42
1
BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
4.1 Pengumpulan Data
Pengumpulan data pada penelitian ini diperoleh dari dokumen perusahaan dan wawancara langsung dengan pembimbing lapangan. Adapun pengumpulan data ini dapat dilihat seperti di bawah.
4.1.1 Profil Umum Perusahaan
Sejarah LMM dimulai dengan terbentuknya PT. Sinar Inti Electrindo Raya (SIER) pada tahun 1979. SIER dibangun dari sesuatu yang sangat sederhana, dari sebuah bangunan tunggal dengan beberapa orang karyawan yang akhirnya berkembang menjadi pusat processing plat metal terbesar di Jakarta Barat. Pada tahun 2002, sebuah perusahaan sejenis bernama PT. Laser Metal Mandiri berdiri di Cikarang, sebelah selatan kota Jakarta. Setelah cukup lama berperan sebagai pemain terkuat di industri ini, SIER secara resmi mengakuisis LMM pada tahun 2008, yang merupakan penggabungan sumber daya kedua perusahaan dalam sebuah perusahaan untuk memberikan pelayanan terbaik. Perusahaan yang baru yang dikendalikan oleh management PT. SIER
43
mengkonsolidasikan semua aktivitas sheet metal industri ke dalam aktivitas PT. SIER dan LMM. Sekarang, PT. LMM yang baru merupakan bagian dari Sinar Inti Indoraya Group (SIIG) dan siap untuk menjadi kekuatan yang mendominasi dalam industri ini serta mampu menyajikan berbagai macam produk dan layanan bagi pelanggan.
Memberikan pelayanan yang terbaik pada pelanggan pada kondisi pasar yang bergerak cepat seperti sekarang berarti memiliki kemampuan untuk memberikan barang yang bagus pada saat yang tepat dengan harga yang kompetitif bagi pelanggan. Hingga saat ini LMM diperkuat dengan dua pabrik berliokasi di Tangerang (sebelah barat Jakarta) serta di Cikarang (sebelah timur Jakarta) dengan total area seluas 30.000 m2. Mesin berteknologi tinggi dan praktis dipergunakan dalam proses produksi. Sistem ASRS (Automated Storage and Retrieval System) dipergunakan untuk menggabungkan proses invetarisasi dan proses manufaktur dengan dintegrasikan penuh pada software sistem ERP/MRP. Hal ini berarti bahan baku akan diberikan pada saat dibutuhkan pada setiap langkah dalam proses manufaktur dan perakitan ini, dengan sistem pengintegrasian informasi yang lengkap.
4.1.2 Produk Yang Dihasilkan
Kami menggabungkan dua hal penting-proses fabrikasi sheet metal dan solusi untuk memberikan nilai tambah pada sheet metal dalam rangka mengembangkan beragam produk yang bisa ditawarkan. Dengan adanya beragam kemampuan fabrikasi sheet metal dan produk-produk sheet metal yang juga beragam, sangat tidak mudah untuk bisa menggambarkan tiap produk yang kami tawarkan. Untuk membantu Anda memilih produk sheet
44
metal sesuai kebutuhan Anda, kami mengelompokkan produk-produk sheet metal kami ke dalam beberapa kategori:
a. Kategori Produk • Panel Indoor (Custom) • Panel Outdoor (Custom) • Panel Standar
• Custom Housing b. Pelanggan Kami
• Industri Alat Industri • Industri Alat Elektronik • Industri Produk Komersil c. Segmentasi Pelanggan
• Industri Telekomunikasi • Industri Otomotif • Industri Alat Berat
• Industri Peralatan Rumah Tangga • Industri Perakitan Panel Listrik • Kontraktor Stainless Steel • Agen Periklanan
• Dan lain-lain
4.1.3 Struktur Perusahaan
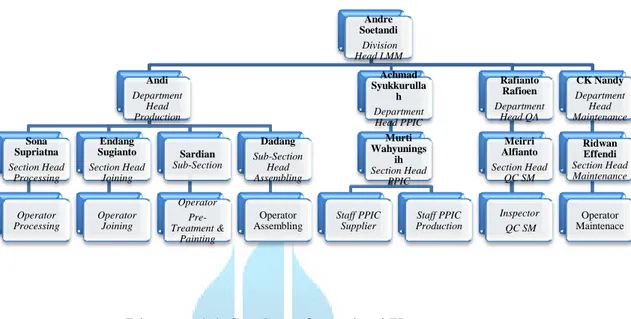
Struktur organisasi PT. Laser Metal Mandiri (LMM) merupakan struktur organisasi fungsional di mana pembagian departemennya didasarkan pada fungsi dari masing-masing departemen yang ada pada perusahaan. Struktur
45
organisasi secara umum PT. Laser Metal Mandiri dapat dilihat pada diagram 4.1 berikut ini.
Diagram 1.1 Struktur Organisasi Umum
4.1.4 Upah, Jumlah Jam Kerja, Hari Kerja & Jumlah Tenaga Kerja
Upah tenaga kerja Maintenance di PT. Laser Metal Mandiri (LMM) adalah sebesar Rp 2.500.000 per orangnya. Sedangkan jumlah jam kerja, hari kerja dan jumlah tenaga kerjanya yaitu :
Senin – Jumat
a. Shift 1 : 08.00 – 16.00 ( 1 orang ) b. Shift 2 : 16.00 – 24.00 ( 1 orang ) c. Shift 3 : 24.00 – 08.00 ( 1 orang )
4.1.5 Objek Penelitian
Mesin yang menjadi objek penelitian adalah Trupunch V 5000 I. Mesin ini memiliki fleksibilitas besar dan dapat menghasilkan produktifitas yang tinggi dan baik, adapun fungsi dari mesin ini untuk melubangi plat berbahan metal dengan maksimal ketebalan bahan hingga 8mm. Sistem yang digunakan
Andre Soetandi Division Head LMM Andi Department Head Production Sona Supriatna Section Head Processing Operator Processing Endang Sugianto Section Head Joining Operator Joining Sardian Sub-Section Operator Pre-Treatment & Painting Dadang Sub-Section Head Assembling Operator Assembling Achmad Syukkurulla h Department Head PPIC Murti Wahyunings ih Section Head PPIC Staff PPIC Supplier Staff PPIC Production Rafianto Rafioen Department Head QA Meirri Alfianto Section Head QC SM Inspector QC SM CK Nandy Department Head Maintenance Ridwan Effendi Section Head Maintenance Operator Maintenace
46
pada mesin seluruhnya otomatis, maka bentuk punching dapat sesuai dengan design yang telah diset atau diprogramkan pada mesin, dengan demikian mesin ini dapat menghasilkan hasil yang sangat presisi.
