BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Invilon Sagita merupakan perusahaan yang bergerak dalam bidang
usaha produksi pipa PVC (Poly Vinyl Chlorida). Perusahaan ini didirikan pada
tahun 1974 dengan nama awal UD. Sagita. Pada perkembangan selanjutnya, tahun
1990, perusahaan ini resmi diganti menjadi PT. Invilon Sagita. Total investasi
yang ditanam mencapai 20 juta dollar dengan kapasitas produksi mencapai 18.000
ton pertahun.
Tahun 1994 PT. Invilon Sagita telah mendapatkan Javanise Industrial
Standard (JIS), Standard Industri International (SII), Standar Nasional Indonesia
(SNI) dan Standar Telkom yang merupakan peningkatan standar dari produk yang
dihasilkan.
Perusahaan ini menghasilkan produk pipa PVC untuk kebutuhan air
minum dengan standar Indonesia dan Jepang, pipa PVC untuk kebutuhan
drainase dengan standar Indonesia dan Jepang, pipa untuk kabel telepon
(telephone duct), talang air dan pintu PVC. Secara garis besar, produk yang
dihasilkan dipasarkan dalam dua kategori yaitu produk yang dibutuhkan untuk
kebutuhan lokal dan produk yang dibuat sesuai dengan pesanan.
Konsumen PT. Invilon Sagita antara lain PDAM Tirtanadi Medan, proyek
gas elpiji PERTAMINA di Lhoksemawe, PERUMTEL yang merupakan proyek
proyek pembangunan beberapa hotel seperti Hotel Tiara Medan, Hotel Garuda
Plaza, dan King‟s hotel Palembang. PT.Invilon Sagita juga turut menyukseskan
sebuah program dengan membantu pembuatan jaringan air minum di Tanah Karo.
Sebagai penghargaan atas peran serta dalam membantu program pemerintahan
tersebut, gubernur Sumatera Utara memberikan penghargaan kehormatan berupa
Upakarti dari Presiden Republik Indonesia.
2.2. Ruang Lingkup Bidang Usaha
PT. Invilon Sagita merupakan perusahaan yang bergerak dalam produksi
pipa. Jenis pipa yang diproduksi cukup beragam dengan spesifikasi dan standard
yang ditetapkan. Konsumen utamanya adalah PT. TELKOM dan PDAM.
PT. Invilon Sagita saat ini memproduksi 5 macam jenis pipa yaitu :
1. Pipa PVC berstandarisasi JIS, SNI, Telkom.
2. Sambungan Pipa PVC.
3. Selang air, selang spiral dan selang corrugate.
4. Telephone Duct.
5. Talang PVC dan accessories.
2.3. Lokasi Perusahaan
PT. Invilon Sagita belokasi di Jalan Gatot Subroto, Medan - Binjai Km. 10.5, Desa Payageli, kecamatan Medan Sunggal, Kota Medan, Provinsi Sumatera Utara, dan berkantor pusat di Jl. Jend. A. Yani No. 103-B, Medan 20111 Sumatera Utara.
2.4. Organisasi dan Manajemen
2.4.1. Struktur Organisasi Perusahaan
PT. Invilon Sagita menggunakan struktur organisasi yang berbentuk Lini-
Fungsional structure. Lini-Fungsional structure merupakan organisasi yang
gabungan antara struktur organisasi garis dan fungsional. Struktur organisasi garis
merupakan organisasi dimana bawahan hanya mengenal seorang atasan saja.
Struktur organisasi fungsional merupakan organisasi yang diatur berdasarkan
pengelompokan aktivitas dan tugas yang sama untuk membentuk unit-unit kerja
seperti produksi/operasi, pemasaran, keuangan, personalia, dan lain-lain yang
memiliki fungsi yang terspesialisir. Struktur organisasi perusahaan ini dapat
Komisaris Direktur General Manager Teknisi Listrik Teknisi Mesin Kepala Bagian Gudang Kepala Bagian Produksi Kepala Bagian Kimia Kepala Bagian Pemasaran Pembelian Personalia Maintenance Barang Jadi QC Bahan baku Laboratorium Sparepart Keterangan : Hubungan Garis Hubungan Fungsional Sumber : PT. Invilon Sagita
2.4.2. Uraian Tugas dan Tanggung Jawab
Adapun tugas dan tanggung jawab dari masing-masing bagian pada PT.
