1
ISSN 2085-8507
TECHNOLOGIC
VOLUME 10 NOMOR 2 | DESEMBER 2019
POLITEKNIK MANUFAKTUR ASTRA
Jl. Gaya Motor Raya No. 8 Sunter II Jakarta Utara 14330
Telp. 021 651 9555, Fax. 021 651 9821
www.polman.astra.ac.id
2
MENINGKATKAN DEVELOPMENT COMPETENCY PROCESS
DENGAN MENDIRIKAN TEMPAT UJI KOMPETENSI (TUK)
BIDANG TEKNIK PENGELASAN DI PT UNITED TRACTORS
PANDU ENGINEERING
Eduardus Dimas Arya Sadewa
1, Hafidh Alirianto
2Teknik Produksi dan Proses Manufaktur, Polman Astra, Jakarta, 14330, Indonesia
E-mail : [email protected]
1,
[email protected]
2Abstrak--PT. United Tractors Pandu Engineering (PATRiA) merupakan anak perusahaan dari
PT. United Tractors Tbk yang bergerak pada bidang manufaktur dan industri alat berat. Pada proses
fabrikasi welding di PT. UTPE sedang dilakukan pengembangan serta peningkatan untuk kompetensi
welder yaitu dengan program sertifikasi kompetensi profesi. Development Center Department (DCD)
PT. UTPE saat ini belum dapat melaksanakan sertifikasi dikarenakan belum mendapat lisensi menjadi Tempat Uji Kompetensi (TUK) bidang teknik pengelasan. Menurut data, sebanyak 467 welder dari 533 welder belum tersertifikasi kompetensi secara nasional. DCD melaksanakan sertifikasi melalui Lembaga Sertifikasi Profesi (LSP). Setelah di analisis, program sertifikasi eksternal terdapat masalah terkait biaya dan efisiensi waktu. Oleh karena itu, diperlukan mendirikan TUK bidang teknik pengelasan di PT. UTPE. Metode yang digunakan untuk menganalisis yaitu Why-why analysis,
Checksheet dan PICA. Sehingga hasil akhir yang didapatkan yaitu kelengkapan fasilitas teknis TUK
(fasilitas teori dan fasilitas pengujian NDT & DT) yang mengacu pada SKKNI dan disesuaikan kebutuhan perusahaan.
Kata Kunci : Tempat Uji Kompetensi (TUK), Sertifikasi Pengelasan.
I. PENDAHULUAN
PT. UTPE merupakan anak perusahaan dari PT. United Tractors Tbk, yang bergerak di bidang alat dan transportasi darat, pertambangan, konstruksi, industri, minyak & gas, kehutanan & agro. Teknik pengelasan merupakan salah satu bagian proses yang sangat penting pada proses produksi di PT. UTPE. Jenis-jenis pengelasan yang digunakan di jalur produksi yaitu Gas Metal Arc Welding
(GMAW) dan Flux Cored Arc Welding (FCAW).
Menurut kondisi pada lini fabrikasi, sekitar 90% proses fabrikasi pengelasan di PT. UTPE dilakukan
dengan pengelasan GMAW. Menurut data
perusahaan, dapat diketahui terdapat data bahwa 467 welder dari 533 welder yang bekerja di lini produksi diketahui belum memiliki sertifikat pengelasan GMAW dengan persyaratan minimal posisi pengelasan 3G. Selain itu menurut standar perusahaan saat ini, bagi welder yang bekerja di lini produksi saat ini dan welder yang bekerja di perusahaan subcont dipersyaratkan harus memiliki minimal sertifikat pengelasan GMAW posisi 3G untuk meningkatkan kualitas kompetensi welder di lini produksi. Saat ini proses kegiatan sertifikasi
melalui Lembaga Sertifikasi Profesi (LSP)
dikarenakan DCD tidak bisa menjalankan proses sertifikasi karena bukan TUK. Karena hal tsersebut
dalam proses sertifikasi perlu mengeluarkan biaya yang cukup tinggi dan sulitnya mengatur waktu kegiatan. Oleh karena itu, perlunya dilakukan
improvement salah satunya dengan mendirikan
tempat uji kompetensi (TUK) bidang teknik pengelasan yang mengacu pada BNSP dan kebutuhan perusahaan.