Hal ini dapat meminimalisasi kesalahan, sehingga dapat mengurangi material yang rusak karena kesalahan pencetakan bentuk punching pada waktu produksi, penurunan jumlah tool yang dipakai, peluang membuat berbagai jenis bentuk punching dengan tool-tool standar, dan pergantian tool yang cepat. Data yang dikumpulkan adalah data selama satu tahun terakhir, yaitu mulai dari awal bulan November 2012 sampai dengan akhir bulan Juni 2013.
4.1.6 Pemeliharaan Mesin Trupunch V 5000 I
Pemeliharaan yang dilakukan oleh bagian maintenance mengacu pada panduan manual mesin, yang kemudian disosialisasikan kepada tiap-tiap operator sebagai pelaksanaan self maintenance. Untuk memudahkan pelaksanaan, setiap mesin dibuatkan check list pemeriksaan. Check list tersebut berguna untuk memudahkan operator dan dalam melakukan self maintenance dan memudahkan pihak maintenance untuk mengontrol setiap mesin agar tidak ada kesulitan dalam pelaksanaan pemeliharaan mesin tersebut. Pemeliharaan mesin Trupunch V 5000 I dibagi menjadi 2 bagian, yaitu pemeliharaan rutin dan pemeliharaan periodik.
Pemeliharaan rutin mesin Trupunch V 5000 I meliputi mengecek selang clamp oli berfungsi sebagai pelumasan. Pemeliharaan periodik mesin Trupunch V 500 I biasanya dilakukan pada waktu yang senggang atau menjelang libur, dikarenakan untuk menghindari downtime mesin karena pemeliharaan ini menghabiskan waktu yang cukup lama.
47 4.1.7 Data Produksi
Data produksi Panel Box di PT. Laser Metal Mandiri (LMM) dapat dilihat pada tabel 4.1. Data yang ditampilkan ini merupakan laporan produksi dari PT. Laser Metal Mandiri (LMM).
Tabel 1.1 Data Produksi Box Panel Bulan November 2012 - Juni 2013 Bulan Produksi Panel
Box (m²) Actual Product (m²) Total Rework (m²) Total Scrap (m²) Nov-12 8.617 8.617 19 2.154 Des-12 14.309 6.582 25 1.646 Jan-13 12.073 6.882 51 1.721 Feb-13 3.871 3.871 48 968 Mar-13 7.905 4.664 25 1.166 Apr-13 4.936 2.715 11 679 Mei-13 3.553 3.553 84 888 Jun-13 9.976 5.088 104 1.272
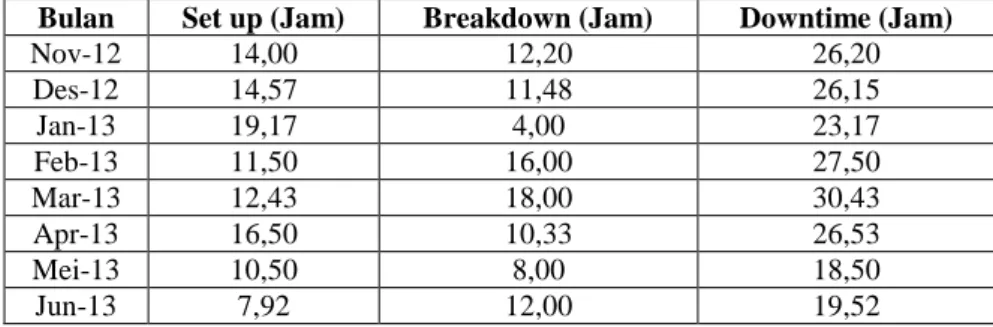
4.1.8 Data Waktu Downtime Mesin Trupunch V 5000 I
Waktu downtime adalah waktu yang terbuang karena mesin tidak beroperasi seperti yang seharusnya sehingga menghentikan proses produksi yang telah direncanakan misalnya seperti terjadi kerusakan atau gangguan pada mesin sehingga mesin tidak dapat beroperasi. Kerusakan (breakdown) atau kegagalan proses pada mesin/peralatan yang terjadi secara tiba-tiba.
Downtime merupakan kerugian yang dapat terlihat jelas karena terjadi kerusakan mengakibatkan tidak adanya output yang dihasilkan disebabkan mesin tidak berproduksi. Data waktu downtime dapat dilihat pada tabel 4.2.
Tabel 1.2 Data Waktu Kerusakan (Breakdown) Mesin Trupunch V 5000 I
Bulan Set up (Jam) Breakdown (Jam) Downtime (Jam)
Nov-12 14,00 12,20 26,20 Des-12 14,57 11,48 26,15 Jan-13 19,17 4,00 23,17 Feb-13 11,50 16,00 27,50 Mar-13 12,43 18,00 30,43 Apr-13 16,50 10,33 26,53 Mei-13 10,50 8,00 18,50 Jun-13 7,92 12,00 19,52
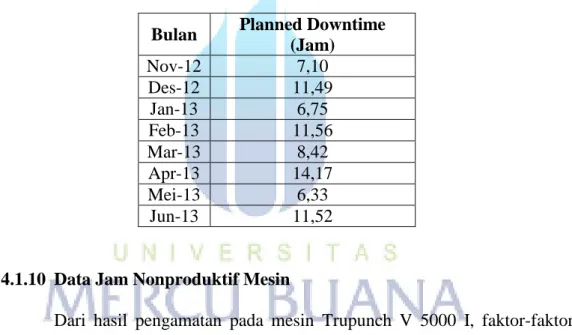
48 4.1.9 Data Waktu Planned Downtime
Planned Downtime merupakan waktu yang sudah dijadwalkan dalam rencana produksi, termasuk pemeliharaan terjadwal dan kegiatan manajemen yang lain seperti pertemuan. Pemeliharaan terjadwal dilakukan oleh pihak perusahaan untuk menjaga agar mesin tidak rusak saat proses produksi berlangsung. Pemeliharaan ini dilakukan secara rutin dan sesuai jadwal yang dibuat oleh departemen maintenance. Data waktu pemeliharaan dapat dilihat pada tabel 4.3.
