2.1. Teknik Tata Cara dan Pengukuran Kerja 2.1.1 . Pengukuran Waktu Kerja
Ada beberapa manfaat yang dapat diperoleh dengan melakukan pengukuran waktu kerja, antara lain untuk mengetahui lama atau waktu baku dalam menyelesaikan suatu pekerjaan dan untuk membandingkan waktu kerja dari berbagai macam cara penyelesaian pekerjaan dalam rangka mencari cara terbaik dalam menyelesaikan suatu pekerjaan.
Secara singkat pengukuran kerja merupakan suatu metode penetapan keseimbangan antara jalur manusia yang dikontribusikan dengan unit keluaran (output) yang dihasilkan. Pengukuran kerja ini dapat digunakan untuk:
(Sutalaksana,1986)
• Perencanaan kebutuhan tenaga kerja.
• Perkiraan biaya-biaya untuk upah karyawan / tenaga kerja.
• Penjadwalan produksi dan penganggaran.
• Perencanaan sistem pemberian bonus dan insentif bagi karyawan atau pekerja yang berprestasi.
• Indikasi output yang mampu dihasilkan oleh seorang pekerja.
Langkah-langkah yang dilakukan untuk melakukan pengukuran waktu kerja, antara lain:
• Mengukur waktu dari setiap operasi kerja.
• Menguji data-data (uji keseragaman, uji kecukupan dan uji kenormalan data).
• Menetapkan performance rating.
• Menetapkan allowances.
• Menetapkan waktu baku.
Teknik-teknik pengukuran waktu secara umum, yaitu pengukuran waktu secara langsung dan pengukuran waktu secara tidak langsung.
Pengukuran waktu kerja secara langsung adalah pengukuran waktu kerja yang dilakukan secara langsung di tempat dimana pekerjaan yang diukur
dijalankan. Dua cara yang termasuk dalam pengukuran waktu kerja secara langsung adalah dengan menggunakan jam henti (stop watch) dan sampling kerja (work sampling) (Sutalaksana,1986).
1) Pengukuran waktu kerja dengan jam henti
Pengukuran waktu kerja dengan jam henti ini merupakan cara pengukuran yang obyektif karena di sini waktu kerja ditetapkan berdasarkan fakta yang terjadi dan tidak sekedar hasil perkiraan secara subyektif. Sesuai dengan namanya, pengukuran waktu kerja dengan metode jam henti menggunakan stop watch sebagai alat bantu utama. Pengukuran waktu kerja dengan jam henti baik sekali diaplikasikan untuk pekerjaan-pekerjaan sebagai berikut:
a. Dimana terdapat siklus kerja berulang-ulang dengan durasi waktu yang pendek hingga panjang.
b. Dimana operasi yang baru dapat dilakukan tanpa standar hingga pengukuran dilakukan.
c. Dimana banyak variasi dari kerja yang berbeda-beda.
d. Dimana elemen-elemen pengendali proses menyusun satu bagian siklus.
Ada 3 metode umum yang digunakan untuk mengukur elemen-elemen kerja dengan menggunakan jam henti:
a. Pengukuran waktu secara terus menerus
Pada metode ini pengamat kerja menekan tombol stop watch pada saat elemen kerja pertama dimulai dan membiarkan jarum stop watch berjalan secara terus menerus sampai proses kerja selesai.
b. Pengukuran waktu secara berulang-ulang
Pada metode ini jarum penunjuk stop watch akan selalu dikembalikan ke posisi nol pada akhir tiap elemen kerja.
c. Pengukuran waktu secara penjumlahan
Menggunakan 2 atau lebih stop watch yang akan bekerja secara bergantian.
2) Pengukuran waktu kerja dengan metode sampling kerja
Sampling kerja adalah suatu teknik untuk mengadakan sejumlah besar pengamatan terhadap aktivitas kerja dari mesin, proses atau pekerja. Metode ini dikembangkan berdasarkan hukum probabilitas, karena itulah maka
pengamatan suatu obyek tidak perlu dilaksanakan secara menyeluruh (populasi) melainkan cukup dilakukan dengan menggunakan contoh (sample) yang diambil secara acak. Metode ini baik sekali diaplikasikan untuk pekerjaan-pekerjaan sebagai berikut:
a. Dimana perlu untuk menetapkan kelonggaran akibat delay untuk berbagai proses dan departemen.
b. Dimana perlu mempertimbangkan perbedaan-perbedaan aktivitas dari satu siklus ke siklus yang lain.
c. Dimana pengukuran dilakukan untuk mengetahui tingkat penggunaan mesin dan persentase penggunaan waktu pada berbagai aktivitas.
d. Dimana standard diperlukan oleh pekerja yang memiliki aktivitas yang bervariasi.
e. Dimana terdapat keberatan pada pengukuran dengan jam henti.
