ANALISIS DAN PENGUKURAN KERJA
Oleh :
Tim Dosen Analisis Dan Pengukuran Kerja
Program Studi Teknik Industri
Fakultas Teknik
Universitas Wijaya Putra
2009
Mudah-mudahan buku ajar Analisis dan Pengukuran Kerja ini dapat menambah bahan belajar bagi mahasiswa teknik industri. Terimakasih kepada seluruh asisten laboratorium Ergonomi dan Perancangan Sistem Kerja di Program Studi Teknik Industri, Fakultas Teknik-UWP maupun pihak-pihak yang telah membantu penyusunan buku ajar ini. Demi penyempurnaan buku ajar ini, kami mengharapkan kepada semua pihak untuk dapat memberikan masukan dan saran.
Mata kuliah Analisis dan Pengukuran Kerja adalah jenis mata kuliah keahlian berkarya di program Studi Teknik Industri Fakultas Teknik Universitas Wijaya Putra. Buku ajar Analisis dan Pengukuran Kerja ini berisi teori, konsep maupun penerapan dalam perancangan sistem fasilitas kerja/stasiun kerja. Buku ini dilengkapi dengan gambar-gambar guna memberikan ilustrasi penerapan pada fasilitas kerja/stasiun kerja serta perkembangan-perkembangan di industri. Program kuliah direncanakan menggunakan pendekatan student center learning dimana mahasiswa harus aktif mencari bahan-bahan sendiri melalui text book maupun melalui
online reading yang direkomendasikan.
Penyusun Tim Dosen Mata kuliah Analisis dan Pengukuran Kerja
BAB I
1. Tujuan Instruksional Khusus
Diharapkan mahasiswa dapat memahami konsep dasar analisa perancangan kerja , terutama pemahaman studi kerja
dan ruang lingkup teknik tata cara kerja serta
penggunaan teknik tata cara kerja.
2. Daftar Materi Pembahasan
2.1. Pengertian Analisa & Perancangan Kerja 2.2. Studi Kerja
2.3. Pengertian dan Ruang Lingkup Teknik Tata Cara Kerja 2.4. Penggunaan Teknik Tata Cara Kerja
2. Pembahasan
2.1. Pengertian Analisa & Perancangan Kerja
“ Bekerja adalah kegiatan manusia merubah keadaan tertentu dari alam lingkungan yang ditujukan untuk mempertahankan dan memelihara kelangsungan hidupnya ” . Demikian definisi yang diberikan oleh W.S. Neff untuk bekerja. Definisi ini tampaknya sangat luas tetapi mencerminkan dorongan dasar dari bekerja yaitu dalam rangka mempertahankan dan memelihara kelangsungan hidup manusia. Sedangakan Toole memberikan definisi yang bunyinya agak terdengar lain yaitu bahwa “bekerja adalah kegiatan untuk menghasilkan sesuatu yang bermanfaat bagi dirinya dan orang lain”. Setelah seseorang berada dalam dunia pekerjaan, terdapat berbagai faktor yang mempengaruhi jalannya pekerjaan tersebut, akibatnya pekerjaan perlu dilakukan analisa dan perancangan. Faktor yang mengakibatkan keterbatasan pekerja , yakni keterbatasan panca indra dan fisik.
Literatur tentang analisa perancangan kerja, kita tidak dapat lepas dari dua nama, yaitu F.W. Taylor dan F.B. Gilberth , dari dua nama tersebut yang mengawali
ANALISA & PERANCANGAN KERJA
pengembangan ilmu ini yang digabungkan sebagai suatu kesatuan , maka dikenal sebagai Teknik Tata Cara Kerja atau Methods Engineering yang lebih dikenal secara umum adalah analisa & perancangan kerja .
Dalam tahun 1918 metode FW Taylor mulai digunakan sebagai “ usaha penggunaan buruh minimal pada setiap jenis pekerjaan melalui penelitian ilmiah untuk mendapatkan metode pekerjaan terbaik pada setiap kasus. Sering kali , seorang pengawas diberi tanggung jawab penuh untuk menghasilkan barang yang diminta oleh staf pengawas. Fungsi-fungsi perencanaan secara informal dilakukan oleh staf pengawas itu , juga tidak ada metode-metode standar ( metode kerja ditentukan masing-masing oleh para pekerja yang didasarkan atas pengalaman dan peralatan yang tersedia). FW Taylor memulai studi tentang pemotongan logam , studi ini berlangsung selama 25 tahun , studi ini berakhir pada tahun 1907 dan dipublikasikan melalui catatan ASME . Analisis keperluan kerja dan spesifikasi suatu metode untuk melakukan suatu operasi, pada saat ini disebut dengan „ Perancangan Kerja” atau “ Teknik Tata Cara” . Studi penyekopan dan penanganan besi kasar terutama mengacu pada perancangan kerja. Taylor juga mempelopori apa yang sekarang ini disebut sebagai “ Pengukuran Kerja”. Aktivitas ini mengacu pada pengukuran jumlah waktu yang dibutuhkan untuk melakukan pekerjaan bagi seorang operator.
Frank Gilbreth, tertarik pada analisis gerakan dasar atas kegiatan manusia.
Beliau memperkenalkan analisis gerakan yang disebut micrmotion studies pada pertemuan American Society of Mechanical Engineers (ASME) Dia sangat berjasa dalam usaha memberikan landasan untuk mengindentifikasi dan menganalisa gerakan-gerakan dasar manusia pada saat melakukan kerja manual, yang kemudian dia beri nama “ Therbligs”
Pada tahun 1924 hasil penelitiannya sangatlah terkenal dengan membagi pekerjaan menjadi elemen-elemen gerakan dasar. Elemen-elemen gerakan dasar yang dikembangkan berjumlah 17 gerakan dasar dan dengan elemen-elemen gerakan dasar inilah perbaikan perbaikan dilakukan.
2.2. Studi Kerja
3.
Banyak pekerjaan diselesaikan lebih lama dari waktu yang sepantasnya dibutuhkan untuk menyelesaikan pekerjaan tersebut.
Pada pabrik misalnya, bentuk suatu produk kadangkala sedemikian rupa sehingga sulit untuk dikerjakan atau kurang jelas/kurang baik metode kerja dapat memperpanjang waktu kerja. Tata letak peralatan atau keadaan ruang tempat kerja yang kurang baik, merupakan penyebab lain terjadi keterlambatan . Pekerja juga merupakan unsur yang bisa memperlambat kerja juga, misalnya kurang disiplin atau kurang gairah kerja akibat kurang baiknya motivasi kerja.
Dalam ruang lingkup yang lebih luas, pihak manajemen sendiri pun harus bertanggung jawab untuk mengatasi pemborosan waktu kerja, antara lain yang disebabkan oleh kurang baiknya penjadwalan / rencana kerja, kebijakan lain yang harus berperan dalam mengelola sumber daya perusahaan/industri.
Secara umum , studi kerja adalah penelaahan secara sistimatik terhadap pekerjaan, dengan maksud untuk :
1. Mengembangkan sistem dan metode kerja yang lebih baik. 2. Membakukan sistem dan metode kerja yang sudah baik. 3. Menetapkan waktu baku untuk pekerjaan tersebut.
4. Membantu melatih pekerja dengan berbagai pekerjaan yang telah diperbaiki.
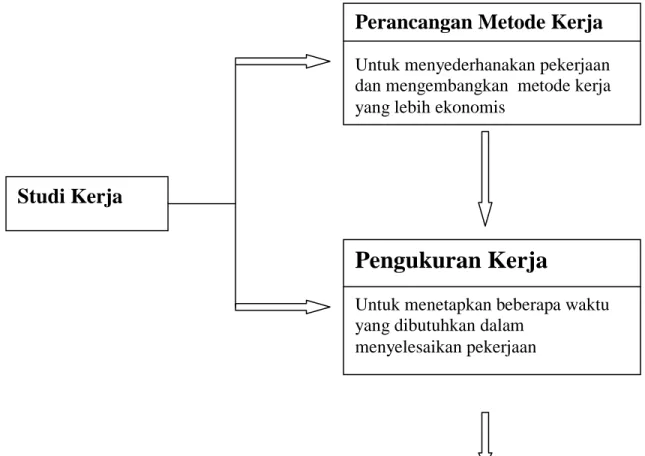
Dasar unsur pokok studi kerja adalah :
1. Perancangan metode kerja (method design) , dimaksudkan untuk menetapkan tata cara kerja atau menyederhanakan pekerjaan dan mengusulkan cara yang lebih baik.
2. Pengukuran kerja (work measurement) , ditujukan untuk menetapkan waktu penyelesaian suatu pekerjaan secara pantas oleh pekerja yang normal dengan metode kerja yang sudah dirancang dengan baik.
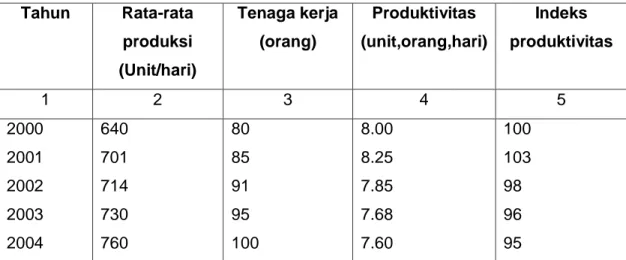
Peningkatan Produktivitas
Gambar 1.1. Studi Kerja
Secara umum pelaksanaan studi kerja mengikuti delapan tahapan, yakni : 1. Pemilihan pekerjaan yang hendak diteliti.
2. Pencatatan segala fakta mengenai pekerjaan kedalam bentuk yang memudahkan untuk dianalisis lebih lanjut.
3. Mempelajari secara seksama catatan yang telah dibuat, dan mempertanyakan segala sesuatu mengenai pekerjaan untuk membuka peluang bagi perbaikan metode kerja.
