Lampiran 3. Job Safety Analysis (JSA) Pengelasan Lampiran 4. Job Safety Analysis (JSA) Penggerindaan Lampiran 5. Job Safety Analysis (JSA) Perancah Lampiran 6. Risk Assement Internal Study Activity Lampiran 7. Dokumentasi
Job Sabety Analysis
Job Sabety Analysis
Job Sabety Analysis
Job Sabety Analysis
DATE/JSA No. (Tgl/JSA No.) 11 April 2016 DEPARTMENT : (Bagian/Fungsi) Fabrikasi
JOB (Pekerjaan) : Welding
SUPERVISOR : (Pengawas) Welding Supervisor LOCATION : (Lokasi) Workshop 5
SEQUENCE OF BASIC JOB STEPS
Kaki tertimpa material
Kebisingan
Menggunakan safety gloves yang telah disediakan. Merapikan jalur yang dilewati kabel agar tidak terlilit.
Memperhatikan posisi pada saat mengangkat dan menggunakan safety shoes. Menggunakan ear plug selama berada di workshop.
Pemeriksaan rutin kabel yang terkelupas.
serta menyesuaikan ampere.
4. Melakukan proses pengelasan.
Iritasi kulit dan mata yang berasal dari sinar UV
Noticeable (1)
Merapikan posisi kabel agar tidak terlilit.
Menggunakan ear plug selama berada di workshop. Tidak meletakkan generator diatas genangan air.
Tidak meletakkan generator diatas genangan air dan tidak meletakkan bahan kimia mudah meledak di dekat generator.
Memposisikan tangan
berlawanan dengan
elektrode yang dijepit. Pemeriksaan rutin kabel dan menggunakan safety gloves sebagai isolator.
Memastikan terdapat pertukaran udara melalui ventilasi dan menggunakan
APD berupa kedok
pernapasan.
5. Mendinginkan
Terkena spark atau spatter
Kelelahan otot
Kebisingan
Ledakan
Terkena material yang masih panas
Tersandung kabel
Kebisingan
Terpukul chipping hammer
Tergores material tajam
Kebisingan
Menggunakan APD berupa kedok las dan helm las Menggunakan kacamata
Menggunakan helm las dan kedok las yang dilengkapi kaca penyaring
Melakukan peregangan otot/ strectching ketika selesai melakukan aktivitas dan istirahat
Menggunakan ear plug selama berada di workshop Tidak meletakkan bahan kimia di dekat proses pengelasan
Menggunakan APD berupa safety gloves
Merapikan posisi kabel agar tidak terlilit
Menggunakan ear plug selama berada di workshop
Memperhatikan dan
berkonsentrasi pada saat memukul dengan chipping hammer
Menggunakan APD berupa safety gloves
8. Memindahkan material yang telah selesai dil las.
9. Membersihkan area kerja.
Tertimpa material
Tergores material tajam
Terhirup gram sisa pengelasan
Tertusuk material tajam
Noticeable (1) Menggunakan safety gloves.
Menggunakan masker.
Job Sabety Analysis
Job Sabety Analysis
Job Sabety Analysis
Job Sabety Analysis
DATE/JSA No. (Tgl/JSA No.) 19 April 2016 DEPARTMENT : (Bagian/Fungsi) Fabrikasi
JOB (Pekerjaan) : Grinding
SUPERVISOR : (Pengawas)
LOCATION : (Lokasi) Workshop 5
SEQUENCE OF BASIC JOB STEPS (URUTAN LANGKAH DASAR
PEKERJAAN)
POTENTIAL ACCIDENT OF HAZARDS (POTENSI DAPAT TERJADI material yang akan di gerinda.
Menggunakan APD yakni
safety gloves.
Menggunakan ear plug
selama berada di
Menggunakan ear plug
4. Tahap akhir yakni
Carpal Tunnel Syndrome/ Hand Arm Vibration konsentrasi pada saat proses berlangsung. Memastikan prosedur pemasangan disk dan mematuhi prosedur
selama proses
berlangsung.
Housekeeping dan tidak meletakkan bahan kimia yang mudah meledak
didekat lokasi
penggerindaan.
Pengaturan jadwal kerja dan penggunaan sarung tangan yang dapat meredam getaran.
Menggunakan APD yakni
safety gloves.
Menggunakan masker yang dapat mencegah masuknya partikel debu atau gram.
Menggunakan ear plug
selama berada di
Job Sabety Analysis
Job Sabety Analysis
Job Sabety Analysis
Job Sabety Analysis
DATE/JSA No. (Tgl/JSA No.) 11 April 2016 DEPARTMENT : (Bagian/Fungsi) Fabrikasi
JOB (Pekerjaan) : Scaffolding
SUPERVISOR : (Pengawas)
LOCATION : (Lokasi) Workshop 5
SEQUENCE OF BASIC JOB STEPS (URUTAN LANGKAH DASAR
PEKERJAAN)
POTENTIAL ACCIDENT OF HAZARDS
(POTENSI DAPAT TERJADI KECELAKAAN) CONSEQUENCES (KEPARAHAN) (KEMUNGKINAN) PROBABILTY (PAPARAN) EXPOSURE (LEVEL RISIKO) RISK LEVEL (PENGENDALIAN RISIKO) RISK CONTROL
1. Memeriksa lmkasi (kmndisi dasar) dan ketinggian
pemasangan scaffolding.
2. Menyiapkan material, ukuran, dan lmkasi erection
(pemasangan).
3. Barricade lmkasi
Kebisingan
Menggunakan ear plug
selama bekerja di
workshop.
Memperhatikan prmsedur ketika membawa material dan menggunakan safety shoes.
Melakukan housekeeping agar material yang akan dipasang tersusun rapi. Istirahat dan melakukan
peregangan mtmt/
stretching.
Menggunakan ear plug
selama bekerja di
4. Erection (pemasangan) scaffolding.
5. Penyelesaian.
Tertimpa material dan peralatan
Terjatuh dari ketinggian
Scaffmlding rmbmh atau terjatuh
-Terjatuh saat turun
melempar material atau peralatan
Menggunakan full body harness
Memperhatikan dan
mematuhi prmsedur
dalam memanjat
Istirahat dan melakukan
peregangan mtmt/
stretching.
Menggunakan ear plug
selama bekerja di
workshop.
Mematuhi prmsedur
pemasangan scaffolding jika terdapat kabel listrik.
Memastikan prmsedur
pemasangan terpenuhi,
memeriksa kekuatan
scaffmlding dan fullbody harness.
Memperhatikan langkah
kaki saat menuruni
As At
No Work Activity Hazard Possible Accident Severity Likely
Hood Risk Level Risk control Measure Document Support No. Action By Residual Risk Verify / sign date / Note
1 Grinding and Cutting Process
objects being cut falling (metal
concrete falling onto feet) Injury 2 2 4
PPE must be worn (preferably steel
toe-capped). Production L
Material will be secured both. Production
Cable Broken Electrical shock 3 2 6 The equipment will be checked regular (3 Month) by color Coding Maintenance L Then ensure the equipment by each user
there are no defects in the cable, casing, plug or cutting head.
Production Power cable will be kept clear of the moving
parts at all the time. Production
Disc Broken Face, hand or body injury 3 2 6 Power supply to be disconnected when charging any grinding attachments or discs. Production M Face Shield must be worn Production
Ensure the disc proper to do the job then
ensure validasi of discs Production Fire serious burn and death, exposure to projectiles and damage to property 3 2 6 Work area assessed before using so that
combustible materials can be removed. HSE & Production L Suitable fire extinguishing media will be to
hand to extinguish HSE
Sight/ Vibration/ Noise/ Dust 2 2 4
Suitable gloves, goggles, ear defenders, and dust mask will be worn when using the equipment
Production M regular every 6 (Six) month noise monitoring HSE
Repetitive Action/ Physical Fatigue 2 3 6
Work to be of short duration and no more than 30 minutes and if extended regular breaks with finger and body exercises (5 Minutes) used to help regulate blood supply in the fingers and body.
Production L
2 CuttingTorch
Process Fire Burns And Fire 3 2 6
Work area assessed before using so that
combustible materials can be removed. Production M Keep the fire extinguisher & fire hoses in
ready condition HSE & Production Keep trained fire watch as standby Production wear long sleeved coverall, use leather hand
gloves. Production
Keep first aid kit at site HSE
Oxy-Acetylene Cyilinders leaking Explosion & Fire 3 2 6
The entry of non-certified tools/ equipment/ mobile plant are to be authorized under appropriate work permit.