Pengukuran waktu kerja secara tidak langsung yaitu pengukuran yang dilakukan tanpa si pengamat harus di tempat pekerjaan yang diukur. Aktivitas yang dilakukan hanya melakukan penghitungan waktu kerja dengan membaca tabel waktu yang tersedia asalkan mengetahui aliran proses produksi dari pekerjaan yang diukur.
Dalam penelitian ini akan dilakukan pengukuran waktu kerja dengan metode jam henti. Pengukuran waktu kerja dengan metode jam henti dilakukan dengan melakukan pengamatan dan pencatatan waktu kerja terhadap operasi- operasi yang dilakukan oleh operator dan cukup dilakukan pada satu operator untuk operasi-operasi yang sama. Hal ini dikarenakan adanya performance rating yang akan menormalkan waktu kerja dari operator. Dari pengukuran waktu kerja inilah akan diperoleh waktu baku, yaitu waktu standar yang dibutuhkan oleh seorang pekerja normal untuk dapat menyelesaikan pekerjaannya. Sebelum melakukan pengukuran waktu kerja ada beberapa hal yang perlu diperhatikan, yaitu :
1) Mengidentifikasi dan menetapkan tujuan pelaksanaan kegiatan terlebih dahulu serta pekerjaan yang akan diukur,
2) Memberitahukan maksud dan tujuan pengukuran kerja kepada pekerja yang akan diamati tersebut,
3) memilih pekerja serta mencatat semua data yang berkaitan dengan operasi kerja yang akan diukur waktu kerjanya.
2.1.2 . Uji Kenormalan, Keseragaman dan Kecukupan Data
Data-data yang telah dikumpulkan harus diuji terlebih dahulu sebelum diolah. Pengujian ini dilakukan untuk mengetahui apakah data yang diambil sudah sah dan layak untuk diolah atau belum. Pengujian-pengujian yang dilakukan meliputi:
1. Uji kenormalan data
Uji kenormalan perlu dilakukan untuk mengetahui apakah data yang diperoleh dari hasil pengukuran sudah normal atau belum, dengan menggunakan uji Kolmogorov Smirnov. (Bhattacharya,1996)
Hipotesa: Ho: Data berdistribusi normal H1: Data tidak berdistribusi normal Tolak H0 apabila Dn (D hitung)> Dn,á(D tabel).
Tujuan dari uji kenormalan ini untuk mengetahui data-data yang ada dari hasil pengukuran tersebut sudah berdistribusi normal atau belum.
2. Uji keseragaman data
Uji keseragaman data dilakukan terlebih dahulu sebelum kita menggunakan data yang diperoleh untuk menetapkan waktu standart. Uji keseragaman data dilakukan untuk mengetahui apakah data yang diperoleh sudah dalam keadaan terkendali atau belum. Uji keseragaman data dapat menggunakan peta kontrol x (x chart).
Untuk membuat peta kontrol x prosedur yang harus diikuti sebagai berikut:
• Hitung nilai rata-rata dari keseluruhan data
• Hitung standart deviasi
• Tentukan BKA dan BKB
• Cek apakah nilai rata-rata dari setiap grup berada dalam batas control.
Jika ada nilai yang diluar batas kontrol maka data dibuang dan lakukan pengambilan data lagi sehingga kondisi seragam yaitu dalam batas kontrol.
Rumus yang digunakan yaitu: (Wignjosoebroto,1996)
BKA = x + ks (2.1)
BKB = x - ks (2.2)
Yang mana:
BKA = Batas kontrol atas BKB = Batas kontrol bawah
x = Rata-rata waktu kerja
k = Nilai indeks yang besarnya tergantung tingkat kepercayaan yang digunakan
s = Standard deviasi 3. Uji kecukupan data
Penetapan banyaknya pengamatan yang dibutuhkan dalam pengukuran kerja dapat dilakukan dengan mempertimbangkan tingkat kepercayaan dan derajat ketelitian yang diinginkan. Rumus yang digunakan
• Untuk menghitung kecukupan data apabila data lebih besar dari 30 yaitu:
2 2 2
2
/ ( )
−
′=
∑
∑
∑
x
x x
Z N
N α
α
(2.3)
• Untuk menghitung kecukupan data apabila data lebih kecil dari 30 yaitu:
. 2
'
= x k
t
N s (2.4)
Yang mana:
N’ = Jumlah pengamatan yang diperlukan untuk elemen kerja yang diukur
x = Data yang diperoleh N = Banyak data
s = Standard deviasi
k = Nilai indeks yang besarnya tergantung tingkat kepercayaan yang digunakan
t = Nilai dari tabel t
Jika jumlah data (N) yang diambil lebih kecil dari hasil perhitungan (N’), maka harus dilakukan pengambilan data lagi sampai jumlah data yang diambil (N) lebih besar dari N’.
