PERENCANAAN KEBUTUHAN KAPASITAS PRODUKSI
PADA PT. BANDAR BUNDER
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
IRA RUMIRIS HUTAGALUNG
0 8 0 4 0 3 0 0 5
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Allah SWT atas berkat dan karunia-Nya sehingga penulis dapat menyelesaikan laporan penelitian dengan judul “Perencanaan Kebutuhan Kapasitas Produksi pada PT. Bandar-Bunder ” sebagai salah satu syarat untuk mendapatkan gelar Sarjana Teknik, Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Besar harapan penulis, penyusunan laporan penelitian ini dapat menambah pengetahuan bagi pembaca. Penulis menyadari masih banyak kekurangan dalam penulisan laporan ini, karena pengetahuan dan pengalaman penulis yang masih terbatas. Kritik dan saran yang bersifat membangun penulis harapkan demi kesempurnaan laporan ini.
Akhir kata, penulis mengucapkan terima kasih dan semoga laporan penelitian ini dapat bermanfaat.
Medan, Februari 2013
UCAPAN TERIMA KASIH
Penulis mengucapkan terima kasih banyak kepada seluruh pihak yang terlibat yang telah membantu baik secara langsung maupun tidak langsung dalam penyelesaian laporan ini. Terima kasih untuk ilmu, inspirasi, motivasi dan dukungan luar biasa yang penulis dapatkan sehingga penulis dapat menyelesaikan laporan penelitian tugas akhir ini. Pada kesempatan kali ini penulis mencoba untuk menyebutkan pihak atau nama dalam lembaran ucapan terima kasih ini. 1. Ibu Ir. Khawarita Siregar, M.T. selaku Ketua Departemen Teknik Industri,
Fakultas Teknik, Universitas Sumatera Utara dan selaku Pembanding Utama yang telah banyak memberikan bimbingan dan arahan dalam penyempurnaan laporan tugas akhir ini.
2. Bapak Ir. Ukurta Tarigan, M.T. selaku Sekretaris Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
3. Ibu Ir. Anizar, M.Kes. selaku Pembanding Utama yang telah banyak memberikan bimbingan dan arahan dalam penyempurnaan laporan tugas akhir ini.
4. Dosen Pembimbing I, Bapak Dr. Ir. H. A. Jabbar M. Rambe, M.Eng. yang telah membimbing, mengajarkan ilmu pengetahuan serta banyak mendukung penulis dalam melakukan penelitian dan pengerjaan laporan tugas akhir ini. 5. Dosen Pembimbing II, Ibu Ir. Nazlina, M.T. yang telah membimbing dan
6. Ibu Ir. Rosnani Ginting, M.T. selaku koordinator Tugas Sarjana dan Bapak Prof. Dr. Ir. Sukaria Sinulingga, M.Eng. selaku Kepala Bidang Rekayasa Sistem Manufaktur.
7. Ayah dan Mama untuk segala doa dan dukungan tanpa henti serta kakak dan adik yang selalu memberikan dukungan penuh.
8. Manager Produksi PT. Bandar-Bunder, Bapak J. Panjaitan dan segenap karyawan PT. Bandar-Bunder yang telah banyak membantu penulis dalam pelaksanaan penelitian.
9. Sahabat seperjuangan M. Fakhri Akbar dan Eka Fachrizal.
10. Teman berbagi suka duka Yos, Ajeng, Dyah, Tanti, Amanah, Ririn, Andri, Erin, Renji, Rifqi, Marta dan Clara.
11. Seluruh mahasiswa Teknik Industri USU 2008.
12. Rekan-rekan Asisten, Abang-abang, Kakak-kakak, dan Adik-adik di Laboratorium Ergonomi dan Perancangan Sistem Kerja Teknik Industri USU. 13. Bang Mijo, Kak Dina, Kak Ani, Bang Ridho, dan Kak Rahma atas bantuan dan tenaga yang telah diberikan dalam memperlancar penyelesaian Tugas Sarjana ini.
14. Akhmad Bajora Nasution untuk dukungan dan motivasi yang tak terbatas.
Medan, Februari 2013 Penulis,
ABSTRAK
PT. Bandar Bunder adalah perusahaan manufaktur yang bergerak dalam bidang produksi peralatan makan berbahan baku stainless steel, seperti wajan, asbak, sendok, dan garpu. PT. Bandar Bunder beroperasi berdasarkan sistem make to stock. Selama tahun 2012, PT. Bandar Bunder mengalami ketidakmampuan dalam memenuhi permintaan konsumen akan produk sendok dan garpu sebanyak 4 periode, yakni periode April 2012, Mei 2012, Juli 2012, dan Oktober 2012. Ketidakmampuan dikarenakan persediaan produk jadi yang dimiliki perusahaan tidak sesuai dengan jumlah permintaan konsumen. Ketidaksesuaian tersebut disebabkan ketidaktersediaannya kapasitas yang mampu mendukung kebutuhan produksi sesuai dengan permintaan konsumen. Permintaan yang tidak dapat terpenuhi pada periode April 2012 adalah sebanyak 8.371 unit, pada periode Mei 2012 adalah sebanyak 18.807 unit, pada periode Juli 2012 adalah sebanyak 8.234 unit, dan 1.290 unit pada periode Oktober 2012. Diketahui harga jual produk sendok/garpu adalah Rp 1.200, dan jika perusahaan terus menerus tidak dapat memenuhi permintaan maka perusahaan dapat mengalami kehilangan pendapatan sebesar Rp. 44.042.400 setiap tahunnya. Hal ini menunjukkan bahwa jadwal induk produksi yang dimiliki oleh perusahaan selama ini belum sesuai dengan kapasitas produksi yang dimiliki. Oleh sebab itu perlu dilakukan perencanaan kapasitas yang sesuai dengan jadwal induk produksi agar permintaan konsumen dapat terpenuhi. Berdasarkan hasil perbandingan antara kapasitas dibutuhkan dengan kapasitas tersedia yang disajikan dalam Tabel RCCP (Rough Cut Capacity Planning), diketahui bahwa terdapat 3 work centre yang mengalami kekurangan kapasitas produksi, yaitu work centre Pemotongan Plat, Gerinda, dan Polish. Perencanaan kapasitas yang dilakukan pada work centre Pemotongan Plat adalah penyesuaian beban kerja (re-adjusment), pada work centre Gerinda dan Polish
adalah dengan menambah 3 unit mesin pada masing-masing work centre dan melakukan penyesuaian beban kerja (re-adjusment). Dari hasil perencanaan kapasitas yang diusulkan dapat dilihat bahwa seluruh kebutuhan kapasitas sesuai dengan permintaan konsumen dapat terpenuhi dan meningkatkan pendapatan perusahaan dari Rp. 2.604.102.000 menjadi Rp. 3.413.019.600 atau sebesar 31,06%.
