OPTIMASI PERENCANAAN PRODUKSI
DENGAN METODE GOAL PROGRAMMING
DI PT. MORAWA ELECTRIC TRANSBUANA
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian Besar dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh :
Wenny C S Purba
NIM. 060403082
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
2 0 1 1
OPTIMASI PERENCANAAN PRODUKSI
DENGAN METODE GOAL PROGRAMMING
DI PT. MORAWA ELECTRIC TRANSBUANA
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian Besar dari Syarat-syarat Sidang Tugas Sarjana
Oleh :
Wenny C S Purba
NIM. 060403082
Disetujui oleh:
Dosen Pembimbing I Dosen Pembimbing II
( Ir. Ukurta Tarigan, MT ) ( Ir. Dini Wahyuni, MT )
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
2 0 1 1
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Yesus Kristus yang senantiasa memberikan anugerah-Nya kepada penulis sehingga dapat menyelesaikan laporan tugas sarjana yang berjudul “ Optimasi Perencanaan Produksi dengan Metode
Goal Programming di PT. Morawa Electric Transbuana”
Peneliti melaksanakan penelitian di PT. Morawa Electric Transbuana yaitu suatu perusahaan manufaktur yang bergerak dalam bidang pembuatan transformator dengan jenis 1 fasa dan 3 fasa.
Laporan tugas sarjana ini merupakan salah satu syarat bagi penulis dalam mengikuti ujian sarjana untuk memperoleh gelar Sarjana Teknik di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Dalam penulisan tugas sarjana ini, penulis telah berusaha untuk memberi yang terbaik. Namun, penulis menyadari bahwa tugas sarjana ini masih memiliki kekurangan. Untuk itu, penulis mengharapkan saran dan kritik yang membangun untuk lebih menyempurnakan tugas sarjana ini. Semoga laporan tugas sarjana ini bermanfaat bagi semua pihak yang memerlukannya.
Universitas Sumatera Utara, Medan, Juni 2011
UCAPAN TERIMA KASIH
Pada kesempatan ini, penulis menyampaikan rasa terima kasih kepada berbagai pihak yang telah memberikan bantuan kepada penulis yaitu:
1. Ibu Ir. Khawarita Siregar, MT selaku Ketua Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
2. Bapak Ir. Ukurta Tarigan, MT selaku Sekretaris Departemen Teknik Industri USU dan juga dosen pembimbing I yang telah meluangkan waktu dan pikirannya dalam memberikan arahan dan nasehat untuk penulis dalam menyelesaikan laporan tugas sarjana ini.
3. Bapak Ir. Mangara M. Tambunan, M.Sc dan Ibu Ir. Rosnani Ginting, MT selaku koordinator Tugas Akhir Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
4. Bapak Prof. Dr. Ir. Sukaria Sinulingga, M.Eng selaku Ketua Bidang Manufaktur Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
5. Pegawai DepartemenTeknik Industri dan Fakultas (Kak Dina, Bang Mijo, Bang Ridho, Kak Ani, Bang Nur, Bang Bowo) yang telah membantu penulis. 6. Ibu Ir. Dini Wahyuni, MT selaku dosen pembimbing II yang telah
meluangkan waktu dan pemikirannya dalam memberikan arahan dan nasehat untuk penulis dalam menyelesaikan laporan tugas sarjana ini.
tersebut. Serta meluangkan waktu dalam membimbing penulis sehingga penelitian ini dapat diselesaikan dengan baik dan juga kepada seluruh staf dan karyawan PT. Morawa Electric Transbuana.
8. Kedua orangtua (M. Purba dan T. Sibarani) , abangku (Hendra Leo Purba, ST) dan Adik-adikku (Willy Febriandy Purba dan Silvia Anggriani Purba) yang telah banyak mendukung dan mendoakan penulis selama pelaksanaan Tugas Akhir dari awal hingga akhir.
9. Teman-teman asisten Laboratorium Proses Manufaktur stambuk 2006 (Julius, Novrizal, Bebby, Maylando, Chalis, Maryani), adik-adik asisten stambuk 2007 (Rudi, Zulham, Nelsa, Afkar, Jose), dan adik-adik asisten stambuk 2008 (Enita, Katharina, Kiki, Adit) yang telah memberi dukungan dan motivasi dalam proses pengerjaan Tugas Akhir ini.
10.Teman-teman stambuk 2006 yang telah membantu dalam memberikan motivasi dan doa kepada penulis
11.Teman-teman, adik, kakak, dan abang penulis yang terkasih (Mastora Siahaan, Indah, Ruth, Meinar L. Batu, Rayuli Simanjuntak, Masni Sidabalok, Freddy Tarigan, Ray Hutauruk, Evlyn Tampubolon) yang telah memberikan dukungan, doa dan semangat kepada penulis.
13.Adik-adik kelompokku (Lusiana Pane, Marito Magdalena, Nova Yanti, Ruth munthe) yang menjadi sumber semangat bagi penulis selama pengerjaan tugas sarjana ini.
14.Sahabat-sahabat di Kost terkasih yang selalu memberikan motivasi dan semangat kepada penulis (Inta, Rina, Rotua, Rini, Rebekka, Eva, Natalin). 15.Dan buat semua pihak yang secara langsung atau tidak langsung terlibat dalam
pembuatan laporan ini.
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI ... vii
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xv
DAFTAR LAMPIRAN ... xvi
ABSTRAK ... xvii
I PENDAHULUAN
1.1. Latar Belakang Masalah ... I-1 1.2. Rumusan Permasalahan ... I-3 1.3. Tujuan Penelitian ... I-3 1.4. Asumsi dan Batasan Masalah ... I-4 1.5. Manfaat Penelitian ... I-4 1.6. Sistematika Penulisan Laporan... I-5
II GAMBARAN UMUM PERUSAHAAN
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
III LANDASAN TEORI
DAFTAR ISI (LANJUTAN)
BAB HALAMAN IV METODOLOGI PENELITIAN
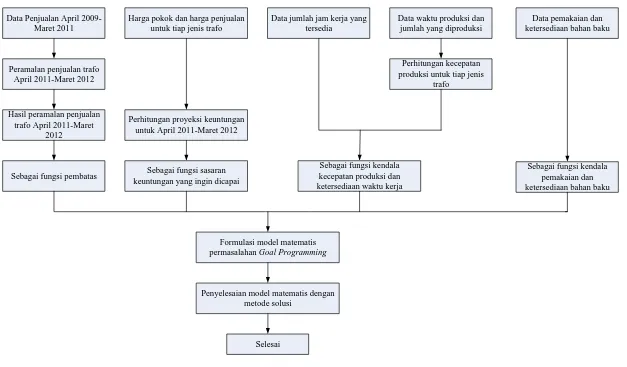
4.1. Jenis Penelitian ... IV-1 4.2. Lokasi dan Waktu Penelitian ... IV-1 4.3. Kerangka Konseptual ... IV-1 4.4. Tahapan Penelitian ... IV-3
V PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data ... V-1 5.1.1. Data Penjualan Transformator dari April 2009 s/d
Maret 2011 ... V-1 5.1.2. Data Harga Pokok dan Harga Penjualan ... V-1 5.1.3. Waktu Penyelesaian Produk ... V-3 5.1.4. Data Jam Kerja Tersedia ... V-3 5.1.5. Pemakaian dan Ketersediaan Bahan Baku ... V-3 5.2. Pengolahan Data ... V-5
5.2.1. Meramalkan Permintaan Untuk Tiap Produk dari
April 2011 s/d Maret 2012 Secara Agregat ... V-5 5.2.2. Perhitungan Waktu Penyelesaian Produk dan
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 5.2.3. Perhitungan Pemakaian dan Ketersediaan Bahan
Baku ... V-25 5.2.4. Memformulasikan Fungsi Sasaran ... V-28 5.2.5. Memformulasikan Fungsi Pencapaian untuk
Goal Programming ... V-30
5.2.6. Penyelesaian Fungsi Pencapaian Goal Programming V-38
VI ANALISIS PEMECAHAN MASALAH
6.1. Analisis Volume Produksi ... VI-1 6.2. Analisis Pencapaian Sasaran Keuntungan ... VI-9 6.3. Analisis Pencapaian Sasaran Pemakaian Jam Kerja ... VI-10 6.4. Analisis Pencapaian Sasaran Pemakaian Bahan Baku ... VI-10
VII KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-1
DAFTAR TABEL
TABEL HALAMAN
2.1. Uraian Jabatan dan Jumlah Tenaga Kerja di PT. Morawa
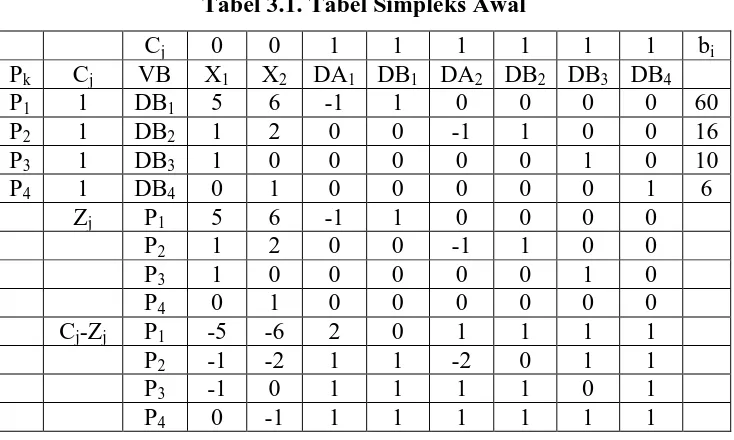