Tabel 1.3 Data Waktu Planned Downtime
Bulan Planned Downtime (Jam) Nov-12 7,10 Des-12 11,49 Jan-13 6,75 Feb-13 11,56 Mar-13 8,42 Apr-13 14,17 Mei-13 6,33 Jun-13 11,52
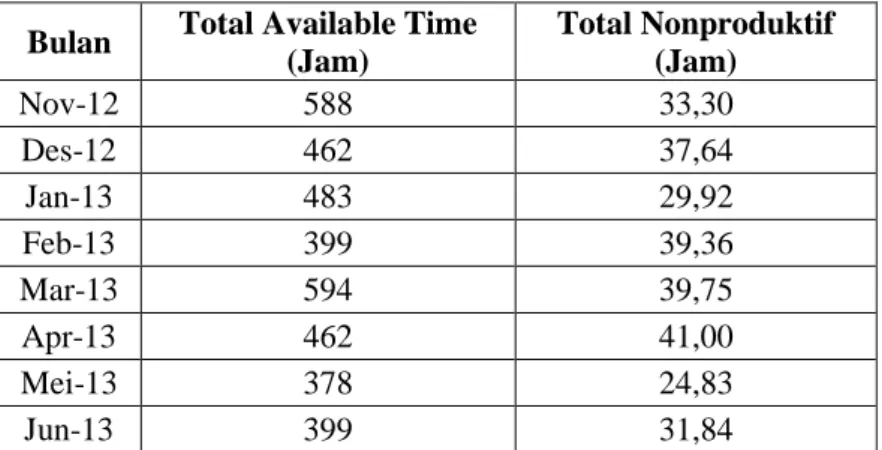
4.1.10 Data Jam Nonproduktif Mesin
Dari hasil pengamatan pada mesin Trupunch V 5000 I, faktor-faktor yang dapat menyebabkan mesin tidak produktif adalah sebagai berikut :
1. Penyetelan mesin (set up).
2. Planned downtime, waktu downtime yang telah direncanakan.
3. Machine break, gangguan yang terjadi pada mesin yang menyebabkan mesin berhenti beroperasi.
4. Power cut off, berhentinya operasi mesin dikarenakan gangguan listrik dari PLN.
49
Tabel 1.4 Data Waktu Nonproduktif Mesin Bulan Total Available Time
(Jam) Total Nonproduktif (Jam) Nov-12 588 33,30 Des-12 462 37,64 Jan-13 483 29,92 Feb-13 399 39,36 Mar-13 594 39,75 Apr-13 462 41,00 Mei-13 378 24,83 Jun-13 399 31,84 4.2 Pengolahan Data 4.2.1 Perhitungan Avaibility
Untuk menghitung nilai Availability digunakan rumus sebagai berikut : Availability = 𝑂𝑝𝑒𝑟𝑎𝑡𝑖𝑜𝑛 𝑇𝑖𝑚𝑒
𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑇𝑖𝑚𝑒 x 100 %
Availability = 𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑇𝑖𝑚𝑒 −𝐷𝑜𝑤𝑛𝑡𝑖𝑚𝑒
𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑇𝑖𝑚𝑒 x 100 %
Di mana :
Loading Time = Total availability - Planned downtime Operation Time = Loading Time – Downtime
Hasil perhitungan Loading Time dapat dilihat pada Tabel 4.5
Tabel 1.5 Perhitungan Loading Time Bulan Total Available Time
(Jam) Planned Downtime (Jam) Loading Time (Jam) Nov-12 588 7,10 580,9 Des-12 462 11,49 450,51 Jan-13 483 6,75 476,25 Feb-13 399 11,36 387,14 Mar-13 594 8,42 585,08 Apr-13 462 14,17 447,83 Mei-13 378 6,33 371,57 Jun-13 399 11,52 387,08
50
Perhitungan Availability untuk bulan Maret 2011 sebagai berikut: Availability = 580,9−26.20
580,9 x 100 %
= 95,49%
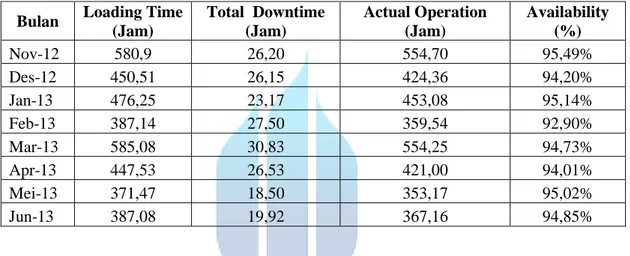
Dengan cara yang sama, maka perhitungan Availability untuk bulan November 2012 – Juni 2013 disajikan dalam Tabel 4.6
Tabel 1.6 Perhitungan Avaibility
4.2.2 Perhitungan Performance Efficiency
Untuk menghitung nilai Performance Efficiency digunakan rumus sebagai berikut :
Performance Rate (P) = 𝐴𝑐𝑡𝑢𝑎𝑙 𝑃𝑟𝑜𝑑𝑢𝑐𝑡 𝑥 𝐼𝑑𝑒𝑎𝑙 𝐶𝑦𝑐𝑙𝑒 𝑇𝑖𝑚𝑒
𝑂𝑝𝑒𝑟𝑎𝑡𝑖𝑜𝑛 𝑇𝑖𝑚𝑒 x 100 %
Di mana :
Ideal Cycle Time = Cycle Time x Persentase Jam Kerja Efektif
Cycle Time = 𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑇𝑖𝑚𝑒
Jumlah Produksi Yang Direncanakan
Persentase Jam Kerja = 1 – 𝑇𝑜𝑡𝑎𝑙 𝑊𝑎𝑘𝑡𝑢 𝑁𝑜𝑛𝑝𝑟𝑜𝑑𝑢𝑘𝑡𝑖𝑓
𝑇𝑜𝑡𝑎𝑙 𝐴𝑣𝑎𝑖𝑙𝑎𝑏𝑙𝑒 𝑇𝑖𝑚𝑒 x 100%
Perhitungan Persentase Jam Kerja untuk bulan November 2012 sebagai berikut:
Bulan Loading Time (Jam) Total Downtime (Jam) Actual Operation (Jam) Availability (%) Nov-12 580,9 26,20 554,70 95,49% Des-12 450,51 26,15 424,36 94,20% Jan-13 476,25 23,17 453,08 95,14% Feb-13 387,14 27,50 359,54 92,90% Mar-13 585,08 30,83 554,25 94,73% Apr-13 447,53 26,53 421,00 94,01% Mei-13 371,47 18,50 353,17 95,02% Jun-13 387,08 19,92 367,16 94,85%
51
Persentase Jam Kerja = 1 – 33,30
588 x 100% = 94,34 %
Dengan cara yang sama, maka perhitungan Persentase Jam Kerja untuk bulan November 2012 - Juni 2013 disajikan dalam Tabel 4.7.