2.1.3 . Penentuan Performance Rating (PR)
Dalam melakukan suatu pekerjaan, pekerja perlu diamati, apakah pekerja tersebut sudah melakukan pekerjaan secara wajar. Karena untuk menentukan waktu baku pekerja yang diinginkan adalah pekerja yang melakukan pekerjaannya secara wajar, sehingga tidak diinginkan pekerja yang melakukan pekerjaanya terlalu cepat ataupun terlalu lambat. Oleh karena itu, waktu yang diperoleh dari hasil pengukuran perlu dilakukan penyesuaian dengan menggunakan faktor penyesuaian (performance rating). Operator yang dinyatakan bekerja terlalu cepat memiliki faktor penyesuaian lebih besar dari 1, operator yang bekerja normal memiliki faktor penyesuaian sama dengan 1, sedangkan operator yang dinyatakan bekerja terlalu lambat memiliki faktor penyesuaian lebih kecil dari 1.
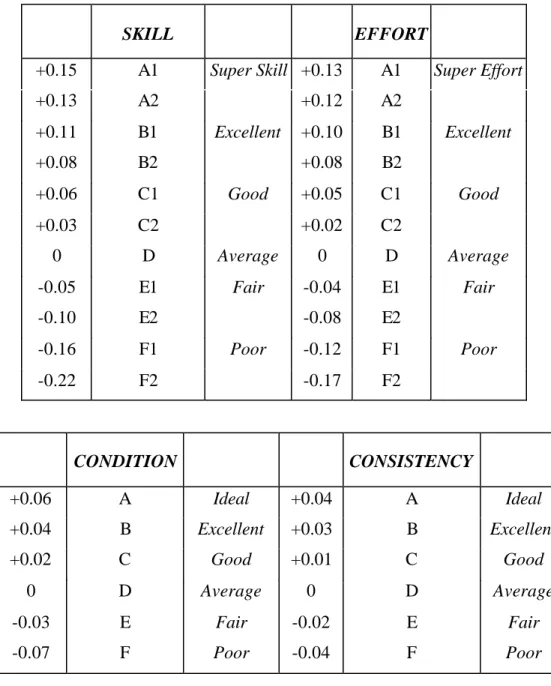
Metode yang digunakan dalam menetapkan performance rating adalah dengan menggunakan Westinghouse Sistem’s Rating. Metode ini mengarahkan penilaian pada 4 faktor, yaitu ketrampilan (skill), usaha (effort), kondisi (condition), dan konsistensi (consistency). (Sutalaksana,1986)
a. Ketrampilan didefinisikan sebagai kemampuan untuk melakukan dan menerapkan cara kerja yang telah ditetapkan.
b. Usaha adalah kesungguhan yang ditunjukkan oleh pekerja dalam melakukan pekerjaannya.
c. Kondisi adalah kondisi fisik lingkungan kerja seperti keadaan pencahayaan, temperatur, dan kebisingan ruangan yang berakibat pada operator.
d. Faktor konsistensi perlu diperhatikan karena pada kenyataannya dalam pengukuran tidak pernah mencatat semua angka sama, waktu penyelesaian yang ditunjukkan oleh pekerja selalu berubah dari satu siklus ke siklus yang lain. Seseorang yang bekerja dengan waktu yang boleh dikatakan tetap dari saat ke saat dikatakan bekerja dengan perfect.