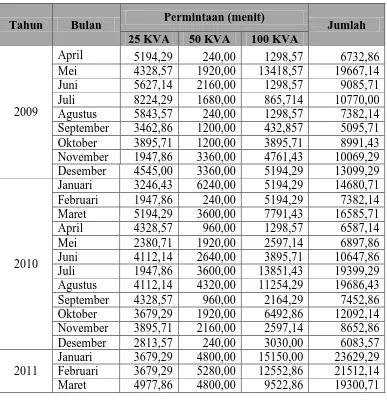
Electric Transbuana ... II-6 2.2. Jam Kerja PT. Morawa Electric Transbuana ... II-7 2.3. Spesifikasi Produk Transformator Satu Fasa ... II-13 2.4. Spesifikasi Produk Transformator Tiga Fasa ... II-13 2.5. Daftar Mesin Produksi PT. Morawa Electric Transbuana ... II-28 3.1. Tabel Simpleks Awal ... III-28 3.2. Tabel Simpleks Awal (Pemilihan Kolom Kunci) ... III-28 3.3. Tabel Simpleks Iterasi I ... III-29 3.4. Tabel Simpleks Iterasi II ... III-30 3.5. Tabel Simpleks Iterasi III ... III-30 3.4. Tabel Simpleks Iterasi IV ... III-30 5.1. Data Penjualan Transformator dari April 2009 sampai
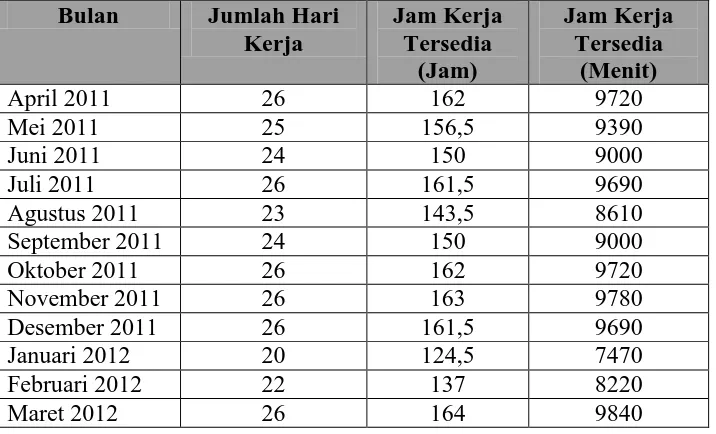
dengan Maret 2011 di PT. Morawa Electric Transbuana ... V-2 5.2. Harga Pokok dan Harga Penjualan Transformator ... V-2 5.3. Kecepatan Produksi Dalam Satu Batch ... V-3 5.4. Jam Kerja yang Tersedia Untuk April 2011 s/d Maret 2012 ... V-4 5.5. Data Pemakaian Bahan Baku... V-4 5.6. Data Ketersediaan Bahan Baku Setiap Bulan ... V-5 5.7. Data Permintaan Produk Transformator untuk Masing-masing Tipe
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
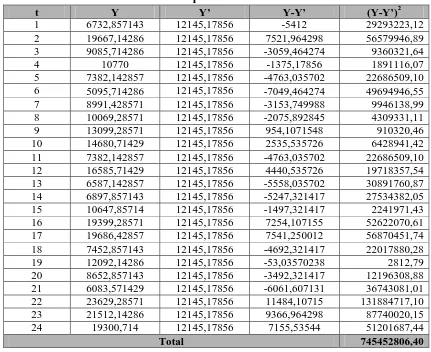
5.8. Konversi Data Permintaan Dalam Satuan Waktu ... V-7 5.9. Perhitungan Parameter Peramalan untuk Metode Konstan ... V-9 5.10. Perhitungan Parameter Peramalan untuk Metode Linier ... V-10 5.11. Perhitungan Parameter Peramalan untuk Metode Kuadratis ... V-11 5.12. Perhitungan Parameter Peramalan untuk Metode Eksponensial ... V-13 5.13. Estimasi Kesalahan Peramalan Metode Konstan Produk
Transformator Tipe 3 Fasa... V-14 5.14. Estimasi Kesalahan Peramalan Metode Linier Produk Transformator
Tipe 3 Fasa ... V-15 5.15. Estimasi Kesalahan Peramalan Metode Kuadratis Produk
Transformator Tipe 3 Fasa... V-16 5.16. Estimasi Kesalahan Peramalan Metode Eksponensial Produk
Transformator Tipe 3 Fasa... V-17 5.17. Besar Kesalahan Masing-masing Metode Peramalan ... V-18 5.18. Verifikasi Data Peramalan Linier Produk Transformator Tipe 3 Fasa V-19 5.19. Hasil Peramalan Permintaan Produk Transformator Tipe 3 Fasa
Periode April 2011 s/d Maret 2012 ... V-21 5.20. Hasil Perhitungan Faktor Konversi ... V-22 5.21. Hasil Peramalan Permintaan Masing-masing Produk Transformator
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.23. Data Pemakaian Bahan Baku... V-25 5.24. Keuntungan Penjualan Transformator yang Diharapkan Pada
April 2011-Maret 2012 ... V-30 5.25. Formulasi Perencanaan Tiap Bulan ... V-32 5.26. Hasil Perencanaan Produksi Masing-masing Produk dengan
Metode Goal Programming Periode April 2011 s/d Maret 2012 ... V-42 5.27. Rekapitulasi Hasil Perencanaan Kapasitas Produksi Optimal ... V-44 6.1. Hasil Perencanaan Produksi dengan Menggunakan Goal
Programming Periode April 2011 s/d Maret 2012 ... VI-1
6.2. Rekapitulasi Hasil Perencanaan Produksi ... VI-4 6.3. Persentase Pemakaian Bahan Baku Periode April 2011 s/d
DAFTAR GAMBAR
GAMBAR HALAMAN
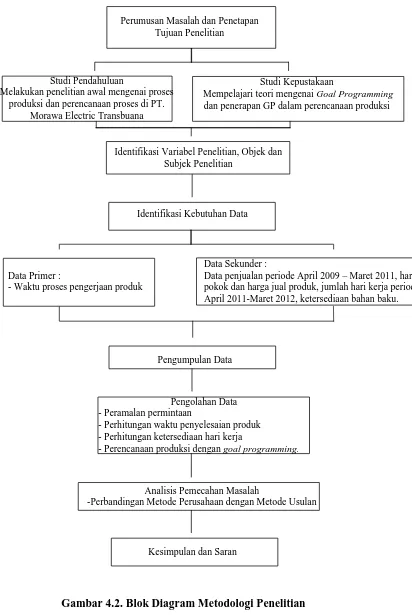
2.1. Struktur Organisasi PT. Morawa Electric Transbuana ... II-4 2.2. Blok Diagram Proses Pembuatan Transformator ... II-27 4.1. Kerangka Konseptual Penelitian... IV-2 4.2. Blok Diagram Metodologi Penelitian ... IV-7 4.3. Blok Diagram Pengolahan Data ... IV-8 5.1. Diagram Pencar Penjualan Transformator Tipe 3 Fasa Pada April
2009 s/d Maret 2011 ... V-8 5.2. Moving Range Chart untuk Peramalan Produk Transformator Tipe
3 Fasa 25 KVA, 50 KVA, dan 100 KVA ... V-21 5.3. Input Data Dalam Software LINDO ... V-39 5.4. Optimizer Output Dalam Software LINDO ... V-40 5.5. Hasil Akhir Dalam Software LINDO ... V-41
LAMPIRAN HALAMAN 1. Uraian Tugas dan Tanggung Jawab ... L-1 2. Spesifikasi Mesin dan Peralatan ... L-8 3. Penyelesaian Goal Programming Menggunakan Software LINDO
ABSTRAK
PT. Morawa Electric Transbuana berlokasi di Jalan Raya Medan Tanjung Morawa Km. 20.5, Kabupaten Deli Serdang, Sumatera Utara. Perusahaan ini bergerak dalam bidang industri manufaktur pembuatan transformator tegangan tinggi. Produk yang dihasilkan ada dua jenis yaitu transformator satu fasa dan transformator 3 fasa.Perusahaan ini menggunakan sistem flow shop dan permintaannya bersifat make to order.
Perencanaan produksi umumnya dilakukan dengan taksiran berdasarkan pengalaman masa lalu. Namun, pada kenyataannya, perusahaan sering mengalami keterlambatan pengiriman produk ke konsumen dikarenakan kekurangan stock barang di gudang. Dalam hal ini, perusahaan diperhadapkan pada pengambilan keputusan dalam menentukan jumlah produk yang optimal yang akan diproduksi.
Penggunaan Goal Programming mampu menentukan jumlah produksi yang optimal karena metode Goal Programming berpotensi untuk menyelesaikan permasalahan multi tujuan. Melalui variabel deviasinya, Goal Programming dapat memberikan solusi optimal yang merupakan titik temu dari tujuan-tujuan tersebut. Dalam Goal Programming terdapat variabel deviasional dan fungsi kendala yang digunakan untuk menampung penyimpangan hasil penyelesaian terhadap sasaran yang hendak dicapai.
Inti dari perencanaan produksi dengan Goal Programming adalah dapat melakukan optimasi produksi dengan tujuan memaksimalkan keuntungan. Hal ini dilakukan dengan membuat model matematis dimana yang menjadi fungsi tujuan adalah maksimisasi keuntungan, sedangkan yang menjadi kendala adalah jumlah pemakaian, ketersediaan bahan baku, dan ketersediaan jam kerja. Penggunaan
Goal Programming dalam penelitian ini menghasilkan jumlah produksi yang
optimal dimana penggunaan jumlah bahan baku tetap berada dalam batasan ketersediaan bahan baku di perusahaan.
BAB I
PENDAHULUAN
1.1. Latar Belakang
Pada perusahaan manufaktur, perencanaan produksi merupakan aktivitas yang penting dalam menentukan kontinuitas operasional produksi. Perencanaan produksi berhubungan dengan penentuan volume, ketepatan waktu penyelesaian, utilitas kapasitas, dan pemerataan beban. Di dalam praktek, manajer produksi harus membuat keputusan mengenai rencana produksi yang tepat untuk periode yang akan datang agar diperoleh biaya yang minimum sehingga keuntungan yang akan didapatkan bisa semaksimal mungkin. Dalam melakukan perencanaan produksi pihak perusahaan harus memperhitungkan seluruh kemampuan dan keterbatasan sumber daya yang dimilikinya. Hal ini dimaksudkan agar implementasi rencana produksi dapat dilakukan perusahaan secara optimal dengan meminimalkan jumlah persediaan produk dan dapat memperpendek waktu penyelesaian pesanan konsumen.