Tabel 1.7 Perhitungan Persentase Jam Kerja
Perhitungan Cycle Time untuk bulan November 2012 sebagai berikut: Cycle Time = 580,9
8.617
= 0,067
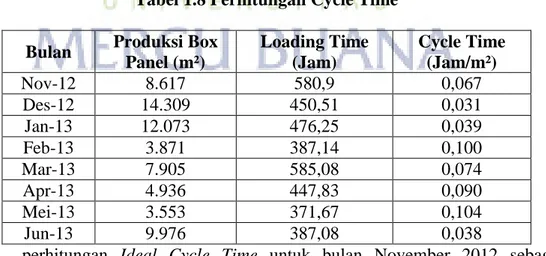
Dengan cara yang sama, maka perhitungan Cycle Time untuk bulan November 2012 – Juni 2013 disajikan dalam Tabel 4.8.
Tabel 1.8 Perhitungan Cycle Time
Bulan Produksi Box Panel (m²) Loading Time (Jam) Cycle Time (Jam/m²) Nov-12 8.617 580,9 0,067 Des-12 14.309 450,51 0,031 Jan-13 12.073 476,25 0,039 Feb-13 3.871 387,14 0,100 Mar-13 7.905 585,08 0,074 Apr-13 4.936 447,83 0,090 Mei-13 3.553 371,67 0,104 Jun-13 9.976 387,08 0,038
perhitungan Ideal Cycle Time untuk bulan November 2012 sebagai berikut:
Ideal Cycle Time = 0,067 x 94,34% = 0,064 Bulan Total Available Time (Jam) Total Nonproduktif (Jam) Jam Kerja (%) Nov-12 588 33,30 94,34% Des-12 462 37,44 91,83% Jan-13 483 29,52 93,81% Feb-13 399 39,36 90,14% Mar-13 594 39,75 93,31% Apr-13 462 41,00 91,13% Mei-13 378 24,43 93,43% Jun-13 399 31,54 92,02%
52
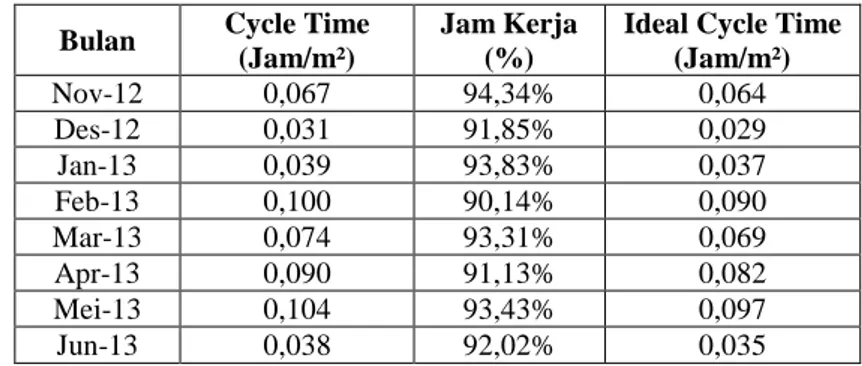
Dengan cara yang sama, maka perhitungan Ideal Cycle Time untuk bulan November 2012 – Juni 2013 disajikan dalam Tabel 4.9.
