PENENTUAN RANCANGAN RUTE DISTRIBUSI PRODUK DENGAN MENGGUNAKAN METODE ALGORITMA
HEURISTIK PADA PT. PABRIK ES SIANTAR
DRAFT TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Penulisan Tugas Sarjana
Oleh
SARTIKA SARI 140403001
D E P A R T E M E N T E K N I K I N D U S T R I F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA M E D A N
2 0 1 8
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada ALLAH SWT atas segala berkah dan rahmat pengetahuan, pengalaman, kekuatan dan kesempatan yang diberikan kepada penulis sehingga dapat menyelesaikan Laporan Tugas Sarjana ini.
Penelitian Tugas Sarjana ini dilakukan di PT. Pabrik Es Siantar di Kota Medan.
Kegiatan tersebut merupakan salah satu dari beberapa syarat yang telah ditentukan untuk dapat memperoleh gelar Sarjana Teknik di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Judul Tugas Sarjana ini adalah “Penentuan Rancangan Rute Distribusi Produk dengan Menggunakan Metode Algoritma Heuristik pada PT. Pabrik Es Siantar”.
Penulis sadar bahwa Tugas Sarjana ini masih memiliki kekurangan. Oleh karena itu, penulis mengharapkan saran dan masukan yang bersifat membangun demi kesempurnaan laporan tugas sarjana ini. Semoga tugas sarjana ini dapat bermanfaat bagi penulis, perpustakaan Universitas Sumatera Utara, dan pembaca lainnya.
Medan, Juli 2018 Penulis
Sartika Sari
UCAPAN TERIMA KASIH
Syukur dan terimakasih penulis ucapkan yang sebesar-besarnya kepada Allah SWT yang telah memberikan kesempatan kepada penulis untuk merasakan dan mengikuti pendidikan di Departemen Teknik Industri USU serta telah membimbing penulis selama masa kuliah dan penulisan laporan tugas sarjana ini.
Dalam penulisan tugas sarjana ini penulis telah mendapatkan bimbingan dan bantuan dari berbagai pihak, baik berupa materil, spiritual, informasi maupun administrasi. Oleh karena itu sudah selayaknya penulis mengucapkan terima kasih kepada:
1. Orang tua saya yang tiada hentinya mendukung penulis baik secara moril, doa, maupun materil sehingga laporan ini dapat diselesaikan.
2. Ibu Dr. Meylita Tryana Sembiring ST, MT. selaku Ketua Departemen Teknik Industri Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas Sarjana ini.
3. Bapak Ir. Mangara Tambunan, Msc selaku Dosen Pembimbing I atas waktu, bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana ini.
4. Ibu Rahmi M Sari ST, MM(T) selaku Dosen Pembimbing II atas waktu, bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana ini.
5. Bapak dan Ibu dosen Fakultas Teknik Departemen Teknik Industri yang telah menjadi mentor intelektual selama berada di kampus.
6. Bapak Montesqiu selaku Pembimbing Lapangan PT. Pabrik Es Siantar yang telah memberikan bantuan berupa waktu, bimbingan, serta informasi dan data selama melakukan penelitian di perusahaan.
7. Staff pegawai Teknik Industri, Bang Mijo, Bang Nurmansyah, Bang Edi, Kak Rahma dan kak Dede terimakasih atas bantuannya dalam masalah administrasi untuk melaksanakan tugas sarjana ini.
8. Saudaraku yang selalu mendukungku baik waktu, moril, materil, semangat, dan doanya sehingga mendukung penulis untuk secepatnya menyelesaikan laporan ini.
9. Rahmadansyah Saragih yang tiada henti hentinya memberikan semangat dan doanya untuk merampungkan laporan ini.
10. Sahabat-sahabat seperjuangan penulis di kehidupan kampus dan Perkuliahan Yuliana Utari, Winda Rahmah, Afia Akmalia, Widodo, Reggy Nouvan, Josua, Giofany, Ifah, Wirda dan teman ELASTIS yang selalu memotivasi penulis dalam menyelesaikan Tugas Sarjana ini.
11. Asisten Laboratorium Ergonomi dan Perancangan Sistem Kerja yang selalu memberi motivasi dan dukungan dalam menyelesaikan Tugas Sarjana ini
Kepada semua yang telah banyak membantu dalam menyelesaikan laporan ini penulis mengucapkan terima kasih. Kiranya laporan ini bermanfaat bagi kita.
Medan, Juli 2018
PENULIS
DAFTAR ISI
HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI ... vi
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xiv
DAFTAR LAMPIRAN ... xv
ABSTRAK... ... xvi BAB I PENDAHULUAN ... I-1 1.1. Latar Belakang Masalah ... I-1 1.2. Perumusan Masalah ... I-6 1.3. Tujuan dan Manfaat Penelitian ... I-6 1.4. Batasan Masalah dan Asumsi Masalah ... I-8 1.4.1. Batasa Masalah ... I-8 1.4.2. Asumsi Masalah ... I-8 1.5. Sistematika Penulisan Laporan ... I-9
BAB II GAMBARAN UMUM PERUSAHAAN ... II-1 2.1. Sejarah Perusahaan ... II-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.2. Ruang Lingkup Bidang Usaha ... II-1 2.3. Lokasi Perusahaan ... II-2 2.4. Daerah Pemasaran ... II-2 2.5. Struktur Organisasi dan Manajemen ... II-3 2.5.1. Struktur Organisasi Perusahaan... ... II-3 2.6. Jumlah Tenaga Kerja dan Jam Kerja ... II-5 2.7. Uraian Proses Distribusi ... II-6
III TINJAUAN PUSTAKA... III-1 3.1. Manajemen Logistik ... III-1 3.2. Ruang Lingkup Logistik ... III-2 3.3. Konsep Logistik Terpadu ... III-3 3.4. Keefektifan dan Keefisienan Logistik ... III-5 3.5. Sistem Transportasi ... III-6 3.6. Algoritma nearest neighbor ... III- 8 3.7. Vehicle Routing Problem ... III-9 3.8. Metode Penentuan Rute dan Penjadwalan ... III-11 3.9. Pengembangan Algoritma Heuristik ... III-14 3.10. Pengukuran Waktu Kerja ... III-20 3.11. Penentuan Rating Factor Aktual ... III-21 3.12. Allowance ... III-23
DAFTAR ISI (Lanjutan)
BAB HALAMAN
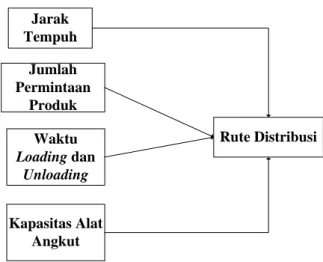
BAB IV METODOLOGI PENELITIAN ... IV-1 4.1. Tempat dan Waktu Penelitian ... IV -1 4.2. Jenis Penelitian ... IV -1 4.3. Objek Penelitian ... IV -1 4.4. Kerangka Konseptual Penenlitian ... IV-1 4.5. Variabel Penelitian ... IV-3 4.6. Rancangan Penelitian ... IV-4 4.7. Metode Pengumpulan Data ... IV-4 4.8. Metode Pengolahan Data ... IV-6 4.9. Metode Analisis Pemecahan Masalah ... IV-7
BAB V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1 5.1. Pengumpulan Data ... V-1 5.1.1. Data Permintaan Produk... ... V-2 5.1.2. Hari dan Waktu Kerja... ... V-3 5.1.3. Sarana Pendistribusian... ... V-4 5.1.4. Data Jarak Antar Depot ... V-4 5.2. Pengolahan Data ... V -6 5.2.1. Time Window... ... V-6 5.2.2. Perhitungan Waktu Loading... ... V-7 5.2.3. Perhitungan Waktu Unloading... ... V-9
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.4. Penentuan Rating Factor dan Allowance ... V-11 5.2.5. Pengolahan Data Graph ( Rute awal)... ... V-12
VI ANALISIS DAN PEMECAHAN MASALAH ... VI-1 6.1. Analisis Sub Rute Distribusi ... VI -1 6.2. Analisis Jarak Tempuh ... VI -2 6.3. Analisis Waktu Distribusi dan Utilisasi ... VI -3 6.4. Analisis Biaya Transportasi ... VI-4 6.5. Analisis Keterlambatan ... VI-5
VII KESIMPULAN DAN SARAN ... VII-1 7.1. Kesimpulan ... VII -1 7.2. Saran ... VII-2
DAFTAR PUSTAKA LAMPIRAN
DAFTAR TABEL
TABEL HALAMAN
1.1. Kuota Pemasaran Produk PT. Pabrik Es Siantar ... I-1 1.2. Daftar Depot PT. Pabrik Es Siantar di Kota Medan ... I-3 1.3. Data Jumlah Produk yang Terlambat pada PT. Pabrik Es Siantar di
Kota Medan dan Sekitarnya Periode Bulan Januari –Maret 2018 ... I-5 2.1. Produk PT. Pabrik Es Siantar ... II-2 2.2. Data Daerah Pemasaran Produk Badak ... II-3 2.3. Jumlah Tenaga Kerja dan Jam Kerja PT. Pabrik Es Siantar... ... II-5 2.4. Standard Operating Procedure (SOP) Proses Pendistribusian Aktual
PT. Pabrik Es Siantar ... II-7 3.1. Penentuan Rating Factor Aktual ... III-21 5.1. Lokasi Depot PT. Pabrik Es Siantar di Kota Medan ... V-1 5.2. Data Permintaan Produk Sarsaparilla untuk Bulan Januari-