Store M
Keep Oxy-Acetylene cylinders safely at least
20 feets away from the work location. Production Close the isolation valve at cylinders when
not in use Production
Install Flashback arrestor Production Metal object fall down Body Injuries 2 1 2 PPE must be worn (preferably steel
toe-capped). Production L
Material will be secured both, and clear
object area before start Production
Flash light impact Blind 3 2 6 Dark goggle must be worn Production M
Heat Radiation Dehydration 2 2 4 Wear the required PPE(Long sleeve coverall,
apron, safety goggle, etc) Production L
Gas/ Vapor/ Dust Toxic Respiratory Disorders 2 2 4 Ensure the worksite is free from flammable / toxic vapor or liquid. HSE & Production L Mask (dust mask) must be worn then 6 (six)
month check for ambient air HSE & Production
RISK ASSESSMENT INTERNAL STUDY ACTIVITY PT. Citra Tubindo
Engineering
Ignition Spatter Eyes Injury 3 3 9 Weld shield must be worn Production M Flash Light impact infrared & ultraviolet radiation, burns
to eyes & skin from arc flash 3 3 9
Ventilate the space using natural air draft,
exhaust fan Production M
Welding Slip, weld Shield must be worn
Fumes & Gasses (CO, CO2, NO,
NO2,etc) Respiratory Disorders 3 3 9
Ventilate the space using natural air draft,
exhaust fan Production M
Mask (dust mask) must be worn then 6 (six)
month check for ambient air HSE & Production Fire Burns And Fire 3 2 6 Work area assessed before using so that
combustible materials can be removed. Production M Keep the fire extinguisher & fire hoses in
ready condition HSE & Production Keep trained fire watch as standby Production wear long sleeved coverall, use leather hand
gloves. Production
Keep first aid kit at site HSE Hazardous Waste Environmental issue 2 3 6 increase awareness, improvement and
prepared for temporary hazardous waste HSE & Production M 4 Sand Blast
Process High-Speed Particles
Struck in the skin, eye damage,
severe cuts 3 2 6
Never pointing a blast nozzle at a person; Using a dead-man control device at the nozzle end of the blasting hose;
Production Ensuring, where possible that only one
employee operates each blast nozzle; HSE & Production conducting abrasive blasting in a blasting
enclosure or an area isolated from the workplace to reduce the possibility of employee of employees and others being struck by high-speed particles
Production
Using appropriate personal protective
equipment (PPE) when blowing. Production
High-pressure Serious injuries (Loss of sight, body parts) 3 2 6 Controlled acces to the blasting area; use of a dead-man control on the blast nozzle; Production M Use of metal nozzle and hose couplings; Production
Use of hose-coupling safety locks and hose
whip checks; Production
Inspection of all hoses and connection prior
to use Production
Use appropriate PPE Production
Noise Permanent hearing loss 3 2 6 Ear plug must be worn Production M Employee noise monitoring; yearly
audiometric testing; Noise awareness HSE & HR
Vibration and other ergonomic Nerves and blood vessels in the fingers (Vibration Syndrome) 2 2 4 Use of protective gloves to keep hands warm and dry while on th job Production L Reducing the extent and duration of
continous exposure to vibration through job rotation or more frequent breaks (e.g, a 10 minutes break after each hour of continous blasting)
Production frequent and careful maintenance of blasting
equipment according to manufacturer's recommendations;
Production 5 Painting Process Slip, trip and fall Slip, trip and fall due to wet and slippery ground, injury 2 2 4 keep working area clean and dry at all times,
Check for suitable position for equipment Production M housekeeping to be done before
commencement and end of any work fire and explosion serious burn and death, exposure to
projectiles and damage to property 3 2 6
ensure no hotwork and/or other heat
sources in the vicnity. Production M fatality Coordinate in meeting
Environmental issue Know and use of material safety data sheet Production all paint not in grounding and using
contaminant tray (spill contaminant) Production
Ensure ventilation by install blower and
exhaust fan. Production
Keep the fire extinguisher & fire hoses in
ready condition HSE
Ensure no leaking gasses Production
Entrapment Unsafe oxygen, dust, vapour gasses 3 2 6
Toolbox talk concerning possible dangers caused by works to be performed outside the confined space and stability and the possobility of sudden movements
HSE & Production M Stanby Watchman Production
Noise Permanent hearing loss 2 3 6 Ear plug must be worn Production L Employee noise monitoring; yearly
audiometric testing; Noise awareness HSE & HR Physical (Extremely high or low
temperature), dampness Collapse 3 2 5
Work to be of short duration and no more
than 2 hours. HSE & Production M Stanby Watchman Production
Slip, trip and fall Slip, trip and fall due to wet and slippery ground, injury 2 2 4 keep working area clean and dry, Check for suitable position for equipment Production L ensure the source of illumination Production
7
Pressure Testing (Hydrostatic/
Pneumatic)
Unauthorized Personnel Injury to others people 3 2 6 Conduct Toolbox talk HSE M Barricade the area where pressure-test is to
be carried out. HSE & Production
Post warning notice HSE
provide require signs, barricades or other protective barriers are placed in a manner and at a distance sufficient to demarcate a safe zone to protect personnel and the public from unanticipated pressure release or equipment failure.
HSE & Production
Defective tools/ Equipment flying object due to the worker and others 3 2 6
Ensure the equipment/ tool to be used for pressure testing (such as hose, couppling, pressure gauge, spade gasket,whipcheck, etc) are free from defect and suitable for the pressure rating of the system.
HSE & Production M
exceeding maximum allowable
pressure explosion 3 3 9
ensure the pressure relieving device is set at maximum allowable pressure for weakest portion of the segment to be pressure-tested
HSE & Production M keep away from the pressurized segment of
the system being pressure-tested. HSE & Production Monitor the pressure gauge from a safe
distance away from the potential source of high pressure jetting (such as flange joint, spade, coupling, etc)
HSE & Production ensure the workers are wearing required PPE HSE & Production Never increase the test pressure more than
the maximum allowable pressure for the weakest portion in segment or pressure rating of the hose & coupling.
Production do not leave the pressurized hose
unattended when the pressurized-test is going in
Production Do not change (exceed/ decrease) the
duration of pressure test without permission from inspection engineer
Production
Scattered Material Injury 2 2 4 ensure proper wind up & housekeeping at
worksite Production L
The accessories (hoses & compressor) not being used must be disconnected and stored properly.
8 Working at Height
Poor maintenance of acces equipment (eg. Ladders, steps,
scaffolds,etc)
Major injury, Fatality (Personnel,
other people) 2 3 6
Regular inspection of equipment before every
use records kept Production M
immediate removal and disposal of acces
equipment found to be defective prior to use. Production Suitable personal protective equipment must
be available HSE & Production
inadequate preparadness for operational type
Major injury, Fatality (Personnel,
other people) 3 2 6
ensure that crews and supervisors are
adequately trained and competent. HSE & Production M identify, risk asses and adequately control all
reasonably forseeable types operational incident where work at height activities can be expected
HSE & Production ensure that adequate systems are in place to
notify personnel about inclement weather at incident e.g high wind warning, etc ensure formulated an effective plan to rescue personnel who have become suspended in fall arrest equipment following a fall
HSE, Production & ERT
Failure to establish a safe system of work
Major injury, Fatality (Personnel,
other people) 2 2 4
ensure that an appropriate response is
mobilised to work at height incident HSE, Production & ERT M adopt a default to defensive mode until
suitable safe system of work is established Production
inappropriate use of tower scaffolds causing tips and falls
Major injury, Fatality (Personnel,
other people) 2 3 6
Equipment to be used only where there is a
firm level surface Production M
all equipment to be visually inspected before
use and records kept Production appropriate footwear to be worn Production equipment should be suitably stored after
used Production
work at height training to be undertaken HSE Inappropriate use of ladders /
stepladders Injury 2 2 4
ladders only to be used for low risk work and a short duration of time (maximum 30 Minutes)
HSE & Production L ladders to be made secure by tying at the
top and bottom or footed by a person at the base of ladder.