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
ABSTRAK ... vii
DAFTAR ISI ... viii
DAFTAR TABEL ... xiv
DAFTAR GAMBAR ... xviii
DAFTAR LAMPIRAN ... xx
I PENDAHULUAN ... I-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAAN ... II-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
III LANDASAN TEORI ... III-1
3.1. Defenisi Kapasitas ... III-1 3.2. Pengukuran Waktu (Time Study) ... III-2 3.2.1. Stopwatch Time Study ... III-3 3.2.2. Pengujian Keseragaman Data ... III-4 3.2.3. Pengujian Kecukupan Data ... III-5 3.2.4. Rating Factor ... III-7 3.2.5. Penetapan Kelonggaran (Allowance) ... III-8 3.2.6. Perhitungan Waktu Baku ... III-8 3.3. Peramalan ... III-9 3.3.1. Karakteristik Peramalan yang Baik ... III-10 3.3.2. Prinsip-prinsip Peramalan ... III-11 3.3.3. Metode Peramalan ... III-12 3.3.4. Metode Peramalan Kuantitatif ... III-13 3.3.4.1. Metode Time Series ... III-14 3.3.4.1.1. Metode Proyeksi Kecenderungan
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.4. Penyusunan Jadwal Induk Produksi ... III-22 3.5. Rough Cut Capacity Planning (RCCP) ... III-23 3.6. Depresiasi, Nilai Akhir, dan Umur Ekonomis ... III-27 3.7. Upah Lembur ... III-27
IV METODOLOGI PENELITIAN ... IV-1
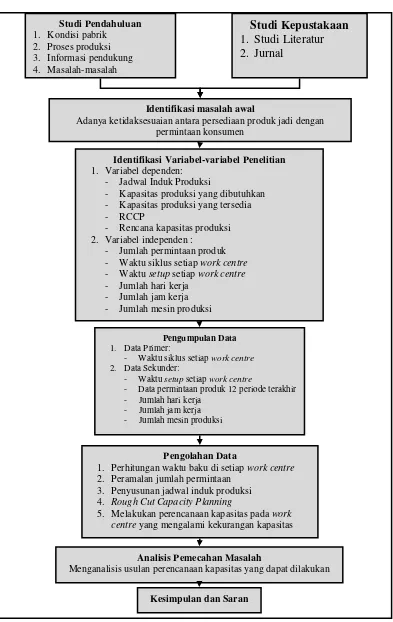
4.1. Tempat dan Waktu Penelitian ... IV-1 4.2. Objek Penelitian ... IV-1 4.3. Jenis Penelitian ... IV-1 4.4. Kerangka Konseptual Penelitiaan ... IV-2 4.5. Variabel Penelitian ... IV-2 4.6. Rancangan Penelitian ... IV-5 4.7. Metode Pengumpulan Data ... IV-6 4.8. Pengolahan Data... IV-13 4.9. Analisis Pemecahan Masalah ... IV-13 4.10. Kesimpulan dan Saran... IV-14
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
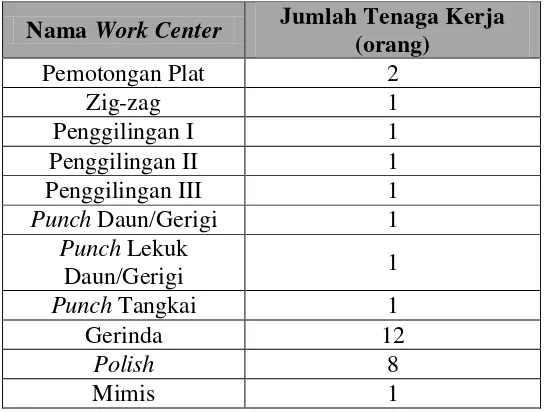
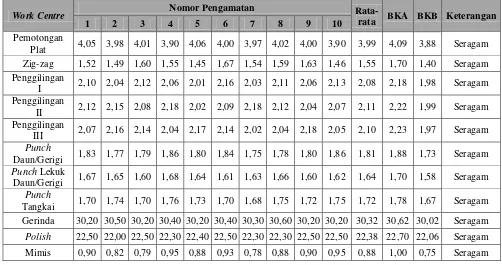
5.1.1. Data Jumlah Permintaan ... V-1 5.1.2. Data Jumlah Hari Kerja ... V-1 5.1.3. Data Jumlah Mesin Setiap Work Centre ... V-2 5.1.4. Data Jumlah Tenaga Kerja di Setiap Work Centre ... V-3 5.1.5. Waktu Siklus ... V-3 5.1.6. Waktu Setup ... V-4 5.2. Pengolahan Data... V-5
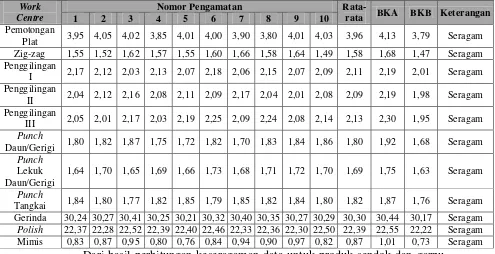
5.2.1. Perhitungan Waktu Baku Produksi Sendok
dan Garpu ... V-5 5.2.1.1.Uji Keseragaman Data ... V-5
5.2.1.2. Uji Kecukupan Data ... V-8 5.2.1.3. Penentuan Rating Factor dan Perhitungan
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.5. Perencanaan Kapasitas ... V-53 5.2.5.1. Perencanaan Kapasitas pada Work Centre
Pemotongan Plat ... V-53 5.2.5.2. Perencanaan Kapasitas pada Work Centre
Gerinda ... V-58 5.2.5.3. Perencanaan Kapasitas pada Work Centre
Polish ... V-67
VI
ANALISIS PEMECAHAN MASALAH
... VI-16.1. Analisis Permintaan Konsumen dan Kapasitas Produksi... VI-1 6.2. Analisis Perencanaan Kapasitas Produksi ... VI-2
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2
DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
2.1. Rincian Tenaga Kerja pada PT. Bandar Bunder ... II-9 3.1. Data Empiris Waktu Setup dan Waktu Operasi pada Pembuatan
Produk-Produk A, B, C per 100 Unit dalam Kelompok Produk I (jam) III-24 3.2. Profil Beban Produk Grup I pada Masing-masing Work Centre
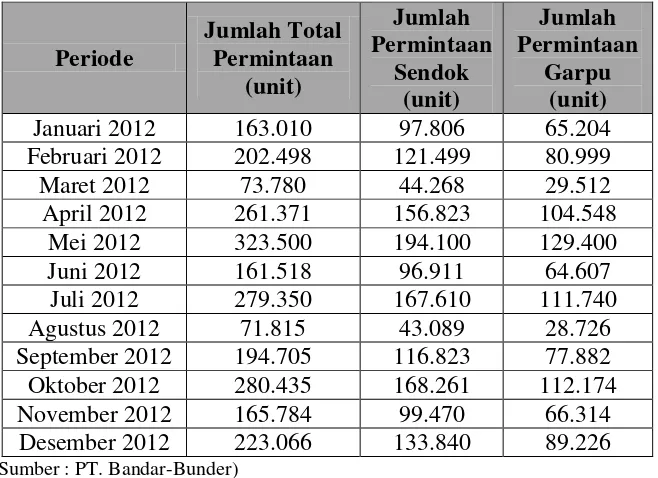
per 100 Unit ... III-24 5.1. Data Jumlah Permintaan Sendok dan Garpu Periode
Januari 2012-Desember 2012 ... V-1 5.2. Data Jumlah Hari Kerja Periode Januari 2013-Desember 2013 ... V-2 5.3. Data Jumlah Mesin Setiap Work Centre ... V-2 5.4. Data Jumlah Tenaga Kerja di Setiap Work Centre ... V-3 5.5. Data Waktu Siklus Produk Sendok ... V-4 5.6. Data Waktu Siklus Produk Garpu ... V-4 5.7. Data Waktu Setup Mesin Produksi ... V-5 5.8. Rekapitulasi Uji Keseragaman Waktu Siklus Produk Sendok ... V-7 5.9. Rekapitulasi Uji Keseragaman Waktu Siklus Produk Garpu ... V-8 5.10. Uji Kecukupan Data ProdukSendok pada Work Centre
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.14. Penilaian Allowance Setiap Work Centre ... V-13 5.15. Perhitungan Waktu Baku ... V-19 5.16. Perhitungan Parameter Peramalan untuk Metode Regresi dengan
Kecenderungan Siklis ... V-21 5.17. Rekapitulasi Perhitungan Nilai Rata-rata Bergerak ... V-23 5.18. Perhitungan Nilai Indeks Musim ... V-24 5.19. Perhitungan Persamaan Garis Trend ... V-25 5.20. Perhitungan Nilai Persamaan Garis Trend ... V-26 5.21. Perhitungan SEE untuk Metode Regresi dengan Kecenderungan
Siklis ... V-27 5.22. Perhitungan SEE untuk Metode Dekomposisi ... V-28 5.23. Rekapitulasi Hasil Perhitungan SEE ... V-28 5.24. Perhitungan Hasil Verifikasi ... V-30 5.25. Peramalan Data Permintaan Produk Sendok dan Garpu Periode
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.31. Perhitungan Jumlah Produk yang Dapat Diproduksi ... V-52 5.32. Keadaan Awal Kapasitas Work Centre Pemotongan Plat ... V-53 5.33. Keadaan Kapasitas Work Centre Pemotongan Plat Setelah
Perencanaan Kapasitas ... V-57 5.34. Keadaan Awal Kapasitas Work Centre Gerinda ... V-58 5.35. Perhitungan Jumlah Jam Kerja Lembur ... V-60 5.36. Keadaan Kapasitas Work Centre Gerinda Setelah Penambahan
Jam Kerja Lembur ... V-60 5.37. Keadaan Kapasitas Work Centre Gerinda Setelah Penambahan
3 Unit Mesin ... V-62 5.38. Keadaan Akhir Kapasitas Work Centre Gerinda ... V-66 5.39. Keadaan Awal Kapasitas Work Centre Polish ... V-67 5.40. Perhitungan Jumlah Jam Kerja Lembur ... V-68 5.41. Keadaan Kapasitas Work Centre Polish Setelah Penambahan
Jam Kerja Lembur ... V-69 5.42. Keadaan Kapasitas Work Centre Polish Setelah Penambahan
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
6.1. Perhitungan Total Biaya Penambahan Jam Kerja Lembur
pada Work Centre Gerinda ... VI-3 6.2. Perhitungan Total Biaya Penambahan Jam Kerja Lembur
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Bandar-Bunder ... II-8 3.1. Langkah-langkah Peramalan Secara Kuantitatif ... III-14 3.2. Peta Moving Range ... III-21 4.1. Kerangka Konseptual Penelitian ... IV-2 4.2. Block DiagramPenelitian... IV-15 5.1. Peta Kontrol Waktu Siklus Produk Sendok pada Work Centre
Pemotongan Plat ... V-6 5.2. Scatter Diagram Jumlah Permintaan Produk Sendok dan Garpu ... V-20 5.3. Moving Range Chart ... V-31 5.4. Profil Beban Work Centre Pemotongan Plat Periode
Januari 2013-Desember 2013-02-09 ... V-54 5.5. Profil Beban Work Centre Pemotongan Plat Setelah Perencanaan
Kapasitas ... V-58 5.6. Profil Beban Work Centre Gerinda Periode
Januari 2013-Desember 2013 ... V-59 5.7. Profil Beban Work Centre Gerinda Periode
Januari 2013-Desember 2013 Setelah Penambahan Jam Kerja Lembur V-61 5.8. Profil Beban Work Centre Gerinda Periode
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
5.9. Profil Beban Akhir Work Centre Gerinda Periode
Januari 2013-Desember 2013 ... V-66 5.10. Profil Beban Work Centre Polish Periode
Januari 2013-Desember 2013 ... V-67 5.11. Profil Beban Work Centre Polish Periode
Januari 2013-Desember 2013 Setelah Penambahan Jam Kerja Lembur V-69 5.12. Profil Beban Work Centre Polish Periode
Januari 2013-Desember 2013 Setelah Penambahan 3 Unit Mesin . V-71 5.13. Profil Beban Akhir Work Centre Polish Periode
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Pemilihan Operator Normal pada Work Centre
ABSTRAK
PT. Bandar Bunder adalah perusahaan manufaktur yang bergerak dalam bidang produksi peralatan makan berbahan baku stainless steel, seperti wajan, asbak, sendok, dan garpu. PT. Bandar Bunder beroperasi berdasarkan sistem make to stock. Selama tahun 2012, PT. Bandar Bunder mengalami ketidakmampuan dalam memenuhi permintaan konsumen akan produk sendok dan garpu sebanyak 4 periode, yakni periode April 2012, Mei 2012, Juli 2012, dan Oktober 2012. Ketidakmampuan dikarenakan persediaan produk jadi yang dimiliki perusahaan tidak sesuai dengan jumlah permintaan konsumen. Ketidaksesuaian tersebut disebabkan ketidaktersediaannya kapasitas yang mampu mendukung kebutuhan produksi sesuai dengan permintaan konsumen. Permintaan yang tidak dapat terpenuhi pada periode April 2012 adalah sebanyak 8.371 unit, pada periode Mei 2012 adalah sebanyak 18.807 unit, pada periode Juli 2012 adalah sebanyak 8.234 unit, dan 1.290 unit pada periode Oktober 2012. Diketahui harga jual produk sendok/garpu adalah Rp 1.200, dan jika perusahaan terus menerus tidak dapat memenuhi permintaan maka perusahaan dapat mengalami kehilangan pendapatan sebesar Rp. 44.042.400 setiap tahunnya. Hal ini menunjukkan bahwa jadwal induk produksi yang dimiliki oleh perusahaan selama ini belum sesuai dengan kapasitas produksi yang dimiliki. Oleh sebab itu perlu dilakukan perencanaan kapasitas yang sesuai dengan jadwal induk produksi agar permintaan konsumen dapat terpenuhi. Berdasarkan hasil perbandingan antara kapasitas dibutuhkan dengan kapasitas tersedia yang disajikan dalam Tabel RCCP (Rough Cut Capacity Planning), diketahui bahwa terdapat 3 work centre yang mengalami kekurangan kapasitas produksi, yaitu work centre Pemotongan Plat, Gerinda, dan Polish. Perencanaan kapasitas yang dilakukan pada work centre Pemotongan Plat adalah penyesuaian beban kerja (re-adjusment), pada work centre Gerinda dan Polish
adalah dengan menambah 3 unit mesin pada masing-masing work centre dan melakukan penyesuaian beban kerja (re-adjusment). Dari hasil perencanaan kapasitas yang diusulkan dapat dilihat bahwa seluruh kebutuhan kapasitas sesuai dengan permintaan konsumen dapat terpenuhi dan meningkatkan pendapatan perusahaan dari Rp. 2.604.102.000 menjadi Rp. 3.413.019.600 atau sebesar 31,06%.
