BAB 4
PENGUMPULAN DAN ANALISA DATA
4.1 Pengumpulan DataPengamatan dilakukan pada printer jenis SIDM (Single Impact Dot Matrix), periode November 2006 – April 2007, untuk menentukan part (komponen) mana yang sering terjadi kerusakan/NG.
Pengumpulan data dilakukan dengan mengumpulkan daily repair dan production planned/actual untuk semua tipe printer jenis SIDM.
4.1.1 Data Part yang Cacat
Tabel 4.1 Part yang rusak dan jumlah untuk model R4C8200
Nama Part Jumlah
Board Assy P/S 5
Board Assy Panel 1
Board Assy Main 18
C.B.S-Tite,Screw 1
Fan Assy 1
Harness Panel 3
Housing Assy Lower 25
Housing Assy Panel 3
Housing Assy Upper 6
Motor Assy CR 1
Print Head 1
Shield Plate : B 1
Sub Mechanism 23
Re-adjustment 17
Tabel 4.2 Part yang rusak dan jumlah untuk model R4CC530
Nama Part Jumlah
Board Assy P/S 7
Board Assy Main 58
Fan Assy 1
Harness AC Inlet 2
Harness Panel 3
Housing Assy Lower 31
Housing Assy Panel 7
Housing Assy Upper 14
Paper Eject Assy 1
Print Head 1
Sheet Protect AC Cable 2
Sub Mechanism 22
Re-adjustment 13
Sumber : PT. Indonesia EPSON Industry
Tabel 4.3 Part yang rusak dan jumlah untuk model R4NA84A
Nama Part Jumlah
Board Assy Main 21
Board Assy P/S 7
Board Assy Panel 12
C.B.S-Tite,Screw 8
Harness Panel 1
Housing Assy Lower 33
Housing Assy Upper 2
Paper Eject Assy 5
Print Head 13
Printer Mecha 4
Re-adjustment 10
Sumber : PT. Indonesia EPSON Industry
Tabel 4.4 Part yang rusak dan jumlah untuk model R4CB190
Board Assy Main 25
Board Assy P/S 5
Board Assy Panel 3
Housing Assy Lower 12
Housing Assy Panel 1
Housing Assy Upper 2
Paper Eject Assy 3
Print Head 8
Ribbon Mask 1
Sub Mechanism 20
Re-adjustment 13
Sumber : PT. Indonesia EPSON Industry
Tabel 4.5 Part yang rusak dan jumlah untuk model R4C3720
Nama Part Jumlah
Board Assy P/S 4
Board Assy Main 54
Board Assy Panel 21
CBS Screw 1
Harness Panel 7
Housing Assy Panel 11
Housing Assy Upper 2
Housing Assy Lower 75
Print Head 15
Ribbon Mask 1
Sub Mechanism 90
Tractor Assy 1
Re-adjustment 38
Sumber : PT. Indonesia EPSON Industry
Tabel 4.6 Part yang rusak dan jumlah untuk model R4NA83A
Nama Part Jumlah
Board Assy Main 78
Board Assy Panel 8
C.B.P-Tite.Screw 3
Harness Panel 3
Housing Assy Lower 10
Housing Assy Upper 1
Paper Eject Assy 1
Print Head 2
Printer Mecha 10
Re-adjustment 20
Sumber : PT. Indonesia EPSON Industry
Tabel 4.7 Part yang rusak dan jumlah untuk model R4CC540
Nama Part Jumlah
Board Assy Main 30
Board Assy P/S 7
Board Assy Panel 1
CBS Screw 1
Grounding Plate 2
Harness Panel 5
Housing Assy Lower 37
Housing Assy Panel 1
Paper Eject Assy 2
Print Head 11
Sheet Protect 1
Sub Mechanism 18
Re-adjustment 12
Sumber : PT. Indonesia EPSON Industry
Tabel 4.8 Part yang rusak dan jumlah untuk model R4C4590
Nama Part Jumlah
Board Assy Main 50
Board Assy Panel 4
Board Assy paper thickness 3
Digital Switch Assy 1
Harness Panel 2
Housing Assy Panel 14
Housing Assy Upper 15
Housing Assy Lower 11
Motor Assy 1
Paper Eject Assy 14
Print Head 6
Ribbon Mask 2
Sub Mechanism 33
Re-adjustment 30
Sumber : PT. Indonesia EPSON Industry
Tabel 4.9 Part yang rusak dan jumlah untuk model R4NA86A
Nama Part Jumlah
Board Assy P/S 1
Board Assy Main 26
Board Assy Panel 2
C.B.P-Tite.Screw 1
Detector Leaf B2 1
Housing Assy Lower 16
Housing Assy Upper 2
Paper Eject Assy 7
Print Head 2
Printer Mecha 14
Ribbon Mask 7
Re-adjustment 11
Sumber : PT. Indonesia EPSON Industry
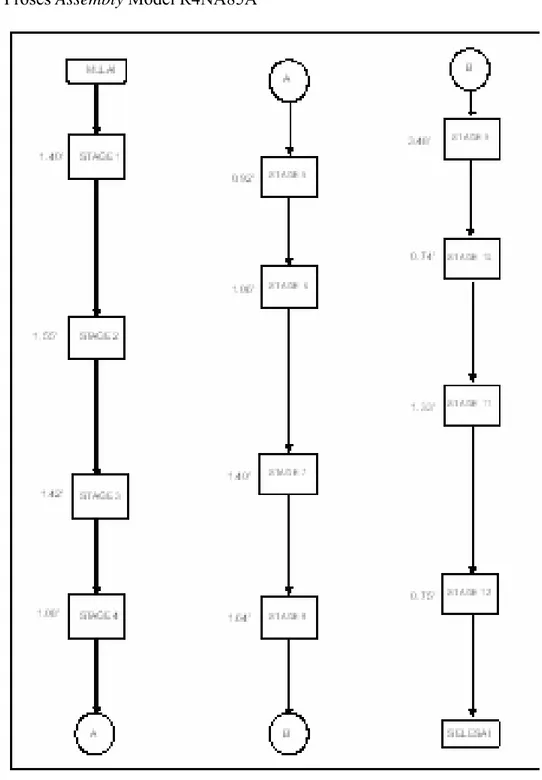
Tabel 4.10 Part yang rusak dan jumlah untuk model R4NA85A
Nama Part Jumlah
Board Assy P/S 2
Board Assy Main 577
C.B.P-Tite.Screw 21
Harness Panel 18
Housing Assy Lower 66
Housing Assy Upper 10
Motor Assy 1
Paper Eject Assy 2
Power Cable Assy 4
Power Supply Unit 10
Paper Eject Assy 34
Print Head 61
Printer Mecha 1
Re-adjustment 67
Sumber : PT. Indonesia EPSON Industry
Tabel 4.11 Part yang rusak dan jumlah untuk model R4C7290
Nama Part Jumlah
Board Assy Sub 1
Board Assy Main 35
Board Assy P/S 3
Board Assy Panel 3
Cable CR,MSRW 1 Cable Detector 1 Carriage MSRW 1 Cover Printer 1 Frame,Base,MSRW 6 Wire Harness 1 Head Assembly 1 Holder Cable 2
Housing Assy Lower 12
Housing Assy Panel 1
PF Upper Front Assy 8
Print Head 2
Printer Mecha 10
Shaft Sheet PG Assy 3
Re-adjustment 16
Tabel 4.12 Part yang rusak dan jumlah untuk model R4C4600
Nama Part Jumlah
Board Assy Main 22
Board Assy P/S 9
Cable Head Assy 1
Carriage Assembly 5
Carriage Unit 3
Connector Asa Assy 2
Frame Base Unit 6
Harness Detector 1
Housing Assy Panel 4
Housing Assy Upper 3
Paper Eject Assy 1
Paper Thickness Detector 6
Print Head 6
Re-adjustment 10
4.1.2 Proses assembly
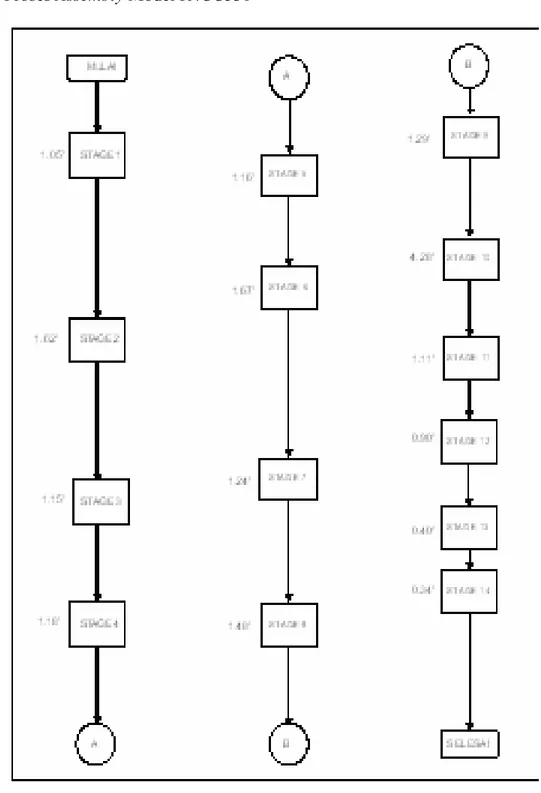
Proses Assembly Model R4C8200
Keterangan :
¾ Stage 1 : Proses pada stage 1 diantaranya menyiapkan Housing lower, memasang fan Assy, memasang shield plate, memasang board assy, power supply,
memasang wire harness, Nylon Clamp,sheet protect ac cable,harness panel dan screw.
¾ Stage 2 : Proses yang dilakukan adalah meletakkan main board pada jig main board, memasang grounding plate, memasang guide I/F board, board assy,
grounding plate, plain washer, ferrite core, conect harness panel dan menempel
acetate.
¾ Stage 3 : prosesnya adalah memberi grease 26, mechanism inspection, memasang harness grounding wire, menulis no. lot, screw dan mounting.
¾ Stage 4 : Proses yang dilakukan diantaranya memasang mount housing, harness grounding wire, connect cable head assy, screw dan memasang ferrite core.
¾ Stage 5 : Proses yang dilakukan memasang tractor assy, menempel harness panel, memasang guide shaft holding, memasang platen paralism, memasang
knop, , memasang toothed lock washer, memasang lever, gap, adjust assy dan
memasang screw.
¾ Stage 6 : Proses yang dilakukan menempel label warning, connect cable head ke print head, memasang print head, memasang sheet protect, memeriksa platen
gap, menulis lot.no.PH dan memasang screw.
¾ Stage 7 : Prosesnya adalah memasang cover connector upper, memasang shield plate upper, dan screw.
¾ Stage 8 : Proses yang dilakukan memasang housing upper, connect harness panel dan case open, memasang panel dan memasang screw.
¾ Stage 9 : Proses yang dilakukan memeriksa gap housing upper dan lower, memasang ribbon cartridge memasang paper eject assy, memeriksa LED, factory setting, memasang kertas 1 ply, cover assy,sheet release cap,menempel label
model name, dan logo.
¾ Stage 10 : Prosesnya adalah printing, dan memeriksa BI-D-ajusment dan case open.