4. Pengembangkan / perancangan alternatif metode kerja yang lebih baik (berupa usulan).
Studi Kerja
Perancangan Metode Kerja
Untuk menyederhanakan pekerjaan
dan mengembangkan metode kerja
yang lebih ekonomis
Pengukuran Kerja
Untuk menetapkan beberapa waktu
yang dibutuhkan dalam
menyelesaikan pekerjaan
5. Perhitungan prestasi atau waktu baku untuk masing-masing metode kerja yang diusulkan.
6. Pemilihan metode kerja yang akan digunakan , kemudian menyusun petunjukan pelaksanaannya, berikut data prestasi atau waktu baku yang sesuai.
7. Pemberitahuan metode kerja yang baru.
8. Pengawasan agar metode kerja tersebut selalu dijalankan sesuai dengan petunjuk pelaksanaannya.
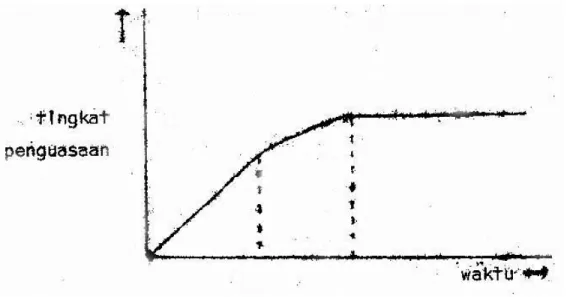
Suatu hal penting pada saat berdirinya suatu pabrik baru atau saat penerapan metode kerja baru, adalah perlunya mempertimbangkan jangka waktu tertentu yang diperlukan oleh tenaga kerja untuk beradaptasi dengan situasi baru. Pada saat tenggang waktu ini , tentunya kecepatan produksi sistem tenaga kerja tersebut relatif lambat dibandingkan dengan keadaan normal (ketrampilan normal). Pada umumnya , semakin biasa orang dengan situasi kerjanya, akan makin cepat kerjanya. Dengan kata lain, makin pengalaman dia, akan makin cepat kerjanya. Namun demikian , kecepatan kerja seseorang akan dibatasi oleh ketrampilannya, sehingga pada suatu saat , kecepatan kerjanya akan mencapai titik yang stabil.
Dari perkembangan studi kerja dimasa lampau , maka terjadi perubahan pola kerja yang mengakibatkan juga terjadi perubahan dari masyarakat, sehingga perubahan masyarakat diklasifikasikan, yakni :
Perubahan Masyarakat.
Perubahan masyarakat dalam arti luas diartikan sebagai perubahan atau perkembangan dengan arti positif maupun negatif.
Pada umumnya motivasi untuk merubah memiliki kaitan dengan kemajuan teknologi.
Kemajuan teknologi tidak saja mempengaruhi ilmu pengetahuan akan tetapi juga merubah pola hidup manusia dan struktur sosial secara keseluruhan.
Masyarakat Pertanian 8000 Sm-1700
Disebut juga gelombang pembaharuan manusia menemukan dan menerapkan teknologi pertanian.
Manusia yang semula suka berpindah-pindah menjadi suka tinggal menetap (desa)
Manusia menggunakan energi dari alam, otot binatang, matahari, angin dan air (sifat : tidak dapat diperbaharui)
Masyarakat produsen sekaligus konsumen.
Masyarakat Industri 1700-1970
Bersamaan dengan masa revolusi industri yang ditandai digunakannya mesin-mesin/mekanisasi produksi (pelipat gandaan kekuatan fisik manusia)
Manusia beralih ke energi tak terbarukan : minyak, batu bara dan gas. Masyarakat produsen terpisah dengan konsumen (mulai ada spesialisasi) Terjadi pengrusakan alam akibat pengedukan sumber daya.
Adanya ekspansi dan integrasi dari pasaran ke seluruh dunia.
Masyarakat Informasi 1970 - >2000
Peradaban yang didukung oleh kemajuan teknologi komunikasi dan pengolahan data, penerbangan dan aplikasi angkasa luar.
Pelipatgandaan kekuatan-pikir manusia.
Ditemukannya energi alternatif dan energi terbarukan serta rekayasa genetik dan bioteknologi dengan komputer dan mikro elektronik sebagai teknologi intinya proses produksi cenderung menjauhi produksi massa yang terkonsentrasi.
Gambar 1.2. Perkembangan cara kerja
2.3. Pengertian dan Ruang Lingkup Teknik Tata Cara Kerja
Setelah lintasan sejarah teknik tata cara kerja dikemukakan diatas yang tiada lain menunjukan latar belakang berkembangnya dan dikembangkannya ilmu ini, kiranya perlu dibicarakan pengertian/definisi dan ruang lingkup untuk mendapatkan gambaran menyeluruh.
Teknik Tata Cara Kerja adalah suatu ilmu yang terdiri dari teknik-teknik dan perinsip - perinsip untuk mendapatkan rancangan (design) terbaik dari sistem kerja. Teknik-teknik dan perinsip – perinsip ini digunakan untuk mengatur komponen-komponen sistem kerja yang terdiri dari manusia dengan sifatnya dan kemampuannya, bahan, perlengkapan dan peralatan kerja, serta linkungan kerja
Manual
Mesin
Penemuan
Mesin
jaman
Batu
akhir abad
ke 19
jaman
Pertengahan
awal abad
ke 20
Corak
Pekerjaan
Perkembangan
Cara Kerja
-
sederhana
- lengkap
- rumit
- lengkap
otomisasi
sedemikian rupa sehingga dicapai tingkat efisiensi dan produktifitas tinggi yang diukur dengan waktu yang dihabiskan , tenaga yang dipakai serta akibat – akibat psikologis dan sosiologis yang ditimbulkannya.
Teknik Tata Cara Kerja merupakan hasil perpaduan teknik-teknik pengukuran waktu dan perinsip–perinsip studi gerakan, tetapi juga banyak menyangkut prinsip lain dalam perancangan sistem kerja seperti perancangan tata letak tempat kerja dan peralatan dalam lingkungannya dengan manusia pekerjanya.
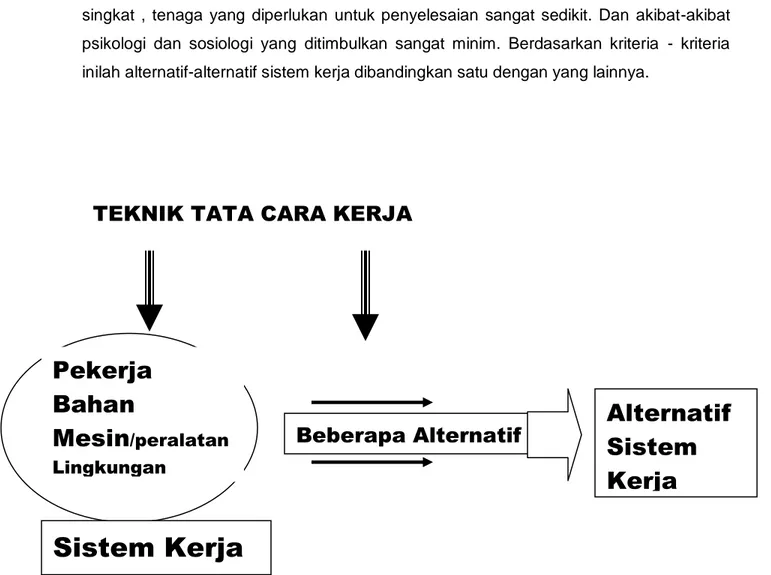
Yang dicari dengan teknik-teknik dan perinsip–perinsip ini adalah sistem kerja yang terbaik yaitu yang memiliki efisiensi dan produktivitas yang tinggi. Sistem kerja itu sendiri terdiri dari empat komponen , yakni manusia, bahan, perlengkapan dan peralatan kerja seperti masin dan pekakas pembantu, lingkungan kerja, seperti ruangan dengan udaranya dan keadaan pekerjaan- pekerjaan lain disekelilingnya. Artinya komponen-komponen itulah yang mempengaruhi efisiensi dan produktivitas kerja. Dengan menggunakan teknik-teknik dan prinsip-prinsip yang disebut diatas komponen-komponen diatur sehingga berada dalam komposisi dalam suatu komposisi yang memungkinkan tercapainya tujuan tersebut.
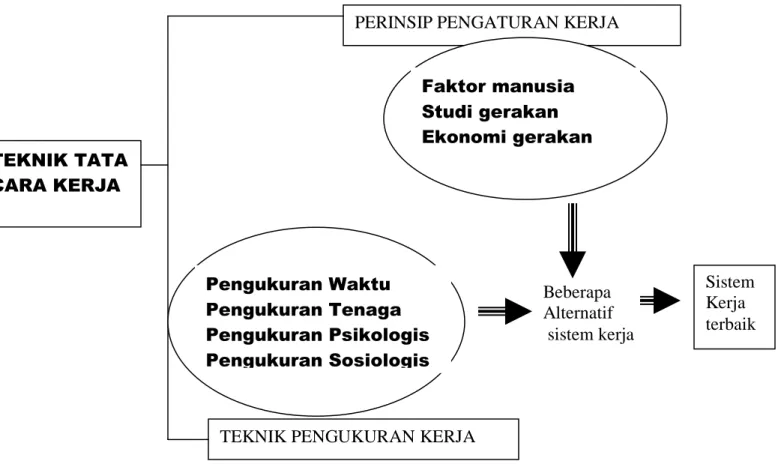
Bila kita tinjau lebih lanjut maka ruang lingkup ilmu teknik tata cara kerja dapat dibagi kedalam dua bagian besar masing-masing pengaturan kerja dan pengukuran kerja.
Pengaturan kerja berisikan prinsip-prinsip mengatur komponen-komponen sistem kerja untuk mendapatkan alternatif – alternatif sistem kerja yang lebih baik. Jadi pada bagian pengaturan ini kita dipersenjatai dengan prinsip-prinsip yang harus diperhatikan dan diusahakan pelaksanaannya. Macam pekerjaan yang terdapat disekeliling kita begitu banyaknya, dengan masing-masing mempunyai krakteristik-krakteristik sendiri-sendiri sehingga tidak mungkin untuk menyususn rumus tunggal untuk semua dengan jawaban atas pertanyaan „ sistem mana yang terbaik “ dapat langsung diperoleh.