BAB I
PENDAHULUAN
1.1. Latar Belakang
Setiap perusahaan akan berusaha semaksimal mungkin untuk memuaskan konsumen dengan cara memenuhi permintaan konsumen tepat waktu dan dengan jumlah yang sesuai. Produk-produk dari lingkungan make to stock biasanya dikirim secara langsung dari gudang produk akhir dan karena itu harus ada persediaan sebelum pesanan pelanggan tiba. Hal ini berarti produk akhir harus dibuat atau diselesaikan terlebih dahulu sebelum menerima pesanan pelanggan.
Permintaan konsumen dapat terealisasi seluruhnya di dalam jadwal induk produksi jika didukung oleh kapasitas produksi yang sesuai dengan kebutuhan produksi di dalam menghasilkan persediaan produk jadi. Jadwal induk produksi dapat dengan mudah direalisasikan apabila permintaan konsumen bersifat konstan, namun kenyataannya perusahaan tak jarang mengalami fluktuasi permintaan yang cenderung meningkat dan tidak stabil. Permintaan yang berfluktuasi menimbulkan kesulitan tersendiri pada perusahaan karena sumber daya produksi seperti kapasitas produksi dan tenaga operator yang dimiliki oleh perusahaan relatif konstan.
Sendok dan garpu merupakan produk yang memiliki jumlah permintaan paling tinggi dibandingkan dengan produk lainnya. Selama tahun 2012, PT. Bandar Bunder mengalami ketidakmampuan dalam memenuhi permintaan konsumen akan produk sendok dan garpu sebanyak 4 periode, yakni periode April 2012, Mei 2012, Juli 2012, dan Oktober 2012. Ketidakmampuan tersebut dikarenakan persediaan produk jadi yang dimiliki perusahaan tidak sesuai dengan jumlah permintaan konsumen. Ketidaksesuaian itu disebabkan oleh fluktuasi permintaan yang cenderung meningkat sementara kapasitas mesin produksi yang dimiliki perusahaan terbatas sehingga perusahaan tidak mampu menyediakan produk jadi yang sesuai dengan permintaan konsumen. Permintaan yang tidak dapat terpenuhi pada periode April 2012 adalah sebanyak 8.371 unit, pada periode Mei 2012 adalah sebanyak 18.807 unit, pada periode Juli 2012 adalah sebanyak 8.234 unit, dan 1.290 unit pada periode Oktober 2012. Diketahui harga jual produk sendok/garpu adalah Rp 1.200, dan jika perusahaan terus menerus tidak dapat memenuhi permintaan maka perusahaan dapat mengalami kehilangan pendapatan sebesar Rp. 44.042.400 setiap tahunnya.
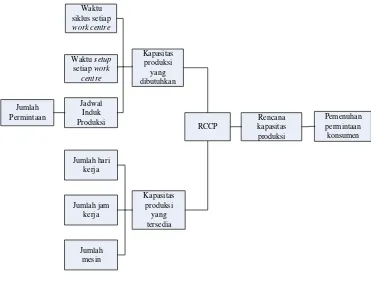
Rough-Cut Capacity Planning (RCCP) merupakan suatu proses analisis dan evaluasi kapasitas produksi berdasarkan fasilitas produksi yang tersedia di lantai pabrik agar sesuai serta dapat mendukung jadwal induk produksi yang akan disusun. Rough-Cut Capacity Planning (RCCP) melakukan validasi terhadap jadwal induk produksi guna menetapkan sumber-sumber spesifik tertentu, khususnya yang diperkirakan akan menjadi hambatan.
Untuk memberikan solusi terhadap permasalahan yang terdapat pada perusahaan maka dilakukan analisis dan perencanaan kebutuhan kapasitas produksi pada PT. Bandar Bunder.
Berdasarkan penelitian Liske F. (2012) pada PT. Tjipta Rimba Djaja, perencanaan kapasitas yang dilakukan dengan baik dapat memenuhi permintaan konsumen yang ada serta meningkatkan pendapatan perusahaan sebesar Rp 561.070.590.
Berdasarkan penelitian Ria Amalia (2012) pada Upt. Industri Logam dan Perekayasaan Sidoarjo, dengan melakukan perencanaan kapasitas dengan menambah mesin pada work centre yang mengalami kekurangan kapasitas, permintaan konsumen dapat terpenuhi.
1.2. Rumusan Masalah
1.3. Tujuan Penelitian
Tujuan umum penelitian ini adalah mendapatkan rancangan kapasitas produksi yang terintegrasi terhadap jadwal induk produksi. Tujuan khusus dari penelitian ini yaitu :
1. Peramalan permintaan produk sendok dan garpu selama 12 periode ke depan yang digunakan sebagai input jadwal induk produksi dengan menggunakan metode peramalan terpilih.
2. Penentuan work centre yang mengalami kekurangan kapasitas produksi dengan melakukan perbandingan antara kapasitas produksi yang tersedia dengan kapasitas produksi yang dibutuhkan.
3. Pemberian usulan perencanaan kapasitas terhadap work centre yang mengalami kekurangan kapasitas.
1.4. Manfaat Penelitian
Penelitian ini diharapkan dapat memberikan manfaat kepada berbagai pihak yakni:
1. Manfaat bagi Mahasiswa
2. Manfaat bagi Perusahaan
Hasil penelitian dapat menjadi masukan atau bahan pertimbangan bagi perusahaan dalam perencanaan kapasitas produksi.
3. Manfaat bagi Universitas
Menjadi referensi bagi penelitian selanjutnya yang berkaitan dengan perencanaan ketersediaan kapasitas (Rough-Cut Capacity Planning).
1.5. Batasan Masalah dan Asumsi
Adapun batasan-batasan yang digunakan dalam penelitian ini adalah sebagai berikut:
1. Perencanaan kapasitas produksi yang direncanakan adalah untuk 12 periode ke depan (Januari 2013-Desember 2013).
2. Penelitian dilakukan terhadap produk sendok dan garpu.
3. Penelitian hanya dilakukan terhadap kapasitas mesin-mesin produksi. Asumsi-asumsi yang digunakan dalam penelitian ini antara lain: 1. Ketersediaan bahan baku selalu terpenuhi sesuai permintaan. 2. Fasilitas produksi berjalan pada kondisi normal.
3. Tidak adanya perubahan komposisi produk pada saat perencanaan kapasitas. 4. Tidak adanya perubahan proses produksi selama penelitian berlangsung.
1.6. Sistematika Penulisan Tugas Sarjana
Bab I Pendahuluan, menguraikan latar belakang masalah yang mendasari peneliti melakukan perencanaan kebutuhan kapasitas, rumusan masalah, tujuan dan manfaat penelitian, batasan masalah dan asumsi penelitian, serta sistematika penulisan tugas sarjana.
Bab II Gambaran Umum Perusahaan, menguraikan sejarah perusahaan, ruang lingkup bidang usaha, organisasi dan manajemen perusahaan yang meliputi uraian tugas dan tanggung jawab, jam kerja, dan sistem pengupahan, proses produksi yang meliputi bahan-bahan yang digunakan dan uraian proses produksi, serta mesin dan peralatan.
