BAB 4
PENGUMPULAN DAN ANALISA DATA
4.1 Pengumpulan Data
Data-data yang diperlukan dalam pembuatan skripsi ini terdiri dari data primer dan data sekunder. Data primer bertujuan untuk membuktikan adanya masalah, dan untuk mengukur kinerja saat ini (saat pengamatan dilakukan), data karakterisktik kualitas produk yang didapat dari dokumen standar kualitas (QC) perusahaan atau voice of customer, sementara data sekunder seperti data proses produksi, waktu siklus operasi, kapasitas produksi,dan data lainnya yang didapat dari hasil wawancara atau diskusi dengan kepala seksi dan kepala departemen yang bersangkutan.
A. Data Primer
1) Data rekap hasil produksi dan jumlah cacat dari yang dihasilkan yaitu produk cylinder comp tipe KPH selama 4 bulan, yakni bulan November 2008 sampai dengan bulan Februari 2009.
2) Data-data karakteristik kualitas kunci produk atau voice of customer yang didapat dari hasil wawancara dan diskusi dengan
B. Data Sekunder
1) Data flow process pada pembuatan part cylinder comp tipe KPH dari proses melting sampai dengan finish produk.
Hasil pengumpulan data ini akan diperlihatkan langsung pada bagian selanjutnya dari bab ini pada analisa data.
4.2 Pengolahan Data
Dalam pengolahan data terdapat lima tahapan untuk mengumpulkan dan mengolah data, dan tahapan yang akan dilakukan sesuai dengan strategi penerapan six sigma, yaitu Define-Measure-Analyze-Improve-Control (DMAIC). Tahapan-tahapan
ini merupakan tahapan yang berulang atau membentuk siklus peningkatan kualitas dengan six sigma.
4.2.1 Define
Merupakan tahap pertama dalam model DMAIC menuju peningkatan secara terus-menerus menuju target six sigma. Proses produksi merupakan suatu kegiatan utama dalam suatu industri. Pada tahap ini akan didefinisikan keseluruhan proses produksi yang terkait di PT. Astra Honda Motor (PT.AHM). dari tahapan ini akan diketahui bagaimana flow process yang ada, input apa saja yang dibutuhkan dalam tahapan persiapan sehingga proses akan berjalan dengan baik, sehingga akan menghasilkan output yang sesuai dengan harapan perusahaan dan masuk ke dalam
voice of customer. Adapun tools yang dibutuhkan pada tahapan ini adalah diagram
flow process dan diagram Supplier-Input-Process-Output-Customer (SIPOC).
4.2.1.1 Pembuatan Diagram Flow Process
Diagram flow process menggambarkan aktifitas-aktifitas yang berlangsung dalam sebuah proses. Dalam pembuatan diagram flow process ini dibuat berdasarkan urutan-urutan kerja yang berlangsung. Dengan diagram flow process ini diharapkan pemahaman terhadap sebuah proses akan lebih baik sehingga memudahkan untuk melakukan perbaikan-perbaikan. Secara rinci diagram flow process part cylinder comp tipe KPH dapat dilihat pada gambar 4.1 di bawah ini.
4.2.1.2 Pembuatan Diagram SIPOC
Sama dengan diagram flow process, diagram supplier-input-process-output-customer (SIPOC) juga merupakan representasi visual dari sebuah proses yang
berlangsung. Perbedaannya adalah pada diagram SIPOC lebih berfokus pada karakteristik input dan output dari sebuah proses. Hal yang harus ditentukan pertama kali adalah output yang diinginkan dari proses yang diamati. Karakteristik output tersebut diletakkan di sebelah kanan proses yang diamati. Selanjutnya menentukan faktor-faktor yang harus dijadikan input agar dapat menghasilkan output yang telah ditentukan. Biasanya jumlah input akan lebih banyak dibandingkan dengan jumlah output. Diagram SIPOC dari tahapan proses pembuatan part cylinder comp dapat
Suppl ier Input Pr ocess O u tput Cust ome r Melting Injecti o n Pr ocess Trimming Finishi n g Warehouse 1) Mate ri al Ingot Alumunium 2) Sleeve Blank C a sting Cylinder Comp Machining Cyl inder Comp C ritical to Quality (CT Q) : T
idak boleh ret
a
k
sl
eeve area
4.2.2 Measure
Perusahaan-perusahaan yang mengukur kualitas dan efisiensi dari proses mereka akan mampu menghasilkan produk dan pelayanan berkualitas tinggi. Dalam program peningkatan kualitas Six Sigma menggunakan model DMAIC terdapat tahapan Measure, yang bertujuan untuk melakukan pengukuran terhadap fakta-fakta yang akan menghasilkan data, dan akan berguna sebagai pengetahuan bagi pihak manajemen untuk meningkatkan kualitas.