¾ Stage 11 : prosesnya adalah memeriksa bagian depan, memasang PAD PE left/right, memeriksa bagian belakang, memasang strong tape dan menempel
label.
¾ Stage 12 : Prosesnya adalah memasang wing, memasang PAD paper eject center, menempel label accessories, memasang unpacking sheet, supply serial number dan memasang strong tape.
¾ Stage 13 : Proses yang dilakukan memasang plastic protective bag, memasang knop, supply code label dan serial number.
¾ Stage 14 : Proses yang dilakukan pada tahap akhir adalah pengepakan (packing). ¾ Total waktu yang dibutuhkan adalah sebesar 21.35 menit
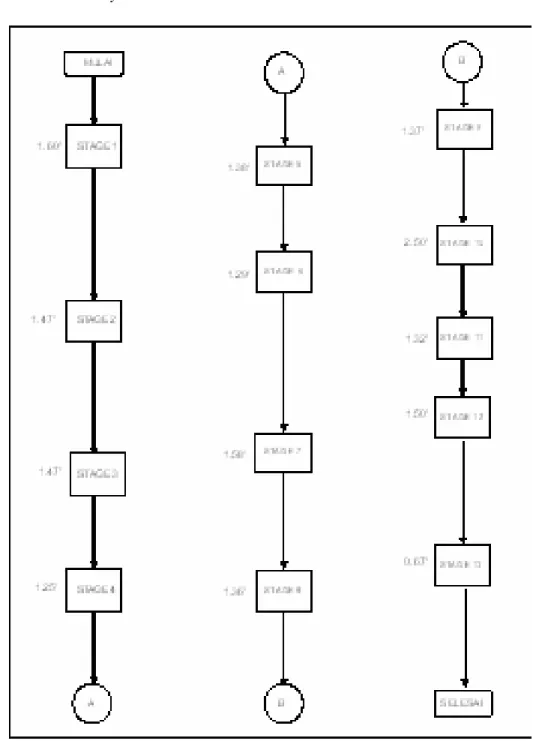
Proses Assembly Model R4CC530
Keterangan :
¾ Stage 1 : Proses pada stage 1 diantaranya menyiapkan Housing lower, memasang fan Assy, memasang shield plate, memasang wire harness, ,sheet protect assy
cable,harness panel dan screw.
¾ Stage 2 : Proses yang dilakukan adalah meletakkan main board pada jig main board, memasang grounding plate, memasang guide I/F board, board assy,
grounding plate, plain washer, ferrite core, conect harness panel dan menempel
acetate.
¾ Stage 3 : prosesnya adalah memberi grease 26, mechanism inspection, screw dan mounting.
¾ Stage 4 : Proses yang dilakukan diantaranya memasang mount housing, connect harness fan motor,connect board assy power supply, connect head asyy, dan
memasang screw.
¾ Stage 5 : Proses yang dilakukan memasang tractor assy, menempel harness panel, memasang knop, memasang lever, gap, adjust assy dan memasang screw.
¾ Stage 6 : Proses yang dilakukan menempel label warning, connect cable head ke print head, memasang print head, memasang holder ribbon mask assy menulis no
lot dan memasang screw.
¾ Stage 7 : Prosesnya adalah memasang cover connector upper, memasang shield plate upper, menulis lot panel dan memasang screw.
¾ Stage 8 : Proses yang dilakukan memasang housing upper, connect harness panel dan case open, memasang panel dan memasang screw.
¾ Stage 9 : Proses yang dilakukan memeriksa gap housing upper dan lower, memasang ribbon cartridge, memasang paper eject assy, memeriksa LED, memasang kertas, memasang cover assy, menempel label model name dan logo. ¾ Stage 10 : Prosesnya adalah printing, check BI-D Ajustment dan check cover
open.
¾ Stage 11 : prosesnya adalah memeriksa bagian depan, belakang, memasang PAD platen dan PAD CR, memasang strong tape, dan menempel label.
¾ Stage 12 : Prosesnya adalah memasang label accessories , memasang cover assy front dan supply serial number.
¾ Stage 13 : Proses yang dilakukan memasang knop, memasang plastic protective bag, dan supply code label.
¾ Stage 14 : Proses yang dilakukan pada tahap akhir adalah pengepakan. ¾ Total waktu yang dibutuhkan adalah sebesar 18.77 menit.
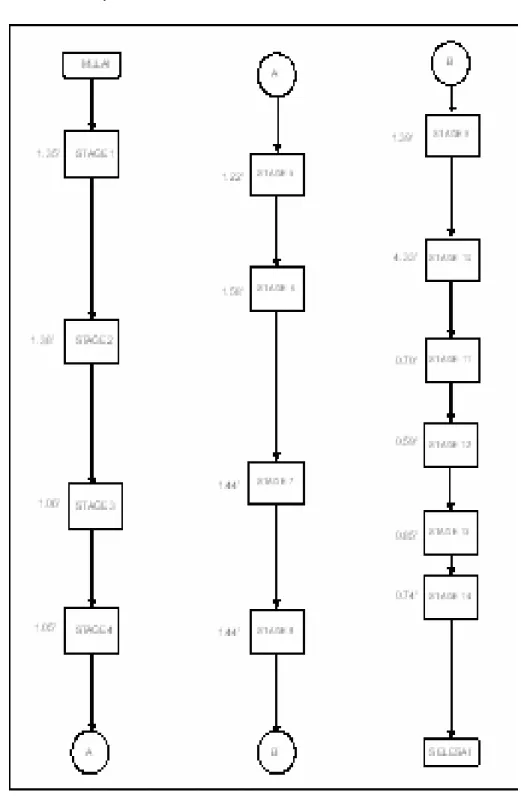
Proses Assembly Model R4NA84A
Keterangan :
¾ Stage 1 : Proses pada stage 1 diantaranya menyiapkan Housing lower, supply grounding plate , memasang board assy main, memasang grounding plate panel,
memasang board assy panel,memasang harness assy, memasang ground cushion, connect harness to panel dan memasang screw.
¾ Stage 2 : Proses yang dilakukan adalah memasang power supply, connect harness assy power supply to board assy main, memasang AC inlet, protect sheet dan
memasang screw.
¾ Stage 3 : prosesnya adalah memeriksa bagian depan dan bagian belakang.
¾ Stage 4 : Proses yang dilakukan diantaranya connect harness, mounting mechanism to housing lower dan memasang screw.
¾ Stage 5 : Proses yang dilakukan connect harness cable head ke PH, menempel label warning, memasang print head dan memasang screw.
¾ Stage 6 : Proses yang dilakukan memasang grounding plate shaft cr, proses gap, memasang holder ribbon mask assy, memasang grounding wire dan memasang screw.
¾ Stage 7 : Prosesnya adalah memeriksa bagian depan, bagian bawah, bagian belakang, supply shield plate upper dan memberi grease – 26.
¾ Stage 8 : Proses yang dilakukan memasang housing upper, memeriksa LED panel, memeriksa safety test, memasang tractor assy, memasang sheet panel dan
logo plate dan memasang screw.
¾ Stage 9 : Proses yang dilakukan power cable, memeriksa LED, memasang paper eject assy, cover printer assy dan melepas power cable dan USB.
¾ Stage 10 : Prosesnya adalah printing, memasang sheet guide assy dan memeriksa shipping setting.
¾ Stage 11 : prosesnya adalah memasang PAD paper eject assy, PAD shaft paper eject dan supply strong tape.
¾ Stage 12 : Prosesnya adalah memasang guide stacker, memeriksa bagian dalam, bagian depan, bagian belakang dan memasang label.
¾ Stage 13 : Proses yang dilakukan memasang plastic protective bag, supply code label dan accessories.
¾ Stage 14 : Proses yang dilakukan pada tahap akhir adalah pengepakan ¾ Total waktu yang dibutuhkan adalah sebesar 18.76 menit.
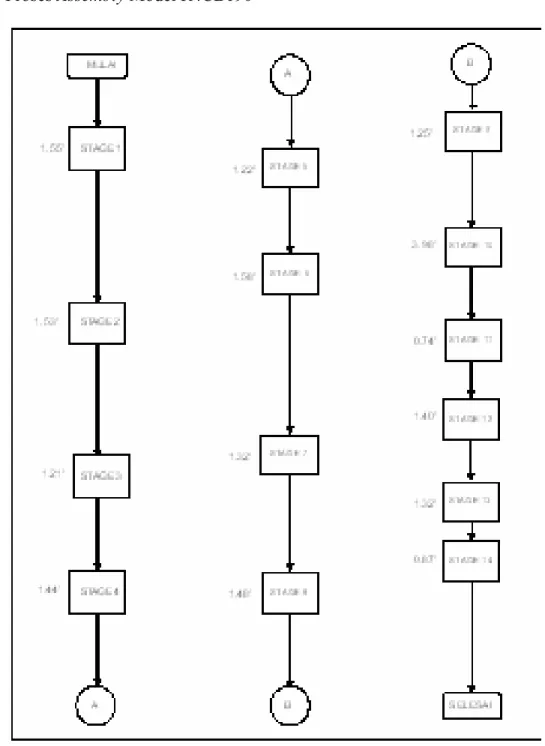
Proses Assembly Model R4CB190
Keterangan :
¾ Stage 1 : Proses pada stage 1 diantaranya menyiapkan Housing lower, memasang fan Assy, memasang shield plate, memasang board assy, power supply,
memasang wire harness, Nylon Clamp,sheet protect ac cable,harness panel dan screw.
¾ Stage 2 : Proses yang dilakukan adalah meletakkan main board pada jig main board, memasang grounding plate, memasang guide I/F board, board assy,
grounding plate, plain washer, ferrite core, conect harness panel dan menempel
acetate.
¾ Stage 3 : prosesnya adalah memberi grease 26, mechanism inspection, memasang harness grounding wire, menulis no. lot, screw dan mounting.
¾ Stage 4 : Proses yang dilakukan diantaranya memasang mount housing, harness grounding wire, connect cable head assy, screw dan memasang ferrite core.
¾ Stage 5 : Proses yang dilakukan connect cable head ke PH, menempel label warning, memasang print head dan memasang screw.
¾ Stage 6 : Proses yang dilakukan memasang grounding plate shaft cr, proses gap, memasang holder ribbon mask assy, memasang grounding wire dan memasang screw.
¾ Stage 7 : Prosesnya adalah memeriksa bagian depan, bagian bawah, bagian belakang, supply shield plate upper dan memberi grease – 26.
¾ Stage 8 : Proses yang dilakukan memasang housing upper, memeriksa LED panel, memeriksa safety test memasang tractor assy dan memasang screw.
¾ Stage 9 : Proses yang dilakukan power cable, memasang paper eject assy, cover printer assy dan melepas power cable dan USB.
¾ Stage 10 : Prosesnya adalah printing, memasang sheet guide assy dan memeriksa shipping setting.
¾ Stage 11 : prosesnya adalah memasang PAD paper eject assy, PAD shaft paper eject dan supply strong tape.
¾ Stage 12 : Prosesnya adalah memasang guide stacker, memeriksa bagian dalam, bagian depan, bagian belakang dan memasang label.
¾ Stage 13 : Proses yang dilakukan memasang plastic protective bag, supply code label dan accessories.
