BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Production Training Centre (PTC) adalah sebuah perusahaan mebel yang dibentuk oleh Departemen Tenaga Kerja (Depnaker). PTC didirikan pada tahun 1994 dengan bantuan pemerintah Denmark sebagai tempat untuk memperkerjakan tenaga siap pakai yang telah dicetak oleh Balai Besar Latihan Kerja Industri (BBLKI) Medan. Atas kerja sama antara pemerintah Indonesia dan Denmark didirikan suatu badan usaha patungan yang dikenal dengan nama Danida yang pada awal pendiriannya bertugas untuk mengelola Production Training Centre.
Pada awal pendirian Production Training Centre, ada beberapa PTC yang dialokasikan di beberapa daerah Indonesia seperti PTC Jabotabek, PTC Medan, PTC Surabaya dan PTC Banjar Baru. Beberapa di antaranya tidak bertahan lama karena adanya kesalahan manajemen dalam pengelolaannya. Hal ini menyebabkan pada tahun 1996 Production Training Centre dialihkan kepada pihak swasta dan hingga saat ini hanya ada dua PTC yang bertahan yaitu PTC Surabaya dan PTC Medan.
Production Training Centre didirikan dengan tujuan untuk membantu pemerintah dalam hal pengadaan lapangan kerja dan tenaga kerja terampil yang siap pakai. Sistem produksi Production Training Centre Medan adalah suatu sistem penyelenggaraan siswa yang dituntut untuk mencapai tujuan instruksional dari program yang diikuti sekaligus memberikan jasa atau memproduksi barang yang
bermutu melalui kerja praktek selama mengikuti latihan. Production Training Centre telah menyerap dan memperkerjakan tenaga kerja terampil yang diambil dari para siswa yang telah mengikuti latihan. Production Training Centre bergerak dalam bidang perkayuan dan kerajinan rotan. Pemasaran rotan yang sulit menyebabkan PTC Medan tidak lagi bergerak dalam bidang industri rotan dan fokus pada industri kayu.
2.2. Ruang Lingkup Bidang Usaha
Production Training Centre (PTC) saat ini hanya fokus mengolah bahan baku utamanya yaitu kayu yang akan diolah menjadi daun pintu. Daun pintu yang dihasilkan terdiri dari dua tipe, yaitu daun pintu yang terbuat dari komponen solid dan daun pintu veneer (gabungan dari potongan-potongan kayu). Beberapa sampel model daun pintu yang diproduksi adalah :
1. Daun pintu petak 10 2. Daun pintu petak 8 3. Daun pintu petak 6 4. Daun pintu petak 4
PTC menerapkan sistem produksi make to order, produksi dapat berjalan setelah ada pesanan dari pelanggan. PTC memiliki pelanggan tetap untuk jenis pintu petak 4, petak 6, petak 8 dan petak 10. Produksi daun pintu dibuat dan dipasarkan domestik, lokal maupun internasional. Untuk pemasaran domestik, PTC menerima pesanan pembuatan daun pintu dari pabrik-pabrik yang letaknya di sekitar wilayah Medan. Distribusi juga dilakukan kebeberapa daerah di Indonesia yaitu daerah Jawa,
negara-negara Asia seperti Malaysia, Singapura, dan Jepang, negara-negara Timur Tengah, Eropa dan Afrika.
2.3. Organisasi dan Manajemen
2.3.1. Struktur Organisasi Production Training Centre (PTC)
Organisasi merupakan sekumpulan manusia yang memiliki peran, jabatan atau fungsi masing-masing dan bersepakat melaksanakan aktivitas-aktivitas tertentu guna mencapai tujuan yang telah direncanakan, sedangkan struktur organisasi adalah kerangka antar hubungan dari orang-orang atau unit-unit organisasi yang masing-masing memiliki tugas, tanggung jawab dan wewenang tertentu. Suatu struktur organisasi harus menunjukkan satuan-satuan organisasi dan garis wewenang sehingga terlihat jelas batasan-batasan tugas, wewenang dan tanggung jawab dari setiap personil dalam organisasi. Metode pembagian tugas memunculkan empat jenis hubungan kerja dalam organisasi yaitu hubungan garis (hubungan lini atau komando), hubungan fungsional, multidivisional, strategic business unit structure, dan campuran dari beberapa struktur yang ada. Dengan demikian diharapkan adanya suatu kejelasan arah dan kordinasi untuk mencapai tujuan perusahaan.