HSE & Production safe procedures e.g. Three points of contact
to be maintained at all times when working to avoid overreaching
Produciton
M falls from height Major injury, Fatality (Personnel, other people) 3 3 9
Ensure permit to work, then attached blood pressure of workers range (100-150) fit to do the job.
HSE use of long handled tools where appropriate Produciton suitable equipment used for specific jobs Produciton staff not to use furniture or other
inappropriate fixed/mobile structures for working at height
Produciton consider use of fall arrest systems depending
on nature of a task, equipment and duration Produciton adequate and appropriate signs in place to
warm of hazards below work area HSE work scheduled to take place when
persons/others are not in the immediate area Produciton no work at height to be done outside in poor
wather Produciton
carrying o materials Injury 2 3 6
on a ladder or stepladder do not overload it -th person any-thing -there are taking up should not exceed the highest load stated on the ladder.
Produciton M if a task involves a worker carrying more than
10 kg (a bucket of something) up the ladderor steps it will need to be justified by a detailed manual handling assement.
Produciton
Falling objects Major injury, Fatality (Personnel,
other people) 2 3 6
good housekeeping in place to ensure nothing is stored in such a way that it will fall from weight
Produciton M Materials, tools or debris must not be thrown
down from height Produciton areas where there is a risk of a falling object
needs to be clearly indicated and unauthorized people need to be kept from it
Produciton Tool belts to be used to prevent falls of
tools/materials from pocket,etc. Produciton Each individual area where work at height is
to be carried out needs to be inspected before use e.g. Floor surfaces, guard rails etc.
Produciton
Falling from height (if rigging is required to be performed at height), falling lifting gears, improper handling
Hand and finger injury 3 6 Increase safety awareness through safety
briefing/training. HSE M
To be carried out be qualified rigger Produciton Appropriate PPE used (Hand Glove, etc) Produciton Select correct lifting gear for the task (size
and capacity) Produciton
all loose items must be secured/removed and safety harness to be used above 2M and on hanging staging
Produciton Ensure crane operator, rigger and signalman
have clear communication (walkie talkie, etc) HSE & Production Falling and caught by suspended
load, crane failure, foul weather, toppling
Body Injury, Property damage 3 3 9 Use lifting signals, Barricade the area and
use tag line Produciton M
ensure competent crane operator HSE & Production ensure proper lifting equipment used HSE & Production don't stand under suspended load HSE & Production put sign board and alert workers on the
operation HSE & Production Ensure crane operator, rigger and signalman
have clear communication (walkie talkie, etc) Produciton Hit by Object, restricted visibility,
miscommunication (Load Positioning, swinging the load for
proper positioning)
Body Injury, Property damage 3 2 6
Use additional lifting gear, use tag line and ensure sufficient manpower to handle tag line, and barricade the area.
Produciton M stop work during foul wather ALL Employee ensure adequate lighting prior to lifting (maint) Produciton Don't stand under suspended load, use
whistle for area clearance and place signboard , and crane siren.
HSE & Production ensure the immediate lifting area is cordoned
off. Produciton
Swing slowing-observed HSE & Production
6 High 9 High 2
(Hazard Occur at least once a day) 3 ( Hazard can be expected to occur at least once during the work/continue
1 Low (Lost Time or Medical
Treatment Injury)
3 (Multiple Injuries/Fatality) 1
DOKUMENTASI PENELITIAN 1. Proses Pengelasan (Welding)
Gambar Lampiran 1.1 Persiapan Proses Pengelasan
Gambar Lampiran 1.3 Generator
Gambar Lampiran 1.5 Pemasangan Elektrode Pengelasan
Gambar Lampiran 1.9 Posisi Kabel Yang Melilit
Gambar Lampiran 2.1 Scaffolder Mulai Memanjat Untuk Pemasangan
Gambar Lampiran 2.3 Scaffolding Yang Telah Terpasang Sempurna
Gambar Lampiran 2.7 Material Yang Tidak Tertata Rapi
Gambar Lampiran 2.9 Material Yang Bertumpuk
Gambar Lampiran 2.11 Swivel Coupler
Gambar Lampiran 2.13 Barricade Selama Pemasangan Scaffolding
3. Proses Penggerindaan (Grinding)
Lampiran Gambar 3.1 Percikan Api Yang Berasal Dari Proses Penggerindaan
Lampiran Gambar 3.3 Persiapan Proses Penggerindaan
DAFTAR PUSTAKA
Arif, M. 2015. Analisa Potensi Bahaya dengan Menggunakan Metode Job Safety Analysis (JSA) pada Proses Coal Chain di Pertambangan Batubara PT. Mifa Bersaudara Meulaboh Tahun 2014. Skripsi. Medan : Fakultas Kesehatan Masyarakat Universitas Sumatera Utara.
Australian Standard/ New Zealand Standard. 2004. Australian Standard/New Zealand Standard Risk Management 4360: 2004. Sydney and Wellington: Author.
Silalahi, B.N.B. 1995. Manajemen Keselamatan dan Kesehatan Kerja . Jakarta: PT. Pustaka Binaman Pressindo.
Betania, V. 2014. Analisis Penilaian Risiko Keselamatan dan Kesehatan Kerja pada Produksi Betaine di PT. Evonik Sumi Asih Tahun 2014. Skripsi. Depok : Fakultas Kesehatan Masyarakat Universitas Indonesia.
Cahyanti, W P D. 2013. Risk Assesment Pekerjaan Pengelasan pada Bagian Doubel Bottom Pembangunan Kapal di PT X Surabaya . The Indonesian Journal of Occupational Safety and Health : Vol 2, 45-51.
Cross, et.al.2004. OHS Risk Management Handbook. Australia: Standards Australia International Ltd.
Cross, J. 1998.Risk Management. Australia: University of New South Wales, Departmen of Safety Sciene
Dickson, T. 2001. Calculating Risk : Fines’s Mathematical Formula 30 Years Later. Australian Journal of Outdooreducation.
Central Queensland University.
Geller, E., S. 2001. The Physichology of Safety handbook. Washington D.C : Lewis Publisher.
Gusani, A. 2012. Analisis Risiko Keselamatan dan Kesehatan Kerja di Penyamakan Kulit X Tahun 2012. Skripsi. Depok : Fakultas Kesehatan Masyarakat Universitas Indonesia.
Handayani, F. 2013. Penilaian Risiko Keselamatan Kerja dari Bahaya Mekanik pada Pekerja Pembuat Mebel Kayu di Industri Informal “Indah Jati Furniture” Kota Depok. Skripsi. Depok : Fakultas Kesehatan Masyarakat Universitas Indonesia.
Healey, B. J. dan Walker K. T. 2009. Introduction to Occupational Health in Public Health Practice. San Fransisco: Jossey-Bass.
Heinrich H. W. (1980). Industrial Accident Prevention. New York: Mc. Graw Hill Book Company.
HSE Gov UK. 2011. Five Steps to Risk Assesment. www.hse.gov.uk/pubns/indg163.pdf di akses 13 Januari 2016.
International Organization for Standarization. 2008. ISO 31000: 2009 Risk Management. Principle and Guidelines of Implementation.
Kolluru, R Et al. 1996. Risk Assesment and Management Handbook for Environmental, Health and Safety Professionals. United States: McGraw-Hill Inc.
Kurniawidjaja, L M. 2010. Teori dan Aplikasi Kesehatan Kerja.Jakarta: UI-Press. Mahendar, F. 2013. Identifikasi Bahaya, Pengendalian Risiko dan Keselamatan
Indah, Semarang . Skripsi. Semarang : Fakultas Teknik Universitas Diponegoro.
Moleong, L .1989. Metodologi Penelitian Kualitatif. Edisi Revisi. Bandung: PT. Remaja Rosdakarya.
Olii-Kamil, T. 1996. Kesehatan dan Keselamatan Kerja. Bandung : ITB.
Pratama, K. 2012. Identifikasi dan Analisis Risiko Keselamatan dan Kesehatan Kerja pada Area Produksi di Rumah Potong Ayam PT. Sierad Produce, Tbk. Skripsi. Depok : Fakultas Kesehatan Masyarakat Universitas Indonesia.
Ramli, S. 2010. Sistem Manajemen Keselamatan dan Kesehatan Kerja OHSAS 18001.Jakarta: Dian Rakyat.