Setelah mendapatkan beberapa alternatif terbaik, langkah berikutnya adalah memilih salah satu diantaranya yang terbaik. Pekerjaan ini bukanlah pekerjaan mudah karena kita dapat begitu saja menentukannya, sebab antara satu alternatif dengan lainnya sangat berdekatan , ataupun satu nampak mempunyai kelebihan disatu segi tetapi kelemahan dilain segi, sementara alternatif lainnya memiliki kelebihan dan kelemahan pada segi yang berlawanan. Kesulitan inilah yang menyebabkan perlu dilakukan pengukuran terhadap masing-masing alaternatif.
Ada empat kriteria yang dipandang sebagai pengukur yang baik tentang kebaikan suatu alternatif kerja , yaitu waktu, tenaga. psikologi dan sosiologi. Artinya suatu sistem kerja dinilai baik jika sistem ini memungkinkan waktu penyelesaian sangat singkat , tenaga yang diperlukan untuk penyelesaian sangat sedikit. Dan akibat-akibat psikologi dan sosiologi yang ditimbulkan sangat minim. Berdasarkan kriteria - kriteria inilah alternatif-alternatif sistem kerja dibandingkan satu dengan yang lainnya.
Gambar 1. 3. Bagan keseluruhan teknik tata cara kerja
TEKNIK TATA CARA KERJA
Pekerja
Bahan
Mesin
/peralatan
Lingkungan
Beberapa Alternatif
Alternatif
Sistem
Kerja
Sistem Kerja
2.4. Penggunaan Teknik Tata Cara Kerja
Sering kali pimpinan perusahaan pada tingkat manapun tidak menyadari tentang selalu adanya kemungkinan-kemungkinan melakukan perbaikan-perbaikan terhadap sistem kerja karena tidak mengetahui adanya prinsip-prinsip dan teknik teknik untuk itu , ataupun berpendapat bahwa sistem yang ada sudah baik hanya karena setiap orang karena setiap orang telah terbiasa dan telah menerima sistem tersebut. Disamping melalui perbaikan-perbaikan sistem kerja , teknik dan tata cara kerja memberikan keuntungan melalui berbagai jalur lain, misalnya dalam penjadwalan produksi dimana diperlukan pengetahuan tentang berapa lamanya berbagai kegiatan kerja diselesaikan. Berbagai teknik telah dikembangkan untuk penjadwalan dan mengatur pembebanan mesin dan tenaga kerja dan semuanya ditujukan untuk mendapatkan keadaan yang optimal. Lebih jauh lagi waktu penyelesaian yang sebenarnya merupakan waktu yang
TEKNIK TATA
CARA KERJA
PERINSIP PENGATURAN KERJA
Faktor manusia
Studi gerakan
Ekonomi gerakan
TEKNIK PENGUKURAN KERJA
Pengukuran Waktu
Pengukuran Tenaga
Pengukuran Psikologis
Pengukuran Sosiologis
Beberapa
Alternatif
sistem kerja
Sistem
Kerja
terbaik
Gambar 1. 4. Ruang lingkup teknik tata cara kerja
dibutuhkan untuk menyelesaikan suatu pekerjaan dengan sistem kerja yang lebih baik. Dengan demikian terlihatlah bagaimana teknik-teknik dan perinsip–perinsip dalam teknik tata cara kerja berperan dalam perencanaan dan perancangan kegiatan produksi. Sesuatu hal yang sering kali merupakan penghambat terlaksananya perubahan-perubahan (perbaikan-perbaikan) ini adalah ketidak sediaan pekerja menerimanya.
Memang hal ini harus disadari karena hampir untuk setiap usaha merubah suatu keadaan, apa lagi yang sudah mapan, akan mendapat tantangan, dan hal ini adalah sesuatu yang wajar . Kecurigaan bahwa cara baru akan memberatkan pekerja adalah salah satu sebab adanya tantangan. Sebab lain adalah keengganan untuk merubah kebiasaan yang telah dirasakan enak dan menyatu dengan diri pekerja . Sering kali sistem kerja telah begitu lama berjalan sehingga pekerja betul-betul telah terbiasa sehingga perbaikan yang menuntut perubahan-perubahan kebiasaan dirasakan sebagai sesuatu yang menyulitkan. Untuk mengatasi hal-hal seperti ini pimpinann perusahaan perlu memberikan penjelasan - penjelasan yang cukup tentang kebaikan dari sistem kerja yang direncanakan. Khususnya untuk pekerja-pekerja yang berada pada tingkat terbawah, penjelasan perbaikan akan menguntungkan pekerja-pekerja itu sendiri juga perusahaan, coba , jelaskan ?.
Buku Acuan :
1.
2. Iftikar Z. Sutalaksana , “ Teknik Tata Cara Kerja “ , ITB , Bandung
3. Barnes R. M, “ Motion and Time Study - Design and Measurement of Work “ , John Wiley & Sons .Inc, New York.
4. Kazarian E. A. “ Work Analisis and Design for Hotel, Restaurants and Institutions “ , Avi Publishing Company, Inc. Westport , Connecticut , Michigan.
5. Eko Nurmianto ,” Ergonomi , Konsep Dasar dan Aplikasinya “, ITSN , Surabaya.
6. Jann Hidajat T , “ Studi Kerja “ Jurusan TI - ITB
7. Wignjosoebroto Sritomo, “ Ergonomi “ Studi Gerak dan Waktu “ ITSN , Surabaya.
8. Tarwaka, Solichul, Lilik S ,” Ergonomi ” untuk keselamatan, kesehatan kerja dan produktivitas .
BAB II
1. Tujuan Instruksional Khusus
Diharapkan mahasiswa dapat memahami Pengertian Peta Kerja, Peta Kerja untuk kegiatan menyeluruh dan contoh penggunaannya .
2. Daftar Materi Pembahasan 2.1. Pengertian Peta Kerja
2.2 Peta Kerja untuk kegiatan kerja menyeluruh
2.3. Contoh penggunaan Peta Kerja untuk kegiatan menyeluruh
1. Pembahasan
2.1. Pengertian Peta Kerja
Peta kerja merupakan salah satu alat yang sistematis dan jelas untuk berkomunikasi secara luas dan sekaligus melalui peta-peta kerja ini kita bisa mendapatkan informasi-informasi yang diperlukan untuk memperbaiki suatu metoda kerja. Contoh informasi-informasi yang diperlukan untuk memperbaiki suatu metoda kerja, terutama dalam suatu proses produksi adalah sebagai berikut : jumlah benda kerja yang harus dibuat, waktu operasi mesin, kapasitas mesin, bahan-bahan khusus yang harus disediakan, alat-alat khusus yang harus disediakan dan lain sebagainya.
Jadi peta kerja adalah suatu alat yang menggambarkan kegiatan kerja secara sistematis dan jelas. Lewat peta-peta ini kita bisa melihat semua langkah atau kejadian yang dialami oleh suatu benda kerja dari mulai masuk ke pabrik, kemudian menggambarkan semua langkah yang dialaminya, seperti : transportasi, operasi mesin, pemeriksaan, perakitan sampai pada akhirnya menjadi produk jadi, baik produk lengkap atau merupakan bagian dari suatu produk lengkap.
Apabila kita melakukan studi yang seksama terhadap peta kerja, maka pekerjaan kita dalam usaha memperbaiki metode kerja dari suatu proses produksi akan lebih mudah dilaksanakan. Perbaikan yang mungkin dilakukan, antara lain, kita bisa menghilangkan operasi-operasi lainnya, menemukan suatu urutan-urutan kerja/proses produksi waktu menunggu antara operasi dan sebagainya. Pada
ANALISA DAN PERANCANGAN KERJA
dasarnya semua perbaikan tersebut. ditujukan untuk mengurangi biaya produksi secara keseluruhan. Dengan demikian, peta ini merupakan alat yang baik untuk menganalisa suatu pekerjaan sehingga mempermudah dalam perencanaan perbaikan kerja.
Pada dasarnya peta-peta kerja yang ada sekarang bisa dibagi dalam dua kelompok besar berdasarkan kegiatannya, yaitu :
A. Peta-peta kerja yang digunakan untuk menganalisa kegiatan kerja keseluruhan. B. Peta - peta kerja yang digunakan untuk menganalisa kegiatan kerja setempat.
Dalam hal ini tentunya kita harus bisa membedakan antara kegiatan kerja keseluruhan dan kegiatan kerja setempat. Suatu kegiatan disebut kegiatan kerja setempat, apabila kegiatan tersebut terjadi dalam suatu stasiun kerja yang biasanya hanya melibatkan orang dan fasilitas dalam jumlah yang terbatas.
Sedangkan suatu kegiatan disebut kegiatan kerja keseluruhan, apabila kegiatan tersebut melibatkan sebagian besar atau semua fasilitas yang diperlukan untuk membuat produk yang bersangkutan. Hubungan antara kedua macam kegiatan kegiatan diatas akan terlihat bila untuk menyelesaikan suatu produk diperlukan beberapa stasiun kerja, dimana satu sama lainnya saling berhubungan. Masing-masing peta kerja yang akan dibahas berikut ini semuanya termasuk dalam kedua kelompok diatas, antara lain :
* Yang termaduk kelompok kegiatan kerja keseluruhan 1. Peta Proses Operasi
2. Peta Aliran Proses
3. Peta Proses kelompok Kerja 4. Diagram Aliran
* Yang termasuk kelompok kegiatan kerja setempat : 1. Peta Pekerja dan Mesin
2. Peta Tangan Kiri dan Tangan Kanan
2.2 Peta Kerja Kegiatan Kerja Keseluruhan
Sebelum membahas yang termasuk kelompok peta kerja keseruhan, hendaknya perlu diperkenalkan lebih dahulu mengenai lambang-lambang yang akan digunakan untuk kelompok peta kerja keseluruhan.
