LAMPIRAN 1
DATA DOWNTIME MESIN
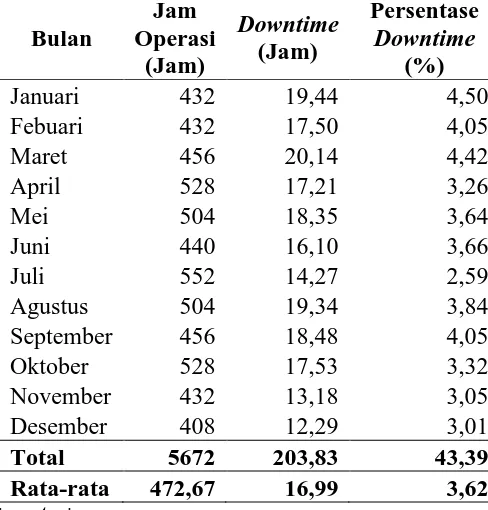
1. Data Downtime Mesin
Dalam proses produksi pembuatan pellet di Indojaya Agrinusa menggunakan beberapa mesin. Data downtime merupakan data terjadinya kerusakan mesin yang terjadi selama proses produksi berlangsung. Berikut merupakan data
downtime mesin yang digunakan di PT. Indojaya Agrinusa periode
Januari - Desember 2015:
Bulan
Jam Operasi
(Jam)
Mesin Dryer Mesin Hammer Mill Mesin Mixcer
Downtime (Jam) Persentase Downtime (%) Downtime (Jam) Persentase Downtime (%) Downtime (Jam) Persentase Downtime (%)
Januari 432 0,00 0,00 13,55 3,14 8,10 1,88
Febuari 432 10,05 2,33 10,24 2,37 11,19 2,59
Maret 456 9,13 2,00 15,33 3,36 10,39 2,28
April 528 11,18 2,12 12,19 2,31 7,18 1,36
Mei 504 5,00 0,99 16,12 3,20 5,27 1,05
Juni 440 11,27 2,56 15,56 3,54 8,48 1,93
Juli 552 8,10 1,47 12,45 2,26 10,39 1,88
Agustus 504 7,07 1,40 11,5 2,28 15,25 3,03
September 456 12,10 2,65 13,39 2,94 18,50 4,06
Oktober 528 8,08 1,53 10,53 1,99 9,12 1,73
November 432 0,00 0,00 17,48 4,05 11,12 2,57
Desember 408 7,15 1,75 10,38 2,54 5,09 1,25
Total 5672 89,13 18,81 158,72 33,97 120,08 25,59
Bulan
Jam Operasi
(Jam)
Mesin Crumble Mesin Press Mill Mesin Pengemas
Downtime (Jam) Persentase Downtime (%) Downtime (Jam) Persentase Downtime (%) Downtime (Jam) Persentase Downtime (%)
Januari 432 0 0,00 19,44 4,50 0,00 0,00
Febuari 432 5,17 1,20 17,50 4,05 15,20 3,52
Maret 456 10,5 2,30 20,14 4,42 8,29 1,82
April 528 8,05 1,52 17,21 3,26 11,35 2,15
Mei 504 11,35 2,25 18,35 3,64 9,17 1,82
Juni 440 7,05 1,60 16,10 3,66 21,46 4,88
Juli 552 12,31 2,23 14,27 2,59 5,00 0,91
Agustus 504 5,36 1,06 19,34 3,84 10,50 2,08
September 456 15,14 3,32 18,48 4,05 14,12 3,10
Oktober 528 10,26 1,94 17,53 3,32 0,00 0,00
November 432 8,11 1,88 13,18 3,05 0,00 0,00
Desember 408 5,25 1,29 12,29 3,01 10,50 2,57
Total 5672 98,55 20,60 203,83 43,39 105,59 22,84
Rata-rata 472,67 8,21 1,72 16,99 3,62 8,80 1,90
Sumber: PT. Indojaya Agrinusa
2. Diagram Pareto
Mesin Pakan Ternak
Frekuensi Kerusakan
(Kali)
Persentase Frek. Kerusakan
(%)
Persentase Kumulatif Frek. Kerusakan
(%)
Mesin Press Mill 46,00 23,47 23,47
Mesin Hammer Mill 40,00 20,41 43,88
Mesin Mixcer 33,00 16,84 60,71
Mesin Pengemas 28,00 14,29 75,00
Mesin Crumble 26,00 13,27 88,27
Mesin Dryer 23,00 11,73 100,00
Total 196,00 100,00
Sumber: Pengolahan Data
Sumber: Pengolahan Data
Gambar . Diagram Pareto Downtime Mesin di PT. Indojaya
Agrinusa
LAMPIRAN 2
Data Historis Kerusakan Mesin Press Mill di PT. Indojaya Agrinusa Tahun
2015
No Tanggal Kerusakan Komponen Mesin Press Mill
1 5/1/2015 Die Press Mill Rusak
2 12/1/2015 Bearing Press Mill Rusak
3 20/1/2015 Karet V-belt Press Mill Putus
4 22/1/2015 Seal Press Mill Rusak
5 29/1/2015 Bearing Press Mill Rusak
6 3/2/2015 Die Press Mill Rusak
7 9/2/2015 Karet V-belt Press Mill Putus 8 10/2/2015 Knife Press Mill Tumpul
9 10/2/2015 Shaft Press Mill Rusak
10 3/3/2015 Shaft Press Mill Rusak
11 9/3/2015 Bearing Press Mill Rusak
12 18/3/2015 Die Press Mill Rusak
13 27/3/2015 Karet V-belt Press Mill Putus 14 27/3/2015 Seal Press Mill Rusak
15 2/4/2015 Knife Press Mill Tumpul
16 2/4/2015 Die Press Mill Rusak
17 15/4/2015 Shaft Press Mill Rusak
18 15/4/2015 Bearing Press Mill Rusak
19 11/5/2015 Knife Press Mill Tumpul
20 12/5/2015 Bearing Press Mill Rusak
21 15/5/2015 Shaft Press Mill Rusak
Data Historis Kerusakan Mesin Press Mill di PT. Indojaya Agrinusa Tahun
2015 (Lanjutan)
No Tanggal Kerusakan Komponen Mesin Press Mill
23 24/6/2015 Karet V-belt Press Mill Putus
24 29/6/2015 Die Press Mill Rusak
25 1/7/2015 Shaft Press Mill Rusak
26 1/7/2015 Knife Press Mill Tumpul
27 1/7/2015 Seal Press Mill Rusak
28 15/7/2015 Bearing Press Mill Rusak
29 15/7/2015 Karet V-belt Press Mill Putus
30 3/8/2015 Die Press Mill Rusak
31 10/8/2015 Shaft Press Mill Rusak
32 21/8/2015 Knife Press Mill Tumpul
33 7/9/2015 Bearing Press Mill Rusak
34 7/9/2015 Seal Press Mill Rusak
35 30/9/2015 Die Press Mill Rusak
36 8/10/2015 Die Press Mill Rusak
37 14/10/2015 Karet V-belt Press Mill Putus 38 20/10/2015 Knife Press Mill Tumpul
39 21/10/2015 Shaft Press Mill Rusak
40 16/11/2015 Die Press Mill Rusak
41 20/11/2015 Bearing Press Mill Rusak
42 27/11/2015 Seal Press Mill Rusak
43 23/12/2015 Die Press Mill Rusak
44 23/12/2015 Bearing Press Mill Rusak
LAMPIRAN 3
Mesin dan Peralatan Utama, meliputi: Screw conveyor
Blower MP Steam Electric motor
- Pengisian serpihan kayu (chip) dari chip silo ke digester dengan screw
conveyor. Pada saat pengisian udara dalam digester dihilangkan melalui
sirkulasi udara dengan blower.
Batasan Fisik Primer, meliputi:
Start with:
- Pengisian Warm Black Liquor (WBL) ke dalam digester sebagai pemanasan tahap awal (tekanan 3 bar) dengan suhu cairan adalah 95-100º C.
- Pengisian Hot Black Liquor (HBL) ke dalam digester sebagai cairan yang digunakan untuk proses pemasakan (cooking) dengan menaikkan panas dari WBL menjadi 140-145º C.
- Cairan dalam digester disirkulasikan sehingga temperatur dalam digester merata dan sambil di panaskan (heating) sampai temperatur mencapai 160ºC-170º C dengan menggunakan MP steam.
- Cairan kimia (liquor) yang sudah disirkulasi diaduk dengan chip kayu menggunakan electric motor sampai chip dimasak (cooking) berubah menjadi
pulp (bubur kertas).
- Penambahan cairan black liquor setelah pemasakan pulp (bubur kertas) yang merupakan filtrat dari washing plant dipompakan ke digester sehingga menurunkan suhu di dalam digester menjadi 100º C dan pulp (bubur kertas) siap diproses ke tahap selanjutnya
Terminate with:
Hasil pemasakan pulp (bubur kertas) dilanjutkan ke proses pencucian dan penyaringan pulp (bubur kertas)
Gambaran Luar Batasan (Boundary Overview)
RCM-System Analysis
Step 2-1 System Boundary Definition Plant ID :
Information : Boundary Overview System ID :
Plant : Pulp (bubur kertas) PT. RAPP Rev no. :
System : Fiberline Area Cooking Date : 23/03/2016
Analyst : Rumata Panjaitan
System : Fiberline Area Cooking Wed, 23 Mar
2016
LAMPIRAN 5
Tipe Batasan Sistem Lokasi Perhubungan
IN Pengisian Chip Pengisian serpihan kayu (chip) dari chip silo ke digester dengan
screw conveyor.
OUT Pengisian Chip Pada saat pengisian chip udara dalam digester dihilangkan melalui sirkulasi udara dengan blower.
