BAB IV
PENGUMPUALAN DAN PENGOLAHAN DATA
4.1. Pengumpulan Data
4.1.1. Lokasi Penelitian
Penulis mengadakan penelitian pada PT. Pratama Abadi Industri yang
beralamat di Jalan Raya Serpong KM. 7, Pakulonan Tangerang 4941.
4.1.2. Gambaran Umum Perusahaan
PT. Pratama Abadi Industri merupakan industri manufaktur yang
memproduksi sepatu untuk berlari (running shoes). Data umum mengenai
perusahaan dapat digambarkan sebagai berikut :
Nama perusahaan : PT. Pratama Abadi Industri
Bentuk badan usaha : Perseroan Terbatas (PT)
Status : Penanaman Modal Asing (PMA)
Status pemilik : Presiden Direktur
Tanggal berdiri : 12 Juni 1989
Alamat : Jalan Raya Serpong KM. 7, Pakulonan Tangerang-Banten
4941, Indonesia.
Usaha inti : Nike contractor, manufaktur sepatu nike untuk pasar
Produk : Nike running shoes
Sepatu dewasa : Street mas cat, kennedy XC, xecellerator, dll.
Sepatu anak : A max iconic, nike impax turn, nike sharksin, dll.
Berdirinya PT. Pratama Abadi Industri berdasarkan akta pendirian yang
telah disetujui oleh menteri kehakiman republic Indonesia dengan surat keputusan
tanggal 3 oktober 1989 No. 02-9337.HT.01.01.1989 yang diubah dengan akta
No.94 tanggal 23 oktober 1992, dan terakhir diubah dengan akta berita acara rapat
No.7 tanggal 2 februari 1993 No. 02-7344.HT.01.04.1993.
PT. Pratama Abadi Industri merupakan penanaman modal asing (PMA)
yang dipimpin oleh seorang presiden direktur, yang juga merupakan pemiik
perusahaan. Perusahaan ini merupakan perusahaan pembuat sepatu olahraga
dengan merek NIKE dengan spesialis sepatu untuk berlari atau running shoes.
4.1.3. Struktur Organisasi
PT. Pratama Abadi Industri telah melakukan restrukturisasi organisasi
sebagai upaya pembenahan organisasi dalam menghadapi persaingan dan tantangan
di dunia industri sepatu. Upaya ini juga bertujuan untuk meningkatkan sistem
manajemen dan kinerja seluruh komponen yang berada pada PT. Pratama Abadi
Industri.
Presiden direktur dalam menjalankan tugas dan tanggung jawabnya,
terutama dalam mendukung pelaksanaan proses produksi secara independen
dibantu oleh tiga wakil presiden, yaitu :
1. Pratama Vice President
Ketiga Vice President diatas merupakan pimpinan tertinggi untuk tiga
komponen, dimana masing-masing komponen membawahi bidang khusus yang
mempunyai tanggung jawab yang khusus. Pembentukan tiga orang wakil prsiden
tersebut merupakan restrukturisasi manajemen yang semula presiden direktur
dibantu oleh Department Industrial Engineering Dan Department Quality
Assurance.
Tugas dari Pratama Vice President yaitu memimpin Operational Division
dan Manufrakturing Division pada PT. Pratama Abadi Industri, atau dengna kata
lain tugas utama dari Pratama Vice President adalah memimpin jalannya produksi
di PT. Pratama Abadi Industri.
Indonesia Development Center merupakan designer sepatu NIKE yang akan
diproduksi oleh PT. Pratama Abadi Industri. Sesuai dengan peran tersebut, maka
tugas dari IDC yaitu memimpin NIKE Designer Team. Dalam mendesigner sepatu
diperlukan studi market, bagaimanakah permintaan design sepatu yang diinginkan
oleh international market dengan memperhatikan fungsi seni dan ergonomis.
Mold shop bekerja sama dengan IDC membuat cetakan (Molding) sesuai
dengan permintaan IDC. Cetakan baru untuk setiap inovasi baru tersebut diberikan
pada pratama untuk membuat sepatu. Berdasarkan peran tersebut, maka tugas dari
Mold Shop Vice President yaitu memimpin Mold Shop Atas Mold Shop
Department Administrasi, Mold Shop Department Production, dan Mold Shop
Departement Supporting.
IDC Vice President dalam menjalankan tugasnya dibantu oleh Head of
IDC, Development Team 1, Development Team 2, Development Team 3, dan
Pratama Vice President dalam menjalankan tugasnya dibantu oleh
Departement CR, Departement Unit Bussiness, dan Departement Costing. Secara
umum Pratama terdiri atas dua divisi utama, yaitu :
- Division Manufakturing - Division Operational 1. Division Manufakturing
Division Manufakturing yaitu divisi pada Pratama yang bertugas
bertanggung jawab terhadap kegiatan manufaktur di Pratama Abadi Industri.
Dalam menjalankan tugasnya, division manufacturing dibantu oleh Departement
QA, Departement MPE, Team NOS, dan Departement PPIC. Divisi manufakturing
terbagi lagi menjadi dua bagian, yaitu Manufakturing Operation dan
Manufakturing Support.
— Manufakturing Operation
Manufakturing operation yaitu bagian dari manufaktur yang
bertanggung jawab terhadap operasi kegiatan produksi di Pratama Abadi
Industri.