Dalam melaksanakan produksi PT. Morawa Electric Transbuana berkeinginan untuk menghindari terjadinya ketidaksesuaian volume produksi dengan permintaan konsumen dan komplain konsumen atas keterlambatan penyelesaian order, sehingga diperlukan perencanaan produksi yang optimal. Akan tetapi sistem perencanaan yang dilakukan perusahaan selama ini cukup sederhana yaitu dengan melihat pada keadaan yang sedang terjadi di lantai produksi dan berdasarkan pengalaman masa lalu, sehingga seringkali tidak memperhatikan berapa jumlah persediaan komponen yang ada di gudang dan berapa lama suatu mesin dapat digunakan. Hal ini mengakibatkan tujuan dari perencanaan produksi yang dilakukan seringkali tidak tercapai. Pada suatu periode waktu kelebihan jumlah produksi terjadi sehingga persediaan di gudang menjadi besar.
Penelitian ini dimaksudkan untuk mendapatkan sebuah model yang dapat digunakan perusahaan dalam melakukan perencanaan produksi. Perencanaan produksi yang dilakukan bertujuan untuk memaksimalkan keuntungan. Dalam hal ini perusahaan perlu membuat rencana produksi yang optimal. Untuk itu, diperlukan pendekatan yang tepat sehingga dapat menghasilkan rencana yang tepat. Salah satu metode yang dapat mengoptimalkan perencanaan produksi adalah Goal Programming.
Goal programming adalah salah satu model matematis yang dipandang
terdapat variabel deviasional dalam fungsi kendala yang digunakan untuk menampung penyimpangan hasil penyelesaian terhadap sasaran yang hendak dicapai yaitu penyimpangan hasil penyelesaian di atas sasaran dan juga di bawah sasaran. Jika penyimpangan di atas sasaran merupakan kondisi yang diinginkan, maka yang diminimumkan adalah penyimpangan di bawah sasaran dan sebaliknya. Artinya, salah satu variabel penyimpangan di dalam tujuan berharga sama dengan nol. Sehingga variabel ini mengubah makna kendala menjadi sasaran untuk mewujudkan sasaran-sasaran yang dikehendaki.
1.2. Rumusan Masalah
Berdasarkan latar belakang permasalahan di atas, maka pokok permasalahan yang akan dicari solusinya dalam penelitian ini adalah menyusun rencana produksi yang optimal. Dimana penentuan jumlah produksi yang menjadi permasalahan dalam perusahaan ini dikaitkan dengan upaya memaksimalkan keuntungan dan juga pencapaian beberapa sasaran dengan mempertimbangkan berbagai faktor pembatas. Permasalahan ini akan dipecahkan dengan merancang perencanaan produksi menggunakan pendekatan Goal Programming.
1.3. Tujuan Penelitian
Tujuan yang ingin dicapai dalam penelitian ini adalah untuk mendapatkan sebuah rencana produksi yang optimal berdasarkan pendekatan Goal
Programming, sehingga dapat dijadikan sebagai masukan dalam upaya
1.4. Asumsi dan Batasan Masalah
Asumsi-asumsi yang digunakan dalam penelitian adalah : 1. Proses produksi di perusahaan berlangsung normal.
2. Harga bahan baku dan harga jual produk selama penelitian tidak berubah. 3. Setiap mesin yang digunakan selama proses produksi dalam kondisi baik
tanpa ada gangguan.
Batasan-batasan pada penelitian ini antara lain :
1. Data penjualan yang digunakan untuk meramalkan permintaan adalah data penjualan dari April 2009 s/d Maret 2011.
2. Penelitian ini dilakukan untuk produk transformator 3 fasa 25 KV, 50 KVA, dan 100 KVA karena jenis ini yang banyak diminta oleh konsumen.
1.5. Manfaat Penelitian
Manfaat dari penelitian ini adalah sebagai berikut : 1. Bagi Perusahaan
Hasil dari penelitian dapat digunakan sebagai masukan untuk perbaikan sistem perencanaan produksi yang optimal di perusahaan.
2. Bagi Mahasiswa
Penelitian ini bermanfaat untuk memberikan pengalaman dalam menerapkan teori yang didapat di perguruan tinggi kedalam lingkungan industri secara nyata dalam menyelesaikan suatu permasalahan.
Penelitian bermanfaat sebagai tambahan referensi yang dapat memperkaya laporan-laporan penelitian Teknik Industri serta dapat digunakan sebagai acuan bagi penelitian-penelitian selanjutnya.
1.6. Sistematika Penulisan
Sistematika yang digunakan dalam penulisan laporan tugas akhir ini dapat diuraikan sebagai berikut :
Pada Bab I : Pendahuluan, diuraikan latar belakang masalah, perumusan masalah, tujuan dan manfaat penelitian, batasan dan asumsi penelitian serta sistematika penulisan tugas akhir.
Pada Bab II : Gambaran Umum Perusahaan, dijelaskan tentang sejarah dan gambaran umum perusahaan, organisasi dan manajemen serta proses produksi yang berlangsung.
Pada Bab III : Landasan Teori, dijelaskan mengenai teori-teori yang diperlukan dalam penelitian untuk digunakan dalam pengolahan data dan analisis pemecahan masalah. Teori-teori dalam penelitian ini antara lain arti dan pentingnya perencanaan produksi, sifat-sifat perencanaan produksi, konsep dasar dan pengertian peramalan, karakteristik peramalan yang baik, sifat hasil peramalan, teknik peramalan, klasifikasi teknik peramalan, program linier, pengertian dan konsep dasar goal programming.
masalah sampai akhir serta tahapan dalam pengolahan data dan analisis pemecahan masalah.
Pada Bab V : Pengumpulan dan Pengolahan Data, diuraikan tentang data primer dan sekunder yang diperoleh dari penelitian serta pengolahan data yang dilakukan berdasarkan metodologi penelitian. Data primer yang diambil adalah waktu proses pengerjaan produk. Pengukuran waktu proses dilakukan dengan menggunakan stopwatch. Sedangkan data sekundernya adalah data penjualan periode April 2009 s/d Maret 2011, harga pokok produksi dan harga jual produk, jumlah hari kerja, dan jumlah ketersediaan bahan baku. Data yang diperoleh diolah dengan metode pengolahan data yang dipilih untuk memberikan solusi pemecahan masalah.
Pada Bab VI : Analisis Pemecahan Masalah, dijelaskan analisis hasil pengolahan data untuk memperoleh pemecahan masalah.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Peningkatan kebutuhan energi listrik dalam rangka proses pembangunan diyakini akan terus berlanjut. Listrik merupakan sumber tenaga utama yang menjadi objek vital bagi masyarakat dalam melaksanakan aktivitas sehari-hari. Hal ini tentunya menjadi peluang besar bagi investor untuk berinvestasi dalam sektor penyediaan arus listrik. Dalam mendistribusikan listrik dibutuhkan beberapa komponen berupa transformator. Transformator dibutuhkan untuk menjaga kestabilan tegangan listrik dari sumber pembangkit hingga ke masyarakat yang jauh dari sumber pembangkit.
Seiring dengan kemajuan teknologi yang diikuti dengan peningkatan jumlah penduduk maka dibutuhkan distribusi listrik yang lebih banyak. Dengan demikian komponen penginstalasian listrik seperti transformator juga semakin banyak diperlukan. Hal inilah yang mendorong pendirian perusahaan transformator yang bernama PT. Morawa Electric Transbuana.
PT. Morawa Electric Transbuana merupakan pabrik yang memproduksi transformator tegangan tinggi dengan kapasitas jenis satu fasa dan tiga fasa. Pabrik ini berlokasi di Jl. Raya Medan Tanjung Morawa Km. 20,5, Kabupaten Deli Serdang, Sumatera Utara. Perusahaan ini juga memiliki kantor yang beralamat di Jl. Perniagaan Baru No. 48D-50D Medan, Sumatera Utara.
PT. Morawa Electric Transbuana berusaha untuk semakin meningkatkan standar mutu operasional, keunggulan teknis dan pelayanan masyarakat. Hal ini ditunjukkan dengan diperolehnya sertifikat ISO 9001:2000 yang mulai diefektifkan penerapannya pada tanggal 1 Mei 2003 sampai dengan sekarang.
2.2. Ruang Lingkup Bidang Usaha
PT. Morawa Electric Transbuana dalam kegiatannya memproduksi dua jenis transformator yaitu transformator satu fasa dan transformator tiga fasa, dimana Perusahaan Listrik Negara (PLN) menjadi konsumen utama. Selain itu, transformator yang dihasilkan juga dikonsumsi oleh perusahaan-perusahaan swasta lainnya seperti PT. SOCI, PT. Ariwabana, dan PT. Caltex Pasific Indonesia). Transformator yang diproduksi juga diekspor ke luar negeri seperti Malaysia dan Singapura.
2.3. Organisasi dan Manajemen
sebagai salah satu fungsi dasar manajemen, dapatlah dipandang sebagai proses menetapkan hubungan-hubungan baik secara vertikal maupun horizontal antar berbagai sumber daya yang dimiliki organisasi. Organisasi pada dasarnya adalah alat untuk mencapai tujuan yang telah direncanakan. Dengan demikian struktur, corak, maupun ukuran setiap organisasi haruslah bersesuaian dengan tujuan yang telah direncanakan ataupun yang ingin dicapai oleh organisasi tersebut.
2.3.1. Struktur Organisasi Perusahaan
Struktur organisasi didefinisikan sebagai mekanisme-mekanisme formal untuk mengelola organisasi. Struktur organisasi menunjukkan kerangka dan perwujudan pola tetap hubungan-hubungan diantara fungsi, bagian atau posisi, dan juga menunjukkan hubungan antar staff di setiap bagian. Struktur organisasi mengandung unsur-unsur spesialisasi kerja, standarisasi, koordinasi kerja dalam suatu organisasi.
Presiden Direktur
Direktur Pemasaran
Kepala Pabrik
Kepala Pemasaran
Kepala Design
Kepala Produksi
Kepala Bengkel
Kepala Proses Akhir
Sumber : PT Morawa Electric Transbuana
Gambar 2.1. Struktur Organisasi PT. Morawa Electric Transbuana Keterangan gambar:
: menunjukkan hubungan lini atau vertikal dalam organisasi --- : menunjukkan hubungan fungsional dalam organisasi.
2.3.2. Uraian Tugas dan Tanggung Jawab
2.3.3. Tenaga Kerja dan Jam Kerja 2.3.3.1. Tenaga Kerja
Tenaga kerja merupakan salah satu faktor produksi karena apabila terdapat kekurangan tenaga kerja maka kegiatan produksi tidak dapat berjalan dengan semestinya. Dalam memenuhi kebutuhan tenaga kerja, PT. Morawa
Eletric Transbuana mempertimbangkan jumlah dan juga keahlian dari tenaga
kerja baru. Pada PT. Morawa Eletric Transbuana terdapat dua golongan tenaga kerja yaitu tenaga kerja langsung dan tenaga kerja tidak langsung. Penempatan posisi setiap tenaga kerja diatur oleh pihak manajemen perusahaan. Rincian tenaga kerja pada PT. Morawa Eletric Transbuana dapat dilihat pada Tabel 2.1.