¾ Stage 14 : Proses yang dilakukan pada tahap akhir adalah pengepakan. ¾ Total waktu yang dibutuhkan adalah sebesar 20.25 menit.
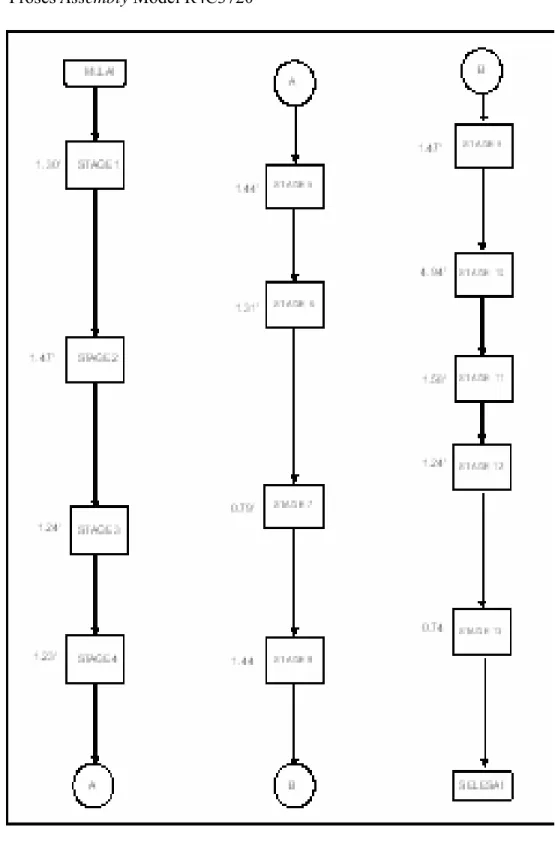
Proses Assembly Model R4C3720
Keterangan :
¾ Stage 1 : Proses pada stage 1 diantaranya menyiapkan main board, memasang grounding plate, memeriksa housing lower unit, meletakkan main board unit,
memasang power cable assy, harness panel assy dan guide I/F board, supply cover main assy dan memasang screw.
¾ Stage 2 : Proses yang dilakukan adalah memasang board assy power supply, connect power cable assy, memasang grounding plate I/F upper, memasang cover
connector upper, cover main assy dan memasang screw.
¾ Stage 3 : prosesnya adalah memberi mechanism inspection, memasang grounding plate mecha, menempel label accessories, meletakkan printer mechanism dan
memasang screw.
¾ Stage 4 : Proses yang dilakukan diantaranya memasang label mechanism, tractor assy front,connect harness, check parallel adjustment, menempel label warning,
dan memasang screw.
¾ Stage 5 : Proses yang dilakukan check platen gap, connect print head, memasang ribbon mask, connect fan, menempel acetate tape, dan memasang screw.
¾ Stage 6 : Proses yang dilakukan connect cable, memasang shield plate upper, dan supply tractor rear.
¾ Stage 7 : Prosesnya adalah memasang cover bottom dan pemeriksaan bagian dalam.
¾ Stage 8 : Proses yang dilakukan memasang housing assy upper, memasang tractor assy rear, memasang board assy panel, memeriksa grounding continuity
¾ Stage 9 : Proses yang dilakukan memasang sheet release cap, menempelkan logo plate, memasang paper eject assy, cover printer, memeriksa LED, menuliskan
factory setting dan memasang kertas.
¾ Stage 10 : Prosesnya adalah memasang ribbon catridge, edge guide full assy front, kertas cut sheet copy, envelope, printing dan memeriksa LED indikator.
¾ Stage 11 : prosesnya adalah menempelkan masking tape,memasang PAD, menempelkan strong tape dan supply warranty card.
¾ Stage 12 : Prosesnya adalah packing.
¾ Stage 13 : Proses yang dilakukan packing outer carton box. ¾ Total waktu yang dibutuhkan adalah sebesar 20.19 menit.
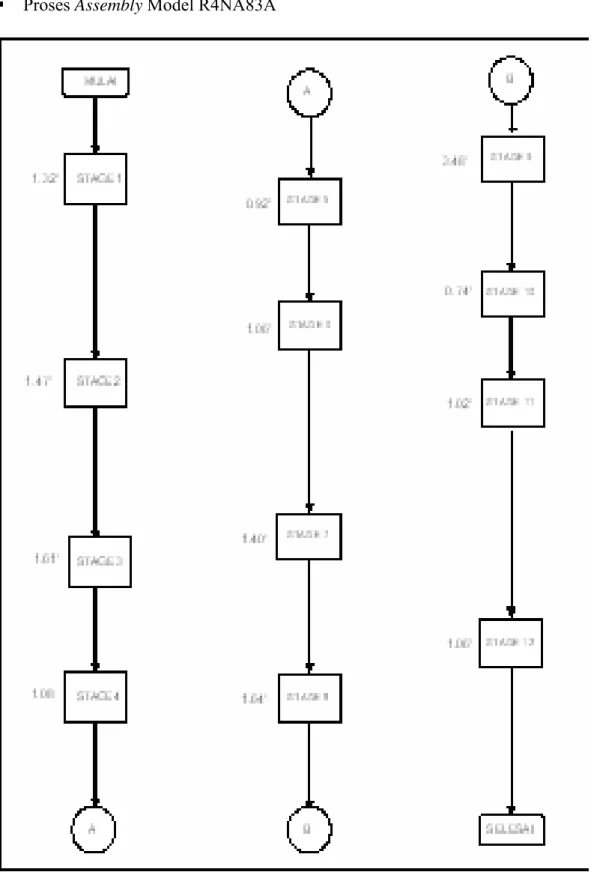
Proses Assembly Model R4NA83A
Keterangan :
¾ Stage 1 : Proses pada stage 1 diantaranya menyiapkan Housing lower, memasang board assy main, memasang harness assy, supply grounding plate
panel,memasang cushion ground dan memasang screw.
¾ Stage 2 : Proses yang dilakukan adalah memasang board assy power supply, memasang grounding plate, memasang panel board, connect harness assy, memasang harness dan memasang screw.
¾ Stage 3 : prosesnya adalah memberi mechanism inspection, connect cable headto print head , meletakkan mecha ke housing lower dan memasang screw.
¾ Stage 4 : Proses yang dilakukan diantaranya menyambung kabel dan memasang screw.
¾ Stage 5 : Proses yang dilakukan memasang grounding plate shaft, memeriksa platen gap, memasang ribbon mask, sheet protect main board,dan grounding wire
platen.
¾ Stage 6 : Proses yang dilakukan memeriksa bagian depan, bagian bawah, bagian belakang, memasang shield plate upper assy, dan memberi G-26.
¾ Stage 7 : Prosesnya adalah memasang housing upper, tractor assy, safety test, menempel logo plate, sheet panel dan memasang screw.
¾ Stage 8 : Proses yang dilakukan memasang power cable, memeriksa LED , memasang paper eject assy, cover printer assy dan memasang kertas.
¾ Stage 9 : Prosesnya adalah printing, memasang sheet guide assy dan memeriksa shipping setting.
¾ Stage 10 : prosesnya adalah memasang PAD edge guide assy, guide stacker assy, menempel label accessories, memasang cover connector dan PAD platen kanan, kiri.
¾ Stage 11 : Prosesnya adalah memeriksa bagian luar, bagian dalam, bagian belakang , memasang label, supply warranty dan menempel user’s information card.
¾ Stage 12 : Prosesnya adalah packing.
Proses Assembly Model R4CC540
Keterangan :
¾ Stage 1 : Proses pada stage 1 diantaranya menyiapkan Housing lower, memasang fan Assy, memasang shield plate, memasang board assy, power supply,
memasang harness inlet, sheet protect ac cable,harness panel dan screw.
¾ Stage 2 : Proses yang dilakukan adalah meletakkan main board pada jig main board, memasang grounding plate, memasang guide I/F board, board assy,
grounding plate, plain washer, ferrite core, conect harness panel dan menempel
acetate, dan screw.
¾ Stage 3 : prosesnya adalah memberi grease 26, mechanism inspection dan mounting.
¾ Stage 4 : Proses yang dilakukan diantaranya memasang mount housing, connect harness fan motor, harness board assy power supply, cable head assy dan
memasang screw.
¾ Stage 5 : Proses yang dilakukan memasang tractor assy, menempel harness panel, memasang CR guide shaft holding, platen paralism, knop, toothed lock
washer, lever, gap dan memasang screw.
¾ Stage 6 : Proses yang dilakukan menempel label warning, connect cable head ke print head, memasang print head, sheet protect, memeriksa platen gap,
memasang holder ribbon mask assy, menulis no. lot dan memasang screw.
¾ Stage 7 : Prosesnya adalah memeriksa bagian dalam, memasang cover connector upper, supply shield plate, menulis lot panel dan memasang screw.
¾ Stage 8 : Proses yang dilakukan memasang housing upper,connect harness panel, memasang panel, process safety dan memasang screw.
¾ Stage 9 : Proses yang dilakukan check gap housing upper dan lower, memasang ribbon cartridge, paper eject assy, memeriksa LED, factory setting, memasang
kertas, cover assy printer, sheet release cap, menempel label model name dan logo.
¾ Stage 10 : Prosesnya adalah printing dan memeriksa BI-D Ajustment.
¾ Stage 11 : prosesnya adalah memasang PAD platen , memeriksa bagian belakang, memasang strong tape dan menempel label.
¾ Stage 12 : Prosesnya adalah memasang cover assy, menempel strong tape, unpacking sheet, dan supply label serial number.
¾ Stage 13 : Proses yang dilakukan memasang knop, plastic protective bag dan supply code label.
¾ Stage 14 : Proses yang dilakukan pada tahap akhir adalah packing. ¾ Total waktu yang dibutuhkan adalah sebesar 19.12 menit.
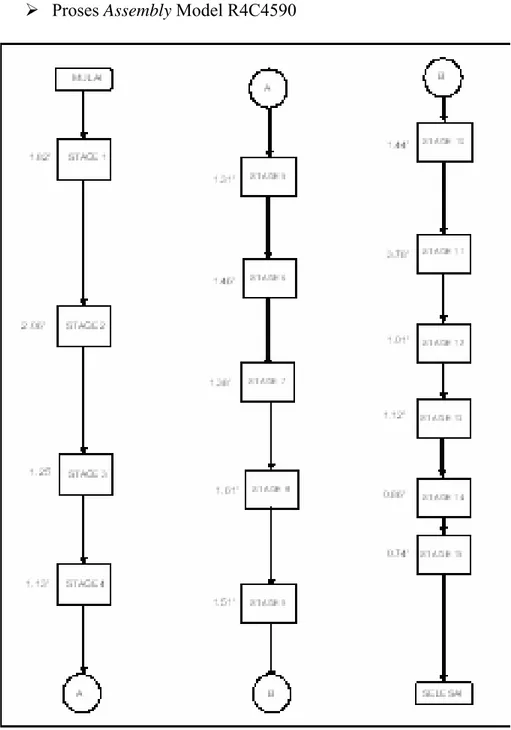
¾ Proses Assembly Model R4C4590
Keterangan :
¾ Stage 1 : Proses pada stage 1 diantaranya menyiapkan board assy main, memasang grounding plate, memasang board assy main ke housing assy lower, guide rail, fan assy, connect harness fan motor, memasang power cable assy,
harness power switch dan memasang screw.