Manufacturing operation terdiri dari 5 factory, dimana masing-masing
factory merupakan Direct Line, NOS Line, gabungan Direct Line, NOS Line,
dan bottom. Adapun susunan manufakturing operation adalah sebagai berikut :
1. Factory 1 (Direct Line 1-4), terdiri atas :
a. Departement Production
b. Departement Production Supporting
4. Factory 4 (NOS Line 7-10 dan Direct Line 9-10), terdiri atas
a. Departement Production
5. Factory 5 (Bottom), terdiri atas :
a. Departement Mixing
b. Departement Outsole Press
c. Departement phylon
d. Departement PU
e. Departement PU Puck
f. Departement Pre Stock Fit
— Manufakturing Support
Manufakturing Support yaitu manufakturing yang mendukung kegiatan
manufakturing operational. Adapun susunan organisasi dari manufacturing
support sebagai berikut :
1. Departement CE
2. Departement E2
3. Departement Maintenance
4. Departement UPS
2. Division Operational
Division Operational sebagai bagian dari Pratama, yaitu divisi yang
menangani kegiatan operasional dari kegiatan manufaktur, seperti keuangan,
persediaan, ekspor, informasi teknologi, personalia, pengembangan sumber daya
manusia, dan departemen urusan umum.
Secara umum, struktur dari Division Operational Pratama, yaitu sebagai
1. Departement Human Research General Affairs, Terdiri Atas :
a. Departement Human Research
b. Departement Personel
c. Departement General Affairs
2. Departement Accounting
3. Departement Logistic
4. Departement Informasi Teknologi
a. Departement Eksport
b. Departement Import
Struktur organsasi keseluruhan PT. Pratama Abadi Industri dapat dilihat
pada lampiran.
4.1.4. Proses Produksi Sepatu
Proses produksi sangat penting sekali didalam industri manufaktur terutama
pada proses pembuatan sepatu di PT. Pratama Abadi Industri untuk menghasilkan
produk sepatu yang diharapkan. Disini akan dijelaskan bagaimana proses
pembuatan sepatu dari mulai bahan baku, setengah jadi sampai bahan jadi. Proses
penyimpanan sepatu dibagi menjadi 3 yaitu :
1. Material uppershoes
2. Material bahan-bahan kimia
3. Material bottom shoes
4.1.4.1. Proses Material Uppershoes
a. Cutting, yaitu proses pemotongan bahan-bahan baku sepatu sesuai
dengan bentuk komponenya dengan menggunakan mesin cutting
hidraulik. Proses cutting terdiri dari :
- Skyping, yaitu untuk menipiskan bahan agar waktu dilem tidak terjadi jendolan pada waktu dijahit.
- Buffing, yaitu penyasaran bahan baku.
b. Laminating, yaitu proses pelapisan dari beberapa kain menjadi
beberapa lapis, sesuai dengan permintaan (demand) buyer.
c. Sewing, terdiri dari 2 proses, yaitu :
- Preparation, proses kerja yang diperlukan sebelum komponen siap masuk line.
- Ttitcing, proses penjahitan masing-masing komponen yang telah dipotong, dalam proses ini dilakukan proses perakitan
bahan-bahan yang telah dipotong sesuai dengan jenis sepatu atau
komponen lainnya.
4.1.4.2. Proses Material Bottom Shoes
Proses material ini terdiri dari :
a. Midsole, yaitu bagian tengah sepatu yang dibuat dari 2 buah macam
bahan baku EVA (ethyle vinny asetate) yang mengalami proses
sebagai berikut :
1. Kneader : proses pencampuran bahan baku EVA dan bahan baku
pembantu lainnya. Didalam mesin kneader dengan cara di filing
dalam ruang tertutup dan hasil akhirnya berupa
2. Rolling : gumpalan-gumpalan tersebut dilanjutkan dengan proses
gumpalannya menjadi sempurna.
3. Calendaring : proses penyempurnaan dan akan menghasilkan
lembaran-lembaran EVA compound.
4. Press sponge : dari beberapa lembaran ini dilakukan proses press
untuk memperoleh lembaran-lembaran yang berbentuk sponge.
5. Skyping : untuk menghilangkan bagian-bagian yang tidak terpakai
lagi kemudian dihilangkan.
6. Cutting sponge : setelah di skyping, kemudian dilakukan proses
cutting sesuai dengan jenis komponennya.
7. Grinding buffing : untuk menghilangkan sudut-sudut hasil sponge
cutting, gunanya untuk memperoleh berat yang ideal, yang
merupakan syarat untuk mengepress phyon.
8. Press phylon : dari beberapa lembar ini dilakukan proses press
memperoleh hasil yang lebih baik.
9. Washing phylon : setelah terbentuk phylon, maka setelah itu baru
dilakukan pencucian, agar bentuknya dapat terlihat dengan bagus
dan sempurna.
b. Outsole, yaitu bagian akhir sepatu ytang dibuat dari 1 macam bahan
baku yaitu rubber sole dimana proses pembuatannya bagian bawah
sepatu yang mengalami proses sebagai berikut :
1. Banbury mixer : Pengadukan bahan-bahan kimia untuk membuat
2. Rolling1 : Penggilingan bahan baku yang sudah diaduk untuk
dibuat menjadi catakan-catakan rubber.
3. Cooling 1 : Setelah cetakan sudah jadi maka dilakukan
pendinginan
4. Rolling 2 : Penggilingan bahan baku dan dicampur dengan sulfur
agar hasilnya terlihat sempurna lagi.
5. Sheeting : Lembaran-lembaran yang sudah jadi yang berbentuk
segi empat.
6. Cooling 2 : Dilakukan pendinginan kembali.
7. Cutting kompon : Setelah dilakukan pendinginan kedua, kemudian
dilakuakn proses cutting sesuai dengna jenis atau komponennya.