Invilon Sagita adalah sebagai berikut:
1. Komisaris
a. Melaksanakan tugas dengan cara memeriksa laporan yang ada di
lingkungan perusahaan.
b. Memeriksa buku-buku transaksi perusahaan dan mencocokkan keadaan
keuangan di perusahaan
c. Memeriksa semua kegiatan dan tindakan yang dilakukan Direktur.
d. Meminta bantuan ahli untuk melakukan pemeriksaan transaksi perseroan.
e. Menyelenggarakan rapat umum bagi para pemegang saham, baik rutin
ataupun sewaktu-waktu diperlukan.
f. Menjalankan tugas pengawasan terhadap Direktur, baik sendiri ataupun
bersama-sama.
2. Direktur
a. Memimpin penyelenggaraan perusahaan menurut bidangnya masing-
masing.
b. Bertanggung jawab pada Komisaris atas penyelenggaraan dan pengelolaan
perusahaaan.
c. Bertanggung jawab terhadap pembagian tugas antar departemen.
d. Mengkoordinasikan seluruh kegiatan dalam perusahaan guna disampaikan
pada dewan Komisaris.
e. Menyusun proses neraca perusahaan dan memelihara daftar inventaris perusahaan. 3. General Manager
a. Menganalisis dan mengaudit laporan dari setiap kepala/Manager
Departemen.
b. Sebagai pembuat keputusan, General Manager menyetujui proposal
penjualan, perubahan harga dan pembelian bahan.
c. Melaksanakan rencana umum perusahaan.
d. Mengadakan evaluasi, menganalisa dan mengawasi rencana tersebut dalam
operasinya.
4. Kepala Bagian Maintenance
a. Mengatur jadwal segala kegiatan perawatan yang dilakukan.
b. Menentukan perbaikan yang akan dilakukan jika terjadi kerusakan.
c. Bertanggung jawab terhadap seluruh proses perawatan.
d. Memeriksa kesesuaian jadwal perawatan yang telah dilaksanakan.
5. Teknisi Listrik
a. Mengatur tata cara penggunaan listrik yang dijalankan diseluruh bagian-
bagian yang berada dibawahnya.
b. Membuat suatu perencanaan terhadap penggunaan listrik secara optimal,
efektif dan efisien guna mencapai hasil yang baik dan memuaskan.
c. Menentukan pemakaian listrik yang digunakan setiap bagian didalam
d. Menjalankan mesin genset sebagai pengganti listrik apabila terjadi mati
lampu.
e. Mengganti tindakan perbaikan apabila terjadi kerusakan mesin genset
untuk mengantisipasi terjadinya pemadaman lampu.
f. Menindaklanjuti laporan dari bagian produksi tentang kerusakan-
kerusakan atau tidak berfungsinya panel, dinamo yang menyangkut mesin
produksi dan lain-lain.
g. Bertanggung jawab atas terjadinya pemadaman listrik dan kerusakan mesin
genset yang digunakan untuk kegiatan produksi.
6. Teknisi Bengkel dan Mesin
a. Memperbaiki mesin yang mengalami kerusakan.
b. Melakukan pembubutan barang-barang teknik yang dilakukan oleh
operator teknik jika diperlukan.
c. Melakukan perbaikan saluran air apabila mengalami kemacetan pasokan
air.
d. Mengambil tindakan perbaikan mesin produksi atas laporan dari atasan.
e. Merawat seluruh mesin yang ada di pabrik.
f. Merencanakan dan melakukan pekerjaan maintenance mesin-mesin
produksi.
g. Bertanggung jawab terhadap mesin-mesin yang mengalami kerusakan
supaya sesegera untuk diperbaiki demi kelancaran produksi.
h. Memberikan input kepada pimpinan perusahaan apabila ada kendala yang
i. Membuat laporan kepada atasan tentang keadaan mesin-mesin.
7. Kepala Bagian Gudang
a. Bertanggung jawab atas seluruh isi gudang.
b. Menentukan jumlah produksi yang akan dikerjakan.
c. Memberikan laporan mengenai jumlah bahan baku yang tersedia.
d. Memberikan laporan mengenai jumlah produk yang harus diproduksi
kepada kepala bagian produksi.
8. Operator Gudang Bahan Baku
a. Menyimpan bahan baku dan menyalurkannya. Unit ini bekerja sama
dengan unit pembelian dalam hal memberikan laporan mengenai stok
bahan baku.
9. Operator Gudang Barang Jadi
a. Menyimpan barang jadi dan menyalurkannya, unit ini bekerja sama
dengan bagian penjualan dalam hal memberikan laporan mengenai stok
barang jadi.
10. Operator Gudang Sparepart
a. Menyimpan peralatan yang diperlukan perusahaan, misalnya mengurus
minyak solar dan sebagainya.