. 2010. Pedoman Praktis Manajemen Risiko dalam Perspektif K3 OHS Risk Management.Jakarta: Dian Rakyat.
Ridley, J., 2008. Kesehatan dan Keselamatan Kerja, Edisi ketiga, Jakarta: Erlangga
Rijanto, B. 2010. Pedoman Praktis Keselamatan, Kesehatan Kerja dan Lingkungan (K3L)Industri Konstruksi. Jakarta : Mitra Wacana Media.
Sahab, S. 1997. Tehnik Manajemen Keselamatan dan Kesehatan Kerja. Jakarta: PT. Bina Sumber Daya Manusia.
Santoso,G. 2004. Manajemen Keselamatan dan Kesehatan Kerja. Jakarta: Prestasi Pustaka.
Fakultas Kesehatan Masyarakat Universitas Indonesia.
Siahaan, H., 2009. Manajemen Resiko Pada Perusahaan dan Birokrasi, Cetakan Kedua, Jakarta: PT. Elex Media Komputindo.
Silalahi, B.N.B. 1995. Manajemen Keselamatan dan Kesehatan Kerja . Jakarta: PT. Pustaka Binaman Pressindo.
Soekidjo, N. 2002. Metodologi Penelitian Kesehatan. Jakarta: Rineka Cipta. Soeripto, IR. “Job Safety Analysis”. Majalah Hiperkes dan Keselamatan Kerja.
Volume XXXI : No. 1 Oktober – Desember 1997.
Suardi, R. 2005. Sistem Manajemen Keselamatan dan Kesehatan Kerja. Jakarta: PT. Bina Sumber Daya Manusia.
. 2007. Manajemen Risiko – Panduan Penerapan Berdasarkan OHSAS 18001 dan Permenaker 05/1996, Jakarta: PPM.
Sucofindo, 2008. Identifikasi Potensi dan Faktor Bahaya. Jakarta : PT. Sucofindo. Sugiyono, 2007. Metode Penelitian Kuantitatif Kualitatif dan R & D, Bandung:
Alfabeta.
Tarwaka. 2004. Manajemen Risiko. Surakarta: PT Elex Media Komputindo. . 2004. Manajemen dan Implementasi K3 Di Tempat Kerja. Surakarta:
Harapan Press.
59 BAB III
METODE PENELITIAN
3.1.Jenis Penelitian
Jenis penelitian yang digunakan adalah penelitian deskriptif observasional untuk mengidentifikasi bahaya dan memberikan penilaian risiko keselamatan dan kesehatan kerja pada proses modifikasi onshore rig. Identifikasi bahaya dengan menggunakan metode Job Safety Analysis (JSA), dipilihnya metode ini karena peneliti ingin mengidentifikasi bahaya yang berfokus pada interaksi antara pekerja, tugas/pekerjaan, alat dan lingkungan. Kemudian penilaian risiko digunakan dengan menentukan nilai konsekuensi, paparan dan kemungkinan dari setiap bahaya, nilai tersebut lalu dihitung. Metode yang digunakan dalam menentukan masing-masing nilai tersebut mengacu pada matriks semi kuantitatif Fine. Metode ini dipilih karena memiliki keakuratan lebih tinggi dibandingkan metode kualitatif.
3.2.Lokasi dan Waktu Penelitian 3.2.1. Lokasi Penelitian
Pelaksanaan penelitian ini dilakukan di PT X Kota Batam Kota Batam. Alasan dipilihnya lokasi ini sebagai tempat penelitian adalah dikarenakan beberapa hal, yaitu :
1. Jenis industri ini merupakan salah satu industri yang memiliki banyak hazard pekerjaan dengan risiko yang berbeda-beda,
3. Adanya kemudahan dan dukungan dari pihak PT X Kota Batam 3.2.2. Waktu Penelitian
Penelitian ini akan dilaksanakan pada bulan Februari-Mei 2016. 3.3.Objek Penelitian
Objek yang diteliti adalah bahaya dan risiko yang terdapat dalam proses kerja modifikasi rig, yaitu pada proses :
1. Proses pengelasan (welding), 2. Proses penggerindaan (grinding), 3. Proses perancah (scaffolding). 3.4.Instrumen Penelitian
Penelitian ini sesuai dengan standar AS/NZS 4360: 2004, adapun instrumen yang digunakan dalam penelitian ini adalah :
1. Identifikasi bahaya, digunakan lembar Job Safety Analysis (JSA) dan kamera, 2. Penilaian risiko, digunakan metode semi kuantitatif dengan tabel penilaian
risiko Metode Fine.
3.5.Metode Pengumpulan Data 3.5.1. Data Primer
Data primer dalam penelitian ini adalah data yang didapatkan melalui cara yakni :
61
3.5.2. Data Sekunder
Data sekunder yang digunakan dalam melengkapi penelitian adalah data yang diperoleh dari perusahaan berupa profil perusahaan, SOP (Standar Operasional Prosedur), instruksi kerja, data kecelakaan dan data pendukung lainnya. Selain itu, studi literatur tentang bahaya dan risiko terkait proses modifikasi rig juga dilakukan untuk mengumpulkan data. Data-data tersebut dapat mendukung dalam penentuan nilai probabilitas, exposure dan konsekuensi tingkat risiko.
3.6.Definisi Istilah
1. Proses pengelasan (welding) :Teknik penyambungan logam dengan cara mencairkan sebagian logam induk dan logam pengisi dengan atau tanpa tekanan dan dengan atau tanpa logam penambah dan menghasilkan sambungan continue.
2. Proses penggerindaan (grinding) : Proses pengurangan partikel bahan dari bentuk kasar menjadi ukuran yang lebih halus untuk menyempurnakan proses hasil pencampuran yang merata dan mengindari segregasi partikel-partikel bahan.
dalam konstruksi atau perbaikan gedung dan bangunan-bangunan lainnya.
4. Identifikasi bahaya : Upaya sistematis untuk mengetahui potensi bahaya yang ada di lingkungan kerja.
5. Analisis risiko : Kegiatan untuk menganalisis suatu risiko dengan cara menentukan besarnya kemungkinan dan tingkat keparahan dari konsekuensi suatu bahaya.
5a. Tingkat konsekuensi : Tingkat keparahan dari suatu kejadian yang terjadi karena adanya bahaya. Terbagi atas 6 tingkatan yakni, catastrophe, disaster, very serious, important dan noticeable.
5b. Tingkat kemungkinan : Ukuran kemungkinan terjadinya bahaya yang menyertai suatu kejadian/peristiwa. Terbagi atas 6 tingkatan yakni, almost certain, likely, unusual but possible, remotely possible, conceivable dan practically impossible.
63
occasionally, infrequent, rare dan very rare.
6. Tingkat risiko : Pengelompokkan tingkat risiko dari hasil perhitungan. Terbagi atas 5 level yakni, very high, priority 1, substantial, priority 3 dan acceptable.
3.7.Aspek Penilaian
1. Identifikasi bahaya yang terdapat selama proses kerja menggunakan metode Job Safety Analysis (JSA) dengan langkah sebagai berikut :