Tabel 2.1. Performance Rating Menurut Westinghouse
SKILL EFFORT
+0.15 A1 Super Skill +0.13 A1 Super Effort
+0.13 A2 +0.12 A2
+0.11 B1 Excellent +0.10 B1 Excellent
+0.08 B2 +0.08 B2
+0.06 C1 Good +0.05 C1 Good
+0.03 C2 +0.02 C2
0 D Average 0 D Average
-0.05 E1 Fair -0.04 E1 Fair
-0.10 E2 -0.08 E2
-0.16 F1 Poor -0.12 F1 Poor
-0.22 F2 -0.17 F2
CONDITION CONSISTENCY
+0.06 A Ideal +0.04 A Ideal
+0.04 B Excellent +0.03 B Excellent
+0.02 C Good +0.01 C Good
0 D Average 0 D Average
-0.03 E Fair -0.02 E Fair
-0.07 F Poor -0.04 F Poor
Sumber: Iftikar Z. Sutalaksana, Ruhana Anggawisastra & John H.
Tjakraatmadja, Teknik Tata Cara Kerja, (Bandung: Jurusan Teknik Industri ITB, 1979), p. 145
.
2.1.4 . Penentuan Waktu Normal (Wn)
Waktu normal adalah waktu yang dibutuhkan operator untuk melakukan aktivitas dengan kondisi dan tempo kerja yang normal. Supaya waktu kerja yang
di dapat dari pengukuran menjadi normal, maka diperlukan perhitungan waktu normal dengan menggunakan: (Sutalaksana,1986)
Wn = x x PR (2.5)
Yang mana:
Wn = Waktu normal x = Waktu rata-rata PR = Performance rating
2.1.5 . Penentuan Allowances (Kelonggaran)
Kelonggaran ini perlu untuk dipertimbangkan karena tidak mungkin seorang pekerja akan bekerja terus menerus tanpa istirahat. Pada umumnya kelonggaran (allowances) meliputi 3 hal yaitu:
a. Istirahat untuk kebutuhan perorangan (personal needs)
Kelonggaran waktu ini ditujukan untuk kebutuhan yang bersifat pribadi seperti makan, minum, buang air kecil, dan lain-lain. Kelonggaran ini biasanya berkisar antara 2,5% - 5%.
b. Kelelahan (fatigue)
Kelonggaran ini diberikan karena kelelahan fisik maupun mental setelah bekerja beberapa waktu. Kelelahan ini disebabkan antara lain kondisi kerja, sifat dari pekerjaan, kesehatan pekerja, fisik dan mental.
c. Keterlambatan yang tak terhindarkan (Unavoidable delay)
Kelonggaran ini diberikan untuk elemen-elemen usaha yang berhenti karena hal yang tak dapat dihindarkan seperti interupsi oleh supervisor, ketidaktersediaan material, gangguan mesin, dan lain-lain.
Cara pengukuran allowances antara lain dengan pengamatan secara langsung kemudian waktu menganggurnya langsung dicatat, metode sampling, tabel dan wawancara dengan pihak perusahaan..
2.1.6 . Penentuan Waktu Baku dan Output baku
Waktu standar adalah waktu yang dibutuhkan oleh seorang operator yang memiliki tingkat kemampuan rata-rata untuk menyelesaikan suatu pekerjaan. Dan
waktu standar juga sudah mencakup kelonggaran waktu (allowance time). Rumus yang digunakan adalah sebagai berikut: (Sutalaksana,1986)
Allowance Wn
Wb 100% %
% 100
× −
= (2.6)
Yang mana :
Ws = Waktu standard Wn = Waktu normal
Sedangkan output standar adalah sejumlah hasil produksi yang diperoleh selama satu periode dengan berdasarkan waktu standar yang telah ada. Dan rumus yang digunakan adalah: (Sutalaksana,1986)
Os = 1 / Ws (2.7)
Yang mana:
Os = Output standar Ws = Waktu standar
2.2. Penjadwalan
Penjadwalan adalah suatu proses pengalokasian sumber-sumber untuk memilih sekumpulan tugas dalam jangka waktu tertentu. Jadi sebenarnya fungsi daripada penjadwalan adalah sebagai alat pengambil keputusan, yaitu untuk menetapkan suatu jadwal dari kegiatan.
2.2.1. Tujuan Penjadwalan Produksi
Adapun tujuan penjadwalan adalah untuk mengoptimalkan kriteria performance tertentu yang ingin dicapai, kriteria-kriteria tersebut dapat berupa:
(Pinedo, 2002)
• Makespan (M) atau waktu untuk memproduksi seluruh job hingga selesai.
• Mean Flow Time (F) adalah waktu rata-rata job berada di dalam sistem produksi.
• Mean Lateness of Jobs (L) adalah perbedaan antara waktu penyelesaian aktual sebuah job dengan batas akhirnya.
• Mean Earliness of Jobs (E) terjadi bila sebuah job selesai sebelum batas akhirnya sehingga lateness negatif.
