PENGUKURAN NILAI OVERALL EQUIPMENT EFFECTIVENESS (OEE) SEBAGAI DASAR IMPLEMENTASI TOTAL PRODUCTIVE
MAINTENANCE (TPM) DI PT INALUM
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Penulisan Tugas Sarjana
oleh Hendra Y NIM. 100423014
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
ABSTRAK
PT INALUM merupakan salah satu perusahaan yang berperan dalam memproduksi aluminium cair menjadi aluminium batangan (ingot) yang tidak terlepas dari masalah yang berhubungan dengan efektivitas mesin yang diakibatkan oleh Six Big Losses. Hal ini dapat terlihat dengan frekuensi kerusakan yang terjadi pada mesin karena kerusakan tersebut target produksi tidak tercapai. Kerusakan pada mesin juga berdampak terhadap menurunnya kecepatan mesin, jam kerja mesin berhenti (downtime), availability dan performancy rendah dan menyebabkan penggunaan mesin menjadi tidak efektif. Oleh karena itu diperlukan langkah – langkah efektif dan efisien dalam pemeliharaan mesin dan peralatan untuk menanggulangi dan mencegah masalah tersebut.
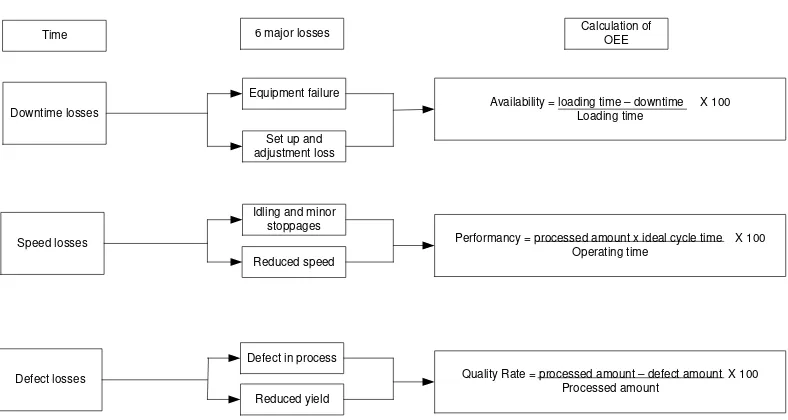
Total Production Maintenance (TPM) adalah suatu prinsip manajemen untuk meningkatkan produktivitas dan efisiensi produksi perusahaan dengan menggunakan mesin secara efektif. Tidak tepatnya penanganan dan pemeliharaan mesin mengakibatkan kerugian – kerugian disebut dengan Six Big Losses yaitu
equipment failure loss, set up and adjustment losses, reduced speed losses, idling and minor stoppages, rework losses dan yield scrap losses. Dalam penelitian ini objek yang diteliti adalah casting machine no.2.
Dalam usaha peningkatan efisiensi produksi pada perusahaan ini adalah dengan melakukan pengukuran efektifitas casting machine no.2 dengan menggunakan metode Overall Equipment Effectiveness (OEE) yang kemudian dilanjutkan dengan pengukuran OEE Six Big Losses untuk mengetahui besarnya efisiensi yang hilang pada keenam faktor Six Big Losses. Dari keenam faktor tersebut selanjutnya dicari faktor apa yang memberikan kontribusi terbesar yang mengakibatkan besarnya efisiensi pada casting machine no.2. Dengan diagram
cause and effect dapat dianalisa masalah sebenarnya yang menjadi penyebab utama tingginya kerugian dan rendahnya efisiensi casting machine no.2.
Kesimpulan yang dapat diambil pada casting machine no.2 bahwa nilai
Overall Equipment Effectiveness (OEE) untuk periode April 2013 – Maret 2014 berkisar 42.41% sampai 53.10%. Kondisi ini menunjukkan bahwa kemampuan
casting machine no.2 dalam pencapaian efektivitas penggunaan mesin belum mencapai kondisi yang ideal (≥85%). Adapun yang mempengaruhi nilai Overall Equipment Effectiveness (OEE) dan menjadi prioritas utama untuk dieliminasi perusahan adalah faktor reduced speed lose sebesar 78,89%.
KATA PENGANTAR
Alhamdulillahi rabbil ‘alamin, rasa syukur yang tak terhingga penulis panjatkan kehadirat Allah SWT yang senantiasa memberikan rahmat-Nya kepada penulis sehingga dapt menyelesaikan laporan Tugas Akhir ini dengan baik.
Kegiatan penelitian tugas sarjana ini dilakukan di PT INALUM yang terletak di Jl. Access Road Kuala Tanjung, Kecamatan Sei Suka, Kabupaten Batu Bara Sumatera Utara. Kegiatan tersebut merupakan salah satu dari beberapa syarat yang telah ditentukan untuk dapat memperoleh gelar Sarjana Teknik di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Adapun judul Tugas Sarjana ini adalah “Pengukuran Nilai Overall Equipment Effectiviness (OEE) Sebagai Dasar Implementasi Total Productive Maintenance (TPM) (Studi Kasus di PT INALUM Batu Bara Sumatera Utara)”.
Penulis menyadari bahwa tugas sarjana ini belum sempurna dan masih terdapat kekurangan. Oleh karena itu, penulis mengharapkan kritik dan saran yang membangun dari pembaca untuk kesempurnaan tugas sarjana ini dan penulis berharap agar laporan tugas sarjana ini dapat memberi manfaat bagi semua pihak yang memerlukannya.
Medan, Januari 2015
UCAPAN TERIMA KASIH
Alhamdulillah yang tak hentinya terucap atas selesainya Tugas Sarjana ini, banyak pihak yang telah membantu baik itu berupa bimbingan ataupun berupa bantuan moril dan materil, sehingga Tugas Sarjana ini dapat diselesaikan. Oleh karena itu, penulis mengucapkan terima kasih kepada semua pihak yang telah membantu, teristimewa kepada Ayahanda Yanuardi Tanjung, Ibunda Elviyanti dan Abang-adik penulis (Hengky, Denny) yang senantiasa ada dan selalu memberikan perhatian, doa dan semangat dalam bentuk apapun kepada penulis.
Pada kesempatan ini pula, penulis ucapkan terima kasih kepada :
1. Ibu Ir. Khawarita Siregar, MT, selaku ketua Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
2. Bapak Dr. Ir. Nazaruddin, MT selaku Dosen Pembimbing I atas waktu untuk bimbingan dan ilmu yang diberikan dalam penyelesaian Tugas Sarjana ini. 3. Bapak Ikhsan Siregar, ST, M.Eng, selaku Dosen Pembimbing II atas
waktunya untuk membimbing, memberi arahan, dan masukan serta ilmu yang diberikan dalam penyelesaian Tugas Sarjana ini.
4. Bapak Ir. Mangara M Tambunan, M.Sc, selaku Koordinator Tugas Akhir. 5. Bapak Prof. Dr. Ir. A Rahim, M. MSIE selaku Ketua Bidang Manajemen
Rekayasa dan Produksi.
7. Pegawai perpustakaan Departemen Teknik Industri, Kak Rahma dan Kak Mia, terimakasih untuk kebaikan hati dan toleransinya dalam jumlah peminjaman buku.
8. Segenap Pimpinan dan karyawan PT INALUM bagian casting plant yang telah memberikan izin kepada penulis untuk melaksanakan penelitian.
9. Titin (a.k.a Emak), Adri (a.ka Mamak), Dwi (Miss Fotogenic), Ipeh, Lia (Teman Kecilku), Rio (Mr.Gombal), Amin (Mr.Galau akan cinta), Lisik, Parni, (Trio LPH) Novita (si Ndut), Nono (best friend), my best friends and craziest friend, terima kasih untuk semangat dan motivasinya.
