjadi terhenti dan bahkan keselamatan tenaga kerja menjadi terancam.
PT. Tjipta Rimba Djaja merupakan perusahaan yang memproduksi produk
plywood (kayu lapis) dengan didukung oleh sejumlah mesin dan peralatan yang
saling berinteraksi untuk mencapai produktivitas yang optimal. Mesin-mesin dan peralatan diupayakan untuk bekerja dengan efektif dan efisien sehingga target perusahaan dapat tercapai. Perusahaan menerapkan target atau sasaran produksi untuk produk plywood yaitu sekitar 80% adalah untuk sasaran produk A-grade
dimana produk ini merupakan produk yang akan diekspor ke luar negeri.
Tabel 1.1 Downtime Mesin Produksi Bulan Januari 2010 s/d Agustus 2011
Tahun Bulan Downtime
(jam)
Jam operasi
(jam)
% downtime
2010
Jan 53,5 600 8,917
Feb 70,9 552 12,844
Maret 46,5 624 7,452
Aprl 24,8 600 4,133
Mei 36,8 576 6,389
Juni 33,4 624 5,353
Juli 50,9 624 8,157
Agustus 33 600 5,500
Sept 24,5 576 4,253
Okt 45,5 624 7,292
Nov 24,6 600 4,100
Des 24,2 600 4,033
2011
Jan 24,3 600 4,050
Feb 7,6 528 1,439
Maret 8,7 624 1,394
Aprl 7,2 600 1,200
Mei 15,6 600 2,600
Juni 9,8 576 1,701
Juli 17,9 624 2,869
Agustus 40,95 576 7,109
Sumber : Mechanical Department PT. Tjipta Rimba Djaja
profit/m3 dengan kapasitas produksi perusahaan sebesar 8,547 m3/jam. Nilai
profit/m3 merupakan selisih biaya pokok produksi perusahaan (Rp. 3.436.327/m3)
dan harga jual produk (Rp. 4.250.000/m3). Besarnya nilai profit loss due to
downtime yang mencapai Rp. 197.833.893 menunjukkan masalah downtime telah
menjadi masalah serius yang dihadapi perusahaan.
Kerusakan yang terjadi pada mesin-mesin produksi mengakibatkan dampak buruk bagi perusahaan dimana jadwal produksi dan kegiatan produksi perusahaan menjadi tertunda. Keterlambatan produksi ini mengakibatkan tingkat produktivitas produksi menjadi rendah. Selain itu, kerusakan atau kegagalan yang terjadi mengakibatkan rendahnya kemampuan atau utilitas mesin dan peralatan dalam menghasilkan produk yang sesuai dengan spesifikasi yang telah ditetapkan. Sistem perawatan yang dilakukan selama ini oleh perusahaan adalah bersifat corrective maintenance, dimana pihak perusahaan hanya melakukan perbaikan dengan mencari komponen yang rusak, dan menggantinya dengan komponen yang baru, dan belum ada tindakan untuk mengetahui gejala-gejala dini kerusakan mesin.
Sistem perawatan yang berjalan ini, kurang memperhatikan faktor keandalan/reliability dari mesin produksi sehingga ketika terjadi kerusakan, pihak perusahaan hanya mengganti komponen yang rusak tanpa memperhatikan keandalannya. Selain itu, pihak perusahaan juga belum memiliki
Standard Operating Procedure (SOP) perawatan yang jelas sehingga ketika
Oleh karena itu, perlu dilakukan penelitian untuk menganalisis keandalan mesin-mesin, meminimisasi waktu downtime dan mengusulkan jadwal perawatan serta SOP perawatan mesin produksi di PT. Tjipta Rimba Djaja. Pendekatan yang digunakan adalah metode RCM (Reliability Centered Maintenance). RCM merupakan suatu teknik yang dipakai untuk mengembangkan preventive
maintenance yang terjadwal. Hal ini didasarkan pada prinsip bahwa keandalan
dari peralatan dan struktur dari kinerja yang akan dicapai adalah fungsi dari perancangan (design) dan kualitas pembentukan preventive maintenance yang efektif akan menjamin terlaksananya desain keandalan dari peralatan1. RCM diharapkan menampilkan sebuah kerangka kerja berdasarkan informasi keadaan untuk perencanaan yang efisien, aplikatif dan mampu sebagai pilihan terbaik dalam penyesuaian atau pengembangan model pemeliharaan yang optimal (Moubray:1997).2
1
Kholid, Ahmad. 2006. Perencanaan Pemeliharaan Mesin Ballmill Dengan Basis RCM (Reliability Centered Maintenance). Surakarta: Jurusan Teknik Industri Universitas Muhammadiyah Surakarta.
2
Moubray, John, 1997. Reliability Centered Maintenance. NewYork: Industrial Press Inc. 2nd edition.
Kelebihan metode RCM antara lain menghasilkan jadwal perawatan yang paling efisien dengan mengeliminasi kegiatan perawatan yang tidak diperlukan, minimisasi frekuensi overhaul, minimisasi downtime, minimisasi peluang kegagalan peralatan secara mendadak, menfokuskan perawatan pada komponen-komponen kritis, dan meningkatkan reliability
1.2. Rumusan Masalah
Berdasarkan latar belakang masalah yang telah diuraikan sebelumnya, maka yang menjadi perumusan masalah dalam penelitian ini adalah:
1. Masih terdapatnya downtime mesin yang cukup besar dalam sistem perawatan sekarang yang mengakibatkan sistem produksi plywood tidak berjalan dengan efektif.
2. Keadaan mesin yang mayoritas sudah tua memerlukan metode perawatan yang lebih memperhatikan konsep reliability dan memiliki SOP perawatan yang lebih jelas sehingga fungsi mesin dapat terpelihara dengan baik.
1.3. Tujuan Penelitian
1.3.1. Tujuan umum penelitian
Tujuan umum penelitian yang ingin dicapai dalam penelitian ini adalah: Merencanakan kegiatan perawatan preventive dengan metode Reliability
Centered Maintenance (RCM) untuk menggantikan perawatan corrective yang
diterapkan perusahaan selama ini, agar waktu downtime perusahaan dapat berkurang, reliability, availability, maintenance efficiency dan profit dapat meningkat
1.3.2. Tujuan khusus penelitian
1. Menentukan jadwal penggantian komponen mesin dengan kriteria Total
Minimum Downtime (TMD) untuk meningkatkan reliability dan availability
komponen
2. Mengembangkan SOP (Standard Operating Procedure) perawatan berdasarkan metode RCM (Reliability Centered Maintenance) sehingga
maintenance effiency dapat meningkat.
1.4. Manfaat Penelitian
Adapaun manfaat yang diharapkan dapat diperoleh dari penelitian ini adalah sebagai berikut:
1. Bagi Mahasiswa
Memberikan pengalaman dalam menerapkan dan mengembangkan ilmu pengetahuan yang diperoleh di perkuliahan dan membandingkan antara teori yang diperoleh dengan permasalahan pada perusahaan khususnya mengenai
preventive maintenance dan Reliability Centered Maintenance (RCM), serta
aplikasinya di lapangan.
2. BagiDepartemen Teknik Industri USU
Sebagai tambahan referensi bagi Departemen Teknik Industri USU yang dapat digunakan untuk penelitian-penelitian selanjutnya.