¾ Stage 2 : Proses yang dilakukan adalah memasang power supply, connect harness , memasang shield plate upper, menulis no power supply dan no main board, memasang shield plate upper, menempel acetate dan screw.
¾ Stage 3 : prosesnya adalah memasang jig option, cover connector dan memasang screw.
¾ Stage 4 : Proses yang dilakukan diantaranya memeriksa label mechanism, bagian bawah, bagian depan, bagian kanan, bagian kiri, bagian belakang, connect harness main board , supply cover lever dan paper eject assy.
¾ Stage 5 : Proses yang dilakukan supply ribbon mask, memasang lever assy PG, hexagon nut, jig, memberi grease, memasang paralism fixture, menempel label
warning, memasang print head dan screw.
¾ Stage 6 : Proses yang dilakukan memasang jig mechanism, process gap, dan menulis process sheet.
¾ Stage 7 : Prosesnya adalah memasang ribbon mask, cover lever , paper eject assy, connect harness paper eject, screw dan menulis no lot print head.
¾ Stage 8 : Proses yang dilakukan menyiapkan housing upper, merapikan harness case open, memasang housing upper assy, panel, connect harness panel, menulis
¾ Stage 9 : Proses yang dilakukan connect harness case open, menempelkan acetate tape, memasang cover wiring assy, logo plate, safety process, memasang screw.
¾ Stage 10 : Prosesnya adalah memasang cover assy printer dan memasang kertas. ¾ Stage 11 : prosesnya adalah printing dan memeriksa BI-D Ajustment.
¾ Stage 12 : Prosesnya adalah menempel label.
¾ Stage 13 : Proses yang dilakukan menempel strong tape,memasang unpacking sheet , supply code label dan serial number label.
¾ Stage 14 : Proses yang dilakukan adalah memasang knop, , plastic protective bag, menempelkan warranty card, code lebel, memasang PAD LBF, dan PAD LU, RU. ¾ Stage 15 : Proses yang dilakukan pada tahap akhir adalah packing.
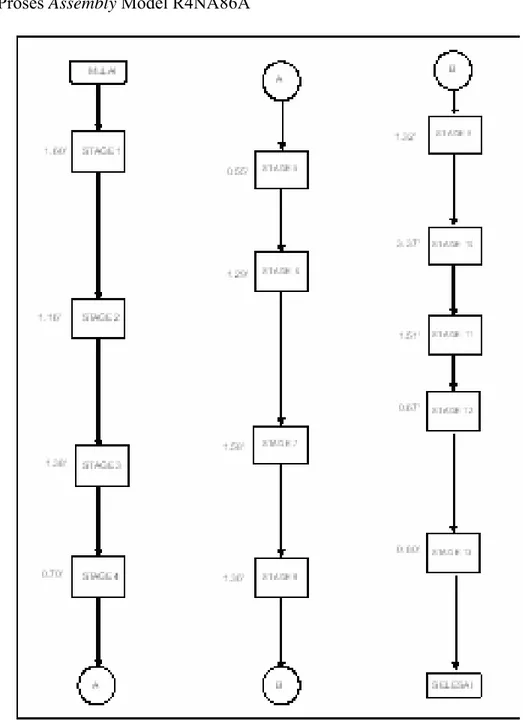
Proses Assembly Model R4NA86A
Keterangan :
¾ Stage 1 : Proses pada stage 1 diantaranya menyiapkan housing lower , supply grounding plate, memasang board assy main, grounding plate panel, board assy
panel, harness assy, cushion ground, connect harness ke panel, dan memasang
screw.
¾ Stage 2 : Proses yang dilakukan adalah memasang power supply, connect harness , memasang harness AC inlet, grounding plate dan memasang screw.
¾ Stage 3 : prosesnya adalah mechanism inspection, mounting mechanism ke housing lower dan menulis process sheet.
¾ Stage 4 : Proses yang dilakukan diantaranya connect harness dan memasang screw.
¾ Stage 5 : Proses yang dilakukan connect cable head , memasang print head dan label caution dan memasang screw.
¾ Stage 6 : Proses yang dilakukan memasang grounding plate shaft, process gap, ribbon mask dan grounding wire platen..
¾ Stage 7 : Prosesnya adalah memberi grease 26 dan memasang shield plate upper . ¾ Stage 8 : Proses yang dilakukan memasang housing upper, memeriksa LED
panel, memasang tractor assy, safety test, sheet panel dan logo plate.
¾ Stage 9 : Proses yang dilakukan memasang power cable dan USB, memeriksa LED dan memasang kertas.
¾ Stage 10 : Prosesnya adalah printing, memasang kertas, paper eject assy, dan cover printer assy
¾ Stage 12 : Prosesnya adalah memasang guide stacker assy, memeriksa bagian dalam, bagian depan, bagian belakang dan memasang label.
¾ Stage 13 : Proses yang dilakukan memasang plastic protective bag, supply code label dan packing.
Proses Assembly Model R4NA85A
Keterangan :
Stage 1 : Proses pada stage 1 diantaranya menyiapkan housing lower , memasang board assy main, harness assy, cushion ground dan memasang screw.,
Stage 2 : Proses yang dilakukan adalah memasang board assy power supply, board assy power supply, connect harness assy, menulis process sheet dan
memasang screw.
Stage 3 : Proses yang dilakukan mechanism inspection, bagian kiri, bagian kanan, bagian belakang, connect cable head ke print head,\, meletakkan mechanism ke housing lower dan memasang screw.
Stage 4 : Proses yang dilakukan menyambung kabel dan memasang screw.
Stage 5 : Proses yang dilakukan memasang grounding plate shaft, platen gap, memasang ribbon mask, sheet protect main board, dan grounding wire platen. Stage 6 : Proses yang dilakukan memeriksa bagian depan , bagian belakang,
bagian bawah, memasang shield plate upper assy dan memberi grease-26.
Stage 7 : Prosesnya adalah memasang housing upper, tractor assy, safety test, menempel sheet panel dan memasang screw .
Stage 8 : Proses yang dilakukan memasang power cable, memeriksa LED, memasang paper eject assy, cover assy printer dan kertas.
Stage 9 : Proses yang dilakukan printing, memasang sheet guide assy dan shipping setting.
Stage 10 : Prosesnya menempel logo plate, label accessories, memasang PAD sheet guide, guide stacker assy, cover connector , PAD platen right dan left.
Stage 11 : prosesnya adalah memeriksa bagian luar, bagian dalam, bagian belakang, menempel label, supply unpacking sheet, menyiapkan sheet accessories, dan supply Chinese warranty card.
Stage 12 : Prosesnya adalah packing.
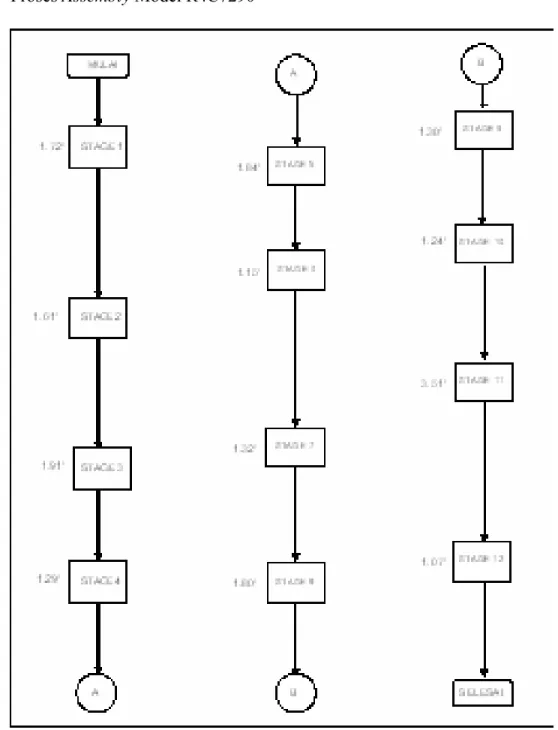
Proses Assembly Model R4C7290
Keterangan :
Stage 1 : Proses pada stage 1 diantaranya menyiapkan housing lower , assy, memasang H.N-4,F/ZN-3C, harness AC inlent, fan assy, shield plate lower, board assy, connect harnest fan assy, wire harness, connect harness wire harness, sheet
protect, PS dan memasang screw.
Stage 2 : Proses yang dilakukan adalah memasang shee,t protect, terminal, board assy, power supply, connect cable bord, connect harness AC inlent, menulis lot
power supply & main board, shield plate upper, sound absorber L, dan
memasang screw.
Stage 3 : Proses yang dilakukan adalah bagian belakang, kiri, kanan, depan, bawah, mounting mechanism unit ke housing lower unit
Stage 4 : Proses yang dilakukan diantaranya connect cable head PH, pint head, compression spring, sheet PG assy, spacer shaft sheet PG, harness asa, dan
memasang screw.
Stage 5 : Proses yang dilakukan PG adjustment, memasang carriage assy MSRW unit, connect harness, menulis process sheet.
Stage 6 : Proses yang dilakukan memasang harness asa, paper guide upper front assy, perapihan harness asa, memasang sound absorber J & K dan memasang
screw.
Stage 7 : Prosesnya adalah Internal inspection, supply housing panel .
Stage 8 : Proses yang dilakukan menempel label warning, memasang housing upper, board assy panel, connect harness cover open sensor & cable detector
Stage 9 : Proses yang dilakukan memasang label accessories, sheet panel, hinge, cover, printer, epag, power cable dan interface, process initial setting, menempel
logo plate, label mode name.
Stage 10 : Prosesnya memasang ribbon cartridge, process printing test.
Stage 11 : prosesnya adalah external inspection, memasang pad frame CR & pad shaft CR, menempel strong, label tape, check bagian belakang.
Stage 12 : Prosesnya adalah perparation accessories, packaging, internal inspection, 3M, keeper, check customer base on material pallet, pallet no &
dimension model/per qty, pallet dilengkapi outer/tanpa outer.
Proses Assembly Model R4C4600
Keterangan :
¾ Stage sub assembly : Proses yang dilakukan adalah memasang mounting plate, fan assembly dan memasang screw, motor APC ke Jig, dan harness, detector
¾ Stage 1 : Proses pada stage 1 diantaranya menyiapkan housing lower, shield plate lower, menempelkan sheet protect, memasang board assy main pada JIG M/B,
grounding plate, boad assy, guide I/F board, fan assy, board assy, harness power
switch & wire harness, connect harness, chek guide if board, menulis no lot, dan
memasang screw.
¾ Stage 2 : Proses yang dilakukan adalah memasang frame left assy, frame base unit, frame right assy, memberi G-74 pada shaft paper load support, lever paper
load, spur dear, platen shaft holder, combination gear, platen assy, lubrikasi
grease 26, stopper guide paper eject, roller pe drive, re use clamp dan memasang
screw.
¾ Stage 3 : prosesnya adalah memasang cover tractor, paper guide, platen shaft holder, roller paper load drive assy, tractor assy unit, e-ring, 4 F/Uc-3C, ahaft
CR guide lower, carriage unit, menyiapkan cover oil pad, oil pad plane lower, oil
plate cleaning, bushing 14.04 ke shaft CR guide upper, slider CR, extention
spring 1.96, lubrikasi oil 14, dan memasang screw.