Maret 2018 ... ... V-2 5.3. Hari dan Waktu Kerja ... V-3 5.4. Spesifikasi Armada Kendaraan ... V-4 5.5. Jarak PT. Pabrik Es Siantar ke Depot dan Jarak Antar Depot ... V-5 5.6. Pengukuran Waktu Loading ... V-7 5.7. Pengukuran Waktu Unloading ... V-9 5.8. Rekapitulasi Rating Factor Operator ... V-11 5.9. Penentuan Allowance Operator ... V-12
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.10. Matriks Penghematan Jarak Antar Depot ... V-38 5.11. Langkah Pembentukan Sub Rute 1 ... V-40 5.12. Matriks Penghematan Setelah Pembentukan Subrute 1 ... V-46 5.13. Langkah Pembentukan Sub Rute 2 ... V-48 5.14. Matriks Penghematan Setelah Pembentukan Subrute 2 ... V-52 5.15. Langkah Pembentukan Sub Rute 3 ... V-53 5.16. Matriks Penghematan Setelah Pembentukan Subrute 3 ... V-57 5.17. Langkah Pembentukan Sub Rute 4 ... V-57 5.18. Rekapitulasi Perhitungan Waktru Total untuk Rute Distribusi Awal ... V-62 5.19. Rekapitulasi Perhitungan Pemeriksaan Waktu Tersedia ... V-65 5.20. Permintaan Setiap Sub Rute ... V-66 5.21. Utilitas Alat Angkut Setiap Sub Rute ... V-66 5.22. Biaya Distribusi Rute Awal ... V-67 5.23. Biaya Distribusi Setiap Sub Rute ... V-69 6.1. Estimasi Feasibilitas ... VI-4
DAFTAR GAMBAR
GAMBAR HALAMAN
1.4. Ilustrasi Pendistribusian Produk Badak di kota Medan... ... I-4 2.1. Struktur Organisasi PT. Pabrik Es Siantar ... II-4 3.1. Supply Chain Stages ... III- 2 3.2. Pengurangan Jarak Tempuh Melalui Penggabungan Tempat
Perhentian dalam Rute ... III-13 4.1. Kerangka Konseptual Penelitian ... IV-2 4.2. Block Diagram Prosedur Penelitian ... IV-5 4.3. Flow Chart Metode Pengolahan Data ... IV-6 5.1. Control Chart Waktu Loading ... V-8 5.2. Control Chart Waktu Unloading ... V-10 5.3. Sub Rute 1 ... ... V-59 5.4. Sub Rute 2………… ... V-60 5.5. Sub Rute 3 ………… ... V-60 5.6. Sub Rute 4………… ... V-61
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Data Permintaan Produk Periode Bulan Januari-Maret 2018 ... L-1 2. Pengumpulan Data Rating Factor dan Allowance... L-2 3. Surat Permohonan Tugas Sarjana ... L-3 4. Surat Permohonan Riset Tugas Sarjana ... L-4 5. Surat Balasan Penerimaan Riset Tugas Sarjana ... L-5 6. Surat Keputusan Tugas Sarjana Mahasiswa ... L-6 7. Lembar Asistensi Dosen ... L-7
ABSTRAK
Permasalahan penentuan suatu rute distribusi erat kaitannya dengan penentuan perjalanan dari suatu titik atau cabang ke suatu titik atau cabang lainnya dalam suatu rute distribusi. Rute distribusi produk merupakan urutan pemberhentian berturut-turut terhadap cabang dan proses perencanaan dari titik awal (Perusahaan) ke titik konsumsi (konsumen) untuk memenuhi kebutuhan konsumen. PT. Pabrik Es Siantar dituntut untuk dapat merancang rute distribusi yang optimal agar tidak terjadi keterlambatan pada proses distribusi produknya, sedangkan dalam pemenuhan sasaran tersebut masih ada permasalahan dari perusahaan yaitu dalam pendistribusian produk. Proses pendistribusian produk dalam satu kali rute perjalanan hanya dilakukan kepada satu distributor. Pendistribusian produk yang tidak tepat dalam menentukan rute distribusi ke pelanggan dan tanpa melihat terdahulu kapasitas dari alat angkut mengakibatkan jalur yang ditempuh tidak efisien. Maka dilakukanlah penentuan rute distribusi dengan algoritma heuristik.
Pembentukan sub rute pada rute usulan dengan menggunakan metode nearest neighbour dan saving matrix menghasilkan sub rute yang lebih sedikit dari rute distribusi yang diterapkan perusahaan, dimana sub rute usulan adalah 4 sub rute, sedangkan sub rute yang selama ini diterapkan perusahaan adalah 24 sub rute, menghasilkan jarak yang lebih minimum dengan penghematan jarak sebesar 210,95 km, penghematan waktu sebesar 8 jam, penghematan biaya sebesar Rp.694.200 dan peningkatan penggunaan kapasitas kendaraan dimana pada rute awal sebanyak 5 armada, setelah menentukan rute distribusi menjadi 4 penggunaan kendaraan
Kata Kunci : Vehicle Routing Problem, Algoritma Nearest Neighbour, Saving Matrix, Heuristik, dan Rute Distribusi Produk.
BAB I
PENDAHULUAN
1.1 Latar Belakang Masalah
Proses distribusi produk dalam suatu perusahaan sangat menentukan dalam pencapaian target pemasaran atau penjualan. Perusahaan perlu menerapkan suatu strategi yang tepat agar proses distribusi produk dapat efektif. Suatu perusahaan harus dapat mengoptimalkan sistem distribusinya agar dapat bersaing dengan perusahaan sejenis lainnya. Salah satu cara yang dapat dilakukan adalah dengan mengoptimalkan sistem distribusi produknya. Permasalahan yang menyebabkan kurang optimalnya suatu distribusi produk adalah jumlah permintaan yang berbeda pada setiap pelanggan, keterbatasan kapasitas kendaraan, batas waktu pengiriman, lokasi pelanggan yang bervariasi.
PT. Pabrik Es Siantar adalah salah satu perusahaan yang memproduksi minuman ringan bersoda (softdrink). Kantor pusat penjualan di Kota Medan memiliki depot yang penjualanya langsung pada konsumen sebagai retailer dan juga pada sebagai konsumen sebagai pengguna akhir. PT. Pabrik Es Siantar memproduksi 2 jenis minuman yang diminati oleh konsumen yaitu sarsaparilla dan soda water. Kuota daerah pemasaran PT. Pabrik Es Siantar dapat dilihat pada Tabel 1.1.
Tabel 1.1. Kuota Pemasaran Produk PT. Pabrik Es Siantar
No Daerah Pemasaran Kuota
1 Pematangsiantar 20%
Tabel 1.1. Kuota Pemasaran Produk PT. Pabrik Es Siantar (Lanjutan)
No Daerah Pemasaran Kuota
2 Medan 50%
3 Padangsidempuan 20%
4 Tanjung Balai 10%
Dari Tabel 1.1. dapat dilihat bahwa kuota jumlah produk paling besar berada di kota Medan sebesar 50%. Faktor-faktor yang terkait dalam kegiatan pendistribusian yaitu jumlah produksi untuk kota Medan sebesar ±100 krat per hari atau sama dengan
±2.400 botol per hari, jumlah permintaan produk untuk depot di Kota Medan, dapat dilihat pada lampiran 1, hanya saja perusahaan belum memiliki rute distribusi yang pasti dalam kegiatan pendistribusianya, sehingga salesman melakukan kegiatan pengiriman produk tanpa mengetahui start dan finish kunjungan depot secara efektif.
Diketahui dari faktor tersebut bahwa permasalahan yang muncul yaitu belum tersedianya perancangan rute distribusi, dimana rute distribusi dapat mempengaruhi kapasitas krat setiap sub rute, waktu total pendistribusian yang dapat mengakibatkan keterlambatan pengiriman produk ke depot . Kota Medan dipilih untuk dilakukan penelitian ini karena memiliki kuota pemasaran yang paling besar dan peluang keterlambatan pengiriman produk yang lebih besar dibandingkan dengan kota lainya.
Kantor pusat PT. Pabrik Es Siantar di Kota Medan memiliki 24 depot yang dinaungi oleh perusahaan untuk kegiatan distribusinya. Adapun daftar depot pada Kota Medan dapat dilihat pada Tabel 1.2.
Tabel 1.2. Daftar Depot PT. Pabrik Es Siantar di Kota Medan No Depot Nama Depot
1 Maju Bersama Swalayan 2 Suzuya Swalayan
3 Terpimpin Swalayan 4 Star Swalayan
5 Omega Swalayan
6 Nusantara Swalyan 7 Mulia Pasar
8 Mari Swalayan 9 Krakatau Swalayan
10 Deli Mas
11 Helvetia Swalayan 12 Bina Swalayan 13 Carefour Swalayan
14 Omega Jaya
15 Maju Bersama
16 Berastagi Supermarket
17 Hypermart
18 Swalayan 88
19 RM Berastagi
20 Giant
21 Oke Supermarket 22 Grosir Sejati 23 Inama Market
24 Kasimura
Sumber: PT. Pabrik Es Sianrtar
Dari Tabel 1.2. dapat dibuat ilustrasi pendistribusian minuman botol cap Badak pada Kota Medan. Ilustrasi pendistribusian dapat dilihat pada Gambar 1.1.
18 17
Kantor Pusat Pemasaran Produk PT.
Pabrik Es Siantar Medan
Daerah Kapt Muslim
Jalan Kapt.