3. Bagi Perusahaan
Memberikan masukan bagi perusahaan untuk jadwal perawatan mesin dan penerapan SOP perawatan dalam mengeliminasi kegiatan perawatan yang
1.5. Batasan dan Asumsi Penelitian
Batasan terhadap masalah yang akan dianalisis antara lain, yaitu:
1. Penelitian ini dilaksanakan pada sistem produksi plywood PT. Tjipta Rimba Djaja.
2. Data-data kegagalan dan kerusakan yang digunakan adalah data kerusakan mesin produksi plywood pada periode 1 Januari 2010- 31 Agustus 2011.
Adapun asumsi-asumsi yang digunakan dalam penelitian ini, antara lain: 1. Perusahaan PT. Tjipta Rimba Djaja memiliki alokasi dana yang cukup untuk
mendukung sistem pemeliharaan yang dirancang.
2. Selama penelitian dilakukan, tidak terjadi penambahan jumlah mesin produksi.
3. Operator mekanik bagian perawatan yang bekerja di PT. Tjipta Rimba Djaja adalah operator yang terampil dan mempunyai kompetensi (skilled).
4. Tanggal efektif diterapkan jadwal perencanaan perawatan RCM adalah 2 Januari 2012 dimana semua komponen yang dijadwalkan diganti bersama-sama pada tanggal tersebut.
1.6. Sistematika Penulisan Tugas Akhir
Sistematika yang digunakan dalam penulisan tugas akhir ini adalah: BAB I PENDAHULUAN
BAB II GAMBARAN UMUM PERUSAHAAN
Menguraikan tentang sejarah perusahaan, ruang lingkup usaha, lokasi, daerah pemasaran, manajemen dan proses produksi.
BAB III LANDASAN TEORI
Memuat teori-teori yang digunakan dalam pengolahan data dan analisis pemecahan masalah.
BAB IV METODOLOGI PENELITIAN
Mengemukakan tahapan-tahapan penelitian mulai dari persiapan hingga penyusunan laporan tugas akhir.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Menampilkan keseluruhan data penelitian baik primer maupun sekunder yang dilanjutkan dengan pengolahan data untuk membantu pemecahan masalah penelitian.
BAB VI ANALISIS PEMECAHAN MASALAH
Menganalisis hasil pengolahan data dan mencari solusi untuk pemecahan masalah penelitian.
BAB VII KESIMPULAN DAN SARAN
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan3
PT. Tjipta Rimba Djaja merupakan Perusahaan Penanaman Modal Dalam Negeri (PMDN) yang bergerak di bidang industri kayu untuk mengolah kayu bulat menjadi kayu lapis dan kayu gergajian. Perusahaan ini didirikan dengan Akte Notaris Nj. Jo Kian Tjaij S.H, Nomor : 2, tanggal 1 Juni 1970 dan terdaftar dalam Lembaran Negara Nomor : 71, tanggal 3 September 1971. Pabrik ini didirikan pada areal tanah seluas ± 4 hektar berlokasi di Jl. Kom. Laut Yos Sudasrso KM. 7,5 Desa Tanjung Mulia Medan dan berkantor pusat di Jl. Prof. H.M. Yamin S.H, No 46 Medan.
Sebelum perusahaan ini didirikan, usaha ini bergerak di bidang importir kayu lapis. Pada tanggal 4 Mei 1973, pabrik ini resmi didirikan dan terdaftar pada Panitia Teknis Penanaman Modal Sub Penanaman Modal Dalam Negeri dengan surat izin No 1675/SKRS/SP PMDN/70.
Hal yang medorong PT. Tjipta Rimba Djaja untuk memproduksi kayu lapis sendiri pada tahun 1973 adalah:
2. Adanya bantuan yang diberikan pemerintah yaitu pembebasan pajak perusahaan selama 5 tahun dan bebas bea masuk untuk barang-barang keperluan produksi yang diimpor.
3. Bahan baku yaitu kayu bulat cukup banyak tersedia di Indonesia, khususnya Sumatera
4. Hasil studi kelayakan yang menunjukkan keuntungan yang lebih besar memproduksi sendiri.
Kebijakan mutu PT. Tjipta Rimba Djaja adalah:
1. Menghasilkan kayu olahan yang bermutu sesuai dengan permintaan pelanggan 2. Memperhatikan kelestarian hutan dan lingkungan hidup
3. Menerapkan sistem manajemen mutu terpadu mengacu pada ISO-9002 Motto dari PT. Tjipta Rimba Djaja adalah” Pelanggan Puas Kami Senang”
2.2. Ruang Lingkup Bidang Usaha
PT. Tjipta Rimba Djaja bergerak di bidang industri kayu, dimana produk utamanya adalah kayu lapis (plywood). PT. Tjipta Rimba Djaja menghasilkan ukuran tebal dan luas kayu lapis yang bermacam-macam dan diproduksi sesuai dengan pesanan. Jumlah kayu lapis yang dihasilkan bervariasi dan ini sesuai dengan standar perusahaan yaitu:
1. Kayu lapis yang berlapis tiga (triplex) 2. Kayu lapis berlapis lima
2.3. Lokasi Perusahaan
PT. Tjipta Rimba Djaja berlokasi di Jl. Kom. Laut Yos Sudarso KM. 7,5 Desa Tanjung Mulia Medan dan berkantor pusat di Jl. Prof H. M. Yamin S.H. No 48 Medan.
2.4. Daerah Pemasaran
Produk yang dihasilkan oleh PT. Tjipta Rimba Djaja adalah plywood
(kayu lapis) dan kayu gergajian. Pada umumnya daerah pemasaran produk
plywood adalah 82 % keluar negeri dan 18 % untuk kebutuhan domestik.
Daerah tujuan ekspor produk plywood PT. Tjipta Rimba Djaja adalah Singapore, Inggris, Eropa, Cina, Jepang, Amerika Serikat, Negara-Negara Timur Tengah, Mesir, Korea.
Dalam pelaksanaannya, untuk memperlancar pemasaran produk plywood
PT. Tjipta Rimba Djaja ke luar dan ke dalam negeri, maka PT. Tjpta Rimba mendirikan kantor pusat di Jl. Prof. H.M. Yamin S.H, No 46 Medan.
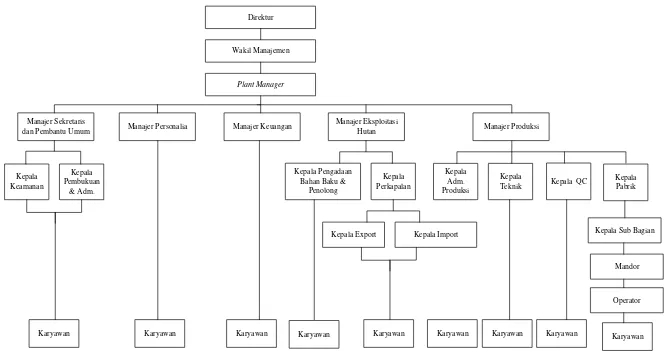
2.5. Organisasi dan Manajemen 2.5.1. Struktur Organisasi Perusahaan
Direktur
Wakil Manajemen
Plant Manager
Manajer Keuangan Manajer Sekretaris
dan Pembantu Umum Manajer Personalia
Manajer Eksploitasi
Hutan Manajer Produksi
Kepala Keamanan
Kepala Pembukuan
& Adm.