Hal-hal yang harus dilakukan dalam tahapan pengukuran meliputi penentuan karakteristik kualitas dari tahapan proses produksi, dan pengukuran Defect per Million Opportunities (DPMO) yang selanjutnya digunakan untuk penetapan sigma
level dari cacat tersebut.
4.2.2.1 Penentuan Karakteristik Critical to Quality (CTQ)
Voice of customer (keinginan pelanggan) dalam hal ini adalah next process,
yaitu adalah kesesuaian kualitas produk yang dihasilkan terhadap karakteristik kualitas atau Critical to Quality (CTQ).
Adapun tujuan dari menentukan atau menentapkan karakteristik kualitas (Critical to Quality) adalah untuk mengetahui karakteristik-karakteristik yang mempunyai kemungkinan atau berpotensi menjadi defect atau cacat pada hasil akhir. Karakteristik kualitas yang kritis dalam pembahasan ini adalah terjadinya cacat sleeve retak area moved pada part cylinder comp tipe KPH. Sehingga jumlah CTQ yang
digunakan berjumlah satu karakteristik dan jumlah CTQ inilah yang akan digunakan untuk menghitung nilai defect per million opportunities (DPMO).
4.2.2.2 Perhitungan Defect per Million Opportunities (DPMO)
Perhitungan DPMO ini akan menunjukkan level sigma suatu perusahaan, khususnya dalam hal ini adalah level sigma dari cacat sleeve retak area moved pada seksi die casting di PT. Astra Honda Motor. Tahap-tahap perhitungannya adalah sebagai berikut :
Unit (U)
Jumlah produk cylinder comp tipe KPH yang diproduksi selama bulan November 2008 sampai dengan bulan Februari 2009 adalah sebanyak 218599 unit.
Opportunities (OP)
Karakteristik yang kritis (Critical to Quality) yang ditentukan dalam masalah ini adalah berjumlah 1 karakteristik, yakni tidak boleh terjadi sleeve retak area moved pada part cylinder comp tipe KPH.
Defect (D)
Cacat sleeve retak area moved yang terjadi selama proses produksi part cylinder comp tipe KPH bulan November 2008 sampai dengan
Defect Per Unit (DPU) DPU = D / U
DPU = 1935 / 218599 = 0.0089 Total Opportunities (TOP)
TOP = U x OP
TOP = 218559 x 1 = 218559 Defect Per Opportunities (DPO)
DPO = D / TOP
DPO = 1935 / 218559 = 0.0089
Defect per Million Opportunities (DPMO) DPMO = DPO x 1000000
DPMO = 0.0089 x 1000000 = 8852
Dari tabel konversi six sigma, yang tercantum dalam lampiran, nilai DPMO sebesar 8852 berada di antara 8656 DPMO (3.88 sigma) dan 8894 DPMO (3.87 sigma). Dengan menggunakan interpolasi linier, maka didapatkan :
y = 3.88 – 3.87 (8852 – 8894) + 3.87 8656 – 8894
y = 0.42 + 3.87 238
Dari perhitungan menggunakan interpolasi menunjukkan bahwa level sigma berada pada tingkat 3.872 dengan DPMO sebesar 8852. Apabila dilihat dari
pencapaian level sigma tersebut, maka dapat dikatakan bahwa tingkat pencapaian kualitas produk cylinder comp tipe KPH masih perlu ditingkatkan. Karena untuk perusahaan yang lebih kompetitif dan untuk menjadikan part tersebut lebih berkualitas maka angka level sigma di atas masih harus ditingkatkan hingga mendekati level kesempurnaan 6 sigma (6σ).