Sumarsono Jalan Setiabudi Jalan
Kapt.Muslim Jalan Gatot
Subroto Depot
Depot
Depot
Depot
Depot
Daerah Ringroad
Jalan Ngumban
Surbakti Jln Jamin
Ginting Jalan Setia Jalan AH Budi
Nasution Depot
Depot Depot
Depot
Depot
Depot Daerah SM Raja
Jalan Sakti lubis
Jalan antar lintas sumatera Jalan
B.Katamso Jalan Tritura
Depot
Depot
Depot
Depot
Depot
Daerah Pinang Baris
Jalan Pinang baris
Jalan Irian Jalan Sunggal Depot
Depot
Depot Depot
Jalan
Dr.Wahidin Depot
Depot
Daerah T.Morawa Jalan T.
morawa
Jalan deli serdang Depot Depot
A B
C
D
E
Gambar 1.1. Ilustrasi Pendistribusian Produk Badak di kota Medan
Pada Gambar 1.1. dapat dilihat Ilustrasi pengiriman produk Badak di kota Medan diatas memperlihatkan cakupan 5 pemetaan daerah pendistribusian produk dengan 5 armada yang akan dikunjungi oleh salesman. Sebagai contoh, salesman dengan satu armada kendaraan pergi mendistribusikan produk ke daerah Kapten Muslim, tetapi salesman tidak memiliki panduan titik start dan finish kunjungan depot, hal tersebut mengakibatkan salesman pergi mengunjungi depot terdekat tanpa mempertimbangkan kunjungan lokasi depot-depot selanjutnya, hal ini dapat menyebabkan pengulangan jalur pendistribusian sehingga jarak tempuh distribusi semakin bertambah dan berdampak kepada waktu total distribusi. Adapun kriteria keterlambatan yaitu tidak terpenuhinya jumlah permintaan depot pada satu hari, dan
selama 1 hari dan menyebabkan masalah keterlambatan pengiriman produk. Adapun data jumlah produk yang terlambat pada PT. Pabrik Es Siantar di Kota Medan dapat dilihat pada Tabel 1.3.
Tabel 1.3. Data Jumlah Produk yang Terlambat pada PT. Pabrik Es Siantar di Kota Medan dan Sekitarnya Periode Bulan Januari –Maret 2018 Bulan Total Permintaan 1
bulan (unit)
Jumlah Produk yang Terlambat
Persentase Produk yang Terlambat
Januari 18.416 6.293 34.1 %
Februari 15.566 4.935 31.7%
Maret 14.369 3.986 27.7%
Rata – Rata Keterlambatan 31.1 %
Sumber: PT. Pabrik Es Siantar
Dari Tabel 1.3. dapat dilihat Persentase jumlah produk yang terlambat sebesar 31.1% yang memungkinkan hal ini menyebabkan keluhan dari retailer depot di kota Medan.
Jurnal-jurnal yang terkait mengenai permasalahan perancangan rute pendistribusian yang mendasari dilakukanya penenlitian ini diantaranya adalah penelitian Roberto Baldacci (2017) “ A Multi-Depot Two-Echelon Vehicle Routing Problem with Delivery Options Arising in the Last Mile Distribution” penelitian ini menjelaskan tentang permasalahan rute pendistribusian dari dua eselon terkait, solusi yang disarankan pada penellitian ini pertama dibutuhkan design rute lokasi pendistribusian dengan menggunakan last mile distribution atau meminimisasi rute distribusi terdekat dengan menggunakan algoritma, dan kemudian design algoritma dilengkapi dengan keefektifan komponen pada proses pendistribusian.
Penelitian Claudya Sanin (2014) “ Penentuan Rute Distribusi Es Balok Menggunakan Algoritma Nearest Neighbour” dimana pada penelitian ini terdiri dari 8 tur masing-masing tur terdiri dari 1 sampai 6 rute atau sering disebut dengan multiple
trips and with split delivery dengan total waktu 3310,4445 menit setelah diperbaiki oleh local search total waktu yang diperoleh sebesar 3306,8295 menit , dan total penghematan waktu sebesar 3,165 menit.
Penelitian Indra Sidik (2014) “ Usulan Rute Pendistribusian Air Mineral Dalam Kemasan Menggunakan Metode Nearest Neighbour dan Saving Method”
Jurnal dan penelitian tersebut menjadi alasan pemilihan metode yang digunakan untuk menyelesaikan masalah ini. Metode yang digunakan adalah algoritma heuristik dengan metode nearest neighbour dan saving matrik karena algoritma heuristik memilki kemampuan menghasilkan solusi dalam memecahkan permasalahan optimasi yang kompleks dalam waktu. Metode nearest neighbour mampu meminimumkan jarak yang seharusnya berdekatan dan dilengkapi dengan penghematan kapasitas dan waktu total distribusi dengan menggunakan metode saving matrix.
1.2 Perumusan Masalah
Berdasarkan latar belakang yang telah dikemukakan sebelumnya, rumusan masalah dalam penelitian ini yaitu perancangan seringnya terjadi keterlambatan pengiriman produk ke depot di Lokasi Kota Medan yang mengakibatkan terjadinya permintaan depot menurun.
1.3 Tujuan dan Manfaat Penelitian
Tujuan umum dari penelitian ini adalah untuk merancang rute distribusi terpendek dari titik pusat ke lokasi depot di Kota Medan.
Tujuan khusus dari penelitian ini adalah
1. Menganalisis rute aktual dan merencanakan rute distribusi usulan dalam pengiriman produk ke seluruh depot di Kota Medan.
2. Menentukan rute distribusi yang optimum.
3. Menghitung penghematan waktu (efisiensi) dan biaya yang diperoleh dari penentuan sub rute.
Manfaat dari penelitian ini adalah sebagai berikut : Untuk Mahasiswa:
1. Meningkatkan kompetensi dalam mengobservasi, menganalisis dan mengevaluasi terhadap suatu permasalahan dengan menerapkan keilmuan teknik industri.
2. Mendapatkan pengalaman dan keterampilan dalam menyelesaikan tugas dalam suatu pekerjaan
3. Melatih mahasiswa disiplin dan bertanggung jawab sesuai dengan peraturan suatu perusahaan.
Untuk Perusahaan:
1. Memberi bantuan kepada perusahaan dalam pengusulan metode perancangan dan penentuan rute distribusi yang optimal.
2. Memberikan solusi kepada perusahaan untuk menghemat waktu pendistribusian produk.
3. Memberikan solusi kepada perusahaan untuk menghemat biaya pengiriman produk ke setiap lokasi depot.
Untuk Departemen Teknik Industri USU:
1. Mempererat hubungan kerja sama antara perusahaan dengan Departemen Teknik Industri USU.
2. Sebagai referensi bagi penelitian yang akan dilakukan di waktu yang akan datang yang berhubungan dengan penentuan rute distribusi pada suatu perusahaan.
1.4. Batasan dan Asumsi Masalah 1.4.1. Batasan Masalah
Agar mencegah pemecahan masalah tidak menyimpang dari tujuan dan menghindari kemungkinan meluasnya pembahsasan dari yang seharusnya diteliti, maka perlu dilakukan pembatasan masalah. Batasan masalah untuk penelitian ini adalah:
1. Penelitian ini difokuskan pada pendistribusian produk minuman botol sarsaparilla.
2. Titik pusat pendistribusian adalah kantor yang berlokasi di Jln. SM Raja 7,5 km Kota Medan.
3. Lokasi pendistribusian di wilayah Kota Medan.
4. Kapasitas alat angkut yang digunakan adalah Mitsubishi L300 200 krat atau 4.800 botol dengan ukuran botol 450 ml.
5. Availabilitas waktu yang tersedia yaitu 360 menit.
1.4.2. Asumsi Masalah
Asumsi - asumsi yang digunakan pada penelitian ini adalah:
1. Kondisi kerja normal artinya tidak terjadi kecelakaan atau kerusakan baik dari salesman maupun mobil angkut.
2. Kondisi dan kepadatan jalan dan lalu lintas setiap harinya adalah normal.
3. Kecepatan rata-rata kendaraan 35 km/jam.
1.5. Sistematika Penulisan Laporan
Sistematika penulisan laporan Tugas Akhir adalah sebagai berikut :
Pada bab I Pendahuluan diuraikan latar belakang masalah, rumusan masalah, tujuan penelitian, batasan dan asumsi penelitian, manfaat penelitian serta sistematika penulisan tugas akhir.
Pada bab II Gambaran Umum Perusahaan, berisikan sejarah perusahaan, ruang lingkup bidang usaha, lokasi perusahaan, daerah pemasaran, serta, bahan baku dan uraian produksi serta aorganisasi dan manajemen.
Pada bab III Landasan Teori, teori-teori mendukung pemecahan masalah. Teori yang digunakan berhubungan dengan manajemen logistik, algoritma heuristik dan juga yang berhubungan dengan identifikasi pengukuran waktu kerja, waktu normal, graph penentuan rute terpendek, serta perhitungan waktu dan total biaya distribusi.
Pada bab IV Metodologi Penelitian berisikan mengenai tempat dan waktu penelitian, objek penelitian, jenis penelitian, prosedur penelitian, sumber data, variabel penelitian, metode penelitian, kerangka konseptual, serta metode analisis dan pemecahan masalah.
Pada bab V Pengumpulan dan Pengolahan Data, berisi tentang pengumpulan data yang berhubungan dengan pemecahan masalah baik dari perolehan data,
sebagaimana data-data tersebut diolah untuk memperoleh hasil yang menjadi dasar pemecahan masalah tersebut.
Pada bab VI Analisis dan Pemecahan Masalah, meliputi analisis terhadap hasil pengolahan data dan hasil pemecahan pemrasalahan penelitian.