Bab III Landasan Teori, menguraikan teori-teori yang digunakan dalam penelitian yaitu Studi Waktu, Teknik Peramalan dan Perencanaan Kebutuhan Kapasitas. Sumber teori atau literatur yang digunakan diambil dari referensi buku dan jurnal penelitian yang berhubungan dengan topik penelitian yang dapat dilihat pada Daftar Pustaka.
Bab V Pengumpulan dan Pengolahan Data, mengidentifikasi data yang diperlukan baik berupa data primer seperti pengukuran waktu siklus produksi, varian produk dan proporsi permintaan, jumlah pekerja tiap work centre, waktu kerja, kemampuan pekerja dan kondisi lingkungan maupun data sekunder seperti jumlah permintaan. Selain itu, juga terdapat tahap pengolahan yang terdiri dari tahap penentuan waktu baku, peramalan permintaan, perhitungan kapasitas dibutuhkan dan kapasitas tersedia, perencanaan kapasitas yang kurang.
Bab VI Analisis Pemecahan Masalah, pembahasan mengenai usulan perencanaan kapasitas pada work centre yang mengalami kekurangan kapasitas.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Bandar Bunder didirikan pada tanggal 9 Juli 1988 dengan akta notaris dihadapan Djaidir, SH. Dengan surat izin usaha No. 245/DJAI/IUT-D5/PMDN/IV/1988. PT. Bandar Bunder berada di Jl. Batubara No. 19 Tebing Tinggi. Perusahaan ini bergerak dibidang produksi alat-alat rumah tangga berupa sendok dan garpu yang menggunakan bahan baku aluminium.
Pada tahun 1990 terjadi peralihan kepemilikan dari bapak Irwan Tansil kepada bapak Jono Sidharta. Perubahan kepemilikan ini tidak diikuti dengan perubahan nama perusahaan dan izin usaha nya pun tetap, hanya saja tidak lagi menggunakan aluminium sebagai bahan bakunya tetapi menggunakan stainless steel.
Luas lahan untuk pabrik sesuai dengan akte yaitu 14.741 m2. Adapun batas-batas wilayah PT. Bandar Bunder adalah sebagai berikut :
1. Sebelah Utara : berbatasan dengan jalan Batubara 2. Sebelah Timur : berbatasan dengan perumahan penduduk 3. Sebelah Barat : berbatasan dengan perumahan penduduk 4. Sebelah Selatan : berbatasan dengan sungai Padang
1. Pabrik dibangun terletak tidak terlalu jauh dari jalan raya utama Medan-Siantar sehingga memperlancar arus transportasi.
2. Keadaan struktur tanah cukup baik untuk mendirikan bangunan. 3. Tersedianya tenaga kerja di sekitar lokasi pabrik.
Spesifikasi bahan baku yang digunakan adalah berupa lembaran stainless steel berbentuk coil dengan ukuran 1.500 mm x 1.020.000 mm, berat kotor 1.874 kg dan berat bersih 1.870 kg, tebal 1,7 mm. Spesifikasi produk yang dihasilkan untuk sendok adalah berat 20 gr, tebal bagian daun 0,8 mm dan tebal bagian tangkai 1,7 mm.
2.2. Ruang Lingkup Bidang Usaha
PT. Bandar Bunder adalah perusahaan yang bergerak dalam bidang produksi alat-alat rumah tangga khususnya sendok dan garpu. Hasil produksi diekspor dan dipasarkan juga untuk konsumsi lokal. Dalam hal pemasaran produknya PT. Bandar Bunder bekerja sama dengan Trading Company untuk menangani pemasaran di luar negri dan sales agent untuk pemasaran lokal.
2.3. Organisasi dan Manajemen
2.3.1. Struktur Organisasi
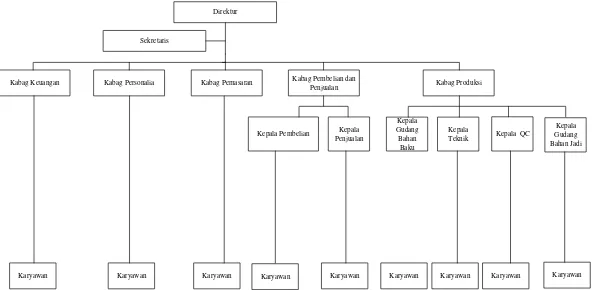
Struktur organisasi yang digunakan oleh PT. Bandar Bunder adalah struktur organisasi berbentuk fungsional dimana pemimpin perusahaan membagi pekerjaan berdasarkan fungsi tertentu. Struktur organisasi tersusun sedemikian rupa sehingga jelas terlihat batas-batas tugas, wewenang dan tanggung jawab dari setiap personil dalam organisasi.Adapun struktur organisasi PT. Bandar Bunder dapat dilihat pada Gambar 2.1.
2.3.2. Uraian Tugas dan Tanggung Jawab
Adapun uraian tugas dan tanggung jawab setiap bagian pada PT. Bandar Bunder dapat dilihat sebagai berikut:
1. Direktur
Uraian tugas dan tanggung jawab direktur, antara lain :
a. Memberikan garis besar kebijaksanaan umum dan program kerja perusahaan.
b. Menganalisis, mengevaluasi dan menilai berbagai kegiatan yang berlangsung pada perusahaan berdasarkan laporan utama.
c. Berhak mengangkat dan memberhentikan pegawai sesuai ketentuan-ketentuan yang berlaku.
2. Sekretaris
Uraian tugas dan tanggung jawab sekretaris, antara lain :
a. Melaksanakan kegiatan administrasi, kepegawaian dan kesejahteraan karyawan dan juga dalam hal ini kegiatan administrasi perusahan (keluar dan ke dalam perusahaan).
b. Menyimpan segala arsip dari berbagai kegiatan sekretariat. 3. Kabag Keuangan
Uraian tugas dan tanggung jawab kabag Keuangan, antara lain : a. Mengawasi cash in flow dan cash out flow perusahaan. b. Mengelola jalannya keuangan perusahaan.
c. Mengkoordinasi penyusunan anggaran secara keseluruhan. 4. Kabag Personalia
Uraian tugas dan tanggung jawab kabag Personalia, antara lain : a. Mengawasi dan mengatur tenaga kerja yang bergerak di pabrik.
b. Menentukan shift kerja dan membuat sistem perhitungan dan pertukarannya.
c. Membuat penyusunan laporan tentang keadaan tenaga kerja selama di pabrik.
5. Kabag Pemasaran
Uraian tugas dan tanggung jawab kabag Pemasaran, antara lain :
a. Bertanggung jawab atas segala kegiatan pemasaran produk ke konsumen. b. Menentukan jenis-jenis dan metode pemasaran apa yang akan digunakan. 6. Kabag Pembelian dan Penjualan
Uraian tugas dan tanggung jawab kabag Pembelian dan Penjualan, antara lain:
a. Bertanggung jawab atas segala kegiatan pembelian dan penjualan yang dilakukan oleh perusahaan.
b. Menerima laporan dari kepala pembelian dan kepala penjualan. 7. Kabag Produksi
Uraian tugas dan tanggung jawab kabag Produksi, antara lain: a. Penanggungjawab atas kelangsungan kegiatan produksi di pabrik. b. Mengatur, mengarahkan dan mengawasi kegiatan di pabrik.
c. Mengadakan penyusunan anggaran produksi untuk mencapai sasaran yang ditentukan.
8. Kepala Pembelian
Uraian tugas dan tanggung jawab kepala Pembelian, antara lain:
a. Mempunyai tugas dan tanggung jawab terhadap segala kegiatan yang menyangkut pembelian dan penyediaan kebutuhan baik berupa bahan baku maupun peralatan lainnya.
9. Kepala Penjualan
Uraian tugas dan tanggung jawab kepala Penjualan, antara lain:
a. Mempunyai tugas dan tanggung jawab terhadap segala kegiatan yang menyangkut penjualan hasil produksi.
b. Mengurus perizinan yang berhubungan dengan penjualan. 10. Kepala Gudang Bahan Baku
Uraian tugas dan tanggung jawab kepala Gudang Bahan Baku, antara lain: a. Mempunyai tugas dan tanggung jawab terhadap segala kegiatan yang
menyangkut penjagaan mutu dan persediaan akan bahan baku agar produksi tetap berjalan.
11.Kepala Teknik
Uraian tugas dan tanggung jawab kepala Teknik, antara lain:
a. Mempunyai wewenang dan tanggung jawab terhadap segala kegiatan mesin-mesin, peralatan listrik dan mendukung proses pengolahan produksi.
12.Kepala Quality Control
Uraian tugas dan tanggung jawab kepala Quality Control, antara lain:
a. Mengadakan penelitian terhadap mutu produksi dan mengadakan perkembangan.
b. Mengawasi standar mutu produksi.
13. Kepala Gudang Produk Jadi
Uraian tugas dan tanggung jawab kepala Gudang Produk Jadi, antara lain: a. Mempunyai tugas dan tanggung jawab terhadap segala kegiatan yang
menyangkut penjagaan mutu dan persediaan akan produk jadi agar produksi tetap berjalan.
14.Karyawan
Uraian tugas dan tanggung jawab karyawan, antara lain:
a. Bekerja secara langsung sesuai dengan bidang kerja yang diterimanya. b. Berhak mendapatkan fasilitas keselamatan kerja.