2.3.3.2. Jam Kerja
Tabel 2.1. Uraian Jabatan dan Jumlah Tenaga Kerja di PT. Morawa Electric
Transbuana
No Posisi/ Jabatan Jumlah (Orang)
1 Presiden Direktur 1
2 Direktur Pemasaran 1
3 Direktur Keuangan/ ADM 1
4 Kepala Pabrik 1
5 Kepala Bagian Pemasaran 1
6 Kepala Bagian Desain 1
7 Kepala Bagian Produksi 1
8 Kepala Bagian Bengkel 1
9 Kepala Bagian Proses Akhir 1
10 Kepala Bagian Gudang 1
11 Kepala Bagian Pengujian 1
12 Kepala Bagian QAS (Quality Assurance) 1
13 Kepala Bagian Keuangan 1
14 Kepala Bagian Personalia 1
15 Kepala Bagian Pembelian 1
16 Karyawan Seksi Desain 1
17 Karyawan Seksi Perawatan 1
18 Karyawan Seksi Bengkel 16
19 Karyawan Seksi Pengujian Material 3
20 Karyawan Seksi Produksi Inti 4
21 Karyawan Seksi Pemanggangan Inti 1
22 Karyawan Seksi Pengujian Inti 2
23 Karyawan Seksi Pembuatan Kertas Isolasi 2 24 Karyawan Seksi Penggulungan Kumparan 7 25 Karyawan Seksi Perakitan/ Koneksi Kumparan 6
26 Karyawan Seksi Pengeringan Trafo 1
27 Karyawan Seksi Finishing 6
28 Karyawan Seksi Gudang 1
29 Karyawan Seksi Lokal 1
30 Karyawan Seksi Ekspor 1
31 Karyawan Seksi Administrasi 4
32 Karyawan Seksi Keamanan 8
Jumlah Total 80
Tabel 2.2. Jam Kerja PT. Morawa Electric Transbuana Hari Jam Kerja Keterangan Senin-Kamis
08.30 - 12.00 Kerja 12.00 - 13.00 Istirahat 13.00 - 16.00 Kerja Jumat
08.30 - 12.00 Kerja 12.00 - 13.30 Istirahat 13.30 - 16.00 Kerja Sabtu
08.30 - 12.00 Kerja 12.00 - 13.00 Istirahat 13.00 - 15.00 Kerja Sumber: PT. Morawa Electric Transbuana
2.3.4. Sistem Pengupahan dan Fasilitas yang Digunakan
Pembayaran upah yang ada pada PT. Morawa Electric Transbuana dilakukan setiap awal bulan dengan besar upah berdasarkan jabatan, keahlian, kecakapan, pendidikan, dan prestasi kerja karyawan yang bersangkutan. Adapun perincian upah dan sistem pengupahan di PT. Morawa Electric Transbuana adalah sebagai berikut:
a. Gaji Pokok b. Upah Lembur
c. Tunjangan kesehatan dan keluarga d. Insentif kerajinan
2.4. Proses Produksi
Proses produksi adalah proses transformasi yang mengubah input yang berupa bahan baku, mesin, peralatan, modal, energi, tenaga kerja menjadi output sehingga memiliki nilai tambah.
PT. Morawa Electric Transbuana yang merupakan perusahaan pembuatan transformator jenis satu fasa dan tiga fasa menggunakan teknologi produksi yang semi otomatis yaitu selain menggunakan mesin yang juga memakai tenaga kerja sebagai operator maupun pekerja manual.
2.4.1. Bahan
Bahan yang digunakan untuk proses produksi paku di PT. Morawa
Electric Transbuana terdiri dari bahan baku, bahan tambahan dan bahan penolong.
2.4.1.1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam proses produksi untuk menghasilkan sebuah produk. Bahan ini memiliki persentase yang relatif besar dalam produk dibandingkan dengan bahan-bahan lainnya. Kualitas bahan baku yang digunakan sangat menentukan kualitas produk yang dihasilkan. Bahan baku yang digunakan dalam memproduksi transformator adalah :
1. Plat Silicon Steel
Silicon steel merupakan bahan yang digunakan dalam pembuatan inti
Kawasaki Steel Jepang. Silicon steel berbentuk lembaran plat yang tergulung
berlapis-lapis.
2. Kawat Tembaga (Cooper Wire)
Kawat tembaga yang digunakan terdiri dari dua jenis, yaitu:
a. Enameled Copper Wire, kawat berbentuk silinder untuk gulungan primer.
b. Rectangular Copper Wire, kawat berbentuk persegi untuk gulungan
sekunder dengan ukuran 3,2 mm x 8 mm. 3. Kertas Isolasi
Kertas isolasi digunakan untuk gulungan primer dan koneksi antara kumparan-kumparan ke tap changer pada sisi primernya. Kertas ini juga berfungsi sebagai pengaman dalam mengisolasi antara kawat-kawat, dari kawat ke tangki dan kawat ke inti. Kertas ini berasal dari Jepang dalam bentuk gulungan besar untuk ukuran 0,13 – 0,50 mm, sedangkan untuk ukuran 0,80 – 1,60 mm dikemas dalam peti.
4. Minyak
Minyak yang digunakan adalah jenis Dilla B juga minyak Esso Volta 80 buatan Amerika Serikat. Minyak ini berfungsi sebagai cairan pendingin agar transformator dapat berfungsi dengan stabil, terutama pada saat berbeban besar atau terkena sambaran petir.
5. High and Low Voltage Bushing
High and Low Voltage Bushing merupakan bahan yang digunakan untuk
6. Tap Changer
Tap Changer berfungsi sebagai switch otomatis yang berfungsi apabila
transformator mendapat beban lebih terutama saat terkena sambaran petir, dan apabila suhu transformator tinggi.
7. Earth Terminal
Earth Terminal merupakan instrumen listrik yang dihubungkan langsung
dengan kawat yang ditanamkan di dalam tanah. 8. Thermometer
Thermometer merupakan alat yang ditambahkan dalam transformator yang digunakan untuk mengukur suhu transformator.
9. Besi plat, besi siku, besi UNP, besi plat strip, dan roda besi hasil produksi dalam negeri, yang digunakan dalam pembuatan casing transformator.
10.Pressure Terminal
Pressure Terminal berfungsi sebagai penghubung transmisi.
2.4.1.2. Bahan Penolong
Bahan penolong adalah bahan yang digunakan dalam rangka memperlancar proses produksi tetapi bahan ini tidak terdapat dalam produk akhir. Bahan ini secara tidak langsung mempengaruhi kualitas produk yang dihasilkan.
Bahan penolong yang digunakan dalam proses produksi adalah :
1. Gas Nitrogen (N2). Gas ini digunakan dalam proses pemanggangan inti dan juga dalam proses pengujian kebocoran tangki transformator.
a. Untuk menghilangkan reaksi oksidasi antara oksigen dan inti, sehingga tidak terjadi pekaratan inti.
b. Membantu agar temperatur panas di dalam tungku pemanggangan merata. 2. HCL dan Soda Ash
HCL dan Soda Ash digunakan untuk membersihkan tangki dari karat. 3. Kayu Meranti
Kayu meranti digunakan untuk menyangga lilitan kumparan trafo agar kedudukannya tetap.
4. Pasir kuarsa
Pasir digunakan untuk menutupi pinggiran panggangan agar gas nitrogen yang dialirkan tidak keluar dari tungku pemanggangan tersebut.
2.4.1.3. Bahan Tambahan
Bahan tambahan merupakan bahan yang ditambahkan pada suatu proses produksi dan tampak pada produk akhir. Dalam hal ini bertujuan untuk meningkatkan mutu dan nilai dari suatu produk. Bahan tambahan yang digunakan pada proses pembuatan transformator di PT. Morawa Electric Transbuana adalah : 1. Cotton band
Merupakan bahan yang digunakan untuk mengikat kumparan pada inti agar tidak lepas.
2. Plat Merek
3. Name plate
Name plate mencantumkan spesifikasi transformator yang ditempatkan pada
tangki trafo. 4. Lem
Lem digunakan sebagai perekat kertas isolasi pada lilitan kumparan. 5. Kawat Las
Kawat las digunakan untuk mengelas tangki trafo dengan kumparan primer dan kumparan sekunder.
6. Baut dan Mur
Baut dan mur digunakan untuk menghubungkan trafo ke tangki, menutup
pressure terminal, menghubungkan oil gauge yang masuk ke dalam tangki,
dan memasang tutup tangki trafo. 7. Hand Hold
Hand Hold berfungsi sebagai pegangan dalam mempermudah pemindahan
transformator dan terdiri dari dua pasang pegangan. 8. Cat
Cat digunakan dalam proses pengecatan tangki transformator.