DAFTAR ISI
HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
LEMBAR KEPUTUSAN SIDANG KOLOKIUM ... iv
ABSTRAK ... v
KATA PENGANTAR ... vi
UCAPAN TERIMA KASIH ... vii
DAFTAR ISI ... ix
DAFTAR TABEL ... xiii
DAFTAR GAMBAR ... xiv
DAFTAR LAMPIRAN ... xv
BAB I PENDAHULUAN ... I-1 1.1 Latar Belakang ... I-1 1.2 Rumusan Masalah ... I-5 1.3 Tujuan Penelitian ... I-5 1.4 Batasan Masalah... I-6 1.5 Manfaat Penelitian ... I-7 1.6 Sistematika Penulisan Tugas Sarjana ... I-7
DAFTAR ISI (Lanjutan)
HALAMAN 2.3.2 Pabrik Peleburan Aluminium ... II-9 2.3.3 Fasilitas Lain ... II-10 2.4 Struktur Organisasi, Deskripsi Tugas dan Tanggung Jawab . II-12 2.4.1 Struktur Organisasi ... II-12 2.4.2 Deskripsi Tugas dan Tanggung Jawab ... II-13 2.5 Sistem Manajemen Sumber Daya Manusia ... II-13 2.6 Jumlah Tenaga Kerja dan Jam Kerja Perusahaan ... II-17 2.6.1 Jumlah Tenaga Kerja ... II-17 2.6.2 Jam Kerja ... II-17 2.7 Proses Produksi ... II-18 2.7.1 Bahan – Bahan dalam Proses Casting ... II-18 2.7.2 Jam Kerja ... II-18 2.8 Uraian Proses Produksi ... II-20 2.8.1 Pencetakan Aluminium ... II-20 2.9 Mesin dan Peralatan ... II-30 2.9.1 Mesin dan Peralatan Produksi ... II-30 2.9.2 Utilitas ... II-30 2.10 Safety and Fire Protection ... II-32 2.11 Waste Treatment ... II-33
DAFTAR ISI (Lanjutan)
HALAMAN 3.3 Six Big Losses ... III-11 3.4 Overall Equipment Effectiveness ... III-16 3.5 Cause and Effect Diagram ... III-19
BAB IV METODOLOGI PENELITIAN ... IV-1 4.1 Tempat dan Waktu Penelitian ... IV-1 4.2 Jenis Penelitian ... IV-1 4.3 Objek Penelitian ... IV-1 4.4 Variabel Penelitian ... IV-2 4.5 Kerangka Berfikir... IV-2 4.6 Instrumen Penelitian... IV-3 4.7 Prosedur Penelitian... IV-3 4.8 Pengolahan Data... IV-5 4.9 Analisis Pemecahan Masalah ... IV-8 4.10 Kesimpulan dan Saran... IV-8
BAB V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1 5.1 Pengumpulan Data ... V-1 5.2. Pengolahan Data... V-13 5.2.1 Penentuan Idle Cycle Time ... V-13 5.2.2 Perhitungan Availability ... V-13 5.2.3 Perhitungan Performancy Efficiency ... V-15 5.2.4 Perhitungan Rate of Quality Product ... V-16 5.2.5 Perhitungan OEE ... V-17 5.3. Perhitungan Six Big Loses ... V-18
DAFTAR ISI (Lanjutan)
HALAMAN 5.3.2 Speed Loss ... V-22 5.3.3 Defect Loss ... V-26 5.4 Pengaruh Six Big Losses ... V-28 5.5. Diagram Sebab Akibat ... V-30
BAB VI ANALISIS DAN PEMBAHASAN ... VI-1 6.1 Analisis ... VI-1 6.1.1 Analisis Perhitungan OEE ... VI-1 6.1.2 Analisis Six Big Losses ... VI-3 6.1.3 Analisis Cause and Effect Diagram ... VI-4 6.2 Pembahasan ... VI-6 6.2.1 Evaluasi/Usulan Pemecahan Masalah ... VI-6 6.2.2 Usulan Penerapan TPM ... VI-8
BAB VII KESIMPULAN DAN SARAN ... VII-1 7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-3
DAFTAR TABEL
TABEL HALAMAN
DAFTAR TABEL
TABEL HALAMAN
DAFTAR GAMBAR
GAMBAR HALAMAN
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
ABSTRAK
PT INALUM merupakan salah satu perusahaan yang berperan dalam memproduksi aluminium cair menjadi aluminium batangan (ingot) yang tidak terlepas dari masalah yang berhubungan dengan efektivitas mesin yang diakibatkan oleh Six Big Losses. Hal ini dapat terlihat dengan frekuensi kerusakan yang terjadi pada mesin karena kerusakan tersebut target produksi tidak tercapai. Kerusakan pada mesin juga berdampak terhadap menurunnya kecepatan mesin, jam kerja mesin berhenti (downtime), availability dan performancy rendah dan menyebabkan penggunaan mesin menjadi tidak efektif. Oleh karena itu diperlukan langkah – langkah efektif dan efisien dalam pemeliharaan mesin dan peralatan untuk menanggulangi dan mencegah masalah tersebut.
Total Production Maintenance (TPM) adalah suatu prinsip manajemen untuk meningkatkan produktivitas dan efisiensi produksi perusahaan dengan menggunakan mesin secara efektif. Tidak tepatnya penanganan dan pemeliharaan mesin mengakibatkan kerugian – kerugian disebut dengan Six Big Losses yaitu
equipment failure loss, set up and adjustment losses, reduced speed losses, idling and minor stoppages, rework losses dan yield scrap losses. Dalam penelitian ini objek yang diteliti adalah casting machine no.2.
Dalam usaha peningkatan efisiensi produksi pada perusahaan ini adalah dengan melakukan pengukuran efektifitas casting machine no.2 dengan menggunakan metode Overall Equipment Effectiveness (OEE) yang kemudian dilanjutkan dengan pengukuran OEE Six Big Losses untuk mengetahui besarnya efisiensi yang hilang pada keenam faktor Six Big Losses. Dari keenam faktor tersebut selanjutnya dicari faktor apa yang memberikan kontribusi terbesar yang mengakibatkan besarnya efisiensi pada casting machine no.2. Dengan diagram
cause and effect dapat dianalisa masalah sebenarnya yang menjadi penyebab utama tingginya kerugian dan rendahnya efisiensi casting machine no.2.
Kesimpulan yang dapat diambil pada casting machine no.2 bahwa nilai
Overall Equipment Effectiveness (OEE) untuk periode April 2013 – Maret 2014 berkisar 42.41% sampai 53.10%. Kondisi ini menunjukkan bahwa kemampuan
casting machine no.2 dalam pencapaian efektivitas penggunaan mesin belum mencapai kondisi yang ideal (≥85%). Adapun yang mempengaruhi nilai Overall Equipment Effectiveness (OEE) dan menjadi prioritas utama untuk dieliminasi perusahan adalah faktor reduced speed lose sebesar 78,89%.
BAB I
PENDAHULUAN
1.1 Latar Belakang
Terus berkembangnya industri manufaktur di era globalisasi ini, perusahaan dituntut untuk melakukan peningkatan kuantitas dan kualitas produk yang dihasilkannya. Untuk mengembangkan hasil industri secara terus meningkat diperlukan dukungan dari seluruh departemen, terutama di lini produksi. Di dalam lini produksi terdapat berbagai hal yang harus selalu ditingkatkan produktifitasnya, termasuk peralatan dan mesin yang mendukung proses produksi. Mesin merupakan faktor penting dalam dunia industri untuk menghasilkan suatu produk di suatu perusahaan, sehingga apabila mesin mengalami gangguan atau kerusakan, maka hal tersebut dapat mengakibatkan terhentinya proses produksi, kefektifan mesin menurun, membengkaknya biaya perawatan, menurunkan kualitas dari produk yang dihasilkan dan dapat mengganggu kinerja karyawan.
PT Indonesia Asahan Aluminium (INALUM) merupakan perusahaan yang bergerak dibidang industri aluminium yang memproduksi aluminium Ingot. Produk yang dihasilkan oleh PT INALUM adalah 70% untuk ekspor, sehingga benar-benar harus memperhatikan mutu untuk dapat bersaing dengan perusahaan sejenis. Dalam proses produksinya, perusahaan PT Indonesia Asahan Aluminium (INALUM) menggunakan mesin-mesin dan peralatan-peralatan. Mesin yang digunakan dalam proses produksi pada bagian penuangan adalah furnace, mesin
produksi pada ketiga mesin ini sering terhambat akibat terjadinya kerusakan (breakdown) pada mesin. Besarnya kerusakan (breakdown) untuk ketiga mesin dapat dilihat pada tabel 1.1
Tabel 1.1 Data Waktu Kerusakan (Breakdown) Mesin
No Mesin Breakdown
(jam)
1 Furnace 542
2 Mesin pencetak (casting) 1142,3 3 Mesin penyusun (stacking) 648,9
Sumber : PT. Inalum
Dari data diatas dapat dilihat bahwa pada mesin casting mengalami waktu kerusakan (breakdown) paling besar. Hal ini disebabkan oleh kondisi dan umur mesin yang sudah tua sehingga dapat mengakibatkan menurunnya kecepatan produksi mesin dan menghasilkan produk cacat. Mesin Casting merupakan mesin yang digunakan untuk membuat aluminium cair menjadi aluminium batangan (ingot) yang memiliki 7 unit mesin. Berikut waktu breakdown dari 7 unit casting machine dapat dilihat pada tabel 1.2
Tabel 1.2 Data Waktu Kerusakan (Breakdown) Casting Machine Periode April 2013 – Maret 2014
No Mesin Breakdown
(jam) 1 Mesin pencetak (casting) no.1 142 2 Mesin pencetak (casting) no.2 367,5 3 Mesin pencetak (casting) no.3 108 4 Mesin pencetak (casting) no.4 112 5 Mesin pencetak (casting) no.5 90,5 6 Mesin pencetak (casting) no.6 124,9 7 Mesin pencetak (casting) no.7 197,4
Dari tabel diatas dapat dilihat bahwa mesin casting no.2 mengalami waktu kerusakan terbesar. Besarnya kerusakan (breakdown) untuk mesin casting no.2 dapat dilihat pada tabel 1.3
Tabel 1.3 Data Waktu Kerusakan (Breakdown) Casting Machine no.2 Periode April 2013 – Maret 2014
Tahun Bulan breakdown (jam)
breakdown loss (%)
availability (%)
2013
April 36 7.00 89.88
Mei 34.18 6.86 89.56
Juni 31.5 6.51 89.57
Juli 34.95 7.02 89.26
Agustus 29.69 6.32 90.06
September 35 6.99 90.02
Oktober 31.48 6.50 89.86
November 35.73 6.95 89.40
Desember 33.19 6.97 89.81
2014
Januari 29 6.28 90.13
Februari 32.5 6.83 89.39
Maret 34.29 6.84 90.02
Sumber : PT. Inalum
Pada Tabel 1.3. diatas dapat dilihat bahwa pada casting machine no.2 pada periode juli 2013 memiliki breakdown paling besar yaitu sebesar 7,02% dimana ini akan berdampak terhadap availability yang juga menurun dan menyebabkan penggunaan mesin menjadi tidak efektif dan menimbulkan kerugian bagi perusahaan.
karena itu , untuk mengatasi hal tersebut diperlukan langkah – langkah yang tepat dalam pemeliharaan mesin yang salah satunya dengan melakukan penerapan Total Productive Maintenance sehingga akan meningkatkan efisiensi produksi pada perusahaan.