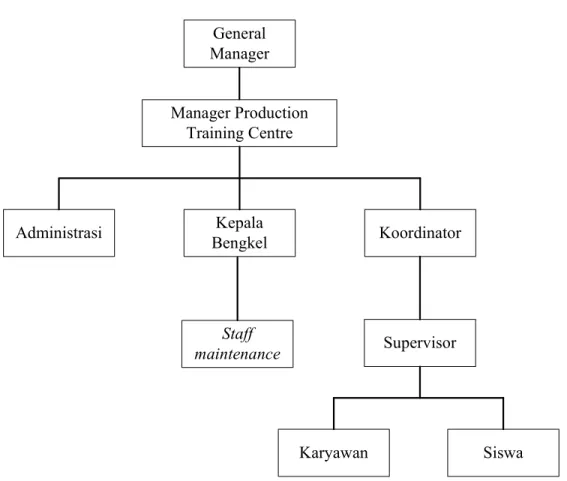
Struktur organisasi yang digunakan Production Training Centre adalah struktur fungsional. Struktur organisasi fungsional dapat dilihat dari pengelompokan aktivitas dan tugas untuk membentuk unit-unit kerja yang memiliki fungsi yang terspesialisasi setiap bidang seperti administrasi, kepala bengkel, koordinator dan supervisor. Struktur organisasi Production Training dapat dilihat pada Gambar 2.1.
Manager Production Training Centre Supervisor Kepala Bengkel Koordinator Administrasi Siswa Karyawan General Manager Staff maintenance
Gambar 2.1. Struktur Organisasi Production Training Centre (PTC)
2.3.2. Uraian Tugas dan Tanggung Jawab
Uraian tugas dan tanggung jawab pada masing-masing bagian Production Training Centre dapat dilihat pada lampiran 1.
2.3.3. Tenaga Kerja dan Jam Kerja Perusahaan 2.3.3.1. Tenaga Kerja
Tenaga kerja yang digunakan dalam menjalankan seluruh aktifitas kerja baik office maupun factory Production Training Centre adalah warga negara Indonesia
yang diangkat untuk menduduki jabatan sesuai dengan kemampuan yang dimiliki dan mematuhi peraturan yang berlaku di perusahaan.
Pelaksanaan kegiatan pada PTC sampai dengan tahun 2010 memiliki 88 tenaga kerja secara keseluruhan. Tenaga kerja yang bekerja pada PTC terdiri dari 46 orang karyawan tetap dan 13 orang siswa dan 15 orang pekerja harian. Perincian jumlah tenaga kerja pada PTC Medan untuk tahun 2010 dapat dilihat pada Tabel 2.1.
Tabel 2.1. Jumlah Tenaga Kerja Production Training Centre (PTC)
No Bagian Jumlah (Orang) 1 Manajer 1 2 Administrasi 1 3 Kepala Bengkel 1 4 Koordinator 2 5 Supervisor 2 6 Produksi 74 7 Kebersihan 2 8 Maintenance 3 9 Bahan Baku 2 Total 88
Sumber : Production Training Centre (PTC)
2.3.3.2. Jam Kerja
Jam kerja yang berlaku di PTC sama untuk semua bagian baik kantor maupun produksi. Berdasarkan syarat kerja umum setiap pekerja mempunyai 7-8 jam kerja per hari dan bekerja 6 hari dalam seminggu yaitu hari Senin sampai dengan Sabtu. Perbedaan jam kerja terjadi pada hari Jumat dan Sabtu. Jam kerja yang diterapkan pada PTC adalah sebagai berikut :
Senin sampai dengan Kamis :
1. Pukul 08.00 WIB – Pukul 12.00 WIB : jam kerja 2. Pukul 12.00 WIB – Pukul 12.45 WIB : jam istirahat 3. Pukul 12.45 WIB – Pukul 16.00 WIB : jam kerja Jumat :
1. Pukul 08.00 WIB – Pukul 12.00 WIB : jam kerja 2. Pukul 12.00 WIB – Pukul 13.30 WIB : jam istirahat 3. Pukul 13.30 WIB – Pukul 16.30 WIB : jam kerja Sabtu :
1. Pukul 08.00 WIB – Pukul 12.00 WIB : jam kerja
Tidak ada pergantian jam kerja atau shift pada PTC, seluruh tenaga kerjanya bekerja sesuai jadwal yang telah ditetapkan oleh perusahaan.