4.2.3 Analyze
Setelah melakukan tahap Define serta Measure, tahap selanjutnya adalah tahap Analisa atau Analyze. Tahap ini merupakan langkah untuk menentukan faktor-faktor utama penyebab terjadinya cacat sleeve retak area moved yang terjadi dalam bulan November 2008 sampai dengan bulan Februari 2009 dan membuat prioritas cacat mana yang memiliki kontribusi dominan terhadap menurunnya kualitas produk secara keseluruhan pada kategori reject next process atau reject yang ditemukan di seksi machining cylinder comp. Dan menganalisa berbagai akar penyebab masalah dari cacat sleeve retak area moved, ditinjau dari segi man, method, material, dan machine, sehingga dapat meningkatkan tahapan proses yang sedang berlangsung.
4.2.3.1 Pembuatan Diagram Pareto
Langkah awal dalam membuat diagram pareto adalah mencoba untuk mengidentifikasi secara kuantitatif jenis-jenis cacat yang paling dominan atau paling sering terjadi dalam kurun waktu bulan November 2008 sampai dengan bulan Februari 2009. Berikut adalah data rekap cacat atau reject next process beserta diagram pareto untuk menunjukkan cacat apa yang paling dominan. Data tersebut dapat dilihat pada tabel 4.1.
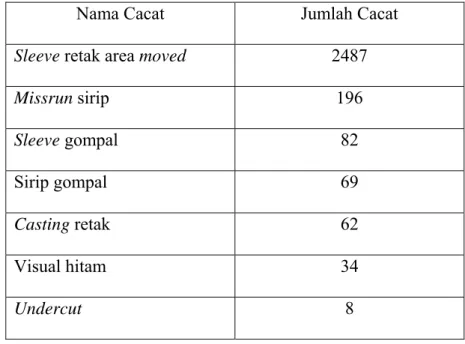
Tabel 4.1 Data Reject Next Process (Nov. 2008 – Feb. 2009) untuk diagram pareto
Nama Cacat Jumlah Cacat
Sleeve retak area moved 2487
Missrun sirip 196 Sleeve gompal 82 Sirip gompal 69 Casting retak 62 Visual hitam 34 Undercut 8
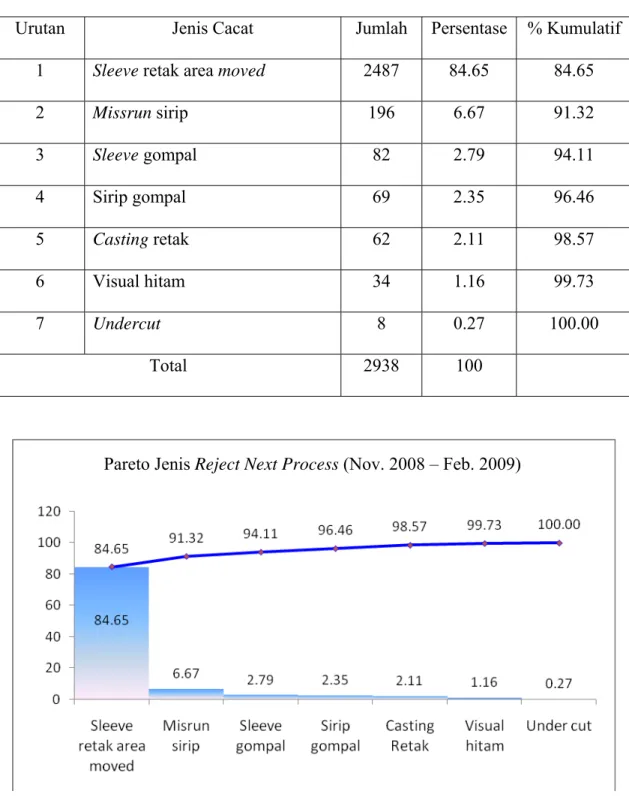
Tabel 4.2 Data Perhitungan Diagram Pareto
Urutan Jenis Cacat Jumlah Persentase % Kumulatif
1 Sleeve retak area moved 2487 84.65 84.65
2 Missrun sirip 196 6.67 91.32 3 Sleeve gompal 82 2.79 94.11 4 Sirip gompal 69 2.35 96.46 5 Casting retak 62 2.11 98.57 6 Visual hitam 34 1.16 99.73 7 Undercut 8 0.27 100.00 Total 2938 100
Gambar 4.3 Diagram Pareto Jenis Reject Next Process (Nov. 2008 – Feb. 2009) Pareto Jenis Reject Next Process (Nov. 2008 – Feb. 2009)