Pada bab VII Kesimpulan dan Saran, berisi rangkuman dari hasil penelitian serta saran yang bermanfaat untuk perusahaan dan penelitian selanjutnya.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1 Sejarah Perusahaan
PT Pabrik Es Siantar berkedudukan di Jl. Pematang no 3 Kecamatan Siantar Selatan Kota Pematangsiantar Provinsi Sumatera Utara. PT Pabrik Es merupakan pabrik tertua di Pematangsiantar. Pabrik ini berdiri pada tahun 1916 dengan nama perusahaan NV Ijs Fabriek yang didirikan oleh seorang berkebangsaan Swiss bernama Heinrich Surbeck. NV Ijs Fabriek juga merupakan pemasok listrik untuk Kota Pematangsiantar sebelum masuk PLN. Energi listrik yang diperoleh NV Ijs Fabriek didapatkan dengan membendung sungai Bah Bolon yang berada di depan pabrik perusahaan tersebut.
Perkembangan produk dimulai pada tahun 1920-an selain es batangan NV Ijs Fabriek merambah ke produksi minuman botol soda di tahun yang sama perusahaan ini berganti nama menjadi PT. Pabrik Es Siantar. Pada tahun 1971 PT. Pabrik Es Siantar dijual kepada Julius Hutabarat karena Heinrich Surbeck dan keluarganya memutuskan untuk kembali ke Swiss.
2.2 Ruang Lingkup Bidang Usaha
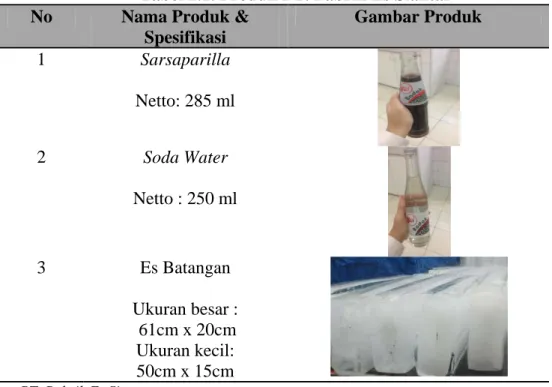
PT. Pabrik Es Siantar merupakan perusahaan yang bergerak dalam usaha produksi es batangan, minuman sarsaparilla dan soda water. Adapun gambar dari produk PT. Pabrik Es Siantar dapat dilihat pada Tabel 2.1.
Tabel 2.1. Produk PT. Pabrik Es Siantar No Nama Produk &
Spesifikasi
Gambar Produk
1 Sarsaparilla
Netto: 285 ml
2 Soda Water
Netto : 250 ml
3 Es Batangan
Ukuran besar : 61cm x 20cm Ukuran kecil:
50cm x 15cm
Sumber : PT. Pabrik Es Siantar
2.3. Lokasi Perusahaan
PT Pabrik Es Siantar berlokasi di Jalan Pematang No.3, Siantar Selatan, Kota Pematangsiantar, Sumatera Utara. Lokasi utama untuk Kota Medan berada di Jl. SM.
Raja 7,5 km Kota Medan.
2.4. Daerah Pemasaran
PT. Pabrik Es Siantar menerapkan beberapa kota menjadi distributor sebagai kota pusat pemasaran dan beberapa depot menjadi retailer sebagai tempat pengiriman produk ke konsumen. Data daerah pemasaran dapat dilihat pada Tabel 2.2.
Tabel 2.2. Data Daerah Pemasaran Produk Badak
Sumber : PT. Pabrik Es Siantar
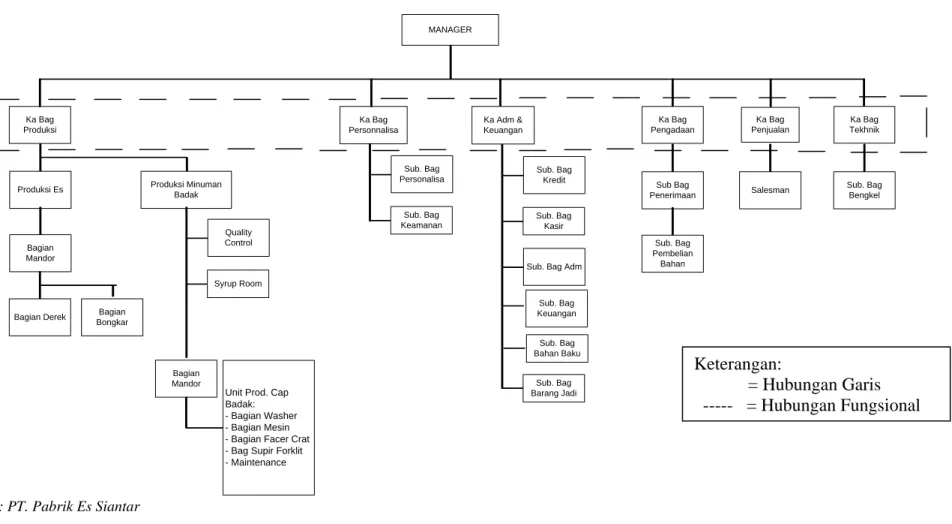
2.5. Stuktur Organisasi dan Manajemen 2.5.1. Struktur Organisasi Perusahaan
Struktur organisasi adalah suatu susunan dan hubungan antara tiap bagian serta posisi yang ada pada suatu organisasi atau dalam menjalankan kegiatan operasional untuk mencapai tujuan yang telah di tetapkan. Jenis struktur organisasi yang digunakan yaitu lini dan fungsional yang berarti pelimpahan wewenang langsung dilimpahkan dari pimpinan terhadap bawahanya. Bentuk struktur organisasi PT.
Pabrik Es Siantar dapat dilihat pada Gambar 2.1.
Distributor Retailer
Pematangsiantar Kuota (20%)
Daerah sekitar kota Pematangsiantar Medan
Kuota (50%) Daerah sekitar kota Medan Padangsidempuan
Kuota (20%)
Daerah sekitar kota Padangsidempuan Tanjung Balai
Kuota(10%)
Daerah sekitar kota Tanjung Balai
Kota luar Sumatera Utara (Make to order)
Daerah sekitar Aceh, Riau, Padang
Pulau Jawa (Make to order)
Daerah sekitar Jakarta, Bandung, Surabaya,Bali
MANAGER
Ka Bag Personnalisa Ka Bag
Produksi
Ka Adm &
Keuangan
Ka Bag Pengadaan
Ka Bag Penjualan
Ka Bag Tekhnik
Produksi Es
Bagian Mandor
Bagian Derek Bagian Bongkar
Produksi Minuman Badak
Quality Control
Syrup Room
Bagian Mandor
Unit Prod. Cap Badak:
- Bagian Washer - Bagian Mesin - Bagian Facer Crat - Bag Supir Forklit - Maintenance
Sub. Bag Kredit
Sub. Bag Kasir
Sub. Bag Adm
Sub. Bag Bahan Baku
Sub. Bag Barang Jadi Sub. Bag
Personalisa
Sub. Bag Keamanan
Sub Bag Penerimaan
Sub. Bag Pembelian
Bahan
Salesman Sub. Bag
Bengkel
Sub. Bag Keuangan
Sumber : PT. Pabrik Es Siantar
Gambar 2.1. Struktur Organisasi PT. Pabrik Es Siantar
Keterangan:
= Hubungan Garis --- = Hubungan Fungsional
2.6. Jumlah Tenaga Kerja dan Jam Kerja
Tenaga kerja yang digunakan dalam menjalankan seluruh aktivitas kerja baik office maupun factory di PT. Pabrik Es Siantar dalam melaksanakan kegiatan operasional perusahaan, mempunyai karyawan sebanyak 101 orang. Jumlah karyawan dapat dilihat pada Tabel 2.3.
Tabel 2.3. Jumlah Tenaga Kerja PT. Pabrik Es Siantar
No Jabatan Jumlah Tenaga Kerja (orang)
1 Manajer 1
2 Kepala Bagian Produksi 2
3 Kepala Bagian Pengadaan 1
4 Kepala Bagian Personalisa 1
5 Kepala Bagian Penjualan 1
6 Kepala Bagian Teknik 1
7 Kepala Bagian Administrasi
dan Keuangan 1
8 Mandor Produksi Minuman 2
9 Mandor Es Batangan 2
10 Karyawan Quaity Control 2
11 Karyawan Personalisa 2
12 Karyawan Pembuatan Sirup 4
13 Karyawan Humas 2
14 Karyawan Administrasi 2
15 Karyawan Keamanan 4
16 Karyawan Bahan Baku 4
17 Karyawan Barang Jadi 4
18 Karyawan Keuangan 2
19 Karyawan Pemasaran 20
20 Karyawan Bagian Bengkel 4
21 Operator Bagian Bongkar 2
22 Operator Bagian Derek 2
23 Operator Produksi Minuman 35
Total 101
Sumber : PT. Pabrik Es Siantar
Jam kerja yang diberlakukan di PT. Pabrik Es Siantar secara kontinu selama 16 jam/hari, jam kerja operator terdiri dari 2 shift. Satu shift kerja selama 8 jam. Pembagian waktu jam kerja tiap shift adalah sebagai berikut:
Shift I : pukul 08.00 – 16.00 Shift II : pukul 16.00 – 24.00
2.7. Uraian Proses Distribusi
Proses distribusi merupakan proses penyaluran produk yang telah selesai diproduksi dari perusahaan menuju tangan konsumen atau pengguna. PT. Pabrik Es Siantar di Kota Medan sebagai distributor berpusat di Jalan SM Raja 7,5 km mendistribusikan produk ke 24 depot di Kota Medan dengan 5 armada kendaraan.
Proses distribusi dimulai dari kantor pusat, 5 armada yang telah disediakan diisi muatan produk sesuai dengan kapasitasnya, lalu 5 armada tersebut membagi tujuan distribusi ke 5 daerah yang ingin mereka kunjungi. Proses distribusi dilakukan dalam satu perjalanan pengiriman, dan apabila ada depot yang tidak terlayani, armada akan kembali ke kantor pusat dan melakukan bongkar muat kembali untuk memenuhi perimtaan depot selama masih dalam waktu jam kerja.