Agil (2012) pernah melakukan penelitian tentang pengukuran nilai Overall Equipment Effectiveness (OEE) sebagai pedoman efektivitas mesin cnc cutting di PT ALSTOM. Penelitian tersebut dilakukan karena bentuk komponen attachment yang diproduksi oleh mesin cnc cutting cukup bervariasi baik bentuk dan ukurannya sehingga hasil ini berpotensi memunculkan permasalahan terkait dengan faktor availability mesin yang menyebabkan waktu set up menjadi lama dan ketersediaan waktu produksi berkurang. Pada faktor performancy mesin cnc cutting menunjukkan adanya ketidakkonsistenan dalam pengaturan kecepatan potong mesin. Hasil penelitian menunjukkan bahwa besar nilai availability,
performancy dan OEE dari mesin tersebut belum efektif yaitu sebesar 85,1%, 73% dan 61,8%.1 Penelitian yang hampir sama juga pernah dilakukan oleh Agus, dkk (2013) yang menganalisis efektivitas mesin penggiling tebu dengan penerapan Total Productive Maintenance (TPM) di PG.Jatitujuh. Penelitian ini dilakukan terkait dengan kerusakan peralatan pada proses penggilingan. Hal ini mengakibatkan jam berhenti (downtime) giling tinggi sehingga kinerja mesin kurang efektif. Hasil penelitian ini menunjukkan nilai OEE mesin penggilingan sudah memenuhi standar dengan nilai sebesar 92,36%.2
1
Agil, Septian. 2012. Pengukuran Nilai Overall Equipment Effectiveness (OEE) sebagai Pedoman Efektivitas Mesin CNC Cutting. Institut Teknologi Sepuluh Nopember (ITS) : Surabaya
2
Agus, Jiwantoro.,dkk. 2013. Analisis Efektivitas Mesin Penggiling Tebu dengan Penerapan Total Productive Maintenance (TPM). Universitas Brawijaya : Malang
Dalam penerapan Total Productive Maintenance ini akan memberikan metrik kuantitatif yang disebut Overall Equipment Effectiveness (OEE) untuk mengukur produktivitas mesin dan meningkatkan efektifitas peralatan lini produksi sehingga tercapai volume lebih besar dengan hasil yang baik sehingga biaya produksi yang dikeluarkan lebih rendah. Metode ini dipilih karena perhitungannya didasarkan tidak hanya pada faktor ketersediaan (Avaibility) tetapi juga faktor untuk kerja (Performance efficiency)dan kualitas (Quality Rate).
1.2 Rumusan Masalah
Berdasarkan latar belakang yang telah diuraikan, maka fokus permasalahan yang dapat diangkat dalam penelitian ini adalah rendahnya tingkat produktivitas dan efektivitas casting machine no.2 yang belum optimal sehingga perlu dikaji faktor yang menjadi prioritas utama dan tindakan perbaikan dalam usaha peningkatan dan efisiensi produksi.
1.3 Tujuan Penelitian
Tujuan penelitian ini terbagi atas dua, yaitu tujuan umum dan tujuan khusus.
1. Tujuan umum
Tujuan umum dari penelitian ini adalah untuk mengetahui tingkat efektivitas atau nilai Overall Equipment Effectiveness (OEE) pada penggunaan
2. Tujuan khusus
- Mengetahui akar penyebab dari permasalahan yang ada pada masing- masing faktor dan faktor paling yang dominan pada six big losses. - Melakukan analisis terhadap faktor yang menjadi prioritas utama
sebagai dasar untuk dilakukan perbaikan menggunakan diagram cause and effect.
1.4 Batasan Masalah
Agar penelitian ini lebih terarah dan topik yang dibahas tidak meluas, maka perlu dilakukan pembatasan lingkup penelitian. Adapun pembatasan lingkup penelitian ini adalah :
1. Penelitian dilakukan di PT. Indonesia Asahan Aluminium (INALUM) bagian pabrik penuangan (casting plant).
2. Pengukuran efektivitas mesin dilakukan pada mesin casting no.2 di pabrik penuangan untuk periode April 2013 – Maret 2014 karena mesin ini memiliki tingkat kerusakan yang besar dibandingkan dengan mesin
casting lain.
3. Metode yang dipakai adalah metode OEE yang digunakan sebagai alat ukur dalam penerapan TPM untuk mengetahui tingkat efektivitas mesin dan juga menjaga peralatan pada kondisi ideal dengan menghapuskan six big losses peralatan/mesin.
1.5 Manfaat Penelitian
Penelitian dan analisis ini diharapkan dapat bermanfaat sebagai berikut : 1. Menambah dan menerapkan ilmu pengetahuan khususnya dalam hal
manajemen perawatan.
2. Penelitian ini dapat memberikan kontribusi positif kepada pihak perusahaan dalam hal menyusun rencana peningkatan produktivitas dan efisiensi mesin atau peralatan dengan memaksimalkan efektivitas penggunaan mesin dan juga dalam hal mengevaluasi dan mengambil kebijakan terhadap masalah manajemen perawatan fasilitas perusahaan.
1.6 Sistematika Penulisan
Agar lebih terstruktur dan mudah dipahami, maka penulisannya disusun dengan sistematika penulisan sebagai berikut:
BAB I Pendahuluan
Bab ini meliputi uraian tentang latar belakang timbulnya masalah pada perusahaan, perumusan masalah, tujuan penelitian, manfaat penelitian, pembatasan masalah serta sistematika penulisan tugas sarjana.
BAB II Gambaran Umum Perusahaan
BAB III Landasan Teori
Bab ini menguraikan mengenai tinjauan pustaka yang berisi teori-teori dan konsep pengukuran beban kerjasebagai landasan dalam melakukan analisa dan pembahasan masalah.
BAB IV Metodologi Penelitian
Bab ini memaparkan metodologi yang digunakan untuk mencapai tujuan penelitian meliputi penjelasan tahapan penelitian secara ringkas disertai diagram alirnya.
BAB V Pengumpulan dan Pengolahan Data
Bab ini berisi data primer dan sekunder yang diperoleh dari penelitian serta pengolahan data yang membantu dalam pemecahan masalah. BAB VI Analisis Pemecahan Masalah
Bab ini berisi proses pengolahan data yang digunakan sebagai dasar pada pemecahan masalah dan melakukan analisis hasil pengolahan data dan pemecahan masalah.
BAB VII Kesimpulan dan Saran
Bab ini berisi kesimpulan yang didapat dari hasil pemecahan masalah dan saran-saran yang diberikan kepada pihak perusahaan.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1 Sejarah Perusahaan
Setelah upaya memanfaatkan potensi sungai Asahan yang mengalir dari Danau Toba di provinsi Sumatra Utara untuk menghasilkan tenaga listrik mengalami kegagalan, pada masa pemerintahan Hindia-Belanda pemerintah Republik Indonesia bertekad mewujudkan pembangunan Pembangkit Listrik Tenaga Air (PLTA) di sungai tersebut.
Tekad ini semakin kuat ketika tahun 1972 pemerintah menerima dari Nippon Koei, sebuah perusahaan konsultan Jepang laporan tentang studi kelayakan Proyek PLTA dan Aluminium Asahan. Laporan tersebut menyatakan bahwa PLTA layak untuk dibangun dengan sebuah peleburan aluminium sebagai pemakai utama dari listrik yang dihasilkannya.
Pada tanggal 7 Juli 1975 di Tokyo, setelah melalui perundingan-perundingan yang panjang dan dengan bantuan ekonomi dari pemerintah Jepang untuk proyek ini, pemerintah Republik Indonesia dan 12 perusahaan penanam modal Jepang menandatangani Perjanjian Induk untuk PLTA dan Pabrik Peleburan Aluminium Asahan yang kemudian dikenal dengan sebutan Proyek Asahan. Kedua belas Perusahaan Penanam Modal Jepang tersebut adalah :
1. Sumitomo Chemical Company Ltd 2. Sumitomo Shoji Khaisa Ltd
4. C Itoh & Co., Ltd 5. Nissho Iwai Co., Ltd 6. Nichimen Co., Ltd 7. Showa Denko K.K 8. Marubeni Corporation
9. Mitsubishi Chemical Industries Ltd 10.Mitsubishi Corporation
11.Mitsui Aluminium Co., Ltd 12.Mitsui & Co., Ltd
Selanjutnya, untuk penyertaan modal pada perusahaan yang akan didirikan di Jakarta kedua belas Perusahaan Penanam Modal tersebut bersama pemerintah Jepang membentuk sebuah perusahaan dengan nama Nippon Asahan Aluminium Co., Ltd (NAA) yang berkedudukan di Tokyo pada tanggal 25 November 1975.
Untuk melaksanakan ketentuan dalam Perjanjian Induk, pemerintah Indonesia kemudian mengeluarkan SK Presiden No. 5/1976 yang melandasi terbentuknya Otorita Pengembangan Proyek Asahan sebagai wakil pemerintah yang bertanggung jawab atas lancarnya pembangunan dan pengembangan Proyek Asahan. INALUM dapat dicatat sebagai pelopor dan perusahaan yang bergerak dalam industri peleburan aluminium dengan investasi sebesar 411 milyar Yen.
Selanjutnya pemerintah Indonesia melakukan suatu langkah besar dengan melakukan nasionaliasi terhadap PT INALUM per 1 November 2013. Langkah ini diambil setelah pemerintah Indonesia memutuskan utuk melakukan termination
agreement (pengakhiran kerjasama) 30 tahun pengelolaan PT INALUM yang
berdasarkan perjanjian antara Pemerintah Indonesia dan Jepang dalam Master Agreement for the Asahan Hydroelectric and Aluminium Project (MA) pada 7 Juli 1975, kontrak kerjasama berakhir pada 31 Oktober 2013.
Ada beberapa alasan yang mendorong pemerintah untuk melakukan akuisisi PT Inalum :
• Industri aluminium mempunyai prospek yang baik.
• Estimasi pertumbuhan permintaan atas aluminium di pasar domestik akan meningkat secara signifikan selama periode 2010-2030 hingga lebih dari tiga kali lipat.
• PT INALUM merupakan satu-satunya industri penghasil aluminium ingot di dalam negeri.
didistribusikan untuk kebutuhan lokal ‘hanya’ sekitar 100 ribu ton, sehingga Indonesia masih harus impor sekitar 600 ribu ton. Sementara itu, kemampuan produksi Inalum rata-rata per tahun sebesar 240 ribu ton, sehingga Indonesia masih harus melakukan impor alumunium, diantaranya dari Jepang.