Direktur
Sekretaris
Kabag Pemasaran
Kabag Keuangan Kabag Personalia Kabag Pembelian dan
Penjualan Kabag Produksi
Kepala Pembelian Kepala Penjualan
Kepala Gudang Bahan
Baku
Kepala
Teknik Kepala QC
Karyawan Karyawan Karyawan Karyawan Karyawan Karyawan Karyawan Karyawan
Kepala Gudang Bahan Jadi
Karyawan
[image:38.842.99.698.144.434.2](Sumber : PT. Bandar-Bunder)
. Dok.: FM-GKM-TI-TS-01-06A; Edisi: 2; Rev: 0; Tgl. Efektif: 1 Feb 2012; Halaman : 1 dari 1
2.3.3. Jumlah Tenaga Kerja dan Jam Kerja
Tenaga kerja pada PT. Bandar Bunder dapat dikategorikan menjadi beberapa, yaitu:
1. Staff
Tenaga kerja yang termasuk bagian ini seperti sekretaris, para kepala bagian dan para kepala.
2. Karyawan Tetap
Tenaga kerja yang termasuk bagian ini seperti karyawan di setiap bagian, tenaga kerja produksi, driver, dan satpam.
3. Karyawan Lepas
Tenaga kerja yang termasuk bagian ini seperti cleaning service dan pegawai kantin. Untuk tenaga kerja ini, perusahaan tidak mengadakan kontrak kerja pada pekerja secara langsung tetapi kepada pihak perusahaan yang menjadi penyalurnya.
Rincian tenaga kerja yang ada pada PT. Bandar Bunder dapat dilihat pada Tabel 2.1.
Tabel 2.1. Rincian Tenaga Kerja pada PT. Bandar Bunder
No. Posisi Jumlah (orang)
1 Direktur 1
2 Sekretaris 1
3 Kabag Keuangan 1
4 Kabag Personalia 1
5 Kabag Pemasaran 1
6 Kabag Pembelian dan Penjualan 1
7 Kabag Pembelian 1
No. Posisi Jumlah (orang)
8 Kepala Penjualan 1
9 Kepala Gudang Bahan Baku 1
10 Kepala Teknik 1
11 Kepala Quality Control 1
12 Kepala Gudang Produk Jadi 1
13 Karyawan 70
14 Satpam 4
15 Driver 2
16 Cleaning Service 2
17 Pegawai Kantin 2
Jumlah 92
(Sumber : PT. Bandar-Bunder)
PT. Bandar Bunder memiliki aturan jam kerja sebagai berikut: 1. Jam kerja staff
a. Kerja aktif : 08.00 – 12.00 WIB b. Istirahat : 12.00 – 13.00 WIB c. Kerja aktif : 13.00 – 16.00 WIB 2. Jam kerja karyawan pabrik
a. Kerja aktif : 08.00 – 12.00 WIB b. Istirahat : 12.00 – 13.00 WIB c. Kerja aktif : 13.00 – 17.00 WIB 3. Jam kerja satpam
a. Shift I : 08.00 – 16.00 WIB b. Shift II : 16.00 – 24.00 WIB c. Shift III : 24.00 – 08.00 WIB
Dalam hal pengupahan, PT. Bandar Bunder memberikannya sekali setiap bulan di mana besar upah disesuaikan dengan ketentuan Upah Minimum Kota (UMK) Medan yaitu sekitar ± Rp. 1.400.000,-/bulan. Perusahaan juga memberikan tunjangan dan fasilitas lain untuk menambah kesejahteraan karyawan, yaitu:
1. Tunjangan Hari Raya (THR)
Besarnya adalah tambahan gaji satu bulan bagi karyawan yang telah bekerja lebih dari satu tahun.
2. Cuti
Lamanya cuti yang diberikan oleh perusahaan yaitu 12 hari kerja setiap tahunnya.
3. Pelayanan Kesehatan
Penyediaan obat P3K dan perawatan terhadap kecelakaan ringan yang dialami tenaga kerja saat bekerja.
4. Bonus Tahunan
Bonus yang dibagi ke seluruh karyawan berdasarkan profit akhir tahun perusahaan.
5. Jaminan Sosial Tenaga Kerja (Jamsostek)
Dimana pihak perusahaan mengasuransikan seluruh tenaga kerja pada PT. Jamsostek. Jaminan yang diberikan meliputi Jaminan Kecelakaan Kerja, Jaminan Kematian, Jaminan Hari Tua, serta Jaminan Pemeliharaan Kesehatan.
Yaitu dispensasi yang diberikan kepada tenaga kerja untuk melakukan kegiatan tertentu, misalnya istirahat karena sakit, beribadah, menikahkan anak, kemalangan, dan lain-lain.
2.4. Proses Produksi
2.4.1. Standar Mutu Bahan dan Produk
Bahan baku yang digunakan adalah stainless steel yang dibeli dari Inalum dengan spesifikasi ukuran 1.500 mm x 1.020.000 mm, berat kotor 1.874 kg dan berat bersih 1.870 kg, tebal 1,7 mm. Stainless steel yang digunakan sebagai bahan baku memiliki tekanan 53kg/mm2. Paduan logam yang harus terdapat di dalam
stainless steel yaitu : C : 0,08% Mn : 2,00% P : 0,05% S : 0,03% Si : 1,00% Cr : 18-20% Ni : 8-10,5%
Produk yang dihasilkan berupa sendok dan garpu dengan spesifikasi ukuran produk adalah berat 20 gr, tebal bagian daun/gerigi 0,8 mm dan tebal bagian tangkai 1,7 mm.
Adapun bahan yang digunakan oleh PT. Bandar Bunder dalam menghasilkan produk terdiri dari bahan baku, bahan penolong, dan bahan tambahan yang dapat dilihat dalam uraian berikut ini.
2.4.2.1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam proses produksi. Bahan baku yang digunakan adalah stainless steel yang bermutu tingggi yang dibeli dari Inalum. Pemesanan bahan baku dilakukan sebulan sekali sesuai dengan kebutuhan produksi.
2.4.2.2. Bahan Tambahan
Bahan tambahan merupakan bahan yang digunakan untuk membantu proses produksi dan merupakan bahan yang bersifat esensial dalam membantu meningkatkan kualitas produk. Bahan tambahan yang digunakan pada produk sendok dan garpu ini adalah:
1. Disc buff, yaitu roda pengkilap yang digunakan dalam proses mimis.
2. Polishing wheel, yaitu bantalan pengkilap yang juga digunakan pada proses mimis.
3. Stell ball dan detergen yang digunakan dalam pembersihan produk saat dimimis.
Bahan penolong merupakan bahan yang digunakan untuk membantu proses produksi dan tidak menjadi bagian yang esensial dari suatu produk. Bahan penolong yang digunakan untuk proses pembuatan produk ini adalah air. Dimana air digunakan untuk mencuci sendok dan garpu setelah di polish. Pencucian ini dilakukan di dalam mesin mimis. Pencucian ini berfungsi untuk membersihkan produk dan agar produk tampak lebih mengkilap.
2.4.3. Uraian Proses Produksi
Langkah-langkah proses produksi antara sendok dan garpu adalah sama, yang membedakan hanya pemasangan mal pada mesin-mesin tertentu. Untuk lebih jelasnya perhatikan uraian proses produksi berikut :
1. Pemotongan Plat
Plat yang berbentuk coil dipotong dengan menggunakan mesin potong. Hasil pemotongan plat ini adalah plat berbentuk lembaran lembaran.
2. Zig-zag
Plat yang berbentuk lembaran di masukkan ke dalam mesin zig-zag. Hasil dari mesin zig-zag ini adalah kepingan awal yang terdiri dari kepala dan tangkai yang berbentuk menyerupai sendok/garpu tetapi masi datar dan belum berbentuk lengkung/gerigi.
Bagian kepala dari kepingan awal ditipiskan dan dilebarkan dengan menggunakan mesin penggilingan. Pada proses penggilingan I akan mengurangi ketebalan plat dari 1,7 mm menjadi 1,2 mm.
4. Penggilingan II
Sama dengan penggilingan I, penggilingan II juga berfungsi untuk melebarkan dan menipiskan kepingan bagian kepala. Pada proses penggilingan II akan mengurangi ketebalan plat dari 1,2 mm menjadi 1,0 mm. 5. Penggilingan III
Pada proses penggilingan II akan mengurangi ketebalan plat dari 1,0 mm menjadi 0,8 mm.
6. Punch Daun/Gerigi
Setelah melalui penggilingan sebanyak 3 kali, dilakukan pencetakan lekuk daun/gerigi dengan menggunakan mesin punch daun/gerigi dengan cara dilakukan penekan terhadap kepala kepingan. Hasilnya adalah kepala kepingan berbentuk oval untuk sendok dan gerigi untuk garpu. Mal yang digunakan adalah oval jika ingin memproduksi sendok dan gerigi jika ingin memproduksi garpu.
7. Punch Lekuk Daun/Gerigi
Bagian kepala yang telah berbentuk sendok/gerigi diberi lengkungan dengan memberikan penekanan dari mesin punch lekuk daun/gerigi. Pada mesin ini juga menggunakan mal yang berbeda untuk memproduksi sendok atau garpu.
Pada tahap ini akan dilakukan proses pembentukan dan pemberian corak bunga terhadap tangkai sendok/garpu. Proses nya hampir sama dengan proses
punch daun yakni memberikan tekanan pembentukan. 9. Gerinda
Pada proses ini, sendok/garpu yang telah selesai diproduksi akan dihaluskan dengan menggunakan mesin gerinda. Penggerindaan ini memakan waktu yang jauh lebih lama dibandingkan dengan proses produksi sebelumnya sehingga proses penggerindaan dilakukan dengan cara mengumpulkan sendok/garpu terlebih dahulu.
10. Polish
Proses ini berfungsi untuk mengkilatkan produk yang telah selesai digerinda. Proses polish ini juga memakan waktu yang cukup lama dibandingkan dengan proses produksi sebelumnya.