8. Hot press : Setelah dipotong sesuai dengna komponennya maka
tahap selanjutnya adalah di press panas agar hasilnya tidak
berlubang-lubang.
9. Trimming : Setelah di hot press maka selanjutnya diberi
pelengkap sesuai dengan jenis sepatunya.
4.1.5. Sistem Pengadaan Bahan Baku
Sistem pengadaan bahan baku pada PT. Pratama Abadi Industri biasanya
diawali dengan kegiatan melihat persediaan yang ada dibagian material, setelah
jenis dan jumlah bahan baku diketahui, bagian keuangan akan menghitung
besarnya alokasi dana yang diperlikan untuk pengadaan bahan baku tersebut dan
kemudian membuat Production schedule planning sebagai petunjuk dalam
Pertama-tama bagian material hanya menerima bahan baku yang
selanjutnya dikelola oleh bagian material tersebut. Pengadaan bahan baku yang
dipakai oleh perusahaan khususnya dibagian material yaitu menerima dan
mengelola bahan baku sesuai dengan pesanan.
Bahan baku yang dipakai didatangkan dari negara korea, yaitu dalam tiap
minggu dalam setiap kali datang sesuai dengan pesanan. Bahan baku ini langsung
masuk ke purchase order (PO), kemudian dikirim kebagian material yaitu sebagai
pengelola untuk di chek berapa banyak bahan baku datang setiap kali pesan. Bagian
cutting memesan bahan baku dan material untuk dilaksanakannya pemotongan
yang selanjutnya dikirim ke bagian produksi bahan baku yaitu membuat suatu
lempengan kain untuk bahan baku sepatu NIKE dengan menggunakan mesin
lempeng, berupa mesin listrik dan mesin uap dan selanjutnya dikirim ke bagian
proses assembly sepatu NIKE (proses produksi).
4.1.6. Data-data Input MRP
Berikut ini adalah data-data yang diperlukan untuk input MRP:
1. Struktur produk dan Bill Of Material (BOM)
2. Data biaya persediaan bahan baku sepatu
3. Data produksi sepatu NIKE
4. Waktu tenggang
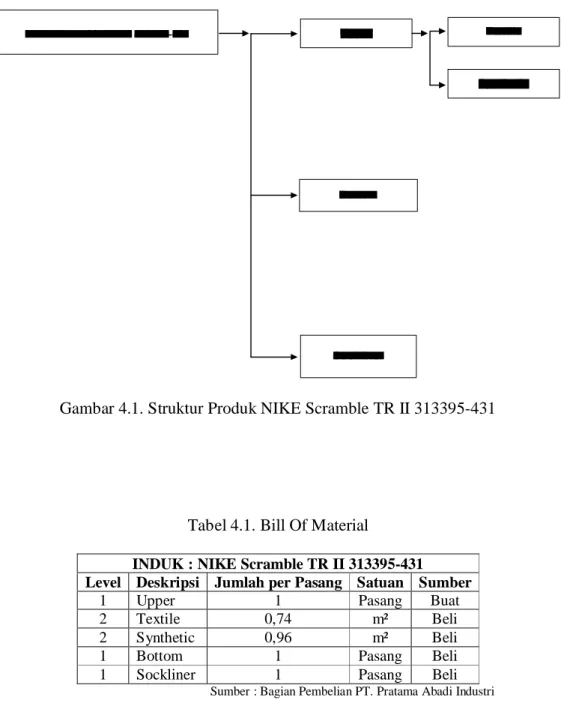
4.1.6.1. Struktur Produk dan Bill Of Material (BOM)
Bill of Material menunjukkan berapa besarnya jumlah kebutuhan akan
material untuk membuat satu produk sepatu NIKE Scramble TR II 313395-431
maka berikut ini diberikan data struktur produk (bill of material) untuk pembuatan
produk yang dimaksud yaitu sepatu NIKE Scramble TR II 313395-431 sebagai
berikut :
Gambar 4.1. Struktur Produk NIKE Scramble TR II 313395-431
Tabel 4.1. Bill Of Material
INDUK : NIKE Scramble TR II 313395-431 Level Deskripsi Jumlah per Pasang Satuan Sumber
1 Upper 1 Pasang Buat
2 Textile 0,74 m² Beli
2 Synthetic 0,96 m² Beli
1 Bottom 1 Pasang Beli
1 Sockliner 1 Pasang Beli
Sumber : Bagian Pembelian PT. Pratama Abadi Industri
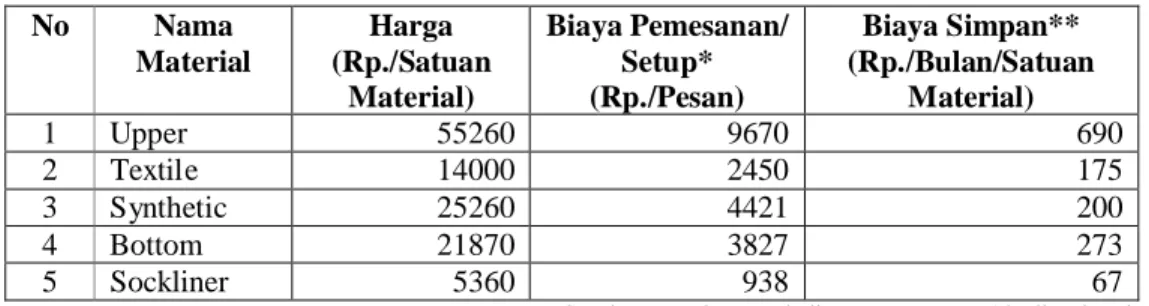
4.1.6.2. Data Biaya Persediaan Bahan Baku Sepatu
Jenis-jenis bahan baku berikut harga per jenis-jenis bahan baku yang
Tabel 4.2. Elemen Biaya Persediaan No Nama Material Harga (Rp./Satuan Material) Biaya Pemesanan/ Setup* (Rp./Pesan) Biaya Simpan** (Rp./Bulan/Satuan Material) 1 Upper 55260 9670 690 2 Textile 14000 2450 175 3 Synthetic 25260 4421 200 4 Bottom 21870 3827 273 5 Sockliner 5360 938 67
Sumber : Bagian Pembelian PT. Pratama Abadi Industri
CATATAN :
*) Biaya Pemesanan atau Setup = Harga x 17,5%.