Pada saat sekarang ini, untuk membuat suatu peta kerja, Gilberth mengusulkan 40 buah lambang yang bisa dipakai, kemudian pada tahun berikutnya
jumlah lambang-lambang tersebut disederhanakan, sehingga hanya tinggal 4 macam, yaitu : Untuk operasi Untuk transportasi Untuk pemeriksaan Untuk penyimpanan
Penyederhanaan ini memudahkan pembuatan suatu peta kerja, disamping setiap notasi mempunyai fleksibilitas yang tinggi karena setiap lambang mempunyai kandungan arti yang sangat luas. Dalam tahun 1947, American Society of Mechanical Engineers (ASME) membuat standar lambang-lambang yang terdiri dari lima macam lambang. Lambang-lambang ini merupakan modifikasi dari lambang yang digunakan oleh Gilberth, yaitu lingkaran kecil diganti dengan anak panah untuk kejadian transportasi dan menambah lambang baru untuk kejadian menunggu. Lambang-lambang standar dari ASME inilah yang akan digunakan dalam pembahasan-pembahasan peta kerja keseluruhan, lambang-lambang tersebut dapat diuraikan sebagai berikut :
Operasi
Suatu kegiatan operasi terjadi apabila benda kerja mengalami perubahan sifat, baik sifat fisik maupun kimiawi, mengambil informasi maupun memberikan informasi pada suatu keadaan juga termasuk informasi.
Operasi merupakan kegiatan yang paling banyak terjadi dalam suatu proses. Dan bisanya terjadi pada suatu mesin atau stasiun kerja,
contohnya :
* Pekerjaan menyerut kayu dengan mesin serut * Pekerjaan mengeraskan logam
* Pekerjaan merakit
Dalam prakteknya, lambang ini juga bisa digunakan untuk menyatakan aktifitas administrasi, misalnya : aktifitas perencanaan atau perhitungan.
Pemeriksaan
Suatu kegiatan pemeriksaan terjadi apabila benda kerja atau peralatan mengalami pemeriksaan baik untuk segi kualitas maupun segi kuantitas. Lambang ini digunakan jika kita melakukan pemeriksaan terhadap suatu objek atau membandingkan objek tertentu dengan suatu standar.
Suatu pemeriksaan tidak menjuruskan bahan ke arah menjadi suatu barang jadi, contoh-contohnya :
* Mengukur Dimensi * Memeriksa warna benda
* Membaca alat ukur tekanan uap pada suatu mesin uap
Transportasi
Suatu kegiatan transportasi terjadi apabila benda kerja, pekerja atau perlengkapan mengalami perpindahan tempat yang bukan merupakan bagian dari suatu operasi. Contoh :
* Benda kerja diangkut dari mesin bubut ke tempat mesin skerap untuk mengalami operasi berikutnya.
* Suatu objek dipindahkan dari lantai bawah ke lantai atas lewat elevator.
Menunggu
Proses menunggu terjadi apabila benda kerja, pekerja atau perlengkapan tidak mengalami kegiatan apa-apa selain menunggu (biasanya sebentar). Kejadian ini menunjukkan bahwa suatu objek ditinggalkan untuk sementara tanpa pencatatan sampai diperlukan kembali. Contoh :
- Objek menunggu untuk diproses atau diperiksa - Peti menunggu untuk dibongkar
- Bahan menunggu untuk diangkut ketempat lain
Penyimpanan
Proses penyimpanan terjadi apabila benda kerja disimpan untuk jangka waktu yang cukup lama. Jika benda kerja tersebut akan diambil kembali, biasanya memerlukan suatu perijinan tertentu. Lambang ini digunakan untuk menyatakan suatu objek yang mengalami penyimpanan permanan, yaitu ditahan atau dilindungi
terhadap pengeluaran tanpa izin tertentu dan lamanya waktu adalah dua hal yang membedakan antara kegiatan menunggu dan penyimpan, contoh :
* Dokumen-dokumen / catatan-catatan disimpan dalam brankas * Bahan baku disimpan dalam gudang
Selain kelima lambang diatas, kita bisa menggunakan lambang lain apabila merasa perlu untuk mencatat suatu aktifitas yang memang terjadi selama proses berlangsung dan tidak terungkapkan oleh lambang-lambang tadi. Lambang tersebut adalah :
Aktivitas gabungan
Kegiatan ini terjadi apabila antara aktivitas operasi dan pemeriksaan dilakukan secara bersama atau dilakukan pada suatu tempat kerja.
2.3. Contoh penggunaan Peta Kerja untuk kegiatan menyeluruh
Pembahasan untuk peta kerja yang termasuk kelompok peta kerja keseruhan adalah :
1. Peta Proses Operasi
Peta Proses Operasi merupakan suatu diagram yang menggambarkan langkah-langkah proses yang akan dialami bahan baku mengenai urutan-urutan operasi dan pemeriksaan. Sejak dari awal sampai produk jadi utuh maupun sebagai komponen, dan juga memuat informasi-informasi yang diperlukan untuk analisa lebih lanjut, seperti : waktu yang dihabiskan, material yang digunakan dan tempat atau alat atau mesin yang dipakai.
Kegunaan peta proses operasi
Dengan adanya informai-informasi yang bisa dicatat melalui peta proses operasi, maka dapat diperoleh banyak manfaat diantaranya :
* Bisa mengetahui kebutuhan akan mesin dan penganggarannya * Bisa memperkirakan kebutuhan akan bahan baku
* Sebagai alat untuk menentukan tata letak pabrik
* Sebagai alat untuk melakukan perbaikan cara kerja yang sedang dipakai * Sebagai alat untuk latihan kerja dll
Analisa suatu peta proses operasi
Ada empat hal yang perlu diperhatikan agar diperoleh suatu proses kerja yang baik melalui analisa peta proses operasi yaitu : analisa terhadap bahan-bahan, operasi, pemeriksaan, dan terhadap waktu penyelesaian suatu proses .
Keempat hal tersebut diatas, dapat diuraikan sebagai berikut :
a. Bahan-bahan
Kita harus mempertimbangkan semua alternatif dari bahan yang digunakan, proses penyelesaian dan toleransi sedemikian rupa sehingga sesuaikan dengan fungsi reabilitas, pelayanan dan waktunya.
b. Operasi
Juga dalam hal ini harus dipertimbangkan mengenai semua alternatif yang mungkin untuk proses pengolahan, pembuatan, pengerjaan dengan mesin atau metode perakitannya, beserta alat-alat dan perlengkapan yang digunakan. Perbaikan yang mungkin bisa dilakukan misalnya dengan menghilangkan, menggabungkan, merubah atau menyederhanakan operasi-operasi yang terjadi. c. Pemeriksaan
Dalam hal ini harus mempunyai standar kualitas. Suatu objek dikatakan memenuhi syarat kualitasnya jika setelah dibandingkan dengan standar ternyata lebih baik atau minimal sama. Proses pemeriksaan bisa dilakukan dengan teknik sampling atau satu persatu dari semua objek yang dibuat tentunya cara yang terakhir tersebut dilaksanakan apabila jumlah produksinya sedikit.
d. Waktu
Untuk mempersingkat waktu penyelesaian, kita harus mempertimbangkan semua alternatif mengenai metoda, peralatan dan tentunya penggunaan perlengkapan - perlengkapan khusus.
2. Peta Aliran Proses
Peta aliran proses adalah suatu diagram yang menunjukkan urutan-urutan dari operasi, pemeriksaan, transportasi, menunggu dan penyimpanan yang terjadi selama satu proses atau prosedur berlangsung, serta didalamnya memuat pula informasi-informasi yang diperlukan untuk analisa seperti waktu yang dibutuhkan dan jarak perpindahan. Walau biasanya dinyatakan dalam jam dan jarak perpindahan biasanya dinyatakan dalam meter. Walaupun hal ini tidak terlampau mengikat.
Perbedaan peta proses operasi dan peta aliran proses
Dari sedikit uraian diatas kiranya dapat diambil kesimpulan bahwa terdapat dua hal utama yang membedakan antara peta proses operasi dengan peta aliran proses, yaitu:
a. Peta aliran proses memperlihatkan semua aktivitas-aktivitas dasarnya, termasuk transportasi, menunggu dan menyimpan. Sedangkan pada peta proses operasi, terbatas pada operasi dan pemeriksaan saja.
b. Peta aliran proses menganalisa setiap komponen yang diproses secara lebih lengkap dibanding peta proses operasi, dan memungkinkan untuk digunakan di setiap proses atau prosedur, baik dipabrik atau dikantor. Sebagai konsekuensinya, peta aliran proses tidak bisa digunakan untuk menggambarkan proses perakitan secara keseluruhan. Biasanya suatu peta aliran proses hanyalah menggambarkan dan digunakan untuk menganalisa salah satu komponen dari produk yang dirakit.
Macam-macam peta aliran proses
Peta aliran proses pada umumnya terbagi dalam dua tipe, yaitu: 1. Peta aliran proses tipe bahan
2. Peta aliran proses tipe orang
Peta aliran proses tipe bahan, ialah suatu peta yang menggambarkan kejadian yang dialami bahan(bisa merupakan salah satu bagian dari produk jadi) dalam suatu proses atau prosedur operasi.
Peta aliran proses tipe orang pada dasarnya bisa dibagi menjadi dua bagian, yaitu:
1. Peta aliran proses pekerja yang menggambarkan aliran kerja seorang operator. 2. Peta aliran proses pekerja yang menggambarkan aliran kerja sekelompok
manusia, sering disebut peta proses kelompok kerja yang akan diuraikan lebih lengkap dalam sub-sub berikutnya. Pada umumnya peta aliran proses tipe orang adalah suatu peta yang menggambarkan suatu proses dalam bentuk aktivitas-aktivitas manusianya.
3. Diagram Aliran
Secara ringkas dapat dikatakan bahwa diagram aliran merupakan gambaran menurut skala dari susunan lantai dan gedung, yang menunjukkan lokasi dari semua aktivitas yang terjadi dalam peta aliran proses. Aktivitas yang berarti pergerakan suatu material atau orang dari suatu tempat ketempat berikutnya,
dinyatakan oleh garis aliran dalam diagram tersebut. Arah aliran digambarkan oleh anak panah kecil pada garis aliran tersebut.