Proses distribusi ini belum sempurna karena belum adanya peraturan atau panduan dalam kegiatan pendistribusian, hal pengulangan jalur perjalanan yang mengakibatkan jarak tempuh yang panjang dan waktu distribusi yang besar, keterlambatan pengiriman produk menjadi masalah. Untuk saat ini apabila keterlambatan produk terjadi dan waktu jam kerja salesman telah habis, pendistribusian akan dilakukan di hari selanjutnya dan tentu ini menjadi masalah yang besar apabila tidak diatasi dengan sebaik mungkin.
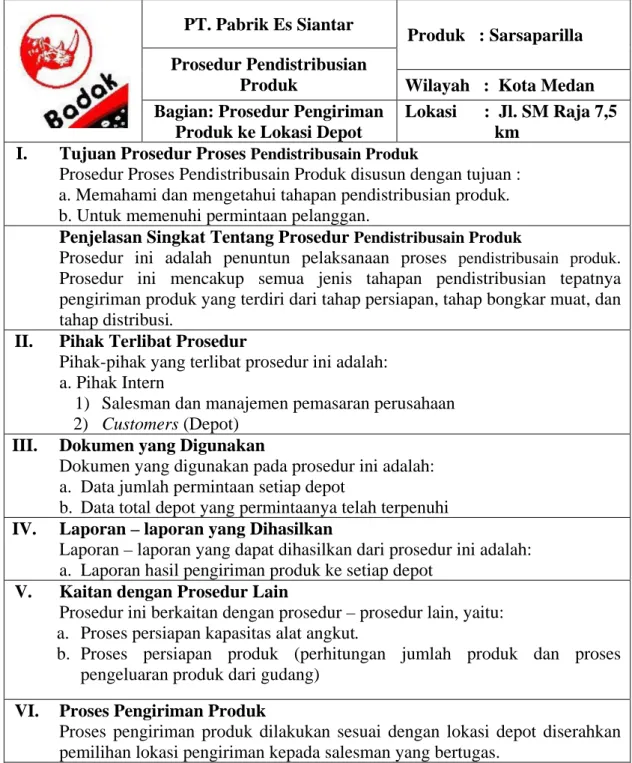
Adapun Standar Operating Procedure (SOP) proses pendistribusian aktual pada perusahaan yaitu dapat dilihat pada Tabel 2.4.
Tabel 2.4. Standard Operating Procedure (SOP) Proses Pendistribusian Aktual PT. Pabrik Es Siantar
PT. Pabrik Es Siantar
Produk : Sarsaparilla Prosedur Pendistribusian
Produk Wilayah : Kota Medan Bagian: Prosedur Pengiriman
Produk ke Lokasi Depot
Lokasi : Jl. SM Raja 7,5 km
I. Tujuan Prosedur Proses Pendistribusain Produk
Prosedur Proses Pendistribusain Produk disusun dengan tujuan : a. Memahami dan mengetahui tahapan pendistribusian produk.
b. Untuk memenuhi permintaan pelanggan.
Penjelasan Singkat Tentang Prosedur Pendistribusain Produk
Prosedur ini adalah penuntun pelaksanaan proses pendistribusain produk. Prosedur ini mencakup semua jenis tahapan pendistribusian tepatnya pengiriman produk yang terdiri dari tahap persiapan, tahap bongkar muat, dan tahap distribusi.
II. Pihak Terlibat Prosedur
Pihak-pihak yang terlibat prosedur ini adalah:
a. Pihak Intern
1) Salesman dan manajemen pemasaran perusahaan 2) Customers (Depot)
III. Dokumen yang Digunakan
Dokumen yang digunakan pada prosedur ini adalah:
a. Data jumlah permintaan setiap depot
b. Data total depot yang permintaanya telah terpenuhi IV. Laporan – laporan yang Dihasilkan
Laporan – laporan yang dapat dihasilkan dari prosedur ini adalah:
a. Laporan hasil pengiriman produk ke setiap depot V. Kaitan dengan Prosedur Lain
Prosedur ini berkaitan dengan prosedur – prosedur lain, yaitu:
a. Proses persiapan kapasitas alat angkut.
b. Proses persiapan produk (perhitungan jumlah produk dan proses pengeluaran produk dari gudang)
VI. Proses Pengiriman Produk
Proses pengiriman produk dilakukan sesuai dengan lokasi depot diserahkan pemilihan lokasi pengiriman kepada salesman yang bertugas.
BAB III
TINJAUAN PUSTAKA
3.1 Manajemen Logistik 1
1. Customers (Pelanggan)
Supply chain terdiri dari jaringan instansi-instansi yang terlibat secara langsung atau tidak langsung dalam memenuhi permintaan pelangggan. Supply chain tidak hanya mencakup pabrik dan pemasok tetapi juga supplier, distributor, gudang, retailer dan konsumen.
Dalam setiap intansi seperti pabrik atau perusahaan, supply chain terlibat dalam menerima dan mengisi permintaan pelanggan. Fungsi-fungsi ini tidak terbatas hanya pada produk, tetapi juga pada pengembangan, pemasaran, operasi, distribusi, keuangan dan layanan pelanggan. Tipe dari supply chain dapat terlibat dalam beberapa tahap yaitu seperti:
2. Retailers (Pengecer)
3. Wholesalers/ distributors (Pedagang / distributor) 4. Manufacturers (Produsen)
5. Component/ raw material suppliers (Pemasok komponen / bahan mentah)
. Informasi tentang status pengiriman bahan baku sering dibutuhkan oleh instansi yang mengirim maupun yang menerima. Instansi pengapalan harus membagi informasi seperti ini supaya pihak-pihak berkepentingan bisa memonitor
untuk kepentingan perencanaan yang lebih akurat. Gambar 3.1 memberikan ilustrasi konseptual sebuah supply chain.
Sumber: Sunil Chopra. Supply Chain Management
Gambar 3.1. Supply Chain Stages
Distribusi produk sering menciptakan hirarki dan lokasi peyimpanan, meliputi: pusat-pusat produksi (manufacturing service and distribution centre), grosir, pengecer (retailers). Ciri utama kegiatan logistik adalah tercapainya sistem yang integral dari berbagai dimensi dan tujuan kegiatan terhadap pemindahan serta penyimpangan secara strategis di dalam pengelolaan perusahaan.
3.2. Ruang Lingkup Logistik2
1. Penggunaan fasilitas yang tersedia dari organisasi yang bersangkutan.
Kegiatan logistik mencakup kegiatan seperti:
2. Pemilihan lokasi, penempatan bahann baku, suku cadang, barang jadi.
3. Penyiapan transportasi serta alat pengangkutan barang-barangnya.
2 Gitosudarmo, Indriyo. Manajemen Bisnis Logistik (1998)
4. Masalah pembukaan dan pencatatan
5. Kegiatan pengurusan sebagai kegiatan untuk mengelola bahan baku, suku cadang, barang jadi yang disesuaikan dengan jenis dan spesifikasi. Jenis dan spesifikasi barang yang berbeda akan memerlukan pengelolaan yang berbeda.
6. Pelaksanaan komunikasi yang persuasif sebagai penyampaian ide, konsep, gagasan, informasi dari individu satu atau bagian-bagian lain dalam organisasi perusahaan.
7. Kegiatan penyimpanan sebagai kegiatan untuk menahan bahan baku, suku cadang, serta barang jadi sampai pada batas waktu tertentu tanpa harus mengurangi kualitas barang yang bersangkutan.
3.3. Konsep Logistik Terpadu
Konsep logistik terpadu sebagai sebuah konsep manajemen logistik yang terintegrasi tidak muncul secara tiba-tiba. Dimulai dari dasawarsa kristalisaasi masalah logistik seringkali mempunyai dasar organisasi dan instrusional serta bukan hanya dasar teknis saja. Hal yang menandai beberapa penyempurnaan, yaitu:
1. Semakin terkoordinasi antara pengelola manajemen material dengan distribusi fisik, sehingga kemungkinan timbulnya gangguan kelancaran operasional dapat dihindarkan.
2. Semakin besar ketergantungan antara pengelolaan manajemen material seperti bahan baku, suku cadang, barang jadi yang dikaitkan dengan distirbusi fisik.
3. Integrasi aktivitas manajemen material dengan distribusi fisik merupakan kebutuhan pengawasan.
4. Integrasi operasi logistik akan meningkatkan kesadaran timbale balik antara ekonomi manufaktur dengan kebutuhan pemasaran yang diintegrasikan oleh sistem logistic yang didesain dengan baik.
5. Faktor yang cukup penting bagi logistik terpadu adalah kebutuhan misi logistik sekarang dan masa yang akan dating tidak cukip dapat dipenuhi oleh penyebaran teknologi perangkat keras.
Operasi logistik dapat dibagi kedalam 3 kategori:
1. Mananjemen distribusi fisik 2. Manajemen material
3. Transfer persediaan barang di dalam perusahaan
Dalam distribusi fisik, pelanggan dipandang sebagai pemberhentian terakhir dalam saluran pemasaran. Jadi, distribusi fisik menghubungkan suatu perusahaan dengan konsumenya. Manajemen material yang disebut sebagai suplai fisik menyangkut perolehan (procurement) dan pengangkutan material, suku cadang, atau persediaan barag jadi dari tempat pembelian ke tempat pembuatan atau perakitan (assembly), gudang atau toko pengecer.