IN Pengisian cairan
kimia (liquor)
Pengisian Warm Black Liquor (WBL) ke dalam digester sebagai pemanasan tahap awal (tekanan 3 bar) dengan suhu cairan adalah 95-100º C..
IN Pengisian cairan
kimia (liquor)
Pengisian Hot Black Liquor (HBL) ke dalam digester sebagai cairan yang digunakan untuk proses pemasakan (cooking) dengan menaikkan panas dari WBL menjadi 140-145º C.
IN Pengisian cairan
kimia (liquor)
Cairan dalam digester disirkulasikan sehingga temperatur dalam
digester merata dan sambil di panaskan (heating) sampai
temperatur mencapai 160ºC-170º C dengan menggunakan MP
steam.
IN Heating and
cooking
Cairan kimia (liquor) yang sudah disirkulasi diaduk dengan chip kayu menggunakan electric motor sampai chip dimasak (cooking) berubah menjadi pulp (bubur kertas).
OUT Discharging Cairan black liquor setelah pemasakan pulp (bubur kertas) yang
merupakan filtrat dari washing plant
IN Discharging
Penambahan cairan black liquor yang dipompakan ke digester sehingga menurunkan suhu di dalam digester menjadi 100º C dan
pulp (bubur kertas) siap diproses ke tahap selanjutnya
Gambaran Detail Batasan (Boundary Details)
RCM-System Analysis
Step 2-1 System Boundary Definition Plant ID :
Information : Boundary Overview System ID :
Plant : Pulp (bubur kertas) PT. RAPP Rev no. :
System : Fiberline Area Cooking Date : 23/03/2016
Analyst : Rumata Panjaitan
System : Fiberline Area Cooking Wed, 23 Mar 2016
LAMPIRAN 5
Hasil Pengujian Distribusi Menggunakan Software Easy Fit 5.5.
1. Bearing
Goodness of Fit-Summary Kolmogorov Smirnov Test
Rank Distribution Statistic Parameter
1 Weibull 0.24174 α=1.3878; β=29.741
2 Normal 0.26721 σ=13.019; µ=26.5
3 Lognormal 0.28701 σ=0.55245; µ=3.1437
4 Gamma 0.29316 α=4.1431; β=6.3962
2. Shaft
Goodness of Fit-Summary Kolmogorov Smirnov Test
Rank Distribution Statistic Parameter
1 Gamma 0.133 α= 3,9241; β= 7,7543
2 Normal 0.13424 σ=15.361; µ=30.429
3 Lognormal 0.16336 σ=0.53418; µ=3.2873
4 Weibull 0.20969 α=1.7279; β=31.146
5 Exponential 0.28518 =0.03286
Goodness of Fit-Summary Kolmogorov Smirnov Test
Rank Distribution Statistic Parameter
1 Weibull 0.16273 α=6,2585; β= 34,269
2 Gamma 0.17541 α=36.931;β=0.88864
3 Normal 0.17749 σ=5.4003; µ=32.818
4 Lognormal 0.18705 σ=0.15767; µ=3.4786
5 Exponential 0.54717 =0.03047
LAMPIRAN 5
LAMPIRAN 6
1. Bearing
t F(t) H(t) D(t)
0 0 0 1
1 0,00548719 0,00548719 0,128021
2 0,01504397 0,01512652 0,069063
3 0,02704919 0,02745835 0,047721
4 0,04089962 0,04202265 0,036760
5 0,05622544 0,05858818 0,030119
6 0,07276125 0,07702420 0,025687
7 0,09030014 0,09725544 0,022535
8 0,10867250 0,11924149 0,020190
9 0,12773465 0,14296592 0,018388
10 0,14736219 0,16842996 0,016968
11 0,16744566 0,19564853 0,015827
12 0,18788775 0,22464771 0,014897
13 0,20860121 0,25546300 0,014130
14 0,22950744 0,28813810 0,013492
15 0,25053533 0,32272410 0,012958
16 0,27162040 0,35927885 0,012509
17 0,29270413 0,39786653 0,012131
18 0,31373338 0,43855739 0,011813
19 0,33465990 0,48142747 0,011546
20 0,35543998 0,52655856 0,011323
21 0,37603405 0,57403800 0,011138
22 0,39640639 0,62395872 0,010987
23 0,41652486 0,67641918 0,010867
24 0,43636068 0,73152341 0,010773
25 0,45588814 0,78938099 0,010705
26 0,47508447 0,85010711 0,010658
27 0,49392959 0,91382264 0,010632
28 0,51240596 0,98065413 0,010625
29 0,53049842 1,05073390 0,010637
30 0,54819402 1,12420006 0,010664
31 0,56548185 1,20119658 0,010708
t F(t) H(t) D(t)
32 0,58235295 1,28187332 0,010767
33 0,59880013 1,36638604 0,010841
34 0,61481788 1,45489645 0,010928
35 0,63040223 1,54757218 0,011030
… ….. …... …..
227 0,99999978 145,11042600 0,100461
228 0,99999980 146,11039638 0,100706
229 0,99999982 147,11036937 0,100948
230 0,99999983 148,11034474 0,101188
231 0,99999985 149,11032229 0,101427
232 0,99999986 150,11030182 0,101663
234 0,99999989 151,11028496 0,101462
235 0,99999990 152,11026959 0,101695
236 0,99999991 153,11025560 0,101926
237 0,99999992 154,11024287 0,102155
238 0,99999993 155,11023128 0,102382
239 0,99999993 156,11022074 0,102607
240 0,99999994 157,11021115 0,102830
241 0,99999994 158,11020243 0,103052
242 0,99999995 159,11019450 0,103272
243 0,99999995 160,11018729 0,103490
244 0,99999996 161,11018074 0,103706
245 0,99999996 162,11017478 0,103920
246 0,99999997 163,11016938 0,104133
247 0,99999997 164,11016447 0,104343
248 0,99999997 165,11016001 0,104553
249 0,99999998 166,11015596 0,104760
250 0,99999998 167,11015229 0,104966
251 0,99999998 168,11014896 0,105170
252 0,99999998 169,11014593 0,105373
253 0,99999998 170,11014319 0,105574
254 0,99999999 171,11014071 0,105773
2. Shaft
t F(t) H(t) D(t)
0 0,0 0 1
2 0,00000778 0,00000778 0,04635803
5 0,00081214 0,00081237 0,01909128
6 0,00192938 0,00193094 0,01598052
7 0,00392095 0,00392852 0,01376013
8 0,00710918 0,00713711 0,01210480
9 0,01181634 0,01190067 0,01083237
10 0,01834130 0,01855957 0,00983284
11 0,02694040 0,02744040 0,00903570
12 0,03781355 0,03885117 0,00839358
13 0,05109573 0,05308086 0,00787343
14 0,06685349 0,07040213 0,00745145
15 0,08508566 0,09107588 0,00711003
16 0,10572754 0,11535677 0,00683594
17 0,12865752 0,14349904 0,00661900
18 0,15370546 0,17576205 0,00645134
19 0,18066191 0,21241542 0,00632678
20 0,20928765 0,25374358 0,00624046
21 0,23932304 0,30004972 0,00618854
22 0,27049676 0,35165924 0,00616799
23 0,30253378 0,40892259 0,00617642
24 0,33516223 0,47221764 0,00621195
25 0,36811926 0,54195166 0,00627317
26 0,40115577 0,61856280 0,00635897
27 0,43404010 0,70252116 0,00646856
28 0,46656070 0,79432947 0,00660140
29 0,49852790 0,89452330 0,00675713
30 0,52977487 1,00367083 0,00693556
31 0,56015791 1,12237207 0,00713666
32 0,58955618 1,25125758 0,00736048
33 0,61787094 1,39098664 0,00760717
34 0,64502442 1,54224477 0,00787697
35 0,67095846 1,70574064 0,00817013
t F(t) H(t) D(t)
36 0,69563294 1,88220233 0,00848696
37 0,71902410 2,07237292 0,00882777
38 0,74112275 2,27700549 0,00919287
39 0,76193263 2,49685740 0,00958254
40 0,78146857 2,73268416 0,00999705
… ….. ….. …..