11. Mimis
Proses ini merupakan proses terakhir dimana sendok/garpu yang telah jadi di bersihkan di dalam mesin mimis dengan menngunakan air dan zat kimia yang berfungsi untuk pengkilap. Mesin ini bekerja dengan prinsip getaran secara terus menerus.
2.4.4. Mesin dan Peralatan
Mesin yang digunakan dalam proses produksi pada PT. Bandar Bunder, antara lain :
Merek : Hangzhou Shearing
Made in : Taiwan Tipe : WP-21 Voltase : 380 Volt Daya : 3 HP Arus : 60 A Phase : 3 Phase
Fungsi : Melakukan pemotongan plat stainless steel menjadi lembaran-lembaran yang akan dicetak selanjutnya
2. Mesin Zig-zag
Merek : Hangzhou Shearing
Made in : Taiwan Tipe : T600-028-014 Voltase : 380 Volt Daya : 3 HP Arus : 52 A Phase : 3 Phase
Fungsi : Mencetak lembaran plat menjadi kepingan awal secara zig-zag
3. Mesin Giling
Merek : Edge Shearing
Voltase : 380 Volt Daya : 1 HP Arus : 2,5 A Phase : 3 Phase
Fungsi : Menipiskan kepingan plat sesuai agar lebih mudah untuk dibentuk kemudian
4. Mesin Pembentukan (Punch) Merek : Chun-Mu
Made in : Taiwan
Tipe : T-60-140-MM Voltase : 380 Volt Daya : 3 HP Arus : 6 A Phase : 3 Phase
Fungsi : Membentuk kepingan plat sesuai dengan mal yang dipasang, digunakan untuk membentuk daun/gerigi, tangkai, dan memberi lekukan pada daun/gerigi
5. Mesin Polish
Merek : Hangzhou Shearing
Daya : 1 HP Arus : 2 A Phase : 3 Phase
Fungsi : Mengkilatkan permukaan sendok dan garpu 6. Mesin Gerinda
Merek : Churcill
Made in : Taiwan Tipe : AX-344 Voltase : 380 Volt Daya : 1 HP Arus : 60 A Phase : 3 Phase
Fungsi : Menghaluskan permukaan sendok dan garpu
Peralatan yang digunakan dalam proses produksi pada PT. Bandar Bunder, antara lain :
1. Timbangan
Digunakan untuk mengetahui berat stainless steel yang masuk. 2. Keranjang
Digunakan untuk membawa benda kerja dalam proses antar stasiun kerja/mesin produksi.
Digunakan untuk memindahkan bahan baku dari gudang ke bagian produksi.
2.4.5. Utilitas
Adapun utilitas yang digunakan pada PT. Bandar Bunder, yaitu: 1. Air
Air yang digunakan oleh PT. Bandar Bunder berasal dari 2 sumber yaitu PDAM dan air sumur bor. Air yang berasal dari PDAM digunakan untuk keperluan minum karyawan tiap harinya dan untuk membersihkan toilet sedangkan air yang berasal dari sumur bor digunakan untuk proses pencucian produk sendok dan garpu dengan menggunakan mesin mimis.
2. Tenaga Listrik
PT. Bandar Bunder memiliki generator listrik sendiri untuk mengatasi gangguan arus listrik dari PLN. Walaupun sebagian besar kebutuhan listrik masih dipenuhi dari PLN.
2.4.6. Safety and Fire Protection
PT. Bandar Bunder merupakan suatu perusahaan yang menerapkan Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3) untuk mengatur dan menjamin keselamatan dan kesehatan kerja bagi seluruh karyawannya. Adapun penerapan dari SMK3 di perusahaan PT. Bandar Bunder adalah sebagai berikut : 1. Mensosialisasikan prinsip-prinsip keselamatan dan kesehatan kerja dimana
2. Mewajibkan para karyawan yang bekerja di perusahaan untuk selalu menggunakan APD (alat pelindung diri). Adapun beberapa APD yang digunakan yaitu :
a. Sarung tangan yang berfungsi untuk melindungi tangan operator dari tekanan, jepitan mesin-mesin produksi.
b. Masker yang berfungsi untuk melindungi karyawan dari bahan kimia selama di proses pencucian.
c. Sepatu pengaman (sepatu boot) yang berfungsi untuk melindungi kaki operator dari benda tajam yang mungkin terinjak sewaktu bekerja, kecelakaan yang disebabkan oleh benda berat yang menimpa kaki, dan tergelincir selama bekerja di lantai produksi.
d. Menyediakan alat pemadam kebakaran yaitu fire extinguisher yang berfungsi untuk menjaga keamanan di lantai produksi. Apabila terjadinya percikan api yang cukup membahayakan maka dapat dilakukan tindakan pemadaman dengan segera.
2.4.7. Waste Treatment
Limbah yang dihasilkan PT. Bandar Bunder terdiri dari dua jenis yaitu limbah padat dan limbah cair. Adapun penanganan limbah yang dilakukan oleh PT. Bandar Bunder sebagai berikut:
BAB III
LANDASAN TEORI
3.1. Defenisi Kapasitas
1
Kapasitas adalah kemampuan pembatas dari unit produksi untuk berproduksi dalam waktu tertentu dan biasanya dinyatakan dalam bentuk keluaran (output) per satuan waktu. Tetapi kapasitas adalah konsep yang kabur, karena harus dihubungkan dengan sejauh mana suatu peralatan digunakan. Sebagai contoh, bisa saja ditetapkan sebagai kebijakan untuk bekerja hanya 5 hari seminggu, satu shift dalam sehari, dan produksinya 1000 satuan per minggu. Dengan dasar ini kita dapat mengatakan bahwa kapasitas normal adalah 1000 satuan output per minggu. Tetapi batas ini dapat ditingkatkan dengan kerja lembur sehingga batas kapasitas dengan kerja lembur menjadi 1150 satuan. Dengan menambah shift kedua, kapasitas dapat ditingkatkan lebih lanjut menjadi 1800 satuan per minggu.
Dalam kaitannya dengan definisi di atas maka perencanaan kapasitas berusaha untuk mengintegrasikan faktor-faktor produksi untuk meminimisasi ongkos fasilitas produksi. Dengan kata lain, keputusan-keputusan yang menyangkut kapasitas produksi harus mempertimbangkan faktor-faktor ekonomis fasilitas produksi tersebut.
1
3.2. Pengukuran Waktu (Time Study)2
Suatu pekerjaan akan dikatakan diselesaikan secara efisien apabila waktu penyelesaiannya berlangsung paling singkat. Untuk menghitung waktu baku (standard time) penyelesaian pekerjaan guna memilih alternatif metode kerja terbaik, maka perlu diterapkan prinsip-prinsip dan teknik-teknik pengukuran kerja (work measurement atau time study). Pengukuran waktu kerja ini berhubungan dengan usaha-usaha untuk menetapkan waktu baku yang dibutuhkan guna menyelesaikan suatu pekerjaan. Pada garis besarnya teknik-teknik pengukuran waktu dibagi ke dalam dua bagian yaitu :
1. Pengukuran waktu secara langsung
Pengukuran ini dilaksanakan secara langsung yaitu di tempat dimana pekerjaan yang bersangkutan dijalankan. Misalnya pengukuran kerja dengan jam henti (stopwatch time study) dan sampling kerja (work sampling).
2. Pengukuran secara tidak langsung
Pengukuran ini dilakukan dengan menghitung waktu kerja tanpa si pengamat harus ditempat kerja yang diukur. Pengukuran waktu dilakukan dengan membaca tabel-tabel yang tersedia asalkan mengetahui jalannya pekerjaan. Misalnya aktivitas data waktu baku (standard data), dan data waktu gerakan (predetermined time system).
2
3.2.1. Stopwatch Time Study3
Stopwatch time study adalah pekerjaan mengamati pekerja dan mencatat waktu kerjanya baik setiap elemen ataupun siklus dengan menggunakan alat yang telah disiapkan. Sesuai dengan namanya, maka pengukuran waktu ini menggunakan jam henti (stop watch) sebagai alat utamanya. Langkah-langkah pengukuran waktu kerja dengan menggunakan stopwatch time study adalah : 1. Definisikan pekerjaan yang akan diteliti untuk diukur waktunya dan
beritahukan maksud dan tujuan pengukuran ini kepada pekerja yang dipilih untuk diamati dan supervisor yang ada. Dalam penentuan tujuan tersebut, dibutuhkan adanya tingkat kepercayaan dan tingkat ketelitian yang digunakan
dalam pengukuran jam henti.
2. Catat semua informasi yang berkaitan erat dengan penyelesaian pekerjaan seperti layout, karakteristik/spesifikasi mesin atau peralatan kerja lain yang digunakan.
3. Bagi operasi kerja dalam elemen-elemen kerja sedetil-detilnya tapi masih dalam batas-batas kemudahan untuk pengukuran waktunya.
4. Amati, ukur dan catat waktu yang dibutuhkan oleh operator untuk menyelesaikan elemen-elemen kerja tersebut.
5. Tetapkan jumlah siklus kerja yang harus diukur dan dicatat. Teliti apakah jumlah siklus yang dilaksanakan ini sudah memenuhi syarat atau tidak, tes pula keseragaman data yang diperoleh.
3
6. Tetapkan rating factor operator. Rating factor ini ditetapkan untuk setiap elemen kerja yang ada dan hanya ditujukan untuk performansioperator. Untuk elemen kerja yang sepenuhnya dilakukan oleh mesin maka performansi dianggap normal (100%).
