BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
4.1. Pengumpulan Data
4.1.1 Profil Umum Perusahaan
PT. MEKAR ARMADA JAYA merupakan salah satu perusahaan yang bergerak dibidang stamping dan tooling yang mampu menghasilkan barang berupa press part sesuai permintaan yang sudah di tetapkan baik bentuk maupun standard kualitas yang harus diberikan kepada customer.. Di PT. MEKAR ARMADA JAYA juga tidak hanya memproduksi barang jadi yang sesuai dengan pesanan ( job by order ) tetapi juga memproduksi tooling / dies sebagai alat untuk membuat berbagai macam finish part yang nantinya akan digunakan untuk pembuatan komponen otomotif yang dalam proses pembuatannya dimulai dari proses drawing sampai ke pembuatan dies dengan menggunakan mesin CNC
PT. MEKAR ARMADA JAYA berlokasi di Tambun, Bekasi, Jawa Barat. Memberikan produk yang bermutu, berkualitas, tepat waktu dan memberikan pelayanan terbaik bagi pelanggannya adalah salah satu
filosofi yang utama di PT. MEKAR ARMADA JAYA, untuk memajukan perusahaan agar menjadi perusahaan yang terbesar di Asia tenggara khususnya bergerak dibidang Stamping dan Tooling
4.1.2. Visi Dan Misi Perusahaan
Visi
Menjadi perusahaan autobody manufacturing, part, komponen otomotif dan tolls bermutu berwawasan internasional
Misi
Menciptakan kendaraan aman, nyaman dan berkualitas untuk mencapai kepuasan pelanggan
Memproduksi parts, komponen otomotif dan tools bermutu tinggi dengan global quality
4.1.3. Sejarah Perusahaan
PT. MEKAR ARMADA JAYA didirikan pada tahun 1974 oleh Bapak David Herman Jaya, dengan dimulai dari sebuah bengkel rumahan di JI.Pra-wino kusuman No.3 Magelang. New Armada yang bergerak di bidang karoseri, pada tahun 1976 menempati areal seluas 9000 m2 di JI Raya Mertoyudan Magelang dengan karyawan 200 orang, Pada tahun 197 area tanah di perluas menjadi 2 Ha dengan ka pasitas produksi 200 unit/bulan Merk New Armada pun menjadi semakin terkenal hingga keluar pulau Jawa.
Pada tahun 1980, PT. Mekar Armada Jaya mulai membuktikan diri sebagai perusahaan karoseri dengan sistem "Press Body" yang terkemuka di Indonesia. Pada Tahun 1982, PT. Mekar Armada Jaya dipercaya oleh pemerintah untuk menyelesaikan mobil-mobil pemilu yang diguna kan diseluruh Indonesia, sehingga dapat mengembangkan diri men-jadi 400-500 unit/ bulan meliputi minibus dan smallbus. Jumlah karyawan pun ditingkatkan menjadi 1000 orang dan fasilitas-fasilitas penunjang ditambah dengan mesin mesin canggih seperti cat oven (Spray booth), mesin press, spot welding dan lain-lain. Tahun 1986, PT. Mekar Armada Jaya mendapat kepercayaan lagi untuk memproduksi mobil puskes-mas untuk seluruh Indonesia se-banyak 1000 unit. Dan dengan menggandeng ATPM (Agen Tunggal Pemegang Merk). New Armada ber basil menaikkan kapasitasnya secara perlahan tapi pasti sampai mencapai puncaknya dengan kapasitas 1000 unit/ bulan di tahun 1996 dengan area tanah se luas 20 Ha dan dengan karyawan berjumlah kurang lebih 3500 orang. Sedangkan produksi yang dihasil kan selain mini bus dan small bus juga dikembangkan ke bus besar, bus medium, box, dump truk, loadbak, can carrier dan lain-lain dari berbagai merk seperti: Mitsubishi, Hino, Toyota, Suzuki, Daihatsu, Nissan dan berbagai jenis merek lain.
Pada tahun 1992, pasar export pun dijajaki sampai Brunai Darusalam, Cyprus, Sri Lanka dan Arab Saudi Pada tahun 1994 PT. Mekar Armada Jaya mendapat kepercayaan dari PT. Krama
Yudha Tiga Berlian Motor (KTB) sebagai ATPM Mitsubishi di Indonesia untuk merakit kendaraan Colt T 120 SS yang sampai sekarang dikenal dengan nama MOC (Mitsubishi Original Component). Dan memperoleh pengakuan dari PT. KTB pada tahun 1995. Pada tahun 1996 , devisi teknik dirubah menjadi devisi Stamping & workshop plant yang didukung teknologi yang lebih maju dengan fasilitas CAD-CAM & CNC Milling yang diinstall pada awal tahun 1997, Pada tahun 2002 Divisi ini berubah menjadi devisi Stamping & Tool karena fungsinya dalam pembuatan "dies". Dalam perkembangan ini PT. Mekar Armada Jaya mendapatkan order pembuatan dies dari berbagai perusahaan berskala nasional maupun internasional.