Pada diagram pareto memperlihatkan jenis cacat yang menempati urutan pertama serta paling banyak terjadi selama bulan November 2008 sampai dengan bulan Februari 2009 adalah cacat sleeve retak area moved, dengan total mencapai 2487 cacat. Cacat ini mencapai 84.65% dari keseluruhan total cacat yang terjadi. Sedangkan jenis cacat yang paling sedikit terjadi pada kurun waktu yang sama adalah cacat undercut, yang berjumlah 8 cacat (0.27% dari keseluruhan total cacat yang terjadi). Untuk lebih jelas, diagram tersebut dapat dilihat pada gambar 4.3.
Berdasarkan persentase kumulatif, jenis cacat yang akan menjadi prioritas dalam penanganan masalah adalah jenis cacat next process yang diakibatkan oleh cacat sleeve retak area moved, karena presentase kumulatif dari cacat tersebut mencapai 84.65%. Agar dapat diketahui sumber-sumber penyebab terjadinya cacat sleeve retak area moved, maka akan digunakan diagram Fishbone sebagai tools atau
alat bantu dalam proses analisa.
4.2.3.2 Pembuatan Diagram Fishbone (Sebab-Akibat)
Dr. Kaoru Ishikawa mengembangkan alat sederhana yang dinamakan diagram Fishbone, untuk mengidentifikasi sebab-akibat terjadinya variasi dalam proses yang
dalam hal ini adalah untuk menganalisa sebab-akibat dari cacat sleeve retak area moved. Diagram ini menyusun sebab-akibat variasi atau sebab-sebab permasalahan
kualitas ke dalam beberapa kategori. Hal ini membantu untuk menentukan fokus masalah yang diambil dan membantu dalam usaha-usaha pengembangan proses.
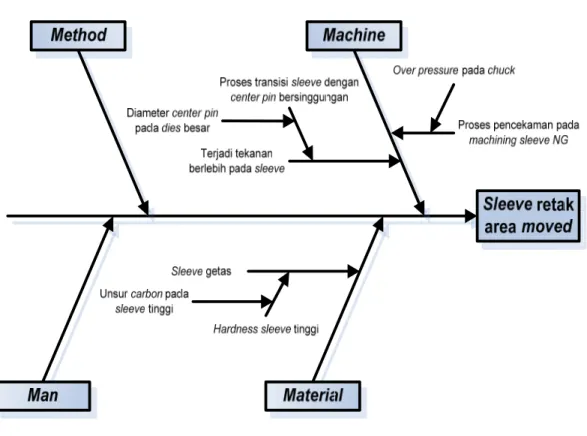
Pembuatan diagram fishbone dilakukan untuk cacat sleeve retak area moved. Cacat tersebutlah yang paling dominan serta menjadi prioritas dalam penanganan masalah reject next process karena mencapai 84.65% dari total keseluruhan cacat yang terjadi pada seksi machining cylinder comp selama bulan November 2008 sampai dengan bulan Februari 2009. Diagram fishbone untuk cacat sleeve retak area moved dapat dilihat pada gambar 4.4.