• Saat ini perusahaan berada di industri aluminium smelting dengan profitabilitas cukup tinggi untuk industri aluminium secara keseluruhan. Peleburan alumina menjadi aluminium ingot dinilai mempunyai peningkatan nilai tambah yang signifikan, yaitu dari US$ 350 per ton alumina menjadi US$ 2.500 per ton aluminium ingot.
• PT INALUM merupakan satu-satunya perusahaan peleburan aluminium di Asia Tenggara yang memiliki fasilitas lengkap seperti pabrik carbon plant, reduction plant dan casting plant dan siap dikembangkan lebih lanjut. Selain itu, PLTA Siguragura adalah pemasok tenaga listrik untuk kebutuhan kurang lebih 14 ribu kilowatt per hour (kWh) per ton aluminium cair.
• Pengambilalihan PT INALUM merupakan inisiasi dari pertumbuhan industri aluminium nasional secara terintegrasi yang meliputi pengembangan industri untuk bahan baku, smelter, power plant dan pemprosesan menjadi produk bernilai tambah.
pengelolaan PT INALUM (Persero) berada dibawah Kementerian BUMN sesuai peraturan perundang-undangan. Selain itu, DPR juga menerima keinginan pemerintah Provinsi Sumatera Utara beserta 10 Kabupaten dan Kotamadya di daerah strategis Proyek Asahan untuk berpartisipasi memiliki saham di PT INALUM (Persero), dengan catatan kepemilikam Pemerintah RI dipertahankan minimal 70 persen.
2.2 Visi, Misi dan Nilai PT INALUM 2.2.1 Visi
Visi dari INALUM adalah perusahaan aluminium kelas dunia yang unggul dalam hal mutu produk dan kepuasan pelanggan serta peduli terhadap lingkungan.
2.2.2 Misi
Misi dari INALUM adalah sebagai berikut:
1. Menciptakan manfaat bagi semua pihak berkepentingan (stakeholder) melalui produksi aluminium ingot yang berkualitas tinggi dan produk-produk terkait serta mampu bersaing di pasar global.
3. Mendukung pengembangan kelompok industri aluminium nasional yang akhirnya mendukung pengembangan Ekonomi Nasional.
4. Berpartisipasi dalam pengembangan ekonomi regional melalui pengolahan operasi yang optimum secara menguntungkan.
2.2.3 Nilai
Dengan mengoperasikan pabrik peleburan aluminium dan pembangkit listrik tenaga air untuk menciptakan manfaat bagi semua pihak berkepentingan (stakeholder), kami bekerja keras untuk melestarikan lingkungan dan yakin bahwa komitmen kami kepada masyarakat dan ekonomi sekitar adalah hal yang paling mendasar untuk mencapai misi kami.
2.3 Ruang Lingkup PT INALUM
2.3.1 Pembangkit Listrik Tenaga Air (PLTA)
Sungai Asahan dengan panjang sekitar + 150 km memiliki potensial debit pada musim kemarau 60 m3/detik dan pada musim hujan lebih dari 100 m3/detik. PLTA Siguragura dan Tangga masing-masing digerakkan oleh potensi air terjun ini, dengan kapasitas total :
- Kapasitas Terpasang : 603 MW
- Output Tetap : 426 MW
- Output Puncak : 513 MW
Pembangkit Listrik Tenaga Air terdiri dari : a. Bendungan pengatur
Bendungan ini terletak di Siruar, 14,5 km dari mulut Danau Toba yang bertugas mengatur tinggi permukaan Danau Toba dan mengatur aliran air yang keluar dari Danau Toba ke Sungai Asahan untuk mensuplai air ke Stasiun Pembangkit Listrik secara konstan. Bendungan ini dibangun dengan tipe beton massa dengan panjang 71 m dan tinggi 39 m.
b. Bendungan Penadah Air Siguragura (Siguragura Inteake Dam)
c. Stasiun Pembangkit Listrik Siguragura (Siguragura power Station)
Stasiun Pembangkit Listrik ini berada 200 m didalam perut bumi dengan 4 unit generator di dalamnya dan merupakan PLTA bawah tanah pertama di Indonesia. Kapasitas tetap dari PLTA Siguragura adalah 203 MW.
d. Bendungan Penadah Air Tangga (Tangga Intake Dam)
Bendungan ini terletak di Tangga, ± 4 km di bagian hilir Stasiun Pembangkit Listrik Siguragura dan berfungsi untuk mengatur pasokan air ke dalam Stasiun Pembangkit Listrik Tangga. Bendungan ini merupakan bendungan busur pertama di Indonesia. Tipe bendungan ini adalah beton massa berbentuk busur dengan panjang 125 m dan tinggi 82 m.
e. Stasiun Pembangkit Listrik Tangga
2.3.2 Pabrik Peleburan Aluminium
Pabrik peleburan aluminium merupakan bagian utama dari proyek asahan, yang dibangun di areal seluas 200 hektar berlokasi di Kuala Tanjung, Kecamatan Sei Suka, Kabupaten Batubara, Sumatera Utara. Pabrik ini dibagi menjadi tiga bagian yaitu :
a. Pabrik karbon (Carbon Plant)
Pabrik Karbon memproduksi blok anoda dibagi atas tiga pabrik, yaitu pabrik pembuatan karbon mentah (green plant), pabrik pemanggangan (baking plant) dan pabrik penangkaian (rodding plant). Di pabrik karbon mentah, bahan baku kokas dan hardpitch dicampur dan dibentuk menjadi blok anoda dan dipanggang dengan temperatur 1250oC kemudian di bawa ke pabrik penangkaian untuk dipasangkan tangkai dengan menggunakan cast iron. Blok anoda di pabrik reduksi berfungsi sebagai elektroda.
b. Pabrik reduksi (Reduction Plant)
Pabrik reduksi terdiri dari 3 gedung dengan 510 tungku Prebaked
Anode Furnace (PAF) dengan desain 175 KA, namun sudah di
c. Pabrik Penuangan
Di pabrik penuangan aluminium cair dituangkan ke dalam Holding Furnace dan Melting Furnance dengan kapasitas 30 ton. Aluminium cair ini kemudian dicetak ke dalam cetakan Casting Machine dengan kapasitas 12 ton/jam dan menghasilkan aluminium batangan (ingot) yang beratnya masing-masing 50 lbs (+ 22,7 kg).
2.3.3 Fasilitas Lainnya
Di daerah peleburan, dibangun juga bengkel-bengkel untuk perbaikan dan perawatan peralatan mesin-mesin, kelistrikan, kendaraan angkutan, fasilitas penyimpanan bahan baku, cafeteria, tempat ibadah, kamar tukar pakaian, tempat parkir, tangki minyak IDO dan lain-lain.
Pembersih gas, untuk pengendalian polusi gas dilepas dari tungku termasuk fluoride dan debu dihisap dalam sistem pembersih gas kering dengan
ventilator penghisap melalui pipa gas. Gas fluoride bersenyawa secara kimia dengan alumina segar dari silo alumina. Senyawa berukuran debu ditangkap dengan kantong saringan untuk dipergunakan kembali ditungku-tungku reduksi sedangkan gas yang bersih dilepaskan ke udara bebas melalui cerobong yang tinggi.
dari kotoran-kotoran lalu dialirkan kembali ke hilir sungai dan beberapa prasarana penunjang lainnya, seperti:
1. Jalan-jalan
Untuk membuka jalan-jalan masuk ke daerah yang terisolir, dilaksanakan pembangunan jalan-jalan baru dan perbaikan jalan-jalan lama termasuk pergantian jembatan-jembatan tua dan jalan penghubung dari jalan raya Provinsi Tebing Tinggi-Kisaran sepanjang 16,5 km ke pabrik peleburan, pelabuhan dan pemukiman.
2. Pelabuhan
Pelabuhan yang menjorok ke Selat Sumatera sepanjang 2,5 km dengan 3 dermaga, masing-masing dermaga A dan dermaga B dapat disandari kapal berbobot 25.000 DWT dan 16.000 DWT dipergunakan untuk membokar bahan baku dan bahan untuk keperluan operasi peleburan aluminium dan PLTA serta pengapalan hasil produksi. Sedangkan dermaga C yang dapat disandari kapal berbobot 3.000 DWT, telah diserahkan kepada Pemerintah Indonesia pada tanggal 24 April 1984.
3. Perkotaan
supermarket, pertokoan, kantor pos, balai kota dan rumah sakit. Perusahaan juga menyediakan fasilitas akomodasi, fasilitas olahraga, klinik, tempat ibadah, pertokoan, dan fasilitas lainnya untuk karyawan yang bekerja di daerah PLTA di Paritohan.
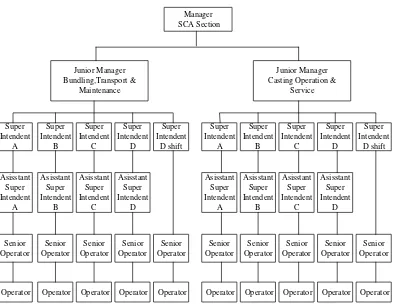
2.4 Struktur Organisasi, Deskripsi Tugas dan Tanggung Jawab 2.4.1 Struktur Organisasi
Struktur organisasi adalah suatu susunan dan hubungan antara tiap bagian serta posisi yang ada pada suatu organisasi atau perusahaan dalam menjalankan kegiatan operasional untuk mencapai tujuan perusahaan. Struktur organisasi menggambarkan dengan jelas pemisahan kegiatan pekerjaan antara yang satu dengan yang lain dan bagaimana hubungan aktivitas dan fungsi dibatasi.
Stuktur organisasi PT INALUM menggunakan bentuk organisasi lini, fungsional, dan staff, dimana wewenang diserahkan dari pucuk pimpinan kepada unit-unit (satuan-satuan) organisasi yang ada dibawahnya dalam bidang-bidang pekerjaan tertentu sesuai kebutuhan organisasi dan di bawah pucuk pimpinan ditempatkan staff. Staff ini tidak mempunyai wewenang komando ke bawah. Staff hanya berfungsi sebagai pemberi nasehat dan pertimbangan sesuai bidang keahliannya (Wursanto, 2005).
