Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
PERENCANAAN PRODUKSI DAN PENJADUALAN DENGAN MENGGUNAKAN LOGIKA FUZZY PADA PT. CAHAYA
KAWI ULTRA POLYINTRACO
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh :
Hariadi
NIM : 040403030
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
PERENCANAAN PRODUKSI DAN PENJADUALAN DENGAN MENGGUNAKAN LOGIKA FUZZY PADA PT. CAHAYA
KAWI ULTRA POLYINTRACO
TUGAS SARJANA
Diajukan untuk Memenuhi Syarat-syarat Mengikuti Sidang Tugas Sarjana
Oleh :
Hariadi
NIM : 040403030
Disetujui Oleh:
Pembimbing I Pembimbing II
( Dr. Ir. Humala Napitupulu, DEA) (Ir. Nurhayati Sembiring, MT)
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
“SERTIFIKAT EVALUASI TUGAS SARJANA”
No. : ..……/ H5.2.1.4.1.4/KRK/2009
Kami yang bertanda tangan dibawah ini, menyatakan bahwa setelah melakukan :
- Evaluasi hasil Seminar DRAFT Tugas Sarjana
- Pemeriksaan Terhadap Perbaikan DRAFT Tugas Sarjana
terhadap mahasiswa :
Nama : HARIADI
N I M : 040403030
Tempat dan tanggal lahir : Pekanbaru, 05 Juni 1986
Judul Tugas Sarjana : Perencanaan Produksi dan Penjadualan dengan Menggunakan Logika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco
menetapkan ketentuan-ketentuan berikut sebagai hasil evaluasi :
Dapat menerima perbaikan Tugas Sarjana Departemen Teknik Industri dan kepada
penulisnya diizinkan untuk mengikuti Sidang Sarjana / Ujian Kolokium yang akan
diadakan Departemen Teknik Industri FT USU.
Medan, 05 Juli .2009
Tim Pembanding,
Pembanding I, Pembanding II, Pembanding III,
Ir. Rosnani Ginting, MT Ir. Mangara M. Tambunan, M.sc Prof. Dr. Ir. A. Rahim Matondang, MS
Tanggal, Tanggal, Tanggal,
Pembimbing I, Pembimbing II, Ketua,
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
KATA PENGANTAR
Puji dan syukur penulis panjatkan kehadirat Tuhan Yang Maha Kuasa atas rahmatNya sehingga penulis dapat melakukan penelitian dan menyelesaikan tugas sarjana ini sesuai dengan waktu yang telah ditentukan. Tugas sarjana ini merupakan salah satu syarat akademis yang harus dipenuhi oleh mahasiswa untuk menyelesaikan studi di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Tugas sarjana ini berjudul “Perencanaan Produksi dan Penjadualan dengan Menggunakan Logika Fuzzy pada PT. Cahaya Kawi Ultra Polyintraco”. Adapun latar belakang penulis mengangkat judul ini adalah penulis ingin menentukan perencanaan dan penjadulan produksi yang efektif dan efisien dengan penggunaan sumberdaya yang terbatas untuk memaksimumkan laba.
Penulis menyadari bahwa sepenuhnya tugas sarjana ini masih banyak kekurangan dikarenakan keterbatasan waktu dan pengetahuan penulis. Oleh karena itu, penulis mengharapkan saran dan kritik yang membangun demi kebaikan tugas sarjana ini. Semoga tugas sarjana ini bermanfaat bagi kita semua.
Medan, Juli 2009 Penulis,
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
UCAPAN TERIMAKASIH
Selama penyusunan laporan tugas sarjana ini, penulis banyak mendapatkan dukungan dan bantuan dari berbagai pihak. Maka pada kesempatan ini dengan hati yang tulus penulis ingin mengucapkan terimakasih kepada:
1. Bapak Dr. Ir. Humala Napitupulu, D.E.A, sebagai dosen pembimbing I dalam penyelesaian Tugas Sarjana ini, yang telah menyediakan waktu dan perhatian untuk membimbing penulis dalam menyelesaikan tugas sarjana ini.
2. Ibu Ir. Nurhayati Sembiring, MT, sebagai dosen pembimbing II dalam penyelesaian Tugas Sarjana ini, yang telah menyediakan waktu dan perhatian untuk membimbing penulis dalam menyelesaikan tugas sarjana ini.
3. Bapak Prof. Ir. Sukaria Sinulingga M.Eng, sebagai Koordinator Bidang untuk Manufaktur yang telah mengarahkan penulis dalam memahami judul Tugas Sarjana.
4. Ibu Ir. Rosnani Ginting, MT, selaku Ketua Departemen Teknik Industri Fakultas Teknik, Universitas Sumatera Utara yang turut memberikan motivasi kepada penulis dalam menyelesaikan tugas sarjana ini.
5. Bapak Ir. Sugiharto Pujangkoro, M.M selaku Koordinator Tugas Akhir Departemen Teknik Industri, Fakultas Teknik Universitas Sumatera Utara. 6. Bapak Zulchairi Harahap selaku Kabag. Personalia PT. Cahaya Kawai Ultra
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
7. Bang Bowo, Kak Dina, Bu Ani, dan Bang Tumijo, selaku pegawai Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara yang telah membantu penulis dalam pengurusan berkas-berkas tugas sarjana. 8. Kedua Orang tuaku tercinta Bapak Nursaleh dan Bu Miskiah semoga Allah
mengampuni dosa-dosa mereka dan menyayangi mereka sebagaimana mereka menyayangi penulis diwaktu kecil, adik-adikku Yan Berlian, Stelly Revina dan Putri Lestari atas doa, perhatian dan dukungannya yang diberikan kepada penulis.
9. Indra, Fiktor, Digo, Izet, Cha-cha, Onde-Mande, Lidia, Mariaty, Erna, Desima, Juana, Misna, Wenny dan seluruh teman-teman stambuk 04 lainnya yang telah memberikan bantuan dan waktu untuk berdiskusi serta motivasi dan semangat yang telah diberikan kepada penulis.
10.Teman-teman kos, Bang Kur, Roziputra, Deni, Ade, Bu Neng dan semuanya. 11.Kakak-kakak dan Abang-abang stambuk 05
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
ABSTRAK
Sistem produksi melibatkan banyak aktivitas berbeda yang saling berhubungan dan bertujuan untuk memproduksi produk jadi. Contoh aktivitas tersebut adalah perencanaan produksi dan penjadualan. Didalam dunia nyata lingkungan manufaktur sering dihadapkan dengan ketidakpastian data dari variable yang mempengaruhi seperti permintaan pasar, ketersediaan bahan baku, ketersediaan jam kerja dan sebagainya. Oleh karena itu, pada tugas akhir ini digunakan pendekatan logika fuzzy untuk melakukan perencanaan produksi dengan metode Fuzzy Llinear Programming dan penjadulan produksi untuk meminimumkan mean flow time.
Penelitian tentang perencanaan produksi dan penjadualan ini dilakukan di PT. Cahaya Kawi Ultra Polyintraco, yang merupakan suatu perusahaan yang memproduksi springbed dengan 4 jenis produk. Dalam proses perencanaan produksi, terlebih dahulu dilakukan peramalan untuk mendapatkan prediksi jumlah produk yang akan diproduksi pada suatu periode dan pengukuran waktu baku tiap operasi dalam proses produksi. Peramalan ini dilakukan dengan membandingkan nilai MAD dan MAPE dari 2 buah metode peramalan yang dipilih berdasarkan pola data masa lalu, yaitu metode trend dengan pola kuadratis dan single exponential smoothing. Berdasarkan perbandingan ini, maka metode peramalan yang terpilih adalah metode kuadratis untuk springbed jenis Platinum, Silver, dan Bigline, sedangkan untuk tipe Gold digunakan metode single exponential smoothing . Selanjutnya nilai peramalan diverifikasi dengan metode tracking signal untuk melihat kehandalannya dan dilakukan pengendalian peramalan dengan metode line-fitting untuk melihat batasan terhadap periode yang diramalkan.
Selanjutnya menentukan jumlah produksi per bulannya dengan memformulasikan fungsi tujuan dan fungsi-fungsi pembatas dengan batasan yang digunakan adalah batasan permintaan yang diperoleh dari peramalan, batasan ketersediaan jam kerja dan batasan ketersediaan bahan baku yang dalam hal ini adalah per bulat, kain quilting dan busa. Setelah diperoleh jumlah produk yang akan diproduksi per bulannya maka dilakukan inisiasi penjadualan dengan metode longest processing time kemudian disesuaikan menggunakan logika fuzzy yaitu dengan menentukan prioritas produk yang akan diproduksi terlebih dahulu berdasarkan jumlah produksi dan waktu pengerjaan produk.