11. Kepala Bagian Produksi
a. Mengoperasikan seluruh mesin-mesin produksi agar berproduksi sesuai
dengan standard operasional.
b. Memeriksa dan merawat seluruh mesin-mesin supaya tetap standard/tidak
c. Mengambil tindakan perbaikan terhadap mesin-mesin yang mengalami
kerusakan.
d. Melakukan maintenance terhadap mesin-mesin sesuai dengan program
jadwal yang telah ditetapkan sebelumnya.
e. Melakukan pembinaan dan petunjuk terhadap karyawan produksi di
dalam melakukan pemaliharaan dan perbaikan mesin.
f. Memelihara dan menjaga seluruh barang-barang perusahaan yang ada di
dalam pabrik.
g. Membuat hasil laporan produksi setiap hari.
h. Menganalisa dan mengawasi kualitas dan kuantitas hasil produksi sesuai
standard perusahaan.
i. Mengambil tindakan apabila hasil produksi tidak sesuai dengan mutu yang
ditetapkan.
j. Memberikan tindakan kepada karyawan yang melanggar sistem kerja yang
digariskan, selanjutnya disampaikan kepada bagian personalia.
k. Merencanakan kerja lembur apabila dibutuhkan perusahaan.
12. Karyawan Produksi Pipa dan Bahan
a. Melaksanakan seluruh instruksi yang disampaikan oleh atasan.
b. Mengawasi mesin pipa yang telah diserahkan untuk dijaga oleh masing-
masing karyawan
c. Dengan sesegera mengambil tindakan perbaikan apabila pipa mengalami
d. Karyawan bahan bertanggung jawab untuk mensuplai bahan ke bagian
produksi pipa dengan secukupnya.
e. Karyawan bersedia melakukan pekerjaan sesuai dengan instruksi atasan
misalnya bongkar muat.
13. Kepala Bagian Kimia
a. Bertanggung jawab atas formulasi bahan yang digunakan.
b. Menentukan formulasi bahan untuk setiap jenis pipa yang berbeda.
c. Merencanakan kegiatan QC.
d. Menentukan layak atau tidanya produk yang sudah dihasilkan.
e. Memberikan laporan atas ketidaksesuaian produk.
14. Operator Laboratorium
a. Melakukan pengujian/pemeriksaan kualitas hasil produksi.
b. Mengajukan komplain kepada kepala produksi atau mandor apabila hasil
tes uji yang dilakukan tidak sesuai dengan standard.
c. Bekerja sama dengan bagian Quality control untuk memeriksa hasil
produksi.
d. Membuat laporan tertulis tentang hasil tes uji yang dilakukan kepada
kepala produksi.
e. Menjaga keutuhan alat-alat laboratorium.
f. Bertanggung jawab terhadap seluruh alat uji laboratorium.
15. Operator Quality Control
b. Memeriksa keadaan fisik hasil produksi yaitu berupa panjang, ketebalan
dan warna dari hasil produksi sesuai dengan standard perusahaan.
c. Bila hasil produksi tidak sesuai dengan standard mutu yang ditetapkan
maka melakukan komplain kepada kepala produksi untuk dilakukan
tindakan perbaikan.
d. Mengisi laporan hasil control harian produksi.
e. Membuat laporan transfer stock barang yang setiap harinya.
f. QC berhak melakukan rijek hasil produksi yang tidak memenuhi standard.
g. Bertanggung jawab kepada seluruh kerusakan barang yang lolos ke dalam
gudang.
h. Bertanggung jawab tentang kualitas/mutu dari hasil produk.
16. Kepala Bagian Pemasaran
Bagian ini meliputi :
a. Penjualan, yang bertugas:
1. Melayani pesanan dari pelanggan.
2. Memasarkan hasil produksi.
3. Mencari daerah pemasaran yang baru.
4. Mencatat hasil setiap hari dari hasil penjualan.
5. Berusaha mencari konsumen untuk membeli produk dari perusahaan.
6. Memberikan diskon kepada konsumen apabila melakukan pembelian
dalam jumlah yang besar.
b. Supervisor, yang bertugas :
2. Mengadakan pemeriksaan dan pengawasan atas pelaksanaan
pendistribusian dan penjualan barang.
3. Bertanggung jawab atas pelaksanaan kebijaksanaan pemasaran.
4. Membuat reklame tentang produksi pipa.
5. Membuat penerangan tentang kebijaksaan dan peraturan yang
berhubungan dengan pemasaran kepada langganan.