Manager SCA Section
Junior Manager Casting Operation &
Service Junior Manager Bundling,Transport & Maintenance Super Intendent A Super Intendent B Super Intendent C Super Intendent D Super Intendent D shift Super Intendent A Super Intendent B Super Intendent C Super Intendent D Super Intendent D shift Asisstant Super Intendent A Asisstant Super Intendent B Asisstant Super Intendent C Asisstant Super Intendent D Asisstant Super Intendent A Asisstant Super Intendent B Asisstant Super Intendent C Asisstant Super Intendent D Senior Operator Senior Operator Senior Operator Senior Operator Senior Operator Senior Operator Senior Operator Senior Operator Senior Operator Senior Operator
[image:39.595.117.510.107.411.2]Operator Operator Operator Operator Operator Operator Operator Operator Operator Operator
Gambar 2.1. Struktur Organisasi PT. INALUM bagian pabrik penuangan
2.4.2 Deskripsi Tugas dan Tanggung Jawab
Deskripsi tugas dan tanggung jawab setiap bagian yang ada pada PT INALUM dapat dilihat pada Lampiran 1.
2.5 Sistem Manajemen Sumber Daya Manusia
1. Tujuan Manajemen Sumber Daya Manusia
a. Meletakkan dasar bagi penyusunan kebijaksanaan SDM, sehingga hubungan organik antara masing-masing sistem menjadi jelas. Dengan demikian akan terbentuk sebuah sistem manajemen SDM yang terpadu dan menyeluruh.
b. Penyelarasan sistem pengolahan SDM dengan kebutuhan pengelolaan organisasi perusahaan, sehingga dapat dibentuk struktur organisasi yang efektif dan fleksibel.
c. Mengembangkan potensi SDM atau karyawan PT INALUM secara optimal yang akhirnya akan meningkatkan pula performance perusahaan.
2. Cakupan Sistem Manajemen Sumber Daya Manusia
Sistem manajemen SDM PT INALUM disusun sebagai sebuah sistem terpadu yang terdiri dari 4 sistem utama,meliputi sistem-sistem sebagai berikut:
a. Sistem organisasi SDM (Human Resources Organization System.)
b. Sistem penerimaan dan penemapatan SDM (Human Resources Recrutment and Placement System).
c. Sistem konpensasi (Compensation System).
3. Kebijakan Dasar Dalam Pengelolaan Sumber Daya Manusia
Berdasarkan cakupan sistem manajemen sumber daya manusia, yang terdiri dari 4 sistem utama sebagaimana yang telah dijelaskan di atas,disusun kebijaksanaan dasar pengelolaan sumber daya manusia PT INALUM. Kebijaksanaan dasar tersebut merupakan panduan utama dan standar dalam mengimplementasi dan mengembangkan sistem pengelolaan sumber daya manusia di lingkungan PT INALUM.
Kebijakan dasar pengelolaan sumber daya manusia tersebut meliputi: a. Pengorganisasian Sumber Daya Manusia
Organisasi perusahaan harus dibentuk dengan struktur yang mendukung profesionalisme serta upaya untuk mencapai efektivitas dan produktivitas yang maksimal
b. Penerimaan dan Penetapan (Recrutment and Placement)
Penerimaan karyawan di PT INALUM terutama dimaksudkan untuk regenerasi. Pada dasarnya perusahaan hanya menerima karyawan yang baru menyelesaikan pendidikan dasarnya (Fresh Graduate), sesuai dengan tingkatan yang dibutuhkan. Penempatan dilakukan berdasarkan posisi yang dibutuhkan.
Sistem Penerimaan Karyawan dan Pengelolaan Karyawan 1) Bagian A sarjana
4) Bagian D SLTP 5) Bagian E SD c. Sistem Kepangkatan
Klasifikasi jabatan di PT INALUM dapat dilihat pada tabel 2.1 sebagai berikut:
Tabel 2.1. Klasifikasi Jabatan
No Kelompok Jabatan
1 Managerial JM, M, SM, DGM, GM
2 Dokter Perusahaan MD
3 Tenaga ahli (Expert) AtM, AtSM, AtGM, AtD, AtPD
4 Foreman F, GF
5 Staff S, SS
6 Paramedic P, SP, LP
7 Clerk C, SC, LC
8 Technical O, SO, LO
d. Sistem Penggajian 1) Gaji Pokok
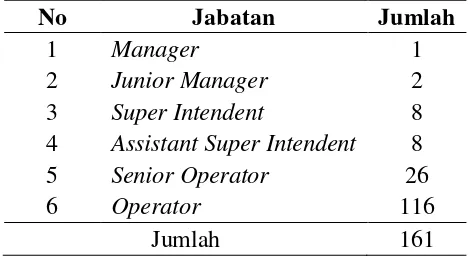
2.6 Jumlah Tenaga Kerja Dan Jam Kerja 2.6.1 Jumlah Tenaga Kerja
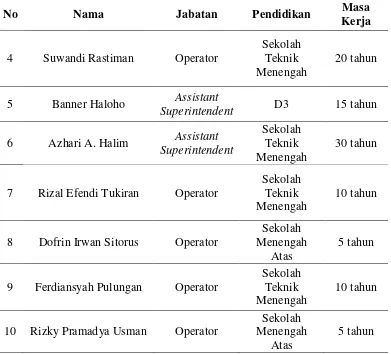
Tenaga kerja yang terdapat di PT INALUM pada bagian pabrik penuangan dapat dilihat pada tabel 2.2. sebagai berikut
Tabel 2.2. Tenaga Kerja PT INALUM Bagian Pabrik Penuangan
No Jabatan Jumlah
1 Manager 1
2 Junior Manager 2
3 Super Intendent 8
4 Assistant Super Intendent 8
5 Senior Operator 26
6 Operator 116
Jumlah 161
2.6.2 Jam Kerja
Jam kerja di PT INALUM terdiri dari dua bagian yaitu jam kerja karyawan kantor dan jam kerja karyawan produksi. Adapun pembagian jam kerja tersebut adalah sebagai berikut:
1. Waktu kerja karyawan kantor
[image:43.595.194.429.279.409.2]Waktu kerja karyawan kantor dapat dilihat pada tabel 2.3. sebagai berikut: Tabel 2.3. Waktu Kerja Karyawan Kantor
No Hari Waktu (WIB) Istirahat
1 Senin-Jumat 08.00 - 16.00 12.00 - 13.00
2. Waktu kerja karyawan produksi
Waktu kerja karyawan produksi terdiri dari 3 shift yang dapat dilihat pada tabel 2.4. sebagai berikut:
Tabel 2.4. Waktu Kerja Karyawan Produksi No Shift Waktu (WIB) Istirahat
1 I 08.00 - 16.00 12.00 - 13.00 2 II 16.00 - 24.00 18.00 - 19.00
3 III 24.00 - 08.00
2.7 Proses Produksi
2.7.1 Bahan Baku, Bahan Tambahan dan Bahan Penolong Dalam Proses Pencetakan (Casting)
Bahan – bahan yang digunakan dalam proses produksi pencetakan aluminium ingot pada PT INALUM dapat dikelompokkan menjadi 3 jenis yaitu: 1. Bahan Baku
Bahan baku yang digunakan dalam operasi pencetakan aluminium ingot di pabrik pencetakan adalah :
a. Aluminium Cair
Aluminium cair ini dihasilkan dari proses elektrolisa di tungku reduksi. Untuk memperoleh cairan aluminium dari tungku reduksi dilakukan
tapping (penghisapan) menggunakan sistem penyedotan vakum dengan
2. Bahan Tambahan
Bahan tambahan yang digunakan dalam operasi pencetakan aluminium ingot di pabrik pencetakan adalah :
a. Cold Metal adalah metal (aluminium) yang telah membeku, tetapi bukan merupakan produk, terdiri atas : out product, ingot sisa, ingot spec-out,
recovery metal, scrap kutip, scrap lempengan, scum, aluminium ball, dan
scrap lainnya.
b. Strapping Band dan Seal, yang digunakan untuk mengikat aluminium
ingot.
c. Spray Paint, yang digunakan untuk mengecat bagian samping dari
tumpukan aluminium ingot yang menunjukkan grade-nya
d. Marker, yang digunakan untuk menulis nomor lot, berat dan nomor bundel tumpukan aluminium ingot.
3. Bahan Penolong
Bahan penolong yang digunakan dalam operasi pencetakan aluminium ingot di pabrik pencetakan adalah :
b. Dross treatment flux adalah merupakan bahan tambahan yang terdiri atas senyawa-senyawa kimia yang digunakan untuk mempertahankan temperatur dross, agar metal cair yang terikut bersama dross ketika di
skimming-off tidak membeku sebelum diolah lebih lanjut.
Senyawa-senyawa yang terkandung dalam dross treatment flux ini adalah : - NaNO3 : 60%
- NaCl : 30% - Na2SiF6 : 10%
c. Heavy Oil, yang berguna untuk bahan bakar melting furnance.
d. Gas LPG, yang berguna untuk penyala burner di dapur pelebur dan untuk memanaskan launder, pouring device dan mould.
e. Air, yang berguna untuk mendinginkan aluminium ingot selama proses pencetakan.
2.8 Uraian Proses Produksi
2.8.1 Pencetakan Aluminium Cair Menjadi Aluminium Batangan
Uraian proses pengolahan Aluminium Cair Menjadi Aluminium Batangan (Ingot) meliputi:
a. Charging
terdiri atas : out product, ingot sisa, ingot spec out, recovery metal, scrap kutip,
scrap lempengan, scum aluminium ball dan scrap lainnya. Sedangkan hot metal
adalah aluminium cair yang diambil dari pot reduksi dan dibawa ke casting shop
dengan Metal Transport Car (MTC) untuk dicetak menjadi batangan-batangan aluminium ingot.