II. LANDASAN TEORI 2.1 Sertifikasi Kompetensi Kerja
Suatu proses untuk mendapatkan pengakuan terhadap calon tenaga kerja maupun tenaga kerja yang mempunyai pengetahuan, keterampilan, dan
sikap kerja sesuai dengan standar yang
dipersyaratkan atau SKKNI setelah mengikuti pelatihan kerja sehingga diberikan sertifikat kompetensi (BNSP,2008).
2.2 Kerangka Kualifikasi Nasional Indonesia (KKNI)
Kerangka penjenjangan kualifikasi kompetensi yang dapat menyandingkan, menyetarakan, dan mengintegrasikan antara bidang pendidikan dan bidang pelatihan kerja serta pengalaman kerja dalam rangka pemberian pengakuan kompetensi kerja sesuai dengan struktur pekerjaan di berbagai sektor (Mentenaker, 2012).
3
2.2.1 KKNI Bidang Pengelasan
Kerangka kualifikasi adalah suatu kerangka kerja (framework) dari sistem sertifikasi yang dapat menyandingkan dan mengintegrasikan sistem sertifikasi bidang industri dengan sistem pendidikan dan pelatihan dalam rangka pemberian pengakuan terhadap kompetensi tenaga kerja (BNSP,2018). 2.2.2 Pemetaan KKNI Bidang Pengelasan
Kualifikasi berjenjang dimaksudkan jika
mengajukan permohonan untuk sertifikasi
kompetensi tertentu disyaratkan harus memenuhi sertifikat tingkat sebelumnya. Sebagai contoh jika ingin mengajukan sertifikasi Welding Foreman diwajibkan telah mendapatkan sertifikat Welding
Operator dan demikian berlaku untuk sertifikasi
tingkat seterusnya.
2.3 Standar Kompetensi Kerja Nasional Indonesia (SKKNI)
Merupakan rumusan kemampuan kerja yang
mencakup aspek pengetahuan, keterampilan
dan/atau keahlian serta sikap kerja yang relevan dengan pelaksanaan tugas dan syarat jabatan yang ditetapkan sesuai dengan ketentuan peraturan perundang-undangan yang berlaku. (Kementerian Perindustrian, 2012)
2.4 Badan Nasional Sertifikasi Profesi (BNSP) Lembaga independen yang dibentuk untuk melaksanakan sertifikasi kompetensi kerja. BNSP melaksanakan tugas, berkedudukan dan tanggung jawab kepada presiden. (Peraturan Pemerintah Republik Indonesia, 2018)
2.5 Lembaga Sertifikasi Profesi (LSP)
LSP sebagai sertifikator yaitu yang
menyelenggarakan sertifikasi kompetensi memiliki tugas yaitu membuat materi uji kompetensi, menyediakan tenaga penguji (asesor) melakukan uji kompetensi, menyusun kualifikasi dengan mengacu kepada KKNI, menjaga kinerja asesor dan TUK, membuat materi uji kompetensi, pengembangan skema sertifikasi (LSP LMI, 2004).
2.6 Tempat Uji Kompetensi (TUK)
Sebuah tempat yang memenuhi persyaratan untuk digunakan sebagai tempat pelaksanaan uji kompetensi oleh LSP. TUK berdasarkan fungsi dan kegunaannya dibagi menjadi 3 jenis yaitu TUK ditempat kerja, TUK sewaktu, TUK mandiri. 2.6.1 Persyaratan TUK
Terdapat persyaratan secara non teknis/ Administrasi (Dokumen lainnya dan lainnya) dan secara teknis (Sarana dan Fasilitas Penunjang). 2.7 Pengelasan
Suatu proses penyambungan dua buah bahan atau lebih yang didasarkan pada prinsip-prinsip proses fusi, sehingga terbentuk suatu sambungan melalui ikatan kimia yang dihasilkan dari pemakaian panas dan tekanan. Terdapat 3 fase pada prosesnya yaitu persiapan, pelaksanaan/praktek dan pengujian. Serta terdapat jabatan/level pada sertifikasi pengelasan yaitu Welding Engineer,
Welding Inspector, Welding Operator, Welding Technologist.
III.PENYAJIAN DATA
3.1 ProsesBisnis
Alur bisnis DCD merupakan bagian dari Divisi
HCESR&GA terdapat langkah proses yang melibatkan Dept. DCD dalam proses bisnis
recruitment karyawan operator welder dan
assembler.
3.1.1 Recruitment
Departement HCO menerima pengajuan surat
dari pemohon atas kebutuhan manpower yang ditujukan dan proses pencarian kandidat diperoleh dari Sekolah Corporate Social Responsebility (CSR) dan Balai Latihan Kerja (BLK).