Tabel 1.9 Perhitungan Ideal Cycle Time
Bulan Cycle Time
(Jam/m²)
Jam Kerja (%)
Ideal Cycle Time (Jam/m²) Nov-12 0,067 94,34% 0,064 Des-12 0,031 91,85% 0,029 Jan-13 0,039 93,83% 0,037 Feb-13 0,100 90,14% 0,090 Mar-13 0,074 93,31% 0,069 Apr-13 0,090 91,13% 0,082 Mei-13 0,104 93,43% 0,097 Jun-13 0,038 92,02% 0,035
Setelah Persentase Jam Kerja, Cycle Time dan Ideal Cycle Time diketahui maka Perhitungan Performance Efficiency untuk bulan November 2012 sebagai berikut:
Performance Rate (P) = 8.617𝑥 0,064
554,7 x 100 %
= 98,79%
Dengan cara yang sama, maka perhitungan Performance Efficiency untuk bulan November 2012 – Juni 2013 disajikan dalam Tabel 4.10
Tabel 1.10 Perhitungan Performance Efficiency
Bulan
Actual Operation
(Jam)
Ideal Cycle Time (Jam/m²) Actual Product (m²) Performance Efficiency Nov-12 554,70 0,064 8.617 98.79% Des-12 424,36 0,029 6.582 44.86% Jan-13 453,08 0,037 6.882 56.21% Feb-13 359,64 0,090 3.871 97.03% Mar-13 554,24 0,069 4.664 58.11% Apr-13 421,00 0,082 2.715 53.32% Mei-13 353,17 0,097 3.553 98.33% Jun-13 367,16 0,035 5.088 49.48%
53 4.2.3 Perhitungan Rate of Quality Product
Untuk menghitung nilai Rate of Quality Product digunakan rumus sebagai berikut :
Rate of quality = 𝐴𝑐𝑡𝑢𝑎𝑙 𝑃𝑟𝑜𝑑𝑢𝑐𝑡 –(𝑇𝑜𝑡𝑎𝑙 𝑅𝑒𝑤𝑜𝑟𝑘 +𝑇𝑜𝑡𝑎𝑙 𝑆𝑐𝑟𝑎𝑝 )
𝐴𝑐𝑡𝑢𝑎𝑙 𝑃𝑟𝑜𝑑𝑢𝑐𝑡 x 100 %
Perhitungan Rate of Quality Product untuk bulan November 2012 sebagai berikut:
Rate of Quality Product = 8.617−(19+2.154)
8.617 x 100 %
= 74,78%
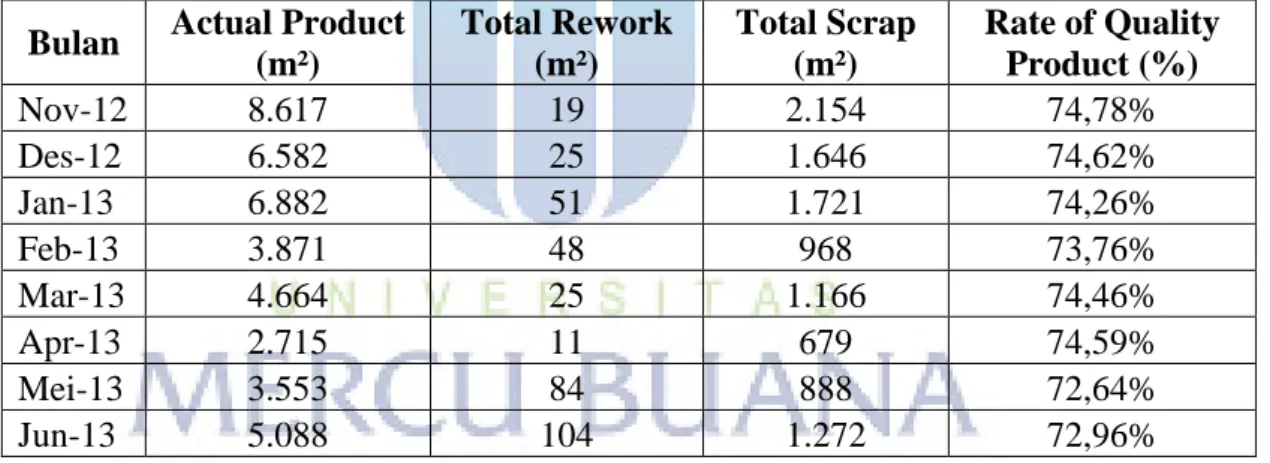
Dengan cara yang sama, maka perhitungan Rate of Quality Product untuk bulan November 2012 – Juni 2013 disajikan dalam Tabel 4.11.
Tabel 1.11 Perhitungan Rate of Quality Product Bulan Actual Product
(m²) Total Rework (m²) Total Scrap (m²) Rate of Quality Product (%) Nov-12 8.617 19 2.154 74,78% Des-12 6.582 25 1.646 74,62% Jan-13 6.882 51 1.721 74,26% Feb-13 3.871 48 968 73,76% Mar-13 4.664 25 1.166 74,46% Apr-13 2.715 11 679 74,59% Mei-13 3.553 84 888 72,64% Jun-13 5.088 104 1.272 72,96%
4.2.4 Perhitungan Overall Equipment Effectiveness (OEE)
Untuk menghitung nilai Overall Equipment Effectiveness (OEE) digunakan rumus sebagai berikut :
OEE = Availability x Performance efficiency x Rate of quality product x 100%
Perhitungan Overall Equipment Effectiveness (OEE) untuk bulan November 2012 sebagai berikut:
54
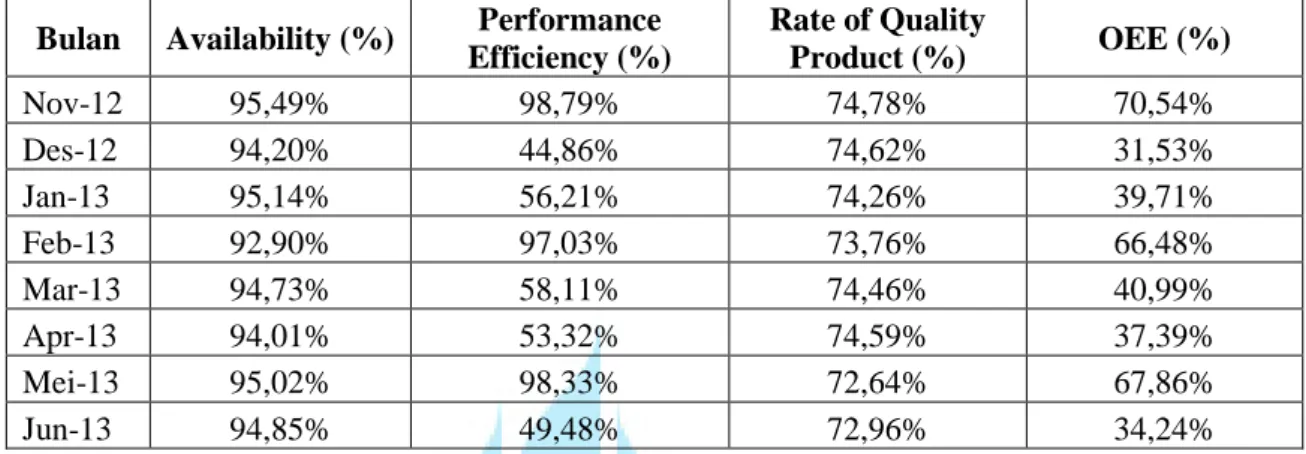
Dengan cara yang sama, maka perhitungan Overall Equipment Effectiveness (OEE) untuk bulan November 2012 – Juni 2013 disajikan dalam Tabel 4.12.