136 0,99999896 83,40558468 0,06880750
137 0,99999910 84,40550912 0,06911600
138 0,99999923 85,40544321 0,06942005
139 0,99999933 86,40538575 0,06971973
140 0,99999943 87,40533567 0,07001514
141 0,99999951 88,40529204 0,07030636
142 0,99999957 89,40525404 0,07059349
143 0,99999963 90,40522095 0,07087662
144 0,99999968 91,40519215 0,07115581
145 0,99999973 92,40516709 0,07143116
146 0,99999977 93,40514529 0,07170274
147 0,99999980 94,40512634 0,07197064
148 0,99999983 95,40510986 0,07223491
149 0,99999985 96,40509554 0,07249565
150 0,99999987 97,40508310 0,07275291
151 0,99999989 98,40507229 0,07300676
152 0,99999991 99,40506291 0,07325728
153 0,99999992 100,40505476 0,07350453
154 0,99999993 101,40504770 0,07374857
155 0,99999994 102,40504157 0,07398946
156 0,99999995 103,40503625 0,07422727
157 0,99999996 104,40503164 0,07446205
158 0,99999996 105,40502764 0,07469386
159 0,99999997 106,40502417 0,07492276
160 0,99999997 107,40502117 0,07514880
161 0,99999998 108,40501857 0,07537203
162 0,99999998 109,40501632 0,07559251
163 0,99999998 110,40501437 0,07581028
164 0,99999998 111,40501268 0,07602540
3. V-Belt
F(t) H(t) D(t)
0 0,0 0 1
1 0,00001361 0,00001361 0,06493613
2 0,00018660 0,00018660 0,03356456
3 0,00082753 0,00082768 0,02264691
4 0,00231281 0,00231472 0,01711225
5 0,00502025 0,00503187 0,01378135
6 0,00928881 0,00933555 0,01156982
7 0,01539609 0,01553982 0,01000636
8 0,02354779 0,02391372 0,00885281
9 0,03387546 0,03468554 0,00797567
10 0,04643954 0,04805032 0,00729421
11 0,06123587 0,06417828 0,00675667
12 0,07820398 0,08322298 0,00632835
13 0,09723628 0,10532857 0,00598509
14 0,11818737 0,13063588 0,00570959
15 0,14088300 0,15928737 0,00548915
16 0,16512834 0,19143119 0,00531425
17 0,19071542 0,22722430 0,00517766
18 0,21742963 0,26683492 0,00507380
19 0,24505524 0,31044453 0,00499830
20 0,27338001 0,35824934 0,00494775
21 0,30219891 0,41046147 0,00491943
22 0,33131702 0,46730990 0,00491118
23 0,36055175 0,52904115 0,00492128
24 0,38973433 0,59591983 0,00494837
25 0,41871089 0,66822902 0,00499134
26 0,44734293 0,74627046 0,00504935
27 0,47550750 0,83036471 0,00512170
28 0,50309701 0,92085102 0,00520787
29 0,53001883 1,01808721 0,00530746
30 0,55619463 1,12244927 0,00542018
t F(t) H(t) D(t)
31 0,58155966 1,23433087 0,00554581
32 0,60606182 1,35414265 0,00568422
33 0,62966079 1,48231131 0,00583531
34 0,65232696 1,61927860 0,00599905
… ….. ….. …..
175 0,99999970 115,21744358 0,05524035
176 0,99999973 116,21741247 0,05539990
177 0,99999976 117,21738444 0,05555764
178 0,99999979 118,21735921 0,05571361
179 0,99999981 119,21733648 0,05586784
180 0,99999983 120,21731603 0,05602035
181 0,99999985 121,21729761 0,05617119
182 0,99999986 122,21728104 0,05632037
183 0,99999988 123,21726613 0,05646792
184 0,99999989 124,21725271 0,05661386
185 0,99999990 125,21724064 0,05675823
188 0,99999993 126,21723199 0,05629595
189 0,99999994 127,21722422 0,05643894
190 0,99999995 128,21721723 0,05658044
191 0,99999995 129,21721094 0,05672045
192 0,99999996 130,21720530 0,05685901
193 0,99999996 131,21720022 0,05699613
194 0,99999997 132,21719566 0,05713184
195 0,99999997 133,21719156 0,05726616
196 0,99999997 134,21718788 0,05739910
197 0,99999998 135,21718457 0,05753070
198 0,99999998 136,21718160 0,05766097
199 0,99999998 137,21717893 0,05778993
200 0,99999998 138,21717654 0,05791760
201 0,99999998 139,21717439 0,05804400
DAFTAR PUSTAKA
Corder, Antony. 1992. Teknik Manajemen Pemeliharaan. Jakarta: Erlangga. Ebelling, Charles E.. 1997. Reliability and Maintainability Engineering. London:
McGraw Hill Compenies inc.
IAEA. 2008. Application of Reliability Centered Maintenance to Optimize
Operation and Maintenance in Nuclear Power Plants.
Jardine, A.K.S. 2006. Maintenance, Replacement and Reliability. Taylor and Francis Group. New York: LLC
Manzini, R. 2010. Maintenance for Industrial Systems. London : Springer.
BAB III
LANDASAN TEORI
3.1. Perawatan (Maintenance)3
Perawatan (maintenance) adalah semua tindakan yang dibutuhkan untuk memelihara suatu unit mesin atau alat di dalamnya atau memperbaiki sampai pada kondisi tertentu yang bisa diterima. Perawatan (maintenance) merupakan suatu kombinasi dari setiap tindakan yang dilakukan untuk menjaga suatu barang dalam, atau untuk memperbaikinya sampai suatu kondisi yang bisa diterima.
3.1.1. Tujuan Perawatan4
Tujuan utama dari perawatan (maintenance) antara lain:
1.4.Untuk memperpanjang usia kegunaan aset (yaitu setiap bagian dari suatu tempat kerja, bangunan, dan isinya). Hal ini paling penting di negara berkembang karena kurangnya sumber daya modal untuk pergantian.
1.5.Untuk menjamin ketersediaan optimum peralatan yang dipasang untuk produksi (atau jasa) dan mendapatkan laba investasi (return on investment) maksimum yang mungkin.
1.6.Untuk menjamin kesiapan operasional dari seluruh peralatan yang diperlukan dalam keadaan darurat setiap waktu, misalnya unit cadangan, unit pemadam kebakaran dan penyelamat, dan sebagainya.
1.7.Untuk menjamin keselamatan orang yang menggunakan sarana tersebut.
3
Dhillon, B.S. 2006. Maintanability, Maintenance, and Realibility for Engineers. Taylor and Francis Group, LLC. New York. Hal 3
4
3.1.2. Pengklasifikasian Perawatan
Pendekatan perawatan pada dasarnya dapat dibagi menjadi 2 bagian yaitu
planned dan unplanned. Klasifikasi dari pendekatan sistem perawatan tersebut
dapat dilihat pada Gambar 2.1.
Maintenance
Planned Maintenance
Unplanned Maintenance
Predictive Maintenance
Preventive Maintenance
Corrective Maintenance
Breakdown Maintenance
Gambar 2.1. Klasifikasi Perawatan
(Sumber: Corder, Antony. 1992. Teknik Manajemen Pemeliharaan. Jakarta: Erlangga)
1. Planned Maintenance, suatu tindakan atau kegiatan perawatan yang
pelaksanaannya telah direncanakan terlebih dahulu. Planned maintenance terbagi atas 2, yaitu:
a. Preventive Maintenance, suatu sistem perawatan yang terjadwal dari suatu
1) Time based Maintenance
Kegiatan perawatan ini berdasarkan periode waktu, meliputi inspeksi harian, service, pembersihan harian dan lain sebagainya.
2) Condition based Maintenance
Kegiatan perawatan ini menggunakan peralatan untuk mendiagnosa perubahan kondisi dari peralatan/asset, dengan tujuan untuk memprediksi awal penetapan interval waktu perawatan.
a. Predictive maintenance didefinisikan sebagai pengukuran yang dapat
mendeteksi degradasi sistem, sehingga penyebabnya dapat dieliminasi atau dikendalikan tergantung pada kondisi fisik komponen. Hasilnya menjadi indikasi kapabilitas fungsi sekarang dan masa depan.
2. Unplanned Maintenance, suatu tindakan atau kegiatan perawatan yang
pelaksanaannya tidak direncanakan. Unplanned maintenance terbagi atas 2, yaitu:
a. Corrective Maintenance, suatu kegiatan perawatan yang dilakukan untuk
memperbaiki dan meningkatkan kondisi mesin sehingga mencapai standar yang telah ditetapkan pada mesin tersebut.
b. Breakdown Maintenance, yaitu suatu kegiatan perawatan yang
3.2. RCM (Reliability Centered Maintenance)5
Reliability Centered Maintenance (RCM) merupakan sebuah proses
teknik logika untuk menentukan tugas-tugas pemeliharaan yang akan menjamin sebuah perancangan sistem keandalan dengan kondisi pengoperasian yang spesifik pada sebuah lingkungan pengoperasian yang khusus. Penekanan terbesar pada Reliability Centered Maintenance (RCM) adalah menyadari bahwa konsekuensi atau resiko dari kegagalan adalah jauh lebih penting dari pada karakteristik teknik itu sendiri. RCM dapat didefinisikan sebagai sebuah proses yang digunakan untuk menentukan apa yang harus dilakukan untuk menjamin bahwa beberapa asset fisik dapat berjalan secara normal melakukan fungsi yang diinginkan penggunanya dalam konteks operasi sekarang (present operating).
Penelitian mengenai RCM pada dasarnya berusaha menjawab 7 pertanyaan utama tentang item/peralatan yang diteliti. Ketujuh pertanyaan mendasar tersebut adalah:
1. Apakah fungsi dan hubungan performansi standar dari item dalam konteks pada saat ini (system function)?
2. Bagaimana item/peralatan tersebut rusak dalam menjalankan fungsinya (functional failure)?
3. Apa yang menyebabkan terjadinya kegagalan fungsi tersebut (failure mode)? 4. Apakah yang terjadi pada saat terjadi kerusakan (failure effect)?
5. Bagaimana masing – masing kerusakan tersebut terjadi (failure consequence)?
6. Apakah yang dapat dilakukan untuk memprediksi atau mencegah
5
masing – masing kegagalan tersebut (proactive task and task interval)?
7. Apakah yang harus dilakukan apabila kegiatan proaktif yang sesuai tidak berhasil ditemukan?
RCM merupakan suatu teknik yang dipakai untuk mengembangkan
Preventive maintenance. Hal ini didasarkan pada prinsip bahwa keandalan dari
peralatan dan stuktur dari kinerja yang akan dicapai adalah fungsi dari perencanaan dan kualitas pembentukan preventive maintenance yang efektif. Perencanaan tersebut juga meliputi komponen pengganti yang telah diprediksikan dan direkomendasikan. Reliability Centered Maintenance (RCM) didefinisikan sebagai sebuah proses yang digunakan untuk menentukan kebutuhan perawatan terhadap aset yang bersifat fisik dalam konteks operasinya. Secara mendasar, metodologi RCM menyadari bahwa semua peralatan pada sebuah fasilitas tidak memiliki tingkat prioritas yang sama. RCM menyadari bahwa disain dan operasi dari peralatan beda sehingga memiliki peluang kegagalan yang berbeda-beda juga.