Kepala Pengadaan Bahan Baku &
Penolong
Kepala Perkapalan
Kepala Adm. Produksi
Kepala
Teknik Kepala QC
Kepala Export Kepala Import
Karyawan Karyawan Karyawan Karyawan Karyawan Karyawan Karyawan Karyawan
Kepala Pabrik
Kepala Sub Bagian
Karyawan Mandor
[image:34.792.67.737.80.431.2]Operator
2.5.2. Pembagian Tugas dan Tanggung Jawab
Adapun tugas dan tanggung jawab dari masing-masing bagian diuraikan dalam Lampiran 1.
2.5.3. Jumlah Tenaga Kerja dan Jam Kerja
Tenaga kerja pada PT. Tjipta Rimba Djaja dapat dikategorikan menjadi beberapa, yaitu:
1. Staff
Tenaga kerja yang termasuk bagian ini seperti wakil manajemen, plant
manager, manajer, kepala bagian, karyawan kantor, dan lain-lain.
2. Karyawan Tetap
Tenaga kerja yang termasuk bagian ini seperti kasubag, mandor, operator, karyawan, dan satpam.
3. Karyawan Lepas
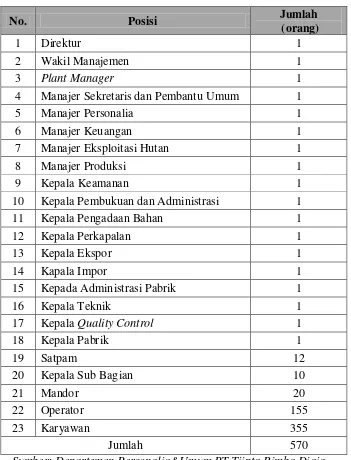
Tabel 2.1. Rincian Jumlah Tenaga Kerja pada PT. Tjipta Rimba Djaja
No. Posisi Jumlah
(orang)
1 Direktur 1
2 Wakil Manajemen 1
3 Plant Manager 1
4 Manajer Sekretaris dan Pembantu Umum 1
5 Manajer Personalia 1
6 Manajer Keuangan 1
7 Manajer Eksploitasi Hutan 1
8 Manajer Produksi 1
9 Kepala Keamanan 1
10 Kepala Pembukuan dan Administrasi 1
11 Kepala Pengadaan Bahan 1
12 Kepala Perkapalan 1
13 Kepala Ekspor 1
14 Kapala Impor 1
15 Kepada Administrasi Pabrik 1
16 Kepala Teknik 1
17 Kepala Quality Control 1
18 Kepala Pabrik 1
19 Satpam 12
20 Kepala Sub Bagian 10
21 Mandor 20
22 Operator 155
23 Karyawan 355
Jumlah 570
Sumber: Departemen Personalia&Umum PT.Tjipta Rimba Djaja
Sementara mengenai jam kerja, PT. Tjipta Rimba Djaja memiliki aturan jam kerja sebagai berikut:
1. Jam kerja staff
c. Kerja aktif : 13.00 – 16.00 WIB 2. Jam kerja karyawan pabrik
a. Kerja aktif : 07.00 – 12.00 WIB b. Istirahat : 12.00 – 13.00 WIB c. Kerja aktif : 13.00 – 19.00 WIB 3. Jam kerja satpam
a. Shift I : 08.00 – 16.00 WIB
b. Shift II : 16.00 – 24.00 WIB
c. Shift III : 24.00 – 08.00 WIB
2.5.4. Sistem Pengupahan dan Fasilitas Lainnya
Sistem pengupahan PT. Tjipta Rimba Djaja disesuaikan dengan ketentuan Upah Minimum Kota (UMK) Medan yaitu sekitar ± Rp. 1.400.000,-/bulan. Sementara untuk lembur, perusahaan memberikan batasan lembur 2 jam di mana lembur dihitung apabila pekerja bekerja lebih dari jam kerja normal dengan perincian gaji lembur dapat dilihat sebagai berikut:
1. Upah jam lembur pertama adalah 1,5 kali upah normal per jam. 2. Upah jam lembur kedua adalah 2 kali upah normal per jam.
Perusahaan juga memberikan tunjangan dan fasilitas lain untuk menambah kesejahteraan karyawan, yaitu:
1. Tunjangan Hari Raya (THR)
2. Cuti
Lamanya cuti yang diberikan oleh perusahaan yaitu 12 hari kerja setiap tahunnya.
3. Pelayanan Kesehatan
Penyediaan obat P3K dan perawatan terhadap kecelakaan ringan yang dialami
tenaga kerja saat bekerja.
4. Jaminan Sosial Tenaga Kerja (Jamsostek)
Dimana pihak perusahaan mengasuransikan seluruh tenaga kerja pada PT.
Jamsostek. Jaminan yang diberikan meliputi Jaminan Kecelakaan Kerja, Jaminan
Kematian, Jaminan Hari Tua, serta Jaminan Pemeliharaan Kesehatan.
5. Izin Khusus
Yaitu dispensasi yang diberikan kepada tenaga kerja untuk melakukan kegiatan
tertentu, misalnya istirahat karena sakit, beribadah, menikahkan anak,
kemalangan, dan lain-lain.
2.6. Proses Produksi
2.6.1. Standar Mutu Bahan/Produk
Bahan baku yang digunakan dalam pembuatan kayu lapis adalah kayu gelondongan (log). Dalam pengadaan bahan baku gelondongan, PT. Tjipta Rimba Djaja memasok kayu dari Kalimantan dan Riau. Pelaksanaannya dipercayakan kepada perusahaan lain sebagai pemasok atau penyalur.
kebutuhan produksi selama 2 minggu. Jenis dan keadaan bahan baku memiliki pengaruh yang cukup besar terhadap mutu plywood PT. Tjipta Rimba Djaja. Oleh karena itu, PT.Tjipta Rimba Djaja menetapkan kebijakan bahwa untuk lapisan permukaan kayu lapis, perusahaan lebih mengutamakan pemakaian kayu dari jenis meranti, karena kayu ini memiliki karakteristik yang lebih baik dibandingkan jenis kayu lainnya, baik mengenai kualitas, warna maupun corak lembarannya. Sedangkan untuk lapisan bagian dalam yaitu length core dan cross core, masing-masing dapat menggunakan segala jenis kayu yang umum untuk pembuatan kayu lapis seperti meranti, bintangor, rengas, durian, mersawa, jelutung, belau, dan lain-lain.
PT. Tjipta menetapkan standar produk plywood yang diproduksi yaitu dengan ketentuan setiap jenis kayu lapis, baik yang berlapis tiga, lima, maupun berlapis tujuh memiliki standar yang harus dipenuhi. Adapun ketentuan tersebut adalah:
1. Kayu lapis yang berlapis tiga (triplex)
Lapisan yang terdapat pada kayu lapis ini terdiri dari:
• Dua lapisan untuk face back atau untuk permukaan atas dan bawah kayu lapis
• Satu lapisan cross core yang terletak di tengah-tengah lapisan kayu lapis
2. Kayu lapis berlapis lima
Lapisan yang terdapat pada kayu lapis ini terdiri dari:
• Dua lapisan untuk permukaan atas (face) dan bawah (back)
• Dua lapisan cross core yang terletak di bawah kedua lapisan face/back
• Satu lapisan length core yang terletak di tengah-tengah face/back dan
crosscore di atas.