3.1.2 Development & On Job Training (OJT) Para karyawan magang akan menjalani tahap
development yang diberikan DCD dan OJT di Plant Operation dengan keseluruhan rangkaian tahap
pelaksanaannya selalu dinilai dan selalu di
monitoring
oleh Dept. DCD
3.1.3 Uji Kompetensi Pengelasan
Uji kompetensi menurut fungsi dan kebutuhan di PT. UTPE sebagai berikut :
a. Refreshing yaitu melakukan ulang kompetensi yang telah dicapai oleh welder untuk menjaga kualitas
b. Upgrading untuk meningkatkan kualitas
kompetensi.
c. Qualification sebagai kompeteisi para welder yang akan mendapatkan penghargaan dan hadiah abgi yang terbaik.
4
Program sertifikasi welder yang dilakukan saat ini yaitu bekerja sama dengan LSP terkait untuk melakukan sertifikasi terhadap welder yang dipilih. LSP akan menentukan tempat uji kompetensi dan tempat untuk pengujian untuk pelaksanaannya. Rangkaian kegiatan serifikasi sepenuhnya dikelola oleh LSP dari proses training, uji teori, uji praktek, pengujian, evaluasi sampai dengan penerbitan sertifikat.
3.2 Analisa Kondisi Yang Ada
Menurut data diketahui sebanyak 124 welder memiliki kompetensi 3G dan sebanyak 409 welder memiliki kompetensi di bawah 3G dengan kompetensi posisi pengelasan minimal posisi 3F atau 1G seperti terlihat pada gambar 1.
Gambar 1. Kompetensi Posisi Pengelasan Welder Dari gambar 2 dapat dilihat dari 124 welder yang telah tersertifikasi 3G terdapat sebanyak 66 welder yang telah tersertifikasi dan 58 welder yang belum tersertifikasi.
Gambar 2. Sertifikasi Welder Grade 3G
3
.
2.1 Permasalahan1.) Biaya tinggi untuk sertifikasi melalui LSP 2.) Terhambatnya untuk penjadwalan sertifikasi 3.) Kegiatan Uji kompetensi dan sertifikasi tidak
berkesinambungan
3
.3 Sarana & Fasilitas Welding DevelopmentAktivitas Welding Development adalah kegiatan yang dirancang oleh Dept. DCD. Fungsinya untuk menjaga serta meningkatkan kompetensi para
welder di lini produksi atau memberikan ilmu
pengetahuan bidang welding kepada calon welder yang sedang menjalani development & OJT. Dapat diketahui beberapa sarana & fasilitas penunjang untuk welding development yang belum memenuhi standar, seperti terlihat pada tabel 1 :
Tabel 1. Sarana & Fasilitas
IV. PENGOLAHAN DAN ANALISIS 4.1 Analisa Rencana Perbaikan
Tabel 2 menunjukkan analisis improvement berupa mendirikan TUK sesuai persyaratan, merancang uji kompetensi berkesinambungan serta rencana jadwal sertifikasi.