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
DAFTAR ISI
BAB HALAMAN
HALAMAN JUDUL... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
ABSTRAK ... vii
DAFTAR ISI ... viii
DAFTAR TABEL ... xvi
DAFTAR GAMBAR ... xix
DAFTAR LAMPIRAN ... xxi
I PENDAHULUAN
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
DAFTAR ISI (Lanjutan)
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan ... II-1 2.2. Ruang Lingkup Bidang Usaha ... II-2 2.3. Organisasi dan Manajemen ... II-3
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
2.4.2.3. Pembuatan Dipan Spring Bed ... II-20
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.5. Mesin Dan Peralatan ... II-21 2.5.1. Mesin Produksi ... II-22 2.5.2. Peralatan ... II-26 2.5.3. Utilitas ... II-26 2.5.4. Safety and Fire Protection ... II-27 2.5.5. Waste Treatment ... II-28 2.5.6. Maintanance ... II-29
III LANDASAN TEORI
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
3.3.2.1. Metode Simple Exponential Smoothing ... III-16 3.3.2.2. Metode Winter Exponential Smoothing ... III-17
DAFTAR ISI (Lanjutan)
BAB HALAMAN 3.3.3. Parameter Kesalahan Peramalan... III-18 3.3.4. Verifikasi dan Pengendalian Peramalan... III-19 3.4. Penjadualan Produksi ... III-20
3.4.1. Konsep Penjadualan Produksi ... III-21
3.4.2. Tujuan dan Ukuran Keberhasilan Penjadualan ... III-22
3.4.3. Pendekatan Penjadualan dengan Logika Fuzzy ... III-25
IV METODOLOGI PENELITIAN
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
4.8.3. Pemecahan Masalah ... IV-5
DAFTAR ISI (Lanjutan)
BAB HALAMAN V PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data ... V-1 5.1.1. Data Penjualan Spring Bed Tahun 2006 – 2008 ... V-1 5.1.2. Data Harga Pokok dan Harga Penjualan ... V-1 5.1.3 Data Stasiun Kerja ... V-3 5.1.3.1. Data Mesin dan Peralatan ... V-3 5.1.3.2. Elemen Pekerjaan ... V-4 5.1.4. Data Kecepatan Produksi ... V-5 5.1.4.1. Data Ketersediaan Jam Kerja ... V-5 5.1.4.2. Data Waktu Operasi ... V-6 5.1.4.3. Data Waktu Setup ... V-6 5.1.4.4. Data Waktu Ketersediaan Mesin.. ... V-7 5.1.5. Data Pemakaian dan Ketersediaan Bahan Baku ... V-8 5.1.5.1. Data Pemakaian Bahan Baku ... V-8 5.1.5.2. Data Ketersediaan Bahan Baku ... V-8 5.1.6. Data Jumlah Produksi yang Memenuhi Batasan BEP
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
5.2.1. Pengolahan Data untuk Perencanaan Produksi ... V-11 5.2.1.1. Peramalan Permintaan untuk Tiap Produk pada
Tahun 2009 Sebagai Fungsi Kendala Jumlah
DAFTAR ISI (Lanjutan)
BAB HALAMAN Permintaan ... V-11 5.2.1.1.1. Peramalan Permintaan Tiap Produk
Tahun 2009 ... V-11 5.2.1.1.2. Penentuan Koefisien Jumlah
Permintaan ... V-21 5.2.1.2. Penentuan Waktu Baku Operasi Sebagai Fungsi
Fungsi Kendala Operasi ... V-24 5.2.1.2.1. Uji Keseragaman Data ... V-25 5.2.1.2.2. Uji Kecukupan Data ... V-24 5.2.1.2.3. Perhitungan Waktu Baku ... V-26 5.2.1.2.4. Penentuan Fungsi Kendala Operasi ... V-28 5.2.1.3. Penentuan Fungsi Kendala Ketersediaan
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
5.2.1.7. Penyelesaian Model Linear Programming untuk Batas Maksimum ... V-43 5.2.1.8. Penyelesaian Model Linear Programming untuk Batas Minimum ... V-58
DAFTAR ISI (Lanjutan)
BAB HALAMAN 5.2.1.9. Penyelesaian Model Fuzzy Linear
Programming ... V-59 5.2.2. Pengolahan Data untuk Penjadualan Produksi ... V-62 5.2.2.1. Penentuan Jumlah Produksi Per Hari ... V-62 5.2.2.2. Inisiasi Penjadualan Produksi ... V-64 5.2.2.3. Tingkat Produksi ... V-65 5.2.2.4. Waktu Proses ... V-67 5.2.2.5. Aturan Fuzzy ... V-68
VI ANALISIS PEMECAHAN MASALAH
6.1. Perencanaan Produksi dan Penjadualan Awal
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
6.6. Analisis Penyelesaian Model Fuzzy Linear Programming ... VI-5 6.7. Perbandingan Hasil Rencana Produksi ... VI-8 6.8. Analisis Penjadualan Produksi ... VI-10
DAFTAR ISI (Lanjutan)
BAB HALAMAN VII KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
DAFTAR TABEL
TABEL HALAMAN
2.1. Perincian Jumlah Tenaga Kerja Pada PT. CAKUP... II-6 2.2. Jam Kerja PT. CAKUP ... II-8 2.3. Spesifikasi Peralatan ... II-27
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
5.11. Perhitungan Parameter Peramalan Metode Kuadratis untuk Spring Bed Platinum ... V-14 5.12. Perhitungan Peramalan Metode Single Exponential Smoothing untuk
Spring Bed Platinum ... V-16 5.13. Hasil Perhitungan Kesalahan Peramalan ... V-18
DAFTAR TABEL (Lanjutan)
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
5.29. Tabel Metode Simplex Iterasi Enam ... V-54 5.30. Tabel Metode Simplex Iterasi Tujuh ... V-55 5.31. Tabel Metode Simplex Iterasi Delapan ... V-56 5.32. Tabel Metode Simplex Final ... V-57 5.33. Rencana Produksi Bulan Januari – Desember 2009.. ... V-61
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN 5.34. Kebutuhan Sumberdaya Bulan Januari – Desember 2009 ... V-62 5.35. Jumlah Produksi Spring Bed Per Hari ... V-63 5.36. Perbandingan Jumlah Produksi, Permintaan dan
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
6.8. Perbandingan Hasil Rencana Produksi ... VI-9 6.9. Urutan Proses Produksi pada Stasiun Kerja Perakitan Per Bulat ... VI-10
DAFTAR GAMBAR
GAMBAR HALAMAN
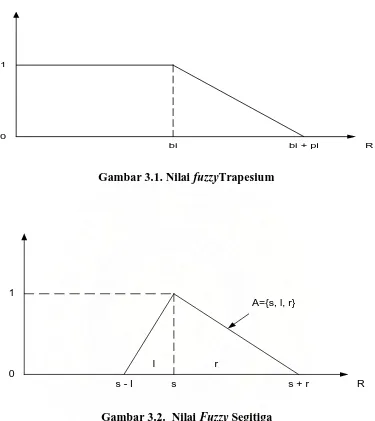
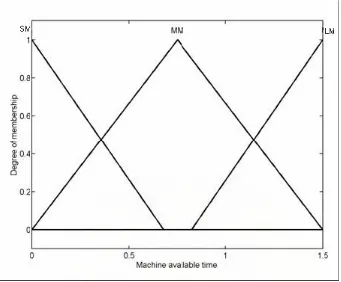
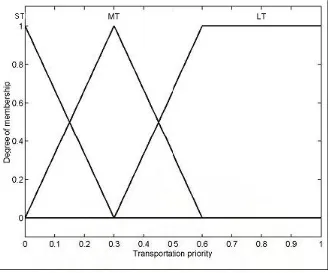
2.1. Struktur Organisasi PT. CAKUP ... II-5 2.2. Blok Diagram Proses Pembuatan Sandaran Spring Bed ... II-17 2.3. Blok Diagram Proses Pembuatan Matras Spring Bed ... II-19 2.4. Blok Diagram Proses Pembuatan Dipan Spring Bed ... II-21 3.1. Nilai Fuzzy Trapesium ... III-5 3.2. Nilai Fuzzy Segitiga ... III-5 3.3. Fungsi Keanggotaan Waktu Ketersediaan Mesin ... III-29 3.4. Fungsi Keanggotaan Prioritas Mesin... III-30 3.5. Fungsi Keanggotaan Prioritas Transportasi ... III-31
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
5.1. Diagram Pencar Penjualan Spring Bed untuk Tiap Tipe
Tahun 2006 - 2008 ... V-11 5.2. Peta Kendali Tracking Signal ... V-20 5.3. Penyesuaian Peramalan ... V-22 5.4. Fungsi Keanggotaan Tingkat Produksi ... V-65
DAFTAR GAMBAR
GAMBAR HALAMAN
5.5 Fungsi Keanggotaan Waktu Proses ... V-67 5.6. Gantt Chart Penjadualan Hari Kerja Senin-Kamis ... V-71 5.7. Gantt Chart Penjadualan Hari Kerja Jumat ... V-72 5.8. Gantt Chart Penjadualan Hari Kerja Senin-Kamis . ... V-73Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
5 Tabel Distribusi F ... L-30 6. Berita Acara Bimbingan Tugas Akhir Pembimbing I ... L-31 7. Berita Acara Bimbingan Tugas Akhir Pembimbing II ... L-32 8. Surat Permohonan Tugas Sarjana ... L-34 9. Surat Penjajakan Ke Perusahaan ... L-36
DAFTAR LAMPIRAN (Lanjutan)
LAMPIRAN HALAMAN
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Sistem produksi melibatkan banyak aktivitas berbeda yang saling berhubungan dan bertujuan untuk memproduksi produk jadi. Contoh aktivitas tersebut adalah perencanaan produksi dan penjadualan.