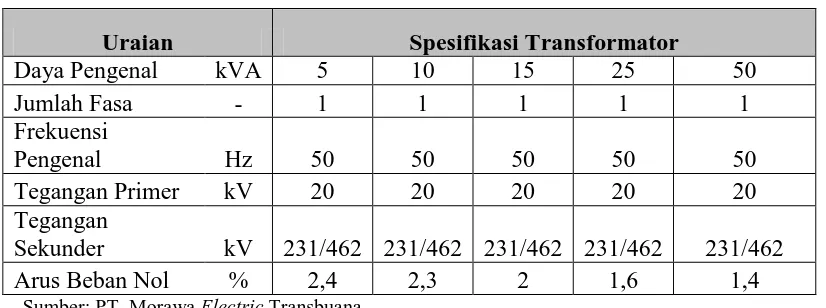
2.4.2. Jumlah dan Spesifikasi Produk
Tabel 2.3. Spesifikasi Produk Transformator Satu Fasa
Uraian Spesifikasi Transformator
Daya Pengenal kVA 5 10 15 25 50
Jumlah Fasa - 1 1 1 1 1
Frekuensi
Pengenal Hz 50 50 50 50 50
Tegangan Primer kV 20 20 20 20 20
Tegangan
Sekunder kV 231/462 231/462 231/462 231/462 231/462
Arus Beban Nol % 2,4 2,3 2 1,6 1,4
[image:36.595.107.520.130.284.2]Sumber: PT. Morawa Electric Transbuana
Tabel 2.4. Spesifikasi Produk Transformator Tiga Fasa
Uraian Spesifikasi Transformator
Daya
Pengenal (kVA) 25 50 100 150 200 250 315 400 500 630 800 1000 1250 1600 Jumlah
Fasa - 3 3 3 3 3 3 3 3 3 3 3 3 3 3
Frekuensi
Pengenal (Hz) 50 50 50 50 50 50 50 50 50 50 50 50 50 50
Tegangan
Primer (kV) 20 20 20 20 20 20 20 20 20 20 20 20 20 20
Tegangan
Sekunder (kV) 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 Arus
Beban Nol (%) 2,3 2,3 2,3 2,3 2,3 2,1 2 1,9 1,9 1,8 2 2 2 2
Sumber: PT. Morawa Electric Transbuana
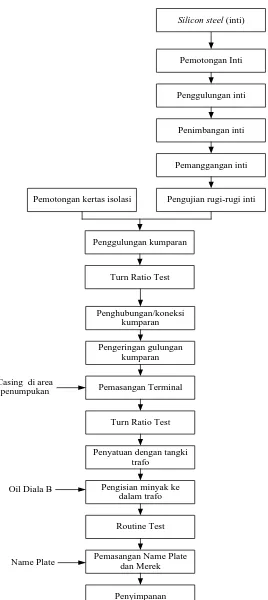
2.4.3. Uraian Proses Produksi
1. Proses Pemotongan Silikon (Silicon Steel Cutting)
Inti transformator terbuat dari Silicon Steel yang berfungsi untuk memperbesar fluksi magnet yang timbul bila pada kumparan transformator mengalir arus listrik. Ciri-ciri inti transformator yang baik adalah memiliki rugi-rugi arus pusar yang kecil. Silicon Steel di gudang dibawa ke bagian pemotongan dengan menggunakan hoist crane. Silicon Steel diukur sesuai dengan desain yang diinginkan misalnya untuk trafo 3 Fasa 50 KVA 50 HZ, diperlukan lebar masing-masing 100 mm, 90 mm, 80 mm, 60 mm, 40 mm.
Silicon Steel yang telah selesai diukur kemudian dipotong. Proses pemotongan
inti transformator dilakukan setelah lembaran tergulung diletakkan pada penyangga mesin peletakan, kemudian mesin dijalankan secara perlahan-lahan dengan cara mengatur putarannya melalui panel sehingga plat inti dapat ditarik ke meja pemotongan yang telah diatur jarak pisau-pisaunya sesuai dengan keperluan yang diinginkan. Penyetelan jarak pisau-pisau ini diatur sedemikian rupa sehingga tidak ada plat inti yang terbuang. Selanjutnya mesin dijalankan dan plat yang telah dipotong diletakkan di tempat penyusunan plat. Hal yang perlu diperhatikan pada proses pemotongan inti harus dilakukan dengan cermat agar tidak terjadi pengelupasan fosfor yang melapisi inti.
2. Penggulungan Inti Trafo (Core Winding)
jendela-jendela yang terbuat dari mal besi dengan ukuran tertentu. Pada transformator model lama, cara menyusun inti ini adalah dengan cara staching (inti susun) yaitu menyusun lembaran inti satu per satu keping. Untuk jenis transformator dengan daya tertentu, dapat digunakan dengan cara penggulungan wound core (inti gulung) dimana dapat diterapkan untuk transformator dengan daya nominal kecil. Wound core memiliki beberapa keunggulan dibandingkan dengan cara staching yaitu:
a. Rugi-rugi inti kecil untuk rapat fluksi yang sama, berarti terjadi penghematan dalam penggunaan inti transformator.
b. Arus penguatan (exciting current) adalah sangat kecil, karena kecilnya celah udara (air gap).
c. Tingkat kebisingan (noise level) rendah.
d. Waktu yang dibutuhkan untuk proses ini lebih cepat. e. Jumlah plat yang terbuang lebih sedikit.
Penggulungan inti harus memperhatikan tegangan tarik (tensile strength) agar tidak terlalu besar, untuk menghindari kerusakan lapisan fosfor yang dapat menyebabkan rugi-rugi inti bertambah besar.
3. Penimbangan Berat Inti (Weight Measurement)
Inti transformator yang sudah selesai digulung, ditimbang untuk mengetahui apakah berat yang sebenarnya sesuai dengan berat yang sudah ditentukan menurut desainnya. Penimbangan ini juga berguna untuk menentukan berat total dari transformator yang sudah selesai, misalnya berat transformator 50-150 kVA adalah sekitar 35 kg.
4. Proses Annealing
Tujuan proses annealing adalah melunakkan inti agar lebih mudah dikerjakan. Silicon steel dibawa ke bagian annealing dengan menggunakan hoist crane , kemudian silicon steel tersebut siap untuk dipanaskan dengan menggunakan tungku pemanas (annealing furnace) yang menggunakan energi listrik. Proses
annealing ini berguna untuk:
a. Memperbaiki karakteristik inti yaitu memperkecil rugi-rugi inti.
b. Menghilangkan elastisitas dari bahan baku inti transformator, sehingga pada saat inti dikeluarkan bentuknya tidak mengalami perubahan.
Temperatur yang diperlukan untuk annealing inti diatur melalui panel kontrol yang diatur mengatur tegangan dan arus yang akan diberikan ke elemen pada tungku pemanas. Pada panel tersebut thermocouple yang dihubungkan dengan
sehingga dapat membatasi temperatur yang diinginkan yaitu 800oC. Waktu yang dibutuhkan untuk sekali proses annealing ± 24 jam dengan kapasitas satu tungku sebanyak 7 unit. Uraian proses annealing inti transformator adalah sebagai berikut:
a. Inti (Silicon steel) disusun pada bagian dasar tungku yang diberi pasir dan besi.
b. Inti yang telah disusun ditutup dengan penutup pertama dan dilanjutkan dengan penutup kedua. Pada penutup kedua terdapat elemen-elemen pemanas yang menggunakan listrik.
c. Gas N2 dialirkan dengan tekanan ± 0,1 kg/cm selama 30 menit.
d. Arus listrik dialirkan ke dalam tungku melalui heater dengan tegangan 160 volt, sampai temperatur mencapai 300oC, sementara N2 tetap dialirkan dengan tekanan yang sama.
e. Pindahkan switch ke 220 volt hingga temperatur mencapai 600oC dengan tekanan tetap.
f. Tegangan tetap dipertahankan 220 volt hingga temperatur mencapai 830oC selama 4 jam. Setelah itu sumber listrik diputus dan gas N2 tetap dialirkan hingga proses annealing selesai.
h. Penutup luar diangkat secara keseluruhan sedangkan penutup dalam tetap dibiarkan sampai temperatur turun hingga 160oC dan aliran N2 dihentikan. i. Penutup dalam pemanggangan diangkat dan proses annealing selesai.
Gas yang digunakan dalam proses pemanggangan ini berguna untuk menghilangkan reaksi oksidasi antara oksigen dengan inti agar tidak berkarat dan menjaga agar temperatur panas merata di dalam tungku. Gas N2 yang dialirkan dalam tungku akan dikeluarkan melalui saluran pembuangan, untuk mengalami pergantian dengan gas N2 yang baru. Inti yang keluar dari tungku pemanggangan kemudian dipindahkan ke bagian pengujian rugi-rugi inti dengan menggunakan hoist crane.
5. Pengujian Rugi-rugi Inti Transformator (Core Lost Test)
Setelah proses pemanggangan dan penimbangan selesai, inti-inti transformator dibawa ke pengujian rugi- rugi inti dengan menggunakan hoist crane dan inti tersebut diuji. Proses pengujian inti transformator ini berfungsi untuk melihat apakah proses pemanggangan itu sudah baik atau tidak dan disesuaikan dengan jumlah lilitan yang akan digulung, dan hasil pengujian ini harus sesuai dengan standard PLN. Kegiatan-kegiatan yang dilakukan dalam proses pengujian rugi-rugi antara lain:
a. Ukur penampang inti tersebut.
b. Susun inti yang akan ditest di atas blok kayu.
e. Posisikan power dalam keadaan ON dan tekan ON power pada control
panel.
f. Beri tegangan secara perlahan sampai tegangan phase yang dikehendaki. g. Catat hasil pengetesan.
h. Setelah hasil pengetesan, switch off panel kontrol dan matikan power
supply.
6. Proses Pemotongan dan Pembuatan Kertas Isolasi (Paper Cutting)
Kertas isolasi digunakan untuk mengisolasi belitan kawat primer dengan sekunder dan antara kumparan primer dan sekunder. Kertas isolasi ini berfungsi untuk mencegah terjadinya hubungan singkat antara kumparan primer dan kumparan sekunder. Kertas isolasi yang digunakan terbagi menjadi dua jenis, yaitu:
a. Pressure Paper Board, yaitu kertas isolasi yang dilapisi dengan vernis,
sehingga pada proses akhir tidak memerlukan perendaman di vernis, hanya cukup melakukan proses pemanasan.
b. Krafit Paper, yaitu kertas isolasi tanpa lapisan vernis, sehingga pada
proses akhir transformator harus dicelupkan ke dalam cairan vernis.