Tabel 2. Analisa Improvement
4.1.1 Persyaratan TUK
Terdapat 2 jenis persyaratan secara teknis dan non teknis. Secara pedoman persyaratan umum TUK yang ditetapkan oleh BNSP yaitu : (1) Persyaratan Non Teknis : Surat Keterangan persetujuan dari perusahaan ; Struktur Organisasi Kepengurusan ; Assesor Las Internal ; Surat Permohonan kepada LSP terkait (2) Persyaratan Teknis berdasarkan skema sertifikasi kompetensi pengelasan : Fasilitas Teori; Fasilitas Praktek; Fasilitas Pengujian
Fokus pembahasan masalah pada
penulisan ini yaitu memenuhi persyaratan teknis TUK. Untuk kelengkapan persyaratan non teknis akan di kelola Development Center Departement 4.2 Checksheet Kelengkapan Teknis TUK 39% 18% 43% Welder Tersertifikasi (3G) Depnaker 20 16 Welder Tersertifikasi (3G) BNSP 2018-2019 Welder (3G) Belum Tersertifikasi Materi Persentasi P Modul Handout P Soal P Persiapan P Praktek P Finishing P Visual P NDT P DT P Kegiatan Kompetensi Teori Praktek Pengujian Ada Tidak
Identifikasi Masalah Rencana Improvement
DCD tidak bisa mengadakan kegiatan sertifikasi karena bukan merupakan Tempat Uji Kompetesi (TUK) yang sudah terverifikasi oleh BNSP
Mendirikan TUK dengan melengkapi persyaratan yang dibutuhkan sesuai dengan acuan BNSP dan SKKNI kemudian disesuaikan dengan kebutuhan perusahaan
Proses Kegiatan uji kompetensi dan sertifikasi belum berkesinambungan sehingga menyebabkan prosesnya dilaksanakan dua kali secara internal dan eksternal dengan metode yang tidak jauh berbeda
Merancang flow process uji kompetensi & sertifikasi agar saling berkesinambungan dan pelaksanaannya dilakukan dalam satu rangkaian proses
Sulitnya mengatur jadwal sertifikasi dikarenakan sibuknya LSP dalam kegiatannya dan padatnya aktivitas lini produksi yang membuat welder tidak mudah meninggalkan pekerjaanya
Membuat perencanaan jadwal sertifikasi welding menyesuaikan dengan target pelaksanaan kegiatan uji kompetensi setiap tahunnya
5
Gambar 3. Grafik Sarana & FAsilitas DCD Dari hasil data grafik checklist pada gambar 3, dapat diketahui sarana & fasilitas praktek & pengujian ada yang sudah memenuhi standar dan ada beberapa yang belum tersedia tidak memenuhi standar yang harus dilakukan kelengkapan. Pada sarana & fasilitas pembelajaran teori terdapat beberapa materi yang sudah ada tetapi belum sesuai, disebabkan materi yang ada diajarkan secara lisan tanpa modul dan bahan persentasi. persentase kelangkapan sarana & fasilitas untuk uji kompetensi
welding di DCD seperti terlihat pada gambar 4. Dari
hasil tersebut dapat diketahui bahwa sarana praktek dan pengujian memiliki 19,05% dan pada sarana pembelajaran teori memiliki 62,50% kekurangan yang harus dilengkapi.
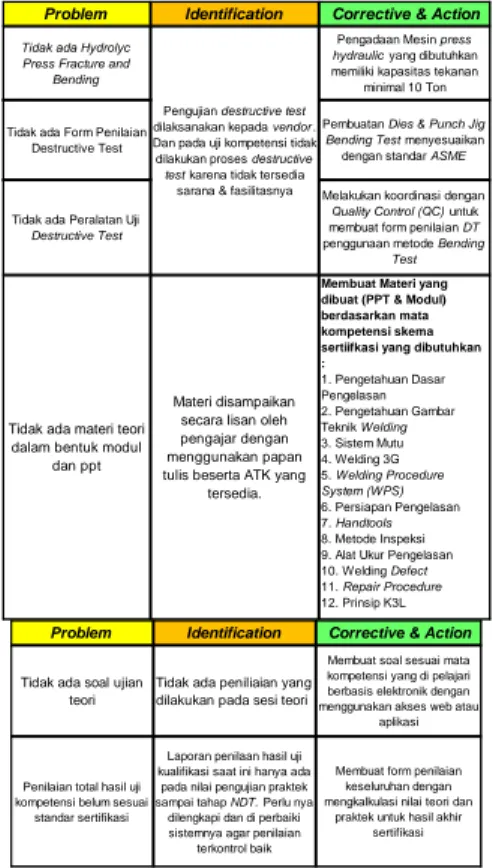
Gambar 4. Kebutuhan Pelengkapan Syarat TUK 4.3 Problem Identification Correction Action
(PICA)
Tabel 3. PICA Sarana & Fasilitas
Tabel 3 menunjukkan PICA dari sarana dan prasarana dengan titik berat pada pengadaan DT dan NDT test, pengembangan modul training, soal dan penilaian.
4.4 Improvement
Dari tabel PICA dapat diketahui bahwa terdapat solusi atas permasalahan yang didapat, langkah selanjutnya adalah membahas correction & action yang akan dilakukan.
4.4.1 Sarana Praktek dan Pengujian
Berdasarkan corrective action, improvement yang perlu dilakukan yaitu pengadaan mesin press
hydraulic seperti pada gambar 5, pembuatan dies & punch untuk jig bending test seperti pada gambar 6
dan membuat form penilaian destructive test seperti pada gambar 7.