Perencanaan produksi memperhatikan permintaan, status produksi dan kapasitas pabrik. Seorang perencana harus mengatasi dua jenis ketidakpastian yaitu variasi permintaan dan kegagalan sumber daya.1
Model-model konvensional seperti Material Resource Planning (MRP) dapat mengalami kegagalan dalam merepresentasikan sifat-sifat sistem yang kompleks apabila informasi yang ada tidak mencukupi dan. tidak tepat. Model matematik akan menjadi lebih sulit apabila terdapat ketidakpastian didalam sistem. Logika fuzzy dapat menyelesaikan masalah dari informasi yang kurang
1
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
pasti (uncertain) yang sering dijumpai dalam dunia nyata. Walaupun logika fuzzy berdasarkan informasi yang tidak pasti, metode yang digunakan adalah eksak secara matematik.2
2
Chen Wang, Hua Fang. Aggregate Production Planning in A Fuzzy Environment. Taiperi. 2000. Selama ini PT. Cahaya Kawi Ultra Polyintraco merencanakan produksinya dengan melakukan peramalan kuantitatif dari dari data penjualan tahun sebelumnya. Perencanaan produksi ini kurang tepat karena adanya fluktuasi permintaan seperti pada tahun 2008 terjadi kenaikan permintaan untuk produk Platinum sebesar 7 %, Gold 20% , Silver 4 % dan Bigline 14%, sehingga perusahaan sering mengalami kekurangan dan kelebihan produksi selama periode perencanaan. Jika terjadi kelebihan produksi mengakibatkan biaya penyimpanan yang tinggi dan apabila terjadi kekurangan produksi maka perusahaan harus melakukan jam kerja lembur secara maksimum jika bahan baku mencukupi jika tidak maka perusahaan dapat mengalami penalti akibat keterlambatan pengiriman. Perencanaan produksi yang tidak tepat juga mengakibatkan penggunaan sumberdaya yang tidak optimal sehingga laba yang diperoleh perusahaan tidak maksimum.
Berdasarkan permasalahan diatas maka perlu dilakukan penelitian untuk mendapatkan perencanaan produksi yang optimal terhadap fluktuasi permintaan dan terhadap penggunaan sumberdaya yang terbatas untuk memaksimumkan laba.
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
Berdasarkan latar belakang diatas, maka perumusan masalah di dalam penelitian ini adalah tidak tepatnya perencanaan produksi yang mengakibatkan tidak optimalnya penggunaan sumberdaya sehingga laba yang diperoleh tidak maksimum. Oleh karena itu perlu dilakukan penelitian untuk menentukan rencana produksi multi product yang optimal terhadap fluktuasi permintaan dan penggunaan sumberdaya yang terbatas untuk memaksimumkan laba dengan menggunakan logika Fuzzy.
1.3. Tujuan Penelitian
Tujuan umum dari penelitian ini adalah untuk mendapatkan rencana produksi yang optimal untuk memaksimumkan laba dan memenuhi kriteria berikut:
1. Memenuhi target permintaan
2. Memaksimumkan penggunaan sumber daya. Sedangkan tujuan khusus dari penelitian ini yaitu: 1. Mendapatkan urutan pengerjaan produk yang optimum
2. Mendapatkan penjadualan produk yang meminimumkan mean flow time.
1.4. Manfaat Penelitian
Manfaat yang diharapkan dapat diperoleh dari penelitian ini adalah:
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
b. Mempererat kerjasama antara perusahaan dengan Departemen Teknik Industri, Fakultas Teknik USU.
c. Sebagai masukan dan sumbangan pemikiran bagi pihak perusahaan untuk perencanaan dan penjadualan produksi.
1.5. Batasan Penelitian
Batasan-batasan yang digunakan dalam penelitian ini antara lain: 1. Batasan sumberdaya yang diperhitungkan adalah bahan baku dan jam kerja. 2. Peramalan untuk memperkirakan rencana produksi dan penjadualan untuk 1 – 12 bulan pada tahun 2009.
3. Penelitian dibatasi hanya untuk empat produk yang memiliki tingkat penjualan tertinggi selama tiga tahun terakhir yaitu produk spring bed dengan tipe Platinum, Gold, Silver, dan Bigline.
4. Penentuan waktu baku tiap operasi dilakukan dengan menggunakan metode jam henti (stopwatch time study).
1.6. Asumsi yang Digunakan
Asumsi-asumsi yang digunakan untuk perencanaan produksi yaitu:
1. Tidak ada penambahan atau pengurangan fasilitas-fasilitas produksi selama penelitian dilakukan.
2. Tidak ada kerusakan mesin atau kerusakan material handling yang terjadi . 3. Harga jual dan harga produksi tidak mengalami perubahan selama
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
Asumsi-asumsi yang digunakan untuk penjadualan produksi antara lain: 1. Metode kerja operator pada setiap operasi sudah standar dan bekerja
dengan normal.
2. Waktu setup terbebas dari urutan job dan dapat dimasukkan kedalam waktu proses.
3. Mesin hanya dapat melakukan satu operasi pada suatu waktu 4. Operasi-operasi tidak terbagi atau terganggu ketika telah dimulai.
1.7.1. Sistematika Penulisan Laporan
Laporan tugas akhir ini disusun dengan sistematika yang disajikan dalam bentuk bab. Laporan tugas akhir ini akan dibagi dalam beberapa bab dengan sistematika sebagai barikut:
BAB I PENDAHULUAN
Merupakan pendahuluan tentang latar belakang penelitian, perumusan masalah, tujuan penelitian, manfaat penelitian, ruang lingkup penelitian, asumsi serta sistematika penelitian.
BAB II GAMBARAN UMUM PERUSAHAAN
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
BAB III LANDASAN TEORI
Pada bab ini diuraikan tentang teori-teori yang menjadi acuan dalam pelaksanaan penelitian. Teori ini meliputi teori tentang perencanaan produksi, penjadualan, logika fuzzy dan aplikasinya didalam perencanaan dan penjadualan produksi.
BAB IV METODOLOGI PENELITIAN
Bab ini berisi metodologi yang digunakan untuk mencapai tujuan penelitian meliputi langkah-langkah dan tahapan penelitian, serta penjelasan dari setiap tahapan tersebut, disertai dengan diagram alirnya.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Pada bab ini dijelaskan jenis data yang dibutuhkan, darimana dan bagaimana data diperoleh. Juga dijelaskan teknik yang digunakan untuk mengolah data dalam memecahkan permasalahan.
BAB VI ANALISIS PEMECAHANMASALAH
Pada bab ini dilakukan pembahasan dan analisis terhadap hasil pengolahan data untuk kemudian dapat diambil kesimpulan dan saran yang tepat untuk mencapai tujuan penelitian.
BAB VII KESIMPULAN DAN SARAN
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Cahaya Kawi Ultra Polyintraco (PT. CAKUP) merupakan perusahaan yang bergerak di bidang manufaktur, yang memproduksi spring bed dengan merek dagang Big Land. PT. Cahaya Kawi Ultra Polyintraco berada di Jl. Eka Surya Gg. Sidodadi Lingkungan XXII Kelurahan Gedung Johor, Deli Tua, Medan.
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
PT. Cahaya Buana Group mempunyai tekad untuk menjadi perusahaan furniture yang memimpin pasar dan memiliki citra positif serta bersahabat bagi semua pihak sehingga diakui sebagai aset nasional. Big Land Spring bed yang merupakan produk dari PT. Cahaya Kawi Ultra Polyintraco merupakan anggota dari International Sleep Products Association (ISPA) yang merupakan lembaga bagi perusahaan- perusahaan yang memproduksi spring bed berkualitas.