¾ Stage 4 : Proses yang dilakukan diantaranya memasang frame CR, memberikan 26 pada tensioner, pulley assy driven pada tensioner, memberikan
grease-26, lever right, e-ring 4, F/Uc-3C, PW 10.1x0.3x14, L/Na 1, cam grease-26, bushing
parallel adjust, bushing parallel assy ke frame right, bushing mounting paper
¾ Stage 5 : Proses yang dilakukan memasang spur gear, intermiten gear 40, combination geard, extention spring, stopper cam, comb gear, pulley rear, timing
belt PF front, dan memasang screw.
¾ Stage 6 : Proses yang dilakukan menyeting PF tension & timing belt, memasang frame sub ight, clmap KT 4, grounding plate motor CR, mounting plate motor CR,
motor CR, extention spring, spur gear, combination gear, rack AP;C, dan
memasang screw.
¾ Stage 7 : Prosesnya adalah memasang H.N-2-4, F/ZN-3C, APC unit, mounting plate motor PG, motor assy PG, detector PG, HP assy, paper thicknes detector
assy PG, spur gear, combination gear, e-ring3, PW 2x0.5x10 F/ZN, tractor
reducation gear spring, cover gear, extention spring, sheet protect FFC,
perapihan harness, acetate tape 80 mm dan memasang screw.
¾ Stage 8 : Proses yang dilakukan merapikan harness, memasang cable head assy, sheet protect FFC right, acetate tape kecil 220 mm, fan assy, treatment cable
head, ferrite core, menempel acetate head.
¾ Stage 9 : Proses yang dilakukan memasang damper (4pcs) & insulator spacer (4pcs), check dan pasang mechanism inspection, mounting mechanism ke housing
lower, connect cable head assy &harness, dan memasang screw.
¾ Stage 10 : Prosesnya adalah Check paralism, connect cable head, memasang print head, label warning, sheet holder ribbon cartridge dan memasang screw.
¾ Stage 11 : prosesnya adalah Check internal inspection, mencatat no lot, supply housing upper assy dan memasang screw.
¾ Stage 12 : Prosesnya adalah memasang housing assy upper, perapihan harness housing upper, connect harness housing upper, locking wire sadle, ferrite core,
panel housing upper.
¾ Stage 13 : Proses yang dilakukan memasang cover cable assy, check leakage current test, JIG cover printer,check panel dan memasang screw.
¾ Stage 14 : Prosesnya adalah mengendorkan C.B.S-tite screw, 3x6, F/ZN-3C, check platen gap adjustment, ribbon mask, kencangkan C.B.S-tite screw, 3x6, F/ZN-3C.
¾ Stage 15 : Proses yang dilakukan safety test, memasang cover printer, logo plate, ribbon cartridge, check printer identification, printing.
¾ Stage 16 : Prosesnya adalah printing, memasang ribbon cartridge warna, check initial setting.
¾ Stage 17 : Proses yang dilakukan external inspection, menempel label stopper, menempel strong tape, memasang stopper left & stopper right, pad CR, menempel strong tape 60 mm, menempel label accessories, menempel product No label, serial No, label &label.
¾ Stage 18 : Prosesnya adalah memasang knob, warning sheet / warranty, unpacking sheet, supply S/N label, dan memasang plastic protective sheet.
¾ Stage 19 : Proses yang dilakukan packing.
4.1.3 Data Penyebab Kecacatan
Tabel 4.13 Data Penyebab Kecacatan
Model Assembly Defect
Part Other Total
R4C8200 37 68 1 106 R4CC530 32 123 8 163 R4NA84A 17 92 7 116 R4CB190 10 79 4 93 R4C3720 55 270 8 333 R4NA83A 28 113 0 141 R4CC540 44 82 2 128 R4C4590 34 148 9 191 R4NA86A 10 76 4 90 R4NA85A 95 781 17 893 R4C7290 11 87 10 108 R4C4600 10 63 6 79 Total 383 1982 76 2441 Persentase (%) 15.69 81.20 3.11
Sumber : PT. Indonesia EPSON Industry
4.2 Pengolahan Data
Pengolahan data dilakukan dengan menggunakan basic seven tools, untuk mengetahui tingkat pengendalian kualitas perusahaan secara statistik.
4.3 Analisa Data
Data-data yang telah dikumpulkan kemudian dilanjutkan dengan melakukan perhitungan menggunakan beberapa dari metode seven tools atau tujuh alat teknik pengendali statistikal. Yaitu peta kontrol p, diagram pareto, diagram sebab-akibat, run chart, diagram tebar. Yang nantinya hasil perhitungan yang didapat dari
masing-masing metode alat pengendali statistikal ini dilakukan analisis dari setiap permasalahan yang timbul.
4.3.1 Peta Pengendali
Peta Pengendali digunakan untuk mengetahui apakah part-part yang rusak pada proses assembly dinyatakan terkendali atau tidak. Dalam pembahasan ini, peta kendali yang digunakan adalah peta kendali untuk data atribut yaitu peta kontrol p. Dimana peta kontrol p merupakan peta kontrol atribut untuk jenis sampel yang jumlahnya berbeda-beda (tidak konstan) dalam tiap pengamatan.
Peta kontrol p digunakan untuk mengukur proporsi ketidaksesuaian (penyimpangan atau sering disebut cacat/defect/No Good) dari part-part pada assembly yang diinspeksi. Dalam hal ini inspeksi yang dilakukan adalah 100%
pada printer jenis SIDM periode November 2006 – April 2007.
Berikut merupakan langkah-langkah pembuatan peta kontrol p, untuk contoh perhitungan digunakan data Model R4C8200 :
1. Menentukan ukuran contoh yang cukup besar dan mengumpulkannya Tabel 4.14 Data Perhitungan Peta Kontrol p untuk Model R4C8200
No Jumlah yg diperiksa Jumlah Cacat
Proporsi Kesalahan (p) Presentase Kesalahan (p,%) 1 3087 10 0.0032 0.3239 2 525 4 0.0076 0.7619 3 1323 9 0.0068 0.6803 4 2252 8 0.0036 0.3552 5 365 1 0.0027 0.2740 6 2592 5 0.0019 0.1929 7 1520 5 0.0033 0.3289 8 1406 2 0.0014 0.1422 9 1287 0 0.0000 0.0000 10 1066 7 0.0066 0.6567 11 1908 6 0.0031 0.3145 12 2565 4 0.0016 0.1559 13 2216 1 0.0005 0.0451 14 2612 9 0.0034 0.3446 15 1081 4 0.0037 0.3700 16 970 10 0.0103 1.0309 17 1840 8 0.0043 0.4348 18 499 3 0.0060 0.6012 19 1019 2 0.0020 0.1963 20 1853 6 0.0032 0.3238 21 371 1 0.0027 0.2695 22 839 1 0.0012 0.1192 Total 33196 106 p 0.0032
2. Menghitung nilai proporsi cacat p =
∑
∑
inspeksi cacat Unit _ = 33196 106 = 0.003193156 ≈ 0.00323. Menghitung nilai simpangan baku Rumus simpangan baku (Sp) :
{
}
ni ) 1 ( Sp = p − p{
}
ni ) 0032 . 0 1 ( 0032 . 0 Sp = −Rumus simpangan baku dalam persentase (Sp,%)
{
}
ni ) 100 ( Sp = p − p{
}
ni ) 0032 . 0 100 ( 0032 . 0 Sp = −Dimana ni = jumlah unit yang diinspeksi = jumlah unit yang diproduksi 4. Menghitung batas kontrol 3-sigma
p =
∑
∑
inspeksi cacat Unit _ = 33196 106 = 0.003193156 ≈ 0.0032 0032 . 0 = = p CL ni ni p p p UCL= +3 (1− ) =0.0032+3 0.0032(1−0.0032) ni ni p p p LCL= −3 (1− ) =0.0032−3 0.0032(1−0.0032)Tabel 4.15 Data Hasil Perhitungan Peta Kontrol p model R4C8200 No Jumlah yg diperiksa Jumlah Cacat Proporsi Kesalahan (p) Presentase Kesalahan (p,%) UCL LCL 1 3087 10 0.0032 0.3239 0.0062 0.0001 2 525 4 0.0076 0.7619 0.0106 -0.0042 3 1323 9 0.0068 0.6803 0.0078 -0.0015 4 2252 8 0.0036 0.3552 0.0068 -0.0004 5 365 1 0.0027 0.2740 0.0121 -0.0057 6 2592 5 0.0019 0.1929 0.0065 -0.0001 7 1520 5 0.0033 0.3289 0.0075 -0.0011 8 1406 2 0.0014 0.1422 0.0077 -0.0013 9 1287 0 0.0000 0.0000 0.0079 -0.0015 10 1066 7 0.0066 0.6567 0.0084 -0.0020 11 1908 6 0.0031 0.3145 0.0071 -0.0007 12 2565 4 0.0016 0.1559 0.0065 -0.0001 13 2216 1 0.0005 0.0451 0.0068 -0.0004 14 2612 9 0.0034 0.3446 0.0065 -0.0001 15 1081 4 0.0037 0.3700 0.0083 -0.0020 16 970 10 0.0103 1.0309 0.0086 -0.0022 17 1840 8 0.0043 0.4348 0.0071 -0.0008 18 499 3 0.0060 0.6012 0.0108 -0.0044 19 1019 2 0.0020 0.1963 0.0085 -0.0021 20 1853 6 0.0032 0.3238 0.0071 -0.0007 21 371 1 0.0027 0.2695 0.0120 -0.0056 22 839 1 0.0012 0.1192 0.0090 -0.0027 Total 33196 106 p 0.0032
Dari hasil perhitungan peta kontrol p pada tabel 4.15, terlihat bahwa terdapat sebanyak 1 data pengamatan yang berada diluar batas pengendali statistikal
yaitu pada pengamatan 16 dan pada proses assembly pada model ini dapat dikatakan stabil meskipun ada 1 data yang keluar.
Dari seluruh cacat yang terjadi 34.91 % disebabkan oleh kesalahan assembly, 64.15 % oleh Defect part (part itu sendiri yang rusak) dan 0.94 % oleh penyebab yang lain misal partnya kotor.
Langkah berikutnya adalah menampilkan diagram peta kontrol p dari keseluruhan pengamatan selama periode November 2006 – April 2007 .
5. Mem-plot atau menebar data proporsi (atau presentase) cacat • Model R4C8200 21 19 17 15 13 11 9 7 5 3 1 0.012 0.010 0.008 0.006 0.004 0.002 0.000 Sample P rop o rt ion _ P=0.00319 UCL=0.00904 LCL=0 1
Tests performed with unequal sample sizes
P Chart of Model R4C8200
Berdasarkan data diatas kapabilitas proses dapat dicari dengan formula :
Cp = 1− p
Cp = 1−0.0032=0.9968
Kapabilitas proses :
Setelah dilakukan perhitungan diatas maka kapabilitas proses atau kemampuan perusahaan untuk membuat produk yang tidak cacat adalah 0.9968 atau sebanyak 99.68 %, dengan kemampuan untuk membuat produknya cacat adalah 0.32 %.
