Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
MINIMISASI WAKTU PRODUKSI DENGAN MENGELIMINASI KEGIATAN NON-VALUE ADDED MENGGUNAKAN METODE GERT (GRAPHICAL EVALUATION AND REVIEW
TECHNIQUE) DAN VSM (VALUE STREAM MAPPING) PADA PT MORAWA ELECTRIC TRANSBUANA
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
IZET MUSTAKIM 040403019
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009. MINIMISASI WAKTU PRODUKSI DENGAN MENGELIMINASI KEGIATAN
NON-VALUE ADDED MENGGUNAKAN METODE GERT (GRAPHICAL EVALUATION AND REVIEW TECHNIQUE) DAN VSM (VALUE STREAM MAPPING)
PADA PT MORAWA ELECTRIC TRANSBUANA
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
IZET MUSTAKIM 040403019
Disetujui Oleh :
Dosen Pembimbing I Dosen Pembimbing II
(Ir. NAZLINA, MT) (AULIA ISHAK, ST. MT)
D E P A R T E M E N T E K N I K I N D U S T R I F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA MEDAN
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
KATA PENGANTAR
Puja dan puji syukur penulis aturkan kepada Allah SWT, yang telah memberikan rahmat dan karunia-Nya. Rahmat dan karunia-Nya telah memberikan kesempatan kepada penulis untuk menyelesaikan tugas sarjana ini dengan baik. Tugas sarjana ini diajukan untuk memenuhi sebagian dari syarat-syarat memperoleh gelar sarjana teknik, di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Tugas sarjana ini berjudul “Minimisasi waktu produksi dengan mengeliminasi kegiatan non-value added menggunakan metode GERT (graphical evaluation and review technique) dan VSM (value stream mapping) pada PT Morawa Electric Transbuana”. Penelitian ini dilakukan di PT Morawa Electric Transbuana, sebagai salah satu perusahaan yang bergerak dalam bidang manufaktur yaitu pembuatan tranformator. Penelitian ini berupaya untuk meningkatkan kinerja lantai pabrik dengan meminimisasi kegiatan non value added dan mengidentifikasi kegiatan non value added.
Hal yang tidak dimiliki oleh tiap manusia adalah kesempurnaan. Oleh karena itu, penulis menyadari bahwa masih terdapat kekurangan pada draft tugas sarjana ini. Namun untuk mencapai ke arah yang lebih baik, penulis mengharapkan kritik dan saran dari pembaca sehingga dapat menyempurnakan tugas sarjana ini. Penulis berharap semoga tugas sarjana ini dapat menjadi referensi yang bermanfaat bagi yang membutuhkan.
UNIVERSITAS SUMATERA UTARA, MEDAN
Maret 2009 Penulis
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
UCAPAN TERIMAKASIH
Selama penulisan draft tugas sarjana ini penulis banyak mendapat bantuan baik materil maupun moril dari berbagai pihak. Oleh karena itu sudah selayaknyalah penulis mengucapkan terimakasih yang sebesar-besarnya kepada:
1. Kedua orang tua (H. Ali Basya dan Hj. Asni) dan keluarga tercinta, yang telah memberikan semangat dan materil kepada penulis.
2. Ibu Nazlina, MT dan Bapak Aulia Ishak sebagai Dosen Pembimbing, yang telah memberikan bimbingan dan arahan kepada penulis.
3. Bapak Prof. Dr. Ir. Sukaria Sinulingga, M. Eng, selaku Koordinator Bidang Manufaktur yang telah memberikan bimbingan dan arahan kepada penulis selama pra proposal.
4. Ibu Ir. Rosnani Ginting, MT, selaku Ketua Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara, dan sebagai Dosen Pembimbing Akademik penulis.
5. Segenap pimpinan PT Morawa Electric Transbuana yang telah memberikan izin kepada penulis untuk melaksanakan penelitian di perusahaan tersebut.