Pendekatan RCM terhadap program maintenance memandang bahwa suatu fasilitas tidak memiliki keterbatasan finansial dan sumber daya, sehingga perlu diprioritaskan dan dioptimalkan. Secara ringkas, RCM adalah sebuah pendekatan sistematis untuk mengevaluasi sebuah fasillitas dan sumber daya untuk menghasilkan reliability yang tinggi dan biaya yang efektif. RCM sangat bergantung pada predictive maintenance tetapi juga menyadari bahwa kegiatan
maintenance pada peralatan yang tidak berbiaya mahal dan tidak penting terhadap
Pendekatan RCM dalam melaksanakan program maintenance dominan bersifat
predictive dengan pembagian sebagai berikut:
1. < 10% Reactive. 2. 25% - 35% Preventive. 3. 45% - 55% Predictive.
RCM memerlukan langkah-langkah sebagai berikut:
1. Pemeliharaan fungsi. Pemeliharaan fungsi merupakan ciri RCM yang penting dan juga sulit. Sasaran RCM adalah memelihara fungsi sistem (preserve
system function).
2. Identifikasi kegagalan. Kegagalan dapat terjadi dalam berbagai bentuk dan ukuran. Hal yang penting adalah mengidentifikasi bentuk kegagalan khusus pada komponen tertentu yang secara potensial menghasilkan kegagalan fungsi yang tidak diinginkan.
3. Prioritas kebutuhan fungsi. Usaha untuk dapat menentukan keputusan secara sistemik berdasar alokasi budget dan resources. Dengan kata lain semua fungsi tidak diciptakan sama sehingga semua kegagalan fungsi dan komponen yang berhubungan dan bentuk kegagalan tidaklah sama. Sehingga kita ingin untuk memprioritaskan bentuk kegagalan yang penting.
4. Pemilihan preventive maintenance yang effective dan applicable. Dikatakan
applicable bila tugas dapat dijalankan, maka akan melakukan satu dari tiga
alasan untuk melakukan preventive maintenance yaitu mencegah kegagalan, mendeteksi kegagalan dan menemukan kegagalan tersembunyi. Dikatakan
tugas tersebut.
Prinsip – Prinsip RCM, antara lain:
1. RCM memelihara fungsional sistem, bukan sekedar memelihara suatu sitem/alat agar beroperasi tetapi memelihara agar fungsi sistem / alat tersebut sesuai dengan harapan.
2. RCM lebih fokus kepada fungsi sistem daripada suatu komponen tunggal, yaitu apakah sistem masih dapat menjalankan fungsi utama jika suatu komponen mengalami kegagalan.
3. RCM berbasiskan pada kehandalan yaitu kemampuan suatu sistem/equipment untuk terus beroperasi sesuai dengan fungsi yang diinginkan
4. RCM bertujuan menjaga agar kehandalan fungsi sistem tetap sesuai dengan kemampuan yang didesain untuk sistem tersebut.
5. RCM mengutamakan keselamatan (safety) baru kemudian untuk masalah ekonomi.
6. RCM mendefinisikan kegagalan (failure) sebagai kondisi yang tidak memuaskan (unsatisfactory) atau tidak memenuhi harapan, sebagai ukurannya adalah berjalannya fungsi sesuai performance standard yang ditetapkan. 7. RCM harus memberikan hasil-hasil yang nyata / jelas, Tugas yang dikerjakan
Tujuan dari RCM adalah:
1. Untuk membangun suatu prioritas disain untuk memfasilitasi kegiatan perawatan yang efektif.
2. Untuk merencanakan preventive maintenance yang aman dan handal pada level-level tertentu dari sistem.
3. Untuk mengumpulkan data-data yang berkaitan dengan perbaikan item dengan berdasarkan bukti kehandalan yang tidak memuaskan.
4. Untuk mencapai ketiga tujuan di atas dengan biaya yang minimum.
Karena RCM sangat menitikberatkan pada penggunaan predictive
maintenance maka keuntungan dan kerugiannya juga hampir sama. Keuntungan
RCM adalah sebagai berikut:
1. Dapat menjadi program perawatan yang paling efisien.
2. Biaya yang lebih rendah dengan mengeliminasi kegiatan perawatan yang tidak diperlukan.
3. Minimisasi frekuensi overhaul.
4. Minimisasi peluang kegagalan peralatan secara mendadak.
5. Dapat memfokuskan kegiatan perawatan pada komponen-komponen kritis. 6. Meningkatkan reliability komponen.
7. Menggabungkan root cause analysis.
3.2.1. Langkah-langkah Penerapan RCM6
Sebelum menerapkan RCM, kita harus menentukan dulu langkah-langkah yang diperlukan dalam RCM. Langkah-langkah yang diperlukan dalam penerapan RCM dijelaskan pada bagian berikut:
3.2.1.1.Pemilihan Sistem dan Pengumpulan Informasi
Berikut ini akan dibahas secara terpisah antara pemilihan sistem dan pengumpulan informasi.
1. Pemilihan Sistem
Ketika memutuskan untuk menerapkan program RCM pada fasilitas ada dua hal yang menjadi bahan pertimbangan, yaitu:
a. Sistem yang akan dilakukan analisis.
Proses analisis RCM sebaiknya dilakukan pada tingkat sistem bukan pada tingkat komponen. Dengan proses analisis pada tingkat sistem akan memberikan informasi yang lebih jelas mengenai fungsi dan kegagalan fungsi komponen terhadap sistem.
b. Proses Analisis
Seluruh sistem akan dilakukan proses analisis dan bila tidak bagaimana dilakukan pemilihan sistem. Biasanya tidak semua sistem akan dilakukan proses analisis. Hal ini disebabkan karena bila dilakukan proses analisis secara bersamaan untuk dua sistem atau lebih proses analisis akan sangat luas. Selain itu, proses analisis akan dilakukan secara terpisah, sehingga
6
dapat lebih mudah untuk menunjukkan setiap karakteristik sistem dari fasilitas (mesin/peralatan) yang dibahas.
2. Pengumpulan Informasi
Pengumpulan informasi berfungsi untuk mendapatkan gambaran dan pengertian yang lebih mendalam mengenai sistem dan bagaimana sistem bekerja. Pengumpulan informasi juga akan dapat digunakan dalam analisis RCM pada tahapan selanjutnya. Informasi-informasi yang dikumpulkan dapat melalui pengamatan langsung di lapangan, wawancara, dan sejumlah buku referensi. Informasi yang dikumpulkan antara lain cara kerja mesin, komponen utama mesin, spesifikasi mesin dan rangkaian sistem permesinan
3.2.1.2.Pendefinisian Batasan Sistem
Jumlah sistem dalam suatu fasilitas atau pabrik sangat luas tergantung dari kekompleksitasan fasilitas, karena itu perlu dilakukan definisi batas sistem. Lebih jauh lagi pendefinisian batas sistem ini bertujuan untuk menghindari tumpang tindih antara satu sistem dengan sistem lainnya.
3.2.1.3.Deskripsi Sistem dan Diagram Blok Fungsi
1. Deskripsi Sistem
Langkah pendeskripsian sistem diperlukan untuk mengetahui
komponen-komponen yang terdapat di dalam sistem tersebut dan bagaimana komponen-komponen yang terdapat dalam sistem tersebut beroperasi. Sedangkan informasi fungsi peralatan dan cara sistem beroperasinya dapat dipakai sebagai informasi untuk membuat dasar untuk menentukan kegiatan pemeliharaan pencegahan.
Keuntungan yang didapat dari pendeskripsian sistem adalah:
a. Sebagai dasar informasi tentang desain dan cara sistem beroperasinya yang dipakai sebagai acuan untuk kegiatan pemeliharaan pencegahan di kemudian hari.
b. Diperoleh pengetahuan sistem secara menyeluruh.
c. Dapat diidentifikasi parameter-parameter yang menyebabkan kegagalan sistem.
2. Blok Diagram Fungsi
Melalui pembuatan blok diagram fungsi suatu sistem maka masukan, keluaran dan interaksi antara susb-sub sistem tersebut dapat tergambar dengan jelas.
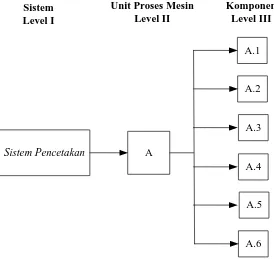
3. System Work Breakdown Structure (SWBS)
System Work Breakdown Structure dikembangkan bersamaan dengan
Program Evaluation and Review Technique (PERT) oleh Departemen
subsistem/komponen.
3.2.1.4.Fungsi Sistem dan Kegagalan Fungsi
Pada bagian ini, proses analisis difokuskan pada kegagalan fungsi, bukan kegagalan peralatan. Biasanya kegagalan fungsi memiliki dua atau lebih kondisi yang menyebabkan kegagalan parsial, minor maupun mayor pada sistem.
3.2.1.5.Failure Mode and Effect Analysis (FMEA)7
FMEA merupakan suatu metode yang bertujuan untuk mengevaluasi desain sistem dengan mempertimbangkan bermacam-macam mode kegagalan dari
sistem yang terdiri dari komponen komponen dan menganalisi pengaruh - pengaruhnya terhadap keandalan sistem tersebut.
Tujuan utama dari FMEA adalah untuk menemukan dan memperbaiki permasalahan utama yang terjadi pada setiap tahapan dari desain dan proses produksi untuk mencegah produk yang tidak baik sampai ke tangan pelanggan, yang dapat membahayakan reputasi perusahaan.