2.3.4. Sistem Pengupahan dan Fasilitas yang Digunakan
Bagian yang menangani pengupahan dan penggajian di Production Training Centre yaitu bagian administrasi. Sistem penggajian pada PTC bervariasi untuk masing-masing jabatan. Pihak manajemen PTC selalu melakukan peninjauan berkala terhadap para pekerjanya. Pemberian gaji ini disesuaikan dengan peraturan pemerintah dan peraturan perusahaan. Besarnya kenaikan gaji ini didasarkan atas: a. Prestasi kerja
b. Tanggung jawab terhadap pekerjaan
Pemberian gaji atau upah didasarkan atas beberapa hal yaitu sebagai berikut : 1. Gaji bulanan
Gaji ini diberikan kepada tenaga kerja pada hari kerja pertama setiap bulan. Besarnya gaji yang diberikan di atas Upah Minimum Provinsi (UMP) yang ditetapkan sesuai dengan jabatan dan jenis pekerjaannya masing-masing, kemudian ditambah dengan uang makan, uang kerajinan dan jaminan sosial tenaga kerja.
2. Upah harian
Upah harian hanya diberikan kepada tenaga kerja harian yaitu sebesar Rp. 30.000/hari kerja. Siswa menerima uang transport sebesar Rp 20.000/hari kerja. 3. Upah lembur
Upah lembur diberikan kepada pekerja jika waktu kerjanya lebih dari 40 jam per minggu.
2.3.4.1. Tunjangan
Selain gaji pokok dan upah lembur di atas, perusahaan juga memberikan beberapa jenis tunjangan, yaitu:
1. Tunjangan Hari Raya (THR)
Besarnya adalah tambahan satu bulan gaji bagi karyawan yang mempunyai masa kerja lebih dari satu tahun.
2. Tunjangan Selama Sakit
Diberikan kepada karyawan yang sedang dalam perawatan karena sakit dan tidak dapat bekerja yang dinyatakan dengan surat keterangan dokter.
2.3.4.2. Fasilitas
Adapun fasilitas yang disediakan oleh Production Training Centre untuk para karyawannya adalah sebagai berikut:
1. Rumah ibadah yaitu masjid yang dibangun di lokasi lingkungan pabrik. 2. Ruang teori untuk mengajar para siswanya.
3. Cuti yang diberikan kepada karyawan tetap Production Training Centre.
2.4. Proses Produksi
Rangkaian proses produksi pintu akan diuraikan sebagai berikut.
2.4.1. Bahan
Bahan-bahan yang digunakan dalam pembuatan produk daun pintu pada Production Training Centre adalah sebagai berikut.
2.4.1.1. Bahan Baku
Bahan baku merupakan bahan utama yang memiliki komposisi terbesar dalam proses produksi, yang mana sifat dan bentuknya akan mengalami perubahan fisik maupun kimia hingga menjadi produk.
Bahan baku yang digunakan dalam memproduksi daun pintu adalah kayu. Persyaratan teknis kayu untuk keperluan mebel adalah sebagai berikut.
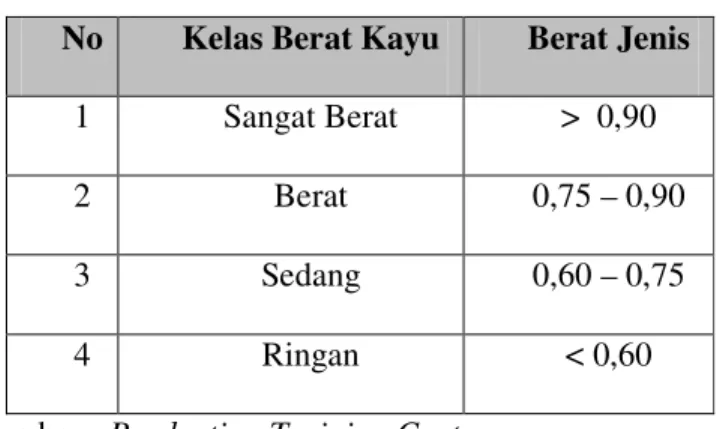
1. Berat kayu
Berdasarkan berat jenisnya, kayu digolongkan ke dalam kelas-kelas seperti ditampilkan pada Tabel 2.2.