6. Bapak Francis R., ST dan karyawan lantai pabrik yang telah meluangkan waktu untuk memberikan penjelasan kepada penulis tentang proses produksi yang berlangsung dan hal-hal lain yang berkaitan dengan tugas sarjana ini.
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
7. Bang Bowo, Kak Dina, Bang Mijo dan segenap pegawai Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara yang telah membantu pengurusan berkas-berkas tugas sarjana.
8. Sahabat-sahabat penulis, Miranti Prasetya yang telah membantu menterjemahkan literatur, Nurul Adi yang telah meminjamkan printer, Suhadi yang telah meminjamkan Laptop, Ali, Miska, Mela, Indah, Dini, Veni dan sahabat-sahabat penulis lainnya yang tidak dapat disebut satu persatu yang banyak membantu dan memberikan dukungan moril.
9. Teman-teman penulis Desima, Anita, Eko Budiono dan Valentine yang telah meminjamkan buku sebagai literatur dalam penulisan tugas sarjana ini.
10. Rekan-rekan asisten Laboratorium Pengukuran dan Statistik (Indra, Elfrida, Maya, Dwi, Budi, Melda, Velino, Eko, Rizki, Delfandi dan Fiely) yang bersama-sama bertugas di laboratorium dan memberikan dukungan moril kepada penulis.
11. Rekan-rekan asisten Laboratorium Core Instrumentasi dan Alat Ukur (Digo, Zaki, Elfisa, Ella, Amerina, Ade, Siti) yang bersama-sama bertugas di laboratorium dan memberikan dukungan moril kepada penulis.
12. Sahabat-sahabat penulis angkatan 2004 Aufar, Miko, Amin, Fiktor, Fikrie, Armen, Ilham dan sahabat penulis lainnya yang tidak dapat disebut satu persatu yang membantu penulis selama perkuliahan hingga tugas sarjana.
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
ABSTRACTS
Production process performance has a direct effect to the quality product. Time needed to complete the process is one of the indicator explain the performance measurement of the process. This research is done by the combination of GERT (Graphical Evaluation and Review Technique) method and VSM. In order to minimise and to identify non value added activities and to design the new production line pattern. Based of preliminary condition (current state map), the value added percentage of 21% (4,84 days) and non value added of 79% (18,20 days) are resulted. Also in the current state map production lead time is 23,10 days with processing time of 6963,07 minutes, while in the proposed condition (future state map) production lead time is 17,35 days with processing time of 1950,75 minutes and the reduction production lead time happened to be 5,75 days (24,89%) with the new layout design.
Keyword : Graphical Evaluation and Review Technique (GERT), Value Stream Mapping (VSM), Big Picture Mapping Tools
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
DAFTAR ISI
BAB HALAMAN
KATA PENGANTAR ... i
UCAPAN TERIMA KASIH ... ii
ABSTRAK ... iv
DAFTAR ISI ... v
DAFTAR TABEL ... ix
DAFTAR GAMBAR ... xi
DAFTAR LAMPIRAN ... xiv
I. PENDAHULUAN
1.1. Latar Belakang Permasalahan ... I-1 1.2. Rumusan Masalah . ... I-3 1.3. Tujuan dan Manfaat Penelitian ... I-4 1.4. Batasan Permasalahan ... I-5 1.5. Asumsi yang Digunakan ... I-6 1.6. Sistematika Penulisan Tugas Akhir ... I-6 II. GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan ... II-1 2.2. Ruang Lingkup Bidang Usaha ... II-2 2.3. Organisasi dan Manajemen ... II-2 2.4. Proses Produksi ... II-7 III. LANDASAN TEORI