Gambar 5. Mesin Press Hidrolik 30 TON
Sarana & Fasilitas Praktek Pengujian
Hydrolyc Press Fracture dan Bending Peralatan & Form Uji DT
Peralatan uji DT ( alat uji kekerasan/ uji tarik/ uji lekung/ uji impact )
Laporan hasil uji kualifikasi
Sarana Pembelajaran Teori
Melaksanakan Persiapan Tempat Kerja Memperbaiki hasil Pengelasan
Membuat sambungan las kampuh (groove) sesuai WPS untuk pengelasan pelat ke pelat dan sesuai dengan proses las yang digunakan Mengoperasikan mesin las sesuai WPS Menerapkan prinsip-prinsip K3 Menerapkan prosedur mutu Mengukur dan menggunakan alat ukur Membaca gambar teknik
Menggunakan perkakas tangan (handtools) Mengelas dengan proses GMAW posisi 3G Menjelaskan tentang defect welding Soal Ujian Teori
Tidak ada Hydrolyc Press Fracture and
Bending
Tidak ada Form Penilaian Destructive Test
Tidak ada Peralatan Uji
Destructive Test
Tidak ada materi teori dalam bentuk modul
dan ppt
Materi disampaikan secara lisan oleh pengajar dengan menggunakan papan tulis beserta ATK yang
tersedia.
Identification
Pengujian destructive test dilaksanakan kepada vendor . Dan pada uji kompetensi tidak dilakukan proses destructive
test karena tidak tersedia
sarana & fasilitasnya
Problem Corrective & Action
Pengadaan Mesin press
hydraulic yang dibutuhkan
memiliki kapasitas tekanan minimal 10 Ton Pembuatan Dies & Punch Jig
Bending Test menyesuaikan
dengan standar ASME
Melakukan koordinasi dengan
Quality Control (QC) untuk
membuat form penilaian DT penggunaan metode Bending
Test
Membuat Materi yang dibuat (PPT & Modul) berdasarkan mata kompetensi skema sertiifkasi yang dibutuhkan : 1. Pengetahuan Dasar Pengelasan 2. Pengetahuan Gambar Teknik Welding 3. Sistem Mutu 4. Welding 3G 5. Welding Procedure System (WPS) 6. Persiapan Pengelasan 7. Handtools 8. Metode Inspeksi 9. Alat Ukur Pengelasan 10. Welding Defect 11. Repair Procedure 12. Prinsip K3L
Tidak ada soal ujian teori
Tidak ada peniliaian yang dilakukan pada sesi teori
Penilaian total hasil uji kompetensi belum sesuai
standar sertifikasi
Laporan penilaan hasil uji kualifikasi saat ini hanya ada
pada nilai pengujian praktek sampai tahap NDT. Perlu nya
dilengkapi dan di perbaiki sistemnya agar penilaian
terkontrol baik
Problem Identification Corrective & Action
Membuat form penilaian keseluruhan dengan mengkalkulasi nilai teori dan
praktek untuk hasil akhir sertifikasi Membuat soal sesuai mata kompetensi yang di pelajari berbasis elektronik dengan menggunakan akses web atau
aplikasi
19,05
%
6
Gambar 6. Dies & Punch Bending Test
Gambar 7. Form Penilaian Destructive Test Berdasarkan pada PICA, untuk hasil penilaian terdapat permasalahan terkait kelengkapan yang dibutuhka. Adapun penjabaran item penilaian dari 3 aspek (unjuk kerja, teori dan praktek) yang sudah ditentukan yaitu :
I.) Unjuk Kerja : Terdapat 20 hal aspek Kerja
dari persiapan sampai finishing pada proses kerja. Masing-masing item penilaian unjuk kerja diberi keterangan kompeten (K) atau belum kompeten (BK). Peserta harus ternilai berkompeten dari seluruh aspek unjuk kerja.
II.) Teori : Syarat kelulusan nilai dari ujian teori
adalah ≥ 70. Standar kkm ini didapatkan dengan asumsi pekerja mampu menguasai 75% dari setiap aspek unjuk kerja yang disajikan berbentuk soal. Oleh karena itu peserta harus mampu menjawab benar minimal 28 dari 40 soal pilihan ganda. III.) Praktek : Syarat kelulusan praktek yaitu
specimen pengelasan hasil praktek harus lulus uji visual, uji non destructive test dan uji destructive test sesuai standar yang ditetapkan.