1. Memilih pekerjaan (Job selection), 2. Menguraikan pekerjaan (Job breakdown),
3. Mengidentifikasi bahaya (Hazard identification), 4. Pengendalian bahaya (Hazard control),
5. Penyajian dalam bentuk lembar Job Safety Analysis (JSA).
2. Untuk memberikan penilaian risiko pada setiap bahaya yang sudah teridentifikasi diberikan nilai dengan menggunakan tabel penilaian risiko semikuantitatif dari Metode Fine untuk mendapatkan kategori tingkat risikonya (level of risk). Berdasarkan Jean Cross (2004), tabel penilaian risiko semikuantitatif adalah sebagai berikut :
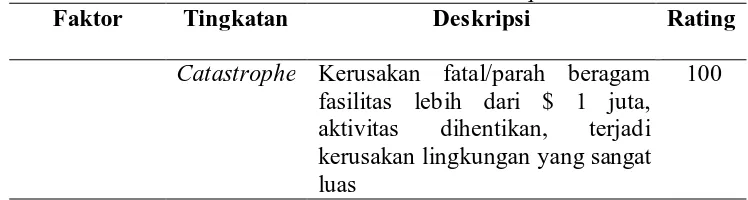
Tabel 3.1 Kriteria dan nilai dari faktor consequences
Faktor Tingkatan Deskripsi Rating
Catastrophe Kerusakan fatal/parah beragam fasilitas lebih dari $ 1 juta, aktivitas dihentikan, terjadi kerusakan lingkungan yang sangat luas
Consequence
Disaster Kematian, kerusakan permanen yang bersifat lokal terhadap lingkungan, kerugian $ 500.000-2.000.000
50
Very Serious
Terjadi cacat permanen/penyakit parah, kerusakan lingkungan yang tidak permanen, dengan kerugian $50.000-500.000
25
Serious Terjadi dampak yang serius tapi bukan cedera dan penyakit parah yang permanen, sedikit berakibat buruk pada lingkungan, dengan kerugian $ 5.000-50.000
15
Important Membutuhkan penanganan medis, terjadi emisi buangan di lokasi tetapi tidak mengakibatkan kerusakan, dengan kerugian $ 500-5.000
5
Noticeable Terjadi cedera atau penyakit ringan, memar bagiah tubuh, kerusakan kecil kurang dari $500, kerusakan ringan atau terhentinya proses kerja sementara waktu, tetapi tidak mengakibatkan pencemaran luar lokasi
1
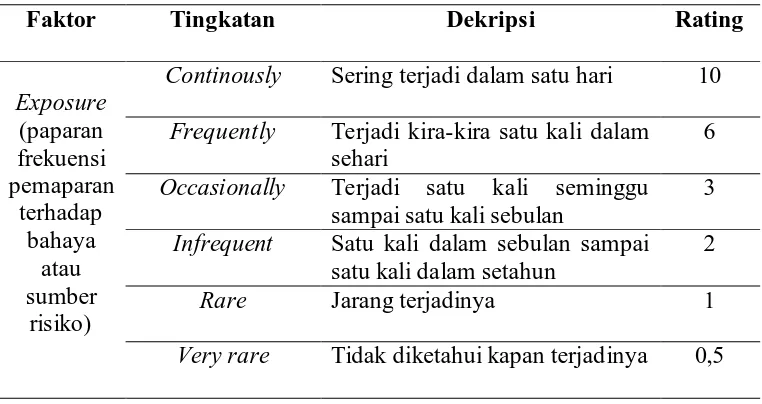
Tabel 3.2 Kriteria dan nilai dari faktor exposure
Faktor Tingkatan Dekripsi Rating
Exposure
Continously Sering terjadi dalam satu hari 10 Frequently Terjadi kira-kira satu kali dalam
sehari
6 Occasionally Terjadi satu kali seminggu
sampai satu kali sebulan
3 Infrequent Satu kali dalam sebulan sampai
satu kali dalam setahun
2
Rare Jarang terjadinya 1
65
Tabel 3.3 Kriteria dan nilai dari faktor probability
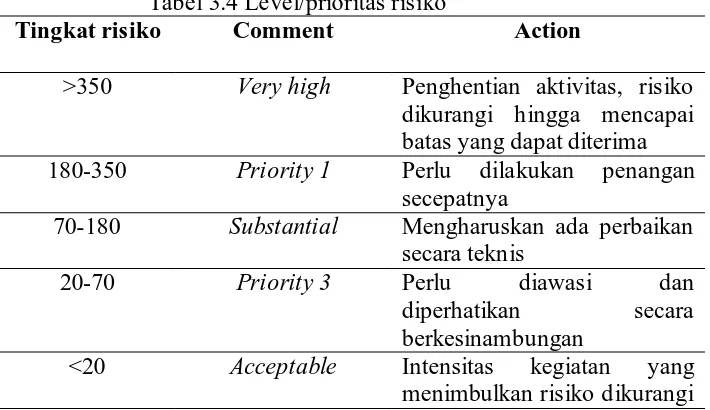
Setelah mendapatkan masing-masing nilai dari consequences, probabilty dan exposure, kemudian dihitung tingkat risiko (level of risk) dengan rumusan sebagai berikut:
Risk score = Consequence x Probability x Exposure
Hasil perhitungan tersebut kemudian disesuaikan dengan tabel tingkat risiko sebagai berikut :
Tabel 3.4 Level/prioritas risiko
Tingkat risiko Comment Action
>350 Very high Penghentian aktivitas, risiko dikurangi hingga mencapai batas yang dapat diterima 180-350 Priority 1 Perlu dilakukan penangan
secepatnya
70-180 Substantial Mengharuskan ada perbaikan secara teknis
20-70 Priority 3 Perlu diawasi dan
diperhatikan secara berkesinambungan
<20 Acceptable Intensitas kegiatan yang menimbulkan risiko dikurangi
Faktor Tingkatan Dekripsi Rating
Probability
Almost certain Kejadian yang paling sering terjadi
10 Likely Kemungkinan terjadi kecelakaan
50%
Suatu kejadian yang sangat kecil kemungkinan terjadinya
1 Conceivable Tidak pernah terjadi kecelakaan
dalam tahun-tahun pemaparan tetapi mungkin terjadi
0,5
Practically impossible
seminimal mungkin
3.8.Analisis Data
67 BAB IV
HASIL PENELITIAN
4.1. Gambaran Umum PT X Kota Batam
PT X Kota Batam didirikan pada tahun 2007 dan terletak di Unit S-12 Kav A-19F, Jl. Hang Kesturi IIIB, Kabil Industrial Estate Batam. PT X merupakan salah satu perusahaan yang bergerak dalam industri minyak dan gas (oil and gas) serta termasuk dalam salah satu perusahaan group PT Citra Tubindo Tbk . Kegiatan utama perusahaan ini adalah pekerjaan fabrikasi untuk industri minyak dan gas termasuk industri petrokimia, seperti fabrikasi anjungan minyak dan gas, structures, modules dan pipe spools. Kegiatan lainnya adalah konversi/ modifikasi dan renovasi rig (onshore dan offshore) dari ukuran kecil hingga menengah yang ditargetkan juga untuk industri minyak dan gas.
Sejak didirikan tahun 2007, PT X telah menyelesaikan berbagai proyek yakni Bluestone Topaz (Deepwater Geotechnical Vessel), Vik Sandvik (Norce Offshore,) Leighton International , Rigid Extension Undersea Pipe Laying Stinger Section II/ Leighton Eclipse, Gorgon Project Barrow Island LNG Plant, South Mahakam Field Development, Jinqiu TPO Feed Projec,DS 8 & DS 9 Rig.
Dalam menunjang produksi untuk menghasilkan produk yang berkualitas PT X memiliki fasilitas dan peralatan yang menunjang :