1. Cold metal charging
Pengisian cold metal dilakukan sebelum pengisian hot metal. Pengisian
cold metal ini dilakukan oleh 2 orang personil, dengan menggunakan peralatan yang disebut dengan ingot charger dan dibantu dengan sebuah kendaraan forklift untuk menempatkan cold metal pada ingot charger. Jumlah cold metal yang dimasukkan setiap kali charging tidak boleh melebihi batas yang telah ditetapkan, yaitu :
− Untuk Melting furnance, maksimum 5 % dari jumlah total aluminium cair yang dimasukkan.
− Untuk Holding furnance, maksimum 3,33% dari jumlah total aluminium cair yang dimasukkan.
2. Hot metal charging
Setelah di-tapping (dihisap) aluminium cair di tampung dalam vacuum ladle yang berkapasitas 7,5 ton aluminium cair, dan dibawa ke casting shop
dengan kendaraan khusus pengangkut aluminium cair, yang disebut Metal Transport Car (MTC). MTC ini beserta aluminium cair yang diangkut di dalam
ladle ditimbang pada timbangan truk 40 ton nomor 1, agar diperoleh gross weight
dapur, MTC ini ditimbang kembali pada timbangan truk 40 ton nomor 2 untuk mendapatkan tare weight-nya. Dengan demikian akan diperoleh netto (berat bersih) cairan aluminium yang telah dituang ke dalam dapur, dimana netto sama dengan gross dikurang tare.
Setelah ditimbang MTC yang membawa aluminium cair itu berhenti tepat di depan pintu pengisian dapur. Pengemudi MTC mengeluarkan launder MTC ke dalam pintu pengisian dan memeriksa kondisi alat pencekam (clamp) yang menghubungkan ladle dengan MTC, serta membersihkan lubang nozzle discharge ladle tersebut. Sementara itu crane man, mengatur kait hoist crane 10 ton ke bagian penggantungan ladle dan kemudian sesuai dengan tanda peluit dari pengemudi MTC yang telah naik ke atas dapur, ladle diangkat dan aluminium cair dituang ke saluran penuangan (launder). Operasi pengisian ini, dipandu dengan tanda peluit dari pengemudi MTC, seperti berikut :
Angkat : prit – prit Berhenti : prit
Turun : prit – prit – prit
Setelah operasi pengisian aluminium cair ke dalam dapur, lalu temperatur dapur di set 760˚C.
b. Treatment
1. Flux treatment
Proses ini mencakup operasi fluxing dan stirring, yaitu penaburan De-Inclusion flux ke atas permukaan aluminium cair yang disertai dengan pengadukan untuk penyempurnaan reaksi. Senyawa-senyawa yang terkandung dalam De-Inclusion flux antara lain :
− NaCl 45%
− KCl 30%
− NaF 15%
− Na2SiF6 10%
2. Holding time
Holding time adalah waktu yang dibutuhkan untuk mereaksikan
De-Inclusion flux dengan aluminium cair selama ± 2,5 jam pada temperatur ≥ 760oC.
3. Skimming off
Skimming off adalah operasi pengeluaran dross yang mengapung di
permukaan aluminium cair yang dilakukan kira-kira 30 menit sebelum pencetakan.
4. Sampling TPM
Sampling TPM merupakan pengambilan sampel Test Product metal
dengan grade-nya. Ada beberapa cara penanggulangan yang dapat dilakukan yaitu:
− Restirring, pengadukan ulang molten, agar molten dapat tercampur secara homogen. Setelah dilakukan pengadukan, dilakukan pengambilan sampel lalu dianalisa lagi.
− Penambahan molten, ditambahkan molten yang berkadar Fe rendah ke
molten yang memiliki kadar Fe tinggi.
− Pencetakan 1/3 bagian molten, dari banyaknya molten yang ada di dalam dapur.
− Perubahan grade, diubah grade yang diinginkan menjadi grade di bawahnya. Misalnya dari grade S1-B, diturunkan gradenya menjadi G1.
c. Pencetakan (Casting)
Agar proses pencetakan molten menjadi aluminium ingot berjalan dengan baik, perlu dilakukan beberapa kegiatan pendahuluan, yaitu :
1. Memeriksa jumlah dari aluminium cair yang telah dituang ke dalam dapur, memeriksa temperatur aluminium cair dan juga nomor lot dari ingot yang akan dicetak.
2. Menghidupkan switch utama pada panel kontrol dan panel operasi.
3. Melakukan pemanasan awal dari saluran tuang (launder), alat penuang cetakan (pouring device) dan scum skimmer.
5. Menyemprot bagian cetakan dengan minyak paraffin. 6. Menyalakan pompa-pompa penyuplai air industri.
7. Temperatur dapur diset > 720oC dan kecepatan mesin pencetak (casting machine) 12 T/jam.
Setelah proses pemanasan awal terhadap launder dan pouring device
selesai, maka dapur dimiringkan dan molten akan keluar melalui tap hole yang mengalir melalui launder ke pouring device, disinilah diatur banyaknya penuangan molten ke mould (cetakan). Selama mould berjalan dengan alat
conveyor casting machine operator mengambil dan menarik busa logam (scum) yang mengapung di permukaan Aluminium cair di dalam cetakan dengan alat penarik busa logam (scum skimmer). Pengeluaran busa logam ini dilakukan secara perlahan-lahan sehingga tidak terjadi bentuk-bentuk bergelembung pada permukaan ingot.
Aluminium ingot yang telah tercetak secara mekanis diberi nomor lot oleh alat marking device yang seterusnya mould berjalan menuju hammering device.
Hammering device berfungsi untuk melepaskan ingot dari cetakan pada ujung perputaran di casting machine. Di ujung perputaran casting machine ingot yang telah terlepas tadi akan membalik dan langsung ditahan oleh ingot retaining roller. Setelah melewati alat ini ingot tersebut akan ditahan kembali oleh ingot pusher yang sejalan dengan alat ingot retaining roller. Setelah ditahan dengan
d. Penyusunan
Batangan-batangan ingot aluminium yang dikirim dari mesin pencetak ke konveyor didinginkan di cooling chamber. Kemudian ingot dibawa ke line up
untuk disusun sambil diamati secara visual ketebalan masing-masing ingot dan apabila ingot tersebut tidak sesuai harus dikeluarkan melalui tombol pengeluar ingot gagal.
Proses terakhir adalah penyusunan aluminium ingot secara mekanis oleh
servo arm. Operasi servo arm ini dilakukan untuk menyusun setiap tingkatan ingot secara bergantian. Pertama sekali 4 atau 5 batang ingot yang disusun di atas meja penyusun lalu dijepit oleh servo arm, setelah itu diangkat dan dipindahkan dari sisi meja ke konveyor pengumpul, kemudian diputar menurut baris (hanya dari tingkat 2 hingga tingkat 8) dan diturunkan lalu dilepaskan dari tangan hidrolik di atas konveyor pengumpul tersebut Setelah disusun oleh operator dengan menggunakan servo arm, dimana satu tumpukan terdiri dari sembilan tingkatan, tumpukan ini digeser ke ujung stock conveyor secara mekanis sehingga nantinya tumpukan ini dapat diambil dengan forklift untuk ditimbang terlebih dahulu sebelum dibawa ke ingot cooling yard.
e. Pengikatan (Bundling)
Proses bundling dimulai sejak aluminium ingot selesai ditumpuk pada
1. Weighing (penimbangan)
Tumpukan aluminium ingot yang baru dicetak, diangkut dengan forklift
dari stock conveyor ke timbangan 2 ton. Berat tumpukan ingot harus berada dalam batas yang diizinkan, yaitu : 970 kg – 1030 kg per tumpuk.
2. Cooling down
Pada cooling yard zone tumpukan aluminium ingot yang masih panas didinginkan dengan memanfaatkan udara bebas selama kurang lebih 24 jam.
3. Marking dan Painting
Sebelum tumpukan ingot diikat terlebih dahulu dilakukan operasi penulisan (marking) pada tumpukan (44 batang) ingot dan operasi pengecatan (painting), yang merupakan proses pengecatan khusus untuk grade S1-A dan S1-B saja dengan menggunakan cat semprot (spray paint)
berwarna biru langit pada kedua ujung bundle. 4. Pengikatan (Strapping)
f. Operasi Pengolahan Dross (Dross Processing)
Pada saat skimming off diperoleh dross yang ditampung pada cawan penampung dross disebut crucible. Dross yang tertampung dalam crucible ini akan diolah lagi dengan alat pengolahan dross atau Dross Processing Equipment
(DPE) untuk memisahkan metal cair yang terikat bersama dross ketika di
skimming. Proses pengolahan dross ini terdiri dari beberapa tahap antara lain : 1. Pemasukan Flux (fluxing)
2. Pengolahan DPE
3. Penimbangan Recovery metal
4. Pedinginan pada dross cooling yard
5. Pengutipan scrap metal
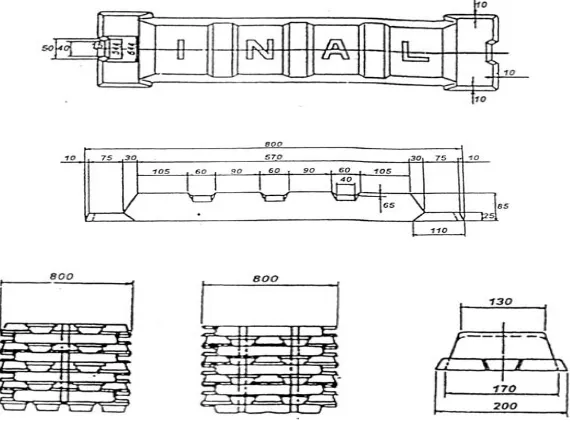
[image:54.595.187.472.502.713.2]Output dari pengolahan dross ini adalah Recovery metal (RM), scrap kutip dan dross itu sendiri. Ingot dan ukuran-ukurannya yang telah selesai dicetak dan diikat dapat dilihat pada gambar 2.2.