Tabel 2.2. Kelas Berat Kayu
No Kelas Berat Kayu Berat Jenis 1 Sangat Berat > 0,90
2 Berat 0,75 – 0,90
3 Sedang 0,60 – 0,75
4 Ringan < 0,60
Sumber : Production Training Centre
Kayu untuk keperluan mebel adalah kayu dengan kelas sedang, misalnya kayu mahoni dan meranti.
2. Awet
Keawetan kayu adalah ketahanan kayu terhadap serangan dari unsur-unsur perusak kayu dari luar, seperti jamur, rayap, cacing dan makhluk lain, yang diukur dalam jangka waktu tahunan.
3. Tekstur halus
Tekstur ialah ukuran relatif serat-serat kayu. Berdasarkan teksturnya, jenis kayu digolongkan atas :
a. Kayu bertekstur halus, contohnya: giam. b. Kayu bertekstur sedang, contoh: jati. c. Kayu bertekstur kasar, contohnya : meranti
4. Mudah dikerjakan, dibubut, dipaku, diskrup serta dilem atau direkatkan. Jenis kayu yang lazim digunakan adalah:
b. Ebony c. Mahoni d. Meranti e. Rengas f. Sono Keling h. Agathis i. Tusam (Pinus) 2.4.1.2. Bahan Tambahan
Bahan tambahan adalah bahan yang ditambahkan ke dalam proses produksi sehingga dapat meningkatkan mutu produksi. Bahan tambahan ditambahkan pada produk sehingga menghasilkan suatu produk akhir yang siap dipasarkan dapat berupa aksesoris atau kemasan. Bahan tambahan yang digunakan dalam proses pembuatan daun pintu adalah:
1. Plastik
Daun pintu yang telah distempel kemudian dipacking dengan menggunakan plastik.
2. Lem Kayu
Lem kayu digunakan untuk melekatkan potongan kayu untuk komponen pintu. 3. Tepung Dempul
Tepung dempul digunakan untuk menutupi celah pada pintu pada saat finishing. 4. Lem Cair
Lem cair digunakan untuk melekatkan serat kayu yang kasar pada saat penghalusan.
2.4.1.3. Bahan Penolong
Bahan penolong adalah bahan yang digunakan untuk menolong kelancaran proses produksi dan bahan tersebut tidak ikut menjadi produk. Bahan penolong yang digunakan dalam proses pembuatan pintu adalah oli. Oli digunakan sebagai pelumas mesin yang berfungsi untuk memudahkan pengerjaan.
2.4.2. Uraian Proses Produksi
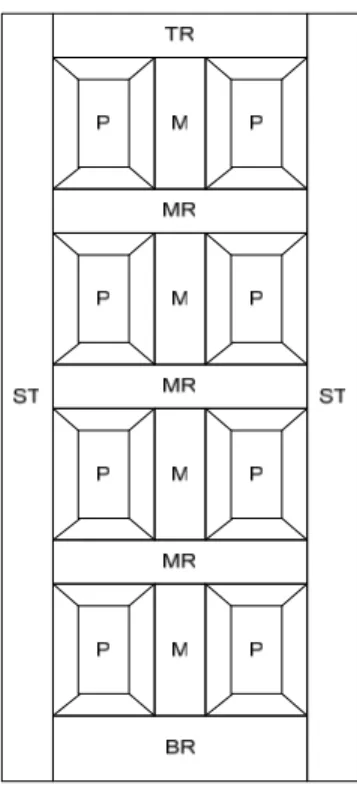
Daun pintu terdiri dari beberapa komponen baik yang berasal dari kayu veener ataupun komponen solid. Masing-masing komponen dikerjakan berdasarkan perintah kerja. Komponen daun pintu untuk jenis petak 8 dapat dilihat pada Gambar 2.2.