6. Meneliti keadaan pemasaran tentang jenis produk baru yang timbul
dan menjaga keseimbangan harga pasar.
c. Salesman, yang bertugas :
1. Mencatat hasil penjualan atau hasil produksi.
2. Mencatat segala biaya penjualan.
3. Menyalurkan hasil produksi ke daerah – daerah pemasaran.
17. Kepala Bagian Pembelian
a. Mencatat setiap pembelian yang dilakukan.
b. Menentukan pemasok yang berkualitas baik.
c. Mengadakan pengawasan dan pemeriksaan barang yang diterima oleh
perusahaan.
d. Mencatat segala biaya pembelian.
18. Kepala Bagian Personalia
a. Mengokoordinir dan mengendalikan seluruh karyawan di perusahaan.
b. Mengajukan penambahan karywan staf melalui iklan.
d. Mengarahkan karyawan untuk bekerja sesuai dengan prosedur kerja dan
petunjuk yang telah diberikan oleh perusahaan.
e. Mengadakan meeting kerja dengan karyawan untuk pembahasan masalah
kerja.
f. Mengendalikan kinerja security dalam hal pengamanan perusahaan.
g. Memberikan teguran, surat peringatan, surat mutasi, dan putus hubungan
kerja (PHK).
h. Membuat laporan secara lisan atau tertulis kepada pimpinan perusahaan
tentang keadaan karyawan.
i. Menerima dan melakukan negosiasi terhadap tamu yang berkunjung ke
perusahaan khususnya dari pemerintahan maupun organisasi masyarakat.
2.4.3. Jumlah Tenaga Kerja dan Jam Kerja
Dalam menjalankan tugasnya, PT. Invilon Sagita mempekerjakan tenaga
kerja langsung dan tenaga kerja tidak langsung. Tenaga kerja langsung adalah
tenaga kerja yang bekerja di lantai produksi. Tenaga kerja tidak langsung adalah
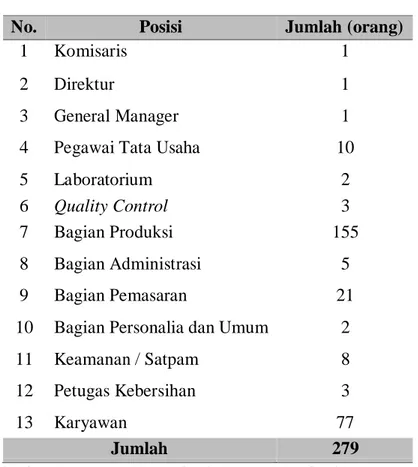
pekerja yang bekerja di luar pabrik. Jumlah tenaga kerja pada PT.Invilon Sagita
adalah 279 orang.
Rincian jumlah tenaga kerja yang ada pada PT. Invilon Sagita dapat dilihat
Tabel 2.1. Rincian Jumlah Tenaga Kerja pada PT. Invilon Sagita
No. Posisi Jumlah (orang)
1 Komisaris 1
2 Direktur 1
3 General Manager 1
4 Pegawai Tata Usaha 10
5 Laboratorium 2
6 Quality Control 3
7 Bagian Produksi 155
8 Bagian Administrasi 5
9 Bagian Pemasaran 21
10 Bagian Personalia dan Umum 2
11 Keamanan / Satpam 8
12 Petugas Kebersihan 3
13 Karyawan 77
Jumlah 279
Sumber:DepartemenPersonalia&UmumPT.InvilonSagita
Jam kerja di PT. Invilon Sagita untuk karyawan kantor, karyawan lantai
produksi dan petugas keamanan. Karyawan kantor bekerja satu shift, sedangkan
karyawan lantai produksi dan petugas keamanan tiga shift. Jam kerja perhari
adalah delapan jam. Jam kerja lembur terhitung apabila seorang pekerja bekerja
lebih dari 8 jam per shiftnya atau bekerja di hari libur. Adapun pembagian waktu
kerja tersebut adalah sebagai berikut:
1. Karyawan kantor
a. Hari Senin sampai Kamis
- Pukul 08.00 – 12.00 WIB : Kerja aktif
- Pukul 13.00 – 16.00 WIB : Kerja aktif
b. Hari Jumat
- Pukul 08.00 – 12.00 WIB : Kerja aktif
- Pukul 12.00 – 14.00 WIB : Istirahat
- Pukul 14.00 – 17.00 WIB : Kerja aktif
c. Hari Sabtu
- Pukul 08.00 – 12.00 WIB : Kerja aktif
- Pukul 12.00 – 13.00 WIB : Istirahat
- Pukul 13.00 – 14.00 WIB : Kerja aktif
2. Karyawan lantai produksi dan Petugas keamanan
a. Shift I
- Pukul 08.00 – 12.00 WIB : Kerja aktif
- Pukul 12.00 - 13.00 WIB : Istirahat
- Pukul 13.00 – 16.00 WIB : Kerja aktif
b. Shift II
- Pukul 16.00 – 19.00 WIB : Kerja aktif
- Pukul 19.00 – 20.00 WIB : Istirahat
- Pukul 20.00 – 00.00 WIB : Kerja aktif
2.4.4. Sistem Pengupahan dan Fasilitas Lainnya
Untuk meningkatkan produktivitas kerja karyawan, maka harus
diperhatikan tingkat kesejahteraan karyawan. Salah satu indikator kesejahteraan
karyawan adalah menyediakan biaya untuk memenuhi kebutuhan hidup
karyawan, dimana biaya ini diberikan dalam bentuk upah yang layak sesuai
dengan kemampuan perusahaan.