4.4.2 Sarana Pembelajaran Teori
Terdapat sebanyak 12 materi dan 1 soal yang diperlukan untuk mencukupi kebutuhan fasilitas teori yang akan dibuat handbook / modul serta ppt nya. Kemudian untuk soal ujian teori terdapat 40 soal dengan 12 aspek kriteria ujuk kerja yang ujikan. 4.4.3 Kegiatan Uji Kompetensi & Sertifikasi di
PT. UTPE
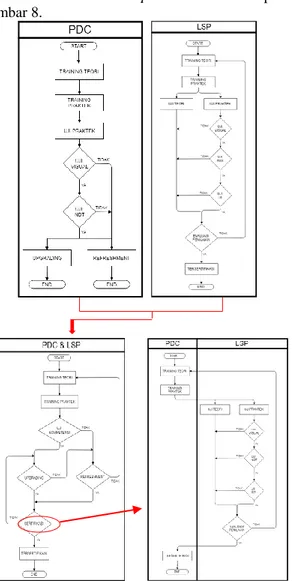
Kegiatan Uji Kompetensi & Sertifikasi terdapat improvement yang awalnya uji kompetensi & sertifikasi dikelola oleh pihak yang terpisah menjadi di gabung DCD yang bekerja sama dengan LSP sebagai induk organisasi TUK. Dengan alur uji kompetensi dan sertifikasi yang berkesinambungan. Dari proses training sampai pada kegiatan uji kompetensi dikelola oleh DCD. Selanjutnya akan masuk pada tahap upgrading atau refreshment. Jika kompetensi telah mencapai grade 3G dibolehkan membuat pengajuan sertifikasi kompetensi profesi yang dilaksanakan oleh DCD bekerja sama dengan LSP terkait. Adapun penjelasan flow process sebelum dan sesudah improvement terlihat pada gambar 8.
Gambar 8. Flow Process Before-After Uji Kompetensi Dan Sertifikasi Welding 4.5 Evaluasi Hasil
Dengan adanya TUK, DCD sebagai pengelola membuat rancangan kegiatan sertifikasi welding BNSP untuk 467 welder yang akan disertifikasi
7
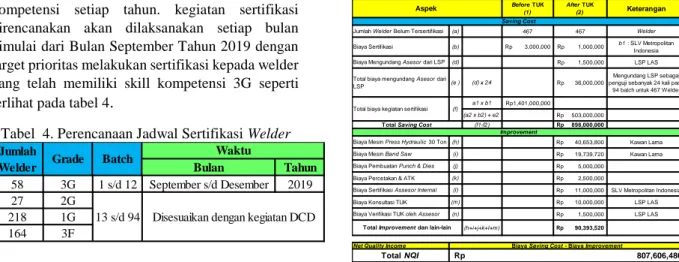
serifikasi ini disesuaikan dengan waktu kegiatan uji kompetensi setiap tahun. kegiatan sertifikasi direncanakan akan dilaksanakan setiap bulan dimulai dari Bulan September Tahun 2019 dengan target prioritas melakukan sertifikasi kepada welder yang telah memiliki skill kompetensi 3G seperti
terlihat pada tabel 4
.
Tabel 4. Perencanaan Jadwal Sertifikasi Welder
Kegiatan sertifikasi terdapat 94 batch
pelaksanaan dengan setiap batch dilaksanakan menyesuaikan dengan kegiatan DCD. Setiap batch memiliki kuota 5 orang. Adapun rancangan susunan kegiatan sertifikasi terlihat pada tabel 5:
Tabel 5. Susunan Kegiatan Sertifikasi
Dari improvement yang telah dilakukan, dapat dilihat juga dampak yang muncul dari segi
SQCDSMPE sebagai berikut :
1. Safety : Workshop TUK yang berada di
DCD dinilai secara Keselamatan Kesehatan
Kerja dan Lingkungan (K3L) terjamin dikarenakan sudah terverifikasi standar nasional oleh LSP
2. Quality : menjaga stabilitas kompetensi teknik pengelasan para welder
3. Cost seperti terlihat pada tabel 6:
Tabel 6. Net Quality Income
Keterangan :
a. Pelaksanaan sertifikasi 467 welder
dilakukan dengan total kegiatan selama 94
batch
b. Setiap batch memiliki kuota 5 welder
dengan menggunakan waktu teori & praktek selama 3,5 jam dan 1,5 jam untuk pengujian.
c. Biaya asesor dikeluarkan untuk melakukan
asesmen 20 welder (4 batch)
d. Dengan melakukan perbaikan untuk
peningkatan kompetensi, Net Quality
Income yang didapatkan sebesar Rp
807.606.480,00
4. Delivery : Tejadi efisiensi waktu pada proses sertifikasi.
5. Morale : Para welder amemiliki kompetensi yang terukur dan mendapat pengakuan berstandar nasional
6. Productivity : Penjadwalan proses
sertifikasi lebih mudah diatur yang
berdampak menjadi efektifnya proses sertifikasi secara continous
7. Environment : Kegiatan development welding di DCD memiliki sarana dan
fasilitas yang telah memenuhi standar TUK
dan disesuaikan dengan kebutuhan
perusahaan.