Jenis kayu lapis ini diproduksi untuk ukuran ketebalan mulai 8 mm hingga ketebalan 12 mm dengan ukuran umumnya adalah 210 cm x 90 cm
3. Kayu lapis berlapis tujuh
Lapisan yang terdapat pada kayu lapis ini terdiri dari:
• Dua lapisan untuk permukaan atas (face) dan bawah (back)
• Tiga lapisan cross core • Dua lapisan length core
Jenis kayu lapis ini diproduksi untuk ukuran ketebalan mulai dari 22 mm sampai 25 mm dengan ukuran 180 cm x 120 cm.
2.6.2. Bahan yang Digunakan
Adapun bahan yang digunakan oleh PT. Tjipta Rimba Djaja dalam menghasilkan produk terdiri dari bahan baku, bahan penolong, dan bahan tambahan yang dapat diuraikan sebagai berikut:
2.6.2.1.Bahan Baku
balu, bintagor, durian, jati, jelutung, jeunjing, kapur, keruing, meranti, mersawa, rahim, renghas, semangkok, ulasan, dan kemiri.
Untuk pengadaan bahan baku ini, PT. Tjipta Rimba Djaja memiliki areal yang ditetapkan sebagai HPH (Hak Pengusaha Hutan) yang berada di Aceh. Selain itu, PT. Tjipta Rimba Djaja juga memiliki pemasok kayu yang berada di beberapa daearah seperti Kalimantan, Pekan Baru, Dumai, Kabanjahe, Padang, Kota Pinang .
2.6.2.2.Bahan Tambahan
Bahan tambahan merupakan bahan yang digunakan untuk membantu proses produksi dan merupakan bahan yang bersifat esensial dalam membantu meningkatkan kualitas produk. Bahan tambahan yang digunakan pada produk kayu lapisi ini adalah:
i. Dempul, yaitu bahan yang digunakan untuk mendempul atau menambal permukaan kayu lapis yang cacat atau retak atau berlubang
ii. Gum tape, yaitu sejenis pita kertas yang pada salah satu sisinya diberi cat perekat. Bahan ini digunakan untuk mengikat lembaran kayu yang terdiri dari length core dan cross core agar tidak mudah koyak. Di samping itu, juga digunakan untuk merangkai lembaran face dan back yang robek
iii. Lem, yaitu bahan yang terdiri dari bahan campuran tepung perekat,
hardener, resin dan air. Resin merupakan lem yang bentuknya seperti
2.6.2.3.Bahan Penolong
Bahan penolong merupakan bahan yang digunakan untuk membantu proses produksi dan tidak menjadi bagian yang esensial dari suatu produk. Bahan penolong yang digunakan untuk proses pembuatan produk ini adalah air. Dimana air digunakan untuk mencuci kayu bundar sebelum proses pembubutan. Pencucian ini penting untuk membersihkan kotoran dari kayu bundar sehingga dapat diperiksa apakah masih ada paku atau benda keras lainnya yang terdapat pada kayu bundar.
2.6.3. Uraian Proses Produksi
Proses produksi plywood pada pabrik plywood PT. Tjipta Rimba Djaja Medan dilakukan dengan proses kontinu, yaitu dilakukan secara berkesinambungan antara satu proses dengan proses lainnya. Dimulai dari proses persiapan kayu (log yard), pembubutan balok kayu (rotary), pengeringan (dryer), penyambungan (composer), perekatan (glue spreader), perakitan, dan finishing. Tahapan proses pembuatan plywood pada PT. Tjipta Rimba Djaja Medan ini dapat diuraikan sebagai berikut:
2.6.3.1.Persiapan Log Kayu (Log Yard)
a. Pemotongan Kayu Gelondong (Log Cutting)
Balok-balok yang terdapat dalam tumpukan balok (log pond) mempunyai panjang dan diameter yang berbeda. Balok-balok tersebut kemudian dipilih sesuai mutu yang telah ditetapkan, dimana untuk lapisan
tengah plywood) biasanya menggunakan balok yang sedikit sekali cacat dan tidak ada busuknya, sedangkan untuk lapisan cross core (lapisan tengah plywood) umumnya digunakan balok yang mempunyai cacat berupa retak dan sedikit busuk.
Setelah pemilihan balok dilakukan, maka balok diangkat dengan hoist
dan dimasukkan ke log conveyor yang terdapat di bagian mesin pemotong balok untuk dilakukan pengukuran dan pemotongan ukuran balok. Proses pemotongan dilakukan dengan menggunakan chain saw, yaitu gergaji mesin bertenaga listrik.
b. Pengupasan Kulit Luar
Setelah balok kayu dipotong sesuai ukuran yang ditetapkan, kayu tersebut kemudian dikirim ke mesin pengupas kulit luar dengan bantuan
rollerconveyor. Proses pengupasan dilakukan oleh Mesin Debarker.
2.6.3.2.Pembubutan Balok Kayu (rotary)
Batang kayu yang telah dibersihkan tersebut, kemudian diangkut ke bagian pembubutan dengan bantuan hoist. Tujuan dari pembubutan adalah untuk menghasilkan veneer (lembaran kayu tipis). Kegiatan pembubutan di mesin rotary
terbagi menjadi 3 kelompok kegiatan yaitu: 1. Persiapan Pisau
Persiapan pisau kupas adalah tahapan yang sangat penting sebelum proses pengupasan. Terdapat beberapa jenis sudut mata pisau yang berbeda untuk kupas kayu yang lunak, sedang dan keras. Ditambah dengan pembentukan sudut ganda pada pisau pengupas, dapat meningkatkan daya tahan pisau.
2. Penentuan Titik Pusat
Kayu block sebelum masuk ke mesin kupas, dicari/ditentukan terlebih dahulu titik pusatnya. Penentuan ini menggunakan cara :
a. Mesin penerang cahaya (projector) b. Komputer charger.
c. Mal penentuan titik pusat bontos block. 3. Pengupasan Veneer
Proses pengupasan kayu adalah pembuatan lembaran veneer dari kayu bulat. Mesin pengupas yang dipergunakan adalah sistem rotary, dimana kayu bundar diputar dengan kecepatan tertentu pada pisau serutan. Sebelum pengupasan dilakukan, ujung pangkal balok disesuaikan dengan ketebalan kupasan yang diinginkan serta terlebih dahulu ditentukan titik pusat batang kayu central
mesin bubut. Pengupasan dilakukan dengan pemutaran simetris yaitu batang kayu diputar berlawanan dengan mata pisau yang bergerak transisi.
Pembubutan dilakukan hingga center log (inti balok) hanya berukuran 8 inci.
Center log ini digunakan sebagai bahan bakar.
Setelah veneer panjang keluar dari bagian pengupasan, maka lembaran
veneer tersebut kemudian digulung dengan reel untuk dikeringkan selanjutnya.
Lembaran-lembaran face back (F/B) dan cross core (C/C) digulung pada rol
reeling deck. Lembaran yang tergulung ini memiliki panjang bervariasi tergantung
diameter dan mutu balok. Pada saat penggulungan veneer face back, kedua sisinya dilekatkan pada pita pelekat agar veneer tidak mudah koyak ketika digulung Sedangkan untuk lembaran veneer Length Core (L/C) disimpan dalam bentuk potongan jadi yang disusun dalam pallet.