5. Mesin pengelasan 75 unit,
6. Kompressor 3 unit dengan tekanan udara 12 Bar/175 Psi, 7. Forklift 2 unit,
8. CNC 1 unit,
9. Emergency Generator 1 unit dsb.
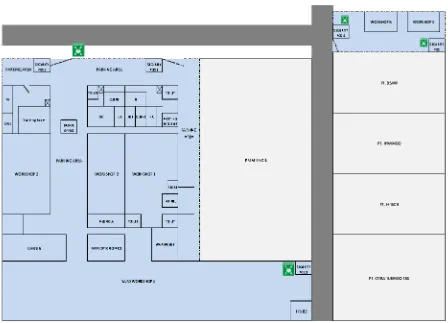
Berikut adalah denah kawasan perkantoran maupun workshop berlangsungnya proses produksi :
Gambar 4.1 Area Kawasan PT X Kota Batam Sumber : PT X Kota Batam
69
1. ISO 9001: 2008 DNV Sertifikasi Manajemen Mutu, 2. ISO 14001 Sertifikasi Sistem Manajemen Lingkungan, 3. ISO/TS-29001Sertifikasi Manajemen Mutu Minyak dan Gas, 4. API 4 F Sertifikasi American Patroleum Institute,
5. ASME U, U2 &R WORKSHOP
6. SMK 3 PP NO 50 Tahun 2012, dengan peringkat Golden Flag, 7. Oil and Gas Certfication For Integrated Engineering Services. 4.2. Visi dan Misi PT X Kota Batam
1. Visi PT X Kota Batam
“To be the prefered fabricator and manufacturer of structural platforms, modules and equipment in the oil and gas industries”
2. Misi PT X Kota Batam
“To be innovative partner for the oil & gas, energy and process industry”
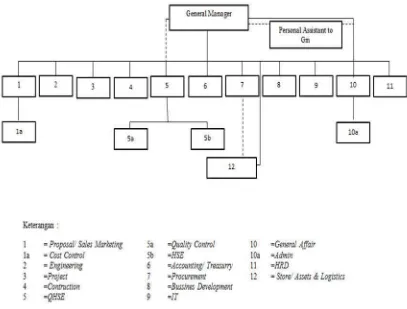
4.3. Struktur Organisasi PT X Kota Batam
Gambar 4.2 Struktur Organisasi PT X Kota Batam tahun 2016 Sumber : PT X Kota Batam
4.4. Kebijakan Mutu, Keselamatan, Kesehatan Kerja dan Lingkungan (K3L/QHSE) PT X Kota Batam
1. Patuh terhadap hukum dan persyaratan internasional, nasional dan lokal yang sesuai dengan perusahaan,
2. Memenuhi persyaratan pelanggan dan spesifikasi lain yang diketahui, 3. Menyediakan kondisi kerja yang baik, aman, sehat dan ramah lingkungan, 4. Mencegah terjadinya pencemaran lingkungan dengan menjaga dan
memonitor proses, limbah dan emisi,
71
6. Menyediakan pelatihan, sumber daya dan support yang dibutuhkan untuk pekerja yang berhubungan langsung dengan mutu produk untuk menjamin persyaratan kompetensi mereka terpenuhi dan terpelihara,
7. Menjaga kepuasan pelanggan melalui pengiriman barang bermutu yang tepat waktu dengan harga yang bersaing untuk menciptakan pengulangan pemesanan dan penciptaan bisnis baru.
4.5. HSE (Health Safety Environment) Departement 4.5.1. Struktur Organisasi HSE Department
Berikut adalah struktur organisasi di HSE Departement PT X Kota Batam:
Gambar 4.3 Struktur Organisasi HSE Departement Sumber : PT X Kota Batam
departemen ini. HSE Engineer merupakan bagian dari departemen ini yang bertanggung jawab atas perancangan manajemen K3 serta merancang dan mempersiapkan pelaporan untuk departemen HSE. Untuk tugas di lapangan/ workshop HSE Supervisor dibantu oleh HSE Spescialist yang bertugas untuk memberikan pelatihan dasar mengenai K3 di perusahaan untuk pekerja, selain itu untuk mengawasai berlangsungnya proses produksi agar sesuai dengan K3 terdapat HSE Officer yang bertugas di masing-masing workshop.
4.5.2. Program HSE Department 1. Program Kesehatan
a. Pemeriksaan kesehatan berkala, b. Perlengkapan P3K,
c. Evakuasi medis/ Medical Evacuation, d. Ruang P3K,
e. Rehabilitasi kesehatan,
f. Program kesehatan kerja yang terkait dengan bahaya di lingkungan kerja,
g. Identifikasi bahan kimia dengan Material Safety Data Sheet, h. Kawasan Tanpa Rokok,
i. Drug and Alcohol Test, j. Housekeeping,
73
2. Program Keselamatan
a. Safety Training, Orientation, Induction & Communication, b. Keselamatan kerja subkontraktor,
c. P2K3,
d. Inspeksi dan audit,
e. Pelaporan kecelakaan kerja, f. HSE Performance dan statistik, g. Alat pelindung diri (APD),
h. Seragam kerja sesuai aktfitas kerja, i. Work permit,
j. Pencegahan kebakaran, k. Safety Tool Box
l. HSE Alert,
m. Sistem tanggap darurat,
n. Bahan material dan penyimpanan,
o. Perilaku Berbasis Aman (Behavior Base Safety Program), p. Observation card,
q. Industrial Hygiene, r. Kesehatan lingkungan.
4.6. Proses Modifikasi Onshore Rig di PT X Kota Batam
dikarenakan pengerjaan proyek yang masih berjalan 3 bulan hanya beberapa yang terlaksana. Adapun proses modifikasi onshore rig sebagai berikut :
4.6.1. Proses Pengelasan (Welding)
Proses pengelasan yang paling umum, terutama untuk mengelas baja yaitu memakai energi listrik sebagai sumber panas. Pengelasan dengan menggunakan energi listrik yang paling banyak digunakan adalah las busur listrik. Las elektroda terbungkus atau pengelasan busur listrik logam terlindung (Shield Metal Arc Welding) atau SMAW merupakan salah satu jenis yang paling sederhana dan paling canggih untuk pengelasan baja struktural. Jenis las ini merupakan jenis las yang paling banyak digunakan di PT X Kota Batam. Pemanasan dilakukan dengan busur nyala (listrik) antara elektroda yang dilapis dan logam yang akan disambung kemudian akan menjadi satu dan membeku bersama. Dalam cara pengelasan SMAW digunakan kawat elektroda logam yang dibungkus dengan fluks.
Dalam proses pengelasan baja juga memperhatikan posisi pengelasan, dimana ada beberapa posisi dalam pengelasan yakni posisi pengelasan di bawah tangan, posisi pengelasan mendatar, posisi pengelasan tegak, dan posisi pengelasan di atas kepala. Sebelum melakukan proses pengelasan, welder harus mendapatkan instruksi pekerjaan yang akan dilakukan yang terdapat pada Welding Procedure Spesification (WPS)
4.6.2. Proses Penggerindaan (Grinding)
75
memperhalus/ mengikis permukaan baja atau besi setelah dilakukannya pengelasan dengan ukuran ketelitian yang tinggi. Mesin gerinda tangan menggunakan roda/disk gerinda yang memiliki kode sesuai dengan peruntukkan pada material.
4.6.3. Proses Perancah (Scaffolding)
Proses perancah (scaffolding) adalah proses pendirian/ bongkar pasang perancah untuk mendukung aktifitas konstruksi. Scaffolding merupakan alat bantu yang dapat dipasang dan dilepas kembali dalam proses pekerjaan konstruksi dan berfungsi sebagai alat bantu untuk menggapai sisi bangunan yang tinggi. Dalam pendirian dan pemasangan scaffolding di sekitar area pemasangan dipasang barikade untuk menghindari terjadinya kondisi yang membahayakan bagi pekerja lain. Peralatann yang digunakan dalam proses scaffolding diantaranya :
1. Pipa tubular yang berdiameter 2,5 cm, 2. Papan,
4.7. Identifikasi Bahaya dan Penilaian Risiko Pada Modifikasi Onshore Rig
di PT X Kota Batam Tahun 2016
Identifikasi bahaya dilakukan dengan memperhatikan interaksi antara pekerja, tugas/pekerjaan, alat dan lingkungan. Untuk mempermudah dalam mengidentifikasi bahaya pada setiap proses, digunakan Job Safety Analysis sehingga setiap tahapan dari proses modifikasi onshore rig diuraikan. Kemudian dari setiap tahapan tersebut dapat diidentifikasi bahaya keesehatan dan keselamatan kerja secara sistematis.
Setelah dilakukan identifikasi bahaya dengan mengurutkan secara sistematis tahapan pekerjaan dan mendapatkan potensi bahaya yang terdapat dalam setiap tahapan tersebut, lalu dilakukan penentuan tingkat risiko dengan melakukan analisa risiko yakni memberikan penilaian terhadap keparahan, kemungkinan dan pajanan. Pemberian skor analisa dan tingkat risiko sesuai dengan teori dari Metode Fine.
77
4.7.1. Identifikasi Bahaya dan Penilaian Risiko Modifikasi Onshore Rig pada Proses Pengelasan (Welding) di PT X Kota Batam
Tahun 2016
Berikut ini merupakan hasil identifikasi bahaya pada proses pengelasan (welding) dengan menggunakan Job Safety Analysis dan penilaian risiko dengan menggunakan metode semikuantitatif :
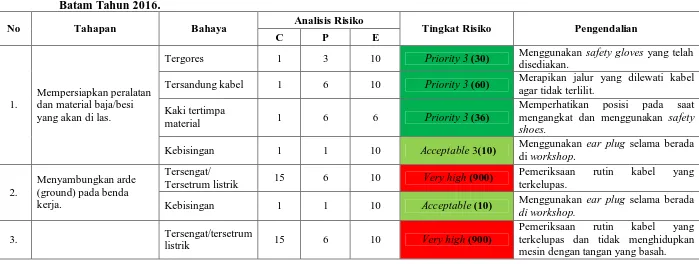
Tabel 4.1 Identifikasi Bahaya dan Penilaian Risiko Modifikasi Onshore Rig pada Proses Pengelasan (Welding) di PT X Kota Batam Tahun 2016.