2.2. Ruang Lingkup Bidang Usaha
PT. Cahaya Kawi Ultra Polyintraco memfokuskan usahanya pada pembuatan spring bed. Spring bed yang diproduksi merupakan tempat tidur yang siap dipasarkan kepada konsumen langsung maupun distributor dengan daerah pemasaran di seluruh Sumatera Utara dengan fokus utama di daerah kota Medan, Aceh, Sibolga, Padang Sidempuan, Nias, Kisaran, Rantau Prapat, Tanjung Balai. Selain di Medan, PT. CAKUP juga memiliki kantor perwakilan di daerah- daerah lain di Indonesia meliputi Bogor, Padang, Palembang, dan Jakarta. PT. CAKUP juga menjadi distributor produk-produk furniture seperti kursi kantor, meja belajar, lemari pakaian dan sebagainya.
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
produk yang perbedaannya didasarkan pada kain quilting, jumlah per bulat, dan busa yang digunakan, yaitu :
1. Platinum, dengan spesifikasi tebal kain qulting 3 cm, jumlah per bulat 510 buah, dan busa yang digunakan NG (tebal 2,5 cm) dan busa A II (tebal 2 cm). 2. Golden, dengan spesifikasi tebal kain qulting 2,4 cm, jumlah per bulat 484
buah, dan busa yang digunakan adalah busa A II (tebal 3,5 cm).
3. Silver, dengan spesifikasi tebal kain qulting 1,4 cm, jumlah per bulat 430 buah, dan busa yang digunakan adalah busa A II (tebal 2 cm).
4. Bigline, dengan spesifikasi tebal kain qulting 1,4 cm, jumlah per bulat 430 buah, dan busa yang digunakan adalah busa A II (tebal 1,5 cm).
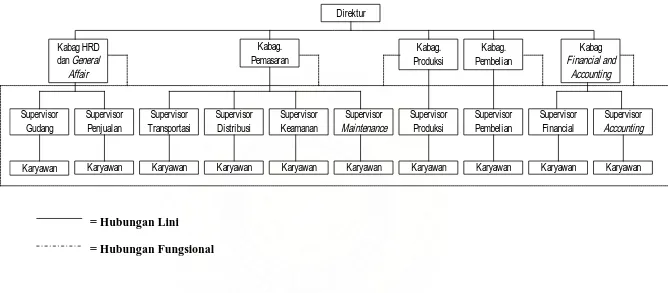
2.3. Organisasi dan Manajemen 2.3.1. Struktur Organisasi PT. CAKUP
Organisasi merupakan sekelompok orang yang bekerja sama untuk mencapai suatu tujuan tertentu, sedangkan struktur organisasi adalah kerangka antar hubungan dari orang-orang atau unit-unit organisasi yang masing-masing memiliki tugas, tanggung jawab dan wewenang tertentu. Dalam suatu struktur organisasi harus menunjukkan satuan-satuan organisasi dan garis wewenang sehingga terlihat jelas batasan-batasan tugas, wewenang dan tanggung jawab dari setiap personil dalam organisasi. Dengan demikian diharapkan adanya suatu kejelasan arah dan kordinasi untuk mencapai tujuan perusahaan.
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
dengan adanya pembagian tugas, wewenang dan tanggung jawab dari pimpinan tertinggi kepada unit-unit organisasi yang berada di bawahnya dalam bidang pekerjaan tertentu secara langsung, serta pemberian wewenang dan tanggung jawab yang bergerak vertikal ke bawah dengan pendelegasian yang tegas melalui jenjang hirarki yang ada. Struktur organisasi fungsional dapat dilihat dengan adanya pemisahan/pembagian tugas, pendelegasian wewenang serta pembatasan tanggung jawab yang tegas pada setiap bidang yaitu produksi, personalia, dan pemasaran berdasarkan fungsinya masing-masing dalam struktur organisasinya. Hal ini dibuat sesuai dengan kebutuhan serta kelancaran dan kemajuan usaha organisasi dalam mencapai tujuan perusahaan. Struktur organisasi PT. CAKUP dapat dilihat pada Gambar 2.1.
2.3.2. Uraian Tugas dan Tanggung Jawab
Untuk menggerakkan suatu organisasi dibutuhkan personil yang memegang jabatan tertentu dalam organisasi dimana masing-masing personil mempunyai tugas dan tanggung jawab sesuai dengan jabatannya. Tanggung jawab yang diberikan harus seimbang dengan wewenang yang diterima.
Uraian tugas dan tanggung jawab untuk masing-masing bagian pada PT. Cahaya Kawi Ultra Polyintraco disajikan dalam Lampiran 1.
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
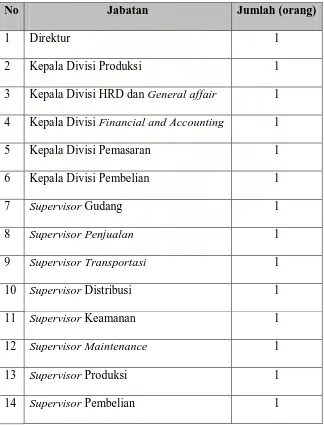
Jumlah tenaga kerja pada PT. Cahaya Kawi Ultra Polyintraco sebanyak 85 orang, yang terdiri dari staf dan karyawan. Yang dapat digolongkan staf pekerja pada tingkat kepala divisi dan kepala bagian (supervisor) dan yang digolongkan sebagai karyawan adalah pekerja langsung pada bagian produksi juga termasuk satpam. Status karyawan dalam perusahaan ini dibagi atas dua jenis berdasarkan frekuensi penggajiannya, yaitu:
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
Direktur
Kabag. Pemasaran Kabag HRD
dan General Affair
Kabag. Produksi
Kabag. Pembelian
Kabag Financial and
Accounting
Supervisor Gudang
Supervisor Penjualan
Karyawan Karyawan
Supervisor Transportasi
Supervisor Distribusi
Karyawan Karyawan
Supervisor Keamanan
Supervisor Maintenance
Karyawan Karyawan
Supervisor Produksi
Karyawan
Supervisor Pembelian
Karyawan
Supervisor Financial
Karyawan
Supervisor Accounting
Karyawan
= Hubungan Lini
[image:34.842.114.782.91.384.2]= Hubungan Fungsional
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
2. Karyawan mingguan dengan gaji yang dibayar dua minggu sekali. Yang termasuk karyawan mingguan adalah semua karyawan baik dari karyawan gudang sampai dengan karyawan bagian accounting.
[image:35.595.151.475.304.731.2]Perincian jumlah tenaga kerja yang ada di PT. CAKUP dapat dilihat pada Tabel 2.1.
Tabel 2.1. Perincian Jumlah Tenaga Kerja pada PT. Cahaya Kawi Ultra Polyintraco
No Jabatan Jumlah (orang)
1 Direktur 1
2 Kepala Divisi Produksi 1
3 Kepala Divisi HRD dan General affair 1 4 Kepala Divisi Financial and Accounting 1
5 Kepala Divisi Pemasaran 1
6 Kepala Divisi Pembelian 1
7 Supervisor Gudang 1
8 Supervisor Penjualan 1 9 Supervisor Transportasi 1
10 Supervisor Distribusi 1
11 Supervisor Keamanan 1
12 Supervisor Maintenance 1
13 Supervisor Produksi 1
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
[image:36.595.151.478.191.563.2]15 Supervisor Financial 1
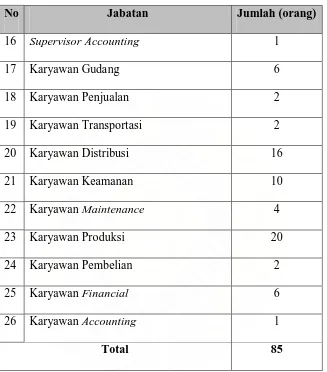
Tabel 2.1. Perincian Jumlah Tenaga Kerja pada PT. Cahaya Kawi Ultra Polyintraco (Lanjutan)
No Jabatan Jumlah (orang)
16 Supervisor Accounting 1
17 Karyawan Gudang 6
18 Karyawan Penjualan 2
19 Karyawan Transportasi 2
20 Karyawan Distribusi 16
21 Karyawan Keamanan 10
22 Karyawan Maintenance 4
23 Karyawan Produksi 20
24 Karyawan Pembelian 2
25 Karyawan Financial 6
26 Karyawan Accounting 1
Total 85
Sumber : PT. Cahaya Kawi Ultra Polyintraco Tahun 2009
2.3.3.2. Jam Kerja
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
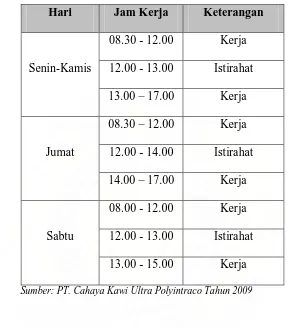
[image:37.595.159.447.192.520.2]lembur. Pembagian jam kerja pada PT. Cahaya Kawi Ultra Polyintraco dapat dilihat pada Tabel 2.2. berikut.