3.4. Keefektifan dan Keefisienan Logistik
Keefektifan dan keefisienan dari penerapan suatu sistem logistik di dalam suatu perusahaan disebut sebagai prestasi logistik. Keberhasilan pencapaian tujuan dari prestasi logistik di suatu perusahaan akan membantu tercapainya prestasi organisasi.. Pengukuran prestasi secar kuantitatif meliputi 3 bidang utama:
1. Tingkat pengeluaran dibandingkan dengan jumlah anggaran 2. Tingkat pengeluaran dibandingkan dnegan jumlah anggaran 3. Masalah pengelolaan dana dan permodalan
Pengukuran prestasi secara kualitatif meliputi 5 bidang, yaitu:
1. Membantu tingkat produktivitas
2. Membantu pencapaian tingkat keuntungan secara umm 3. Adanya efisiensi perusahaan pada posisi pasarnya 4. Membantu pengembangan sumber daya manusia
5. Membantu penciptaan kepemimpinan produk dan biaya.
Prestasi logistic secara umum diukur dengan 3 variabel, yaitu:
1. Availability
Menyangkut kemampuan perusahaan untuk secara konsisten memenuhi kebutuhan material/ bahan produksi.
2. Capability
Menyangkut jarak waktu antara penerimaan suatu pesanan dengan pengantaran barang yang dipesan.
3. Quality
Menyangkut seberapa jauh sebaiknya tugas logistik secara keseluruhan, besarnya kerusakan, item-item yang benar, serta pemecahan masalah yang timbul.
Biaya juga merupakan hal yang berkaitan dengan permasalahan logistik dikarenakan memiliki hubungan langsung dengan kebijakan prestasi-pelayan.
Semakin tinggi masing-masing aspek dari sifat avalilability, capability dan quality maka semakin besar biaya operasi logistiknya.
3.5. Sistem Transportasi3
Biaya transportasi industri yang menghasilkan produk bernilai tinggi adalah rendah presentaseya terhadap penjualan. Kebutuhan pelayanan industri sangat berbeda-beda dari industri ke industri. Terdapat lima cara utama transportasi yang biasa disebut moda transportasi yaitu kereta api, jalan raya, jalan air, saluran pipa dan penerbangan, lima cara ini memiliki kelebihan dan kekurangan masing-masing.
Kereta api merupakan alat transportasi yang menyelenggarakan pengangkutan dengan jumlah yang besar secara efisien untuk jarak yang jauh sebagai hasil dari pembuatan jaringan rel yang lengkap yang menghubungkan sebagian kota di Indonesia.
Jalan raya sebagai alat transportasi bisa dikatakan lebih maju dibandingkan yang lainya, karena bisa dilalui oleh kendaraan bermotor. Kendaraan bermotor
3 Salim, Abbas. Manajemen Transportasi (Jakarta: PT. Raja Grafindo Persada, 1993)
memiliki fleksibilitas yang cukup tinggi karena dapat dioperasikan diatas semua jenis jalan raya.
Alat transportasi melalui jalan air menjadi yang tertua dengan menggunakan perahu layar, kapal uap dan dalam perkembanganya menggunakan tenaga diesel. Secara garis besar pengangkutan melalui jalan air dibedakan menjadi dua pengangkutan laut dan pengangkutan darat.
Alat transportasi saluran pipa digunakan untuk mengangkut minyak bumi.
Keuntungan alat transportasi ini biaya tetapya paling tinggi dan biaya variabelnya paling rendah. Kelemahanmya yaitu barang yang diangkut sangatlah terbatas karena sangat tergantung diameter pipa dan derasnya arus yang dibawa.
Sistem logistik memandang kegiatan transportasi dengan empat faktor yang memegang peran yang cukup pentng, yaitu:
1. Biaya
Biaya transportasi merupakan pembayaran yang dikeluarkan guna mengganti balas jasa pengangkutan barang telah dikeluarkan.
2. Kecepatan
Kecepatan merupakan waktu yang dibutuhkan guna menyelesaikan suatu tugas pengangkutan di antara tempat asal barang ke tempat tujuan yang dikehendaki.
3. Pelayanan
Pelayanan merupakan suatu kegiatan servis yang diberikan terhadap barang perusahaan selama dalam kegiatan pemindahan barang.
4. Konsistensi
Konsistensi pelayanan merupakan hal yang cukup penting di bidang transportasi dengan menunjukkan prestasi waktu yang teratur.
3.6. Algoritma nearest neighbor
Metode nearest neighbor merupakan metode yang pertama digunakan untuk mendapatkan solusi vehicle routing problem. Metode ini sangat mudah dan cepat untuk diimplementasikan. Prinsip dari metode ini adalah selalu menambahkan satu titik tujuan yang paling dekat jaraknya dengan lokasi yang terakhir dikunjungi. Caranya adalah dipilih satu titik distributor sebagai titik awal lalu bergerak ke distributor selanjutnya yang terdekat Algoritma nearest neighbor adalah sebuah metode untuk melakukan klasifikasi terhadap objek berdasarkan data pembelajaran yang jaraknya paling dekat dengan objek tersebut.Algoritma nearest neighbor adalah pendekatan untuk mencari kasus dengan menghitung kedekatan antara kasus baru dengan kasus lama.Tujuan dari algoritma ini untuk mengklasifikasikan objek baru berdasarkan atribut dan training sample.
Dalam penelitian ini, penulis menggunakan algoritma nearest neigbour, dengan langkah-langkah sebagai berikut :
1. Tentukan kota pertama sebagai kota awal keberangkatan (simpul awal)
2. Ambil kota lain sebagai tujuan perjalanan dengan syarat biaya/jarak dari kota asal yang paling minimal.
3. Ambil kota lain sebagai tujuan perjalanan selanjutnya dengan syarat biaya/jarak paling minimal dari kota kedua dengan syarat belum pernah
dikunjungi.
4. Ulangi langkah kedua dan ketiga sampai semua kota (simpul) sudah dilalui.
Hitung semua rute yang telah didapatkan.
3.7. Vehicle Routing Problem4
Vehicle Routing Problem (VRP), atau dapat juga disebut dengan Vehicle Scheduling Problem, berhubungan dengan distribusi produk atau barang jadi antara depot dengan konsumen. VRP pertama kali diperkenalkan oleh Dantzig dan Ramser pada tahun 1959. VRP ini memegang peranan penting pada manajemen distribusi dan telah menjadi salah satu permasalahan dalam optimasi kombinasi yang dipelajari secara luas. Model dan algoritmanya dapat digunakan secara efektif tidak hanya untuk pengiriman dan pengambilan barang, tetapi juga dapat diaplikasikan untuk masalah sistem transportasi sehari-hari, misalnya untuk perencanaan rute bis sekolah, pengumpulan sampah, pembersihan jalan, rute untuk penjual keliling, dan lainnya.
VRP dapat didefinisikan sebagai suatu pencarian solusi yang meliputi penentuan sejumlah rute, dimana masing-masing rute dilalui oleh satu kendaraan yang berawal dan berakhir di depot asalnya, sehingga kebutuhan/permintaan semua pelanggan terpenuhi dengan tetap memenuhi kendala operasional yang ada, juga dengan meminimalisasi biaya transportasi global.
Karakteristik konsumen dalam VRP:
1. Menempatkan road graph dimana konsumen berada.
2. Adanya demand dalam berbagai tipe dan harus diantarkan ke tempat konsumen.
3. Terdapat periode waktu (time window) dimana konsumen dapat dilayani.
4. Waktu yang dibutuhkan untuk mengantarkan barang ke lokasi konsumen (loading time), hal tersebut dapat berhubungan dengan jenis kendaraan.
5. Sekelompok kendaraan tersedia digunakan untuk melayani konsumen.
Dalam membuat konstruksi rute, terdapat beberapa kendala yang harus dipenuhi, seperti jenis barang yang diangkut, kualitas dari pelayanan, juga karakteristik konsumen dan kendaraan. Beberapa kendala operasional yang sering ditemui misalnya sebagai berikut:
1. Pada tiap rute, besar muatan yang diangkut oleh kendaraan tidak boleh melebihi kapasitas kendaran tersebut.
2. Konsumen yang dilayani dalam sebuah rute dapat hanya merupakan pengiriman atau pengambilan, atau mungkin keduanya.
3. Konsumen mungkin hanya dapat dilayani dalam rentang waktu tertentu (time windows) dan jam kerja dari pengemudi kendaraan yang melayaninya.
4. Kendala prioritas juga mungkin akan timbul ketika suatu konsumen harus dilayani sebelum konsumen lain.
Terdapat empat tujuan umum VRP (Toth and Vigo, 2002) , yaitu :
1. Meminimalkan biaya transportasi global, terkait dengan jarak dan biaya tetap yang berhubungan dengan kendaraan
2. Meminimalkan jumlah kendaraan (pengemudi) yang dibutuhkan untuk melayani semua konsumen
3. Menyeimbangkan rute, untuk waktu perjalanan dan muatan kendaraan 4. Meminimalkan penalti akibat service yang kurang memuaskan dari
konsumen.
3.8. Metode Penentuan Rute dan Penjadwalan
Masalah pencarian solusi yang baik dalam masalah penentuan rute dan penjadwalan kendaraan menjadi lebih sulit dengan adanya pembatas-pembatas tambahan dari masalah. Time windows, jumlah truk yang banyak dengan perbedaan kapasitas, total maksimum waktu distribusi yang diizinkan dalam rute, perbedaan kecepatan dalam zona yang berbeda yang diperlukan dalam penentuan perancangan rute. Dua metode kompleks dalam penentuan rute dan penjadwalan,yaitu:
1. The Sweep Method
Prosesnya terdiri dari dua tahapan. Pertama, tempat perhentian diberi penugasan dengan kendaraan, kemudian urutan tempat perhentian rute ditentukan.