Sistem pengupahan pada PT.Invilon Sagita dibedakan atas dua jenis, yaitu:
1. Upah Bulanan
Upah bulanan ini untuk tenaga kerja tetap, yaitu pada bagian kantor dan pada
bagian keamanan dan satpam. Upah ini dibayar setiap akhir bulan.
2. Upah Harian
Upah harian untuk tenaga kerja di bagian produksi. Namun, walaupun disebut
upah harian, waktu pembayaran upah tetap dilakukan pada setiap awal bulan
dengan perhitungan akumulasi waktu kerja harian.
Adapun fasilitas-fasilitas lain yang diberikan oleh perusahaan adalah :
1. Upah lembur, yaitu upah yang diberikan apabila karyawan bekerja melebihi
jam kerja perusahaan yang telah ditentukan.
2. Tunjangan jabatan, merupakan sebagai pelengkap gaji pokok, mengingat ada
pekerjaan yang memegang peranan dan tanggung jawab serta tuntutan khusus.
Besarnya jumlah gaji pokok adalah Rp. 1.000.000/bulan sedangkan besarnya
jumlah tunjangan adalah Rp. 100.000.
3. Uang makan, diberikan setiap pengambilan gaji. Besarnya uang makan adalah
4. Tunjangan Hari Raya (THR), yang memberikan bonus kepada karyawan yang
merayakan hari raya dan tahun baru. THR ini diberikan kepada karyawan yang
telah bekerja selama 1 tahun dan dibayar sebesar satu bulan gaji.
5. Uang Transportasi, yang memberikan pada karyawan saat menerima gaji di
akhir bulan. Besarnya uang transportasi ini tergantung pada kedudukan
karyawan di perusahaan.
6. Cuti
Untuk menghilangkan rasa jenuh dan bosan selama bekerja, perusahaan
memberikan cuti bagi karyawan. Tenaga kerja diwajibkan mengambil cuti dan
apabila tidak dipakai, maka cutinya dianggap habis.
7. Jaminan Sosial Tenaga Kerja (JAMSOSTEK)
Jaminan Sosial Tenaga Kerja adalah suatu bentuk asuransi yang dibuat oleh
pemerintah untuk melindungi tenaga kerja. Asuransi tersebut lebih dikenal
dengan nama Asuransi Tenaga Kerja (ASTEK).
ASTEK ini meliputi empat pokok yaitu :
a. Jaminan Kecelakaan Kerja
Dilakukan dengan cara pemberian sumbangan oleh perusahaan. Besarnya
sumbangan tersebut adalah 0.89 % dari gaji pokok tenaga kerja setiap bulan.
Jaminan kecelakaan kerja diberikan apabila tenaga kerja tersebut mengalami
kecelakaan dalam menjalankan tugasnya.
b. Jaminan Hari Tua
Besarnya iuran dan sumbangan yang diberikan kepada ASTEK adalah
bulan dari tenaga kerja yang bersangkutan. Jaminan hari tua diberikan apabila
tenaga kerja sudah pensiun pada umur 55 tahun. Besarnya dana pensiun yang
diberikan ASTEK adalah tergantung kepada masa kerja tenaga kerja yang
bersangkutan.
c. Jaminan Kematian
Diberikan apabila tenaga kerja meninggal dunia, sewaktu melakukan
pekerjaan atau tidak melakukan pekerjaan.
d. Jaminan Pemeliharaan Kesehatan
Pemeliharaan kesehatan diberikan oleh perusahaan kepada tenaga kerja
beserta keluarganya. Dalam hal ini sumbangan yang diberikan perusahaan
berbeda. Apabila tenaga kerja tersebut belum menikah, perusahaan
memberikan sebesar 3 % dari gaji pokok setiap bulannya dan bagi yang sudah
berkeluarga memperoleh 6 % dari gaji pokok setiap bulannya dengan batasan
maksimal memiliki tiga orang anak.