Gambar 4.4 menunjukkan sebab-sebab yang mengakibatkan terjadinya cacat sleeve retak area moved. Adapun penjelasannya adalah sebagai berikut :
• Man
Dari analisa yang dilakukan pada cacat sleeve retak area moved, faktor manusia tidak mempengaruhi terhadap terjadinya reject
sleeve retak area moved.
• Method
Faktor metode pada saat pembuatan part cylinder comp tipe KPH di seksi die casting juga tidak mempengaruhi terhadap terjadinya reject sleeve retak area moved.
• Material
Pada setiap part / produk pasti mempunyai karakteristik atau unsur dasar material sebagai identik dari sifat material itu sendiri. Dalam hal ini, pada pengecekkan karakteristik sleeve cylinder comp diketahui bahwa sleeve tersebut getas, sehingga menyebabkan kemungkinan terjadinya reject sleeve retak area moved menjadi lebih tinggi. Getasnya sleeve tersebut disebabkan karena unsur karbon pada sleeve tinggi, sehingga hardness (kekerasan) dari sleeve tersebut juga
• Machine
Ada 2 hal yang menjadi penyebab utama reject sleeve retak area moved jika ditinjau dari segi mesin sebagai penyebab terjadinya masalah. Yang pertama adalah pada sleeve terjadi tekanan yang berlebih saat proses injection pada die casting sehingga menyebabkan sleeve tersebut retak pada area moved. Adapun tekanan yang berlebih
tersebut disebabkan oleh adanya gesekan pada saat proses die close akibat dari diameter center pin dies yang besar. Penyebab kedua adalah terjadinya over pressure pada chuck saat pencekaman sleeve di proses machining sleeve sehingga mengakibatkan sleeve retak pada area moved.
4.2.4 Improve
Improve merupakan operasional keempat dalam program peningkatan kualitas
six sigma. Tahap ini akan membantu untuk memperbaiki atau meningkatkan proses.
Alat six sigma yang digunakan pada tahap ini adalah Failure Mode and Effect Analysis (FMEA), untuk mengetahui penyebab-penyebab potensial dari masalah yang
4.2.4.1 Pembuatan Failure Mode and Effect Analysis (FMEA)
FMEA adalah suatu prosedur terstruktur untuk mengidentifikasi dan mencegah sebanyak mungkin mode kegagalan (failure modes). Pembuatan FMEA bertujuan untuk mengidentifikasi dan menilai resiko-resiko yang berhubungan dengan potensi kegagalan. FMEA dapat diterapkan dalam semua bidang, baik manufaktur maupun jasa, juga pada semua jenis produk. Dalam FMEA akan dilakukan perhitungan Risk Priority Number (RPN), yang merupakan perkalian dari Occurance (O), Severity (S), Detectability (D) dengan memberikan nilai secara
subyektif antara 1-10 sebagai kriterianya, kriteria-kriteria yang dijadikan acuan dalam memberikan penilaian tersebut dijelaskan dalam bab 2 pada skripsi ini.
Data yang dibutuhkan untuk membuat FMEA adalah faktor-faktor sebab-akibat dari fishbone yang telah dibuat sebelumnya.
4.2.4.1.1 Pembuatan FMEA Untuk Jenis Cacat Sleeve Retak Area Moved
Jenis cacat sleeve retak area moved merupakan cacat pada proses produksi machining cylinder comp. Cacat ini menyebabkan part terbentuk suatu retakan yang
dapat menyebabkan sleeve pada part cylinder comp tersebut menjadi pecah. Pembuatan cause failure effect untuk cacat sleeve retak area moved dapat dilihat pada table 4.3.