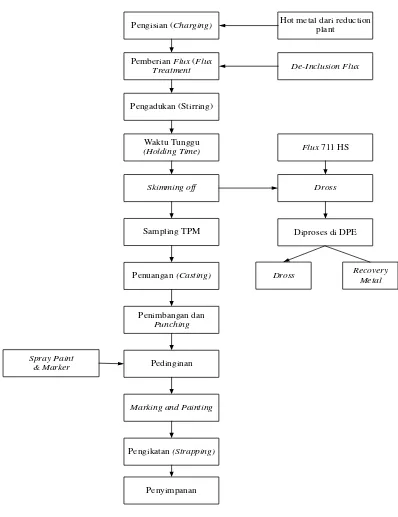
Untuk lebih jelasnya, proses pencetakan aluminium cair menjadi aluminium batangan (ingot) dapat dilihat pada gambar blok diagram pada Gambar 2.3
Pengadukan (Stirring)
Pengikatan (Strapping) Marking and Painting
Pedinginan Pengisian (Charging)
Pemberian Flux (Flux Treatment
Penimbangan dan Punching Penuangan (Casting)
Sampling TPM Skimming off Waktu Tunggu (Holding Time)
Spray Paint & Marker
Hot metal dari reduction plant
De-Inclusion Flux
Dross Flux 711 HS
Diproses di DPE
Dross Recovery
Metal
[image:55.595.111.509.185.702.2]Penyimpanan
2.9 Mesin dan Peralatan
2.9.1 Mesin dan Peralatan Proses Produksi
Adapun spesifikasi mesin dan peralatan produksi yang ada pada PT INALUM dapat dilihat pada lampiran 2.
2.9.2 Utilitas
Utilitas adalah segala sesuatu yang digunakan agar proses yang terjadi dapat berjalan dengan efektif dan ekonomis guna mendapatkan hasil yang optimal. Sarana utilitas digunakan untuk meningkatkan mutu memelihara peralatan, menjaga keseimbangan dalam proses pengolahan disamping penggunaan utama sebagai penggerak peralatan.
Untuk kelancaran kegiatan produksi, maka diperlukan unit pendukung seperti dibawah ini:
1. Ruang Pendinginan Dross (Dross Cooling Room) Luas ruangan : 360 m2
Luas kamar pendingin : (5 m x 8 m/kamar) x 3 kamar = 120 m2 Luas jalan : 4 m x 30 m = 120 m2
Struktur bangunan : Rangka baja dan dinding asbes 2. Peralatan Penyedia Minyak Berat
a. Tangki penyimpanan minyak berat, berjumlah satu unit terbuat dari baja dengan atap dan tipe tangki yang berada diatas tanah.
3. Peralatan Persediaan LPG
Peralatan ini digunakan untuk mengirim LPG yang akan digunakan pada alat pembakar pada burner untuk dapur pelebur, dan juga digunakan untuk memanaskan saluran tuang serta cetakan ingot 50 lb pada mesin pencetak. Peralatan ini terdiri dari tabung-tabung LPG, alat pengatur tekanan, jaringan pipa dan sebagainya.
4. Jaringan Pipa-Pipa Air Industri Tekanan pengaliran : 3 kg/cm2 Volume pengaliran : 38,5 m3/jam
Volume air yang disirkulasikan : total keseluruhan pompa 495,8m3/jam 5. Peralatan Menara Pendingin (Cooling tower)
Peralatan ini meliputi beberapa bagian yaitu: a. Menara Pendingin (Cooling tower)
Jumlah : 1 unit
Tipe : aliran silang dengan ventilasi Kapasitas : max 500 m3/jam x 1 ruang
Temperatur : tempertur masuk 45˚C dan temperatur keluar 28˚C
Rangka : rangka bangunan kayu
b. Kipas menara pendingin : 1 unit, kapasitas 10360 m3/jam.
d. Pompa air pendingin (P2) untuk memompakan air dingin dari kolam pendingin ke casting machine : 3 unit, dengan tipe motorkopel langsung, kapasitas langsung 250 m3/jam tekanan pengaliran 2,5 kg/cm2.
e. Pompa air pendingin (P3) untuk memompakan air pendingin ke silinder hidrolik di bawah dapur : 2 unit (1 stand by), tipe motorkopel langsung dengan kapasitas 20 m3/jam, tekanan pengaliran 2,5 kg/cm2.
f. Kolam air panas : terbuat dari semen beton dengan ukuran 6m x 5m x 4,5m
g. Kolam air dingin : terbuat dari semen beton dengan ukuran 9,6m x 6m x 2,2m.
2.10 Safety & Fire Protection
Beberapa jenis safety protector atau pelindung keselamatan kerja yang digunakan PT. Indonesia Asahan Aluminium (INALUM), adalah :
1. Helm
Sebagai pengaman kepala dari benturan dan benda-benda yang jatuh dari atas.
2. Sarung Tangan
3. Kacamata
Sebagai pelindung mata dari debu, sinar ultraviolet dan radiasi. 4. Masker
Sebagai pelindung paru-paru dan saluran pernafasan dari debu dan gas beracun.
5. Kaca Pelindung Muka
Sebagai pelindung muka dari logam yang panas, dan api atau sinar pada saat mengelas dan proses pengisian aluminium cair ke dalam dapur (Charging).
6. Tutup Telinga
Sebagai pelindung telinga dari kebisingan di pabrik. 7. Apron
Sebagai pelindung tubuh, yaitu bagian dada hingga lutut, dari percikan-percikan api dari cairan logam panas.
2.11 Waste Treatment
Limbah – limbah yang dihasilkan pada proses produksi pada PT INALUM terdiri dari tiga bagian yaitu:
1. Proses Pengolahan Limbah Padat
2. Proses Pengolahan Limbah Cair
Limbah cair diolah dengan cara pengolahan atau pemurnian air industri pada Water Purifying Facilities. Setelah diolah dan dimurnikan air ini kemudian digunakan kembali baik untuk keperluan industri, maupun keperluan konsumsi.
3. Proses Pengolahan Limbah Gas
Proses pengolahan limbah gas ialah dengan proses dry scrubbing system
(sistem pembersih gas kering), dimana alumina sebagai adsorbent
BAB III
TINJAUAN PUSTAKA
3.1 Pengertian Maintenance
Maintenance adalah semua aktifitas penting yang dilakukan untuk
menjaga sistem dan semua komponen didalamnya untuk mampu bekerja dengan baik. Pemeliharaan mesin sangat berpengaruh pada produktifitas mesin sehingga pemeliharaan mesin sebaiknya dilakukan diluar waktu produksi atau pemeliharaan dijadwalkan pada waktu-waktu tertentu. Semakin sering pemeliharaan dilakukan maka akan semakin meningkatkan biaya pemeliharaan. Namun di sisi lain jika pemeliharaan tidak dilakukan akan mengurangi performa kerja mesin. Semakin tinggi level perbaikan pemeliharaan maka akan semakin tinggi biaya oemeliharaan yang ditanggung tetapi biaya kerusakan yang ditanggung semakin kecil. Hal ini akan meningkatkan biaya total meningkat pula. Maka oleh sebab itu perlu dicari pola pemeliharaan kombinasi antara biaya perawatan dan biaya kerusakan pada tingkat biaya total yang paling minimum. Pada posisi biaya kombinasi yang terendah inilah keputusan pemeliharaan dipilih sehingga dapat mengoptimalkan semua sumber daya yang ada.3
Dalam industri manufaktur, pada saat proses produksi akan dimulai diharapkan mesin/peralatan yang tersedia dalam keadaan yang siap pakai. Tetapi tidak selamanya kondisi mesin dalam keadaan prima dalam melakukan proses produksi yang disebabkan oleh sering terjadinya kerusakan sehingga kemampuan
3
mesin menurun. Tetapi hal tersebut masih dapat diatasi dengan melakukan perbaikan secara berkala melalui suatu aktivitas pemeliharaan yang tepat. Menurunnya kemampuan mesin menurut The Japan Institute of Plan Maintenance ada dua jenis yaitu :
1. Natural Deterioration yaitu menurunnya kinerja mesin/peralatan secara alami akibat terjadi pemburukan/keausan pada fisik mesin/peralatan selama waktu pemakaian walaupun penggunaannya secara benar.
2. Accelerated Deterioration yaitu menurunnya kinerja mesin/peralatan akibat kesalahan manusia (human error) sehingga dapat mempercepat pemburukan/keausan mesin/peralatan karena mengakibatkan tindakan dan perlakuan yang tidak seharusnya dilakukan terhadap mesin/peralatan.
Kondisi mesin yang siap bekerja secara normal atau memiliki availability
tinggi sangat diharapkan oleh perusahaan untuk dapat berproduksi optimal. Oleh karenanya diperlukan sebuah aktifitas menjaga ketersediaan mesin tersebut atau biasa disebut dengan aktifitas pemeliharaan (maintenance). Menurut Corder
(1992) menyatakan bahwa pemeliharaan (maintenance) adalah suatu kombinasi dari berbagai tindakan yang dilakukan untuk menjaga suatu barang atau memperbaikinya sampai suatu kondisi yang bisa diterima.4
1. Condition maintenance yaitu mempertahankan kondisi mesin/peralatan agar berfungsi dengan baik sehingga komponen-komponen yang
Pada dasarnya hasil yang diharapkan dari kegiatan pmeliharaan mesin/peralatan (equipment maintenance) adalah sebagai berikut :
4
terdapat didalam mesin juga berfungsi sesuai dengan umur ekonomisnya.
2. Replacement maintenance yaitu melakukan tindakan perbaikan dan penggantian komponen mesin tepat pada waktunya sesuai dengan jadwal yang telah direncanakan sebelum kerusakan terjadi.
3.1.1 Tujuan Maintenance
Maintenance adalah kegiatan pendukung bagi kegiatan komersil, maka dalam kegiatannya maintenance harus efektif, efisien dan berbiaya rendah. Dengan adanya kegiatan ini maka mesin/peralatan produksi dapat digunakan sesuai dengan rencana dan tidak mengalami kerusakan selama jangka waktu tertentu.