Konsep FMEA adalah sebagai alat perencanaan kualitas untuk mengidentifikasi kegagalan atau kerusakan. FMEA juga mengidentifikasi kegagalan (kemunginan, mekanisme, pengaruh, mode deteksi, dan kemungkinan pencegahan). Hasil dari FMEA berupa rencana tindakan untuk eliminasi atau penyelidikan kegagalan.
7
Arti FMEA secara harfiah adalah:
1. Failure yaitu prediksi kemungkinan kegagalan atau cacat.
2. Mode yaitu penentuan mode kegagalan.
3. Effect yaitu identifikasi pengaruh tiap komponen terhadap kegagalan.
4. Analysis yaitu perbaikan berdasarkan hasil evaluasi terhadap penyebab.
FMEA berusaha mengidentifikasi kemungkinan failure mode (deskripsi fisik kegagalan), failure mechanism (proses yang menyebabkan kegagalan, dan
failure effect (akibat yang ditimbulkan oleh kegagalan) pada kinerja. FMEA
mengidentifikasikan metode mendeteksi failure mode dan kemungkinan pencegahannya. FMEA juga merupakan suatu pendekatan sistematis yang mengidentifikasikan failure mode yang potensial. FMEA digunakan untuk mengidentifikasi karakteristik proses atau desain kritis yang memerlukan pengendalian khusus untuk mencegah atau mendeteksi failure mode. Peran FMEA antara lain:
1. Mengevaluasi sistematis produk dan proses. 2. Pembuktian kegagalan dan identifikasi kegagalan.
3. Dokumentasi potensial untuk produk atau proses yang tidak memenuhi syarat. Kegunaan FMEA adalah:
1. Meningkatkan kualitas, reliability, dan keamanan dari produk dan proses. 2. Meningkatkan daya saing.
3. Meningkatkan kepuasan konsumen.
5. Melakukan dokumentasi aksi yang perlu dilakukan untuk mereduksi resiko.
Risk Priority Number (RPN) adalah sebuah pengukuran dari resiko yang
bersifat relatif. RPN diperoleh melalui hasil perkalian antara rating Severity,
Occurrence dan Detection. RPN ditentukan sebelum mengimplementasikan
rekomendasi dari tindakan perbaikan, dan ini digunakan untuk mengetahui bagian manakah yang menjadi prioritas utama berdasarkan nilai RPN tertinggi.
RPN = Severity * Occurrence * Detection RPN = S * O * D
Hasil RPN menunjukkan tingkatan prioritas peralatan yang dianggap beresiko tinggi, sebagai penunjuk ke arah tindakan perbaikan. Ada tiga komponen yang membentuk nilai RPN . Ketiga komponen tersebut adalah:
1. Severity (Keparahan)
Severity adalah tingkat keparahan atau efek yang ditimbulkan oleh
kegagalan terhadap keseluruhan mesin. Severity tersusun atas angka 1 hingga 10. Kriteria penentuan severity dapat dilihat pada Tabel 3.1.
Tabel 3.1. Penentuan Nilai Severity
Efek Ranking Keterangan
Berbahaya tanpa
ada peringatan 10
Tingkat keseriusan operator maintenance dan keselamatan tidak sesuai dengan peraturan pemerintah
yang tidak disertai peringatan. Berbahaya dan
ada peringatan 9
Tingkat operator maintenance dan keselamatan tidak sesuai dengan peraturan pemerintah yang disertai
peringatan.
Sangat Tinggi 8 Downtime lebih dari 8 jam
Tabel 3.1. Penentuan Nilai Severity (Lanjutan)
Efek Ranking Keterangan
Rendah 5 Downtime diantara 0,5 – 1 jam
Sangat Rendah 4 Downtime diantara 10 - 30 menit
Kecil 3 Downtime terjadi hingga 10 menit
Sangat Kecil 2
Variasi parameter proses tidak didalam batas spesifikasi. Pengaturan atau pengendalian proses lainnya dibutuhkan selama produksi.Tidak terdapat
downtime.
Tidak Ada 1
Variasi parameter proses didalam batas
spesifikasi.Pengaturan atau pengendalian proses dapat dilakukan selama maintenance rutin.
2. Occurence (Frekuensi Kejadian)
Occurence adalah tingkat keseringan terjadinya kerusakan atau kegagalan.
Occurence berhubungan dengan estimasi jumlah kegagalan kumulatif yang
muncul akibat suatu penyebab tertentu pada mesin. Nilai rating Occurence antara 1 sampai 10. Nilai 10 diberikan jika kegagalan yang terjadi memiliki nilai kumulatif yang tinggi atau sangat sering terjadi. Tingkatan frekuensi terjadinya kegagalan (occurrence) dapat dilihat pada Tabel 3.2. berikut ini.
Tabel 3.2. Penentuan Nilai Occurrence
Rating Probability of Occurance
10 Lebih besar dari 50 per 7200 jam penggunaan
9 35-50 per 7200 jam penggunaan
8 31-35 per 7200 jam penggunaan
Tabel 3.2. Penentuan Nilai Occurrence (LanjuatN)
Rating Probability of Occurance
6 21-25 per 7200 jam penggunaan
5 15-20 per 7200 jam penggunaan
4 11-14 per 7200 jam penggunaan
3 5-10 per 7200 jam penggunaan
2 Lebih kecil dari 5 per 7200 jam penggunaan
1 Tidak pernah sama sekali
Sumber : Dyadem Engineering Corp.
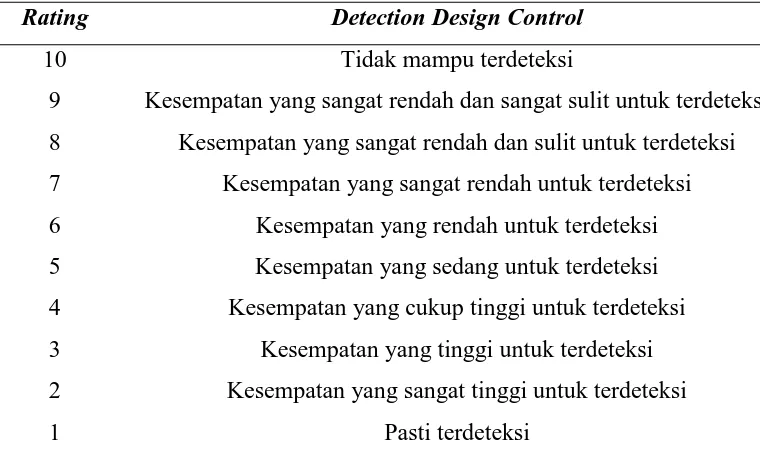
3. Detection (Deteksi)
Detection diberikan pada sistem pengendalian yang digunakan saat ini yang
memiliki kemampuan untuk mendeteksi penyebab atau mode kegagalan. Kriteria penilaian detection dapat dilihat pada Tabel 3.3.
Tabel 3.3. Penentuan Nilai Detection
Rating Detection Design Control
10 Tidak mampu terdeteksi
9 Kesempatan yang sangat rendah dan sangat sulit untuk terdeteksi 8 Kesempatan yang sangat rendah dan sulit untuk terdeteksi 7 Kesempatan yang sangat rendah untuk terdeteksi 6 Kesempatan yang rendah untuk terdeteksi 5 Kesempatan yang sedang untuk terdeteksi 4 Kesempatan yang cukup tinggi untuk terdeteksi 3 Kesempatan yang tinggi untuk terdeteksi 2 Kesempatan yang sangat tinggi untuk terdeteksi
1 Pasti terdeteksi
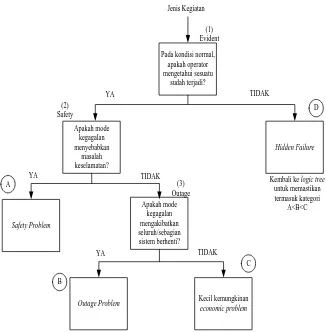
3.2.1.6.Logic Tree Analysis (LTA)
Penyusunan Logic Tree Analysis (LTA) memiliki tujuan untuk memberikan prioritas pada tiap mode kerusakan dan melakukan tinjauan fungsi, kegagalan fungsi sehingga status mode kerusakan tidak sama. Prioritas suatu mode kerusakan dapat diketahui dengan menjawab pertanyaan-pertanyaan yang telah disediakan dalam LTA ini.
Analisis kekritisan menempatkan setiap mode kerusakan ke dalam satu dari empat kategori. Empat hal yang penting dalam analisis kekritisan yaitu sebagai berikut:
1. Evident, yaitu apakah operator mengetahui dalam kondisi normal, telah terjadi
ganguan dalam sistem?
2. Safety, yaitu apakah mode kerusakan ini menyebabkan masalah keselamatan?
3. Outage, yaitu apakah mode kerusakan ini mengakibatkan seluruh atau
sebagian mesin terhenti?
4. Category, yaitu pengkategorian yang diperoleh setelah menjawab
pertanyaan-pertanyaan yang diajukan. Pada bagian ini komponen terbagi dalam 4 kategori, yakni:
a. Kategori A (Safety problem) b. Kategori B (Outage problem) c. Kategori C (Economic problem) d. Kategori D (Hidden failure)
Pada kondisi normal, apakah operator mengetahui sesuatu sudah terjadi? Apakah mode kegagalan menyebabkan masalah keselamatan? Hidden Failure Safety Problem Apakah mode kegagalan mengakibatkan seluruh/sebagian sistem berhenti?