Metode “sweep” adalah sebagai berikut:
a. Lokasikan semua tempat perhentian termasuk depot dalam peta.
b. Perpanjang garis lurus dariepot dalam segala arah. Putar garis searah jarum jam atau berlawanan arah jarum jam hingga ia memotong tempat perhentian.
c. Dalam setiap rute, urutkan tempat-tempat perhentian untuk meminimisasi jarak.
2. Saving Matrix5
Tujuan dari metode saving matrix adalah untuk meminimisasi total jarak perjalanan semua kendaraan dan untuk meminimisasi secara langsung jumlah kendaraan yang diperlukan untuk melayani semua tempat pemberhentian. Logika dari metode ini bermula dari kendaraan yang melayani setiap pemberhentian dan kembali ke depot sepeti terlihat pada Gambar 3.3.(a). Hal ini memberikan jarak maksimum dalam masalah penentuan rute. Kemudian dua tempat pemberhentian digabung dalam dua rute yang sama sehingga satu kendaraan tersebut dieliminasi dan jarak tempuh dapat dikurangi yang dapat dilihat pada Gambar 3.3.(b).
Pendekatan savings mengizinkan bayak pertimbangan yang sangat penting dalam aplikasi yang realistis. Sebelum tempat pemberhentian dimasukkan dalam sebuah rute, rute tempat pemberhentian selanjutnya harus dilihat. Sejumlah pertanyaan tentang perancangan rute dapat ditanyakan, seperti apakah waktu rute melebihi waktu distribusi maksimum pengemudi yang diizinkan, apakah waktu untuk istirahat pengemudi telah dipenuhi, apakah kendaraan cukup besar untuk melakukan volume rute yang tersedia. Pelanggaran terhadap kondisi-kondisi tersebut dapat menolak tempat pemberhentian dari rute keseluruhan. Tempat
5 Ballou, Ronald. Bussiness Logistic Management.(2004)
perhentian selanjutnya dapat dipilih menurut nilai savings terbesar dan proses pertimbangan diulangi. Pendekatan ini tidak menjamin solusi yang optimal, tetapi dengan mempertimbangkan masalah kompleks yang ada, solusi yang baik dapat dicari.
Gambar 3.2. Pengurangan Jarak Tempuh Melalui Penggabungan Tempat Perhentian dalam Rute
Metode saving matriks pada hakikatnya adalah metode untuk minimumkan jarak atau waktu dan ongkos dengan mempertimbangkan kendala- kendala yang ada. Berikut ini langkah-langkah pembentukan sub-rute distribusi dengan menggunakan metode saving matriks, yaitu6
1. Identifikasi Matriks Jarak
:
Pada langkah ini, diperlukan jarak antara gudang dan ke masing-masing toko dan jarak antar toko. Untuk menyederhanakan permasalahan, lintasan terpendek digunakan sebagai jarak antar lokasi. Jadi, dengan mengetahui koordinat masing- masing lokasi maka jarak antar dua lokasi bisa dihitung dengan menggunakan rumus jarak standar. Apabila jarak riil antar lokasi diketahui, maka jarak tersebut lebih baik digunakan dibanding dengan jarak teoritis dengan menggunakan rumus.
Jarak dari gudang ke masing-masing toko dan jarak antar toko akan digunakan
untuk menentukan matriks penghematan (saving matriks) yang akan dikerjakan pada langkah berikutnya.
2. Mengidentifikasi matriks penghematan ( saving matriks)
Pada langkah ini, diasumsikan bahwa setiap toko akan dikunjungi oleh satu armada secara eksklusif. Saving matriks merepresentasikan penghematan yang bisa direalisasikan dengan menggabungkan dua pelanggan ke dalam satu rute.
Untuk perhitungan penghematan jarak dapat mengunakan persamaan:
S(x,y) = J (G, x) + J(G,y) – J(x,y) Dimana:
S(x,y) = Penghematan Jarak J (G,x) = Jarak gudang ke toko x J (G,y) = Jarak gudang ke toko y 3. Mengalokasikan Distributor ke rute
Dengan menggunakan tabel penghematan jarak, dapat dilakukan pengalokasian toko ke kendaraan atau rute. Pada tahap awal, tiap toko alokasikanke rute yang berbeda, namun toko-toko tersebut bisa digabungkan sampai pada batas kapasitas truk yang ada. Penggabungan akan dimulai dari nilai penghematan terbesar karena diupayakan memaksimumkan penghematan.
3.9. Pengembangan Algoritma Heuristik
Heuristik adalah sebuah teknik yang mengembangkan efisiensi dalam proses pencarian, namun dengan kemungkinan mengorbankan kelengkapan(completeness). Fungsi heuristic digunakan untuk mengevaluasi
keadaan-keadaan problema individual dan menentukan seberapa jauh hal tersebut dapat digunakan untuk mendapat solusi yang diinginkan. Beberapa penelitian telah mencoba mencari solusi bagi permasalahan MTVRP (Multi Trip Vehicle Routing Problem). Pada umumnya algoritma-algoritma ini menggunakan prosedur heuristik, mengingat kompleksitas permasalahan pada MTVRP. Taillard et.al. (1996) mengembangkan algoritma multi trip yang terdiri atas tiga bagian :
1. Pembangkitan sejumlah besar rute yang telah memenuhi pembatas VRP (Vehicle Routing Problem).
2. Memilih subset dari sejumlah besar rute ini dengan menggunakan algoritma enumeratif.
3. Menyusun rute terpilih dalam sebuah horizon perencanaan yang feasible.
Berikut ini akan disajikan beberapa defenisi yang terkait dengan MTVRP.
a. Pelanggan dan depot
Sebuah permasalahan MTVRP terdiri atas n pelanggan (dituliskan sebagai 1,2,...,n) dan sebuah depot tunggal (dituliskan sebagai 0). Himpunan (0,1,...,n) yang mewakili semua konsumen dan depot disebut site. Jarak antara site i dan j dituliskan sebagai dy. Tiap konsumen i memiliki permintaan (demand) qi ≥ 0 dan waktu pelayanan si ≥ 0. Waktu pelayanan juga didefenisikan pada depot, s0 ≥ 0, yang menggambarkan waktu muat di depot.
b. Alat angkut
Permasalahan ini didefenisikan pada sejumlah tak hingga alat angkut.
Masing-masing alat angkut memiliki kapasitas Q dan kecepatan V yang seragam.
Bersama dengan jarak antar site, dij , kecepatan V menentukan waktu tempuh antar site tij .
c. Time window
Untuk site i, time window dispesifikasikan oleh sebuah interval [ei ,li], dimana ei menggambarkan waktu siap (ready time) dan li menggambarkan waktu tenggat (deadline time). Waktu mulai untuk pelayanan di site i, disimbolkan oleh αi didefenisikan sebagai :
𝛼𝛼𝛼𝛼 = max( 𝑒𝑒𝛼𝛼, 𝛿𝛿𝛼𝛼−1+ 𝑡𝑡𝛼𝛼−1,𝛼𝛼) (1) dimana δi-1 merupakan waktu keberangkatan dari site sebelumnya dan tii-1,i adalah waktu perjalanan menuju site i dari site sebelumnya.Waktu keberangkatan untuk alat angkut pada site i, disimbolkan oleh
𝛿𝛿𝛼𝛼 = 𝛼𝛼𝛼𝛼 + 𝛿𝛿𝛼𝛼 (2) Waktu tunggu alat angkut di site i, disimbolkan oleh wi,diberikan oleh
Wi = {0} jika 𝑒𝑒𝛼𝛼≤ (𝜎𝜎𝛼𝛼−1 + 𝑡𝑡𝛼𝛼−1,𝛼𝛼 )
{ 𝑒𝑒𝛼𝛼≤ (𝛿𝛿𝛼𝛼−1 + 𝑡𝑡𝛼𝛼−1,𝛼𝛼 ) jika 𝑒𝑒𝛼𝛼≥ (𝛼𝛼1+ 𝑡𝑡𝛼𝛼−1,𝛼𝛼 ) (3) Sebuah rute dikatakan memenuhi pembatas waktu untuk site I jika δi < li (4) Dalam konteks ini, li merupakan waktu maksimum suatu site/gudang belum dikunjungi. Jika waktu kunjungan melebihi li, maka gudang i akan kekurangan barang.
li = (5)
dimana Ci menunjukkan kapasitas gudang pada site i, dan di menunjukkan laju permintaan barang di gudang site i. Secara khusus li dapat disebut sebagai daya tahan gudang site i.
d. Planning horizon
Sebuah horizon perencanaan menggambarkan waktu kerja untuk alat angkut. Horizon perencanaan ini membatasi total waktu (meliputi waktu perjalanan, waktu tunggu, dan waktu pelayanan) yang harus dipenuhi oleh alat angkut dalam perjalanan menyelesaikan tugasnya. Jika diasumsikan horizon perencanaan dimulai pada e₀ maka horizon perencanaan, disimbolkan dengan Hi adalah panjang time window depot, yaitu: Hi = l0-e₀ (6) e. Rute
Sebuah rute menggambarkan urutan kunjungan ke pelanggan-pelanggan, berawal dan berakhir di depot. Rute disimbolkan oleh R, dapat dituliskan sebagai:
R = {0,...,i...,0} (7) (7)
Total angkutan pada tiap rute tidak boleh melebihi kapasitas alat angkut,
∑i€Rqi≤Q (8)
f. Tour
Sebuah tour terdiri atas set rute,
T = {R1,….RNT} (9)
di mana NT menunjukkan jumlah rute dalam suatu tour. Waktu penyelesaian suatu tour (CT) tidak boleh melebihi horison perencanaan.
CTi < H (10) g. Jumlah alat angkut
Dalam MTVRP, masing-masing tour dilakukan oleh sebuah alat angkut.