V. KESIMPULAN DAN SARAN 5.1 Kesimpulan Bulan Tahun 58 3G 1 s/d 12 September s/d Desember 2019 27 2G 218 1G 164 3F 13 s/d 94 Waktu Jumlah
Welder Grade Batch
Disesuaikan dengan kegiatan DCD
Uraian Waktu (menit) Teori 60 Ujian Teori 30 Praktek 120 Uji Visual 30
Non Destructive Test 30
Destructive Test 30
Susunan Kegiatan Sertifikasi (Kuota 5 Orang)
Before TUK (1)
After TUK
(2) Keterangan
Jumlah Welder Belum Tersertifikasi (a) 467 467 Welder
Biaya Sertifikasi (b) Rp 3,000,000 Rp 1,000,000 b1 : SLV Metropolitan Indonesia Biaya Mengundang Asesor dari LSP (d) Rp 1,500,000 LSP LAS Total biaya mengundang Asesor dari
LSP (e ) (d) x 24 Rp 36,000,000
Mengundang LSP sebagai penguji sebanyak 24 kali pada
94 batch untuk 467 Welder
a1 x b1 Rp 1,401,000,000
(a2 x b2) + e2 Rp 503,000,000
(f1-f2) Rp 898,000,000
Biaya Mesin Press Hydraulic 30 Ton (h) Rp 40,653,800 Kawan Lama Biaya Mesin Band Saw (i) Rp 19,739,720 Kawan Lama Biaya Pembuatan Punch & Dies (j) Rp 5,000,000
Biaya Percetakan & ATK (k) Rp 2,500,000
Biaya Sertifikasi Assesor Internal (l) Rp 11,000,000 SLV Metropolitan Indonesia Biaya Konsultasi TUK (m) Rp 10,000,000 LSP LAS Biaya Verifikasi TUK oleh Assesor (n) Rp 1,500,000 LSP LAS
(h+i+j+k+l+m) Rp 90,393,520
Net Quality Income
Total NQI Rp 807,606,480
Aspek
Total biaya kegiatan sertifikasi
Biaya Saving Cost - Biaya Improvement Total Saving Cost
Total Improvement dan lain-lain
Saving Cost
Improvement
8
Tabel 7. Analisa Sebelum dan Sesudah TUK Las
Seperti terlihat pada tabel 7 dapat dijelaskan bahwa terdapat 11 aspek improvement yang dilakukan berdasarkan atas permasalahan yang ada. Pemenuhan syarat teknis untuk mendirikan TUK bidang teknik pengelasan fokus pada 3 bagian proses yaitu teori, praktek dan pengujian dengan tujuan agar kegiatan kontrol dan sertifikasi kompetensi dapat berjalan baik sesuai prosedur yaitu menjalin kerja sama dengan LSP terkait di bidang teknik pengelasan sesuai dengan aturan dan standar mutu proses asesmen/penilaian.
5.2 Saran
Pembahasan yang perlu dilanjutkan dan dilakukan pendalaman pada project TUK Las ini yaitu berupa
pelengkapan persyaratan TUK secara non teknis yang berkaitan tentang administrasi, pedoman dan dokumen kelengkapan lainnya yang ditentukan tertulis sesuai acuan BNSP. Kemudian pembahasan detail prosedur operasional pada setiap tahap prosesnya dari tahap training – uji kompetensi –
upgrading & refreshment – sertifikasi – pengelolaan
kompetensi. Dan juga pembahasan TUK ini dapat dimanfaatkan untuk kegiatan bisnis perusahaan dengan mengadakan kegiatan sertifikasi welder dari eksternal dan juga dapat digunakan sebagai pelaksanaan training lainnya di bidang pengelasan.
DAFTAR PUSTAKA
[1] BNSP.(2006-2007-2013-2014).