PT. Morawa Electric Transbuana menggunakan kertas isolasi jenis Pressure
Paper Board sehingga lebih menguntungkan dari segi waktu dan tenaga
karena tidak lagi membutuhkan proses pencelupan ke dalam cairan vernis. 7. Penggulungan Kumparan (Coil Winding)
trafo diikat dengan cotton band agar lembaran ini tidak lepas saat dilakukan penggulungan kumparan. Kemudian inti trafo dilapisi dengan insulation paper yang tebalnya 0,125 mm dan dibungkus ke roda gigi yang bisa berputar pada
coil winding machine, insulation paper diberi lilin untuk melicinkan putaran
selanjutnya kawat tembaga digulung. a. Kumparan sekunder
Kumparan yang pertama digulung ke inti trafo adalah kumparan sekunder. Kawat tembaga yang digunakan berbentuk persegi dengan ukuran 3,2 x 8 mm. Kumparan sekunder mempunyai 88 lilitan pada kedua kaki trafo, dimana pada tiap kaki trafo terdiri dari 44 lilitan dan lilitan pada kaki trafo terdiri dari dua lapisan dengan jumlah lilitan 22 lilitan tiap lapisnya. Pada tiap lapisan tersebut diberi insulation paper dengan tebal 0,125 mm. Setelah kumparan sekunder selesai digulung kemudian diberi lagi
insulation paper dengan tebal 0,125 mm kemudian dilapisi lagi dengan insulation paper dengan tebal 4,8 mm (kertas OD). Kertas OD ini
b. Kumparan primer
Pada kumparan primer kawat tembaga yang digunakan adalah berbentuk silinder dengan diameter 1,60 mm. Kumparan primer mempunyai 4190 lilitan pada tiap kakinya, dimana pada setiap kaki trafo terdiri dari 2095 lilitan dan lilitan pada setiap kaki trafo terdiri dari 20 lapisan dengan jumlah lilitan 201 pada setiap lapisannya. Pada setiap lapisan tersebut diberi insulation paper dengan tebal 0,125 mm. Setelah kumparan primer selesai digulung kemudian diberi lagi insulation paper dengan tebal 2,4 mm.
Pada penggulungan kumparan, selain ketepatan jumlah lilitan dan penggunaan insulation paper benar, hal lain yang sangat penting untuk diperhatikan adalah tensile strength tidak boleh terlalu besar. Apabila terlalu besar dapat menyebabkan lapisan permukaan kawat rusak atau terkelupas sehingga dapat menyebabkan terjadinya hubungan singkat pada kawat tembaga yang pada akhirnya membuat trafo menjadi rusak.
8. Pemasangan dan Koneksi Kumparan (Coil Assembly)
9. Pengeringan Gulungan Kumparan (First Drying)
Proses ini bertujuan untuk mengeringkan kumparan dari uap air yang mungkin ada di dalam kawat. Inti transformator yang telah dikoneksi dan dipasang tutup serta instrumen yang diperlukan dibawa ke pengeringan dengan menggunakan kereta sorong, kemudian dimasukkan ke dalam alat pengering (drying oven). Lamanya pengeringan tergantung pada besarnya kapasitas transformator. Untuk mensirkulasi temperatur dalam oven, digunakan blower yang digerakkan oleh motor lisrik. Untuk mencegah panas yang berlebihan yang dapat merusak struktur kumparan tranformator, maka relay temperature diatur pada posisi suhu sekitar 115-130oC.
10.Pemasangan Terminal (Terminal Assembly)
Setelah proses pengeringan selesai, maka kumparan transformator tersebut diangkat dari drying oven dan selanjutnya dibawa ke tempat pemasangan terminal dengan hoist crane dan dilakukan pemasangan terminal yang terdiri dari tap changer, bushing primer dan bushing sekunder pada tutup case yang telah dipasang sebelumnya. Kemudian diperiksa apabila semua terminal yang diperlukan sudah terpasang dan terkunci dengan baik sebelum dimasukkan ke dalam case (tangki) transformator.
11.Turn Ratio Test
pada perbandingan transformator ini tidak boleh lebih besar atau lebih kecil 0,5% terhadap harga-harga perbandingan transformator nominal menurut standard.
12.Penyatuan dengan Tangki Transformator
Setelah pengujian selesai dilakukan, transformator dimasukkan ke dalam tangki yang telah disiapkan sesuai dengan desain dan ukuran dari transformator tersebut. Selanjutnya dilakukan pemasangan kran, pressure terminal, oil gauge, thermometer, dan karet packing, untuk kemudian ditutup dengan menggunakan baut dan mur.
13.Pengisian Minyak ke dalam Tangki Transformator (Oil Filling)
Jenis minyak yang digunakan dalam pembuatan transformator ini adalah jenis DIALA B yang diproduksi oleh perusahaan Shell Company Belanda. Tangki diisi dengan minyak trafo yang dipompakan dari tangki oil filter hingga mencapai ±2 cm dari mulut trafo. Minyak ini berfungsi sebagai pendingin (cooling medium) dan juga sebagai isolasi pada kumparan transformator yang sudah dimasukkan ke dalam tangki, maka minyak tersebut perlu dibersihkan dan dimurnikan terlebih dahulu dengan menggunakan oil purifier buatan Kato
Electric Jepang. Tujuan pemurnian minyak ini adalah untuk menghilangkan
kadar air yang terdapat pada minyak. 14.Routing Test
bagian pengujian akhir dengan hoist crane. Secara garis besar, pengujian rutin ini terdiri dari beberapa kegiatan pengujian, yakni:
a. Pengujian beban nol, untuk menguji rugi-rugi inti dan persen beban nol. Pada pengujian beban nol ini, alat ukur dipasang pada bagian sisi sekunder (tegangan rendah), tegangan pengujian diberikan setingkat demi setingkat sampai voltmeter menunjukkan tegangan nominal sekunder dan sisi primer pada rangkaian terbuka.
b. Pengujian hubungan singkat, untuk melihat besar rugi-rugi tembaga trafo. Pada pengujian ini, alat ukur dipasang pada sisi primer (tegangan tinggi) sedangkan sisi sekunder (tegangan rendah) dihubungsingkatkan dengan menggunakan sebuah penghantar/konduktor yang sesuai dengan besarnya arus nominal sekunder. Sumber tegangannya diatur dengan voltage regulator yang dihubung ke sisi primer.
c. Pengukuran tahanan kumparan
Pengukuran tahanan kumparan ini dilakukan dengan menggunakan
Wheatstone-bridge (Jembatan Wheatstone) untuk mengukur tahanan
kumparan primer dan untuk mengukur tahanan pada kumparan sekunder digunakan double-bridge (jembatan ganda).
d. Pengukuran tahanan isolasi
e. Pengujian frekuensi tinggi
Alat pengujinya terdiri dari generator frekuensi tinggi (350 Hz) yang digerakkan motor induksi. Lama waktu pengujian tergantung dari frekuensi dan tegangannya dua kali dari tegangan nominal sekunder transformator distribusi yang diuji.
f. Pengujian kebocoran dari tangki trafo
Pengujian ini dilakukan dengan mengalirkan gas murni Nitrogen (N2) ke dalam tangki trafo yang telah ditutup rapat.
Selain pengujian yang bersifat routine test, perusahaan ini juga melakukan pengujian tipe yang terdiri dari:
a. Pengujian ketahanan suhu b. Pengujian kenaikan suhu 15.Pemasangan Name Plate
Transformator yang telah diuji dan mendapat persetujuan dari bagian quality
control, maka selanjutnya transformator tersebut dipasangkan name plate
yang memberikan keterangan spesifikasi transformator yang bersangkutan. Dan juga diberi label merek “MORAWA”, yang menandakan identitas perusahaan.
16.Penyimpanan
Transformator yang telah selesai dipasang name plate dan merek selanjutnya dibawa ke bagian penyimpanan dengan menggunakan hoist crane.
Pemotongan Inti
Penggulungan inti
Penimbangan inti
Pemanggangan inti
Pengujian rugi-rugi inti Pemotongan kertas isolasi
Penggulungan kumparan
Turn Ratio Test
Penghubungan/koneksi kumparan
Pengeringan gulungan kumparan
Pemasangan Terminal
Turn Ratio Test
Penyatuan dengan tangki trafo
Pengisian minyak ke dalam trafo
Routine Test
Pemasangan Name Plate dan Merek
Penyimpanan Oil Diala B
Name Plate Casing di area penumpukan
[image:49.595.199.467.106.706.2]Silicon steel (inti)
2.5. Mesin dan Peralatan
Mesin yang digunakan di PT. Morawa Electric Transbuana sebagian besar adalah buatan luar negeri seperti Taiwan, dan Amerika. Teknologi yang digunakan dalam pelaksanaan proses produksi di pabrik tidaklah terotomatisasi, dimana seluruh kegiatan melibatkan tenaga manusia sebagai operator yang mendesain, mengoperasikan dan mengontrol jalannya proses produksi di pabrik.
Daftar mesin dan peralatan yang digunakan di pabrik dapat dilihat pada Tabel 2.5., sedangkan spesifikasi mesin dan peralatan produksi dapat dilihat pada Lampiran 2.
2.5.1. Utilitas
Unit utilitas merupakan penunjang bagi unit lain dalam pabrik atau merupakan saran penunjang untuk menjalankan suatu pabrik dari tahap awal sampai produk akhir.
PT. Morawa Electric Transbuana mempunyai utilitas sebagai berikut : 1. Energi listrik yang diperoleh dari PLN dengan kebutuhan setiap bulan
sekitar 30.000 KWH.
2. Air, untuk kebutuhan penyediaan air didapat dari PDAM Tirtanadi dengan kebutuhan tiap bulannya sekitar 100 m3.
2.5.2. Safety and Fire Protection
Tabel 2.5. Daftar Mesin Produksi PT. Morawa Electric Transbuana No. Nama Mesin Tahun Asal Daya Tegangan
(Volt)
Kuat Arus
(Ampere) Cos φ
Jumlah
(Unit) Fungsi
1 Core Slitting 1981 Taiwan 3 HP 380 7 0,8 1 Memotong silicon steel sesuai dengan ukuran produk yang akan dibuat
2 Core Wounded 1981 Taiwan 2,5 HP 380 8,1 0,6 2 Menggulung inti transformator
3 Annealing Furnace 1981 Taiwan 60 Kw 380 170 - 1
-Memperbaiki karakteristik inti trafo, yaitu memperkecil arus eksitasi dan mengurangi rugi-rugi inti
-Menghilangkan elastisitas dari bahan baku inti trafo sehingga bentuk tidak berubah
4 Coil Winding 1981 Taiwan 1 HP 380 3,65 0,5 8 Menggulung kumparan transformator
5 Insulating Dryer 1981 Taiwan 12
kVA 380 63 0,5 1 Mengeringkan inti transformator
6 Paper Wrapping 1981 Taiwan 1,5
kVA 380 7,2 0,5 2
Memotong kertas isolasi sesuai dengan ukuran yang telah ditentukan
7 Oil Purifier 1981 Taiwan 3,7
Tabel 2.5. Daftar Mesin Produksi ………. (Lanjutan) No. Nama Mesin Tahun Asal Daya Tegangan
(Volt)
Kuat Arus
(Ampere) Cos φ
Jumlah
(Unit) Fungsi
8 Oil Filter 1981 Taiwan - 380 4 - 1 Mengosongkan udara dari transformator dan
mengisi dengan minyak
9 Compressor 1981 Taiwan 2 HP 380 7,1 0,5 3 Memompa udara
10 Generating Set 1981 Taiwan 350
kVA 400 722 0,8 1 Cadangan pembangkit tenaga listrik 11 High Frequency
Generator 1981 Taiwan 5 kVA 380 4 0,9 1 Menetralkan frekuensi
12 Drying Oven 1981 Amerika 24 kW 380 5 - 1 Mengeluarkan kandungan air dari kertas
isolasi
Maka perusahaan ini melakukannya dengan memisahkan letak bahan baku yang mudah terbakar dengan sumber api. Pada perusahaan ini tindakan fire
protection yang dilakukan adalah dengan memberikan penutup pada panel listrik,
menyediakan racun api berupa alat pemadam api ringan, pada jarak tertentu di lantai pabrik atau pada daerah yang mudah terjadi kebakaran.