Kegunaan diagram aliran
1.Lebih memperjelas suatu peta aliran proses, apalagi jika arah aliran merupakan faktor yang penting.
2. Menolong dalam perbaikan tata letak tempat kerja.
4. Peta Proses Kelompok Kerja
Peta proses kelompok kerja digunakan untuk menunjukkan beberapa aktivitas dari sekompok orang yang berkerja sama dalam suatu proses atau prosedur kerja, dimana satu aktivitas dengan aktivitas lainnya saling bergantungan, artinya suatu hasil kerja secara kelompok tersebut berlangsung dengan lancar karena adanya ketergantungan tiap aktivitas ini, maka dalam peta proses kelompok kerja biasanya banyak dijumpai lambang-lambang keterlambatan, yang menunjukkan bahwa suatu aktivitas sedang menunggu aktivitas lainnya. Sehingga jelas bahwa peta proses kelompok kerja dapat digunakan untuk meningkatkan waktu efektif dari mesin dan pekerja.
Kegunaan peta proses kelompok kerja
1. Bisa menguragi ongkos produksi atau proses
2. Bisa mempercepat waktu penyelesaian produksi atau proses
Kasus dalam pembuatan peta kerja keseluruhan
Buku Acuan :
1. Iftikar Z. Sutalaksana , “ Teknik Tata Cara Kerja “ , ITB , Bandung
2. Barnes R. M, “ Motion and Time Study - Design and Measurement of Work “ , John Wiley & Sons .Inc, New York.
3. Kazarian E. A. “ Work Analisis and Design for Hotel, Restaurants and Institutions “ , Avi Publishing Company, Inc. Westport , Connecticut , Michigan.
4. Eko Nurmianto ,” Ergonomi , Konsep Dasar dan Aplikasinya “, ITSN , Surabaya.
5. Jann Hidajat T , “ Studi Kerja “ Jurusan TI - ITB
6. Wignjosoebroto Sritomo, “ Ergonomi “ Studi Gerak dan Waktu “ ITSN , Surabaya.
7. Tarwaka, Solichul, Lilik S ,” Ergonomi ” untuk keselamatan, kesehatan kerja dan produktivitas
BAB III
1. Tujuan Instruksional Khusus
Diharapkan mahasiswa dapat memahami Pengertian Peta Kerja untuk kegiatan kerja setempat, Lambang-lambang yang dipergunakan, terutama Peta Kerja Pekerja dan Mesin serta Peta Kerja Tangan Kiri dan Tangan Kanan.
2. Daftar Materi Pembahasan
2.1. Pengertian Peta Kerja Untuk Kegiatan Setempat 2.2. Lambang-lambang yang Dipergunakan
2.3. Contoh pemakaian peta kerja setempat
3. Pembahasan
2.1. Pengertian Peta Kerja untuk Kegiatan Setempat
Peta kerja untuk kegiatan kerja setempat untuk menganalisa suatu stasiun kerja, maka peta kerja yang digunakan peta pekerja dan mesin serta peta tangan kiri dan tangan kanan sebagai alat untuk mempermudah perbaikan suatu tempat kerja dan gerakan pekerja, sehingga dicapai keadaan ideal untuk saat itu.
1. Peta Pekerja dan Mesin
Dalam beberapa hal , hubungan antara operator dan mesin sering bekerja secara silih berganti, yakni sementara mesin menganggur , operator bekerja atau sebaliknya. Pada hakekatnya waktu menganggur ini dalai suatu kerugian , maka dari itu waktu menganggur harus diminimumkan. Namun tentunya harus memperhitungkan kemampuan manusia dan mesinnya.
ANALISA DAN PERANCANGAN KERJA
Peta pekerja dan mesin dapat dikatakan merupakan grafik yang menggambarkan koordinasi antra waktu bekerja dan waktu mengganggur dari kombinasi antara pekerja dan mesin. Dengan demikian peta ini merupakan alat yang baik digunakan untuk mengurangi waktu menggaggur.
Kegunaan peta pekerja dan mesin
Informasi paling penting yang diperoleh melalui peta pekerja dan mesin adalah hubungan yang jelas antara waktu kerja operator dan waktu operasi mesin yang ditangainya. Dengan informasi ini, maka kita mempunyai data yang baik untuk melakukan penyelidikanj, penganalisaan, dan perbaikan suatu pusat kerja sedemikian rupa sehingga efektivitas penggunaan pekerja dan mesin bisa ditingkatkan dan tentunya keseimbangan kerja antara pekerja dan mesin bisa diperbaiki.
Peningkatan efektivitas penggunaan dan perbaikan keseimbangan kerja tersebut dapat dilakukan, misalnya dengan cara:
1. Merubah tata letak tempat kerja.
Tata letak tempat kerja merupakan salah satu faktor yang menentukan lamanya waktu penyelesaian suatu pekerjaan. Maka penataan kembali suatu tata letak tempat kerja diperlukan sekali.
2. Mengatur kembali gerakan-gerakan kerja.
Pada dasarnya , gerakan-gerakan kerja juga merupakan lamanya waktu penyelesaian suatu pekerjaan, sehingga penataan kembali gerakan-gerakan kerja yang dilakukan sangat diperlukan sekali.
3. Merancang kembali mesin dan peralatan.
Keadaan mesin dan peralatan sering kali perlu dirancang kembali, misalnya untuk mengurangi waktu mengangkut dan menghemat tenaga.
4. Menambah pekerja bagi sebuah mesin atau sebaliknya, menambah mesin bagi seorang pekerja.
Abila kita menemukan bahwa efektivitas pekerja yang menangani sebuah atau beberapa mesin itu rendah , yaitu pekerja banyak menganggur, sementara ditempat lain banyak mesin yang menganggur, maka menambahan tugas bagi pekerja tersebut mungkin dapat meningkatkan efektivitas. Sebaliknya jika terdapat seorang pekerja yang terlampau sibuk dalam menangani tugasnya, sehingga tidak memungkinkan baginya melepaskan lelah, tentu hal inipun akan merugikan. Pekerja yang terlampau lelah sering melakukan kesalahan-kesalahan, sehingga memungkinkan terjadinya kerusakan-kerusakan mesin atau menurunkan kualitas produksi. Jelas disini bahwa penambahan pekerja memungkinkan untuk mengatasi masalah ini. Dengan demikian keseimbangan antara pekerja dan mesin bisa diperoleh.
2. Peta Tangan Kiri dan Tangan Kanan
Peta ini menggambarkan semua gerakan-gerakan saat bekerja dan waktu mengganggur yang dilakukan oleh tangan kiri dan tangan kanan juga menunjukkan perbandingan antara tugas yang dibebankan pada tangan kiri dan tangan kanan ketika melakukan pekerjaan.
Melalui peta ini kita bisa melihat semua operasi secara cukup lengkap, yang berarti mempermudah perbaikan operasi tersebut. Peta ini sangat praktis untuk memperbaiki suatu pekerjaan manual dimana tiap siklus dari pekerja terjadi dengan cepat dan terus berulang, sedangkan keadaan lain, peta ini kurang praktis untuk dipakai sebagai alat analisa. Inilah sebabnya dengan menggunakan peta ini kita bisa melihat dengan jelas pola-pola gerakan yang tidak efisien dan bias melihat adanya pelanggaran terhadap prinsip-prinsip ekonomi gerakan yang terjadi pada saat pekerja manual tersebut berlangsung.
Kegunaan peta tangan kiri dan tangan kanan.
1. Menyeimbangkan gerakan kedua tangan dan mengurangi kelelahan. Dengan bantuan studi gerakan dan prinsip ekonomi gerakan , maka kita bisa menguraikan elemen pekerjaan lengkap menjadi elemen-elemen gerakan yang terperinci. Setiap elemen gerakan dari pekerjaan ini dibebankan kesetiap tangan sehingga seimbang agar mengurangi kelelahan.
2. Menghilangkan atau mengurangi gerakan-gerakan yang tidak efisien dan tidak produktif sehingga tentunya akan mempersingkat waktu kerja.
Kemahiran untuk menguraikan suatu pekerjaan menjadi elemen-elemen gerakan dan kemudian memilih elemen-elemen mana saja yang efektif dan kurang efektif , tentunya akan mempengaruhi produktivitas kerja. Jika suatu pekerjaan sudah dilaksanakan secara efisien dan produktif, maka secara otomatis waktu penyelesaian pekerjaan tersebut merupakan waktu tersingkat saat itu.
3. Sebagai alat untuk menganalisa tata letak stasiun kerja.
Tata letak tempat kerja juga memperngaruhi lamanya waktu penyelesaian. Percobaan merubah-rubah tata letak peralatan selain dapat menemukan tata letak yang baik, ditinjau dari waktu dan jarak, juga kita dapat menemukan urutan-urutan pengerjaan yang lebih baik.
4. Sebagai alat untuk melatih pekerjaan baru, dengan cara kerja yang ideal.
Kiranya sudah jelaslah , bahwa peta tangan kiri dan tangan kanan menunjukan urutan-urutan pengerjaan yang lebih baik untuk saat itu. Peta ini dapat berfungsi sebagai penuntun terutama bagi pekerja-pekerja baru, sehingga akan lebih cepat proses relajar.
2.2. Lambang-lambang yang dipergunakan
Lambang-lambang ini merupakan modifikasi dari lambang yang digunakan oleh Gilberth, yaitu lingkaran kecil diganti dengan anak panah untuk kejadian transportasi dan menambah lambang baru untuk kejadian menunggu. Lambang-lambang standar dari ASME inilah yang akan digunakan dalam pembahasan-pembahasan selanjutnya, lambang-lambang tersebut dapat diuraikan sebagai berikut :
1. Peta Pekerja dan Mesin
Ada beberapa lambang yang digunakan , yaitu yang berupa suatu batang (bar) dimana panjangnya batang ini sebanding dengan skala waktu (lamanya aktivitas tersebut).
Lambang-lambang yang digunakkan :
Menunjukan waktu menganggur.