7. Sesuaikan waktu pengamatan berdasarkan performansi kerja yang ditunjukkan oleh operator tersebut sehingga akhirnya akan diperoleh waktu kerja normal. 8. Tetapkan waktu longgar (allowance time) guna memberikan fleksibilitas.
Waktu longgar yang diberikan ini guna menghadapi kondisi-kondisi seperti kebutuhan yang bersifat personal, kelelahan, dan keterlambatan material. 9. Tetapkan waktu kerja baku (standard time) yaitu jumlah total antara waktu
normal dan waktu longgar.
3.2.2. Pengujian Keseragaman Data4
Selama melakukan pengukuran, operator mungkin mendapatkan data yang tidak seragam. Untuk itu digunakan alat yang dapat mendeteksinya yaitu peta kendali. Batas kendali dibentuk dari data yang merupakan batas yang menentukan seragam tidaknya data. Data dikatakan seragam jika berada dalam batas control dan data dikatakan tidak seragam jika berada diluar batas control. Rumus untuk menghitung keseragaman data dengan tingkat ketelitian 5% dan tingkat keyakinan 95% adalah :
4
dimana:
: waktu rata-rata : simpangan baku
: Batas Kontrol Atas : Batas Kontrol Bawah
3.2.3. Pengujian Kecukupan Data
Uji kecukupan data dilakukan untuk mengetahui apakah data yang diambil dari penelitian lapangan telah mencukupi untuk digunakan dalam menyelesaikan permasalahan yang ada. Rumus untuk mengetahui berapa jumlah pengamatan/ pengukuran yang sebaiknya digunakan adalah :
22 2
. / '
X
X X
N s z N
dimana:
X = waktu pengamatan dari setiap elemen kerja untuk masing-masing siklus yang diukur
1. 90% confidence level : z = 1,65 2. 95% confidence level : z = 2,00 3. 99,7% confidence level : z = 3,00
s = derajat dari data t yang dikehendaki, yang menunjukkan maksimum prosentasi penyimpangan yang bisa diterima dan nilai t yang sebenarnya. Nilai k/s dikenal sebagai Confidence-Precision Ratio dari time study yang dilaksanakan.
N = jumlah pengamatan/pengukuran awal yang telah dilakukan untuk elemen kegiatan tertentu yang dipilih.
N’ = jumlah siklus pengamatan/pengukuran yang seharusnya dilaksanakan agar dapat diperoleh presentase kesalahan (error) minimum dalam mengestimasi t yaitu sebesar S.
Apabila N’ > N maka diperlukan pengukuran tambahan hingga memenuhi
jumlah yang diperlukan. Apabila N’ < N maka data pengukuran pendahuluan
sudah mencukupi.
3.2.4. Rating Factor5
Rating factor adalah faktor yang diperoleh dengan membandingkan kecepatan bekerja dari seorang operator dengan kecepatan kerja normal menurut ukuran peneliti/pengamat. Dari faktor ini dapat dilihat bahwa:
1. Apabila operator dinyatakan terlalu cepat yaitu bekerja di atas normal maka
5
rating factor ini akan lebih besar dari pada 1 (Rf>l).
2. Apabila operator bekerja terlalu lambat yaitu bekerja dibawah kewajaran (normal) maka rating factor akan lebih kecil dari 1 (Rf<l).
3. Apabila operator bekerja secara normal atau wajar maka rating factor ini diambil sama dengan 1 (Rf = 1). Untuk kondisi kerja dimana operasi secara penuh dilaksanakan oleh mesin (operating atau machine time) maka waktu yang diukur dianggap waktu yang normal.
6
Untuk memudahkan pemilihan konsep normal, seorang pengukur dapat mempelajari bagaimana bekerjanya seorang operator yang dianggap normal, yaitu jika seorang operator yang dianggap berpengalaman bekerja tanpa usaha-usaha yang berlebihan sepanjang hari bekerja, menguasai cara kerja yang ditetapkan, dan menunjukkan kesungguhan dalam menjalankan pekerjaannya.
Walaupun usaha-usaha membakukan konsep bekerja normal telah dilakukan, namun rating factor tetap tampak sebagai suatu yang subyektif. Disini besarnya rating factor sepenuhnya ditentukan oleh pengukur melalui pengamatannya selama melakukan pengukuran.
3.2.5. Penetapan Kelonggaran (Allowance)7
Kelonggaran (Allowance) diberikan berkenaan dengan adanya sejumlah kebutuhan di luar kerja, yang terjadi selama pekerjaan berlangsung. Kelonggaran diberikan untuk tiga hal, yaitu:
1. Kelonggaran untuk kebutuhan pribadi (personal)
6
Sutalaksana, Iftikar Z., dkk. op. cit, hal. 139. 7
Kelonggaran yang termasuk di dalam kebutuhan pribadi adalah hal-hal sepeti minum sekedarnya untuk menghilangkan rasa haus, ke kamar kecil, bercakap-cakap dengan teman sekedarnya untuk menghilangkan ketegangan ataupun kejenuhan dalam sewaktu bekerja
2. Kelonggaran untuk menghilangkan rasa fatique
Fatique merupakan hal yang akan terjadi pada diri seseorang sebagai akibat dari melakukan suatu pekerjaan.
3. Kelonggaran untuk hambatan-hambatan tidak terhindarkan (delay)
Hambatan-hambatan tidak terhindarkan terjadi karena berada diluar kekuasaan/kendali pekerja, seperti mesin macet, listrik padam, dan lain-lain.
3.2.6. Perhitungan Waktu Baku8
Waktu baku adalah waktu yang digunakan untuk menyelesaikan satu siklus pekerjaan yang dilakukan menurut metode kerja tertentu pada kecepatan normal dengan mempertimbangkan rating performance dan kelonggaran.
Untuk menghitung waktu baku perlu dihitung waktu siklus rata-rata yang disebut dengan waktu terpilih, rating factor, waktu normal dan allowance. Adapun rumus untuk menghitung waktu normal dan waktu baku adalah :
Wn = Ws x Rf
dimana : Wn = waktu normal
Ws = waktu siklus rata-rata
Rf = ratingfactor
8
9
) %
100 (
% 100 Wn
Wb
Allowance
dimana : Wb = waktu baku All = allowance
3.3. Peramalan10
Peramalan adalah proses untuk memperkirakan berapa kebutuhan di masa datang yang meliputi kebutuhan dalam ukuran kuantitas, kualitas, waktu dan lokasi yang dibutuhkan dalam rangka memenuhi permintaan barang ataupun jasa. Peramalan tidak terlalu dibutuhkan dalam kondisi permintaan pasar yang stabil, karena perubahan permintaannya relatif kecil. Tetapi peramalan akan sangat dibutuhkan bila kondisi pasar bersifat komplek dan dinamis.
Dalam kondisi pasar bebas, permintaan pasar lebih banyak bersifat komplek dan dinamis, karena permintaan tersebut akan tergantung dari keadaan sosial, ekonomi, politik, aspek teknologi, produk pesaing dan produk substitusi. Oleh karena itu, peramalan yang akurat merupakaan informasi yang sangat dibutuhkan dalam pengambilan keputusan manajemen.
3.3.1. Karakteristik Peramalan yang Baik
Peramalan yang baik mempunyai beberapa kriteria yang penting, antara lain adalah :
1. Akurasi
9
Wignjosoebroto. Sritomo. op. cit, hal. 203. 10
Akurasi dari suatu hasil peramalan diukur dengan kebiasan dan kekonsistensian peramalan tersebut. Hasil peramalan dikatakan bias apabila peramalan tersebut terlalu tinggi atau terlalu rendah dibandingkan dengan kenyataan yang sebenarnya terjadi. Hasil peramalan dikatakan konsisten bila besarnya kesalahan peramalan relatif kecil. Peramalan yang terlalu rendah akan mengakibatkan kekurangan persediaan, sehingga permintaan konsumen tidak dapat dipenuhi segera, akibatnya adalah perusahaan dimungkinkan kehilangan pelanggan dan kehilangan keuntungan penjualan. Peramalan yang terlalu tinggi akan mengakibatkan terjadinya penumpukan persediaan, sehingga banyak modal yang akan terserap sia-sia. Keakuratan dari hasil peramalan ini berperan penting dalam menyeimbangkan persediaan yang ideal (meminimisasi penumpukan persediaan dan memaksimisasi tingkat pelayanan).
2. Biaya
diramalkan dengan metode yang sederhana dan murah. Prinsip ini merupakan adopsi dari Hukum Pareto.
3. Kemudahan
Penggunaan metode peramalan yang sederhana, mudah dibuat dan mudah diaplikasikan akan memberikan keuntungan bagi perusahaan. Adalah percuma memakai metode yang canggih, tetapi tidak dapat diaplikasikan pada sistem perusahaan karena keterbatasan dana, sumber daya manusia, maupun peralatan teknologi.
3.3.2. Prinsip-prinsip Peramalan11
Ada lima prinsip peramalan yang sangat perlu diperhatikan untuk mendapatkan hasil peramalan yang baik, yaitu :
1. Peramalan selalu mengandung error. Peramalan mengurangi faktor ketidakpastian tetapi tidak pernah mampu untuk menghilangkannya.
2. Peramalan harus mencakup ukuran dari error. Besarnya error dapat dijelaskan dalam bentuk kisaran sekitar hasil peramalan baik dalam unit atau persentase dan probabilitas tentang permintaan sesungguhnya akan berada dalam kisaran tersebut.