Angka 17,5% adalah persentase dari harga per sekali pesan (Sumber: Wawancara dengan Manager Pembelian)
**) Biaya Simpan per Bulan = (Harga x 15%) / 12 bulan
Angka 15% adalah risiko penyimpanan per tahun per harga satuan material, dengan estimasi sebagi berikut:
1. Biaya penurunan barang/bongkar muat : 0,04% 2. Biaya penyusutan dan rusak barang digudang : 0,35% 3. Biaya pemeliharaan barang : 0,11% 4. Biaya modal tertanam dalam perusahaan : 14,5% +
Jumlah : 15%
***) Sedangkan untuk biaya NIKE Scramble TR II 313395-431 adalah : Pesan/Setup : 250000 x 17,5% = 43750
Simpan : 250000 x15% = 37500
= 37500 / 12 = 3125
4.1.6.3. Data Rencana Produksi Sepatu NIKE
Berikut data produksi sepatu NIKE yang penulis dapatkan dari rencana
produksi tingkat aggregat tahun 2009 :
Tabel 4.3. Data Rencana Produksi (Tingkat Aggregat) Tahun 2009
No Bulan Volume (pasang)
1 Januari 640000 2 Februari 601200 3 Maret 607200 4 April 698400 5 Mei 638400 6 Juni 600000 7 Juli 960000 8 Agustus 960000 9 September 806400 10 Oktober 720000 11 November 668400
Sedangkan untuk rencana produksi NIKE Scramble TR II 313395-431
(tingkat disaggregate) didapatkan dari persentase keseluruhan produk yang sebesar
0,5% sebagaimana ditunjukkan pada tabel di bawah ini:
Tabel 4.4. Data Rencana Produksi (Tingkat Disaggregat) Untuk NIKE Scramble
TR II 313395-431 Tahun 2009
Bulan Rencana Produksi = Kebutuhan Kotor
Januari 640000 x 0,5% = 3200 Februari 601200 x 0,5% = 3006 Maret 607200 x 0,5% = 3036 April 698400 x 0,5% = 3492 Mei 638400 x 0,5% = 3192 Juni 600000 x 0,5% = 3000 Juli 960000 x 0,5% = 4800 Agustus 960000 x 0,5% = 4800 September 806400 x 0,5% = 4032 Oktober 720000 x 0,5% = 3600 November 668400 x 0,5% = 3342 Desember 659000 x 0,5% = 3295
Catatan: Jumlah Scramble TR II 313395-431 adalah 0,5% dari keseluruhan produk
4.1.6.4. Waktu Tenggang
Waktu tenggang (lead time) adalah waktu yang dibutuhkan pada saat awal
pemesanan dilakukan sehingga bahan baku sampai ke pabrik. Lead time tersebut
berbeda untuk setiap pemesanan, tergantung pada jarak tempuh dan prosedur yang
diberlakukan. Bahan baku yang didatangkan dari luar negeri mempunyai waktu
tenggang selama 1 bulan sekali.
4.2. Pengolahan Data
4.2.1. Langkah-langkah MRP
Dalam penerapan metode MRP ada empat langkah dasar yang diperlukan,
4.2.1.1. Netting
Merupakan proses perhitungan kabutuhan bersih suatu item untuk suatu
periode yang tercakup dalam horison perencanaan. Besarnya kebutuhan bersih
merupakan selisih antara kebutuhan kotor dengan status persediaannya.
Dalam pesanan matematis :
0 OH SR GR bila 0 NR t OH t SR t GR t NR < − − = − − = Keterangan :
NRt = Net Requirement untuk t adalah kebutuhan bersih pada periode t’ GRt = Gross Requirement untuk t adalah kebutuhan kotor pada periode t' SRt = Scheduling Receipt untuk t adalah jadwal penerimaan pada periode t’ OHt = On Hand Inventory untuk t adalah persediaan di tangan pada periode t’
4.2.1.2. Offsetting
Waktu tunggu (lead time) yang diperlukan untuk menentukan saat / tanggal
perintah pesanan., dengan cara menghitung kebutuhan bersih yang harus tersedia
dengan LEAD TIME.
4.2.1.3. Lotting
Pengolahan di sini menggunakan tiga metode yaitu :
a. FOQ (Fixed Oreder Quantity)
b. EOQ (Economomic Order Quantity)
c. FPR (Fixed Periode Requirement)
4.2.1.4. Exploding
Exploding merupakan proses perhitungan kebutuhan untuk tingkat yang
lebih bawah yang didasarkan dari struktur produk dari item utama/induk.