Secara umum tujuan perawatan yang utama antara lain:5
1. Agar kemampuan produksi dapat memenuhi kebutuhan sesuai dengan rencana produksi.
2. Menjaga kualitas produksi pada tingkat yang tepat dan mengusahakan agar kegiatan produksi tidak terganggu.
3. Menjaga modal yang diinvestasikan dalam perusahaan dalam waktu yang ditentukan sesuai dengan kebijaksanaan perusahaan.
4. Mencapai tingkat biaya maintenance serendah mungkin melalui pelaksanaan kegiatan maintenance dengan baik.
5
5. Menghindari hal-hal yang dapat membahayakan keselamatan para pekerja selama proses produksi.
6. Mengadakan suatu kerja sama yang erat dengan pihak-pihak terkait dalam perusahaan untuk mencapai tujuan utama perusahaan, yaitu mencapai tingkat keuntungan setinggi mungkin dan total biaya serendah mungkin.
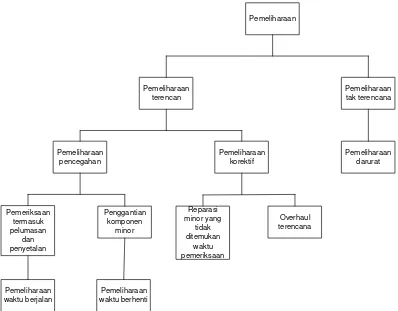
3.1.2 Jenis-Jenis Maintenance
Jenis - jenis maintenance kedalam dua bentuk, yaitu pemeliharaan terencana (planned maintenance) dan pemeliharaan tak terencana (unplanned maintenance).
1. Planned Maintenance (pemeliharaan terencana)
Planned maintenance adalah proses pemeliharaan yang diorganisasi dan dilakukan dengan pemikiran ke masa depan, pengendalian dan pencatatan sesuai dengan rencana yang telah ditentukan sebelumnya (Antony 1992). Pemeliharaan terencana terdiri dari tiga bentuk pelaksanaan, yaitu :
dalam critical unit apabila kerusakan fasilitas atau peralatan tersebut akan membahayakan kesehatan atau keselamatan para pekerja , mempengaruhi kualitas produk yang dihasilkan, menyebabkan kemacetan pada seluruh produksi, dan modal yang ditanamkan dalam fasilitas tersebut cukup besar atau harganya mahal (Assauri, 2004). Secara umum tujuan dari preventive maintenance adalah :
a. Meminimumkan downtime serta meningkatkan efektifitas mesin/peralatan dan menjaga agar mesin dapat berfungsi tanpa ada gangguan.
b. Meningkatkan efisiensi dan umur ekonomis mesin/peralatan.
2. Corrective Maintenance (pemeliharaan perbaikan) adalah
pemeliharaan yang dilakukan untuk memperbaiki suatu bagian termasuk penyetelan dan reparasi yang telah terhenti untuk memenuhi suatu kondisi yang bisa diterima (Corder 1992). Menurut The Japan Institue of Plant Maintenance, corrective maintenance menuntut para operator yang mengoperasikan mesin/peralatan untuk melaksanakan dua hal yang mencakup.
a. Mencatat hasil yang diperoleh dari inspeksi harian mencakup semua kerusakan-kerusakan yang timbul secara detail dan terperinci.
mesin/peralatan dan mengantisipasi kondisi yang memungkinkan akan mengakibatkan kerusakan mesin/peralatan,
3. Predictive Maintenance adalah pemeliharaan pencegahan yang
diarahkan untuk mencegah kegagalan suatu sarana, dan dilaksanakan dengan memeriksa mesin-mesin tersebut pada selang waktu yang teratur dan ditentukan sebelumnya, pelaksanaan tingkat reparasi selanjutnya tergantung pada apa yang ditemukan selama pemeriksaan. (Corder 1992). Bentuk pemeliharaan ini sangat baik dilakukan karena dapat mencegah kerusakan sebelum mesin berhenti beroperasi atau mengalami kerusakan sehingga tidak mengganggu jalannya proses produksi.6
2. Unplanned Maintenance (pemeliharaan tidak terencana)
Pada Unplanned maintenance biasanya berupa breakdown/emergency maintenance (pemeliharaan darurat) adalah tindakan maintenance yang tidak akan dilakukan pada mesin/peralatan yang masih dapat beroperasi, sampai mesin/peralatan tersebut rusak dan tidak dapat berfungsi lagi. Melalui bentuk pelaksanaan pemeliharaan tak terencana ini, diharapkan penerapan pemeliharaan tersebut akan dapat memperpanjang umur pakai dari mesin/peralatan,dan dapat memperkecil frekuensi kerusakan.
6
Bagan jenis – jenis pemeliharaan (maintenance) dapat dilihata pada gambar 3.1 Pemeliharaan Reparasi minor yang tidak ditemukan waktu pemeriksaan Pemeriksaan termasuk pelumasan dan penyetalan Overhaul terencana Penggantian komponen minor Pemeliharaan pencegahan Pemeliharaan korektif Pemeliharaan darurat Pemeliharaan tak terencana Pemeliharaan terencan Pemeliharaan waktu berhenti Pemeliharaan waktu berjalan
Gambar 3.1 Hubungan antara berbagai jenis pemeliharaan
3.1.3 Autonomous Maintenance (pemeliharaan mandiri)
Autonomous maintenance atau pemeliharaan mandiri adalah perawatan
mandiri mesin yang dilakukan oleh operator mesin. Bila selama ini operator hanya dilatih untuk mengoperasikan mesin, maka sudah saatnya untuk dilatih lebih lanjut. Operator hendaknya dilatih untuk mampu mendeteksi kejanggalan-kejanggalan kecil pada mesin dan melakukan perbaikan sendiri.
kerja yang teratur sehingga setiap penyimpangan mesin dapat terdeteksi dengan cepat.7
Cita-cita tertinggi autonomous maintenance adalah mesin tidak mengalami
breakdown tanpa peran orang maintenance. Jadi mesin dirawat secara intensif oleh operator produksi tanpa bantuan orang maintenance sehingga mesin tidak pernah mengalami breakdown sehingga tidak membutuhkan orang maintenance
untuk memperbaikinya.
Contoh kegiatan autonomous maintenance terhadap mesin adalah pengecekan harian, pembersihan, pelumasan, pengencangan mur/baut, reparasi sederhana dan pendeteksian penyimpangan. Selama melakukan hal-hal kecil itu operator dapat mendeteksi bila terjadi penyimpangan pada mesin.
Untuk dapat melakukan autonomous maintenance, seorang operator terlebih dahulu harus dilatih tentang dasar-dasar kerja mesin. Operator juga harus tahu mengapa harus dilakukan serangkaian pengecekan terhadap mesin dan akibat yang terjadi bila pengecekan di abaikan. Operator juga dilatih untuk mengetahui potensi bahaya yang bisa ditimbulkan oleh mesin dan cara pencegahannya. Setelah dilatih hendaknya dibuat kualifikasi untuk menentukan operator-operator yang kompeten untuk menjalankan mesin.
Dalam autonomous maintenance peran operator bukan sekedar mengerjakan pekerjaan rutin tetapi juga melakukan improvement. Operator mencari-cari hal-hal kecil yang dapat dilakukan untuk memperbaiki kinerja mesin atau untuk mencegah terjadinya kerusakan mesin.
7
Idealnya autonomous maintenance harus mendapat dukungan dari pihak manajemen agar dapat berjalan dengan baik. Dengan dukungan manajemen para manajer dapat mulai menerapkan auotomous maintenance dengan leluasa tanpa hambatan birokrasi di unit kerjanya.
3.2. Total Productive Maintenance
3.2.1 Definisi Total Productive Maintenance (TPM)
Menurut Nakajima (1988) TPM adalah suatu program untuk pengembangan fundamental dari fungsi pemeliharaan dalam suatu organisasi yang melibatkan seluruh SDM-nya. Jika di implementasikan secara penuh, TPM secara dramatis meningkat produktivitas dan kualitas, menurunkan biaya, meningkatkan kemampuan peralatan dan pengembangan dari keseluruhan sistem perawatan pada perusahaan manufaktur. TPM memerlukan partisipasi penuh dari semuanya, mulai manajemen puncak sampai karyawan lini terdepan. Operator bukan hanya bertugas menjalankan mesin sebelum dan sesudah pemakaian.
TPM memungkinkan perusahaan memiliki program pemeliharaan pada peralatan produksi sehingga nantinya proses produksi dapat berjalan dengan seefektif dan seefisien mungkin.8
1. Menciptakan suatu sistem preventive maintenance untuk memperpanjang umur penggunaan mesin/peralatan.
Menurut Suzuki (1990) definisi dari Total Productive Maintenance
mencakup lima elemen yaitu sebagai berikut :
8
2. Memaksimalkan efektifitas mesin/peralatan secara keseluruhan. 3. Melibatkan seluruh departemen perusahaan.
4. Melibatkan semua orang mulai dari tingkatan manajemen tertinggi hingga para karyawan/operator lantai produksi.
5. Merupakan pengembangan dari sistem maintenance berdasarkan preventive maintenance melalui manajemen motivasi.9
3.2.2 Manfaat TPM
TPM diperlukan untuk mengatasi six big losses dalam proses produksi perusahaan manufaktur. TPM berusaha untuk memastikan bahwa peralatan produksi memiliki daya tahan yang optimal. Beberapa hal yang berhubungan dengan TPM untuk mengoptimalkan daya tahan peralatan produksi adalah :
a. TPM dilakukan untuk mengembalikan kondisi peralatan produksi pada keadaan yang optimal untuk dipakai dalam proses produksi.
b. TPM diperlukan untuk meningkatkan keterlibatan operator dalam pemeliharaan peralatan peralatan produksi.
c. TPM diperlukan untuk meningkatkan efektivitas dan efisiensi proses pemeliharaan.
d. TPM diperlukan untuk melatih para karyawan untuk meningkatkan keahlian kerja mereka.
e. TPM diperlukan untuk melakukan manajemen pemeliharaan alat dan tindakan pencegahan terhadap kerusakan peralatan produksi.
9