8. SPSI (Serikat Pekerja Seluruh Indonesia)
Serikat Pekerja Seluruh Indonesia (SPSI) adalah satu wadah tenaga kerja yang
dapat menampung keluhan-keluhan yang dialami tenaga kerja seperti, tuntutan
kenaikan gaji, masalah jam kerja yang tidak sesuai dan lain-lain. Keluhan-
keluhan tenaga kerja tersebut diterima oleh SPSI, dan akan mengusahakan
untuk mencari pemecahan masalahnya dengan bekerja sama dengan pimpinan
2.5. Proses Produksi
2.5.1. Standar Mutu Bahan / Produk
Standar mutu adalah seperangkat tolak ukur kinerja sistem yang mencakup masukan, proses, hasil, keluaran serta manfaat yang harus dipenuhi oleh unit-unit kerja. Suatu standar mutu terdiri atas beebrapa parameter (elemen penilaian) yang dapat digunakan sebagai dasar untuk mengukur dan menetapkan mutu dan kelayakan unit kerja. PT. Invilon Sagita merupakan perusahaan yang menghasilkan produk pipa dengan standard mutu yang telah ditetapkan.
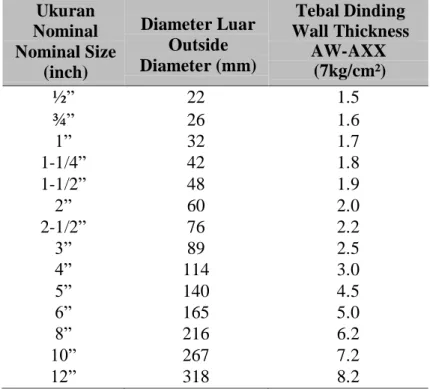
Oleh karena itu, maka pihak perusahaan menetapkan bahwa setiap produk yang dihasilkan harus melalui proses pengawasan yang ketat mulai masuknya bahan ke mixer sampai ke proses pengujian sehingga memiliki standard mutu yang telah ditetapkan. Standard mutu produk perlu ditingkatkan dan dipertahankan guna menjaga kualitas produk jadi. Adapun standard mutu produk pipa pada PT. Invilon Sagita dapat dilihat pada Tabel 2.2.
Tabel 2.2. Standard Mutu Pipa AW AXX PT. Invilon Sagita Ukuran Nominal Nominal Size (inch) Diameter Luar Outside Diameter (mm) Tebal Dinding Wall Thickness AW-AXX (7kg/cm²) ½” 22 1.5 ¾” 26 1.6 1” 32 1.7 1-1/4” 42 1.8 1-1/2” 48 1.9 2” 60 2.0 2-1/2” 76 2.2 3” 89 2.5 4” 114 3.0 5” 140 4.5 6” 165 5.0 8” 216 6.2
Keterangan Ukuran Standar Mutu Pipa PVC secara teoritis yaitu: Setiap angka dan huruf memiliki artian sendiri dalam ukuran tersebut:
AW = paling tebal, biasanya dipakai untuk perairan yang memiliki tekanan (seperti pakai pompa)
D = tidak terlalu tebal, bisa untuk tekanan yang tidak terlalu besar atau bisa
dipakai untuk buangan.
C = paling tipis, biasanya untuk buangan air, tidak bisa untuk tekanan Berikut ini maksud dari angka dibelakang kode AW/D/C
1/2″ = 22 mm 3/4″ = 26 mm 1″ = 32 mm 1 1/4″= 42 mm 1 1/2″= 48 mm 2″ = 60 mm 2 1/2″= 76 mm 3″ = 89 mm 4″ = 114 mm 5″ = 140 mm 6″ = 165 mm 8″ 216 mm 10″ 267 mm
Kegunaan pada umumnya tiap ukuran : C 5/8 untuk pelindung kabel listrik
AW 1/2, 3/4 biasa dipakai untuk supply air di rumah tangga. Untuk ukuran yang lebih besar biasanya dipakai kalau memang membutuhkan debit air yang lebih besar.
D 2 1/2, 3, 4 biasa dipakai untuk air buangan di rumah tangga. Bisa saja pakai C tapi lebih baik gunakan type D kalau pipanya tidak ditanam di tembok, takutnya kalau
2.5.2. Bahan Produksi
Jenis produk yang dihasilkan oleh PT. Invilon Sagita adalah pipa PVC,
pintu PVC, dan selang PVC. Untuk menghasilkan produk ini dibutuhkan bahan
baku, bahan tambahan, dan bahan penolong yang dapat dilihat dalam uraian
berikut ini.