Gambar 2.2. Daun Pintu Petak 8 Keterangan komponen :
ST : Stile P : Panel
M : Middle (tengah)
BR : Bottom Rail (rel bawah) MR : Middle Rail (rel tengah) TR : Top Rail (rel atas)
2.4.2.1. Gudang Bahan Baku
Bahan baku yang masuk ke PTC telah disortir sesuai ukuran di tempat suplier. Spesifikasi kayu yang diterima di gudang PTC adalah sebagai berikut:
A. Untuk panel : a. 2,54 cm x 7,62 cm x 210 cm b. 2,54 cm x 10,16 cm x 210 cm c. 2,54 cm x 12,7 cm x 210 cm d. 2,54 cm x 15,24 cm x 210 cm B. Untuk komponen : a. 2,54 cm x 7,62 inchi x 210 cm b. 2,54 cm x 10,16 cm x 210 cm c. 2,54 cm x 12,7 cm x 210 cm d. 2,54 cm x 15,24 cm x 210 cm e. 2,54 cm x 20,32 cm x 210 cm
Kayu-kayu tersebut digunakan pada proses pembuatan panel, top rail, middle rail, middle, dan bottom rail. Pemilihan kayu dilakukan setelah kayu melalui proses blanking.
2.4.2.2. Blanking
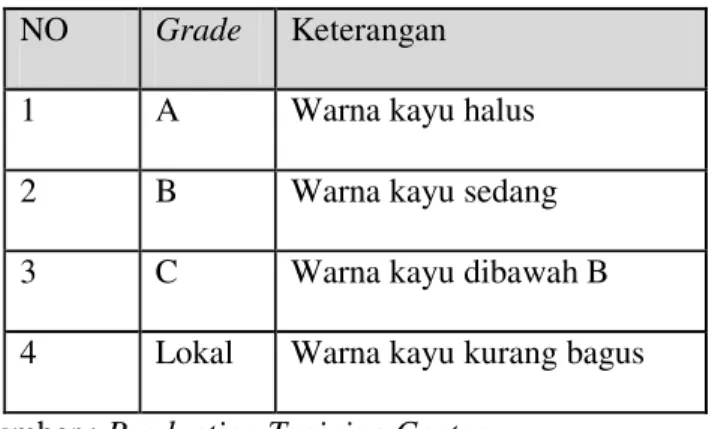
Kayu yang berasal dari gudang bahan baku kemudian melalui proses blanking. Dalam mesin ini, kayu akan dihaluskan bagian atas dan bawahnya. Proses ini bertujuan untuk mengetahui grade kayu yang dapat dilihat dari serat kayu dan warna dasar kayu. Grade kayu yang sesuai dengan kriteria PTC dapat dilihat pada Tabel 2.3.
Tabel 2.3. Jenis-Jenis Grade kayu NO Grade Keterangan
1 A Warna kayu halus
2 B Warna kayu sedang
3 C Warna kayu dibawah B 4 Lokal Warna kayu kurang bagus Sumber : Production Training Centre
Setelah melalui proses blanking, masing-masing komponen akan melewati tahapan yang berbeda. Tahapan pembuatan pintu selanjutnya adalah sebagai berikut: 1. Panel
Kayu yang telah melalui proses blanking, kemudian masuk ke stasiun pembuatan panel. Tahapan pembuatan panel adalah sebagai berikut:
A. Pemotongan
Kayu berukuran panjang yang berasal dari mesin blanking, kemudian dipotong menggunakan mesin Under Cutter sesuai dengan ukuran panel yang tertera pada Surat Perintah Kerja (SPK) dan ditambah allowance 20 mm. Potongan kayu dikatakan sebagai hasil reject apabila pada potongan kayu tersebut busuk atau patah. Potongan kayu yang memenuhi syarat dikumpulkan ke dalam keranjang, kemudian dipisahkan sesuai warna dan grade kayu. Kayu yang memiliki warna dan grade yang hampir mendekati satu sama lain, kemudian dirapatkan sesuai dengan ukuran panel dan diberi tanda.