4.2.1.3.1. FOQ (Fixed Order Quantity)
Biaya Simpan :
Biaya Pesan :
Biaya Total Persediaan :
Biaya Simpan : Biaya Pesan : Biaya Total Persediaan :
MRP for Produk jadi (level 0)
Lead Time : 1 Lot Size :FOQ (Max)
Quantity On Hand : 0 Safety Stock : 0
Periode Total
Description
0 1 2 3 4 5 6 7 8 9 10 11 12
Kebutuhan Kotor / Gross Requirements 3200 3006 3036 3492 3192 3000 4800 4800 4032 3600 3342 3295 42795
Pesanan Tetap / Scheduled Receipts
Projected On Hand 0 0 0 0 0 0 0 0 0 0 0 0 0
Persediaan Ditangan / Inventory On Hand 0 1600 3394 358 1666 3274 274 274 274 1042 2242 3700 405 18503
Kebutuhan Bersih / Net Requirements 3200 3006 3036 3492 3192 3000 4800 4800 4032 3600 3342 3295
Rencana Penerimaan Pesanan / Planned Order Receipts 4800 4800 4800 4800 4800 4800 4800 4800 4800 9
Rencana Pelaksanaan Pesanan / Planned Order Releases 4800 4800 0 4800 4800 0 4800 4800 4800 4800 4800 0
3125 x 18503 = 57821875
43750 x 9 = 393750
= Rp 58,215,625
MRP for Upper (level 1)
Lead Time : 1 Lot Size : FOQ (Max)
Quantity On Hand : 0 Safety Stock : 0
Periode Total
Description
0 1 2 3 4 5 6 7 8 9 10 11 12
Kebutuhan Kotor / Gross Requirements 4800 - 4800 4800 - 4000 4800 4800 4800 4800 - - 38400
Pesanan Tetap / Scheduled Receipts
Projected On Hand 0 0 0 0 0 0 0 0 0 0 0 0 0
Persediaan Ditangan / Inventory On Hand 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Kebutuhan Bersih / Net Requirements 4800 0 4800 4800 0 4800 4800 4800 4800 4800 0 0
Rencana Penerimaan Pesanan / Planned Order Receipts 4800 4800 4800 4800 4800 4800 4800 4800 8
Rencana Pelaksanaan Pesanan / Planned Order Releases 4800 0 4800 4800 0 4800 4800 4800 4800 4800 0 0
690 x 0 = 0
Biaya Simpan : Biaya Pesan : Biaya Total Persediaan :
Biaya Simpan :
MRP for Textile (level 2)
Lead Time : 1 Lot Size : FOQ (Max)
Quantity On Hand : 0 Safety Stock : 0
Periode Total
Description
0 1 2 3 4 5 6 7 8 9 10 11 12
Kebutuhan Kotor / Gross Requirements 0 3552 3552 0 3552 3552 3552 3552 3552 0 0 0 24864
Pesanan Tetap / Scheduled Receipts
Projected On Hand 0 0 0 0 0 0 0 0 0 0 0 0 0
Persediaan Ditangan / Inventory On Hand 0 0 0 0 0 0.00 0 0 0 0 0 0 0 0
Kebutuhan Bersih / Net Requirements 0 3552 3552 0 3552 3552 3552 3552 3552 0 0 0
Rencana Penerimaan Pesanan / Planned Order Receipts 3552 3552 3552 3552 3552 3552 3552 7
Rencana Pelaksanaan Pesanan / Planned Order Releases 3552 0 3552 3552 3552 3552 3552 0 0 0
175 x 0 = 0
2450 x 7 = 17150
= Rp 17,150
MRP for Synthetic (level 2)
Lead Time : 1 Lot Size : FOQ (Max)
Quantity On Hand : 0 Safety Stock : 0
Periode Total
Description
0 1 2 3 4 5 6 7 8 9 10 11 12
Kebutuhan Kotor / Gross Requirements 0 4608 4608 0 4608 4608 4608 4608 4608 0 0 0 32256
Pesanan Tetap / Scheduled Receipts
Projected On Hand 0 0 0 0 0 0 0 0 0 0 0 0 0
Persediaan Ditangan / Inventory On Hand 0 0 0 0 0 0.00 0 0 0 0 0 0 0 0
Kebutuhan Bersih / Net Requirements 0 4608 4608 0 4608 4608 4608 4608 4608 0 0 0
Rencana Penerimaan Pesanan / Planned Order Receipts 4608 4608 4608 4608 4608 4608 4608 7
Rencana Pelaksanaan Pesanan / Planned Order Releases 4608 0 4608 4608 4608 4608 4608 0 0 0
Biaya Simpan : Biaya Pesan : Biaya Total Persediaan :
Biaya Simpan : Biaya Pesan :
MRP for Bottom (level 1)
Lead Time : 1 Lot Size : FOQ (Max)
Quantity On Hand : 0 Safety Stock : 0
Periode Total
Description
0 1 2 3 4 5 6 7 8 9 10 11 12
Kebutuhan Kotor / Gross Requirements 4800 0 4800 4800 0 4800 4800 4800 4800 4800 0 0 38400
Pesanan Tetap / Scheduled Receipts
Projected On Hand 0 0 0 0 0 0 0 0 0 0 0 0
Persediaan Ditangan / Inventory On Hand 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Kebutuhan Bersih / Net Requirements 4800 0 4800 4800 0 4800 4800 4800 4800 4800 0 0
Rencana Penerimaan Pesanan / Planned Order Receipts 4800 4800 4800 4800 4800 4800 4800 4800 8