Peta Kontrol p untuk Model R4CC530
Tabel 4.16 Data Hasil Perhitungan Peta Kontrol p model R4CC530 No Jumlah yg diperiksa Jumlah Cacat
Proporsi Kesalahan (p) Presentase Kesalahan (p,%) UCL LCL 1 3531 25 0.0071 0.7080 0.0060 0.0003 2 3602 11 0.0031 0.3054 0.0060 0.0004 3 64 0 0.0000 0.0000 0.0243 -0.0180 4 3303 8 0.0024 0.2422 0.0061 0.0002 5 1567 6 0.0038 0.3829 0.0075 -0.0011 6 3367 5 0.0015 0.1485 0.0061 0.0003 7 2027 11 0.0054 0.5427 0.0069 -0.0006 8 1667 3 0.0018 0.1800 0.0073 -0.0010 9 977 4 0.0041 0.4094 0.0086 -0.0022 10 1422 6 0.0042 0.4219 0.0077 -0.0013 11 2123 5 0.0024 0.2355 0.0069 -0.0005 12 4734 14 0.0030 0.2957 0.0056 0.0007 13 1991 4 0.0020 0.2009 0.0070 -0.0006 14 774 0 0.0000 0.0000 0.0093 -0.0029 15 2144 4 0.0019 0.1866 0.0068 -0.0005 16 1626 10 0.0062 0.6150 0.0074 -0.0010 17 1562 6 0.0038 0.3841 0.0075 -0.0011 18 2268 6 0.0026 0.2646 0.0067 -0.0004 19 1609 9 0.0056 0.5594 0.0074 -0.0010 20 2868 5 0.0017 0.1743 0.0063 0.0000 21 1606 1 0.0006 0.0623 0.0074 -0.0010 22 1220 3 0.0025 0.2459 0.0080 -0.0017 23 2909 6 0.0021 0.2063 0.0063 0.0001 24 1861 9 0.0048 0.4836 0.0071 -0.0007 25 311 2 0.0064 0.6431 0.0128 -0.0064 Total 51133 163 p 0.0032
25 23 21 19 17 15 13 11 9 7 5 3 1 0.025 0.020 0.015 0.010 0.005 0.000 Sample P rop o rt ion _ P=0.00319 UCL=0.01278 LCL=0 1
Tests performed with unequal sample sizes
P Chart of Model R4CC530
Grafik 4.2 Peta Kontrol p model R4CC530 menggunakan program Minitab Dari hasil perhitungan peta kontrol p pada tabel 4.16 dan Grafik 4.2 terlihat bahwa terdapat sebanyak 1 data pengamatan yang berada diluar batas pengendali statistikal yaitu pada pengamatan 1 dan pada proses assembly pada model ini dapat dikatakan stabil meskipun ada 1 data yang keluar.
Dari seluruh cacat yang terjadi 19.63 % disebabkan oleh kesalahan assembly, 75.46 % oleh Defect part dan 4.91 % oleh penyebab yang lain.
Berdasarkan data diatas kapabilitas proses dapat dicari dengan formula :
Cp = 1− p
Cp = 1−0.0032=0.9968
Kapabilitas proses :
Setelah dilakukan perhitungan diatas maka kapabilitas proses atau kemampuan perusahaan untuk membuat produk untuk Model R4CC530 yang tidak cacat adalah 0.9968 atau sebanyak 99.68 %, dengan kemampuan untuk membuat produknya cacat adalah 0.32 %.
Peta Kontrol p untuk Model R4NA84A
Tabel 4.17 Data Hasil Perhitungan Peta Kontrol p model R4NA84A No Jumlah yg diperiksa Jumlah Cacat
Proporsi Kesalahan (p) Presentase Kesalahan (p,%) UCL LCL 1 1049 11 0.0105 1.0486 0.0126 -0.0013 2 2183 10 0.0046 0.4581 0.0105 0.0008 3 2437 10 0.0041 0.4103 0.0102 0.0011 4 2560 17 0.0066 0.6641 0.0101 0.0012 5 512 4 0.0078 0.7813 0.0156 -0.0043 6 1751 9 0.0051 0.5140 0.0110 0.0003 7 2466 6 0.0024 0.2433 0.0102 0.0011 8 1960 9 0.0046 0.4592 0.0107 0.0006 9 256 4 0.0156 1.5625 0.0197 -0.0084 10 50 1 0.0200 2.0000 0.0374 -0.0261 11 125 0 0.0000 0.0000 0.0258 -0.0145 12 300 2 0.0067 0.6667 0.0186 -0.0073 13 100 1 0.0100 1.0000 0.0281 -0.0168 14 1 0 0.0000 0.0000 0.2304 -0.2191 15 1220 7 0.0057 0.5738 0.0121 -0.0008 16 470 2 0.0043 0.4255 0.0160 -0.0047 17 1751 5 0.0029 0.2856 0.0110 0.0003 18 634 4 0.0063 0.6309 0.0146 -0.0033 19 720 14 0.0194 1.9444 0.0140 -0.0027 Total 20545 116 p 0.0056
19 17 15 13 11 9 7 5 3 1 0.25 0.20 0.15 0.10 0.05 0.00 Sample P ro p or ti on _ P=0.0056 UCL=0.0140 LCL=0 1
Tests performed with unequal sample sizes
P Chart of Model R4NA84A
Grafik 4.3 Peta Kontrol p model R4NA84A menggunakan program Minitab Dari hasil perhitungan peta kontrol p pada tabel 4.17 dan Grafik 4.3 terlihat bahwa terdapat sebanyak 1 data pengamatan yang berada diluar batas pengendali statistikal yaitu pada pengamatan 19 dan pada proses assembly pada model ini dapat dikatakan stabil meskipun ada 1 data yang keluar.
Dari seluruh cacat yang terjadi 14.66 % disebabkan oleh kesalahan assembly, 79.31 % oleh Defect part dan 6.03 % oleh penyebab yang lain.
Berdasarkan data diatas kapabilitas proses dapat dicari dengan formula :
Cp = 1− p
Kapabilitas proses :
Setelah dilakukan perhitungan diatas maka kapabilitas proses atau kemampuan perusahaan untuk membuat produk untuk Model R4NA84A yang tidak cacat adalah 0.9944 atau sebanyak 99.44 %, dengan kemampuan untuk membuat produknya cacat adalah 0.56 %.
Peta Kontrol p untuk Model R4CB190
Tabel 4.18 Data Hasil Perhitungan Peta Kontrol p model R4CB190 No Jumlah yg diperiksa Jumlah Cacat
Proporsi Kesalahan (p) Presentase Kesalahan (p,%) UCL LCL 1 737 4 0.0054 0.5427 0.0109 -0.0030 2 502 3 0.0060 0.5976 0.0124 -0.0044 3 1723 15 0.0087 0.8706 0.0085 -0.0006 4 1951 5 0.0026 0.2563 0.0082 -0.0003 5 1843 0 0.0000 0.0000 0.0084 -0.0004 6 678 0 0.0000 0.0000 0.0112 -0.0033 7 1601 5 0.0031 0.3123 0.0087 -0.0007 8 2162 9 0.0042 0.4163 0.0080 -0.0001 9 879 16 0.0182 1.8203 0.0103 -0.0024 10 616 1 0.0016 0.1623 0.0116 -0.0036 11 1254 4 0.0032 0.3190 0.0093 -0.0014 12 2351 13 0.0055 0.5530 0.0079 0.0001 13 295 2 0.0068 0.6780 0.0149 -0.0070 14 1625 5 0.0031 0.3077 0.0086 -0.0007 15 141 0 0.0000 0.0000 0.0198 -0.0119 16 1288 1 0.0008 0.0776 0.0092 -0.0013 17 1453 4 0.0028 0.2753 0.0089 -0.0010 18 264 0 0.0000 0.0000 0.0156 -0.0076
19 1405 6 0.0043 0.4270 0.0090 -0.0011 20 688 0 0.0000 0.0000 0.0112 -0.0032 Total 23456 93 p 0.0040 19 17 15 13 11 9 7 5 3 1 0.020 0.015 0.010 0.005 0.000 Sample P rop or ti on _ P=0.00396 UCL=0.01115 LCL=0 1 1
Tests performed with unequal sample sizes
P Chart of Model R4CB190
Grafik 4.4 Peta Kontrol p model R4CB190 menggunakan program Minitab Dari hasil perhitungan peta kontrol p pada tabel 4.18 dan Grafik 4.4 terlihat bahwa terdapat sebanyak 2 data pengamatan yang berada diluar batas pengendali statistikal yaitu pada pengamatan 3 dan 9. Untuk mengurangi variasi penyebab khusus, maka dilakukan revisi agar data tidak ada yang keluar dari batas kendali.
Tabel 4.19 Data Hasil Perhitungan Peta Kontrol p model R4CB190 (Revisi I) No Jumlah yg diperiksa Jumlah Cacat Proporsi Kesalahan (p) Presentase Kesalahan (p,%) UCL LCL 1 737 4 0.0054 0.5427 0.0094 -0.0030 2 502 3 0.0060 0.5976 0.0107 -0.0044 4 1951 5 0.0026 0.2563 0.0070 -0.0007 5 1843 0 0.0000 0.0000 0.0071 -0.0008 6 678 0 0.0000 0.0000 0.0096 -0.0033 7 1601 5 0.0031 0.3123 0.0074 -0.0010 8 2162 9 0.0042 0.4163 0.0068 -0.0005 10 616 1 0.0016 0.1623 0.0099 -0.0036 11 1254 4 0.0032 0.3190 0.0079 -0.0016 12 2351 13 0.0055 0.5530 0.0066 -0.0003 13 295 2 0.0068 0.6780 0.0130 -0.0066 14 1625 5 0.0031 0.3077 0.0073 -0.0010 15 141 0 0.0000 0.0000 0.0173 -0.0110 16 1288 1 0.0008 0.0776 0.0078 -0.0015 17 1453 4 0.0028 0.2753 0.0076 -0.0013 18 264 0 0.0000 0.0000 0.0135 -0.0072 19 1405 6 0.0043 0.4270 0.0076 -0.0013 20 688 0 0.0000 0.0000 0.0096 -0.0033 21 730 5 0.0068 0.6849 0.0094 -0.0031 22 2496 9 0.0036 0.3606 0.0065 -0.0002 Total 24080 76 p 0.0032
19 17 15 13 11 9 7 5 3 1 0.018 0.016 0.014 0.012 0.010 0.008 0.006 0.004 0.002 0.000 Sample P rop or ti on _ P=0.00316 UCL=0.00652 LCL=0
Tests performed with unequal sample sizes
P Chart of Model R4CB190 Revisi I
Grafik 4.5 Peta Kontrol p model R4CB190 Revisi I menggunakan program Minitab
Dari hasil perhitungan peta kontrol p pada tabel 4.19 dan Grafik 4.5 terlihat bahwa tidak terdapat data yang berada diluar batas pengendali statistikal maka pada proses assembly pada model ini dapat dikatakan stabil meskipun.
Dari seluruh cacat yang terjadi 10.75 % disebabkan oleh kesalahan assembly, 84.95 % oleh Defect part dan 4.30 % oleh penyebab yang lain.