Tabel 1.12 Perhitungan Overall Equipment Effectiveness (OEE) Bulan Availability (%) Performance
Efficiency (%) Rate of Quality Product (%) OEE (%) Nov-12 95,49% 98,79% 74,78% 70,54% Des-12 94,20% 44,86% 74,62% 31,53% Jan-13 95,14% 56,21% 74,26% 39,71% Feb-13 92,90% 97,03% 73,76% 66,48% Mar-13 94,73% 58,11% 74,46% 40,99% Apr-13 94,01% 53,32% 74,59% 37,39% Mei-13 95,02% 98,33% 72,64% 67,86% Jun-13 94,85% 49,48% 72,96% 34,24%
4.2.5 Perhitungan OEE Six Big Losses 4.2.5.1 Perhitungan Downtime Losses
Downtime Losses terdiri dari Breakdown Losses/Equipment Failures dan Setup and Adjusment Losses.
Untuk menghitung nilai Breakdown Losses/Equipment Failures digunakan rumus sebagai berikut :
Breakdown Losses = 𝑇𝑜𝑡𝑎𝑙 𝐵𝑟𝑒𝑎𝑘𝑑𝑜𝑤𝑛 𝑇𝑖𝑚𝑒
𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑇𝑖𝑚𝑒 x 100 %
Perhitungan Breakdown Losses/Equipment Failures untuk bulan November 2012 sebagai berikut:
Breakdown Losses = 12,20
580,9 x 100 %
= 2,10 %
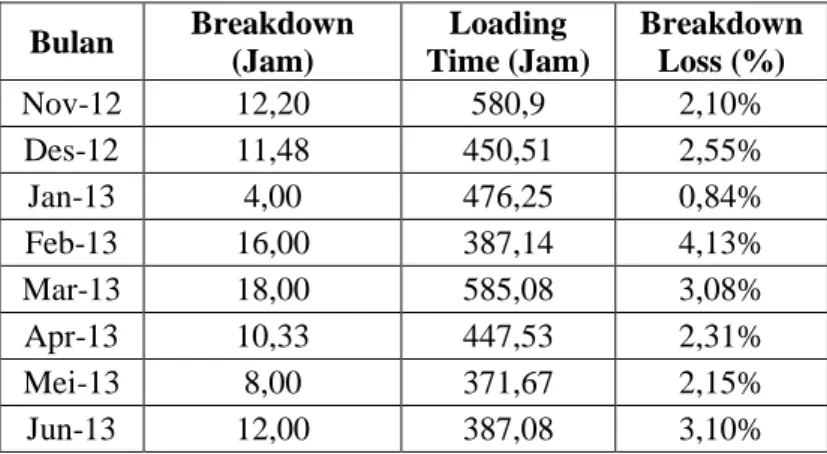
Dengan cara yang sama, maka perhitungan Breakdown Losses/Equipment Failures untuk bulan November 2012 – Juni 2013 disajikan dalam Tabel 4.13.
55
Tabel 1.13 Perhitungan Breakdown Losses Bulan Breakdown (Jam) Loading Time (Jam) Breakdown Loss (%) Nov-12 12,20 580,9 2,10% Des-12 11,48 450,51 2,55% Jan-13 4,00 476,25 0,84% Feb-13 16,00 387,14 4,13% Mar-13 18,00 585,08 3,08% Apr-13 10,33 447,53 2,31% Mei-13 8,00 371,67 2,15% Jun-13 12,00 387,08 3,10%
Untuk menghitung nilai Setup and Adjusment Losses digunakan rumus sebagai berikut :
Setup/Adjusment Losses = 𝑇𝑜𝑡𝑎𝑙 𝑆𝑒𝑡𝑢𝑝 /𝐴𝑑𝑗𝑢𝑠𝑚𝑒𝑛𝑡 𝑇𝑖𝑚𝑒
𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑇𝑖𝑚𝑒 x 100 %
Perhitungan Setup and Adjusment Losses untuk bulan November 2012 sebagai berikut:
Setup/Adjusment Losses = 14
580,9 x 100 %
= 2,41 %
Dengan cara yang sama, maka perhitungan Setup and Adjusment Losses untuk bulan November 2012 – Juni 2013 disajikan dalam Tabel 4.14.
Tabel 1.14 Perhitungan Setup/Adjusment Losses Bulan Set up (Jam) Loading Time (Jam) Set Up/Adjustment Loss (%) Nov-12 14,00 580,9 2,41% Des-12 14,57 450,51 3,26% Jan-13 19,17 476,25 4,02% Feb-13 11,50 387,14 2,97% Mar-13 12,53 585,08 2,19% Apr-13 16,50 447,43 3,68% Mei-13 10,50 371,57 2,83% Jun-13 7,92 387,08 2,05%
56 4.2.5.2 Perhitungan Speed Losses
Speed Losses terdiri dari Idling and Minor Stoppage Losses dan Reduced Speed Losses.
Untuk menghitung nilai Idling and Minor Stoppage Losses digunakan rumus sebagai berikut :
Idling and minor stoppages losses = 𝑁𝑜𝑛𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑣𝑒 𝑇𝑖𝑚𝑒
𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑇𝑖𝑚𝑒 x 100%
Perhitungan Idling and Minor Stoppage Losses untuk bulan November 2012 sebagai berikut:
Idling and minor stoppages losses = 33,30
580,9 x 100%
= 5,73 %
Dengan cara yang sama, maka perhitungan Idling and Minor Stoppage Losses untuk bulan November 2012 – Juni 2013 disajikan dalam Tabel 4.15.