Maka permasalahan penentuan jumlah alat angkut sama ekivalen dengan permasalahan penentuan jumlah tour. Solusi bagi permasalahan MTVRP adalah
rencana rute: σ = { t1, t2,... tNT} yang memenuhi pembatas kapasitas dan waktu pelayanan (time window) dan mencapai tujuan: minimisasi jumlah alat angkut, total waktu tour, serta utilitas alat angkut.
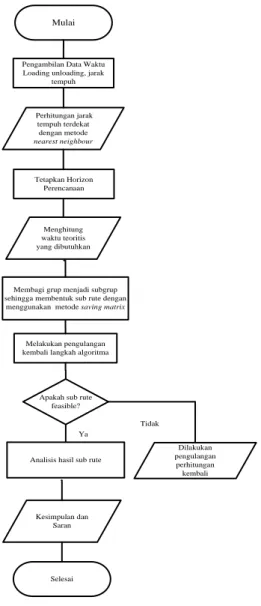
Adapun rincian algorima heuristik yang digunakan adalah sebagai berikut:
1. Hitung jarak total dari depot (sumber) ke depot (sumber) kembali sesuai dengan rute terbaik yang dipecahkan dengan metode pemecahan masalah nearest neighbourbood Dalam hal ini beberapa algoritma heuristik dapat diterapkan.
2. Tetapkan horizon perencanaan, yaitu jarak (selisih) waktu jadwal pngiriman yang sama berulang. Misalkan jika horison perencanaan adalah 10 hari, kalau pada tanggal 1 dilakukan pengiriman sejumlah q1, maka pada tanggal 11 kembali dilakukan kembali pengiriman kembali ke site 1 sejumlah q1. Pada dasarnya, semakin kecil horizon perencanaan semakin baik. Tetapi semakin kecil horizon perencanan artinya dibutuhkan waktu yang lebih cepat dalam pendistribusian barang teradap permintaan barang yang ada. Pada dasarnya horison perencanaan dapat dibuat dengan trial error. Tetapi untuk mengurangi usaha trial error tersebut dapat dipakai patokan berikut:
a. Untuk graph awal : horison perencanaan sama dengan daya tahan terkecil b. Untuk sub-graph
1. Horison perencanaan tidak mungkin lebih besar dari daya tahan terkecil pada sub-graph yang bersangkutan.
2. Hitung demand total pada sub-graph yang bersangkutan selama horison perencanaan. Demand total merupakan penjumlahan dari demand pada
tiap site selama horison perencanaan.
3. Bagi demand total dengan kapasitas alat angkut yang ada. Angka ini menunjukkan frekuensi kapal harus diisi ( jumlah rute dalam satu tour).
NT = 𝐷𝐷
𝑄𝑄
4. Hitung waktu untuk menjalankan tour (semua site dikunjungi) penuh.
5. Jika waktu yang diturunkan lebih kecil dari horizon perencanaan hari siklus x 24 jam), maka tetapkan horizon perencanaan tersebut feasible.
6. Lakukan langkah 1 untuk beberapa dari siklus yang diperkirakan feasible.
7. Jika tidak ada yang feasible, berarti jumlah alat angkut kurang. Sub-graph yang bersangkutan dipecah lagi menjadi sub-sub graph. Demand total yang lebih kecil dari kapasitas kapal lebih dari m, prioritas total demand yang lebih kecil. Lanjutkan ke langkah (c)
c. Jika sudah tidak ada jenis produk dengan demand yang lebih kecil dari kapasitas kapal dibagi m, pilih sembarang produk dan buat trip untuk mendistribusikan produk tersebut sejumlah kapasitas alat angkut (atau yang paling mendekati). Pendistribusian ini mulai dari site yang terjauh.
d. Buat rute tambahan untuk memenuhi permintaan yang belum selesai (kembali ke langkah a)
Jika feasibel, cek apakah waktu total untuk sub-graph ini tidak melampaui jam availibilitas alat angkut. Jika melampaui kembali ke langkah 3, tambah n menjadi n+1.
3.10. Pengukuran Waktu Kerja7
Pengukuran kerja adalah metode penetapan keseimbangan antara kegiatan manusia yang dikontribusikan dengan unit output yang dihasilkan. Pengukuran waktu kerja ini akan berhubungan dengan usaha-usaha untuk menetapkan waktu baku yang dibutuhkan untuk menyelesaikan suatu pekerjaan.
Pengukuran pendahuluan pertama dilakukan dengan melakukan beberapa buah pengukuran yang banyaknya ditentukan oleh pengukur. Setelah pengukuran tahap pertama dilakukan, maka dilakukan uji keseragaman data, menghitung jumlah pengamatan yang diperlukan, dan bila pengukuran pendahuluan belum mencukupi jumlahnya, maka akan dilakukan pengukuran pendahuluan tahap kedua. Setelah pengukuran tahap kedua ini selesai, maka akan diikuti lagi dengan ketiga hal seperti di atas bila perlu dilanjutkan dengan pengukuran pendahuluan tahap ketiga. Begitu seterusnya sampai jumlah keseluruhan mencukupi untuk tingkat kepercayaan dan ketelitian yang dikehendaki.
1. Menguji keseragaman data
Pengukuran waktu kerja dilakukan terhadap sistem kerja yang dipandang telah baik. Namun sering kali operator atau pekerja tidak mengetahui terjadinya perubahan-perubahan dalam sistem kerja.
Langkah-langkah dalam pengujian keseragaman data, yaitu:
1. Menghitung rata – rata
X� = ∑xi𝑘𝑘
7 Wignjosoebroto, Sritomo, Ergonomi Studi Gerak dan Waktu
dimana : xi = Besarnya waktu penyelesaian yang teramati selama pengukuran pendahuluan dilakukan
k= Banyaknya pengukuran yang dilakukan
2. Menghitung standar deviasi sebenarnya dari waktu penyelesaian.
𝜎𝜎 = �∑(xj− x�)𝑛𝑛−1 2
dimana : n = Jumlah pengamatan pendahuluan yang telah dilakukan x = Waktu rata-rata
𝜎𝜎 = Standar Deviasi
3. Menentukan Batas Kontrol Atas (BKA) dan Batas Kontrol Bawah (BKB), untuk tingkat ketelitian 5% dan tingkat keyakinan 95% adalah:
BKA = x + 2σ BKB = x − 2σ
Waktu antar depot berdasarkan jarak tiap depot yang terdapat pada bab pengumpulan data yang dicari melalui :
Waktu = Jarak
Kecepatan dengan asumsi bahwa kecepatan rata-rata adalah 35 km/jam.
3.11. Penentuan Rating Factor Aktual
Setelah Pengukuran berlangsung, pengukur harus mengamati kerja yang ditunjukkan operator. Ketidakwajaran dapat saja terjadi misalnya bekerja tanpa kesungguhan, sangat cepat seolah-olah diburu waktu, atau karena menjumpai kesulitan-kesulitan seperti karena kondisi ruangan yang buruk. Sebab-sebab seperti ini mempengaruhi kecepatan kerja yang berakibat terlalu singkat atau terlalu panjangnya waktu penyelesaian. Hal ini jelas tidak diinginkan karena
waktu baku yang dicari adalah waktu yang diperoleh dari kondisi dan cara kerja yang baku yang diselesaikan secara wajar. Andai kata ketidakwajaran ada maka pengukur harus mengetahuinya dan menilai seberapa jauh hal itu terjadi. Penilaian perlu diadakan karena berdasarkan inilah penyesuaian dilakukan.
Penentuan Rating Factor Aktual untuk pengukuran waktu ini menggunakan metode Westinghouse. Penilaian dilakukan berdasarkan 4 faktor penting yang menentukan kewajaran dalam bekerja yaitu keterampilan, usaha, kondisi kerja dan konsistensi. Tabel penentuan rating factor dapat dilihat pada Tabel 2.1.
Tabel 3.1. Penentuan Rating Factor Aktual
Faktor Kelas Lambang Penyesuaian
Keterampilan Superskill A1 + 0,15
A2 + 0,13
Excelent B1 + 0,11
B2 + 0,08
Good C1 + 0,06
C2 + 0,03
Average D + 0,00
Fair E1 − 0,05
E2 − 0,10
Poor F1 − 0,16
F2 − 0,22
Usaha Excessive A1 + 0,13
A2 + 0,12
Excellent B1 + 0,10
B2 + 0,08
Good C1 + 0,05
C2 + 0,02
Average D + 0,00
Fair E1 − 0,04
E2 − 0,08
Poor F1 − 0,12
F2 − 0,17
Tabel 3.1. Penentuan Rating Factor Aktual (Lanjutan)
Faktor Kelas Lambang Penyesuaian
Kondisi Kerja
Ideal A + 0,06
Excellent B + 0,04
Good C + 0,02
Average D + 0,00
Fair E − 0,03
Poor F − 0,07
Konsistensi
Perfect A + 0,04
Excellent B + 0,03
Good C + 0,01
Average D + 0,00
Fair E − 0,02
Poor F − 0,04
3.12. Allowance
Di dalam praktek banyak terjadi penentuan waktu baku dilakukan hanya dengan menjalankan beberapa kali pengukuran dan menghitung rata-ratanya.
Kelonggaran diberikan untuk tiga hal yaitu untuk kebutuhan pribadi menghilangkan rasa fatique, dan hambatan-hambatan yang tidak dapat dihindarkan. Ketiganya ini merupakan hal-hal yang secara nyata dibutuhkan oleh pekerja, dan yang selama pengukuran tidak diamati, diukur, dicatat ataupun dihitung. Karenanya sesuai pengukuran dan setelah mendapatkan waktu normal, kelonggaran perlu ditambahkan.