Berdasarkan data diatas kapabilitas proses dapat dicari dengan formula :
Cp = 1− p
Kapabilitas proses :
Setelah dilakukan perhitungan diatas maka kapabilitas proses atau kemampuan perusahaan untuk membuat produk untuk Model R4CB190 yang tidak cacat adalah 0.9968 atau sebanyak 99.68 %, dengan kemampuan untuk membuat produknya cacat adalah 0.32 %.
Peta Kontrol p untuk Model R4C3720
Tabel 4.20 Data Hasil Perhitungan Peta Kontrol p model R4C3720 No Jumlah yg diperiksa Jumlah Cacat
Proporsi Kesalahan (p) Presentase Kesalahan (p,%) UCL LCL 1 1044 7 0.0067 0.6705 0.0154 -0.0005 2 1855 24 0.0129 1.2938 0.0134 0.0015 3 1831 43 0.0235 2.3484 0.0135 0.0014 4 1859 28 0.0151 1.5062 0.0134 0.0015 5 720 2 0.0028 0.2778 0.0171 -0.0022 6 1681 10 0.0059 0.5949 0.0137 0.0012 7 1661 18 0.0108 1.0837 0.0138 0.0011 8 1981 9 0.0045 0.4543 0.0132 0.0017 9 953 5 0.0052 0.5247 0.0158 -0.0009 10 1080 14 0.0130 1.2963 0.0153 -0.0004 11 1441 23 0.0160 1.5961 0.0142 0.0007 12 1282 4 0.0031 0.3120 0.0147 0.0002 13 100 2 0.0200 2.0000 0.0333 -0.0183 14 1372 10 0.0073 0.7289 0.0144 0.0005 15 2308 14 0.0061 0.6066 0.0128 0.0021 16 2979 16 0.0054 0.5371 0.0122 0.0027 17 1932 9 0.0047 0.4658 0.0133 0.0016 18 2560 16 0.0063 0.6250 0.0126 0.0024
19 2501 9 0.0036 0.3599 0.0126 0.0023 20 2238 8 0.0036 0.3575 0.0129 0.0020 21 506 6 0.0119 1.1858 0.0189 -0.0040 22 2379 9 0.0038 0.3783 0.0127 0.0022 23 1930 11 0.0057 0.5699 0.0133 0.0016 24 2220 14 0.0063 0.6306 0.0129 0.0020 25 2064 6 0.0029 0.2907 0.0131 0.0018 26 1848 11 0.0060 0.5952 0.0135 0.0015 27 360 5 0.0139 1.3889 0.0211 -0.0061 Total 44685 333 p 0.0075 25 22 19 16 13 10 7 4 1 0.035 0.030 0.025 0.020 0.015 0.010 0.005 0.000 Sample P rop or ti on _ P=0.00745 UCL=0.02105 LCL=0 1 1 1
Tests performed with unequal sample sizes
P Chart of Model R4C3720
Grafik 4.6 Peta Kontrol p model R4C3720 menggunakan program Minitab
Dari hasil perhitungan peta kontrol p pada tabel 4.20 dan Grafik 4.6 terlihat bahwa terdapat sebanyak 3 data pengamatan yang berada diluar batas pengendali statistikal yaitu pada pengamatan 3, 4, dan 11.
Untuk mengurangi variasi penyebab khusus, maka dilakukan revisi agar data tidak ada yang keluar dari batas kendali.
Tabel 4.21 Data Hasil Perhitungan Peta Kontrol p model R4C3720 (Revisi I) No Jumlah yg diperiksa Jumlah Cacat Proporsi Kesalahan (p) Presentase Kesalahan (p,%) UCL LCL 1 7 1044 0.0067 0.6705 0.0126 -0.0013 2 24 1855 0.0129 1.2938 0.0109 0.0004 5 2 720 0.0028 0.2778 0.0140 -0.0027 6 10 1681 0.0059 0.5949 0.0111 0.0002 7 18 1661 0.0108 1.0837 0.0112 0.0001 8 9 1981 0.0045 0.4543 0.0107 0.0006 9 5 953 0.0052 0.5247 0.0129 -0.0016 10 14 1080 0.0130 1.2963 0.0125 -0.0012 12 4 1282 0.0031 0.3120 0.0119 -0.0006 13 2 100 0.0200 2.0000 0.0281 -0.0168 14 10 1372 0.0073 0.7289 0.0117 -0.0004 15 14 2308 0.0061 0.6066 0.0103 0.0010 16 16 2979 0.0054 0.5371 0.0098 0.0015 17 9 1932 0.0047 0.4658 0.0108 0.0005 18 16 2560 0.0063 0.6250 0.0101 0.0012 19 9 2501 0.0036 0.3599 0.0101 0.0011 20 8 2238 0.0036 0.3575 0.0104 0.0009 21 6 506 0.0119 1.1858 0.0156 -0.0043 22 9 2379 0.0038 0.3783 0.0102 0.0010 23 11 1930 0.0057 0.5699 0.0108 0.0005 24 14 2220 0.0063 0.6306 0.0104 0.0009 25 6 2064 0.0029 0.2907 0.0106 0.0007 26 11 1848 0.0060 0.5952 0.0109 0.0004 27 9 1617 0.0056 0.5566 0.0112 0.0001 28 11 1993 0.0055 0.5519 0.0107 0.0006 29 8 2061 0.0039 0.3882 0.0106 0.0007 30 2 1921 0.0010 0.1041 0.0108 0.0005 Total 264 46786 p 0.0056
28 25 22 19 16 13 10 7 4 1 0.030 0.025 0.020 0.015 0.010 0.005 0.000 Sample P rop or ti on _ P=0.00554 UCL=0.01141 LCL=0 1 1
Tests performed with unequal sample sizes
P Chart of Model R4C3720 (Revisi I)
Grafik 4.7 Peta Kontrol p model R4C3720 (Revisi I) menggunakan program Minitab
Dari hasil perhitungan peta kontrol p pada tabel 4.21 dan Grafik 4.7 terlihat masih terdapat sebanyak 2 data pengamatan yang berada diluar batas pengendali statistikal yaitu pada pengamatan ke- 2 dan ke- 8.
Karena masih ada data yang di luar batas kontrol, maka dilakukan revisi kembali agar data tidak ada yang keluar dari batas kendali.
Untuk mengetahui kapabilitas proses dari data ini, proses yang ada saat ini terlebih dahulu harus distabilkan dengan cara mengeliminasi atau menghilangkan data-data yang berada diluar batas pengendali atas maupun batas pengendali bawah. Maka langkah selanjutnya dalam pembuatan peta kontrol p adalah dengan melakukan pengamatan kembali apakah keseluruhan data telah berada dalam batas pengendali statistikal. Jika semua data sudah
berada di dalam batas pengendali statistikal, baru dapat ditentukan kapabilitas prosesnya.
Sebelum keseluruhan data pada proses ini berada di dalam batas pengendali statistikal, maka proses ini belum dapat dikatakan stabil dan juga belum dapat ditentukan kapabilitas prosesnya.
Tabel 4.22 Data Hasil Perhitungan Peta Kontrol p model R4C3720 (Revisi II) No Jumlah yg diperiksa Jumlah Cacat Proporsi Kesalahan (p) Presentase Kesalahan (p,%) UCL LCL 1 1044 7 0.0067 0.6705 0.0114 -0.0016 5 720 2 0.0028 0.2778 0.0128 -0.0029 6 1681 10 0.0059 0.5949 0.0101 -0.0002 7 1661 18 0.0108 1.0837 0.0101 -0.0002 8 1981 9 0.0045 0.4543 0.0097 0.0002 9 953 5 0.0052 0.5247 0.0117 -0.0019 12 1282 4 0.0031 0.3120 0.0108 -0.0009 13 100 2 0.0200 2.0000 0.0259 -0.0161 14 1372 10 0.0073 0.7289 0.0106 -0.0007 15 2308 14 0.0061 0.6066 0.0093 0.0006 16 2979 16 0.0054 0.5371 0.0088 0.0011 17 1932 9 0.0047 0.4658 0.0097 0.0001 18 2560 16 0.0063 0.6250 0.0091 0.0008 19 2501 9 0.0036 0.3599 0.0091 0.0007 20 2238 8 0.0036 0.3575 0.0094 0.0005 21 506 6 0.0119 1.1858 0.0143 -0.0044 22 2379 9 0.0038 0.3783 0.0092 0.0006 23 1930 11 0.0057 0.5699 0.0097 0.0001 24 2220 14 0.0063 0.6306 0.0094 0.0005 25 2064 6 0.0029 0.2907 0.0096 0.0003 26 1848 11 0.0060 0.5952 0.0098 0.0000 27 1617 9 0.0056 0.5566 0.0102 -0.0003 28 1993 11 0.0055 0.5519 0.0096 0.0002 29 2061 8 0.0039 0.3882 0.0096 0.0003 30 1921 2 0.0010 0.1041 0.0097 0.0001 31 1438 3 0.0021 0.2086 0.0105 -0.0006 32 2578 7 0.0027 0.2715 0.0091 0.0008 Total 47867 236 p 0.0049
25 22 19 16 13 10 7 4 1 0.025 0.020 0.015 0.010 0.005 0.000 Sample P ropor ti on _ P=0.00493 UCL=0.00907 LCL=0.00079 1
Tests performed with unequal sample sizes
P Chart of Model R4C3720 Revisi II
Grafik 4.8 Peta Kontrol p model R4C3720 (Revisi II) menggunakan program Minitab
Dari hasil perhitungan peta kontrol p pada tabel 4.22 dan Grafik 4.8 terlihat bahwa terdapat sebanyak 1 data pengamatan yang berada diluar batas pengendali statistikal yaitu pada pengamatan ke-4 dan pada proses assembly pada model ini dapat dikatakan stabil meskipun ada 1 data yang keluar.
Dari seluruh cacat yang terjadi 16.52 % disebabkan oleh kesalahan assembly, 81.08 % oleh Defect part dan 2.40 % oleh penyebab yang lain.
Berdasarkan data diatas kapabilitas proses dapat dicari dengan formula :
Cp = 1− p
Cp = 1−0.0049=0.9951
Kapabilitas proses :
Setelah dilakukan perhitungan diatas maka kapabilitas proses atau kemampuan perusahaan untuk membuat produk untuk Model R4C3720 yang tidak cacat adalah 0.9951 atau sebanyak 99.51 %, dengan kemampuan untuk membuat produknya cacat adalah 0.49 %.