2.5.3. Waste Treatment
Limbah yang dihasilkan sepanjang proses produksi berlangsung terdiri dari scrap silicon steel, dan scrap kawat kumparan. Limbah ini dikumpulkan dan dijual kembali kepada pabrik peleburan besi, sedangkan limbah berbentuk serbuk besi langsung dikumpulkan dan dibuang ke tempat pembuangan sampah.
2.5.4. Maintenance
Maintenance merupakan proses perawatan terhadap mesin dan alat kerja
BAB III
LANDASAN TEORI
3.1. Perencanaan Produksi
3.1.1. Arti dan Pentingnya Perencanaan Produksi1
Perencanaan produksi merupakan perencanaan tentang produk dan merencanakan jumlah produk yang akan diproduksi oleh perusahaan yang
bersangkutan dalam satu periode yang akan datang. Perencanaan produksi merupakan
bagian dari perencanaan operasional di dalam perusahaan. Dalam penyusunan
perencanaan produksi, hal yang perlu dipertimbangkan adalah adanya optimasi
produksi sehingga akan dapat dicapai tingkat biaya yang paling rendah untuk
pelaksanaan proses produksi tersebut. Perencanaan produksi juga dapat didefinisikan
sebagai proses untuk memproduksi barang-barang pada suatu periode tertentu sesuai
dengan yang diramalkan atau dijadwalkan melalui pengorganisasian sumber daya
seperti tenaga kerja, bahan baku, mesin dan peralatan lainnya. Perencanaan produksi
menuntut penaksir atas permintaan produk atau jasa yang diharapkan akan disediakan
perusahaan di masa yang akan datang.
Perencanaan produksi dilakukan dengan tujuan menentukan arah awal dari
tindakan yang harus dilakukan dimasa mendatang, apa yang harus dilakukan, berapa
banyak melakukannya dan kapan harus melakukan. Karena perencanaan ini berkaitan
dengan masa mendatang, maka perencanaan disusun atas dasar perkiraan yang dibuat
berdasarkan data masa lalu dengan menggunakan beberapa asumsi. Perencanaan
produksi agregat adalah metode perencanaan kapasitas jangka menengah khususnya meliputi dari 2 sampai 12 bulan. Seorang perencana harus memperhatikan tingkat output, level pekerja dan perubahannya, level persediaan dan perubahannya untuk meminimumkan total biaya untuk produksi, overtime, gaji, penyewaan, pemberhentian, persediaan dan subkontrak. Tujuan perencanaan produksi adalah menyusun suatu rencana produksi untuk memenuhi permintaan pada waktu yang tepat dengan menggunakan sumber-sumber atau alternatif-alternatif yang tersedia dengan biaya yang paling minimum keseluruhan produk.
Kegunaan atau pentingnya diadakan suatu rencana produksi adalah sebagai berikut:
1. Suatu perencanaan meliputi usaha untuk menetapkan tujuan atau memformulasikan tujuan yang dipilih untuk dicapai, maka dengan adanya perencanaan produksi, dapat membedakan arah bagi setiap kegiatan produksi dengan jelas. Dengan adanya kejelasan arah tersebut maka kegiatan akan dapat dilaksanakan dengan efisiensi dan efektivitas setinggi mungkin.
3. Memudahkan pelaksanaan kegiatan untuk mengidentifikasi hambatan-hambatan yang mungkin timbul dalam usaha tujuan tersebut. Dengan memperhitungkan hambatan-hambatan tersebut, persiapan untuk mengatasinya menjadi lebih terarah.
4. Menghindarkan pertumbuhan dan perkembangan yang tidak terkendali. Misalnya dalam pengembangan usaha, selalu mempunyai kecenderungan untuk menambah jumlah dan jenis tenaga kerja dari yang sudah dimiliki untuk memperbaiki mutu serta jumlah output.
3.1.2. Sifat-Sifat Perencanaan Produksi2
Sifat-sifat yang harus dimiliki oleh sebuah perencanaan produksi adalah sebagai berikut:
1. Berjangka Waktu
Proses produksi merupakan proses yang sangat kompleks yang memerlukan keterlibatan bermacam-macam tingkat keterampilan tenaga kerja, peralatan, modal, dan informasi yang biasanya dilakukan secara terus-menerus dalam jangka waktu yang sangat lama. Lingkungan yang dihadapi perusahaan, pola permintaan, tersedianya bahan baku dan bahan penunjang, iklim usaha, peraturan pemerintahan, persaingan, dan lain-lain selalu menunjukkan pola yang tidak menentu dan akan selalu berubah dari waktu ke waktu. Oleh karena itu, suatu perusahaan tidak mungkin dapat membuat suatu rencana produksi yang dapat digunakan selamanya. Rencana baru harus dapat dibuat bila
keadaan yang digunakan sebagai dasar pembuatan rencana yang lama sudah berubah. Karena perubahan yang akan terjadi bersifat sulit untuk diramalkan sebelumnya, maka secara periodik harus diadakan pengecekan apakah rencana produksi yang sudah dibuat masih berlaku. Pendekatan yang biasa dilakukan adalah dengan membuat rencana produksi yang mencakup periode waktu tertentu dan akan diperbaharui bila periode waktu tersebut sudah dicapai.
Ada tiga jenis perencanaan produksi yang didasarkan pada periode waktu, yaitu:
a. Perencanan produksi jangka panjang b. Perencanan produksi jangka menengah c. Perencanan produksi jangka pendek 2. Bertahap
Pembuatan rencana produksi tidak bisa dilakukan hanya sekali dan digunakan untuk selamanya. Perencanaan produksi harus dilakukan secara bertahap. Artinya perencanaan produksi akan bertingkat dari perencanaan produksi level tinggi sampai perencanaan produksi level rendah, dimana perencanaan produksi level yang lebih rendah adalah merupakan penjabaran dari perencanaan produksi level yang lebih tinggi.
Berdasarkan pengelompokan perencanaan produksi atas dasar jangka waktu di atas, maka dapat dijelaskan sebagai berikut:
tersedia. Hal ini meliputi waktu yang dibutuhkan dalam menyelesaikan desain dari bangunan dan peralatan pabrik yang baru, konstruksinya, instalasinya, dan hal-hal lainnya sampai fasilitas baru tersebut siap dioperasikan.
b. Perencanaan produksi jangka menengah mempunyai horizon perencanaan antara 1 sampai 12 bulan, dan dikembangkan berdasarkan kerangka yang telah ditetapkan pada perencanaan produksi jangka panjang. Perencanaan jangka menengah didasarkan pada peramalan permintaan tahunan dari bulan dan sumber daya produktif yang ada (jumlah tenaga kerja, tingkat persediaan, biaya produksi, jumlah suplier dan sub kontraktor), dengan asumsi kapasitas produksi relatif tetap.
c. Perencanaan produksi jangka pendek mempunyai horizon perencanaan kurang dari 1 bulan, dan bentuk perencanaannya adalah berupa jadwal produksi. Tujuan dari jadwal produksi adalah menyeimbangkan permintaan aktual (yang dinyatakan dengan jumlah pesanan yang diterima) dengan sumber daya yang tersedia (jumlah departemen, waktu shift yang tersedia, banyaknya operator, tingkat persediaan yang dimiliki dan peralatan yang ada), sesuai dengan batasan-batasan yang ditetapkan pada perencanaan jangka menengah.
3. Terpadu
produksi tertentu yang didasarkan atas perkiraan. Masing-masing faktor tersebut tidak harus direncanakan sendiri-sendiri sesuai dengan keterbatasan yang ada pada masing-masing faktor yang dimiliki perusahaan, tetapi rencana tersebut harus dibuat dengan mengacu pada satu rencana terpadu untuk produksi. Rencana produksi tersebut juga harus terkait dengan rencana produksi, seperti pemeliharaan, rencana tenaga kerja, rencana pengadaan material, dan sebagainya. Keterpaduan ini tidak hanya secara horizontal saja, tetapi juga secara vertikal. Hal ini berarti rencana jangka pendek harus mengacu pada rencana jangka menengah harus terpadu dengan rencana jangka panjang, demikian juga sebaliknya.
4. Berkelanjutan
Perencanaan produksi disusun untuk satu periode tertentu yang merupakan masa berlakunya rencana tersebut. Setelah habis masa berlakunya, maka harus dibuat rencana baru untuk periode waktu berikutnya lagi. Rencana baru ini harus dibuat berdasarkan hasil evaluasi terhadap rencana sebelumnya, apa yang sudah dilakukan dan apa yang belum dilakukan, apa yang dihasilkan dan bagaimana perbandingan hasilnya dengan target yang telah ditetapkan. Dengan demikian, rencana baru tersebut haruslah merupakan kelanjutan dari rencana yang dibuat sebelumnya.
5. Terukur
rencana produksi harus menetapkan suatu nilai yang dapat diukur, sehingga dapat digunakan sebagai dasar untuk menetapkan ada tidaknya penyimpangan. Nilai-nilai tersebut dapat berupa target produksi dan jika dalam realisasinya tidak memenuhi target produksi, maka kita dengan mudah dapat mengukur berapa besar penyimpangan menyusun rencana berikutnya.