• Mean Tardiness of Jobs (T) terjadi bila sebuah job selesai melewati batas akhirnya sehingga harga lateness positif.
• Waktu Idle Mesin merupakan waktu tunggu mesin sebelum mengerjakan suatu job yang baru.
• Waktu antrian rata-rata di dalam sistem.
• Presentase keterlambatan job.
Sebelum melakukan penjadwalan seseorang harus mengumpulkan informasi-informasi berikut untuk mendefinisikan problem penjadwalan yang ada, yaitu: (Pinedo, 2002)
• Jumlah job yang harus dijadwalkan.
• Jumlah mesin yang tersedia.
• Urutan proses masing-masing job.
• Tipe fasilitas manufakturing.
• Pola kedatangan job ke sistem produksi.
• Kriteria penjadwalan yang ingin dicapai.
2.2.2. Pengurutan dan Penjadwalan Produksi
Di dalam departemen produksi, mesin-mesin yang dibutuhkan untuk menyelesaikan operasi-operasi proses harus tersedia. Keputusan pertama yang harus dilakukan adalah berkaitan dengan penugasan pada mesin-mesin yang digunakan untuk menyelesaikan setiap operasi. Kemudian langkah berikutnya setelah setiap mesin mempunyai sejumlah produk yang menunggu diproses adalah menentukan produk mana yang terlebih dahulu akan diproses. Dua keputusan ini disebut assignment dan sequencing.
Ada banyak sistem produksi, misalnya sistem multi job dengan satu mesin, multi job dengan dua mesin, multi job dengan multi mesin, dimana masing- masing sistem membutuhkan metode penjadwalan yang berbeda. Metode penjadwalan yang baik akan mampu memberikan petunjuk dan sekaligus menjadi kendali dalam pelaksanaan produksi. Sistem penjadwalan yang diciptakan akan memutuskan bagaimana seharusnya urut-urutan job yang dikerjakan pada setiap mesin, sedangkan sebagai kendali pelaksanaan produksi sistem penjadwalan memberikan informasi kapan seharusnya masing-masing job dimulai dan berakhir serta kapan semua job selesai dikerjakan. Singkatnya sistem penjadwalan
berfungsi sebagai pedoman di dalam pelaksanaan produksi agar produksi dapat berjalan secara efektif dan efisien.
Apabila sebuah sistem terdiri dari jobs yang melalui urutan mesin yang sama dan tertentu, maka dikatakan bahwa sistem produksi tersebut berpola flow shop sedang apabila jobs melalui urutan mesin yang berbeda satu sama lain dan tidak satu arah dikatakan bahwa sistem tersebut berpola job shop. Kedatangan job ke dalam sistem produksi ada yang berpola statis dan dinamis, sebuah sistem produksi yang berpola statis terdiri dari beberapa job yang harus diselesaikan selama periode tertentu dan tidak kedatangan job baru selama periode produksi.
Sistem produksi yang dinamis akan membutuhkan sistem penjadwalan yang lebih rumit karenanya sering menggunakan simulasi dengan komputer.
2.2.3. Metode Penjadwalan
Secara umum metode penjadwalan dikategorikan menjadi forward (push) schedulling dan backward (pull) schedulling, meskipun pada kenyataannya kedua teknik tersebut seringkali di gabungkan. Kedua metode tersebut, yaitu :
1. Metode Penjadwalan Push
Penjadwalan push mengasumsikan bahwa pembelian bahan baku dan kegiatan produksi dapat dilakukan begitu kebutuhan diketahui. Hal ini berarti kegiatan produksi berdasarkan tanggal dimana kebutuhan tersebut ditetapkan.
Pengertian kebutuhan di sini adalah ketika ada permintaan produksi atau pemesanan dari pelanggan. Sehingga pada teknik ini ditentukan terlebih dahulu tanggal mulai pekerjaan, kemudian jadwal produksi maju ke depan sesuai tahapan operasi. Tanggal mulai pekerjaan untuk masing-masing operasi berdasarkan lead time operasi sebelumnya.
2. Metode Penjadwalan Pull
Dalam penjadwalan pull, tanggal penyelesaian pekerjaan ditentukan terlebih dahulu. Berdasarkan tanggal tersebut jadwal produksi ditarik mundur sesuai tahapan operasi. Tanggal mulai pekerjaan untuk satu operasi berdasarkan tanggal mulai operasi sesudahnya dikurangi lead time operasi tersebut.