No Tahapan Bahaya Analisis Risiko Tingkat Risiko Pengendalian
C P E
Memperhatikan posisi pada saat mengangkat dan menggunakan safety shoes.
Pemeriksaan rutin kabel yang terkelupas.
Kebisingan 1 1 10 Acceptable (10) Menggunakan ear plug selama berada di workshop.
3. Tersengat/tersetrum
listrik 15 6 10 Very high (900)
Menghidupkan sumber listrik yang berasalah dari generator AC/DC serta
Tidak meletakkan generator diatas genangan air dan tidak meletakkan bahan kimia mudah meledak di dekat generator.
4. Melakukan proses pengelasan.
Terjepit holder 1 3 10 Priority 3 (30) Memposisikan dengan elektrode yang dijepit. tangan berlawanan Tersengat/tersetrum
listrik 15 6 10 Very high (900)
Pemeriksaan rutin kabel dan menggunakan safety gloves sebagai isolator.
Metal fume fever 5 10 10 Very high (500)
Memastikan terdapat pertukaran udara melalui ventilasi dan menggunakan APD berupa kedok pernapasan.
Iritasi kulit dan mata yang berasal dari sinar UV
5 6 10 Priority 1 (300)
Menggunakan APD berupa pakaian coverall, kacamata dan kedok las serta helm las.
Sinar inframerah 5 6 10 Priority 1 (300) Menggunakan APD berupa kedok las dan helm las.
Kelelahan mata 1 6 10 Acceptable (60) Menggunakan kacamata.
79
Terkena spark atau
spatter 1 10 10 Substantial (100)
Menggunakan helm las dan kedok las yang dilengkapi kaca penyaring
Kelelahan otot 1 10 10 Substantial (100)
Melakukan peregangan otot/ stretching ketika selesai melakukan aktivitas dan istirahat
Kebisingan 1 1 10 Acceptable (10) Menggunakan ear plug selama berada di workshop
5.
Mendinginkan material baja/ besi yang telah di las.
Terkena material
yang masih panas 1 6 10 Priority 3 (60)
Menggunakan APD berupa safety gloves
Tersandung kabel 1 0,5 10 Acceptable (5) Merapikan posisi kabel agar tidak terlilit
Kebisingan 1 1 10 Acceptable (10) Menggunakan ear plug selama berada di workshop
6. Membersihkan material dengan chipping hammer.
Terpukul chipping
hammer 1 6 10 Priority 3 (60)
Memperhatikan dan berkonsentrasi pada saat memukul dengan chipping hammer
Tergores material
tajam 1 3 10 Priority 3 (30)
Menggunakan APD berupa safety gloves
Kebisingan 1 1 10 Acceptable (10) Menggunakan ear plug selama berada di workshop
7. Memutuskan sumber energi listrik AC/DC.
Tersandung kabel 1 0,5 10 Acceptable (5) Merapikan posisi kabel agar tidak terlilit.
Tersengat/tersetrum
listrik 15 6 10 Very high (900)
Pemeriksaan rutin kabel dan menggunakan safety gloves sebagai isolator
8. Memindahkan material
yang telah selesai dil las. Tertimpa material 1 5 10 Priority 3 (50)
Tergores material
tajam 1 3 10 Priority 3 (30) Menggunakan safety gloves
9. Membersihkan area kerja.
Terhirup gram sisa
pengelasan 5 3 10 Subtantial (150) Menggunakan masker. Tertusuk material
tajam 1 6 10 Priority 3 (60) Menggunakan safety gloves Keterangan :
81
Proses pengelasan merupakan proses pekerjaan inti dalam fabrikasi modifikasi onshore rig. Dalam pengerjaannya digunakan sebanyak 6 workshop, dimana dalam proses pengelasan di bagi menjadi beberapa team yang beranggotakan 10-15orang welder yang dipimpin oleh seorang Welder Foreman. Proses pengelasan (welding) terdiri dari 9 tahapan pekerjaan yang setiap tahapan tersebut memiliki bahaya/ hazard yang sama maupun berbeda.
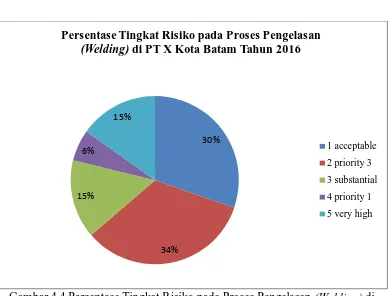
Pada proses pengelasan (welding) terdapat 9 tahapan pekerjaan, dimana ditemukan 33 bahaya. Tingkat risiko dari ke-33 bahaya tersebut terdiri dari 10 (30%) potensi bahaya yang berada dalam kategori terendah/ acceptable.Selain itu, tingkat risiko tertinggi/ very high terdapat pada 5 (15%) potensi bahaya selama proses pengelasan (welding). Berikut diagram yang menunjukkan persentase tingkat risiko pada proses pengelasan (welding) di PT X Kota Batam Tahun 2016 :
Gambar 4.4 Persentase Tingkat Risiko pada Proses Pengelasan (Welding) di PT X Kota Batam Tahun 2016
30%
34% 15%
6%
15%
Persentase Tingkat Risiko pada Proses Pengelasan (Welding) di PT X Kota Batam Tahun 2016
1 acceptable
2 priority 3
3 substantial
4 priority 1
83
4.7.2. Identifikasi Bahaya dan Penilaian Risiko Modifikasi Onshore Rig pada Proses Penggerindaan (Grinding) di PT X Kota
Batam Tahun 2016
Berikut ini merupakan hasil identifikasi bahaya pada proses penggerindaan (grinding) dengan menggunakan Job Safety Analysis dan penilaian risiko dengan menggunakan metode semikuantitatif :
Tabel 4.2 Identifikasi Bahaya dan Penilaian Risiko Modifikasi Onshore Rig pada Proses Penggerindaan (Grinding) di PT X Kota Batam Tahun 2016.
No Tahapan Bahaya Analisis Risiko Tingkat Risiko Pengendalian
C P E
1.
Mempersiapkan peralatan dan material yang akan di gerinda
Tertimpa material 1 3 10 Priority 3 (30) Menggunakan APD yakni safety shoes. Tergores material 1 3 10 Priority 3 (30) Menggunakan APD yakni safety
gloves.
Kebisingan 1 1 10 Acceptable (10) Menggunakan ear plug selama berada di workshop.
2.
Menyetel batu/ disk gerinda dan menyalakan sumber listrik.
Tergores disk
gerinda 1 6 10 Priority 3 (60)
Menggunakan safety gloves.
Tersengat listrik 5 3 10 Subtantial (150) Pemeriksaan rutin kabel yang terkelupas.
Kebisingan 1 1 10 Acceptable (10) Menggunakan ear plug selama berada di workshop.
material baja/ besi
Tertimpa material 1 3 10 Priority 3 (30)
Menggunakan APD yakni safety shoes. Kebisingan 1 6 10 Priority 3 (60) Menggunakan ear plug selama berada
di workshop.
Tersetrum listrik 5 3 10 Subtantial (150) Pemeriksaan rutin kabel yang terkelupas.
Terpotong 25 3 10 Very high (750)
Mematuhi prosedur penggerindaan dan konsentrasi pada saat proses berlangsung.
Terkena pecahan
disk 25 3 10 Very high (750)
Memastikan prosedur pemasangan disk dan mematuhi prosedur selama proses berlangsung.
penggunaan sarung tangan yang dapat meredam getaran.
4.
Tahap akhir yakni
mematikan mesin gerinda melepaskan batu/disk
Menggunakan masker yang dapat mencegah masuknya partikel debu atau gram.
85
Proses penggerindaan (grinding) di PT X Kota Batam dilakukan seiring dengan proses pengelasan maupun tersendiri dari proses pengelasan dengan tujuan untuk mengikis permukaan baja atau besi sehingga rata. Proses ini dilakukan oleh pekerja grinding atau disebut fitter. Proses penggerindaan dilakukan disetiap workshop mulai dari workshop 1-6.