6. Realistis
Rencana produksi yang dibuat harus disesuaikan dengan kondisi yang ada di perusahan, sehingga target yang ditetapkan merupakan nilai yang realistis untuk dapat dicapai dengan kondisi yang dimiliki perusahaan pada saat rencana tersebut dibuat. Jika recana produksi dibuat tanpa memperhitungkan kondisi yang ada pada perusahaan, maka perencanaan yang dibuat tidak akan ada gunanya karena target produksi yang ditetapkan sudah pasti tidak akan dapat dicapai. Selain itu, penyimpangan pelaksanaannya tidak dapat diketahui karena pelaksanaannya tidak akan pernah tepat sesuai dengan rencana. Dengan membuat suatu rencana yang realistis, maka akan dapat memotivasi pelaksana untuk berusaha mencapai apa yang telah disusun pada rencana tersebut.
7. Akurat
8. Menantang
Meskipun rencana produksi harus dibuat serealistis mungkin, hal ini bukan berarti rencana produksi harus menetapkan target yang dengan mudah dapat dicapai dengan usaha yang sungguh-sungguh.
3.1.3. Perencanaan Agregat3
3 Rosnani Ginting. Sistem Produksi. 2007. Yogyakarta: Graha Ilmu. Hal 71-72
Perencanaan agregat merupakan salah satu metode dalam perencanaan produksi. Dengan menggunakan perencanaan agregat maka perencanaan produksi dapat dilakukan dengan menggunakan satuan produk pengganti sehingga keluaran dari perencanaan produksi tidak dinyatakan dalam tiap jenis produk (individual produk). Jadi, dalam perencanaan agregat tidak dihasilkan rencana dalam bentuk individual produk melainkan dalam bentuk agregat produk. Penggunaan satuan agregat ini dilakukan mengingat keuntungan-keuntungan yang dapat diperoleh antara lain:
a. Kemudahan dalam pengolahan data
Dengan menggunakan satuan agregat maka pengolahan data tidak dilakukan untuk setiap individual produk. Keuntungan ini akan semakin terasa jika pabrik tempat perencanaan dilakukan memproduksi banyak jenis produk.
Dengan hanya mengolah satu jenis data produk maka kemungkinan untuk menerapkan metode yang canggih semakin besar sehingga ketelitian hasil yang didapatkan semakin baik.
c. Kemudahan untuk melihat dan memahami mekanisme sistem produksi yang terjadi dalam implementasi rencana.
3.2. Peramalan
3.2.1. Konsep Dasar dan Pengertian Peramalan
Peramalan adalah proses untuk memperkirakan berapa kebutuhan di masa datang yang meliputi kebutuhan dalam ukuran kuntitas, kualitas, waktu, dan lokasi yang dibutuhkan dalam rangka memenuhi permintaan barang ataupun jasa.
Peramalan permintaan dilakukan sebagai tahap awal dalam perencanaan produksi untuk mengetahui besarnya permintaan di masa depan. Peramalan kuantitatif merupakan salah satu metode peramalan yang dapat digunakan, yaitu dengan menggunakan model matematis dalam mengolah data masa lalu. Ada beberapa langkah yang dapat dilakukan dalam melakukan peramalan kuantitatif, yaitu :4
e. Revisi dan evaluasi peramalan. a. Penentuan tujuan peramalan b. Pengembangan model peramalan c. Pengujian model peramalan
d. Penerapan model peramalan yang sesuai
3.2.2. Karakteristik Peramalan yang Baik5
Biaya yang diperlukan dalam pembuatan suatu peramalan adalah tergantung dari jumlah item yang diramalkan, lamanya periode peramalan, dan metode peramalan yang digunakan. Ketiga faktor pemicu biaya tersebut akan mempengaruhi berapa banyak data yang dibutuhkan, bagaimana pengolahan datanya (manual atau komputerisasi), dan bagaimana penyimpanan datanya.
Peramalan yang baik mempunyai beberapa kriteria penting, antara lain : a. Akurasi
Akurasi dari suatu hasil peramalan diukur dengan hasil kebiasan dan kekonsistenan peramalan tersebut. Hasil peramalan dikatakan bias bila peramalan tersebut terlalu tinggi atau terlalu rendah dibandingkan dengan kenyataan yang sebenarnya terjadi. Hasil peramalan dikatakan konsisten bila besarnya kesalahan peramalan relatif kecil. Peramalan yang terlalu rendah akan mengakibatkan kekurangan persediaan, sehingga permintaan konsumen tidak dapat dipenuhi segera. Akibatnya perusahaan dimungkinkan kehilangan pelanggan dan kehilangan keuntungan penjualan. Peramalan yang terlalu tinggi akan mengakibatkan terjadinya penumpukan persediaan, sehingga banyak modal yang terserap sia-sia. Keakuratan dari hasil peramalan ini berperan dalam menyeimbangkan persediaan yang ideal.
b. Biaya
Pemilihan metode peramalan harus disesuaikan dengan dana yang tersedia dan tingkat akurasi yang ingin dicapai, misalnya item-item yang penting akan diramalkan dengan metode yang sederhana dan murah.
c. Kemudahan
Penggunaan metode peramalan yang sederhana, mudah dibuat, dan mudah diaplikasikan akan memberikan keuntungan bagi perusahaan. Hal yang percuma memakai metode yang canggih, tetapi tidak dapat diaplikasikan pada sistem perusahaan karena keterbatasan dana, sumber daya manusia, maupun peralatan teknologi.
3.2.3. Sifat Hasil Peramalan6
1. Peramalan pasti mengandung kesalahan, artinya peramal hanya bisa mengurangi ketidakpastian yang akan terjadi, tetapi tidak dapat menghilangkan ketidakpastian tersebut.
Dalam membuat peramalan atau menerapkan hasil suatu peramalan, maka ada beberapa hal yang harus dipertimbangkan, yaitu :
2. Peramalan seharusnya memberikan informasi tentang berapa ukuran kesalahan, artinya karena peramalan pasti mengandung kesalahan, maka adalah penting bagi peramal untuk menginformasikan seberapa besar kesalahan yang mungkin terjadi.
3. Peramalan jangka pendek lebih akurat dibandingkan peramalan jangka panjang. Hal ini disebabkan karena pada peramalan jangka pendek,
faktor yang mempengaruhi permintaan relatif masih konstan, sedangkan semakin panjang periode peramalan, maka semakin besar pula kemungkinan terjadinya perubahan faktor-faktor yang mempengaruhi permintaan.
3.2.4. Teknik Peramalan7
1. Horizon Peramalan
Peramalan sebenarnya upaya untuk memperkecil resiko yang timbul akibat pengambilan keputusan dalam suatu perencanaan produksi. Semakin besar upaya yang dikeluarkan tentu resiko yang dapat dihindari semakin besar pula. Faktor-faktor yang mempengaruhi pemilihan teknik peramalan, antara lain :
Horizon waktu yang berhubungan dengan masing-masing metode peramalan yaitu cakupan waktu di masa yang akan datang dan jumlah periode yang diinginkan.
2. Tingkat Ketelitian
Tingkat ketelitian yang dibutuhkan sangat erat hubungannya dengan tingkat perincian yang dibutuhkan dalam suatu peramalan. Untuk beberapa pengambilan keputusan, variasi atau penyimpangan atas ramalan yang dilakukan antara 10 sampai dengan 15 persen.
3. Ketersediaan Data
Metode yang digunakan dalam peramalan tergantung pada data atau informasi yang tersedia. Apabila dari data yang lalu diketahui adanya pola musiman, maka untuk peramalan satu tahun ke depan sebaiknya digunakan metode
variasi musim. Sedangkan apabila dari data yang lalu diketahui adanya pola hubungan antara variabel-variabel yang saling mempengaruhi, maka sebaiknya digunakan metode kausal atau korelasi.
4. Bentuk Pola Data
Dasar utama dari metode peramalan adalah anggapan bahwa jenis dari pola yang didapati di dalam data yang diramalkan akan berkelanjutan. Adanya perbedaan kemampuan metode peramalan untuk mengidentifikasikan pola-pola data, maka perlu adanya usaha penyesuaian antara pola-pola data yang telah diperkirakan terlebih dahulu dengan teknik dan metode peramalan yang akan digunakan.
5. Biaya
Biaya-biaya yang tercakup dalam penggunaan suatu prosedur peramalan yaitu, biaya-biaya pengembangan, penyimpangan data, operasi pelaksanaan dan kesempatan penggunaan teknik dan metode lainnya.
6. Jenis dari Model
Hasil dari model yang ada sangat penting diperhatikan, karena masing-masing model tersebut mempunyai kemampuan yang berbeda-beda dalam analisis keadaan untuk pengambilan keputusan.
7. Mudah tidaknya Penggunaan dan aplikasinya
Sebagaimana diketahui bahwa metode merupakan cara berpikir yang sistematis dan pragmatis atas pemecahan suatu masalah. Dengan dasar ini, maka metode peramalan sangat berguna untuk dapat memperkirakan secara sistematis dan pragmatis atas dasar yang relevan pada masa yang lalu, dengan demikian metode peramalan diharapkan dapat memberikan obyektivitas yang lebih besar.
Di samping itu, metode peramalan juga memberikan urutan pengerjaan dan pemecahan atas pendekatan suatu masalah dalam peramalan. Sehingga bila digunakan pendekatan yang sama atas permasalahan dalam suatu kegiatan peramalan, maka akan didapat dasar pemikiran dan pemecahan yang sama, karena argumentasinya sama. Selain itu, metode peramalan memberikan cara pengerjaan yang teratur dan terarah, sehingga dengan demikian dapat dimungkinkannya penggunaan teknik-teknik penganalisaan yang lebih maju. Dengan penggunaan teknik-teknik tersebut, maka diharapkan dapat memberikan tingkat kepercayaan dan keyakinan yang lebih besar, karena dapat diuji dan dibuktikan penyimpangan atau deviasi yang terjadi secara ilmiah.
3.2.5. Klasifikasi Teknik Peramalan
Pola umumya, teknik peramalan dapat dibedakan dalam dua kategori utama, yaitu :8
Dalam hal ini, peramalan semata-mata berdasarkan pertimbangan manajemen, umumnya oleh manajemen senior. Metode ini akan cocok dalam situasi yang sangat sensitif terhadap intuisi dari suatu atau sekelompok kecil orang yang 1. Peramalan Kualitatif
Yaitu peramalan yang didasarkan atas kualitatif pada masa lalu. Hasil peramalan yang dibuat sanga