PERSYARATAN MENJADI TEMPAT UJI KOMPETENSI LAS. Pedoman BNSP.
[2] BNSP. (2010-2017-2018-2019). Pedoman
Pengembangan dan Pemeliharaan Skema Sertifikasi Profesi. Peraturan BNSP.
[3] Drs. Sunarko, M. (2018). Melaksanakan
Rutinitas (Dasar) Pengelasan Dengan Proses LAS GMAW JIP.GM02.001.01.
[4] LSP INSPEKTOR INDUSTRI
MANUFAKTUR. (n.d.). Persyaratan Tempat Uji Kompetensi (TUK) LSP INSPEKTOR INDUSTRI MANUFAKTUR. 2 page.
[5] LSP PPT MIGAS. (22016). Skema Sertifikasi Kompetensi Juru Las 1.
[6] LSP-LMI. (2014). Skema Sertifikasi
Kompetensi Pengelasan (Welder). Skema
Sertifikasi Welder Logam dan Mesin.
[7] Menteri Tenaga Kerja dan Transmigrasi
Republik Indonesia. (2012). Sistem
Standarisasi Kompetensi Kerja Nasional .
Keputusan Direktur Jenderal Pembinaan Pelatihan dan Produktivitas Kemenaker.
[8] MENTERI TENAGA KERJA DAN
TRANSMIGRASI. (1982). Kwalifikasi Juru Las Di Tempat Kerja. Peraturan MENTERI
TENAGA KERJA DAN TRANSMIGRASI.
[9] PT UNITED TRACTORS PANDU
ENGINEERING. (2019, JUNE 15).
PRODUCT. Retrieved from PATRIA.CO.ID:
http://www.patria.co.id/
[10] PT UNITED TRACTORS PANDU
ENGINEERING. (2011). WELDING
PROCEDURE SYSTEM (WPS). ASME
STANDARD, 2 page
NO Sebelum Berdiri TUK Sesudah Berdiri TUK
1
Sebagian besar welder memiliki kompetensi pengelasan yang tergolong secara internal
Seluruh welder memiliki kompetensi pengelasan yang tergolong diakui secara nasional
2
Sulitnya mengatur kegiatan sertifikasi eksternal dikarenakan aktivitas welder dan lsp memiliki kesibukan masing-masing
Penjadwalan kegiatan sertifikasi untuk
welder internal yang berjalan secara
berkelanjutan
3 Waktu proses sertifikasi yang tidak efisien karena dilakukan secara eksternal
Waktu proses sertifikasi yang efisien karena dilakukan secara internal
4 DCD belum dapat melaksanakan sertifikasi
DCD dapat menyelenggarakan kegiatan sertifikasi las BNSP bekerja sama dengan LSP terkait
5
Proses Kegiatan uji kompetensi dan sertifikasi merupakan proses yang berbeda tujuan serta pengembangannya
Proses Kegiatan uji kompetensi dan sertifikasi saling berkesinambungan dalam satu flow process
6
Fasilitas Teori terdapat materi dalam bentuk bahan baku yang diajarkan secara lisan
Fasilitas Teori terdapat materi dalam bentuk handout modul teori dan PPT untuk proses pengajaran yang terstandarisasi
7 Tidak terdapat pelaksanaan ujian teori
Terdapat pelaksanaan ujian teori menggunakan metode e-learning dengan web aplikasi
8
Fasilitas Praktek memadai dan dapat digunakan untuk peralatan yang kondisinya masih sesuai dan tidak rusak
Fasilitas Praktek memadai lebih lengkap terstandarisasi dan lifetime kegunaanya akan lebih lama dengan dilakukan perawatan
NO Sebelum Berdiri TUK Sesudah Berdiri TUK
9 Fasilitas Pengujian terdapat alat uji NDT
Fasilitas Pengujian terdapat alat uji NDT dan alat uji DT yang terstandarisasi 10 Biaya sertifikasi sejumlah Rp
3,000,000/welder
Biaya sertifikasi sejumlah Rp 1,000,000/welder
11
Kegiatan proses bisnis di DCD dilakukan sebatas kebutuhan internal dan kebutuhan support jika dibutuhkan
DCD dapat membuka lini bisnis eksternal perusahaan dengan melakukan kegiatan sertifikasi bagi subcont, vendor, partnership perusahaan, kegiatan sertifikasi dari LSP dan yang lainnya di TUK PT. UTPE