Digunakan untuk menyatakan pekerja atau mesin yang sedang menganggur atau salah satu sedang menunggu yang lain. Misalnya dalam suatu rangkaian kerja, si operator sedang melakukan pemeriksaan terhadap mesin, untuk mencegah kerusakan mesin, maka dalam hal ini si operator sedang melakukan kerja tak bergantungan dan mesin sedang menganggur/menunggu.
Menunjukan kerja tak bergantungan.
Jika ditinjau dari pekerja , maka keadaan ini menunjukan seorang pekerja yang sedang bekerja dan tak bergantungan dengan mesin dan pekerja lainnya. Misalnya seorang pekerja yang sedang mengambil dan mempersiapkan bahan atau ia sedang melakukan pemeriksaan terhadap produk akhir tanpa alat. Jika ditinjau dari pihak mesin , berarti mesin tersebut sedang bekerja tanpa memerlukan pelayanan dari operator (mesin otomatis)
Menunjukan kerja kombinasi.
Jika ditinjau dari pihak pekerja, maka lambang ini digunakan apabila antara operator dan mesin atau dengan operator lainnya sedang bekerja bersama-sama . Jika ditinjau dari pihak mesin , berarti selama bekerjanya mesin tersebut memerlukan pelayanan dari operator.
2. Peta Tangan Kiri dan Tangan Kanan
Ada beberapa lambang yang digunakan , yaitu yang berupa suatu lingkaran dan segitiga dimana merupakan simbol geometrik (geometric symbol) ,
Lambang-lambang yang digunakkan :
Sub operasi (sub-operation)
Anggota tubuh (tangan) mengerjakan sesuatu pada daerah tempat kerja
Bergerak ( movement)
Bergerakan dari anggota tubuh dari suatu bagian (tempat) ketempat lain dalam tempat kerja.
Menunggu (delay)
Angota tubuh tidak mengaggur
Memegang (Hold)
Menjaga suatu objek didalam posisi pada anggota tubuh (tanga)
2.3. Contoh Pemakain Peta Kerja Setempat
Dari gambar-gambar halaman berikutnya contoh pemakaian peta kerja setempat. Contoh-contoh yang sederhana dalam pemakaian peta kerja ini sebagai bahan analisa operasi pembuatan produk untuk mendapatkan efisiensi dan efektivitas suatu pekerjaan.
Peta Kerja Pekerja dan Mesin Kasus
Seorang operator mesin bubut akan mengerjakan benda kerja seperti gambar dibawah ini, dengan data
pengerjaan sebagai berikut :
Pasang benda kerja = 3 menit Stel bubutan I = 1 menit
Bubutan I = 5 menit
Stel bubutan II = 1 menit
Bubutan II = 4 menit
Buka benda kerja = 1 menit
ORANG Skala
waktu
Pekerjaan
Pekerjaan : : PembubutanPembubutan
Nama
NamaMesinMesin : : MesinMesinBubutBubut Nama
NamaPekerjaPekerja : : AmriAmri
Dipetakan
Dipetakanoleholeh : : AnomAnom
Tanggal
Tanggal : 17 : 17 JanuariJanuari20062006
MESIN BUBUT
Operator W Mesin bubut I W Mesin bubut II W Pasang benda kerja Stel bubutan I Stel bubutan II Bubutan I Bubutan II Nganggur Nganggur Nganggur Nganggur Buka benda kerja Nganggur 0 0 3 4 9 10 11 15 3 1 5 1 1 4 4 5 1 1 4 RINGKASAN Waktu Menganggur % Penggunaan Total Waktu Mesin bubut I 6 menit 9 menit 60 % Waktu Kerja Operator 15 menit 9 menit 6 menit 15 menit 40 %
Coba dibuat jika menangani dua mesin bubut
RINGKASAN
Waktu Menganggur
Waktu Kerja 10 detik 20 detik 20 detik Waktu Total 35 detik 35 detik 35 detik % Penggunaan
PEMBELI PELAYAN MESIN 25 detik 15 detik 15 detik
10 10 15 15 5 5 5 5 5 5 15 15 Mendengarkan Mendengarkan Mengambil
MengambilKertasKertas
Stel
Stel MesinMesin Menunggu Menunggu 5 5 25 25 Memesan Memesan Menunggu Menunggu Pesanan Pesanan W W MESIN FOTOCOPY MESIN FOTOCOPY W W PELAYAN PELAYAN W W PEMBELI PEMBELI 0 0 10 10 20 20 30 30 ORANG MESIN Menunggu Distel 5 Fotocopy 5 Serankan+Kas Bayar 5 5 Menganggur
PETA PEKERJA DAN MESIN
Pekerjaan : Nama Mesin : Nama Pekerja : Dipetakan Oleh : Tgl Pemetaan : Sekarang Usulan
Peta Tangan Kiri dan Tangan Kanan Kasus
Buku Acuan :
1. Iftikar Z. Sutalaksana , “ Teknik Tata Cara Kerja “ , ITB , Bandung
2. Barnes R. M, “ Motion and Time Study - Design and Measurement of Work “ , John Wiley & Sons .Inc, New York.
3. Kazarian E. A. “ Work Analisis and Design for Hotel, Restaurants and Institutions “ , Avi Publishing Company, Inc. Westport , Connecticut , Michigan.
4. Eko Nurmianto ,” Ergonomi , Konsep Dasar dan Aplikasinya “, ITSN , Surabaya.
5. Jann Hidajat T , “ Studi Kerja “ Jurusan TI - ITB
BAB IV
1. Tujuan Instruksional Khusus
Diharapkan mahasiswa dapat memahami studi gerakan dalam penelitian kerja, terutama mengerti penggunaan gerakan dasar therblig dan ekonomi gerakan terutama untuk gerakan yang dihubungkan dengan tubuh manusia, rancangan tata letak dan rancangan alat kerja.
2. Daftar Materi Pembahasan 2.1. Studi Gerakan
2.2. Pemahaman gerakan dasar (therblig) 2.3. Ekonomi Gerakan
2.4. Contoh penerapannya
3. Pembahasan 2.1. Studi Gerakan
Bila kita mengamati suatu pekerjaan yang sedang berlangsung , hal yang sudah pasti terlihat adalah adanya gerakan-gerakan yang berbentuk kerja tersebut. Studi gerakan adalah analisa yang diperlukan terhadap beberapa gerakan bagian badan pekerja dalam menyelesaikan pekerjaannya. Dengan demikian diharapkan agar gerakan-gerakan tangan tidak efektif dapat dikurangi atau bahkan dihilangkan sehingga akan diperoleh penghematan dalam waktu kerja, yang selanjutnya dapat pula menghemat pemakaian fasilitas-fasilitas yang tersedia untuk pekerjaan tersebut.
Seorang tokoh yang telah meneliti gerakan-gerakan dasar secara mendalam adalah Frank B. Gilbreth . Ia menguraikan gerakan kedalam 17 gerakan dasar atau elem gerakan yang dinamai theblig. Therblig ini oleh Gilbreth dinyatakan dalam lambang-lambang tertentu.
ANALISA DAN PERANCANGAN KERJA
2.2. Pemahaman Gerakan Dasar (Therblig)
Dalam proses analisis gerakan-gerakan, pertama-tama suatu pekerjaan diuraikan menjadi dasar pembentukanya.
Sedangkan pengertian dari setiap elemen gerakan tersebut dapat diuraikan sebagai berikut:
1. Mencari (Search)
Elemen gerakan mencari merupakan gerakan dasar dari pekerja untuk menemukan lokasi objek. Yang bekerja dalam hal ini adalah mata.
Gerakan ini dimulai pada saat mata bergerak mencari objek dan berakhir bila objek telah ditemukan.
Tujuan dari penganalisaan ini adalah menghilangkan sedapat mungkin gerakan yang tidak perlu. Mencari merupakan gerakan yang tidak efektif dan masih dapat dihindarkan misalnya dengan menyimpan peralatan atau bahan-bahan pada tempat yang tetap sehingga poses mencari dapat dihingkan.
2. Memilih (Select)
Memilih merupakan gerakan untuk menemukan suatu objek yang tercampur, tangan dan mata adalah dua bagian badan yang digunakan untuk melakukan gerakan ini.
Therblig ini dimulai pada saat tangan dan mata mulai memilih, dan berakhir bila objek telah ditemukan. Batas antara mulai memilih dan akhir dari mencari agak sulit untuk ditentukan karena ada pembaruan pekerja diantara kedua gerakan tersebut, yaitu gerakan yang dilakukan oleh mata.
Gerakan memilih merupakan gerakan yang tidak efektif, sehingga sedapat mungkin elemen gerakan ini dihindarkan.
Contoh dari elemen gerakan memilih adalah gerakan yang diperlukan untuk memilih pulpen dari tempatnya, sedangkan pada tempat tersebut terdapat pula pinsil-pinsil dan pulpen-pulpen yang satu dengan yang lainnya tercampur tidak beraturan.
3. Memegang (Grasp)
Therblig ini dalai gerakan untuk memegang objek, biasanya didahului oleh gerakan menjangkau dan dilanjutkan oleh gerakan membawa.
Therblig ini merupakan gerakan yang efektif dari suatu pekerjaan dan meskipun sulit untuk dihilangkan, dalam beberapa keadaan masih dapat dikurangi.
4. Menjangkau (Reach)
Pengertian menjangkau dalam therblig adalah gerakan tangan berpindah tempat tanpa beban, baik gerakan mendekati maupun menjauhi objek.
Gerakan ini biasanya didahului oleh gerakan melepas dan diikuti oleh gerakan memegang. Therblig ini dimulai pada saat tangan mulai berpindah dan berakhir bila tangan sudah berhenti.
Waktu yang digunakan untuk menjangkuau, tergantung pada jarak dari pergerkan tangan dan dari tipe menjangkaunya. Seperti juga memegang, menjangkau sulit untuk dihilangkan secara keseluruhan dari siklus kerja, yang masih mungkin adalah pengurangan dari waktu gerak ini.
5. Membawa (Move)
Elemen gerak membawa juga meruapakan gerak perpindahan tangan, hanya dalam gerakan ini tangan dalam keadaan terbebani. Gerakan membawa biasanya didahului oleh memegang dan dilanjutkan oleh melepas atau dapat juga oleh pengarahan.