Rencana Pelaksanaan Pesanan / Planned Order Releases 4800 0 4800 4800 0 4800 4800 4800 4800 4800 0 0
273 x 0 = 0
3827 x 8 = 30616
= Rp 30,616
MRP for Sockliner (level 1)
Lead Time : 1 Lot Size : FOQ (Max)
Quantity On Hand : 0 Safety Stock : 0
Periode Total
Description
0 1 2 3 4 5 6 7 8 9 10 11 12
Kebutuhan Kotor / Gross Requirements 4800 0 4800 4800 0 4800 4800 4800 4800 4800 0 0 38400
Pesanan Tetap / Scheduled Receipts
Projected On Hand 0 0 0 0 0 0 0 0 0 0 0 0 0
Persediaan Ditangan / Inventory On Hand 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Kebutuhan Bersih / Net Requirements 4800 0 4800 4800 0 4800 4800 4800 4800 4800 0 0
Rencana Penerimaan Pesanan / Planned Order Receipts 4800 4800 4800 4800 4800 4800 4800 4800 8
Rencana Pelaksanaan Pesanan / Planned Order Releases 4800 0 4800 4800 0 4800 4800 4800 4800 4800 0 0
67 x 0 = 0
4.2.1.3.2. EOQ
Perhitungan lot untuk menentukan jumlah pemesanan yang ekonomis untuk
Ukuran kuantitas pemesanannya (Lot size), penentuan lot untuk semua material
adalah sebagai berikut :
- EOQ NIKE Scramble TR II 313395
Sebelumnya diketahui Permintaan (d) = 12 42795
= 3566
Simpan (i) = 3125
Pesan (c) = 43750
Dimana : EOQ = Economic Order Quantity
d : Penggunaan Rata-rata pertahun
c : Biaya pesan I : Biaya simpan
-i
c
d
2
EOQ
=
3125
43750
x
3566
x
2
=
=315,9dibulatkan à 316 pertahun untuk sepatu NIKE Scramble TR II 313395-431
- Upper = i c d 2 690 9670 x 3292 x 2 = = 304 - Textile = i c d 2 175 2450 x 2249,6 x 2 = = 251 - Synthetic = i c d 2 200 2800 x 2918,4 x 2 = = 286 - Bottom = i c d 2 273 3827 x 3291,7 x 2 = = 304 - Sockliner = 2 d c = 2 x 3293,3 x 938
EOQ (Economic Order Quantity)
MRP untuk Produk jadi (level 0)
Lead Time : 1 Lot Size :EOQ (316 x 9 = Kelipatan Lot)
Quantity On Hand : 0 Safety Stock : 0
Periode Total
Description
0 1 2 3 4 5 6 7 8 9 10 11 12
Kebutuhan Kotor / Gross Requirements 3200 3006 3036 3492 3192 3000 4800 4800 4032 3600 3342 3295 3566
Pesanan Tetap / Scheduled Receipts
Project On Hand 0 0 0 0 0 0 0 0 0 0 0 0 0
Persediaan Ditangan / Inventory On Hand 0 276 114 238 222 190 34 290 230 938 182 0 181 2895
Kebutuhan Bersih / Net Requirements 3200 3006 3036 3492 3192 3000 4800 4800 4032 3600 3342 3295
Rencana Penerimaan Pesanan / Planned Order Receipts 3476 2844 3160 3476 3160 2844 5056 4740 4740 2844 3160 3476 12
Rencana Pelaksanaan Pesanan / Planned Order Releases 3476 2844 3160 3476 3160 2844 5056 4740 4740 2844 3160 3476 Biaya Simpan :
Biaya Pesan : Biaya Total Persediaan :
MRP untuk Upper (level 1)
Lead Time : 1 Lot Size :EOQ (304 x 10 = Kelipatan Lot)
Quantity On Hand : 0 Safety Stock : 0
Periode Total
Description
0 1 2 3 4 5 6 7 8 9 10 11 12
Kebutuhan Kotor / Gross Requirements 2844 3160 3476 3160 2844 5056 4740 4740 2844 3160 3476 3292
Pesanan Tetap / Scheduled Receipts
Project On Hand 0 0 0 0 0 0 0 0 0 0 0 0 0
Persediaan Ditangan / Inventory On Hand 0 196 76 248 128 324 132 256 76 272 152 20 20 1900
Kebutuhan Bersih / Net Requirements 2844 3160 3476 3160 2844 5056 4740 4740 2844 3160 3476 0
Rencana Penerimaan Pesanan / Planned Order Receipts 3040 3040 3648 3040 3040 4864 4864 4560 3040 3040 3344 11
Rencana Pelaksanaan Pesanan / Planned Order Releases 3040 3040 3648 3040 3040 4864 4864 4560 3040 3040 3344 0 Biaya Simpan :
Biaya Pesan : Biaya Total Persediaan :
3125 x 2895 = 9046875 43750 x 12 = 525000 = Rp 9,571,875 690 x 1900 = 1311000 9670 x 11 = 106370 = Rp 1,417,370
MRP for Textile (level 2)
Lead Time : 1 Lot Size :EOQ (251 x 9 = Kelipatan Lot)
Quantity On Hand : 0 Safety Stock : 0
Periode Total
Description
0 1 2 3 4 5 6 7 8 9 10 11 12
Kebutuhan Kotor / Gross Requirements 2249.6 2699.52 2249.6 2249.6 3599.36 3599.4 3374.4 2249.6 2249.6 2474.56 0 0 2249.6
Project On Hand 0 0 0 0 0 0 0 0 0 0 0 0 0