Tabel 4.3 Cause Failure Mode Effect Jenis Cacat Sleeve Retak Area Moved Efek Kegagalan Potensial Modus Kegagalan Potensial Penyebab Potensial
Pencekaman sleeve NG Over pressure pada chuck Regulator labil Tekanan pada sleeve
terlalu besar
Sleeve bersinggungan
dengan center pin pada dies
Diameter center pin besar
Sleeve getas Hardness sleeve tinggi
Unsur karbon pada sleeve tinggi
Hasil pembuatan CFME yang berupa urutan akar penyebab masalah-modus kegagalan-efek dirangkum dalam tabel FMEA sebagai berikut :
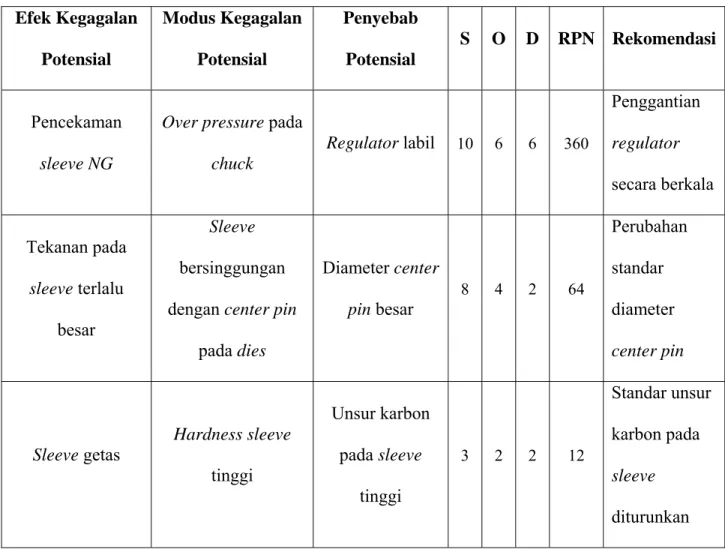
Tabel 4.4 Failure Mode and Effect Analysis Untuk Jenis Cacat Sleeve Retak Area Moved Efek Kegagalan Potensial Modus Kegagalan Potensial Penyebab Potensial S O D RPN Rekomendasi Pencekaman sleeve NG
Over pressure pada
chuck Regulator labil 10 6 6 360 Penggantian regulator secara berkala Tekanan pada sleeve terlalu besar Sleeve bersinggungan dengan center pin
pada dies Diameter center pin besar 8 4 2 64 Perubahan standar diameter center pin Sleeve getas Hardness sleeve tinggi Unsur karbon pada sleeve tinggi 3 2 2 12 Standar unsur karbon pada sleeve diturunkan
Dari pembuatan FMEA untuk jenis cacat sleeve retak area moved, angka Risk Priority Number (RPN) tertinggi sebesar 360, angka ini berada pada pencekaman
yang NG pada sleeve cylinder comp. Hal-hal yang harus dilakukan terhadap penanganan masalah tersebut adalah, dilakukan penggantian regulator pressure untuk chuck secara berkala dan dilakukan monitoring secara rutin. Diharapkan setelah
melakukan perbaikan terhadap modus kegagalan yang mempunyai nilai RPN tertinggi, ketika dilakukan pembuatan FMEA kembali, nilai tersebut dapat berkurang sehingga prioritas penanganan masalah dapat bergeser ke modus kegagalan lain.
4.2.5 Control
Setelah sumber-sumber dan akar penyebab dari masalah kualitas teridentifikasi dari pembuatan diagram pareto, diagram fishbone, dan FMEA, maka harus dilakukan perbaikan-perbaikan untuk menangani masalah, terutama masalah yang menjadi prioritas yaitu cacat sleeve retak area moved. Pada tahap control, yang merupakan langkah operational terakhir dalam program peningkatan kualitas six sigma, perbaikan-perbaikan tersebut akan didokumentasikan dan dijadikan pedoman
standar kerja perusahaan. Sehingga target peningkatan sigma yang diharapkan dapat terwujud.
Perbaikan-perbaikan yang dibuat adalah berdasarkan faktor-faktor penyebab terjadinya cacat sleeve retak area moved dari analisa yang dilakukan dengan menggunakan diagram fishbone.