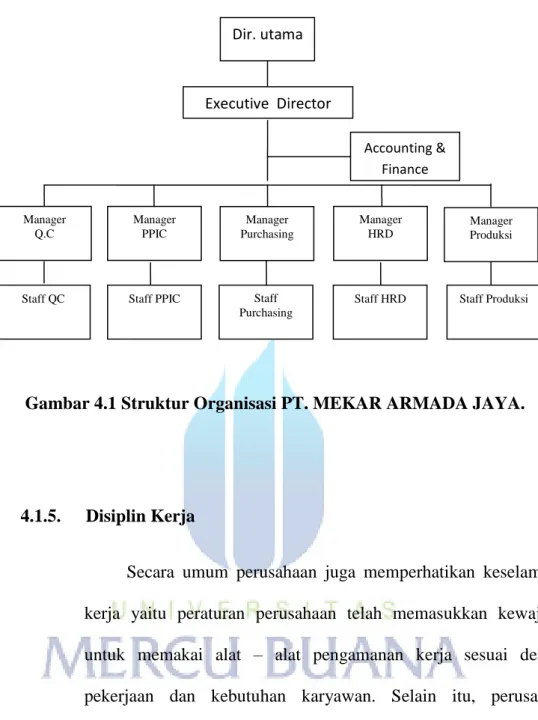
4.1.4. Struktur Organisasi Perusahaan
Struktur organisasi merupakan suatu kerangka yang
menunjukkan seluruh kegiatan perusahaan untuk mencapai tujuan melalui strategi yang dipilih, melalui kerjasama dan hubungan antar bagian atau fungsi serta penjelasan wewenang dan tanggung jawab atasan dan bawahan.
Gambar 4.1 Struktur Organisasi PT. MEKAR ARMADA JAYA.
4.1.5. Disiplin Kerja
Secara umum perusahaan juga memperhatikan keselamatan kerja yaitu peraturan perusahaan telah memasukkan kewajiban untuk memakai alat – alat pengamanan kerja sesuai dengan pekerjaan dan kebutuhan karyawan. Selain itu, perusahaan memberikan pengetahuan kepada karyawan langkah – langkah pertolongan pertama pada kecelakaan di PT. MEKAR ARMADA JAYA. Manager Q.C Dir. utama Executive Director Accounting & Finance Manager PPIC Manager Purchasing Manager HRD Manager Produksi
Staff QC Staff PPIC Staff Purchasing
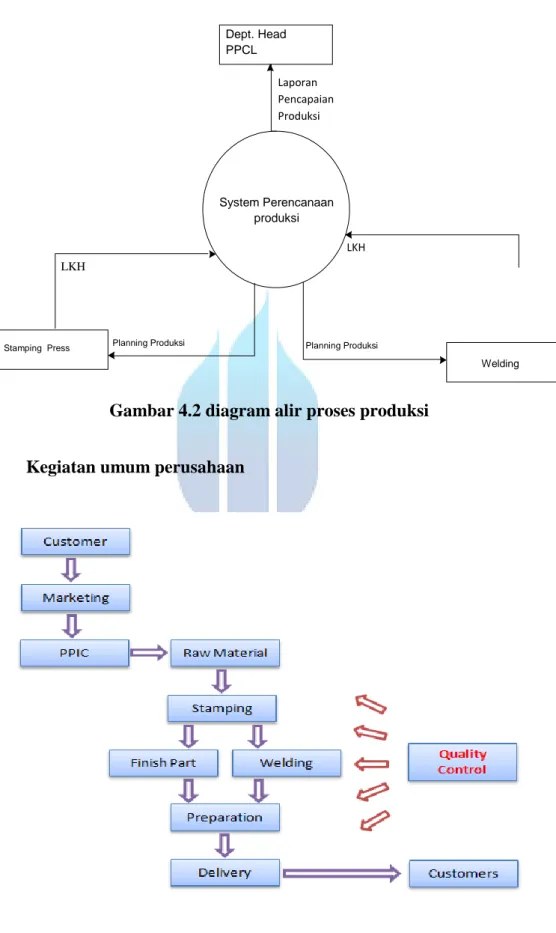
4.2. Kegiatan Proses Produksi
Gambar 4.2 diagram alir proses produksi
4.3. Kegiatan umum perusahaan
Gambar 4.3 Diagram alir perusahaan Dept. Head PPCL Welding Laporan Pencapaian Produksi Stamping Press System Perencanaan produksi Planning Produksi LKH Planning Produksi LKH
4.3.1 Inventory Raw Material
Material yang datang dari supplier ada yang langsung diproses stamping, tetapi ada juga yang harus melalui proses pemotongan dengan menggunakan mesin shearing, adapun material yang digunakan untuk proses stamping terdiri dari beberapa spec, antara lain : SCGA, SHGA, SPCC, SPHC dll.