2.5.2.1.Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan produk
dan memiliki persentase yang relatif besar dalam produk dibandingkan dengan
bahan-bahan lain. Bahan baku yang digunakan dalam proses produksi pembuatan
pipa pada PT. Invilon Sagita adalah sebagai berikut:
1. Resin
Resin mempunyai sifat keras dan kaku, bentuknya serbuk putih sehingga
mudah diolah serta tidak mudah terbakar. Resin merupakan sumber bahan
baku utama yang digunakan dalam proses produksi produk – produk PVC, karena dalam resin inilah terkandung bahan – bahan untuk membuat Poly
Vinil Chlorida (PVC). Dalam setiap produksi penggunaan bahan ini mencapai
60% - 80%.
2. Tepung CaCO3
Tepung CaCO3 merupakan senyawa zat kalsium dan karbonat, atau sering
juga disebut tepung kapur. Adapun kegunaan bahan ini adalah untuk
menentukan kelenturan dan kekerasan produk serta mengontrol kehalusan
2.5.2.2.Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan untuk mempermudah
proses dan meningkatkan kualitas dari produk yang dihasilkan. Bahan tambahan
yang digunakan dalam proses produksi pembuatan pipa pada PT. Invilon Sagita
adalah sebagai berikut:
1. Zat Pewarna
Yang dimaksud zat pewarna dalam hal ini adalah zat yang digunakan untuk
menentukan warna pipa dan selang. Ada beberapa jenis warna pipa dan selang
hasil produksi PT. Invilon Sagita sesuai dengan pesanan konsumen, seperti
biru, merah orange, abu – abu, kuning, dll.
2. Titanium (Ti)
Zat kimia ini digunakan dalam proses produksi adalah untuk menjaga tingkat
kadar kehitaman pipa. Tanpa penggunaan bahan ini, pipa yang dihasilkan akan
berwarna kehitaman.
3. Stearic Acid (SA)
Zat kimia ini digunakan dalam proses produksi sebagai stabilisator untuk
menjaga suhu bahan baku pada saat dipanaskan, dan dilebur sebelum dicetak.
4. Kalium Nitrat (KN)
Zat kimia ini digunakan dalam proses produksi sebagai stabilisator untuk
menjaga suhu bahan baku pada saat dipanaskan, dan dilebur sebelum dicetak.
5. Paraloid
Paraloid merupakan resin yang sangat baik karena dapat membentuk larutan
6. ACP
ACP merupakan bahan yang sangat ringan sehingga mudah dalam
transportasi dan pemotongan, dan penyambungan.
7. Tinta.
Tinta digunakan dalam proses penyablonan merk dan tipe produk di setiap
produk-produk di PT. Invilon Sagita
2.5.2.3.Bahan Penolong
Bahan penolong merupakan bahan yang membantu dalam proses produksi
agar diperoleh hasil yang lebih baik. Bahan penolong yang digunakan dalam
proses produksi pembuatan pipa pada PT. Invilon Sagita adalah sebagai berikut:
1. Air.
Dalam proses produksi, air digunakan sebagai pendingin setelah produk-
produk di cetak dengan mesin ekstruder.
2.5.3. Uraian Proses Produksi
Tahapan-tahapan yang dilakukan dalam proses pembuatan pipa PVC
adalah sebagai berikut:
1. Pencampuran
Pencampuran dilakukan berdasarkan tipe produk yang akan diproduksi. Tiap
tipe produk terdiri dari komposisi bahan yang berbeda. Sebelum bahan
dicampur, semua bahan yang diperlukan untuk memproduksi produk tertentu
tepung CaCO3 dibawa dengan kereta sorong dan secara langsung dijatuhkan
dalam mesin pencampur (mesin mixer) untuk dicampur. Pencampuran
dilakukan dengan cara mengaduk bahan-bahan tersebut hingga merata. Pada
saat pencampuran juga ditambahkan zat-zat kimia Titanium (Ti), Stearic Acid
(SA), Kalium Nitrat dan zat pewarna yang disesuaikan dengan warna produk
yang akan di produksi. Hasil pencampuran dalam bentuk tepung dan
ditampung dalam bin (chamber).
2. Ekstruksi
Hasil campuran dalam bentuk tepung tersebut kemudian dialirkan ke mesin
pemanas dengan menggunakan pipa dan kereta sorong. Bahan-bahan ini
dicampur dan dipanaskan dengan mesin ekstruder pada suhu 180 °C - 200 °C.
Hingga bahan berubah menjadi bentuk cair.