B. Pengetaman
Kayu yang telah dipotong kemudian diketam sisi sampingnya menggunakan mesin jointer. Mengetam kedua sisi samping adalah untuk memperoleh kesikuan kayu. Kesikuan kayu sangat penting agar kayu dapat menempel satu sama lain pada tahapan selanjutnya. Tahapan selanjutnya adalah clamping.
C. Clamping
Potongan kayu yang telah melalui proses pengetaman, kemudian disatukan dengan lem kayu pada masing-masing sisi samping. Setelah masing-masing sisi diberi lem kayu, potongan kayu tersebut dipress. Proses ini bertujuan agar potongan kayu melekat kuat dan tidak mudah lepas.
D. Pembelahan Panel dan Penyesuaian Tebal
Panel yang telah selesai dari tahap clamping, kemudian dibentuk sesuai ukuran panel pada Surat Perintah Kerja. Pada tahap ini, panel dibelah sesuai ukuran panjang dan lebar serta diketam untuk memperoleh tebal yang standar. Mesin yang digunakan adalah radial arm saw untuk membelah panel sesuai lebar panel, mesin thickness planner untuk memperoleh tebal panel yang standar dan mesin panel saw untuk membelah panel sesuai panjang panel. Panel kemudian masuk ke proses wide belt sander. Sisa pembelahan panel dimasukkan ke dalam keranjang untuk dapat digunakan pada proses pembuatan dowel.
E. Wide Belt Sander
Panel kemudian masuk ke tahapan proses ini, tujuan dari proses ini yaitu untuk menghaluskan permukaan dua sisi kayu. Yaitu sisi atas dan sisi bawah kayu.
Penghalusan dua sisi kayu ini menggunakan mesin wide belt sander (WBS). Proses selanjutnya panel di profil.
F. Profil Shaper
Shaper digunakan untuk membuat profil panel. Panel yang telah diprofil dapat dilihat pada Gambar 2.3.
Gambar 2.3. Sisi Ujung Kayu Setelah dishaper G. Penghalusan Permukaan
Permukaan panel yang telah diprofil kemudian dihaluskan. Proses ini berguna untuk membersihkan serat-serat halus pada panel.
2. Stile
Kayu untuk bagian stile yang telah diblanking kemudian masuk ke stasiun pembuatan Stile.
A. Pemotongan
Kayu yang masih berukuran panjang kemudian dipotong menggunakan mesin under cutter. Pemotongan disesuaikan dengan lurus atau tidaknya kayu yang akan diproses. Kayu dipotong sedikit tanpa terputus dari bagian kayu. Hal ini berguna agar kayu mudah untuk diluruskan. Untuk jenis kayu yang tidak lurus, maka kayu akan
dipotong hingga menjadi beberapa bagian lalu disatukan dengan menggunakan lem kayu.
B. Pemasangan Lipping
Lipping adalah kayu yang digunakan untuk menyangga stile agar lurus. Lipping juga sangat berguna untuk menyatukan stile yang terdiri dari beberapa potongan kayu Bagian sisi samping stile diberi lem lalu dilekatkan pada lipping. C. Pemasangan Kulit Kayu
Setelah proses pemasangan lipping, stile diberi lem pada sisi atas dan bawah. Kemudian kulit kayu ditempel pada sisi yang telah diberi lem. Kulit kayu ini disebut veener.
D. Ketam/Jointer
Stile dimasukkan ke dalam mesin jointer dengan pisau R dan diketam sisi kanan dan kiri. Proses ini untuk memperoleh kayu yang siku.
E. Pemotongan
Pemotongan stile dilakukan di mesin cross cut. Stile dipotong sesuai ukuran standar daun pintu.
F. Bor
Stile dibor dengan kedalaman 70 milimeter pada salah satu sisi sampingnya untuk penempatan dowel. Pengoboran stile yaitu berguna untuk mengaitkan atara stile dan middle rail dengan bantuan dowel.
G. Profil Shaper
Profil shaper ini dilakukan setelah stile dibor. Alat yang digunakan yaitu mesin shaper fungsinya untuk mem-profil samping stile agar komponen lain dengan stile dapat terkait. Hasil komponen stile yang telah di profile dapat dilihat pada Gambar 2.4.