Tabel 2.2. Jam Kerja PT. Cahaya Kawi Ultra Polyintraco Hari Jam Kerja Keterangan
Senin-Kamis
08.30 - 12.00 Kerja 12.00 - 13.00 Istirahat 13.00 – 17.00 Kerja
Jumat
08.30 – 12.00 Kerja 12.00 - 14.00 Istirahat 14.00 – 17.00 Kerja
Sabtu
08.00 - 12.00 Kerja 12.00 - 13.00 Istirahat 13.00 - 15.00 Kerja Sumber: PT. Cahaya Kawi Ultra Polyintraco Tahun 2009
2.3.4. Sistem Pengupahan dan Fasilitas yang Digunakan
Unit organisasi yang terkait dalam sistem penggajian dan pengupahan pada PT. Cahaya Kawi Ultra Polyintraco dilakukan dan ditangani oleh bagian Finance and Accounting. Pengawasan sistem penggajian dan pengupahan terdiri atas :
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
PT. Cahaya Kawi Ultra Polyintraco menerapkan sistem pencatatan waktu hadir dengan menggunakan clock card dan apabila clock card tersebut rusak, maka pencatatan dilakukan secara manual oleh bagian satpam.
Sistem penggajian pada PT. Cahaya Kawi Ultra Polyintraco bervariasi. Untuk direktur sampai dengan supervisor penggajian dilakukan pada akhir tanggal setiap bulannya, sedangkan untuk karyawan, mulai dari karyawan gudang sampai karyawan accounting penggajian dilakukan setiap 2 minggu sekali. Perusahaan juga memberikan upah lembur kepada karyawan yang bekerja diatas jam kerja normal dengan perhitungan sebagai berikut :
1. Untuk Hari Biasa
a. Untuk satu jam lembur pertama adalah
2 1
1 (satu setengah) x upah per jam.
b. Untuk dua jam berikutnya adalah 2 x upah per jam.
Dimana upah kerja lembur per jam adalah 1/160 x gaji perbulan. Gaji perbulan disesuaikan dengan UMR (Upah Minimum Regional).
2. Untuk Hari Besar/ Libur
Perhitungan upah lembur bagi karyawan yang bekerja pada hari libur dan hari besar adalah 2 x gaji per hari kerja biasa.
2.3.4.1. Tunjangan
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
1. Tunjangan Hari Raya (THR)
Besarnya adalah tambahan satu bulan gaji bagi karyawan yang mempunyai masa kerja lebih dari satu tahun.
2. Tunjangan Selama Sakit
Diberikan kepada karyawan yang sedang dalam perawatan sakit dan tidak dapat bekerja yang dapat dinyatakan dengan surat keterangan dokter. Hanya pekerja yang telah bekerja lebih dari 2 tahun yang mendapat tunjangan ini.
3. Tunjangan Insentif
Diberikan dengan cara ditambahkan ke dalam upah karyawan sesuai dengan prestasi kerja yang ditunjukkan masing- masing karyawan.
2.3.4.2. Fasilitas
Fasilitas lain yang diberikan perusahaan kepada karyawannya adalah: 1. Jaminan Sosial Tenaga Kerja (JAMSOSTEK) dan Asuransi Jiwa
JAMSOSTEK diberikan kepada karyawan mingguan, sedangkan bagi karyawan bulanan diberikan asuransi jiwa dari Manulife. Walaupun kecelakaan kerja sangat kecil, PT. Cahaya Kawi Ultra Polyintraco tetap melaksanakan program keselamatan kerja bagi karyawannya melalui jasa JAMSOSTEK.
2. Cuti
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
2.4. Proses Produksi 2.4.1. Bahan
Bahan-bahan yang diperlukan dalam pembuatan spring bed berasal dari induk perusahaan yaitu PT. Cahaya Buana Intitama yang ada di Sentul dan sebagian lagi diperoleh dari pabrik-pabrik lokal yang ada di Medan.
2.4.1.1. Bahan Baku
Bahan baku merupakan semua bahan yang digunakan sebagai bahan dasar serta memiliki komposisi terbesar dalam pembuatan produksi dimana sifat dan bentuknya akan mengalami perubahan. Bahan baku yang digunakan dalam memproduksi spring bed adalah:
1. Papan Tripleks
Papan tripleks yang digunakan memiliki ukuran 180 x 200 x 80 cm. 2. Rangka kayu
Rangka kayu yang digunakan memiliki ukuran 200 x 180 cm. 3. Per Spiral
Per ini berbentuk lilitan kawat besar berbentuk spiral. Diameter yang digunakan beragam dengan tinggi per 15 cm. Koefisien elastisitas per yang dipakai adalah 2,2 N/m.
4. Kain Quilting
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
sebanyak 2 x 180 x 200 cm, sedangkan untuk tabung digunakan kain quilting dengan ketebalan 0,5 cm dan panjang sebesar 200 cm. Kain quilting yang dipakai terbuat dari kain jaquar.
5. Benang Nylon
Benang ini digunakan untuk seluruh proses penjahitan baik penjahitan kain quilting maupun penjahitan tabung dan matras. Benang nylon yang digunakan untuk seluruh proses penjahitan sebanyak 24,835 cm.
6. Peluru HR-22
Peluru ini berfungsi untuk merekatkan hard pad dan rakitan per pada matras dan dipan.
7. Lateks
Lateks berfungsi untuk merekatkan busa dengan kain quilting pada matras dan dipan.
8. Hard pad
Hard pad merupakan pelapis rakitan per pertama yang berfungsi untuk meredam per. Hard pad yang digunakan berukuran 2 x 200 cm x 180 cm yaitu untuk bagian atas dan bawah rakitan per.
9. Kain Blacu
Kain blacu digunakan sebagai penguat kain quilting pada saat proses perekatan HR-22.
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
Per bulat yang digunakan adalah per oval dengan diameter 2,5 mm dan tinggi sebesar 15 cm. Umur per diperkirakan sekitar 15 tahun dengan koefisien elastisitas 2,2 N/m dan pengujian dilakukan oleh pihak supplier. 11.Per Pinggir
Per pinggir yang digunakan adalah per pinggir dengan diameter 3,5 mm dengan tinggi sebesar 15 cm. Umur per diperkirakan sekitar 15 tahun dengan koefisien elastisitas sebesar 2,2 N/m dan pengujian dilakukan oleh pihak supplier. Per pinggir diletakkan di sekeliling rakitan per bulat. 12.Kawat Ulir
Kawat ulir yang digunakan memiliki diameter sebesar 1,4 mm yang berfungsi sebagai penghubung antara per bulat yang satu dengan per bulat lainnya dalam sebuah rakitan per.
13.Lis Kawat Ø 4,2 mm
Lis kawat yang digunakan memiliki diameter 4,2 mm yang berfungsi membingkai rakitan per agar menjadi lebih kokoh.
14.Busa A II
Busa yang digunakan memiliki daya fleksibilitas (density) 24 kg/m3 dengan ketebalan 4 cm.
15.Busa S II
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
Plastik ini dengan ketebalan 1 mm digunakan untuk menutup bagian belakang sandaran spring bed dan bagian bawah dipan.
17.Mur
Mur digunakan untuk merakit kaki sandaran. 2.4.1.2. Bahan Tambahan
Selain menggunakan bahan baku juga digunakan bahan-bahan lain sebagai bahan pelengkap dalam memudahkan proses dan meningkatkan kualitas produk yang dihasilkan yang disebut dengan bahan tambahan. Bahan tambahan yang ditambahkan pada produk sehingga menghasilkan suatu produk akhir yang siap dipasarkan dapat berupa aksesoris atau kemasan. Bahan tambahan yang digunakan dalam proses pembuatan spring bed adalah:
1. Label
Label Big Land digunakan untuk meyatakan merek dari spring bed tersebut. 2. Karton Sudut
Digunakan untuk membungkus produk pada saat pengiriman. 3. Sticker
Mencantumkan spesifikasi dari spring bed . 4. Isolatip
Isolatip digunakan untuk merekatkan semua bahan tambahan pada spring bed. 5. Plastik Mika
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
Plastik PE dengan ketebalan sebesar 1 mm digunakan untuk membungkus spring bed agar tidak kotor.