Lembaran veneer yang tidak bisa digulung karena terputus-putus akan dipotong dengan mesin potong veneer untuk :
1. Penyeragaman ukuran dan potongan guna menyesuaikan dengan jenis pengering (roller).
2. Menyisihkan cacat veneer sedini mungkin.
2.6.3.3.Pengeringan (Dryer)
Gulungan lembaran-lembaran kayu yang terdapat pada reeling equipment
PT. Tjipta Rimba Djaja menggunakan 2 jenis pengering yaitu roller dryer
dan continuous dryer. Mesin roller dryer digunakan untuk mengeringkan lapisan
cross core (C/C) dan length core (L/C) yang terputus-putus . Sedangkan
continuous dryer digunakan untuk mengeringkan veneer dari reeling yang berupa
gulungan.
Setiap continuous dryer terdiri dari dua deck yang letaknya sejajar. Untuk
roller dryer masing-masing terdiri dari steam dengan tekanan berkisar 7 kg/cm2 dan 10,5 kg/cm2 dan temperatur yang dihasilkan 140 oC. Kecepatan lintasan dalam mesin pengering ini disesuaikan dengan ukuran tebal dan jenis kayunya. Kadar air dari lembaran yang keluar dari mesin pengering ini perlu mendapat perhatian, karena berpengaruh terhadap pemakaian bahan perekat dan mutu kayu lapis yang dihasilkan. Jika kayu mengandung air dengan kadar air yang tinggi, maka kayu tersebut tidak tahan lama. Setiap siklus pengeringan dibutuhkan waktu 20-25 menit.
Di setiap mesin pengering ini dilengkapi dengan mesin pemotong otomatis
(arisun clipper) yang terletak pada setiap ujung pada tempat pengeluaran
tidak dilakukan pemotongan auto clipper, akan tetapi langsung disusun di atas
pallet yang disediakan.
2.6.3.4.Penyambungan (Composer)
Pada proses penyambungan, lembaran-lembaran kayu ini mengalami proses pensortiran dan setting. Pada proses penyortiran dilakukan persiapan pekerjaan untuk cross core yang dilakukan pada bagian hand clipper, sedangkan
face back dan length core dilakukan pada bagian taping. Bagian taping adalah bagian yang memperbaiki kayu yang koyak dengan kertas lem.
Lembaran cross core yang telah dikeringkan di mesin pengering terdiri dari dua bagian, yaitu one pieces core (core yang merupakan lembaran hasil pemotongan di autoclipper) dan multipieces core (lembaran yang koyak dan terputus-putus). Pada one pieces core (opc) dilakukan proses pemeriksaan dan perbaikan pada bagian-bagian yang cacat, sedangkan pada multipieces core (mpc) dilakukan pemotongan pada posisi sejajar dengan serat kayu dan tegak lurus pada posisi lainnya. Potongan-potongan core ini disambungkan satu sama lainnya dengan menggunakan benang, sehingga dapat lembaran-lembaran cross core
dengan ukuran 126 cm x 250 cm. Lembaran-lembaran ini disusun di atas pallet
dan siap dibawa ke bagian glue spreader untuk dirakit.
lembaran face back dipisah menjadi dua kelompok yaitu kelompok F/B dan kelompok C/C.
A. Kelompok F/B terdiri dari lembaran-lembaran kayu yang hampir tidak ada cacatnya, bergelombang dan koyak. Kelompok ini disiapkan untuk permukaan atas (face) dan bawah (back) dari kayu lapis
B. Kelompok C/C, yaitu terdiri dari lembaran-lembaran kayu yang kurang baik, yaitu ada bekas tambal dan bekas sambungan-sambungan. Kelompok ini disiapkan untuk permukaan tengah kayu lapis.
Selanjutnya lembaran-lembaran kayu yang telah disortir tersebut disusun sepasang-sepasang (1 F/B dan 1 C/C) dan ditumpuk di atas pallet. Bila dikehendaki plywood dengan ketebalan 8 mm atau lebih, maka diantara pasangan F/B dan C/C perlu ditambahkan lenght core (L/C). Length core yang ditambahkan disesuaikan dengan tebal plywood yang dikehendaki. Tujuan dari lembaran yang diselang-seling ini adalah untuk menciptakan kekuatan plywood sehingga tidak mudah patah.
2.6.3.5.Perekatan (Glue Spreader)
Bagian utama dari mesin glue spreader ini terdiri dari dua rubber roll dan dua doctor roll. Fungsi doctor roll adalah sebagai roll distribusi perekat (glue) di permukaan roll karet. Doctor roll terletak pada posisi input sedangkan rubber roll
terdapat pada posisi output. Proses kerja alat ini adalah sebagai berikut:
a. Cross Core didorong masuk diantara kedua rubber roll sehingga kedua
permukaan cross core dilumuri oleh perekat yang keluar dari roll
b. Cross core yang telah diberi perekat melalui conveyor diteruskan ke sisi
kanan operator (daerah perakitan) dan disatukan dengan faceback dan
length core.
Hasil perakitan pada mesin glue spreader ini ditumpukkan di atas pallet
dan kemudian siap untuk dilakukan proses press dingin bila jumlah haasil perakitan ini sudah memenuhi jumlah yang telah ditentukan.
2.6.3.6.Veneer Assembly a. Cold Press
Pallet yang berisi lembaran kayu lapis hasil pengerjaan pada mesin glue
spreader kemudian dibawa ke mesin press dingin dengan cara
mendorongnya melalui rel-rel yang telah disediakan. Lembaran-lembaran tersebut disusun pada mesin press dingin sampai ketinggian tertentu diman mesin ini dapat melakukan penekanan maksimal ±100 cm.
kayu lapis tersebut diperiksa dan diperbaiki jika ada kemungkinan terjadi cacat pada lembaran-lembaran tersebut.
Sedangkan melalui hasil pemeriksaan dan perbaikan, kemudian panel tersebut dibawa ke bagian press panas (hot press) dengan cara mendorongnya melalui rel yang telah disediakan.
b. Press Panas (Hot Press)
Panel yang berasal dari mesin press dingin kemudian dimasukkan ke dalam tray pada mesin press panas. Tray pada mesin ini terdiri dari lembaran-lembaran baja berongga, yang kemudian akan saling menekan satu sama lainnya secara otomatis. Bila ronga-rongga tersebut telah diisi dengan lembaran-lembaran kayu lapis atau panel yang akan dipress panas, kemudian proses pemanasan dan penekanan akan berjalan sekaligus.
Temperatur pemanas yang digunakan pada mesin press adalah 115o C-130oC sedangkan tekanan dan lamanya press tergantung pada ketebalan kayu lapis yang akan dipress. Untuk tekanan umumnya berkisar antara 145 kg/cm3 dan 175 kg/cm3. Tujuan press panas ini adalah untuk mengeringkan perekat yang ada pada lembaran-lembaran kayu lapis sambil merapatkan panel-panel tersebut.
Pada panel ini kemudian dilakukan pemeriksaan dan perbaikan (pendempulan) terhadap bagian atas (face) seperti lubang-lubang, lembaran-lembaran yang retak dan bagiannya sehingga akhirnya diperoleh keadaan
(pemotong) dan sander (penghalusan untuk dipotong kedua sisinya) dan diamplas dengan kertas pasir.