-
Gambar 4.4 Area Inventory Raw Material
4.3.2 Proses Stamping ( Press )
Setelah Raw Material melalui proses cutting / shearing, kemudian masuk ke proses stamping / press dengan meggunakan mesin press yang sesuai dengan part yang diinginkan. adapun jenis mesin press yang dimiliki PT. MAJ yaitu :
- Small Press : 80 ton, 110 ton, 150 ton, 300 ton - Big Press : 400 ton, 800 ton, 1000 ton
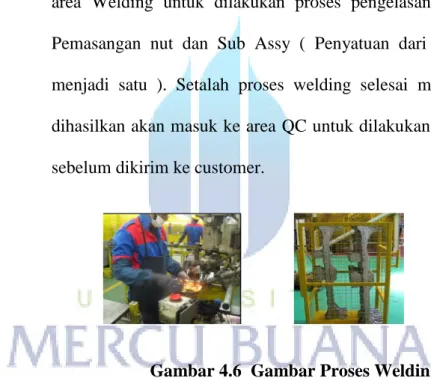
4.3.3 Proses Welding
Part yang dihasilkan dari proses stamping, ada yang berupa finish part atau berupa Work In Proses ( WIP ), part yang sudah finish akan langsung masuk ke area QC untuk dilakukan proses pengecheckan yang selanjutnya akan masuk ke area Inventory Finish Part ( IFP ) untuk dilakukan penyimpanan dan persiapan untuk pengiriman ke customer. Sedangkan WIP akan masuk ke area Welding untuk dilakukan proses pengelasan berupa Spot, Pemasangan nut dan Sub Assy ( Penyatuan dari beberapa part menjadi satu ). Setalah proses welding selesai maka part yang dihasilkan akan masuk ke area QC untuk dilakukan pengecheckan sebelum dikirim ke customer.
Gambar 4.6 Gambar Proses Welding
4.3.4. Quality Gate
Setelah part selesai melalui proses produksi kemudian ke proses selanjutnya adalah pengecheckan oleh quality sebagai jaminan kualitas atas semua proses yang telah dilalui, di area ini part di lakukan pengecheckan apabila part sudah OK maka akan masuk ke gudang Inventory Finish Part dan apabila ditemukan part No
Good maka akan dikembalikan ke produksi untuk dilakukan rework sampai dihasilkan part yang OK sesuai standard kualitas yang ditetapkan. Area quality ini terbagi menjadi 2 yaitu bagian pengechekan finish part langsung dari stamping dan yang melalui proses welding.
4.3.5. Inventory Finish Part
Bagian ini merupakan bagian penyimpana part dan persiapan pengiriman ke customer, Dimana part yang telah selesai di check akan masuk ke gudang penyimpanan dan kemudian di area ini akan dilakukan persiapan untuk delivery ke customer sesuai dengan order delivery yang sudah ditentukan baik secara waktu, tempat part, maupun quantity.
Gambar 4.7 Area Inventory Finish Part
4.3.6. Delivery Control
Delivery Control sebagai proses terakhir dari persiapan delivery, dimana part yang sudah disiapkan oleh bagian Inventory Finish Part selanjutnya akan masuk ke area Shipping sesuai dengan layout masing – masing customer. PIC dari bagian delivery akan melakukam pengecheckan lagi apakah part yang akan di kirim
sudah sesuai dengan permintaan customer baik jenis part ataupun quantity nya, setelah itu lalu persiapan pengiriman sesuai dengan cycle delivery yang sudah ditentukan.