7. Kartu Garansi
Berfungsi memberikan jaminan produk kepada konsumen. 8. Lubang Angin Emas
Lubang angin emas digunakan agar terjadi pertukaran udara pada busa sehingga busa tetap mengembang.
2.4.1.3. Bahan Penolong
Bahan penolong yaitu bahan yang ikut dalam proses tetapi tidak nampak dalam produk akhir. PT. Cahaya Kawi Ultra Polyintraco tidak menggunakan bahan penolong didalam proses pembuatan spring bed.
2.4.2. Uraian Proses Produksi
Secara umum proses pembuatan spring bed di PT. Cahaya Kawi Ultra Polyintraco diklasifikasikan dalam 3 tahapan proses, yaitu :
A. Sandaran spring bed, terdiri dari beberapa stasiun yaitu : 1. Pemotongan
2. Perekatan 3. Pembungkusan
B. Matras spring bed, terdiri dari beberapa stasiun yaitu : 1. Perakitan Per
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
3. Penjahitan 4. Perekatan 5. Penjahitan Lis 6. Pembungkusan
C. Dipan spring bed, terdiri dari beberapa stasiun yaitu : 1. Perakitan Per
2. Pemotongan
3. Penjahitan Kain Quilting 4. Penjahitan Lis
5. Perekatan 6. Pembungkusan
2.4.2.1. Pembuatan Sandaran Spring bed
Pembuatan sandaran spring bed terbagi atas 3 bagian yaitu: 1. Pemotongan
Tripleks dipotong secara manual dengan menggunakan gergaji tangan sesuai dengan pola yang diinginkan. Tripleks lalu dilubangi untuk tempat meletakkan kancing dengan menggunakan mesin bor. Busa dipotong mengikuti pola rangka tripleks dengan menggunakan pisau. Pada sisi-sisi busa dibuat goresan-goresan yang digunakan sebagai pola didalam pemotongan kain oscar. Setelah itu, kain oscar dipotong sesuai dengan spesifikasi yang diinginkan.
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
Busa yang telah dipola direkatkan pada rangka sandaran menggunakan lateks. Kancing sebanyak 16 buah direkatkan dengan menggunakan benang nylon. Kemudian direkatkan lagi kain oscar yang telah diberi busa dengan menggunakan staples 3001J. Pada bagian tengah rangka yang telah di bor dipasangkan logo Big Land dengan menggunakan benang nylon.
3. Pembungkusan
Langkah terakhir adalah perekatan plastik mika dengan staples 3001 J dan pemasangan plastik produk non woven pada sisi belakang sandaran sambil meletakkan kaki sandaran denga mur sebanyak 4 buah. Kemudian dilanjutkan dengan merekatkan plastik PE pada sisi depan sandaran dengan isolatip.
Pemotongan Kain Oscar Pemotongan Tripleks
Pemotongan Busa Perakitan Sandaran
Pembungkusan
Gambar 2.2. Blok Diagram Proses Pembuatan Sandaran Spring Bed
2.4.2.2.Pembuatan Matras Spring bed
Proses pembuatan matras spring bed terbagi atas: 1. Perakitan Per
Per bulat dirakit dengan kawat lilitan membentuk balok yang berukuran 200 x 180 x 15 cm dengan menggunakan 500 buah per bulat yang berdiameter 2,5 mm dan 3 kg kawat lilitan.
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
Kemudian rakitan per tersebut ditambah dengan per pinggir 500 buah dengan diameter 3,5 mm dan diberi kawat lis dengan diameter 4,2 mm. Per pingggir ditempatkan pada sekeliling bagian luar rakitan per dengan menggunakan gun CL-73. Fungsi dari penembakan gun CL-73 ini adalah untuk menguatkan konstruksi per dan menambah kekuatan tekan.
3. Penjahitan Kain Quilting
Kain polos, busa dijahit di mesin quilting untuk mendapatkan kain quilting dengan ukuran 50 x 2,1 m.
4. Pemotongan
Kain quilting dipotong sesuai spesifikasi matras spring bed 6 kaki yaitu untuk matras atas dan matras bawah memiliki ukuran 2 x (200 x 180 x 3) cm dan untuk tabung 2 x (200 +180) x 1 cm. Setelah itu dilakukan pemotongan hard pad dengan ukuran luas sama dengan matras bawah dan atas.
5. Penjahitan
Kain blacu yang akan dijahitkan pada ujung- ujung kain quilting dipotong sebanyak 2 buah @7,6 m untuk kain quilting atas dan bawah. Kain blacu juga dijahitkan untuk kain quilting bagian tabung. Fungsi penjahitan kain blacu ini adalah untuk menguatkan kain quilting pada saat penarikan dengan tembakan gun HR-22. Pada bagian ini juga akan meletakkan label, kartu garansi pada spring bed.
6. Perekatan
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
kain quilting direkatkan dengan menggunakan lateks. Setelah selesai bagian atas matras kemudian rakitan per dibalik untuk menyelesaikan rakitan bagian bawah dan dilakukan hal yang sama seperti sebelumnya yaitu merekatkan hard pad, busa dan kain quilting. Untuk bagian tabung yaitu sekeliling bagian luar rakitan direkatkan busa dan kain quilting saja.
7. Penjahitan Lis
Lis adalah kain panah emas yang akan merekatkan matras atas dan bawah dengan tabung. Kain lis dijahit dengan mesin corner bersamaan dengan memasang lubang angin emas sebanyak 4 buah. Fungsi dari lubang angin emas ini adalah untuk menambah keindahan pada matras spring bed serta memberikan sirkulasi udara sehingga busa tetap empuk.
8. Pembungkusan
Langkah terakhir adalah meletakkan kartun sudut. Kartun sudut berfungsi agar sudut-sudut spring bed terlindungi pada saat distribusi karena sudutnya sangat mudah rusak. Setelah itu dibungkus dengan menggunakan plastik mika yang direkatkan dengan menggunakan isolatip. Kemudian stiker ukuran diletakkan pada plastik mika.
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
Perakitan Per
Perakitan Kawat Lis
Perekatan
Penjahitan Lis
Pembungkusan Pemotongan
Penjahitan Penjahitan Kain Quilting
Gambar 2.3. Blok Diagram Proses Pembuatan Matras Spring Bed
2.4.2.3. Pembuatan Dipan Spring bed
Pembuatan dipan spring bed terbagi atas: 1. Pemotongan
Pemotongan goni bagor dengan ukuran 200 x 180 cm, kemudian kain polos yang telah melalui proses quilting dengan ukuran 50 x 2,1 m dipotong sesuai spesifikasi dipan spring bed 6 kaki yaitu 200 x 180 cm untuk matras atas dan untuk tabung 2 x (200 +180) x 15 cm. sedangkan untuk dipan bawah digunakan kain non woven hitam dengan ukuran 200 x 180 cm. Setelah itu dilakukan pemotongan hard pad dengan ukutan luas sama dengan dipan. Pemotongan selanjutnya adalah pemotongan busa AII dan SII dengan spesifikasi 200 x 180 x 4 cm untuk matras bawah dan atas dan untuk tabung 2 x (200 + 180) x 15 cm.
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
Kain quilting tabung dijahitkan kekain quilting bagian atas dengan menggunakan mesin jahit biasa.
3. Perekatan
Pada rangka dipan atas direkatkan kain polos dengan staples 3001 J selanjutnya per yang telah dirakit direkatkan dengan gun Bostitch. Kemudian hard pad yang telah dipotong direkatkan pada sisi atas dengan menggunakan gun HR-22. Setelah itu direkatkan busa dan kain quilting dengan menggunakan lateks.
4. Penjahitan Lis
Lis yang dimaksud disini adalah kain lis panah emas yang akan merekatkan matras atas dan bawah dengan tabung. Kain lis dijahit dengan mesin corner bersamaan dengan memasang lubang angin emas sebanyak 4 buah.
5. Pembungkusan
Langkah terakhir adalah meletakkan label, kartu garansi dan kartun sudut. Setelah itu dibungkus dengan plastik mika yang direkatkan dengan menggunakan staples sedangkan untuk bagian bawah dipan direkatkan kain non woven dengan staples 300 J. Setelah itu memasang kaki dipan dengan skrup. Kemudian sticker ukuran diletakkan diatas plastik mika.