2.6.3.7.Putty Aplication
Pada work center ini akan dilakukan pendempulan di mana tujuannya untuk memperbaiki lagi kecacatan dari bagian press panas, seperti press sampah, retak, daun timpa, daun kurang, bolong, dan lekang ujung. Dempul harus padat, kalau tidak padat akan mengakibatkan penyusutan.
2.6.3.8.Finishing
a. Pemotongan Sisi (Sizing)
Sizing adalah pemotongan sesuai dengan ukuran melalui peralatan
pemotong (mesin potong). Panel hasil rakitan masih memiliki ukuran lebih besar dari produk, sehingga perlu dipotong sesuai ukuran. Pemotongan dilakukan dengan memakai gergaji ganda (double sizer), yang memotong sisi panjang dan pendek.
Pertama-tama, lembaran-lembaran kayu lapis yang tertumpuk pada pallet
b. Penghalusan (Sandering)
Sandering adalah proses pelicinan permukaan hasil potongan sehingga
dapat menghasilkan kayu lapis dengan mutu yang baik. Di sini proses penghalusan juga berlangsung otomatis. Lembaran-lembaran kayu lapis yang keluar dari mesin sander akan disusun diatas pallet yang dilakukan secara manual.
c. Grading
Setelah lembaran-lembaran kayu lapis keluar dari mesin penghalus, dilakukan pemeriksaan terhadap hasil penghalusan dan kemungkinan cacat lainnya. Pemeriksaan ini dilakukan secara manual oleh pekerja.
Lembaran-lembaran kayu lapis yang kurang memenuhi mutu yang telah ditetapkan akan disisihkan untuk diperbaiki sehingga kriteria mutu dapat terpenuhi. Pemeriksaan mutu ini dilakukan pada saat penyusunan lembaran-lembaran kayu lapis di atas pallet yaitu dengan cara mengamati bagain bawah (back) dari setiap lembar kayu lapis.
2.6.3.9.Pengepakan (Packing)
Tumpukan kayu lapis yang telah selesai diberi cap/logo perusahaan kemudian dikirimkan ke bagian pengepakan dengan bantuan kereta sorong. Proses pengepakan dilakukan secara manual oleh operator dimana isi tiap satu pak bervariasi menurut ukuran tebal dari kayu lapis.
Setelah dikepak, hasil packing kemudian dibawa dengan bantuan forklift
untuk disimpan di gudang barang jadi dan siap untuk dipasarkan.
Pengepakan dilakukan secara manual oleh operator dimana isi tiap satu pak bervariasi menurut ukuran tebal dari kayu lapis.
Setelah dikepak, kemudian dengan bantuan forklift, lembaran kayu lapis tersebut dibawa ke gudang penyimpanan dan siap untuk dipasarkan.
2.6.4. Mesin dan Peralatan 2.6.4.1.Mesin Pembangkit Listrik
Perusahaan menyediakan mesin pembangkit listrik tenaga listrik (Diesel
Generator Set) yang merupakan cadangan listrik apabila terdapat gangguan listrik
dari PLN
Nama mesin : Diesel Generator Set
Type : 16 V- 71 RC
Keluaran/ merek : USA-GMC
2.6.4.2.Mesin-Mesin Produksi
Mesin-mesin produksi yang digunakan di PT. Tjipta Rimba Djaja adalah sebagai berikut:
1. Mesin Potong Balok (Log Cutting Machine)
Fungsinya adalah untuk memotong kayu gelondong (log) yang sudah dipilih jenisnya (F/B, L/C, C/C) sesuai standar ukuran yang telah ditetapkan.
Adapun spesifikasi mesin pemotong yang digunakan yaitu:
Brand : Dolmar
Type : PS-6400
Manufacturer : German
Year : 2000
Power : 9,8 HP
2. Mesin Pengupas Kulit Luar (Debarker Machine)
Fungsinya adalah untuk mengupas kulit luar log yang kurang bagus karena lumut dan jamur. Adapun spesifikasi mesin debarker yang digunakan yaitu:
Brand : Valon Kon
Type : VK110
Manufacturer : Finland
Year : 1999
Power : 15 HP
3. MesinBubut (Rotary)
Brand : Meinan
Type : AL-4-4976
Manufacturer : Jepang
Year : 1990
Power : 30 HP
4. Mesin Continuous Dryer
Fungsinya adalah untuk mengeringkan gulungan veneer hasil pembubutan di mesin rotary. Adapun spesifikasi mesin continuous dryer yang digunakan yaitu:
Brand : Minami
Type : A7-D2M
Manufacturer : Jepang
Year : 1983
Power : 60 HP
5. Roller Dryer
Fungsinya adalah untuk mengeringkan lembaran veneer mpc hasil pembubutan rotary. Adapun spesifikasi mesin roller dryer yang digunakan yaitu:
Brand : Babcock BSH
Type : 969698-22
Manufacturer : Jerman
Year : 1982
6. Composer
Fungsinya adalah untuk menyambung veneer yang tidak berhasil dikupas sempurna oleh mesin rotary (terputus-putus). Adapun spesifikasinya yaitu:
Brand : Chen-E
Type : NCB-4/2F
Manufacturer : Singapore
Year : 2008
Power : 30 HP
7. Glue Spreader
Fungsinya adalah untuk merekatkan lem pada veneer yang telah dikeringkan dari dryer. Adapun spesifikasi mesin glue spreader yang digunakan yaitu:
Brand : Taihei
Type : W23NB
Manufacturer : Jepang
Year : 1988
Power : 45 HP
8. Cold Press
Fungsinya adalah untuk membentuk ikatan sementara (pre-bonding) antara
veneer yang akan dirakit menjadi plywood. Adapun spesifikasi mesin cold press
yang digunakan yaitu:
Brand : Taihei
Manufacturer : Jepang
Year : 1985
Power : 45 HP
9. Hot Press
Fungsinya adalah untuk membentuk ikatan permanen antara veneer F/B, L/C, dan C/C. Adapun spesifikasi mesin hot press yang digunakan yaitu:
Brand : Kitagawa
Type : VH8-804
Manufacturer : Jepang
Year : 1980
Power : 50 HP
10. Sizing
Fungsinya adalah untuk memotong ukuran panjang dan lebar plywood
yang berlebih. Adapun spesifikasi mesin sizing yang digunakan yaitu:
Brand : Kikukawa
Type : CV-4-4-29
Manufacturer : Jepang
Year : 1988
Power : 30 HP
11. Sander
Fungsinya adalah untuk menghaluskan permukaan plywood sehingga tebal
Brand : Kikukawa
Type : BSP-132-VCR
Manufacturer : Jepang
Year : 1983
Power : 15 HP
2.6.5. Utilitas
Pemakaian utilitas sangat penting untuk mendukung operasi/ kegiatan produksi. Adapun utilitas yang digunakan pada PT.Tjipta Rimba Djaja adalah sebagai berikut:
1. Boiler
Boiler digunakan untuk merebus air sehingga dapat menghasilkan steam.