Tabel 1.15 Perhitungan Idling and Minor Stoppages Losses
Bulan Loading Time (Jam)
Total Nonproduktif
(Jam)
Idling and Minor Stoppages (%) Nov-12 580,9 33,30 5,73% Des-12 450,51 37,44 8,35% Jan-13 476,25 29,52 6,28% Feb-13 387,14 39,36 10,17% Mar-13 585,08 39,75 6,59% Apr-13 447,53 41,00 9,16% Mei-13 371,47 24,53 6,58% Jun-13 387,08 31,54 8,22%
Untuk menghitung nilai Reduced Speed Losses digunakan rumus sebagai berikut :
57
Reduce Speed Losses =
𝑂𝑝𝑒𝑟𝑎𝑡𝑖𝑜𝑛 𝑇𝑖𝑚𝑒 −(𝐼𝑑𝑒𝑎𝑙 𝐶𝑦𝑐𝑙𝑒 𝑇𝑖𝑚𝑒 𝑥 𝑇𝑜𝑡𝑎𝑙 𝐴𝑐𝑡𝑢𝑎𝑙 𝑃𝑟𝑜𝑑𝑢𝑐𝑡 )
𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑇𝑖𝑚𝑒 x 100%
Perhitungan Reduced Speed Losses untuk bulan November 2012 sebagai berikut:
Reduce Speed Losses = 554,7−(0,064 𝑥 8.617)
580,9 x 100%
= 1,15%
Dengan cara yang sama, maka perhitungan Reduce Speed Losses untuk bulan November 2012 – Juni 2013 disajikan dalam Tabel 4.16.
Tabel 1.16 Perhitungan Reduce Speed Losses Bulan Actual
Operation (Jam)
Ideal Cycle Time (Jam/M²) Actual Product (M²) Loading Time (Jam) Reduce Speed Losses (%) Nov-12 554,7 0,064 8.617 580,9 1,15% Des-12 424,36 0,029 6.582 450,51 51,94% Jan-13 453,00 0,037 6.882 476,25 41,66% Feb-13 359,59 0,090 3.871 387,14 2,76% Mar-13 554,24 0,069 4.664 585,08 39,68% Apr-13 421,00 0,082 2.715 447,53 43,89% Mei-13 353,17 0,097 3.553 371,47 1,59% Jun-13 367,16 0,035 5.088 387,08 47,92%
4.2.5.3 Perhitungan Defect Losses
Defect Losses terdiri dari Rework Losses dan Reduced Yield/Scrap Losses. Untuk menghitung nilai Rework Losses digunakan rumus sebagai berikut :
Rework Losses = 𝐼𝑑𝑒𝑎𝑙 𝐶𝑦𝑐𝑙𝑒 𝑇𝑖𝑚𝑒 𝑥 𝑇𝑜𝑡𝑎𝑙 𝑅𝑒𝑤𝑜𝑟𝑘
𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑇𝑖𝑚𝑒 x 100%
Perhitungan Rework Losses untuk bulan November 2012 sebagai berikut:
Rework Losses = 0,0624 x 19
580,9 x 100%
58
Dengan cara yang sama, maka perhitungan Rework Losses untuk bulan November 2012 – Juni 2013 disajikan dalam Tabel 4.17.
Tabel 1.17 Perhitungan Rework Losses Bulan Loading Time
(Jam) Ideal Cycle Time (Jam/m²) Total Rework (m²) Rework Loss (%) Nov-12 580,9 0,064 19 0,21% Des-12 450,5 0,029 25 0,16% Jan-13 476,2 0,037 51 0,40% Feb-13 387,1 0,090 48 1,12% Mar-13 585,0 0,069 25 0,30% Apr-13 447,8 0,082 11 0,20% Mei-13 371,6 0,097 84 2,21% Jun-13 387,0 0,035 104 0,96%
Untuk menghitung nilai Reduced Yield/Scrap Losses digunakan rumus sebagai berikut :
Reduced Yield Losses = 𝐼𝑑𝑒𝑎𝑙 𝐶𝑦𝑐𝑙𝑒 𝑇𝑖𝑚𝑒 𝑥 𝑆𝑐𝑟𝑎𝑝
𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑇𝑖𝑚𝑒 x 100%
Perhitungan Reduced Yield Losses untuk bulan November 2012 sebagai berikut:
Reduced Yield Losses = 0,064 x 2.154
580,9 x 100%
= 23,58 %
Dengan cara yang sama, maka perhitungan Reduced Yield Losses untuk bulan November 2012 - Juni 2013 disajikan dalam Tabel 4.18.
Tabel 1.18 Perhitungan Reduced Yield/Scrap Losses Bulan Loading Time
(Jam)
Ideal Cycle Time (Jam/m²) Total Scrap (m²) Scrap Loss (%) Nov-12 580,9 0,064 2.154 23,58% Des-12 450,5 0,029 1.646 10,56% Jan-13 476,2 0,037 1.721 13,37% Feb-13 387,1 0,090 968 22,53% Mar-13 585,0 0,069 1.166 13,76% Apr-13 447,8 0,082 679 12,53% Mei-13 371,6 0,097 888 23,36% Jun-13 387,0 0,035 1.272 11,73%
59
4.2.6 Analisa Regresi dan Kolerasi Six Big Losses Terhadap Nilai OEE
Analisis penelitian ini dilakukan dengan tujuan untuk memfokuskan usaha mencari akar permasalahan dari permasalahan utama yang ada sehingga memudahkan dalam melakukan analisis. Selain itu, melalui persamaan multiple regresi yang diperoleh dapat dilakukan peramalan terhadap nilai pencapaian OEE pada periode mendatang dan membantu pihak pengambil keputusan dengan cepat mengambil kebijakan berkaitan dengan permasalahan peralatan yang terjadi di lapangan (shopfloor).
Persamaan multiple regresi dalam penelitian ini diperoleh melalui pengolahan terhadap data beberapa variabel pengukuran selama delapan bulanpengumpulan data. Data dari OEE six big losses dapat dilihat pada tabel 4.19.