Gambar 4.8 Area Shipping Delivery Control
4.4 Produk Perusahaan
Berikut adalah gambaran beberapa produk yang dihasilkan PT. Mekar Armada Jaya :
Frame Floor Front APV Member Front Side Grand Max
Part PT.Mitsubishi Part PT.Suzuki Part PT. Toyota
4.5. Data yang diperoleh
Data yang diperoleh berdasarkan pengamatan selama bulan maret sampai dengan bulan mei 2013, Dimana untuk data problem dari customer banyak kesalahan yang diakibatkan dari bagian proses produksi dan quality tetapi karena penulis sendiri berada di bagian delivery dan inventory finish part, maka cakupan masalah yang akan ditampilkan adalah beberapa masalah delivery dan preparation yang datang dari customer.
Sebagai bahan yang digunakan untuk analisa, penulis mendapatkan data masalah delivery dan inventory finish part yang datang dari customer yang disebut juga dengan Lembar Masalah Kerja. Didalam lembaran ini dijelaskan masalah apa yang terjadi dan kemungkinan dampak yang dihasilkan akibat kesalahan delivery yang sudah dilakukan.
Data yang diperoleh merupakan data claim customer baik internal (bagian quality ) maupun claim langsung dari customer external ( Pemesan barang ). Tentunya hal ini sangat merugikan karena akan menghambat proses kelancaran delivery dan bisa mengurangi kepercayaan yang sudah diberikan dari customer kepada PT. Mekar Armada Jaya.
Berikut adalah beberapa masalah yang sering timbul dikarenakan kesalah delivery dan inventory finish part sebagai bagian yang menyiapkan kebutuhan barang untuk di kirim ke customer :
1. Pengiriman Delay ( Terlambat )
Keterlambatan ini diakibatkan barang yang dipinta belum siap dari produksi ataupun keterlambatan dalam proses pengiriman
2. Salah kirim barang
Kesalahan ini sering diakibatkan karena kelalaian operator Inventory Finish Part dalam proses persiapan pengiriman, dimana didalam proses ini part yang sudah ada di gudang akan disiapkan untuk delivery dengan cara pemindahan dari pallet / box internal ke pallet / box delivery sesuai dengan jenis dan jumlah barang. Kesalahan pengiriman bisa berupa salah kirim barang,tercampur atau quantity yang dikirim kurang dari yang seharusnya dikirim.
3. Part yang dikirim tidak sesuai standard
Kejadian ini sering terjadi akibat dari kesalahan atau kelolosan proses dari beberapa bagian yang pada akhirnya part tersebut bisa terkirim ke customer baik dari Produksi, Quality ataupun Delivery. Kesalahan tersebut bisa berupa depect part berupa burry ( Tajam ), Pemasangan Nut kurang, Nut salah Speck, Lubang yang kurang, Penempatan tag delivery yang salah, dll.
Selain data yang diperoleh merupakan data claim customer, penulis juga melakukan penelitian langsung dan melakukan wawancara ke bagian terkait dan melihat langsung proses setiap bagian, seperti ke bagian inventory finish part, quality dan bagian delivery
4.6. Pengolahan Data
Pada tahap pengolahan data ini, penulis menggunakan analisa
seven tools untuk memudahkan dalam penyelesaian masalah yang ditemukan. Dimana ada beberapa tahapan yaitu dimulai dari Lembar pengumpulan data / Check Sheet, Penggolongan ( Stratifikasi ), Diagram Pareto, Diagram Sebab Akibat, Histogram, Diagram Pencar, Grafik ( Control Chart ). Tetapi tidak semua tools yang ada didalam metode ini digunakan melainkan hanya beberapa tools karena tools tersebut sudah mewakili dalam proses penyelesaian masalah, adapun tools tersebut :
4.6.1. Pengumpulan Data / Check Sheet
Langkah ini dilakukan setelah sebelumnya kita mendapatkan data berbagai masalah melalui beberapa penelitian yang telah dilakukan yang nantinya akan kita angkat sebagai judul dari proses perbaikan ini. Seperti diawal di bahas bahwa thema dari skripsi ini adalah Analisa Claim Customer di bagian Delivery Control dengan menggunakan pendekatan Metode 7 Tools di PT. Mekar Armada Jaya”. Didalam penentuan thema ini tahapan tools yang digunakan yaitu lembar pengumpulan data atau lembar check sheet
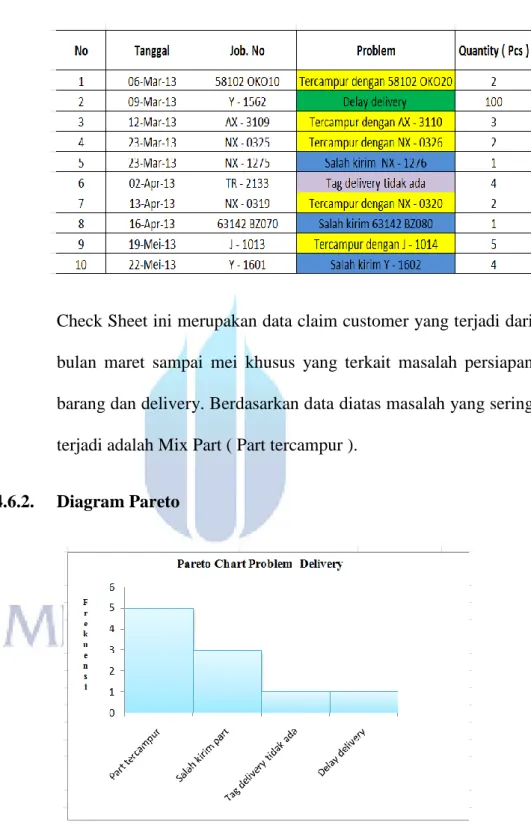
4.10. Check Sheet Problem delivery
Check Sheet ini merupakan data claim customer yang terjadi dari bulan maret sampai mei khusus yang terkait masalah persiapan barang dan delivery. Berdasarkan data diatas masalah yang sering terjadi adalah Mix Part ( Part tercampur ).