Steam yang dhasilkan digunakan untuk pengeringan veneer pada “Continuous
Dryer” dan “Roller Dryer”. Dalam hal ini, PT. Tjipta Rimba Djaja menggunakan
boiler sebanyak 3 unit. Boiler dilengkapi dengan peralatan seperti:
a. Boiler Water Pump
Kegunaanya adalah untuk mengisi air ke dalam Boiler. Jumlah boiler
water pump ada sebanyak 2 unit. b. Kondensor
Kegunaannya adalah untuk pendinginan dalam menjaga tekanan dalam
2. Air
Air yang digunakan oleh PT. Tjipta Rimba Djaja adalah berasal dari 2 sumber yaitu PDAM dan air sumur bor. Air yang berasal dari PDAM digunakan untuk keperluan minum karyawan tiap harinya dan untuk membersihkan toilet sedangkan air yang berasal dari sumur bor digunakan untuk pencucian kayu gelondongan, pencucian peralatan, dan steam boiler.
3. Tenaga Listrik
PT. Tjipta Rimba Djaja memiliki generator listrik sendiri untuk mengatasi gangguan arus listrik dari PLN.
2.6.6. Safety and Fire Protection
PT. Tjipta Rimba Djaja merupakan suatu perusahaan yang menerapkan Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3) untuk mengatur dan menjamin keselamatan dan kesehatan kerja bagi seluruh karyawannya. Adapun penerapan dari SMK3 di perusahaan PT. Tjipta Rimba Djaja adalah sebagai berikut :
1. Mensosialisasikan prinsip-prinsip keselamatan dan kesehatan kerja dimana harus diketahui oleh seluruh karyawan yang bekerja di PT. Tjipta Rimba Djaja. Adapun prinsip-prinsip keselamatan dan kesehatan kerja tersebut yaitu:
b. Menyediakan lantai produksi yang luas untuk meletakkan mesin dan peralatan kerja sehingga tersedianya ruang gerak yang memadai untuk para karyawan yang bekerja di lantai produksi tersebut.
c. Menyediakan perlengkapan keselamatan kerja yaitu safety belt dan kotak P3K pada fasilitas transportasi.
d. Menyediakan peralatan pemadam kebakaran yang memadai yaitu fire
extinguisher pada tempat-tempat yang rawan terjadinya kebakaran
terutama di lantai produksi.
2. Mewajibkan para karyawan yang bekerja di perusahaan untuk selalu menggunakan APD (Alat Pelindung Diri). Adapun beberapa APD (Alat Pelindung Diri) yang digunakan yaitu :
a. Sarung tangan khusus yang berfungsi untuk melindungi tangan karyawan dari sayatan, tusukan, terkena benda panas, bahan kimia, dan aliran listrik selama bekerja di lantai produksi.
b. Masker yang berfungsi untuk melindungi karyawan dari debu, asap dan
bau yang menyengat selama bekerja di lantai produksi.
c. Sepatu pengaman (sepatu boot) yang berfungsi untuk melindungi kaki karyawan dari benda tajam yang mungkin terinjak sewaktu bekerja, kecelakaan yang disebabkan oleh benda berat yang menimpa kaki, dan tergelincir selama bekerja di lantai produksi.
3. Menyediakan alat pemadam kebakaran di setiap departemen produksi yaitu
fire extinguisher yang berfungsi untuk menjaga keamanan di lantai produksi
apabila terjadinya percikan api yang cukup membahayakan maka dapat dilakukan tindakan pemadaman dengan segera.
4. Melaksanakan program keselamatan diri karyawan bila terjadi kebakaran atau bencana alam. Program ini dilaksanakan dengan cara satpam akan segera membunyikan lonceng sebagai tanda terjadinya suatu kebakaran atau bencana alam.
2.6.7. Waste Treatment
Limbah di PT. Tjipta Rimba Djaja terdiri dari dua jenis yaitu limbah padat dan limbah cair. Adapun penanganan limbah yang dilakukan oleh PT. Tjipta Rimba Djaja adalah sebagai berikut:
1. Limbah padat yang dihasilkan merupakan limbah dari hasil pemotongan dan pengerjaan kayu yang berupa sisa potongan pinggir kayu, serbuk kayu (dust), sisa kupasan veneer, lembaran veener yang rusak, dan serbuk pengamplasan. Keseluruhan limbah padat ini merupakan sisa kayu cut off yang dapat digunakan sebagai bahan bakar boiler (ketel uap).
2. Limbah cair yang dihasilkan dapat berupa minyak pelumas bekas dari forklift. Minyak bekas ini dapat digunakan sebagai bahan penolong dalam mengurangi gesekan komponen pada mesin ataupun meningkatkan pembakaran kayu di
BAB III
LANDASAN TEORI
3.1. Perawatan (Maintenance)4
3.1.1. Tujuan Perawatan
Perawatan (maintenance) adalah semua tindakan yang dibutuhkan untuk memelihara suatu unit mesin atau alat di dalamnya atau memperbaiki sampai pada kondisi tertentu yang bisa diterima.
5
1. Untuk memperpanjang usia kegunaan aset (yaitu setiap bagian dari suatu tempat kerja, bangunan, dan isinya). Hal ini paling penting di negara berkembang karena kurangnya sumber daya modal untuk pergantian.
Tujuan utama dari perawatan (maintenance) antara lain:
2. Untuk menjamin ketersediaan optimum peralatan yang dipasang untuk produksi (atau jasa) dan mendapatkan laba investasi (return on investment) maksimum yang mungkin.
3. Untuk menjamin kesiapan operasional dari seluruh peralatan yang diperlukan dalam keadaan darurat setiap waktu, misalnya unit cadangan, unit pemadam kebakaran dan penyelamat, dan sebagainya.
4. Untuk menjamin keselamatan orang yang menggunakan sarana tersebut.
4
3.1.2. Pengklasifikasian Perawatan
Pendekatan perawatan pada dasarnya dapat dibagi menjadi 2 bagian yaitu
planned dan unplanned. Klasifikasi dari pendekatan sistem perawatan tersebut
dapat dilihat pada Gambar 3.1.
Maintenance
Planned Maintenance
Unplanned Maintenance
Preventive Maintenance
Corrective Maintenance
Breakdown Maintenance Predictive
Maintenance
Gambar 3.1. Klasifikasi Perawatan
(Sumber: Corder, Antony. 1992. Teknik Manajemen Pemeliharaan. Jakarta: Erlangga)
Adapun klasifikasi dari perawatan mesin adalah:
1. Planned Maintenance, suatu tindakan atau kegiatan perawatan yang
pelaksanaannya telah direncanakan terlebih dahulu. Planned maintenance
terbagi atas 2, yaitu:
a. Preventive Maintenance, suatu sistem perawatan yang terjadwal dari suatu
1) Time based Maintenance
Kegiatan perawatan ini berdasarkan periode waktu, meliputi inspeksi harian, service, pembersihan harian dan lain sebagainya.
2) Condition based Maintenance
Kegiatan perawatan ini menggunakan peralatan untuk mendiagnosa perubahan kondisi dari peralatan/asset, dengan tujuan untuk memprediksi awal penetapan interval waktu perawatan.
b. Predictive maintenance didefinisikan sebagai pengukuran yang dapat
mendeteksi degradasi sistem, sehingga penyebabnya dapat dieliminasi atau dikendalikan tergantung pada kondisi fisik komponen. Hasilnya menjadi indikasi kapabilitas fungsi sekarang dan masa depan.