4.2.5.1 Pelaksanaan Perbaikan
Berdasarkan diagram fishbone yang telah dibuat sebelumnya, kesalahan-kesalahan yang terjadi selama tahapan proses, disebabkan oleh faktor mesin dan material. Oleh karena itu, perbaikan-perbaikan yang dilakukan berdasarkan dari kedua faktor tersebut. Perbaikan-perbaikan ini merupakan bentuk usaha dalam
mengurangi cacat yang terjadi selama proses pembuatan part cylinder comp tipe KPH, agar meningkatkan level sigma dari perusahaan tersebut.
¾ Mesin
1. Perubahan standar diameter center pin menjadi lebih kecil untuk menghindari gesekan pada saat die close pada proses injection die casting part cylinder comp.
2. Dilakukan pengecekan rutin pada saat maintenance preventive dies pada point diameter center pin.
3. Jika masih ditemukan diameter center pin yang besar, maka harus segera dilakukan penggantian center pin.
4. Penggantian regulator pressure untuk regulator yang sudah rusak atau labil.
5. Pengecekan total regulator mesin, jika terdapat regulator yang labil maka langsung dilakukan penggantian.
6. Dilakukan pengecekan rutin terhadap regulator di semua mesin per bulan.
¾ Material
1. Menurunkan hardness material / part dengan menurunkan kandungan karbon pada material tersebut
2. Dilakukan pengecekan berkala per shift untuk memantau kandungan karbon pada part sleeve cylinder comp tipe KPH.
4.3 Analisa Data
Pada tahapan produksi proses part cylinder comp tipe KPH di PT. Astra Honda Motor, terdapat karakteristik kualitas kunci / CTQ yang harus dipenuhi untuk mendapatkan kepuasan pada next process machining cylinder comp. Hal ini merupakan permasalahan yang dihadapi oleh perusahaan untuk dapat meningkatkan kualitas produknya. Karakteristik kualitas tersebut adalah tidak boleh terdapat cacat sleeve retak area moved pada part cylinder comp tipe KPH.
Perhitungan Defect per Million Opportunities (DPMO) menunjukkan bahwa level sigma berada pada tingkat 3.878 sigma dengan DPMO sebesar 8852. Apabila
dilihat dari pencapaian level sigma tersebut, maka dapat dikatakan bahwa tingkat pencapaian kualitas produk cylinder comp tipe KPH masih perlu ditingkatkan. Peningkatan level sigma akan terjadi jika perusahaan segera melakukan perbaikan secara terus menerus dari waktu ke waktu.
Berdasarkan diagram pareto yang telah dibuat menunjukkan cacat sleeve retak area moved merupakan jenis cacat yang paling sering terjadi pada proses produksi selama bulan November 2008 sampai dengan bulan Februari 2009. Cacat sleeve retak area moved menjadi prioritas yang harus diatasi karena presentase kumulatif cacat tersebut mencapai 84.65%.
Secara garis besar faktor-faktor yang menyebabkan terjadinya cacat sleeve retak area moved pada proses produksi part cylinder comp tipe KPH adalah :
1. Labilnya regulator yang mengatur pressure chuck pada pencekaman sleeve cylinder comp, sehingga mengakibatkan terjadinya over pressure
yang menyebabkan reject sleeve retak area moved.
2. Diameter center pin yang besar sehingga bersinggungan dengan sleeve ketika proses die close saat injection part cylinder comp di die casting yang mengakibatkan sleeve mendapat tekanan berlebih hingga terjadi crack atau retak pada sleeve cylinder comp tersebut.
3. Kandugan unsur karbon yang tinggi pada sleeve tersebut sehingga mengakibatkan hardness / kekerasan sleeve meningkat yang menjadikan sleeve tersebut menjadi getas.
Perbaikan dilakukan berdasarkan faktor-faktor penyebab kesalahan pada tahapan proses, yaitu man, method, material, machine, atau environment. Perbaikan-peraikan ini merupakan bentuk usaha dalam mengurangi defect yang terjadi selama proses produksi, agar meningkatkan level sigma dari perusahaan tersebut.