Tabel 1.19 Data Hasil Perhitungan OEE six big losses
Bulan Breakdown Set Up /Adjustment Idling and Minor Stoppages Reduce Speed Yield
/Scrap Rework OEE
Koef X1 X2 X3 X4 X5 X6 Y Nov-12 0,021 0,024 0,057 0,012 0,236 0,002 0,705 Des-12 0,025 0,033 0,084 0,519 0,106 0,002 0,315 Jan-13 0,008 0,040 0,063 0,063 0,134 0,004 0,397 Feb-13 0,041 0,030 0,102 0,028 0,225 0,011 0,665 Mar-13 0,031 0,022 0,068 0,397 0,138 0,003 0,410 Apr-13 0,023 0,037 0,092 0,439 0,125 0,002 0,374 Mei-13 0,022 0,028 0,067 0,016 0,234 0,022 0,679 Jun-13 0,031 0,020 0,082 0,479 0,117 0,010 0,342 Rumus : y = a x1+ b x2+ c x3 + d x4 + e x5 +fx6 Di mana :
y = OEE x3 = Idling and Minor Stoppages Losses
60
x2 = Set Up/Adjustment Losses x5 = Yield/Scrap Losses
x6 = Rework
Sebelum digunakan untuk menjawab permasalahan dan mencapai tujuan penelitian, hasil regresi yang disajikan pada model regresi perlu dilakukan validasi atau dikaji lebih lanjut dengan indikator statistik seperti: t-test, F-Test, dan ukuran goodness of fit (R2). Hasil regresi berganda (Uji t) dari persamaan model awal yang dihasilkan dalam penelitian ini disajikan pada Tabel 4.20
Tabel 1.20 SUMMARY OUTPUT Regression Statistics Multiple R 0.9999 R Square 0.9999 Adjusted R Square 0.9999 Standard Error 0.0001 Observations 8
Multiple R (R majemuk) adalah suatu ukuran untuk mengukur tingkat (keeratan) hubungan linear antara variabel terikat dengan seluruh variabel bebas secara bersama-sama. dengan melihat nilai Multiple R sebesar 0,999 maka dapat dikatan bahwa Six Big Losses (x1, x2, x3, x4, x5 dan x6) sangat
mempengaruhi Nilai OEE (Y)
R Square (R2) sering disebut dengan koefisien determinasi, adalah mengukur kebaikan sesuai (goodness of fit) dari persamaan regresi; hal ini berarti 99.9% nilai OEE diterangkan oleh Six Big Losses dan sisanya (100% - 99,99% = 0,01%) diterangkan oleh faktor-faktor lain
Adjusted R Square. Suatu sifat penting R2 adalah square”. Istilah penyesuaian berarti nilai R2 sudah disesuaikan dengan banyaknya variabel
61
(derajat bebas) dalam model. Seringkali juga disarankan, jika variabel bebas lebih dari dua, sebaiknya menggunakan adjusted R square. Dengan melihat nilai Adjusted R Square 0,999 itu berati nilai persamaan nilai R2 yang telah disesuaikan dengan derajat bebas dan nilai variabel terikat masih diterangkan sebesar 99,9% oleh variabel bebas.
Standard Error. Merupakan standar error dari estimasi variabel terikat (dalam kasus kita adalah permintaan). Jika dibandingkan nilai standar error (SE) 0.0001 dengan standar deviasi (SD) 0,164 maka dapat dilihat nilai SE<SD maka model regresi semakin tepat dalam memprediksi nilai OEE
Tabel 1.21 ANOVA
df SS MS F Significance F
Regression 6 0,190116863 0,031686144 2619117,592 0,00047 Residual 1 1,2098E-08 1,2098E-08
Total 7 0,190116875
Dengan membandingkan nilai Fhitung dengan Ftabel yaitu 2619117,592
> 233,98 dengan tingkat signifikansi 0,000 (lebih kecil dari α = 0,05 ) artinya model persamaan regresi tersebut signifikan.
Tabel 1.22 Coefficients
Coefficients
Standard
Error t Stat P-value Lower 95% Upper 95%
Coef 0,44384 0,04346 10,21362 0,06213 -0,10832 0,99600 (x1) -0,42727 0,03575 -11,95134 0,05314 -0,88154 0,02699 (x2) -0,40898 0,03919 -10,43482 0,06082 -0,90699 0,08902 (x3) 0,00978 0,01226 0,79778 0,57131 -0,14595 0,16550 (x4) -0,44558 0,04341 -10,26346 0,06183 -0,99721 0,10605 (x5) 1,21480 0,17365 6,99560 0,09039 -0,99165 3,42124 (x6) -0,99039 0,00790 -125,30299 0,00508 -1,09082 -0,88996
62
Uji t bertujuan untuk mengetahui apakah koefisien regresi tiap variabel dependen signifikan atau tidak. Bila ternyata, setelah dihitung | t | > tα/2, maka dapat disimpulkan variabel tersebut berpengaruh secara signifikan. Selain membandingkan dengan nilai t-tabel, kita juga bisa menarik kesimpulan signifikansinya dengan membandingkan taraf nyata dengan p-value. Jika misalkan kita menggunakan taraf nyata 5 %, maka variabel dengan p-value sama atau lebih kecil dari 5 %, dapat dinyatakan sebagai variabel yang secara parsial berpengaruh signifikan.
Dilihat dari hasil tabel anova terlihat bahwa Six Big Losses secara parsial berpengaruh terhadap nilai OEE. Dan hasil dari persamaan regresi tersebut y = 0.44384 - 0.42727x1 - 0.40898x2 + 0.00978x3 -0.44558x4
+1.21480x5 - 0.99039x6
Selanjutnya selang kepercayaan untuk koefisien. Di taebel anova tertulis Lower 95% dan Upper 95%. Angka 95% adalah penetapan kita pada waktu pengolahan dengan Excel dan bisa dirubah sesuai keinginan. dari output Excel terlihat bahwa dengan tingkat kepercayaan 95%, maka koefisien regresi untuk nilai Rework yang sebesar -0,9903, dalam faktanya di tingkat populasi akan berkisar antara (-1,09082) – (-0,88996).
Tabel 1.23 Korelasi Parsial
(x1) (x2) (x3) (x4) (x5) (x6) (y) (x1) 1 (x2) -0,542 1 (x3) 0,663 0,1888 1 (x4) -0,190 0,2086 0,1506 1 (x5) 0,165 -0,2198 -0,1879 -0,999 1 (x6) 0,198 -0,2205 0,0428 -0,537 0,536 1 (y) 0,161 -0,2127 -0,1902 -0,999 0,999 0,505 1
63
Dengan melihat tabel kolerasi parsial dapat diketahui nilai Six Big Losses yang paling mempengaruhi nilai OEE adalah Reduced speed losses untuk itu Penulis akan mencari akar permasalah terhadap dua faktor tersebut pada menggunakan digram fishbone.