Outage Problem Kecil kemungkinan economic problem Jenis Kegiatan YA TIDAK YA YA TIDAK TIDAK
[image:43.595.163.489.100.432.2]Kembali ke logic tree untuk memastikan termasuk kategori A<B<C (1) Evident (2) Safety (3) Outage B A C D
Gambar 3.2. Struktur Logic Tree Analysis
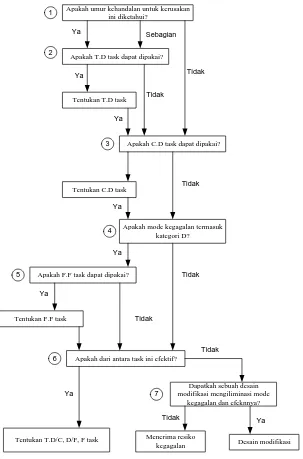
3.2.1.7.Pemilihan Tindakan
Pemilihan tindakan merupakan tahap terakhir dalam proses RCM. Proses ini akan menentukan tindakan yang tepat untuk mode kerusakan tertentu. Tugas yang dipilih dalam kegiatan preventive maintenance harus memenuhi syarat berikut:
selanjutnya yang wajib dilakukan adalah mendesain ulang sistem tersebut (tergantung dari konsekuensi kegagalan majemuk yang terjadi).
2. Jika tindakan pencegahan dilakukan, akan tetapi biaya proses total masih lebih besar daripada jika tidak dilakukan, yang dapat menyebabkan terjadinya konsekuensi operasional, maka keputusan awalnya adalah tidak perlu dilakukan maintenance terjadwal (jika hal ini telah dilakukan dan ternyata konsekuensi operasional yang terjadi masih terlalu besar, maka sudah saatnya untuk dilakukan desain ulang terhadap sistem).
3. Jika dilakukan tindakan pencegahan, akan tetapi biaya proses total masih lebih besar dari pada jika tidak dilakukan tindakan pencegahan, yang dapat menyebabkan terjadinya konsekuensi non operasional, maka keputusan awalnya adalah tidak perlu dilakukan maintenance terjadwal, akan tetapi apabila biaya perbaikannya terlalu tinggi, maka sekali lagi sudah saatnya dilakukan desain ulang terhadap sistem.
Pada Gambar 3.2. di atas dapat dilihat Road map pemilihan tindakan dengan pendekatan Reliability Centered Maintenance (RCM). Tindakan perawatan terbagi menjadi 3 jenis yaitu:
1. Condition Directed (C.D), tindakan yang diambil yang bertujuan untuk
2. Time Directed (T.D), tindakan yang bertujuan untuk melakukan pencegahan
langsung terhadap sumber kerusakan yang didasarkan pada waktu atau umur komponen.
3. Finding Failure (F.F), tindakan yang diambil dengan tujuan untuk
menemukan kerusakan tersembunyi dengan pemeriksaan berkala.
Apakah umur kehandalan untuk kerusakan ini diketahui?
Apakah T.D task dapat dipakai?
Tentukan T.D task
Apakah mode kegagalan termasuk kategori D?
Apakah F.F task dapat dipakai?
Tentukan F.F task
Apakah dari antara task ini efektif?
Dapatkah sebuah desain modifikasi mengiliminasi mode
kegagalan dan efeknnya?
Tentukan T.D/C, D/F, F task Menerima resiko
kegagalan Desain modifikasi Apakah C.D task dapat dipakai?
Tentukan C.D task
[image:45.595.163.466.248.707.2]1 2 3 4 5 6 7 Ya Ya Sebagian Tidak Ya Tidak Tidak Ya Tidak Ya Ya Tidak Tidak Ya Ya Tidak
3.2.1.8.Keandalan (Reliability)8
Reliability dapat didefenisikan sebagai probabilitas suatu sistem atau
produk dapat beroperasi dengan baik tanpa mengalami kerusakan pada suatu kondisi tertentu dan waktu yang telah ditentukan. Pemeliharaan komponen atau peralatan tidak bisa lepas dari pembahasan mengenai keandalan (reliability). Selain keandalan merupakan salah satu ukuran keberhasilan sistem pemeliharaan juga keandalan digunakan untuk menentukan penjadwalan pemeliharaan sendiri. Akhir-akhir ini konsep keandalan digunakan juga pada berbagai industri, misalnya dalam penentuan interval penggantian komponen mesin.
Berdasarkan defenisi reliability dibagi atas empat komponen pokok, yaitu: 1. Probabilitas
Merupakan komponen pokok pertama, merupakan input numerik bagi pengkajian reliability suatu sistem yang juga merupakan indeks kuantitatif untuk menilai kelayakan suatu sistem. Menandakan bahwa reliability menyatakan kemungkinan yang bernilai 0-1.
2. Kemampuan yang diharapkan (Satisfactory Performance)
Komponen ini memberikan indikasi yang spesifik bahwa kriteria dalam menentukan tingkat kepuasan harus digambarkan dengan jelas. Untuk setiap unit terdapat suatu standar untuk menentukan apa yang dimaksud dengan kemampuan yang diharapkan.
3. Tujuan yang Diinginkan
Tujuan yang diinginkan, dimana kegunaan peralatan harus spesifik. Hal ini dikarenakan terdapat beberapa tingkatan dalam memproduksi suatu barang konsumen.
4. Waktu (Time)
Waktu merupakan bagian yang dihubungkan dengan tingkat penampilan sistem, sehingga dapat menentukan suatu jadwal dalam dalam fungsi
reliability. Waktu yang dipakai adalah MTTF (Mean Time to Failure) untuk
menentukan waktu kritis dalam pengukuran reliability.
Ukuran pemenuhan performa dinyatakan dalam sebuah notasi peluang. Pemenuhan performa tersebut bukan bersifat deterministik, sehingga tidak dapat diketahui dengan pasti terjadi atau tidak. Oleh sebab itu, kita harus menggunakan peluang dimana sebuah komponen akan sukses atau gagal dalam batasan tertentu karena tidak mungkin untuk menyatakannya secara pasti.
Dalam teori reliability terdapat empat konsep yang dipakai dalam pengukuran tingkat keandalan suatu sistem atau produk, yaitu:
1. Fungsi Kepadatan Probabilitas9
Pada fungsi ini menunjukkan bahwa kerusakan terjadi secara terus-menerus (continious) dan bersifat probabilistik dalam selang waktu (0,∞). Pengukuran kerusakan dilakukan dengan menggunakan data variabel seperti tinggi, jarak, jangka waktu.
Dimana fungsi f(x) dinyatakan fungsi kepadatan probabilitas. b. Fungsi Distribusi Kumulatif
c. Fungsi ini menyatakan probabilitas kerusakan dalam percobaan acak, dimana variabel acak tidak lebih dari x
d. Fungsi Keandalan
Bila variabel acak dinyatakan sebagai suatu waktu kegagalan atau umur komponen maka fungsi keandalan R(t). Maka fungsi keandalan adalah:
R(t) = 1-P(T<t)
= 1-F(t)
Fungsi keandalan/ R(t) untuk preventive maintenance dirumuskan sebagai berikut:
R(t-nT) =1-F(t-nT)
dimana n adalah jumlah pergantian pencegahan yang telah dilakukan sampai kurun waktu t, T adalah interval pergantian komponen, dan F(t) adalah Frekuensi Distribusi Kumulatif Komponen.
2. Fungsi Laju Kerusakan
3.4. Pola Distribusi Data dalam Keandalan/Reliability
Pola distribusi data dalam Keandalan/Reliability antara lain: 1. Pola Distribusi Weibull
Distribusi ini biasa digunakan dalam menggambarkan karakteristik kerusakan dan keandalan pada komponen. Fungsi-fungsi dari distribusi Weibull:
a. Fungsi Kepadatan Probabilitas
b. Fungsi Distribusi Kumulatif
c. Fungsi Keandalan
d. Fungsi Laju Kerusakan
Parameter β disebut dengan parameter bentuk atau kemiringan weibull (weibull slope), sedangkan parameter α disebut dengan parameter skala atau karakteristik hidup. Bentuk fungsi distribusi weibull bergantung pada
parameter bentuknya (β), yaitu:
β< 1 : Distribusi weibull akan menyerupai distribusi hyper-exponential dengan laju kerusakan cenderung menurun.
β>1: Distribusi weibull akan menyerupai distribusi normal dengan laju kerusakancenderung meningkat.
2. Pola Distribusi Normal
Distribusi normal (Gausian) mungkin merupakan distribusi probabilitas yang paling penting baik dalam teori maupun aplikasi statistik. Fungsi-fungsi dari distribusi Normal:
a. Fungsi Kepadatan Probabilitas
b. Fungsi Distribusi Kumulatif
c. Fungsi Keandalan
d. Fungsi Laju Kerusakan
3. Pola Distribusi Lognormal
Distribusi lognormal merupakan distribusi yang berguna untuk menggambarkan distribusi kerusakan untuk situasi yang bervariasi. Distribusi lognormal banyak digunakan di bidang teknik, khusunya sebagai model untuk berbagai jenis sifat material dan kelelahan material. Fungsi-fungsi dari distribusi Lognormal:
a. Fungsi Kepadatan Probabilitas
b. Fungsi Distribusi Kumulatif
c. Fungsi Keandalan
d. Fungsi Laju Kerusakan
Kosep reliability distribusi Lognormal tergantung pada nilai μ (rata-rata) dan
σ (standar deviasi).
4. Pola Distribusi Eksponensial
kerusakan mempunyai perilaku yang dapat dicerminkan oleh distribusi
eksponensial. Distribusi eksponensial akan tergantung pada nilai λ, yaitu laju
kegagalan (konstan). Fungsi-fungsi dari distribusi Eksponensial: a. Fungsi Kepadatan Probabilitas
b. Fungsi Distribusi Kumulatif
c. Fungsi Keandalan
d. Fungsi Laju Kerusakan
5. Pola Distribusi Gamma
Distribusi Gamma memiliki karakter yang hampir mirip dengan distribusi
Weibull dengan shape parameter β dan scale parameter α.