3. Peramalan item yang dikelompokkan dalam famili selalu lebih akurat dibandingkan dengan peramalan dalam item per item.
4. Peramalan untuk jangka pendek selalu lebih akurat dibandingkan dengan peramalan untuk jangka panjang.
11
5. Apabila dimungkinkan, perkiraan besarnya permintaan lebih disukai berdasarkan perhitungan daripada hasil peramalan.
3.3.3. Metode Peramalan12
Metode peramalan dapat diklasifikasikan menjadi dua kelompok besar yaitu metode kualitatif dan metode kunatitatif. Kedua kelompok tersebut memberikan hasil peramalan yang kuantitatif. Perbedaannya terletak pada cara peramalan yang dilakukan. Metode Kualitatif pada umumnya digunakan apabila data kuantitatif tentang permintaan tidak tersedia atau akurasinya tidak memadai. Misalnya peramalan tentang permintaan produk baru yang akan dikembangkan, jelas data masa lalu tidak tersedia, kalau kondisi lingkungan masa yang akan datang sama sekali sudah berbeda dengan kondisi masa lalu maka keberadaan data masa lalu itu tidak akan menolong peramalan pada pemintaan masa yang akan datang. Peramalan berdasarkan metode kuantitatif (intrinsic forecasting) mempunyai asumsi bahwa data permintaan masa lalu dari produk atau item yang diramalkan mempunyai pola yang diperkirakan masih berlanjut ke masa yang akan datang. Pola permintaan tersebut mungkin kurang jelas terlihat karena faktor random yang menghasilkan fluktuasi.
3.3.4. Metode Peramalan Kuantitatif13
Peramalan kuantitatif dapat diterapkan bila terdapat tiga kondisi berikut: 1. Tersedia informasi tentang masa lalu.
12
Ibid. hal. 113. 13
2. Informasi tersebut dapat dikuantifikasikan dalam bentuk data numerik.
3. Dapat diasumsikan bahwa beberapa aspek pola masa lalu akan terus berlanjut di masa mendatang.
Kondisi yang terakhir ini dikenal dengan asumsi berkesinambungan (assumption of continuity), asumsi ini merupakan premis yang mendasari semua metode peramalan kuantitatif dan banyak metode peramalan teknologis. Peramalan kuantitatif dibagi atas 2 bagian, yaitu peramalan secara time series dan kausal.
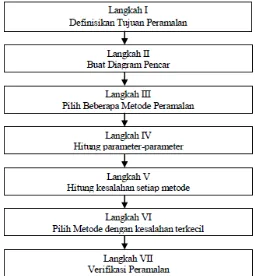
14Prosedur umum yang digunakan dalam peramalan secara kuantitatif
[image:65.595.183.438.390.666.2]dapat dilihat pada Gambar 3.1.
Gambar 3.1. Langkah-langkah Peramalan Secara Kuantitatif
3.3.4.1.Metode Time Series15 14
Metode time series adalah metode yang digunakan untuk menganalisis serangkaian data yang merupakan fungsi dari waktu. Langkah penting dalam memilih suatu metode time series yang tepat adalah dengan mempertimbangkan jenis pola data, sehingga metode yang paling tepat dengan pola tersebut dapat diuji. Adapun metode peramalan yang termasuk dalam metode time series adalah metode smoothing, proyeksi kecenderungan dengan regresi, dan dekomposisi.
3.3.4.1.1. Metode Proyeksi Kecenderungan dengan Regresi16
Metode kecenderungan dengan regresi merupakan dasar garis kecenderungan untuk suatu persamaan, sehingga dengan dasar persamaan tersebut dapat diproyeksikan hal-hal yang akan diteliti pada masa yang akan datang. Untuk peramalan jangka pendek dan jangka panjang, ketepatan peramalan dengan metode ini sangat baik. Data yang dibutuhkan untuk metode ini adalah tahunan, minimal lima tahun. Namun, semakin banyak data yang dimiliki semakin baik hasil yang diperoleh. Bentuk fungsi dari metode ini dapat berupa:
1. Konstan, dengan fungsi peramalan (Yt):
Yt = a, dimana
N Y a
1Dimana : Yt = nilai tambah N = jumlah periode
2. Linier, dengan fungsi peramalan:
15
Makridakis, dkk, op. cit, hal. 10-11. 16
Yt = a + bt Dimana :
n bt Y a
2 2 t t n y t ty n b3. Kuadratis, dengan fungsi peramalan: Yt = a + bt + ct2
Dimana : n t c t b Y
a
2
;
b
c ; 2
b
2 2 4
t n t
t Y n tY
t2 Y n t2Y
2 3
t n t t
2 2
t n t
4. Eksponensial, dengan fungsi peramalan: Yt = aebt
Dimana :
n t b Y
a
ln
ln
2 2 ln ln
t t n Y t Y t n b5. Siklis, dengan fungsi peramalan:
n t c n t b a
Dimana : n tt c n tt b na
Y
sin2
cos2
n t n t c n t b n tt a n ttYsin2
sin2 sin2 2
sin2 cos2
n t n t b n t c n t a n tYcos2
cos2
cos2 2
sin2 cos2
3.3.4.1.2. Metode Dekomposisi17
Yaitu hasil ramalan ditentukan dengan kombinasi dari fungsi yang ada sehingga tidak dapat diramalkan secara biasa. Model tersebut didekati dengan fungsi linier atau siklis, kemudian bagi t atas kwartalan sementara berdasarkan pola data yang ada. Metode dekomposisi merupakan pendekatan peramalan yang tertua. Terdapat beberapa pendekatan alternatif untuk mendekomposisikan suatu deret berkala yang semuanya bertujuan memisahkan setiap komponen deret data seteliti mungkin. Konsep dasar pemisahan bersifat empiris dan tetap, yang mula – mula memisahkan unsur musiman dan trend. Adapun langkah-langkah pengerjaan peramalan dengan metode dekomposisi, yaitu :
1. Menghitung nilai rata-rata bergerak
Nilai rata-rata bergerak yang dihitung adalah rata-rata bergerak dalam kurun waktu per t periode selama n periode. Nilai rata-rata diletakkan di pertengahan periode.
2. Menghitung nilai indeks musim 17
Nilai indeks musim dihitung dengan menggunakan nilai indeks rata-rata bergerak yang telah dihitung sebelumnya. Hal pertama yang dilakukan adalah menghitung nilai faktor musim dengan cara membagikan hasil rata-rata bergerak dengan permintaan di periode yang sama , kemudian menghitung nilai indeks musim dengan cara merata-ratakan nilai dari faktor musim yang ada.
3. Mencari persamaan garis trend
Garis trend dapat dicari dengan menggunakan persamaan :YX = a + bX Berdasarkan persamaan tersebut maka langkah pertama yang harus dilakukan untuk mencari persamaan garis trend adalah menghitung nilai a dan b :
) )( ( ) ( ) )( ( ) )( ( ) )( ( 2 2 X b Y a X X n X Y XY n b
4. Menghitung nilai persamaan garis trend
Nilai persamaan garis trend dihitung di setiap periode peramalan yang diinginkan. Nilai persamaan garis trend dapat dihitung dengan memasukkan nilai periode yang diinginkan.
5. Menghitung nilai ramalan akhir
3.3.5. Kriteria Performance Peramalan18
Besar kesalahan suatu peramalan dapat dihitung dengan beberapa cara, yaitu:
1. Mean Square Error (MSE)
Dimana :
Xt = data aktual periode t
Ft = nilai ramalan periode t N = banyaknya periode
2. Standard Error of Estimate (SEE)
f =derajat kebebasan
f = 1 (data konstan)
f =2 (data linear atau eksponensial)
f = 3 (data kuadratis atau siklis) 3. Persentage Error (PEt)
4. Mean Absolute Persentage Error (MAPE)
18
Setelah didapat kesalahan dari masing-masing metode peramalan, maka akan dilakukan pengujian terhadap dua metode yang memiliki kesalahan terkecil guna mendapatkan metode peramalan yang lebih baik untuk digunakan. Pengujian dilakukan dengan tes distribusi F. Langkah-langkahnya sebagai berikut:
1. Tentukan pernyataan awal (Ho) dan pernyataan alternatif (Ha) Ho : Metode X lebih baik daripada metode Y
Ha : Metode Y lebih baik daripada metode X 2. Lakukan tes statistik
Di mana:
S1 = besarnya kesalahan metode peramalan X
S2 = besarnya kesalahan metode peramalan Y
3. Bandingkan hasil yang diperoleh dari langkah 2 dengan hasil yang diperoleh dari tabel distribusi F dengan tingkat ketelitian yang telah ditetapkan
Jika Fhitung < Ftabel maka Ho diterima dan jika sebaliknya maka Ho ditolak.
Setelah didapatkan metode peramalan mana yang lebih baik maka dilakukan verifikasi terhadap metode peramalan yang terbaik tersebut.
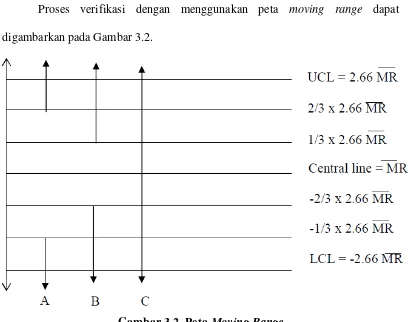
3.3.6. Peta Moving Range19
Dalam peramalan, peta moving range digunakan untuk melakukan verifikasi yaitu untuk melihat apakah metode peramalan yang diperoleh representatif terhadap data. Jika semua titik berada di dalam batas kendali peta
19
moving range, diasumsikan peramalan permintaan yang dihasilkan telah cukup baik. Jika terdapat titik yang berada di luar batas kendali, maka peramalan yang didapat kurang baik dan harus direvisi. Dalam pembuatan peta moving range
diperlukan rata-rata moving range yang rumusnya adalah :
1
1 <