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
Penjahitan Kain Quilting Pemotongan
Perakitan Divan
Pembungkusan Penjahitan
Perakitan Per
Gambar 2.4. Blok Diagram Proses Pembuatan Dipan Spring Bed
2.5. Mesin dan Peralatan
Mesin yang digunakan di PT.Cahaya Kawi Ultra Polyintraco sebagian besar adalah buatan luar negeri seperti Cina, Taiwan, Jepang dan Italia. Namun ada juga yang dibeli dari dalam negeri. Teknologi yang digunakan dalam pelaksanaan proses produksi di pabrik tidaklah terotomatisasi, dimana seluruh kegiatan melibatkan tenaga manusia sebagai operator yang mendesain, mengoperasikan dan mengontrol jalannya proses produksi di pabrik. Dalam penulisan laporan ini mesin didefenisikan sebagai alat pemindah daya, jadi hanya berfungsi untuk mempermudah kerja.
2.5.1. Mesin Produksi
Adapun mesin yang digunakan diperusahaan ini dalam pembuatan spring bed adalah sebagai berikut :
1. Mesin ram
Fungsi : Merakit per-per menjadi rangka matras
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
Buatan : China
Kapasitas : 8 Spring bed/ Hari Power Elektormotor : 1,5 KW (2 HP) Tegangan Elektromotor : 380 Volt Fasa Elektromotor : 3 fasa
Type Belt : A 43
Lebar Belt : 1,5 cm
Tebal Belt : 1 cm
Panjang Belt : 50 cm Frekuensi : 50 Hz
Jumlah : 4 unit
2. Gun CL 73
Fungsi : Merakit per pinggir disekeliling luar rangka
Merk : Hard Coo
Buatan : Jepang
Kapasitas : 16 Spring bed/ Hari Power dari kompresor : 55 – 100 psi
Tegangan : 220 Volt
Jumlah : 2 unit
3. Gun Etona (Staples 3001 J)
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
Merk : Unicatch
Buatan : China
Kapasitas : 16 Spring bed/ Hari Power dari kompresor : 55-100 psi
Tegangan : 220 Volt
Jumlah : 2 unit
4. Kompresor angin
Fungsi : Penghasil tenaga angin untuk menjalankan mesin Gun CL 73 dan HR 22
Merk : ABAC
Buatan : Italia
Kapasitas : 10 bar/ 140 psi Power Elektormotor : 5,5 HP
Tegangan Elektromotor : 220 Volt Fasa Elektromotor : 2 fasa Diameter Tabung : 40 cm Panjang Tabung : 130 cm
Jumlah : 2 unit
5. Gun HR 22
Fungsi : Merekatkan rangka matras dengan hard pad
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
Buatan : Jepang
Kapasitas : 16 Spring bed/ Hari Power dari Kompresor : 5,5-100 psi
Tegangan : 220 Volt
Jumlah : 4 unit
6. Mesin Jahit Corner
Fungsi : Menjahit kain quilting pada matras atas dan bawah dengan sisi tabung
Merk : Shiang Wang
Buatan : Taiwan
Kapasitas : 10 Spring bed/ Hari Power Elektormotor : 12,3 KW
Tegangan : 220 Volt Fasa Elektromotor : 2 fasa
Jumlah : 2 unit
7. Mesin Bor
Fungsi : Melubangi tempat kancing pada sandaran
Merk : Makita
Buatan : Jepang
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
Tegangan : 220 Volt Fasa Elektromotor : 2 fasa
Jumlah : 4 unit
8. Mesin Jahit Biasa
Fungsi : Menjahit kain quilting pada tabung, menjahit kain quilting pada dipan, menjahit kain quilting pada matras, menjahit kain blacu, menjahit label pada spring bed.
Merk : Brother
Buatan : Jepang
Kapasitas : 20 Spring bed/ Hari Power Elektormotor : 0,33 KW (0,33 HP) Tegangan : 220 Volt
Jumlah : 2 unit
9. Generator set (Genset)
Fungsi : Sumber tegangan listrik pengganti PLN
Merk : Mitsubishi
Buatan : Jepang
Tegangan : 140 KVA
Fasa Elektromotor : 3 fasa
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
2.5.2. Peralatan
Peralatan-peralatan yang digunakan pada perusahaan saat ini dapat dilihat pada Tabel 2.4.
2.5.3. Utilitas
Unit utilitas merupakan penunjang bagi unit lain dalam pabrik atau merupakan sarana penunjang untuk menjalankan suatu pabrik dari tahap awal sampai produk akhir.
PT. Cahaya Kawi Ultra Polyintraco mempunyai utilitas sebagai berikut : 1. Energi Listrik yang diperoleh dari PLN dengan kebutuhan setiap bulan
sekitar 30.000 KWH.
2. Air, untuk kebutuhan penyediaan air didapat dari PDAM Tirtanadi dengan kebutuhan tiap bulannya sekitar 100 M3.
Tabel 2.4. Spesifikasi Peralatan
No Nama Spesifikasi Manfaat
1 Gergaji Jumlah : 4 Unit
Memotong triplek rangka sandaran
2 Tang Potong Hit Jumlah : 4 Unit Memotong kawat
3 Alat Pelapis Kancing
Jumlah : 2 Unit Melapis kancing dengan kain atau plastik
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
kaki spring bed 5 Meteran Jumlah : 6 Unit Mengukur kain 6 Gunting Jumlah : 10 Unit Memotong Busa
7 Hand Lift 4 Unit
Memindahkan bahan baku atau bahan jadi
Sumber: PT. Cahaya Kawi Ultra Polyintraco Tahun 2009
2.5.4. Safety and Fire Protection
Pada umumnya pabrik memiliki resiko besar terhadap kebakaran demikian pula PT. Cahaya Kawi Ultra Polyintraco belajar dari pengalaman terdahulu. Dari pengalaman yang pernah terjadi kebakaran diketahui dari adanya korsleting atau terjadi hubungan singkat pada listrik.
Dalam hal ini faktor safety yang merupakan tindakan pengamanan, berupa pencegahan terhadap bahaya kebakaran yang mungkin timbul. Maka perusahaan ini melakukannya dengan memisahkan letak bahan baku yang mudah terbakar dengan sumber api.
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
2.5.5. Waste Treatment
Setiap perusahaan perlu memperhatikan masalah limbah. Limbah yang dihasilkan sepanjang proses produksi berlangsung terdiri dari potongan busa, potongan kain quilting dan serpihan kawat. Masing-masing dikelola dengan cara yang berbeda.
Limbah berupa potongan busa dan potongan kain quilting dijual kapada pedagang kecil dan masyarakat sekitar perusahaan untuk dijadikan bantal dan limbah berupa serpihan kawat dikumpulkan ditempat penampungan sementara yang selanjutnya dijual pada industri kecil dan hasil dari penjualan ini digunakan perusahaan sebagai dana kemanusiaan tambahan untuk para karyawan.
2.5.6. Maintenance
Maintenance merupakan proses perawatan terhadap mesin dan alat kerja untuk mencegah terjadinya kerusakan dan kesalahaan pada saat proses produksi berlangsung. Perawatan ini ditujukan agar proses seluruh produksi dapat berjalan dengan baik, sehingga tidak ada hambatan yang disebabkan oleh mesin atau peralatan yang dapat mengakibatkan cacat pada produk dan keterlambatan waktu penyelesaian produk yang berakibat pada keterlambatan waktu pengiriman.
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
dilakukan secara berkala hanya saja frekuensinya masih sangat jarang yaitu sebulan sekali.
BAB III
LANDASAN TEORI
3.1. Perencanaan Produksi
3.1.1. Pengertian Perencanaan Produksi
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
seperti dinyatakan didalam rencana bisnis keseluruhan3
3.1.2. Fuzzy Linear Programming
. Salah satu tujuan utamanya adalah untuk membangun tingkat produksi yang akan mencapai tujuan manajemen dengan berusaha untuk menjaga keadaan sumberdaya yang stabil. Hal ini harus diperluas melewati horizon perencanaan yang mencukupi untuk rencana tenaga kerja, perlengkapan, fasilitas, material, dan keuangan yang dibutuhkan untuk menyelesaikan rencana produksi. Karena rencana ini mempengaruhi fungsi-fungsi perusahaan, maka diperlukan informasi dari pemasaran, manufaktur, engineering, keuangan, material dan lainnya.
Perencanaan produksi agregat adalah metode perencanaan kapasitas jangka menengah khususnya meliputi dari 2 sampai 12 bulan. Seorang perencana harus memperhatikan tingkat output, level pekerja dan perubahannya, level persediaan dan perubahannya untuk meminimumkan total biaya untuk produksi, overtime, gaji, penyewaan, pemberhentian, persediaan dan subkontrak. Tujuan perencanaan produksi adalah menyusun suatu rencana produksi untuk memenuhi permintaan pada waktu yang tepat dengan menggunakan sumber-sumber atau alternatif-alternatif yang tersedia dengan biaya yang paling minimum keseluruhan produk.