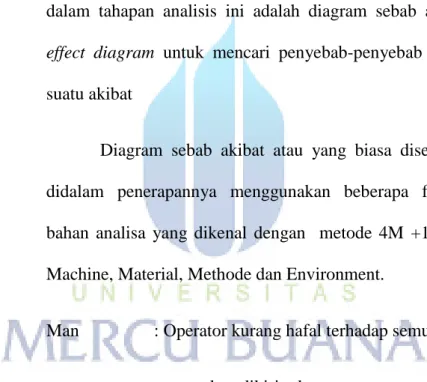
4.6.2. Diagram Pareto
Gambar 4.11 Diagram pareto problem delivery bulan maret sampai mei 2013.
Berdasarkan diagram pareto diatas dapat diketahui bahwa perbandingan jenis problem delivery paling tinggi adalah part tercampur.
4.6.3. Diagram Sebab Akibat
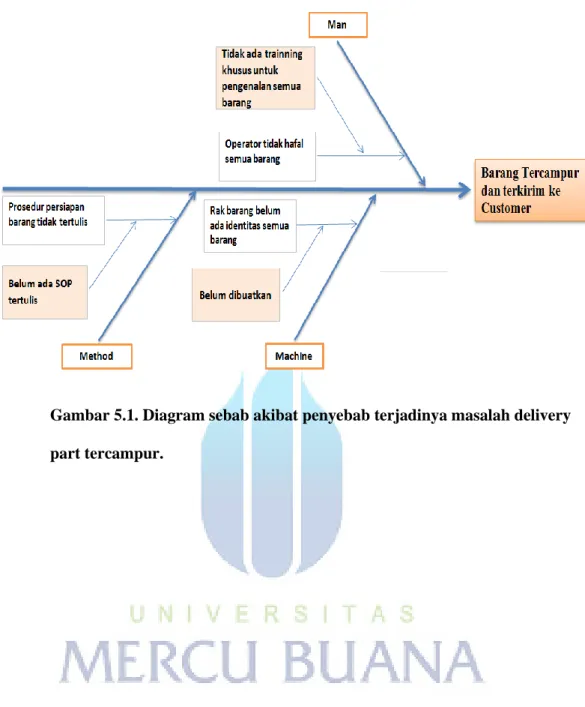
Pada tahap ini penyusun akan menganalisis hambatan dan kendala yang terjadi pada perusahaan yang telah menurunkan keuntungan dan merugikan perusahaan. Alat yang digunakan dalam tahapan analisis ini adalah diagram sebab akibat / cause effect diagram untuk mencari penyebab-penyebab potensial dari suatu akibat
Diagram sebab akibat atau yang biasa disebut fish bond didalam penerapannya menggunakan beberapa faktor sebagai bahan analisa yang dikenal dengan metode 4M +1E, yaitu Man, Machine, Material, Methode dan Environment.
Man : Operator kurang hafal terhadap semua jenis barang
yang akan dikirim ke customer
Machine : Rak penempatan barang masih belum jelas untuk
identitas setiap barang
Material : Tidak ada masalah
Methode : Prosedur persiapan barang belum dibuat tertulis
Gambar 5.1. Diagram sebab akibat penyebab terjadinya masalah delivery part tercampur.