Peta Kontrol p untuk Model R4NA83A
Tabel 4.23 Data Hasil Perhitungan Peta Kontrol p model R4NA83A
No Jumlah yg diperiksa Jumlah Cacat Proporsi Kesalahan (p) Presentase Kesalahan (p,%) UCL LCL 1 1386 15 0.0108 1.0823 0.0056 -0.0016 2 1607 4 0.0025 0.2489 0.0054 -0.0013 3 200 0 0.0000 0.0000 0.0115 -0.0075 4 3180 9 0.0028 0.2830 0.0044 -0.0004 5 4770 5 0.0010 0.1048 0.0040 0.0001 6 4542 11 0.0024 0.2422 0.0040 0.0000 7 4993 9 0.0018 0.1803 0.0039 0.0001 8 3967 10 0.0025 0.2521 0.0041 -0.0001 9 2700 10 0.0037 0.3704 0.0046 -0.0006 10 4797 8 0.0017 0.1668 0.0040 0.0001 11 3294 0 0.0000 0.0000 0.0044 -0.0003 12 634 8 0.0126 1.2618 0.0074 -0.0033 13 1197 1 0.0008 0.0835 0.0059 -0.0019 14 4900 4 0.0008 0.0816 0.0039 0.0001
15 5041 9 0.0018 0.1785 0.0039 0.0001 16 2634 6 0.0023 0.2278 0.0046 -0.0006 17 1620 0 0.0000 0.0000 0.0054 -0.0013 18 3976 5 0.0013 0.1258 0.0041 -0.0001 19 2316 2 0.0009 0.0864 0.0048 -0.0008 20 2316 10 0.0043 0.4318 0.0048 -0.0008 21 4148 5 0.0012 0.1205 0.0041 -0.0001 22 3458 6 0.0017 0.1735 0.0043 -0.0003 23 966 2 0.0021 0.2070 0.0063 -0.0023 24 904 2 0.0022 0.2212 0.0065 -0.0025 25 498 0 0.0000 0.0000 0.0080 -0.0040 Total 70044 141 p 0.0020 25 23 21 19 17 15 13 11 9 7 5 3 1 0.014 0.012 0.010 0.008 0.006 0.004 0.002 0.000 Sample P ropor ti on _ P=0.00201 UCL=0.00804 LCL=0 1 1
Tests performed with unequal sample sizes
P Chart of Model R4NA83A
Grafik 4.9 Peta Kontrol p model R4NA83A menggunakan program Minitab Dari hasil perhitungan peta kontrol p pada tabel 4.23 dan Grafik 4.9 terlihat bahwa terdapat sebanyak 2 data pengamatan yang berada diluar batas pengendali statistikal yaitu pada pengamatan 1 dan 12.
Untuk mengurangi variasi penyebab khusus, maka dilakukan revisi agar data tidak ada yang keluar dari batas kendali.
Untuk mengetahui kapabilitas proses dari data ini, proses yang ada saat ini terlebih dahulu harus distabilkan dengan cara mengeliminasi atau menghilangkan data-data yang berada diluar batas pengendali atas maupun batas pengendali bawah. Maka langkah selanjutnya dalam pembuatan peta kontrol p adalah dengan melakukan pengamatan kembali apakah keseluruhan data telah berada dalam batas pengendali statistikal. Jika semua data sudah berada di dalam batas pengendali statistikal, baru dapat ditentukan kapabilitas prosesnya.
Sebelum keseluruhan data pada proses ini berada di dalam batas pengendali statistikal, maka proses ini belum dapat dikatakan stabil dan juga belum dapat ditentukan kapabilitas prosesnya.
Tabel 4.24 Data Hasil Perhitungan Peta Kontrol p model R4NA83A (Revisi I) No Jumlah yg diperiksa Jumlah Cacat Proporsi Kesalahan (p) Presentase Kesalahan (p,%) UCL LCL 2 1607 4 0.0025 0.2489 0.0050 -0.0014 3 200 0 0.0000 0.0000 0.0108 -0.0072 4 3180 9 0.0028 0.2830 0.0040 -0.0005 5 4770 5 0.0010 0.1048 0.0036 0.0000 6 4542 11 0.0024 0.2422 0.0037 -0.0001 7 4993 9 0.0018 0.1803 0.0036 0.0000 8 3967 10 0.0025 0.2521 0.0038 -0.0002 9 2700 10 0.0037 0.3704 0.0042 -0.0007 10 4797 8 0.0017 0.1668 0.0036 0.0000 11 3294 0 0.0000 0.0000 0.0040 -0.0004 13 1197 1 0.0008 0.0835 0.0055 -0.0019 14 4900 4 0.0008 0.0816 0.0036 0.0000 15 5041 9 0.0018 0.1785 0.0036 0.0000 16 2634 6 0.0023 0.2278 0.0043 -0.0007 17 1620 0 0.0000 0.0000 0.0049 -0.0014 18 3976 5 0.0013 0.1258 0.0038 -0.0002 19 2316 2 0.0009 0.0864 0.0044 -0.0008 20 2316 10 0.0043 0.4318 0.0044 -0.0008 21 4148 5 0.0012 0.1205 0.0038 -0.0002 22 3458 6 0.0017 0.1735 0.0039 -0.0004 23 966 2 0.0021 0.2070 0.0059 -0.0023 24 904 2 0.0022 0.2212 0.0060 -0.0024 25 2655 3 0.0011 0.1130 0.0042 -0.0007
26 5400 12 0.0022 0.2222 0.0035 0.0001 27 3240 8 0.0025 0.2469 0.0040 -0.0004 Total 78821 141 p 0.0018 25 23 21 19 17 15 13 11 9 7 5 3 1 0.012 0.010 0.008 0.006 0.004 0.002 0.000 Sample P ropor ti o n _ P=0.00179 UCL=0.00402 LCL=0
Tests performed with unequal sample sizes
P Chart of Model R4NA83A Revisi I
Grafik 4.10 Peta Kontrol p model R4NA83A (Revisi I) menggunakan program Minitab
Dari hasil perhitungan peta kontrol p pada tabel 4.24 dan Grafik 4.10 terlihat bahwa tidak terdapat data yang berada diluar batas pengendali statistikal sehingga pada proses assembly pada model ini dapat dikatakan stabil.
Dari seluruh cacat yang terjadi 19.86 % disebabkan oleh kesalahan assembly dan 80.14 % oleh Defect part.
Berdasarkan data diatas kapabilitas proses dapat dicari dengan formula :
Cp = 1− p
Cp = 1−0.0018=0.9982
Kapabilitas proses :
Setelah dilakukan perhitungan diatas maka kapabilitas proses atau kemampuan perusahaan untuk membuat produk untuk Model R4NA83A yang tidak cacat adalah 0.9982 atau sebanyak 99.82 %, dengan kemampuan untuk membuat produknya cacat adalah 0.18 %.
Peta Kontrol p untuk Model R4CC540
Tabel 4.25 Data Hasil Perhitungan Peta Kontrol p model R4CC540 No Jumlah yg diperiksa Jumlah Cacat
Proporsi Kesalahan (p) Presentase Kesalahan (p,%) UCL LCL 1 1716 7 0.0041 0.4079 0.0063 -0.0011 2 862 1 0.0012 0.1160 0.0079 -0.0026 3 4640 28 0.0060 0.6034 0.0049 0.0004 4 2743 2 0.0007 0.0729 0.0056 -0.0003 5 2360 3 0.0013 0.1271 0.0058 -0.0005 6 3515 8 0.0023 0.2276 0.0052 0.0000 7 2824 5 0.0018 0.1771 0.0055 -0.0003 8 1983 2 0.0010 0.1009 0.0061 -0.0008 9 1296 3 0.0023 0.2315 0.0069 -0.0016 10 1415 7 0.0049 0.4947 0.0067 -0.0015 11 1646 2 0.0012 0.1215 0.0064 -0.0012 12 75 2 0.0267 2.6667 0.0204 -0.0151 13 616 1 0.0016 0.1623 0.0088 -0.0036 14 1701 2 0.0012 0.1176 0.0064 -0.0011 15 1185 2 0.0017 0.1688 0.0071 -0.0018 16 1847 3 0.0016 0.1624 0.0062 -0.0009 17 1794 2 0.0011 0.1115 0.0063 -0.0010 18 2109 15 0.0071 0.7112 0.0060 -0.0007 19 3114 9 0.0029 0.2890 0.0054 -0.0001 20 199 7 0.0352 3.5176 0.0135 -0.0083 21 3238 4 0.0012 0.1235 0.0053 -0.0001 22 764 3 0.0039 0.3927 0.0082 -0.0029 23 2073 0 0.0000 0.0000 0.0060 -0.0007 24 1848 4 0.0022 0.2165 0.0062 -0.0009 25 2410 6 0.0025 0.2490 0.0058 -0.0005 26 610 0 0.0000 0.0000 0.0089 -0.0036
Total 48583 128 p 0.0026 25 22 19 16 13 10 7 4 1 0.04 0.03 0.02 0.01 0.00 Sample P rop o rt ion _ P=0.00263 UCL=0.00886 LCL=0 1 1 1 1
Tests performed with unequal sample sizes
P Chart of Model R4CC540
Grafik 4.11 Peta Kontrol p model R4CC540 menggunakan program Minitab
Dari hasil perhitungan peta kontrol p pada tabel 4.25 dan Grafik 4.11 terlihat bahwa terdapat sebanyak 4 data pengamatan yang berada diluar batas pengendali statistikal yaitu pada pengamatan 3, 12, 18 dan 20.
Untuk mengurangi variasi penyebab khusus, maka dilakukan revisi agar data tidak ada yang keluar dari batas kendali.
Untuk mengetahui kapabilitas proses dari data ini, proses yang ada saat ini terlebih dahulu harus distabilkan dengan cara mengeliminasi atau menghilangkan data-data yang berada diluar batas pengendali atas maupun batas pengendali bawah. Maka langkah selanjutnya dalam pembuatan peta kontrol p adalah dengan melakukan pengamatan kembali apakah keseluruhan data telah berada dalam batas pengendali statistikal. Jika semua data sudah
berada di dalam batas pengendali statistikal, baru dapat ditentukan kapabilitas prosesnya.
Sebelum keseluruhan data pada proses ini berada di dalam batas pengendali statistikal, maka proses ini belum dapat dikatakan stabil dan juga belum dapat ditentukan kapabilitas prosesnya.
Tabel 4.26 Data Hasil Perhitungan Peta Kontrol p model R4CC540 (Revisi I)
No Jumlah yg diperiksa Jumlah Cacat Proporsi Kesalahan (p) Presentase Kesalahan (p,%) UCL LCL 1 1716 7 0.0041 0.4079 0.0052 -0.0012 2 862 1 0.0012 0.1160 0.0066 -0.0026 4 2743 2 0.0007 0.0729 0.0046 -0.0006 5 2360 3 0.0013 0.1271 0.0048 -0.0008 6 3515 8 0.0023 0.2276 0.0043 -0.0003 7 2824 5 0.0018 0.1771 0.0045 -0.0005 8 1983 2 0.0010 0.1009 0.0050 -0.0010 9 1296 3 0.0023 0.2315 0.0057 -0.0017 10 1415 7 0.0049 0.4947 0.0056 -0.0016 11 1646 2 0.0012 0.1215 0.0053 -0.0013 13 616 1 0.0016 0.1623 0.0074 -0.0034 14 1701 2 0.0012 0.1176 0.0053 -0.0012 15 1185 2 0.0017 0.1688 0.0059 -0.0019 16 1847 3 0.0016 0.1624 0.0051 -0.0011 17 1794 2 0.0011 0.1115 0.0052 -0.0012 19 3114 9 0.0029 0.2890 0.0044 -0.0004 21 3238 4 0.0012 0.1235 0.0044 -0.0004 22 764 3 0.0039 0.3927 0.0069 -0.0029 23 2073 0 0.0000 0.0000 0.0050 -0.0009 24 1848 4 0.0022 0.2165 0.0051 -0.0011 25 2410 6 0.0025 0.2490 0.0047 -0.0007