2. Unplanned Maintenance, suatu tindakan atau kegiatan perawatan yang
pelaksanaannya tidak direncanakan. Unplanned maintenance terbagi atas 2, yaitu:
a. Corrective Maintenance, suatu kegiatan perawatan yang dilakukan untuk
memperbaiki dan meningkatkan kondisi mesin sehingga mencapai standar yang telah ditetapkan pada mesin tersebut.
b. Breakdown Maintenace, yaitu suatu kegiatan perawatan yang
3.1.2.1. Preventive Maintenance
Preventive maintenance adalah suatu sistem perawatan yang terjadwal
dari suatu peralatan/komponen yang didesain untuk meningkatkan keandalan mesin serta untuk mengantisipasi segala kegiatan perawatan yang tidak direncanakan sebelumnya.
Kegiatan preventive maintenance dilakukan erat kaitannya dalam hal menghindari suatu sistem atau peralatan mengalami kerusakan. Pada kenyatannya, kerusakan masih mungkin saja terjadi meskipun telah dilakukan preventive
maintenance. Ada tiga alasan mengapa dilakukan tindakan preventive
maintenance yaitu:
1. Menghindari terjadinya kerusakan 2. Mendeteksi awal terjadinya kerusakan 3. Menemukan kerusakan yang tersembunyi
Sedangkan keuntungan dari penerapan preventive maintenance antara lain adalah sebagai berikut :
1. Mengurangi terjadinya perbaikan (repairs) dan downtime. 2. Meningkatkan umur penggunaan dari peralatan
3. Meningkatkan kualitas dari produk 4. Meningkatkan availibilitas dari peralatan
9. Memperbaiki sistem informasi terhadap peralatan/komponen 10.Meningkatkan identifikasi dari masalah yang dihadapi
3.1.2.2. Corrective Maintenance
Corrective Maintenance merupakan kegiatan perawatan yang dilakukan
untuk mengatasi kegagalan atau kerusakan yang ditemukan selama masa waktu
preventive maintenance. Pada umumnya, corrective maintenance bukanlah
aktivitas perawatan yang terjadwal, karena dilakukan setelah sebuah komponen mengalami kerusakan dan bertujuan untuk mengembalikan kehandalan sebuah komponen atau sistem ke kondisi semula.
Corrective Maintenance di dalam buku “Maintanability, Maintenance
andRealibility for Engineers”, diasumsikan bahwa Corrective maintenance dapat
dilaksanakan dengan lima langkah berikut:
1. Mengetahui penyebab kegagalan (failure recognition). 2. Lokasi kegagalan (failure location).
3. Mendiagnosa peralatan atau unit-unit yang gagal (dianogsis within the equipment or item).
4. Mengganti atau memperbaiki bagian yang gagal (failed part replacement or repair).
3.2. RCM (Reliability Centered Maintenance)
Reliability Centered Maintenance (RCM) merupakan sebuah proses
teknik logika untuk menentukan tugas-tugas pemeliharaan yang akan menjamin sebuah perancangan sistem keandalan dengan kondisi pengoperasian yang spesifik pada sebuah lingkungan pengoperasian yang khusus. Penekanan terbesar pada Reliability Centered Maintenance (RCM) adalah menyadari bahwa konsekuensi atau resiko dari kegagalan adalah jauh lebih penting dari pada karakteristik teknik itu sendiri. RCM dapat didefinisikan sebagai sebuah proses yang digunakan untuk menentukan apa yang harus dilakukan untuk menjamin bahwa beberapa asset fisik dapat berjalan secara normal melakukan fungsi yang diinginkan penggunanya dalam konteks operasi sekarang (present operating).
Penelitian mengenai RCM pada dasarnya berusaha menjawab 7 pertanyaan utama tentang item/peralatan yang diteliti. Ketujuh pertanyaan mendasar tersebut adalah6
1. Apakah fungsi dan hubungan performansi standar dari item dalam konteks pada saat ini (system function)?
:
2. Bagaimana item/peralatan tersebut rusak dalam menjalankan fungsinya (functional failure)?
3. Apa yang menyebabkan terjadinya kegagalan fungsi tersebut (failure mode)? 4. Apakah yang terjadi pada saat terjadi kerusakan (failure effect)?
6. Apakah yang dapat dilakukan untuk memprediksi atau mencegah masing – masing kegagalan tersebut (proactive task and task interval)?
7. Apakah yang harus dilakukan apabila kegiatan proaktif yang sesuai tidak berhasil ditemukan?
RCM merupakan suatu teknik yang dipakai untuk mengembangkan
Preventive maintenance. Hal ini didasarkan pada prinsip bahwa keandalan dari
peralatan dan stuktur dari kinerja yang akan dicapai adalah fungsi dari perencanaan dan kualitas pembentukan preventive maintenance yang efektif. Perencanaan tersebut juga meliputi komponen pengganti yang telah diprediksikan dan direkomendasikan. Reliability Centered Maintenance (RCM) didefinisikan sebagai sebuah proses yang digunakan untuk menentukan kebutuhan perawatan terhadap aset yang bersifat fisik dalam konteks operasinya. Secara mendasar, metodologi RCM menyadari bahwa semua peralatan pada sebuah fasilitas tidak memiliki tingkat prioritas yang sama. RCM menyadari bahwa disain dan operasi dari peralatan beda sehingga memiliki peluang kegagalan yang berbeda-beda juga.
Pendekatan RCM terhadap program maintenance memandang bahwa suatu fasilitas tidak memiliki keterbatasan finansial dan sumber daya, sehingga perlu diprioritaskan dan dioptimalkan. Secara ringkas, RCM adalah sebuah pendekatan sistematis untuk mengevaluasi sebuah fasillitas dan sumber daya untuk menghasilkan reliability yang tinggi dan biaya yang efektif. RCM sangat bergantung pada predictive maintenance tetapi juga menyadari bahwa kegiatan
reliability peralatan lebih baik dilakukan pendekatan reactive maintenance. Pendekatan RCM dalam melaksanakan program maintenance dominan bersifat
predictive dengan pembagian sebagai berikut:
1. < 10% Reactive. 2. 25% - 35% Preventive. 3. 45% - 55% Predictive.
RCM memerlukan langkah-langkah sebagai berikut:
1. Pemeliharaan fungsi. Pemeliharaan fungsi merupakan ciri RCM yang penting dan juga sulit. Sasaran RCM adalah memelihara fungsi sistem (preserve system function).
2. Identifikasi kegagalan. Kegagalan dapat terjadi dalam berbagai bentuk dan ukuran. Hal yang penting adalah mengidentifikasi bentuk kegagalan khusus pada komponen tertentu yang secara potensial menghasilkan kegagalan fungsi yang tidak diinginkan.
3. Prioritas kebutuhan fungsi. Usaha untuk dapat menentukan keputusan secara sistemik berdasar alokasi budget dan resources. Dengan kata lain semua fungsi tidak diciptakan sama sehingga semua kegagalan fungsi dan komponen yang berhubungan dan bentuk kegagalan tidaklah sama. Sehingga kita ingin untuk memprioritaskan bentuk kegagalan yang penting.
4. Pemilihan preventive maintenance yang effective dan applicable. Dikatakan
applicable bila tugas dapat dijalankan, maka akan melakukan satu dari tiga
effective bila kita menginginkan sumber kita (fasilitas yang ada) melakukan tugas tersebut.
Prinsip – Prinsip RCM, antara lain:
1. RCM memelihara fungsional sistem, bukan sekedar memelihara suatu sitem/alat agar beroperasi tetapi memelihara agar fungsi sistem / alat tersebut