Dengan memvariasikan nilai kedua parameter tersebut maka ada banyak jenis sebaran data yang dapat diwakili oleh distribusi Gamma. Fungsi-fungsi dari distribusi Gamma:
a. Fungsi Kepadatan Probabilitas
c. Fungsi Keandalan
d. Fungsi Laju Kerusakan
Ada dua kasus khusus berkaitan dengan distribusi gamma. Kasus yang
pertama saat β = 1 dan yang kedua β = integer, maka saat:
3.5. Uji Kolmogorov-Smirnov
Dalam menganalisis kesesuaian data dapat dimanfaatkan Uji Goodness of
fit (kesesuaian) antara frekuensi hasil pengamatan dengan frekuensi yang
diharapkan. Alternatif dari uji goodness of fit yang dikemukakan oleh A.
Kolmogorov dan N.V.Smirnov dua matematikawan yang berasal dari
Rusia, adalah Kolmogorov–Smirnov, yang beranggapan bahwa distribusi variabel yang sedang diuji bersifat kontinu dan sampel diambil dari populasi sederhana. Dengan demikian uji ini hanya dapat digunakan bila variabel yang diukur paling sedikit dalam skala ordinal.
Ada beberapa keuntungan dan kerugian relatif dari uji kesesuaian
Kolmogorov–Smirnov dibandingkan dengan uji kesesuaian Chi-Kuadrat, yaitu :
Dengan demikian semua informasi hasil pengamatan terpakai.
2. Uji Kolmogorov–Smirnov bisa dipakai untuk semua ukuran sampel, sedang uji Chi-Kuadrat membutuhkan ukuran sampel minimum tertentu.
3. Uji Kolmogorov–Smirnov tidak bisa dipakai untuk memperkirakan parameter populasi. Sebaliknya uji Chi-Kuadrat bisa digunakan untuk memperkirakan parameter populasi dengan cara mengurangi derajat bebas sebanyak parameter yang diperkirakan.
4. Uji Kolmogorov–Smirnov memakai asumsi bahwa distribusi populasi teoritis bersifat kontinu.
Langkah–langkah uji Kolmogorov–Smirnov sebagai berikut:
1. Susun frekuensi-frekuensi berurutan dari nilai terkecil sampai nilai terbesar. 2. Susun frekuensi kumulatif dari nilai–nilai teramati itu.
3. Konversikan frekuensi kumulatif itu ke dalam probabilitas, yaitu ke dalam fungsi distribusi frekuensi kumulatif (fs(x)).
4. Carilah probabilitas (luas area) kumulatif untuk setiap nilai teramati. Hasilnya ialah apa yang kita sebut Ft(xi).
5. Susun Fs(x) berdampingan dengan Ft(x). Hitung selisih absolut antara Fs(xi) dan Ft(xi) pada masing – masing nilai teramati.
6. Statistik uji Kolmogorov – Smirnov ialah selisih absolut terbesar Fs(xi) dan Ft(xi) yang juga disebut deviasi maksimum D, ditulis sebagai berikut:
maks, i = 1,2,…N.
frekuensi kumulatif teoritis (Ft(x)) pada masing – masing interval kelas. Hipotesis yang diuji dinyatakan sebagai berikut:
Ho : F (x) = Ft(x) untuk semua x dari sampai Hi : F (x) ≠ Ft(x) untuk paling sedikit sebuah x
Dengan F(x) adalah fungsi distribusi frekuensi kumulatif populasi pengamatan. Statistik uji Kolmogorov – Smirnov merupakan selisih terbesar antara Fs(x) dan Ft(x) yang kita sebut deviasi maksimum D. Statistik D ditulis sebagai berikut:
maks, i = 1,2,…n
Nilai D kemudian dibandingkan dengan nilai kritis pada tabel distribusi pengambilan sebagian data, pada ukuran sampel n dan tingkat kemaknaan α. Ho ditolak bila nilai teramati maksimum D lebih besar atau sama dengan nilai kritis D maksimum. Dengan penolakan Ho berarti distribusi teoritis berbeda secara bermakna. Sebaliknya dengan menolak Ho berarti terdapat perbedaan bermakna antara distribusi teramati dan distribusi teoritis.
3.6. Interval Penggantian Komponen dengan Total Minimum Downtime10
Pada dasarnya downtime didefinisikan sebagai waktu suatu komponen sistem tidak dapat digunakan (tidak berada dalam kondisi yang baik), sehingga membuat fungsi sistem tidak berjalan. Berdasarkan kenyataan bahwa pada dasarnya prinsip utama dalam manajemen perawatan adalah untuk menekan periode kerusakan (breakdown period) sampai batas minimum, maka keputusan
10
penggantian komponen sistem berdasarkan downtime minimum menjadi sangat penting. Pembahasan berikut akan difokuskan pada proses pembuatan keputusan penggantian komponen sistem yang meminimumkan downtime, sehingga tujuan utama dari manajamen sistem perawatan untuk memperpendek periode kerusakan sampai batas minimum dapat dicapai. Penentuan tindakan preventif yang optimum dengan meminimumkan downtime akan dikemukakan berdasarkan interval waktu penggantian (replacement interval).
Tujuan untuk menentukan penggantian komponen yang optimum berdasarkan interval waktu, tp, diantara penggantian preventif dengan menggunakan kriteria meminimumkan total downtime per unit waktu, dapat dijelaskan melalui Gambar 3.4. berikut:
Penggantian Penggantian
karena rusak Preventif
Tf Tf Tp
tp
Satu siklus
Gambar 3.4. Penggantian Komponen Berdasarkan Interval Waktu
= Banyaknya kerusakan (kagagalan) dalam interval waktu (0,tp), merupakan Tf = nilai harapan (expected value)
Waktu yang diperlukan untuk penggantian komponen karena kerusakan.
Waktu yang diperlukan untuk penggantian komponen karena tindakan preventif (komponen belum rusak).
tp + Tp = Panjang satu siklus.
Meminimumkan total minimum downtime akan diperoleh tindakan penggatian komponen berdasarkan interval waktu tp yang optimum. Untuk komponen yang memiliki distribusi kegagalan mengikuti distribusi peluang tertentu dengan fungsi peluang f(t), maka nilai harapan (expected value) banyaknya kegagalan yang terjadi dalam interval waktu (0,tp) dapat dihitung sebagai berikut:
BAB IV
METODOLOGI PENELITIAN
4.1. Lokasi dan Waktu Penelitian
Penelitian dilakukan di PT. Indojaya Agrinusa yang beralamat di Jl. Tanjung Morawa Medan Km 12,8 Desa Bangunsari Deli Serdang. Penelitian
dilakukan dari bulan Juni 2016 sampai September 2016.
4.2. Objek Penelitian
Objek penelitian yang diamati adalah mesin pembuatan pellet di PT. Indojaya Agrinusa.
4.3. Jenis Penelitian
Jenis penelitian yang digunakan adalah penelitian deskriptif (descriptive
research) yaitu penelitian yang bertujuan untuk mendeskripsikan secara
sistematik, faktual dan akurat tentang fakta-fakta dan sifat-sifat suatu objek atau populasi tertentu (Sukaria,S.,2014).
4.4. Variabel Penelitian
4.4.1. Variabel Dependen
1. Downtime (Pemberhentian waktu produksi).
Variabel ini merupakan waktu dimana komponen/mesin berada pada kondisi tidak dapat beroperasi sehingga fungsi sistem tidak dapat berjalan. Downtime dipengaruhi oleh variabel interval kerusakan, frekuensi kerusakan, dan waktu pergantian komponen.
4.4.2. Variabel Independen
Variabel independen yang sering juga disebut dengan variabel prediktor atau variabel bebas adalah variabel yang mempengaruhi variabel dependen baik secara positif maupun secara negatif. Variabel independen penelitian ini yaitu: 1. Interval Kerusakan
Interval kerusakan adalah interval waktu antara dua kerusakan yang berdekatan pada komponen mesin.
2. Frekuensi Kerusakan
Variabel ini menyatakan berapa kali terjadi kerusakan pada masing-masing komponen mesin injection molding selama periode penelitian.
3. Waktu Pergantian Komponen
Variabel ini menyatakan lamanya waktu yang dibutuhkan untuk melakukan pergantian komponen yang mengalami kerusakan.
4.5. Kerangka Berpikir
mesin. Kerusakan pada komponen mesin dan lamanya waktu pergantian komponen akan menyebabkan mesin berhenti bekerja. Dengan demikian kerusakan pada satu komponen mesin akan mengakibatkan downtime pada mesin, yang menimbulkan produk cacat dan target produksi menjadi tidak terpenuhi. Sehingga perlu dilakukan perencanaan perawat mesin untuk mengurangi
downtime mesin.
4.6. Rancangan Penelitian
Penelitian dilaksanakan dengan mengikuti langkah-langkah sebagai berikut:
1. Tahap awal penelitian yaitu studi pendahuluan untuk menunjukkan gejala masalah yang ditemukan di PT. Indojaya Agrinusa. Masalah yang ditemukan adalah tingginya downtime pada mesin pembuatan pellet, sehingga diperlukan perencanaan perawatan dengan menggunakan metode RCM.
2. Studi kepustakaan yakni mengumpulkan dan membaca buku atau jurnal yang berhubungan dengan perencanaan perawatan mesin dengan metode Reliability
Centered Maintenance (RCM), uji distribusi/reliability, dan perhitungan total
minimum downtime.