Gambar 2.4. Stile Setelah di Profil
3. Top Rail (TR), Middle (M), Middle Rail (MR) dan Bottom Rail (BR) A. Pemotongan
Komponen TR, M, MR dan BR dipotong sesuai ukuran yang tertera di SPK. Pemotongan TR, M, MR dan BR menggunakan mesin radial arm saw.
B. Pemotongan Profil
Kayu yang telah dipotong sesuai ukuran SPK, kemudian diprofil sisi ujung kayu menggunakan mesin single end. Pemotongan sisi kayu bertujuan menyatukan masing-masing komponen pintu.
C. Profil Shaper
Alat yang digunakan adalah mesin shaper. Profil shaper dilakukan pada komponen agar komponen BR, TR, M dan MR dapat terkait dengan panel dan
D. Bor
Sama seperti stile, komponen-komponen dibor dengan kedalaman 60 mm agar dapat dipasang dowel sehingga antar komponen dapat terkait.
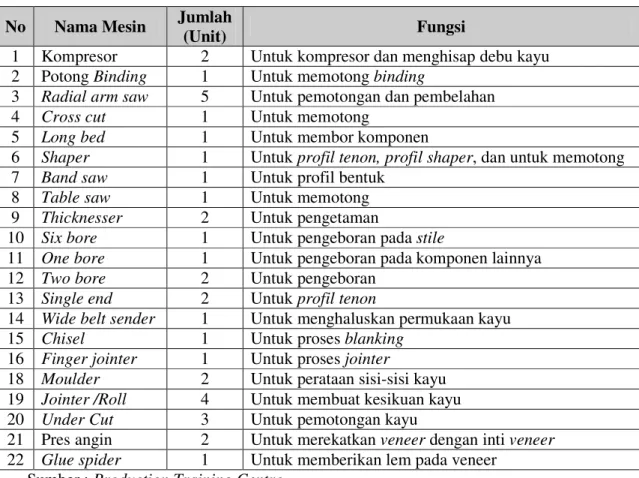
2.5. Mesin dan Peralatan 2.5.1. Mesin
Dalam proses produksinya perusahaan menggunakan mesin-mesin yang ditunjukkan pada Tabel 2.4.
Tabel 2.4. Mesin-Mesin yang Digunakan di PTC
No Nama Mesin Jumlah
(Unit) Fungsi
1 Kompresor 2 Untuk kompresor dan menghisap debu kayu 2 Potong Binding 1 Untuk memotong binding
3 Radial arm saw 5 Untuk pemotongan dan pembelahan
4 Cross cut 1 Untuk memotong
5 Long bed 1 Untuk membor komponen
6 Shaper 1 Untuk profil tenon, profil shaper, dan untuk memotong 7 Band saw 1 Untuk profil bentuk
8 Table saw 1 Untuk memotong
9 Thicknesser 2 Untuk pengetaman
10 Six bore 1 Untuk pengeboran pada stile
11 One bore 1 Untuk pengeboran pada komponen lainnya 12 Two bore 2 Untuk pengeboran
13 Single end 2 Untuk profil tenon
14 Wide belt sender 1 Untuk menghaluskan permukaan kayu 15 Chisel 1 Untuk proses blanking
16 Finger jointer 1 Untuk proses jointer
18 Moulder 2 Untuk perataan sisi-sisi kayu 19 Jointer /Roll 4 Untuk membuat kesikuan kayu 20 Under Cut 3 Untuk pemotongan kayu
21 Pres angin 2 Untuk merekatkan veneer dengan inti veneer 22 Glue spider 1 Untuk memberikan lem pada veneer
Spesifikasi masing-masing mesin dapat dilihat pada lampiran-2.
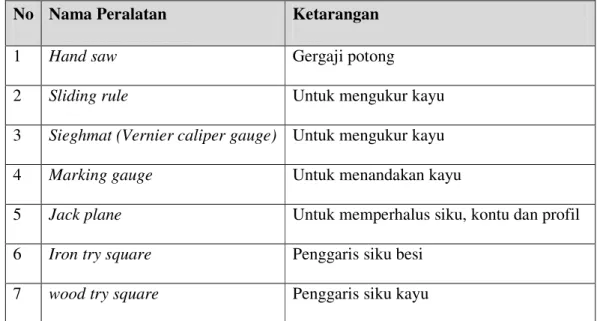
2.5.2. Peralatan
Pada proses pengerjaannya, peralatan yang digunakan dapat dilihat pada Tabel 2.5.