4
Masalah pemrograman linear adalah untuk menemukan nilai minimum atau maksimum dari fungsi linear berdasarkan batasan yang diwakili oleh
3
Jack M. Walker. Handbook of Manufacturing Engineering, (Florida, 1996) Hal: 507
4
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
pertidaksamaan atau persamaan. Masalah pemrograman linear yang paling umum adalah:
Minimumkan (atau Maksimumkan) c1x1+c2x2 +...+cnxn Dengan Batasan: 0 ,... , ... ... ... ... ... ... ... ... 2 1 2 2 1 1 2 2 2 22 1 21 1 1 2 12 1 11 ≥ ≤ + + + ≤ + + + ≤ + + + n m n mn m m n n n n x x x b x a x a x a b x a x a x a b x a x a x a
Fungsi untuk meminimumkan (atau memaksimumkan) disebut dengan fungsi tujuan (objective function). Sejumlah ci(i Nn) adalah koefisien biaya, dan vektornya disebut vektor biaya. Matriks A = [aij], dimana i Nm dan j Nn disebut matriks batasan, dan vektor b = (b1, b2, …bm)T disebut vektor sisi kanan. Formulasi masalah ini dapat disederhanakan sebagai:
Min z = cx s.t. Ax ≤ b
x ≥ 0,
dimana x = (x1, x2, …xn)T adalah vector variable. Himpunan vector x yang memenuhi semua batasan disebut himpunan layak (feasible solution).
Didalam banyak situasi praktis, suatu yang tidak beralasan bahwa batasan atau fungsi tujuan pada masalah pemrograman linear dapat ditentukan dengan tepat, suatu yang pasti. Pada situasi tersebut, dibutuhkan untuk menggunakan beberapa tipe pemrograman linear fuzzy (Fuzzy Linear Programming).
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
∑
n= j j jX C 1 max s.t. ) ( 0 ) ( 1 n j m n j i j ij N j X N i B X A ∈ ≥ ∈ ≤∑
=dimana Aij, Bi, Cj adalah angkah fuzzy, dan Xj adalah variabel yang menentukan nilai fuzzy (i∈Nm,j∈Nn), operasi penambahan dan perkalian adalah operasi aritmatik fuzzy. Untuk tipe umum ini terdapat dua kasus khusus masalah pemrograman linear fuzzy.
Kasus 1. masalah pemrograman linear fuzzy yang hanya sisi kanan Bi adalah nilai
fuzzy:
∑
n= jj jx
c 1
max s.t.
) ( 0 ) ( 1 n j m n j i j ij N j x N i B x a ∈ ≥ ∈ ≤
∑
=kasus 2. masalah pemrograman linear fuzzy yang sisi kanan Bi dan koefisien Aij dari matriks batasan adalah nilai fuzzy
∑
n= j j jx c 1 max s.t. ) ( 0 ) ( 1 n j m n j i j ij N j X N i B X A ∈ ≥ ∈ ≤∑
=Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
fuzzy adalah nilai nyata yang menunjukkan kompromi dari nilai fuzzy yang terlibat.
Nilai fuzzy Bi (i∈Nm)secara khusus memiliki bentuk:
≤ + + < < − + ≤ = x p b if p b x b if p x p b b x if x B i i i i i i i i i i 0 1 ) (
Dimana (x∈ℜ). Untuk setiap vektor x = (x1, x2, …xn), pertama dihitung tingkat, Di(x) untuk x yang memenuhi batasan ke-i (i∈Nm)dengan formula:
=
∑
= n j j ij ii x B a x
D
1
) (
Tingkat ini adalah himpunan fuzzy pada ℜn, dan interseksinya,
m i i D 1 = , adalahhimpunan layak fuzzy.
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
1
0
[image:64.595.125.500.109.530.2]bi bi + pi R
Gambar 3.1. Nilai fuzzyTrapesium
1
0
s s + r R
A={s, l, r}
s - l
l r
Gambar 3.2. Nilai Fuzzy Segitiga
Tipe nilai fuzzy yang digunakan dalam masalah pemrograman linear fuzzy adalah batas atas nilai optimal zu, diperoleh dengan masalah pemrograman linear yang serupa yang mana setiap bi diganti dengan bi + pi:
cx z= max
) (
0
) (
1
n j
m i
n
j
i j ij
N j x
N i p
b x a
∈ ≥
∈ +
≤
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
Kemudian himpunan nilai optimal fuzzy G, yang mana subset fuzzy ℜn, didefenisikan dengan: ≤ ≤ ≤ − − ≤ = l u l l u l u z cx if z cx z if z z z cx cx z if x G 0 1 ) (
Kemudian masalah fuzzy diatas menjadi masalah optimisasi klasik: λ max s.t. ) ( 0 , ) ( ) ( 1 n j m n i i i j ij i l i u N j x N i p b x a p z cx z z ∈ ≥ ∈ + ≤ + ≤ − −
∑
= λ λ λMasalah diatas adalah masalah untuk menemukan x∈ℜnsehingga:
) ( 1 x G D m i i ∩ =
Yaitu menemukan nilai yang memenuhi batasan dan tujuan dengan derajat maksimum.
3.2. Pengukuran Kerja5
Pengukuran waktu kerja digunakan untuk menentukan waktu baku, yaitu waktu yang dibutuhkan oleh seorang operator dengan kemampuan rata-rata dan pada kecepatan kerja normal untuk melakukan suatu pekerjaan. Dalam melakuka n 3.2.1. Stopwatch Time Study
5
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
pengukuran kerja pada penelitian ini, metode yang akan digunakan adalah stop-watch time study.
Pengukuran kerja ini dilakukan dengan langkah-langkah yang dimulai dengan pengambilan sejumlah pengamatan kerja dengan stop watch untuk setiap elemen kegiatan, menetapkan rating factor dan allowance dari kegiatan yang dilakukan operator, melakukan uji keseragaman data dan kecukupan data, dan melakukan perhitungan waktu baku. Dalam penelitian ini, untuk melakukan pengujian keseragaman dan kecukupan data digunakan tingkat kepercayaan 95% dan tingkat ketelitian 5%.
Pengolahan data dengan menggunakan metode Stop Watch Time Study ini meliputi :
- uji keseragaman data, dengan rumusan : σ
k x
CL= ±
- uji kecukupan data, dengan rumusan :
(
)
(
)
22 2 − =
∑
∑
∑
i i i X X X N s k N- perhitungan waktu normal dan waktu standar.
Wn = Waktu observasi rata-rata x Rating Factor
Allowance Wn Ws % % 100 % 100 − × = Dimana :
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
x = rata-rata data pengamatan σ = simpangan baku data
k = koefisien untuk tingkat kepercayaan, dimana k = 3 untuk tingkat kepercayaan 95%, dan k = 3 untuk tingkat kepercayaan 99%.
s = tingkat ketelitian penelitian N = jumlah data yang dikumpulkan Ws = Waktu standar
Wn = Waktu normal
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
operator bekerja di bawah normal maka harga Rf akan lebih kecil dari 1 (Rf<1). Dan andaikan pengukur berpendapat bahwa operator bekerja secara wajar maka harga Rf akan sama dengan 1 (Rf = 1). Dalam penelitian ini metode penyesuaian yang digunakan adalah metode Westinghouse. Westing house company (1972) memperkenalkan sistem penyesuaian dengan memperhatikan factor-faktor berupa keterampilan (skill), usaha (effort), kondisi kerja (working condition), dan konsistensi (consistency) dari operator di dalam melakukan kerja. Untuk itu westing house membuat suatu tabel yang berisikan nilai-nilai yang berdasarkan tingkatan yang ada untuk masing-masing faktor tersebut. Tabel tersebut disajikan berikut ini.
Tabel 3.1. Tabel Penyesuaian Untuk Metode Westinghouse
Berdasarkan tabel ini maka nilai rating factor dapat ditentukan sebagai berikut :
Hariadi : Perencanaan Produksi Dan Penjadualan Dengan MenggunakanLogika Fuzzy Pada PT. Cahaya Kawi Ultra Polyintraco, 2010.
3.2.3. Kelonggaran (Allowance)
Kelonggaran diberikan untuk tiga hal, yaitu untuk kebutuhan pribadi, menghilangkan rasa fatique, dan hambatan yang tidak dapat terhindarkan.
1. Kelonggaran Waktu untuk Kebutuhan Personal (Personal Allowance)
Pada dasarnya setiap pekerja harus diberikan kelonggaran waktu untuk keperluan yang bersifat kebutuhan pribadi (personal need). Untuk pekerjaan-pekerjaan yang relatif ringan dimana operator bekerja selama 8 jam per hari tanpa istirahat yang resmi sekitar 2% sampai 5 % (10 sampai 24 menit) setiap hari akan dipergunakan untuk kebutuhan-kebutuhan yang bersifat personil ini.