3. Pengumpulan Data
a. Data Downtime
Data downtime periode tahun 2015 sampai dengan Juni 2016 dilakukan pada mesin pembuatan pellet. Data downtime ini menyatakan lamanya mesin tidak dapat beroperasi akibat adanya kerusakan pada komponen mesin sehingga produksi terhenti.
b. Data Frekuensi Kerusakan
Data kerusakan mesin meliputi komponen mesin yang mengalami kerusakan, frekuensi kerusakan masing-masing komponen.
c. Data Interval Kerusakan
Data interval waktu antar kerusakan pada masing-masing komponen pada periode tahun 2015 sampai Juni 2016.
d. Data Waktu Perbaikan Kerusakan
Data waktu perbaikan kerusakan diperoleh melalui data dokumentasi perusahaan. Data ini berisi lamanya waktu yang dibutuhkan untuk melakukan pergantian komponen mesin yang mengalami kerusakan.
4. Pengolahan Data
Langkah-langkah pengolahan data dalam penelitian ini terdiri dari beberapa tahapan yaitu:
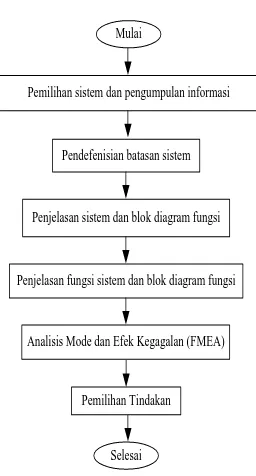
a. Reliability Centered Maintenance (RCM)
Blok diagram dari pengolahan data dengan metode Reliability Centered
Mulai
Pemilihan sistem dan pengumpulan informasi
Pendefenisian batasan sistem
Penjelasan sistem dan blok diagram fungsi
Penjelasan fungsi sistem dan blok diagram fungsi
Analisis Mode dan Efek Kegagalan (FMEA)
Pemilihan Tindakan
[image:62.595.220.476.96.572.2]Selesai
Gambar 4.1. Blok Diagram Metode RCM (Reliability Centered Maintenance)
Berikut merupakan langkah-langkah dari metode Reliability Centered
Maintenance (RCM):
Dalam tahap ini akan dilakukan pemilihan terhadap sistem yang ada agar sistem yang dikaji tidak terlalu luas. Setelah sistem dipilih kemudian dilakukan pengumpulan informasi untuk sistem yang terpilih.
2) Pendefinisian Batasan Sistem
Pendefinisian batasan sistem bertujuan untuk menghindari tumpang tindih antara satu sistem dengan sistem lainnya.
3) Penjelasan Sistem dan Blok Diagram Fungsi
Sistem yang dikaji diuraikan secara mendetail kemudian digambarkan dalam blok diagram fungsi. Dalam tahap ini juga akan dikembangkan
System Number (RPN) berdasarkan nilai severity, occurrence, dan
detection.
4) Analisis Cabang Logika (LTA)
Penyusunan analisis cabang logika (LTA) memiliki tujuan untuk memberikan prioritas pada tiap mode kerusakan Work Breakdown
Structure (SWBS) dari sistem yang dikaji.
5) Analisis Mode Kegagalan dan Efek Kegagalan (FMEA)
FMEA berguna untuk memprediksi komponen mana yang kritis, yang sering rusak dan jika terjadi kerusakan pada komponen tersebut maka sejauh mana pengaruhnya terhadap fungsi sistem secara keseluruhan pada produksi. Pada FMEA akan dilakukan perhitungan nilai Risk Priority dan melakukan tinjauan dan fungsi sehingga status mode kerusakan tidak sama.
Pemilihan tindakan merupakan tahap terakhir dalam proses RCM. Proses ini akan menetukan tindakan yang tepat untuk mode kerusakan tertentu. b. Pengujian Pola Distribusi dan Reliability Sebelum kajian keandalan
(reliability) dilakukan, data kerusakan komponen perlu diuji distribusinya untuk memenuhi syarat pemakaian reliability. Konsep keandalan terdiri atas empat bagian, yakni Probability Density Function (PDF), Cumulative
Distribution Function (CDF), Reliability Function, dan Hazard Function.
c. Perhitungan Total Minimum Downtime
Dalam tahap ini akan dilakukan perhitungan total minimum downtime berdasarkan interval kerusakan dan waktu pergantian komponen.
5. Analisis Pemecahan Masalah
Analisis pemecahan masalah menguraikan jawaban dari pertanyaan yang berkaitan dengan masalah dalam penelitian ini. Analisis yang dilakukan adalah berdasarkan rekomendasi tindakan perencanaan perawatan mesin berdasarkan hasil pengolahan RCM.
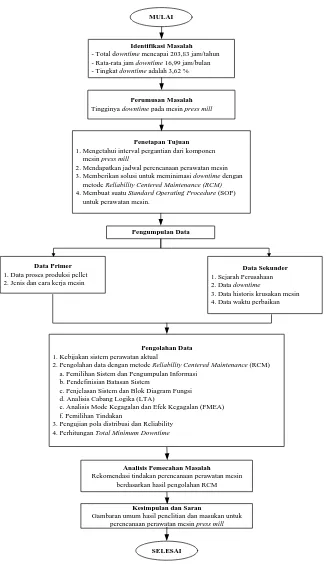
MULAI
Identifikasi Masalah
- Total downtime mencapai 203,83 jam/tahun - Rata-rata jam downtime 16,99 jam/bulan - Tingkat downtime adalah 3,62 %
Data Sekunder
1. Sejarah Perusahaan 2. Data downtime
3. Data historis krusakan mesin 4. Data waktu perbaikan
Pengolahan Data
1. Kebijakan sistem perawatan aktual
2. Pengolahan data dengan metode Reliability Centered Maintenance (RCM) a. Pemilihan Sistem dan Pengumpulan Informasi
b. Pendefinisian Batasan Sistem
c. Penjelasan Sistem dan Blok Diagram Fungsi d. Analisis Cabang Logika (LTA)
e. Analisis Mode Kegagalan dan Efek Kegagalan (FMEA) f. Pemilihan Tindakan
3. Pengujian pola distribusi dan Reliability 4. Perhitungan Total Minimum Downtime
Kesimpulan dan Saran
Gambaran umum hasil penelitian dan masukan untuk perencanaan perawatan mesin press mill
SELESAI Analisis Pemecahan Masalah
Rekomendasi tindakan perencanaan perawatan mesin berdasarkan hasil pengolahan RCM
Data Primer
1. Data proses produksi pellet 2. Jenis dan cara kerja mesin
Pengumpulan Data Perumusan Masalah
Tingginya downtime pada mesin press mill
Penetapan Tujuan
1. Mengetahui interval pergantian dari komponen mesin press mill
[image:65.595.150.476.107.684.2]2. Mendapatkan jadwal perencanaan perawatan mesin 3. Memberikan solusi untuk meminimasi downtime dengan metode Reliability Centered Maintenance (RCM) 4. Membuat suatu Standard Operating Procedure (SOP) untuk perawatan mesin.
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
Pengamatan dilakukan pada mesin Press Mill di PT. Indojaya Agrinusa Dalam proses produksi pembuatan pellet digunakan mesin dryer, hammer mill,
mixcer, crumble, press mill dan mesin pengemas, yang saling berhubungan satu
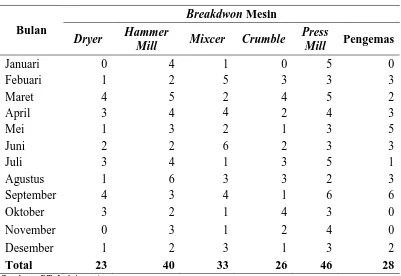
[image:66.595.113.514.453.729.2]dengan yang lainnya, dimana jika salah satu mesin berhenti maka akan mempengaruhi kegiatan produksi pada mesin yang lainnya. Data yang menunjukkan banyaknya jam produksi dan downtime mesin produksi pada bulan Januari – Desember 2015 dapat dilihat pada lampiran 1. Tabel 5.1. Merupakan data frekuensi breakdown mesin pada Tahun 2015
Tabel 5.1. Frekuensi Breakdwon Mesin Tahun 2015
Bulan
Breakdwon Mesin Dryer Hammer
Mill Mixcer Crumble
Press
Mill Pengemas
Januari 0 4 1 0 5 0
Febuari 1 2 5 3 3 3
Maret 4 5 2 4 5 2
April 3 4 4 2 4 3
Mei 1 3 2 1 3 5
Juni 2 2 6 2 3 3
Juli 3 4 1 3 5 1
Agustus 1 6 3 3 2 3
September 4 3 4 1 6 6
Oktober 3 2 1 4 3 0
November 0 3 1 2 4 0
Desember 1 2 3 1 3 2
Total 23 40 33 26 46 28
Gambar 5.1. menggambarkan diagram pareto downtime mesin berdasarkan data persentase kumulatif kerusakan mesin produksi
Tabel 5.2. Persentase Kumulatif Kerusakan Mesin di PT. Indojaya Agrinusa
Mesin Pakan Ternak
Frekuensi Kerusakan
(Kali)
Persentase Frek. Kerusakan
(%)
Persentase Kumulatif Frek. Kerusakan
(%)
Mesin Press Mill 46,00 23,47 23,47
Mesin Hammer Mill 40,00 20,41 43,88
Mesin Mixcer 33,00 16,84 60,71
Mesin Pengemas 28,00 14,29 75,00
Mesin Crumble 26,00 13,27 88,27
Mesin Dryer 23,00 11,73 100,00
Total 196,00 100,00
Sumber: Pengolahan Data
Gambar 5.1. Diagram Pareto Downtime Mesin di PT. Indojaya Agrinusa
Sumber: Pengolahan Data
permasalahan. Berdasarkan Gambar 5.1. pilihan perbaikan sistem dijatuhkan p