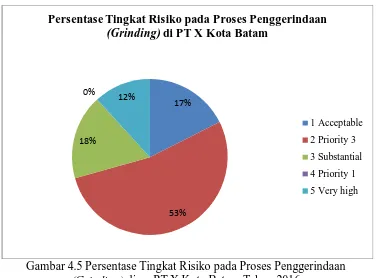
Pada proses penggerindaan (grinding) terdapat 4 tahapan pekerjaan dari awal hingga selesai. Pada tahapan tersebut ditemukan 17 potensi bahaya yang memiliki tingkat risiko yang berbeda-beda. Terdapat 3 (17%) potensi bahaya yang berada dalam tingkat risiko terendah/acceptable yakni kebisingan yang terdapat pada ketiga tahapan. Selanjutnya, untuk kategori tingkat risiko tertinggi/very high terdapat sebanyak 2 (12%) potensi bahaya yakni terpotong tangan dan terkena pecahan disk. Berikut diagram yang menunjukkan persentase tingkat risiko pada proses penggerindaan (grinding) di PT X Kota Batam Tahun 2016 :
Gambar 4.5 Persentase Tingkat Risiko pada Proses Penggerindaan (Grinding) di PT X Kota Batam Tahun 2016
17%
53% 18%
0%
12%
Persentase Tingkat Risiko pada Proses Penggerindaan (Grinding) di PT X Kota Batam
1 Acceptable
2 Priority 3
3 Substantial
4 Priority 1
87
4.7.3. Identifikasi Bahaya dan Penilaian Risiko Modifikasi Onshore Rig pada Proses Perancah (Scaffolding) di PT X Kota Batam
Tahun 2016
Berikut ini merupakan hasil identifikasi bahaya pada proses perancah (scaffolding) dengan menggunakan Job Safety Analysis dan penilaian risiko dengan menggunakan metode semikuantitatif :
Tabel 4.3 Identifikasi Bahaya dan Penilaian Risiko Modifikasi Onshore Rig pada Proses Perancah (Scaffolding) di PT X Kota Batam Tahun 2016.
No Tahapan Bahaya Analisis Risiko Tingkat Risiko Pengendalian
C P E
1.
Memeriksa lokasi (kondisi dasar) dan ketinggian pemasangan scaffolding
Kebisingan 1 3 6 Priority 3(36) Menggunakan ear plug selama bekerja di workshop.
2
Menyiapkan material, ukuran, dan lokasi erection (pemasangan)
Tertimpa material 5 3 6 Subtantial (90)
Memperhatikan prosedur ketika membawa material dan menggunakan safety shoes.
Tersandung
material 1 6 6 Priority 3(36)
Melakukan housekeeping agar material yang akan dipasang tersusun rapi. Kelelahan otot dan
Low Back Pain 1 10 6 Substantial (60)
Istirahat dan melakukan peregangan otot/ stretching.
Kebisingan 1 3 6 Acceptable (18) Menggunakan ear plug selama bekerja di workshop.
3. Barricade lokasi
pemasangan scaffolding
Tersandung
material 1 6 6 Priority 3(36)
Kebisingan 1 3 6 Acceptable (18) Menggunakan ear plug selama bekerja di workshop.
4. Erection (pemasangan)
scaffolding
Tertimpa material
dan peralatan 15 6 6 Very high (540)
Menggunakan safety helmet dan tidak melempar material atau peralatan. Terjatuh dari
ketinggian 25 3 6 Very high (450) Menggunakan full body harness. Tergelincir/Terpele
set saat memanjat 5 6 6 Priority 1 (180)
Memperhatikan dan mematuhi prosedur dalam memanjat.
Kelelahan otot/
kram 1 6 6 Priority 3 (36)
Istirahat dan melakukan peregangan otot/ stretching.
Kebisingan 1 3 6 Acceptable (18) Menggunakan ear plug selama bekerja di workshop.
Tersengat listrik 15 0,5 6 Priority 3 (45) Mematuhi prosedur pemasangan scaffolding jika terdapat kabel listrik.
Scaffolding roboh
atau terjatuh 25 3 6 Very high (450)
Memastikan prosedur pemasangan terpenuhi, memeriksa kekuatan scaffolding dan fullbody harness.
89
Proses perancah (scaffolding) yakni memasang struktur/ bangunan sementara untuk menunjang pekerjaan fabrikasi lainnya pada ketinggian seperti proses pengelasan, penggerindaan dan lain sebagainya. Proses perancah dilakukan oleh team yang beranggotakan 3-4 orang scaffolder. Tahapan pekerjaan proses perancah dimulai dari awal hingga pekerjaan selesai. Di PT X Kota Batam scaffolder wajib memiliki sertifikasi telah mengikuti pelatihan scaffolding. Hal ini disebabkan scaffolding merupakan suatu pekerjaan pada sektor konstruksi yang memiliki risiko tinggi, sehingga pekerja memerlukan pelatihan agar mengetahui prosedur pemasangan dan paham mengenai potensi bahaya yang nantinya diharapkan dapat melakukan pekerjaannya sesuai dengan aspek keselamatan dan kesehatan kerja.
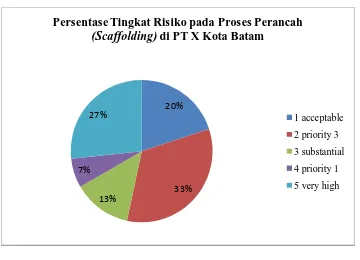
Selama observasi proses perancah (scaffolding) diketahui terdapat 5 tahapan pekerjaan, proses ini memiliki 15 potensi bahaya. Sebanyak 3 (20%) potensi bahaya termasuk dalam kategori tingkat risiko terendah/ acceptable. Selanjutnya, kategori risiko tertinggi/very high terdapat pada 4 (27%) potensi bahaya.
perancah (Scaffolding) di PT X Kota Batam Tahun 2016 :
Gambar 4.6 Persentase Tingkat Risiko pada Proses Perancah (Scaffolding) di PT X Kota Batam Tahun 2016
Pekerjaan scaffolding merupakan pekerjaan yang berhubungan dengan ketinggian. Oleh karena itu, bahaya dengan risiko very high perlu diperhatikan agar ditentukan pengendalian yang sesuai. Adapun bahaya dengan kategori tingkat risiko very high tersebut ialah tertimpa material pada saat tahapan pemasangan scaffolding dengan skor hasil perkalian 540, terjatuh dari ketinggian pada tahapan pemasangan dengan skor hasil perkalian 450, robohnya scaffolding sehingga scaffolder dapat terjatuh pada saat pemasangan scaffolding dengan skor hasil perkalian 450 dan pada saat penyelesaian bahaya terjatuhnya scaffolder pada saat akan turun dengan skor hasil perkalian 450.
20%
33% 13%
7% 27%
Persentase Tingkat Risiko pada Proses Perancah (Scaffolding) di PT X Kota Batam
1 acceptable
2 priority 3
3 substantial
4 priority 1
91 BAB V PEMBAHASAN
5.1. Identifikasi Bahaya dan Penilaian Risiko pada Modifikasi Onshore Rig di PT X Kota Batam Tahun 2016
Identifikasi bahaya merupakan langkah pertama sebelum melakukan penilain risiko. Beberapa teknik telah berkembang untuk melakukan identifikasi bahaya dimulai dari teknik pasif, teknik semi proaktif dan teknik proaktif. Dari beberapa teknik tersebut teknik proaktif merupakan teknik terbaik. Job Safety Analysis (JSA) ialah salah satu teknik yang bersifat proaktif. Dalam Job Safety Analysis setiap proses diuraikan menjadi beberapa tahapan pekerjaan untuk mengidentifikasi bahayanya.
Menurut Ramli (2010), dengan menggunakan Job Safety Analysis potensi bahaya dapat dianalisis yang terdapat pada sistem kerja, lingkungan kerja dan prosedur serta manusia sebagai pekerjanya, serta dapat memberikan perbaikan atau cara pencegahan terhadap kecelakaan kerja pada suatu pekerjaan.
Bahaya yang teridentifikasi pada setiap tahapan proses di lakukan penilaian risiko untuk mengetahui tingkat risiko dari tahapan tersebut. Penilaian risiko dibuat dengan mengalikan faktor dampak (consequence), pajanan (exposure) dan kemungkinan (likehood).