Tabel 2.5. Peralatan yang Digunakan di PTC
No Nama Peralatan Ketarangan
1 Hand saw Gergaji potong
2 Sliding rule Untuk mengukur kayu
3 Sieghmat (Vernier caliper gauge) Untuk mengukur kayu
4 Marking gauge Untuk menandakan kayu
5 Jack plane Untuk memperhalus siku, kontu dan profil 6 Iron try square Penggaris siku besi
7 wood try square Penggaris siku kayu Sumber : Production Training Centre
2.6. Utilitas
Unit utilitas merupakan penunjang bagi unit lain dalam pabrik atau merupakan sarana penunjang untuk menjalankan suatu pabrik dari tahap awal sampai produk akhir.
1. Energi Listrik yang diperoleh dari PLN untuk mengoperasikan mesin-mesin dan peralatan produksi. Generator digunakan sebagai cadangan listrik apabila terjadi pemadaman listrik PLN. Spesifikasi generator yang digunakan yaitu:
Merek : Mitsubishi / Mercedes-Benz / Chumming Daya : 97 KVA / 125 KVA / 250 KVA
Tegangan : 380 Volt Frekwensi : 50-60 Hz
Cos φ : 0,85
Buatan : Jepang / Jerman / Inggris Jumlah : 1 unit / 1 unit / 1 unit
2. Penyediaan air diperoleh dari PDAM Tirtanadi. Air digunakan untuk perebusan kayu, membersihkan peralatan dan untuk keperluan karyawan.
2.7. Safety and Fire Protection
Safety and Fire Protectioan merupakan tindakan pengamanan dan perlindungan terhadap kemungkinan terjadinya kecelakaan kerja dan kebakaran yang merupakan resiko pabrik pada umumnya. Faktor safety yaitu tindakan pengamanan dan pencegahan terhadap resiko kecelakaan kerja yang mungkin timbul. Tindakan safety yang dilakukan perusahaan adalah mewajibkan tenaga kerjanya untuk menggunakan pelindung diri seperti :
1. Sarung Tangan 2. Masker
4. Alat pelindung dari polusi suara.
Fire protection adalah tindakan perlindungan terhadap sumber yang dapat mengakibatkan api. Tindakan fire protection yang dilakukan adalah dengan memberikan penutup pada panel listrik, menyediakan racun api berupa alat pemadam api ringan, pada jarak tertentu di lantai pabrik atau pada daerah yang mudah terjadi kebakaran.
2.8. Waste and Water Treatment
Setiap perusahaan perlu memperhatikan masalah limbah. Limbah yang dihasilkan sepanjang proses produksi berlangsung terdiri dari potongan kayu, air sisa perebusan dan debu. Masing-masing dikelola dengan cara yang berbeda.
Sisa potongan kayu dapat digunakan sebagai bahan bakar perebusan kayu. Air sisa perebusan tidak berbahaya bagi lingkungan sehingga dapat langsung dialirkan ke saluran pembuangan air. Limbah berupa debu telah dihisap oleh mesin penghisap debu yang berada pada tiap-tiap mesin. Debu tersebut kemudian dialirkan melalui pipa ke luar pabrik untuk dibuang.
2.9. Maintenance
Maintenance merupakan proses perawatan terhadap mesin dan alat kerja untuk mencegah terjadinya kerusakan dan kesalahaan pada saat proses produksi berlangsung. Perawatan ini ditujukan agar proses seluruh produksi dapat berjalan dengan baik, sehingga tidak ada hambatan yang disebabkan oleh mesin atau peralatan
yang dapat mengakibatkan cacat pada produk dan keterlambatan waktu penyelesaian produk yang berakibat pada keterlambatan waktu pengiriman.
Proses maintenance terbagi atas 2 jenis, maintenance yang dilakukan secara berkala sesuai periode waktu tertentu, dan maintenance yang dilakukan sebagai penanggulangan kerusakan. Pada perusahaan ini proses maintenance dilakukan secara berkala hanya saja frekuensinya masih sangat jarang yaitu sebulan sekali.