Therblig ini mulai dan berakhir pada saat yang sama dengan menjangkau, karena itu faktor-faktor yang mempengaruhi waktu gerakannya pun hampir sama yaitu jarak pindah, dan macamnya. Pengaruh yang lain adalah beratnya beban yang dibawa oleh tangan.
6. Memegang Untuk Memakai (Hold)
Pengertian memegang untuk memakai disini adalah memegang tanpa menggerakkan objek yang dipegang tesebut, perbedaannya dengan memegang yang terdahulu adalah pada perlakuan terhadap objek yang dipegang. Pada memegang, pemegangan dilanjutkan dengan gerak membawa, sedangkan memegang untuk memakai tidak demikian.
Therblig ini merupakan gerakan yang tidak efektif, dengan demikian sedapat mungkin harus dihilangkan atau paling tidak dikurangi.
7. Melepas (Release)
Elemen gerak melepas terjadi bila seorang pekerja melepaskan objek yang dipegangnya. Bila dibandingkan dengan gerak therblig lainnya, gerakan melepas merupakan gerakan yang relatif lebih singkat.
Therblig ini mulai pada saat pekerja mulai melepaskan tangannya dari objek dan berakhir bila seluruh jarirnya sudah tidak menyentuh objek lagi. Gerakan ini biasanya didahului oleh gerakan membawa atau dapat juga gerakan mengarahkan dan biasanya diikuti oleh gerakan menjangkau.
8. Mengarahkan (Position)
Gerakan ini merupakan gerakan mengarahkan suatu objek pada suatu lokasi terntu. Mengarahkan biasanya didahului oleh gerakan membawa dan biasa diikuti oleh gerakan merakit, gerkan ini mulai sejak tangan mengendalihan objek dan berakhir pada saat gerakan merakit atau memakai dimulai.
9. Mengarahkan Sementara (Pre position)
Mengarahkan sementara merupakan elemen gerakan mengarahkan pada suatu tempat sementara. Tujuan dri penempatan ini adalah memudahkan pemegangan apabila objek tersebut akan dipakai kembali. Dengan demikian siklus kerja berikutnya elemen gerakan mengarahkan diharapkan berkurang.
10. Pemeriksaan (Inspect)
Gerakan ini merupakan pekerjaan memeriksa objek untuk mengetahui apakah objek telah memenuhi syarat-syarat tertentu. Elemen ini dapat berupa gerakan melihat seperti untuk memriksa warna, meraba seperti untuk memeriksa kehalusan dan lain-lain.
Biasanya pemeriksaan dilakukan dengan membandingkan objek dengan suatu standart. Sehingga banyak atau sedikitnya waktu untuk pemeriksaan, tergantung pada kecepatan operator untuk menemukan perbesaan antara objek dengan standart yang dibandingkan.
11. Perakitan (Assemble)
Perakitan adalah gerakan untuk menggabungkan satu objek dengan objek yang lain sehingga menjadi satu kesatuan. Pekerjaan dimulai bila objek sudah siap dipasang dan berakhir bila objek tersebut sudah tergabung secara sempurna
12. Lepas Rakit (Disassemble)
Gerakan ini merupakan kebaikan dari gerakan diatas, disini dua bagian objek dipisahkan dari satu kesatuan. Gerakan lepas rakit biasanya didahului oleh memegang dan dilanjutkan oleh membawa atau biasanya juga dilanjutkan oleh melepas.
13. Memakai ( Use )
Yang dimaksud memakai disini adalah bila satu tangan atau kedua - duanya dipakai untuk menggunakan alat. Lamanya waktu yang dipergunakan untuk gerak ini tergantung dari jenis pekerjaannya dan keterampilan dari pekerjaannya.
14. Keterlambatan Yang Tak Terhindarkan ( Unavoidable delay )
Keterlambatan yang dimaksud disini adalah keterlambatan yang diakibatkan oleh hal-hal yang terjadi diluar kemampuan pengendalian pekerja. Contohnya adalah padamnya listrik, rusaknya alat-alat dan lain-lain. Keterlambatan ini dapat dihindarkan dengan mengadakan perubahan atau perbaikan pada proses operasinya.
15. Keterlambatan Yang Dapat Dihindarkan( Avoidable delay )
Keterampilan ini disebabkan oleh hal-hal yang ditimbilakan sepanjang waktu kerja oleh pekerjanya baik disengaja maupun tidak disengaja. Misalnya pekerja yang sedang merokok ketika sedang bekerja dan lain-lain. Untuk mengurangi keterlambatan ini harus diadakan perbaikan oleh pekerjanya tanpa harus merubah proses operasinya.
16. Merencana ( Plan)
Merencana merupakan proses mental, diaman operator berfikir untuk menentukan tindakan yang akan diambil selanjutnya. Waktu untuk therblig ini sering pada seorang pekerja baru.
17. Istirahat Untuk Menghilangkan Rasa Fatique (Rest to Overcome fatique)
Hal ini tidak terjadi pada setiap siklus kerja, tetapi terjadi secara periodik. Waktu untuk memulihkan kembali kondisi badannya dari ras fatique sebagai akibat kerja berbeda-beda, tidak saja karena jenis pekerjaannya tetapi juga oleh individu pekerjanya.
Gagasan untuk mengefektifkan penerapan dari Therblig ini muncul dari seorang konsultan “Methods Enginering” ternama dari Jepang : Mr. Shigeo singo. Ia mengklasifikasikan Therblig yang telah dibuat oleh Gilbreth menjadi 4 kelompok, yaitu :
KELOM POK
ELEMEN GERAKAN KETERANGAN
Utama Penunjang Pembantu Gerakan Elemen Luar - Assemble (A) - Use (U) - Disassemble (DA) - Reach (RE) - Grasp (G) - Move (M) - Release Load (RL) - Search (SH) - Select (ST) - Position (P) - Hold (H) - Inspection (I) - Preposition (PP) - Rest (R) - Plan (Pn)
- Unavoidable Delay (UD) - Avoidable Delay (AD)
Gerakan - gerakan dalam kelompok ini bersifat memberikan nilai tambah. Perbaikan kerja untuk kelompok ini dapat dilakukan dengan cara mengefisienkan gerakan.
Gerakan-gerakan dalam kelompok ini diperlukan, tetapi tidak memberikan nilai tambah. Perbaikan kerja untuk kelompok ini dapat dilakukan dengan meminimumkan gerakan.
Gerakan-gerakan dalam kolompok ini tidak memberikan nilai tambah dan mungkin dapat dihilangkan. Perbaikan kerja untuk kelompok ini dapat dilakukan dengan pengaturan kerja yang baik atau dengan menggunakan alat bantu.
Gerakan-gerakan dalam kelompok ini sedapat mungkin dihilangkan.
2.3. Ekonomi Gerakan
Untuk mendapatkan hasil kerja yang baik , tentu diperlukan perancangan sistem kerja yang baik pula. Oleh karena itu sistem kerja harus dirancang sedemikian rupa sehingga dapat menghasilkan hasil kerja yang diingini. Prinsip ekonomi gerakan terkait
juga dengan studi gerakan, karena sistem kerja harus dirancang sedemikian rupa sehingga dapat memungkinkan dilakukan gerakan-gerakan yang ekonomis. Prinsip ekonomi gerakan yang akan dibahas dihubungkan dengan tubuh manusia dan gerakannya, pengaturan tata letak tempat kerja dan perancangan peralatan.
Untuk lebih jelasnya , diuraikan sebagai berikut :
I. Prinsip ekonomi gerakan dihubungkan dengan tubuh manusia dan gerakannya, terdiri dari :
a. Kedua tangan sebaiknya memulai dan mengakhiri gerakan pada saat yang sama.
b. Kedua tangan sebaiknya tidak menganggur pada saat yang sama, kecuali pada waktu istirahat.
c. Gerakan kedua tangan harus dibuat dengan arah simetris dan berlawan arah.
Ketiga perinsip diatas cukup erat satu sama lainnya dan dapat dipertimbangkan secara bersama-sama. Pada umumnya setiap pekerjaan akan lebih mudah dan cepat jika dikerjakan sekali gus oleh tangan kanan dan tangan kiri. Gerakan yang simetris diperlukan agar kedua tangan mencapai keseimbangan antara satu dengan yang lainnya. Lintasan pekerjaan yang tidak teratur (tidak simetris) akan lebih cepat menimbulkan kelelahan.
d. Pergerakan tangan atau badan sebaiknya dihemat, yaitu hanya menggerakkan tangan atau badan secukupnya saja untuk menyelesaikan pekerjaan dengan sebaik-baiknya.
Penugasan pada bagian tubuh harus memperhatikan kesanggupan dari bagian-bagian tubuh itu sendiri, agar tidak menimbulkan gerakan-gerakan sulit yang harus dilakukan oleh tubuh, misalnya : usahakan penempatan semua bahan dan peralatan sedemikian rupa sehingga tubuh tidak usah berputar-putar terlalu sering.
e. Sebaiknya para pekerja dapat memanfaatkan momentum untuk membantu pekerjanya, pemanfaatan ini timbul karena berkurangnya kerja otot dalam bekerja.
Dalam beberapa keadaan ditempat kerja sering dijumpai total berat dari objek digerakan sepenuhnya oleh pekerja, hal tersebut tidak dimanfaatkannya prinsip momentum. Momentum dari suatu objek adalah massa objek tersebut dilakukan dengan kecepatanya.
f. Gerakan tangan yang patah-patah, banyak perubahan arah yang tajam akan memperlambat gerakan tersebut.
Perubahan arah gerakan dalam suatu pekerjaan akan memperlambat waktu penyelesaian kerja. Hal ini seperti pada saat memegang yang didahulukan dengan menjangkau dilanjutkan dengan membawa dan yang lainnya.
g. Gerakan balistik lebih cepat, mudah dan lebih akurat dibandingkan dengan gerakan yang tegang atau dikendalikan.