3. Pencetakan pipa
Bahan-bahan yang telah cair dialirkan ke alat cetak yang berada di ujung
mesin ekstruder dengan memanfaatkan daya tekan dari bahan yang masuk ke
mesin pemanas. Proses pencetakan menggunakan cetakan dengan ukuran
diameter pipa selang atau ukuran pintu yang diinginkan. Pada proses
pencetakan ini, cetakan dipanaskan dengan arus listrik melalui elemen-elemen
dengan suhu berkisar antara 180 °C - 220 °C. Apabila terjadi kerusakan pada
pencetakan maka pipa yang rusak akan dibawa ke tempat penyimpanan
4. Pendinginan
Proses pendinginan dilakukan dengan air dalam sebuah tangki pendingin
(cooler tank). Pada proses pendinginan ini air dialirkan langsung dari kolam
air yang berada pada bagian belakang pabrik secara otomatis dengan
menggunakan mesin pemompa air sehingga proses pendinginan dapat berjalan
dengan baik.
5. Penyablonan
Proses penyablonan dilakukan secara otomatis setelah proses pendinginan
selesai. Mesin melakukan penyablonan dengan cara menyemprotkan tinta
pada pipa yang keluar dari mesin pendingin dengan jarak yang telah
ditentukan.
6. Pemotongan
Pipa yang telah selesai melalui proses penyablonan, dipotong sesuai dengan
ukuran yang telah ditentukan. Proses pemotongan dilakukan menggunakan
gergaji secara otomatis. Apabila terjadi kerusakan pada pemotongan maka
pipa yang rusak akan dibawa ke tempat penyimpanan sementara untuk didaur
ulang.
7. Pencetakan kepala pipa
Setelah proses pemotongan dan penyablonan, pipa dibawa ke bagian
pencetakan kepala. Proses pencetakan kepala ini dilakukan dengan mesin
socket. Ujung pipa dimasukkan ke dalam mesin dengan cetakan yang telah
disesuaikan. Pencetakan kepala pipa ini hanya untuk beberapa tipe produk
2.5.4. Mesin dan Peralatan
Adapun mesin dan peralatan yang digunakan pada PT. Invilon Sagita
adalah sebagai berikut.
2.5.4.1. Mesin Produksi
Mesin yang digunakan dalam proses produksi yaitu : 1. Mesin Ekstruder Merek Asal Tipe Tahun Diameter Tinggi Poros Panjang jalur Diameter Screw Panjang Screw Kecepatan maks Tekanan maks Daya Feeding Hopper Kap. Produksi Cos φ Kegunaan : Bandera : Itali : E 60/25 D : 1990 : Max. 125 mm : 1000 mm : 30 m : Ø60 mm : L/25 : 120 rpm : 750 bar : 37.5 kW
: 100 liter (stainless stell) : 120 Kg : 0.85 : Mengextrusi bahan
2. Tangki Pendingin (Cooling Tank) Merek Tipe Asal
Diameter Maks. Hose Panjang Cos φ Kegunaan : Bandera : CT 125 : Itali : 125 mm : 27 mm : 0.85
: Pendingin pipa setelah di cetak
3. Mesin Pencampur (Mixer) Merek Daya Tegangan Arus Kapasitas Cos φ Kegunaan : - : 75 HP : 380 Volt : 57 Amp : 20 ton/jam : 0.85 : Mencampur bahan 4. Mesin Sablon Merek Daya Tegangan Arus Kapasitas Frekuensi : Willet : 435 :100 Volt : 2 – 1 A : 160 Watt : 50/60 Hz
Cos φ
Kegunaan
: 0.85
: Mencetak label perusahaan dan tipe produk
5. Pompa dan Kompresor Merek Tipe Motor Tegangan Cos φ Kegunaan : Fusheng Industri : SA – 230 A : 30 HP : 380 Volt : 0.85
: Memompa dan mengkompresi air 6. Mesin Socket Komponen Tekanan Pemakaian udara Tegangan Tegangan sekunder Daya terpasang Kegunaan
: CETOP standards dan VDE/CEI standards : 6/7 Bar : 78,5 + 391,5 NI/cycle : 380 V- threephase- 50 Hz + neutral : 24 V – 50 Hz : 28 Kw
2.5.4.2. Peralatan
Peralatan yang digunakan dalam proses produksi adalah sebagai berikut:
1. Kereta Sorong
Kereta sorong digunakan untuk membawa bahan baku dari gudang bahan
baku menuju lantai produksi dan memindahkan produk jadi yang telah
dikemas dari lantai produksi menuju gudang produk jadi.
2. Timbangan
Timbangan yang digunakan terdiri dari :
- Timbangan duduk (100 kg)
Digunakan untuk menimbang bahan baku. Timbangan duduk ada 1 unit.
- Timbangan digital 10 kg
Digunakan untuk menimbang bahan tambahan. Timbangan ini sebanyak 2