Persediaan Ditangan / Inventory On Hand 0 9.4 70.88 80.28 89.68 4.32 169.96 58.56 67.96 77.36 112.8 112.8 112.8 967
Kebutuhan Bersih / Net Requirements 2249.6 2699.52 2249.6 2249.6 3599.36 3599.4 3374.4 2249.6 2249.6 2474.56 0 0
Rencana Penerimaan Pesanan / Planned Order Receipts 2259 2761 2259 2259 3514 3765 3263 2259 2259 2510 10
Rencana Pelaksanaan Pesanan / Planned Order Releases 2259 2259 3514 3765 3263 2259 2259 2510 0 0 Biaya Simpan :
Biaya Pesan : Biaya Total Persediaan :
MRP for Synthetic (level 2)
Lead Time : 1 Lot Size :EOQ (286 x 11 = Kelipatan Lot)
Quantity On Hand : 0 Safety Stock : 0
Periode Total
Description
0 1 2 3 4 5 6 7 8 9 10 11 12
Kebutuhan Kotor / Gross Requirements 2918.4 3502.08 2918.4 2918.4 4669.44 4669.4 4377.6 2918.4 2918.4 3210.24 0 0 2918.4
Pesanan Tetap / Scheduled Receipts
Project On Hand 0 0 0 0 0 0 0 0 0 0 0 0 0
Persediaan Ditangan / Inventory On Hand 0 227.6 157.52 99.12 40.72 233.28 139.84 52.24 279.84 221.44 157.2 157.2 157.2 1923
Kebutuhan Bersih / Net Requirements 2918.4 3502.08 2918.4 2918.4 4669.44 4669.4 4377.6 2918.4 2918.4 3210.24 0 0
Rencana Penerimaan Pesanan / Planned Order Receipts 3146 3432 2860 2860 4862 4576 4290 3146 2860 3146 10
Rencana Pelaksanaan Pesanan / Planned Order Releases 2860 2860 4862 4576 4290 3146 2860 3146 0 0 Biaya Simpan :
Biaya Pesan : Biaya Total Persediaan :
175 x 967 = 169190 2450 x 10 = 24500 = Rp 193,690 200 x 1923 = 384640 2800 x 10 = 28000 = Rp 412,640
MRP for Bottom (level 1)
Lead Time : 1 Lot Size :EOQ (304 x 10 = Kelipatan Lot)
Quantity On Hand : 0 Safety Stock : 0
Periode Total
Description
0 1 2 3 4 5 6 7 8 9 10 11 12
Kebutuhan Kotor / Gross Requirements 2844 3160 3476 3160 2844 5056 4740 4740 2844 3160 3476 0 3291.7
Pesanan Tetap / Scheduled Receipts
Project On Hand 0 0 0 0 0 0 0 0 0 0 0 0 0
Persediaan Ditangan / Inventory On Hand 0 196 76 248 128 20 132 256 76 272 152 20 20 1596
Kebutuhan Bersih / Net Requirements 2844 3160 3476 3160 2844 5056 4740 4740 2844 3160 3476 0
Rencana Penerimaan Pesanan / Planned Order Receipts 3040 3040 3648 3040 2736 5168 4864 4560 3040 3040 3344 11
Rencana Pelaksanaan Pesanan / Planned Order Releases 2844 3160 3476 3160 2844 5056 4740 4740 2844 3160 3476 0 3291.7 Biaya Simpan :
Biaya Pesan : Biaya Total Persediaan :
MRP for Sockliner (level 1)
Lead Time : 1 Lot Size :EOQ (304 x 11 = Kelipatan Lot)
Quantity On Hand : 0 Safety Stock : 0
Periode Total
Description
0 1 2 3 4 5 6 7 8 9 10 11 12
Kebutuhan Kotor / Gross Requirements 3040 3040 3648 3040 3040 4864 4864 4560 3040 3040 3344 0 3293.3
Pesanan Tetap / Scheduled Receipts
Project On Hand 0 0 0 0 0 0 0 0 0 0 0 0 0
Persediaan Ditangan / Inventory On Hand 0 304 304 304 304 304 304 304 304 304 304 0 0 3040
Kebutuhan Bersih / Net Requirements 3040 3040 3648 3040 3040 4864 4864 4560 3040 3040 3344 0
Rencana Penerimaan Pesanan / Planned Order Receipts 3344 3040 3648 3040 3040 4864 4864 4560 3040 3040 3040 11
Rencana Pelaksanaan Pesanan / Planned Order Releases 3344 3040 3648 3040 3040 4864 4864 4560 3040 3040 3040 0 Biaya Simpan :
Biaya Pesan : Biaya Total Persediaan :
273 x 1596 = 435708 3827 x 11 = 42097 = Rp 477,805 67 x 3040 = 203680 938 x 11 = 10318 = Rp 213,998
4.2.1.3.3. FPR (Fixed Periode Quantity)
MRP for Produk jadi (level 0)
Lead Time : 1 Lot Size :FPR
Quantity On Hand : 0 Safety Stock : 0
Periode Total
Description
0 1 2 3 4 5 6 7 8 9 10 11 12
Kebutuhan Kotor / Gross Requirements 3200 3006 3036 3492 3192 3000 4800 4800 4032 3600 3342 3295 42795
Pesanan Tetap / Scheduled Receipts
Projected On Hand 0 0 0 0 0 0 0 0 0 0 0 0 0
Persediaan Ditangan / Inventory On Hand 0 6042 3036 0 6192 3000 0 8832 4032 0 6637 3295 0 41066
Kebutuhan Bersih / Net Requirements 3200 3006 3036 3492 3192 3000 4800 4800 4032 3600 3342 3295