Yang dimaksud dengan gerakan yang dikendalikan adalah gerakan yang yang terjadi pada suatu pekerjaan dimana memerlukan dua otot yang berlawanan kerjanya, misalnya pekrjaan untuk menulis , disini terdapat dua otot yang saling tahan yaitu jari dan jempol. Sedangkan yang dimaksud dengan gerkan balistik adalah gerakan yang bebas, misalnya pada saat memukul bola kasti.
h. Pekerjaan harus diatur semudah mungkin dan jika mungkin menggunakan ritme/irama kerja yang harus mengikuti irama yang alamiah bagi sipekerja.
Yang dimaksud dengan irama yang sering diartikan pada kecepatan rata-rata mengulang kembali gerakan, misalnya irama melangkah kaki, irama pernapasan mengikuti irama yang tertentu. Setiap individu mempunyai irama alamiahnya sendiri.
i. Usahakan sesedikit mungkin gerakan mata.
j.
Gerakan mata kadang-kadang tidak dapat dihindarkan dari pekerjaan terutama bila pekerjaannya baru. Objek yang kecil juga memerlukan gerakan mata untuk mengerjakannya. Seringkali antara tangan dan mata terjadi koordinasi dimana fungsi mata sebagai pengarah dari tangan. Rasa lelah yang dialami oleh mata akan menjalar keseluruh badan dengan cepat.
II. Prinsip ekonomi gerakan dihubungkan dengan pengaturan tata letak tempat kerja.
a. Sebaiknya diusahakan agar bahan dan perkakas/peralatan mempunyai tempat yang tetap .
Sebaiknya diusahakan agar bahan dan perkakas/peralatan mempunyai tempat yang tetap, karena dengan demikian akan memudahkan pekerja untuk mengambil bahan dan peralatan tersebut. Jika tempat bahan dan peralatan sudah tetap, tangan pekerja akan secara otomatis dapat mengambilnya, sehingga mencari yang merupakan pekerjaan mental dapat dihilangkan.
b. Tempatkan bahan-bahan dan perkakas/peralat pengukur ditempat yang mudah , cepat dan enak untuk dicapai.
Dari analisa therblig sudah dikenal bahwa untuk menjangkau jarak yang pendek diperlukan waktu yang lebih singkat dibandingkan bila jaraknya lebih jauh. Oleh karena itu semua bahan dan peralatan sedapat mungkin harus diatur tata letaknya menurut prinsip diatas. Selain itu manusia juga mempunya keterbatasan dalam jarak jangkaunya.
c. Tempat penyimpanan bahan yang akan dikerjakan sebaiknya memanfaatkan prinsip gaya berat / gravitasi sehingga bahan yang akan dipakai selalu tersedia ditempat yang dekat untuk diambil.
Tempat penyimpanan bahan-bahan dimiringkan atau mempunyai sudut tertentu dengan bagian bawah /alasnya, misalnya saja untuk suatu perakitan yang mempunyai jumlah komponen banyak , disini bahan akan selalu berada pada bibir box kerena terdorong oleh bahan lainnya dari atas.
d. Sebaiknya untuk menyalurkan objek yang sudah selesai dirancang dengan mekanisme yang baik .
Penempatan objek yang telah selesai dikerjakan sebaiknya diatur dengan mempertimbangkan cara kerja secara keseluruhan termasuk urutan-urutan geraknya. Jadi dapat dirancang suatu mekanisme penyaluran objek ke tempat penyimpanan dengan memanfaatkan prinsip gaya berat.
e. Bahan dan peralatan sebaiknya ditempatkan sedemikian rupa sehingga gerakan–gerakan dapat dilakukan dengan urutan-urutan yang terbaik.
Agar didapat urutan-urutan yang baik dari gerakan-gerakan yang membentuk suatu sistem kerja , bahan harus ditempatkan sedemikian rupa sehingga tangan dapat mengambil bahan tersebut dengan secepatnya.
f. Tinggi tempat kerja dan kursi sebaiknya diatur agar kegiatan berdiri dan duduk dapat dilakukan dengan mudah dan menyenangkan.
Seorang pekerja dalam menghadapi pekerjaannya mempunyai berbagai alternative posisi untuk mengerjakannya, dapat dilakukan dengan duduk dan dapat pula dilakukan dengan berdiri, tergantung dari cara yang lebih disukai. Rancangan kerja yang baik adalah rancangan yang memungkinkan untuk melakukan pekerjaan secara kombinasi duduk dan berdiri.
g. Tipe dan tinggi kursi harus sedemikian rupa sehingga pekerja yang mendudukinya bersikap yang baik.
Yang dimaksud dengan bersikap yang baik pada waktu berdiri adalah sikap dimana kepala – leher - dada dan perut berada dalam keseimbangan yang baik ke arah vertical. Posisi ini memungkinkan organ-organ tubuh seperti pernapasan , peredaran darah pencernaan dan lain-lain bekerja dalam kondisi normal. Dengan demikian diharapkan pekerjaan akan mencapai efisiensi yang tinggi.
h. Tata letak peralatan dan pencahayaan sebaiknya diatur sedemikian rupa sehingga dapat membentuk kondisi yang baik untuk penglihatan.
Penerangan/pencahayaan yang baik merupakan kebutuhan utama dalam pekerjaan yang memerlukan ketelitian dalam penglihatan. Untuk menciptakan kondisi yang baik untuk penglihatan , satu hal yang penting harus diperhatikan adalah tata letak peralatan dan alat penerangan yang dipakai untuk menerangi ruang kerja, karena hal ini akan menentukan arah datangnya cahaya kepada objek yang sedang diperiksa atau dikerjakan.
III. Prinsip ekonomi gerakan dihubungkan dengan perancangan peralatan.
a. Sebaiknya tangan dibebaskan dari pekerjaan dan digantikan dengan perkakas pembantu, atau peralatan yang digerakkan dengan kaki.
Seringkali banyak kita jumpai peralatan pada suatu pabrik hanya menunjukan dijalankan dengan oleh tangan saja. Hal ini mengakibatkan bagian tubuh lain termasuk kaki menganggur sepanjang siklus kerja tersebut. Sedangkan tenaga yang dipunyai oleh kaki jauh lebih kuat, sehingga bila kaki dapat dimanfaatkan untuk bekerja diharapkan hasilnya dapat meningkat.
b. Sebaiknya peralatan atau perkakas harus dirancang agar mempunyai lebih dari satu kegunaan sedapat mungkin.
Bila suatu alat dapat dirancang untuk beberapa kegunaan dalam pemakaiannya, diharapkan dari alat tersebut dapat mengakibatkan peningkatan efisiensi dalam bekerja . Dengan memakai alat yang lebih dari satu kegunaan diharapkan proses pengambilan alat yang lain dalam suatu pekerjaan dapat ditiadakan, karena alat tersebut dapat pula dikerjakan oleh alat yang sedang dipakai .
c. Peralatan atau perkakas dirancang sedimikian rupa sehingga memudahkan dalam pemegangan dan penyimpanan.
Pemegangan dari suatu alat sebaiknya dirancang dengan memperhatikan ukuran-ukuran dan kenyamanan dalam pemegangannya. Perancangan juga harus diatur sedemikian rupa sehingga alat-alat tersebut dapat disimpan ditempat penyimpanan
dan memungkinkan dapat diambil secara mudah bila akan dipakai dalam pekerjaan selanjutnya.
d. Apabila setiap jari melakukan gerakan khusus, seperti misalnya mengetik, maka beban pekerjaan harus didistribusikan sedemikian hingga tercapai keseimbangan kapasitas setiap jari.
Kedua tangan, yaitu tangan kanan dan kiri biasanya mempunyai kekuatan yang berbeda. Tangan kanan biasanya lebih kuat dari tangan kiri. Tidak demikian halnya dengan jari, sulit sekali untuk menyamakan kemampuan atau kekuatan dari setiap jari, pada umumnya jari telunjuk dan jari tengah merupakan jari yang lebih kuat dari jari lainnya.
e. Roda putar, palang dan peralatan yang sejenisnya harus diatur sedemikian rupa sehingga badan dapat melayaninya dengan posisi yang baik, dan dengan tenaga yang minimum.
Yang dimaksud dengan sejenis peralatan diatas adalah peralatan yang sejenis roda penggerak pada pintu air , roda pembuka lemari besi dan lain-lain. Untuk dapat merancang peralatan ini dengan baik, terlebih dahulu harus diketahui foktor-faktor dari peralatan tersebut yang dapat mempengaruhi dalam pemakaiannya. Faktor-faktor yang dapat memberikan pengaruh pada kemudahan pelayanan terhadap peralatan diatas antara lain adalah posisi penempatan , diameter dan arah putar.
2.4. Contoh Penerapannya
Contoh penerapan dari prinsip ekonomi gerakan , seperti sebagian telah diuraikan dan penjelesan diatas, juga dapat dilihat pada gambar-gambar yang dilampirkan. Penggunaan prinsip-prinsip ini digabungkan dengan sikap kritis telah terbukti amat berhasil dalam mengembangkan rancangan sistem kerja yang efisiensi di stasiun-stasiun kerja. Tetapi penulis mendapati bahwa pada kenyataannya, saat ini di dunia industri jarang dilakukan penelitian studi gerakan dan ekonomi gerakan yang mendetail dan inovatif.
Buku Acuan :
1. Iftikar Z. Sutalaksana , “ Teknik Tata Cara Kerja “ , ITB , Bandung
2. Barnes R. M, “ Motion and Time Study - Design and Measurement of Work “ , John Wiley & Sons .Inc, New York.
3. Kazarian E. A. “ Work Analisis and Design for Hotel, Restaurants and Institutions “ , Avi Publishing Company, Inc. Westport , Connecticut , Michigan.
4. Eko Nurmianto ,” Ergonomi , Konsep Dasar dan Aplikasinya “, ITSN , Surabaya.
5. Jann Hidajat T , “ Studi Kerja “ Jurusan TI - ITB
6. Wignjosoebroto Sritomo, “ Ergonomi “ Studi Gerak dan Waktu “ ITSN , Surabaya.
7. Tarwaka, Solichul, Lilik S ,” Ergonomi ” untuk keselamatan, kesehatan kerja dan produktivitas .