Rencana Penerimaan Pesanan / Planned Order Receipts 9242 9684 13632 10237 4
Rencana Pelaksanaan Pesanan / Planned Order Releases 9242 0 0 9684 0 0 13632 0 0 10237 0 0
Biaya Simpan : Biaya Pesan : Biaya Total Persediaan :
MRP for Upper (level 1)
Lead Time : 1 Lot Size : FPR
Quantity On Hand : 0 Safety Stock : 0
Periode Total
Description
0 1 2 3 4 5 6 7 8 9 10 11 12
Kebutuhan Kotor / Gross Requirements - - 9684 - - 13632 - - 10237 - - - 33553
Pesanan Tetap / Scheduled Receipts
Projected On Hand 0 0 0 0 0 0 0 0 0 0 0 0 0
Persediaan Ditangan / Inventory On Hand 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Kebutuhan Bersih / Net Requirements 0 0 9684 0 0 13632 0 0 10237 0 0 0
Rencana Penerimaan Pesanan / Planned Order Receipts 9684 13632 10237 3
Rencana Pelaksanaan Pesanan / Planned Order Releases 0 0 9684 0 0 13632 0 0 10237 0 0 0
Biaya Simpan : Biaya Pesan : 3125 x 41066 = 128331250 43750 x 4 = 175000 = Rp 128,506,250 690 x 0 = 0 9670 x 3 = 29010
MRP for Textile (level 2)
Lead Time : 1 Lot Size : FPR
Quantity On Hand : 0 Safety Stock : 0
Periode Total
Description
0 1 2 3 4 5 6 7 8 9 10 11 12
Kebutuhan Kotor / Gross Requirements 0 0 7166.16 0 0 10087.68 0 0 7575.38 0 0 0 0 24829.22
Pesanan Tetap / Scheduled Receipts
Projected On Hand 0 0 0 0 0 0 0 0 0 0 0 0 0
Persediaan Ditangan / Inventory On Hand 0 0 0 0 0 0.00 0 0 0 0 0 0 0 0
Kebutuhan Bersih / Net Requirements 0 7166.16 0 0 10087.68 0 0 7575.38 0 0 0 0
Rencana Penerimaan Pesanan / Planned Order Receipts 7166.16 10087.68 7575.38 3
Rencana Pelaksanaan Pesanan / Planned Order Releases 0 0 10087.68 0 0 7575.38 0 0 0 0
Biaya Simpan : Biaya Pesan : Biaya Total Persediaan :
MRP for Synthetic (level 2)
Lead Time : 1 Lot Size : FPR
Quantity On Hand : 0 Safety Stock : 0
Periode Total
Description
0 1 2 3 4 5 6 7 8 9 10 11 12
Kebutuhan Kotor / Gross Requirements 0 0 9296.64 0 0 13086.72 0 0 9827.52 0 0 0 0 32210.88
Pesanan Tetap / Scheduled Receipts
Projected On Hand 0 0 0 0 0 0 0 0 0 0 0 0 0
Persediaan Ditangan / Inventory On Hand 0 0 0 0 0 0.00 0 0 0 0 0 0 0 0
Kebutuhan Bersih / Net Requirements 0 9296.64 0 0 13086.72 0 0 9827.52 0 0 0 0
Rencana Penerimaan Pesanan / Planned Order Receipts 9296.64 13086.72 9827.52 3
Rencana Pelaksanaan Pesanan / Planned Order Releases 0 0 13086.72 0 0 9827.52 0 0 0 0
Biaya Simpan : Biaya Pesan : Biaya Total Persediaan :
175 x 0 = 0 2450 x 3 = 7350 = Rp 7,350 200 x 0 = 0 2800 x 3 = 8400 = Rp 8,400
MRP for Bottom (level 1)
Lead Time : 1 Lot Size : FPR
Quantity On Hand : 0 Safety Stock : 0
Periode Total
Description
0 1 2 3 4 5 6 7 8 9 10 11 12
Kebutuhan Kotor / Gross Requirements 0 0 9684 0 0 13632 0 0 10237 0 0 0 33553
Pesanan Tetap / Scheduled Receipts
Projected On Hand 0 0 0 0 0 0 0 0 0 0 0 0 0
Persediaan Ditangan / Inventory On Hand 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Kebutuhan Bersih / Net Requirements 0 0 9684 0 0 13632 0 0 10237 0 0 0
Rencana Penerimaan Pesanan / Planned Order Receipts 9684 13632 10237 3
Rencana Pelaksanaan Pesanan / Planned Order Releases 0 0 9684 0 0 13632 0 0 10237 0 0 0
Biaya Simpan : Biaya Pesan : Biaya Total Persediaan :
MRP for Sockliner (level 1)
Lead Time : 1 Lot Size : FPR
Quantity On Hand : 0 Safety Stock : 0
Periode Total
Description
0 1 2 3 4 5 6 7 8 9 10 11 12
Kebutuhan Kotor / Gross Requirements 0 0 9684 0 0 13632 0 0 10237 0 0 0 33553
Pesanan Tetap / Scheduled Receipts
Projected On Hand 0 0 0 0 0 0 0 0 0 0 0 0 0
Persediaan Ditangan / Inventory On Hand 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Kebutuhan Bersih / Net Requirements 0 0 9684 0 0 13632 0 0 10237 0 0 0
Rencana Penerimaan Pesanan / Planned Order Receipts 9684 13632 10237 3
Rencana Pelaksanaan Pesanan / Planned Order Releases 0 0 9684 0 0 13632 0 0 10237 0 0 0
Biaya Simpan :
273 x 0 = 0
3827 x 3 = 11481
= Rp 11,481