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
3.2. Teknik Pengukuran Waktu ... III-9 3.3. Penentuan Jumlah Pengukuran Waktu ... III-10 3.4. Taraf Signifikansi dan Besar Sampel ... III-12 3.5. Pengujian Keabsahan Distribusi ... III-13 3.6. Distribusi Kemungkinan ... III-15 3.7. Model Analisis Network GERT ... III-18 3.8. Value Stream Mapping ... III-24 3.8.1. Current State Map ... III-26 3.8.2. Future State Map ... III-34
IV. METODOLOGI PENELITIAN
4.1. Objek Penelitian ... IV-1 4.2. Lokasi dan Waktu Penelitian . ... IV-1 4.3. Bentuk Penelitian ... IV-1 4.4. Studi Lapangan ... IV-2 4.5. Identifikasi Masalah dan Penetapan Tujuan ... IV-2 4.6. Pengumpulan Data ... IV-2 4.7. Metode dan Tool yang Digunakan ... IV-4 4.8. Analisa dan Evaluasi ... IV-6 4.8.1. Menentukan Akar Penyebab Pemborosan ... IV-6 4.8.2. Evaluasi Future State Map ... IV-8 4.9. Kesimpulan dan Saran ... IV-8
V. PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data ... V-1 5.1.1. Aliran Proses Produksi ... V-1
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
5.1.2. Waktu Proses Produksi ... V-1 5.1.3. Probabilitas Kegagalan ... V-5 5.2. Pengolahan Data ... V-8 5.2.1. Pengujian Pendahuluan ... V-8 5.2.2. Perhitungan Waktu Baku ... V-13 5.2.3. Pengukuran Waktu Produksi ... V-16 5.2.4. Mengidentifikasi Kegiatan Non Value Added dan Meminimisasi Non
Value Added Time ... V-24
VI. ANALISIS DAN EVALUASI
6.1. Analisis ... VI-1 6.1.2. Menentukan Akar Penyebab Pemborosan ... VI-3 6.1.2. Perancangan Future State Map ... VI-3 6.1.3. Pengukuran Waktu Produksi Berdasarkan Future State Map dengan
Metode GERT ... VI-14 6.2. Evaluasi ... VI-20 6.2.1. Evaluasi Future State Map ... VI-19 VII. KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-3 DAFTAR PUSTAKA ... DP LAMPIRAN
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
DAFTAR TABEL
TABEL HALAMAN
2.1. Uraian Jabatan dan Jumlah Tenaga Kerja pada PT Morawa Electric Transbuana
……… II-4
2.2. Jam Kerja PT Morawa Electric Transbuana ... II-6 2.3. Jam Kerja PT Morawa Electric Transbuana ... II-10 2.4. Spesifikasi Produk Transformator Tiga Phasa ... II-10 2.5. Peralatan yang Digunakan ... II-22 2.6. Daftar Mesin Produksi PT Morawa Electric Transbuana ………. II-24 3.1. Tipe Kesalahan dalam Pengujian Hipotesis ... III-13 3.2. Kombinasi dari Node-node Logika GERT ... III-19 3.3. Distribusi yang Cocok untuk Program GERT... III-20 3.4. Deskripsi dari Aktivitas pada Gambar 3.5. ... III-21
5.1. Data Waktu Transportasi (Menit) pada Lantai Pabrik untuk Proses Produksi
Transformator ………. ………….. V-4
5.2. Hasil Pengukuran Waktu Proses Produksi ………. V-2 5.3. Probabilitas Kegagalan pada Tiap Tahapan Proses Produksi Transformator
………. ……… V-5
5.4. Hasil Uji Keseragaman Data Waktu Proses Pemotongan Silicon Steel
………. V-8 5.5. Rekapitulasi Hasil Uji Keseragaman Data Waktu Proses ………….. V-10 5.6. Perhitungan Uji Kecukupan Data Waktu Proses Pemotongan Silicon Steel
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
5.7. Rekapitulasi Hasil Uji Kecukupan Data Waktu Proses ………..…….. V-11
5.8. Hasil Uji Kebaikan-suai One-Sample Kolmogorov-Smirnov Test Waktu Proses
Pemotongan Silicon Steel ……….…. V-12
5.9. Rekapitulasi Hasil Uji Kebaikan-suai One-Sample Kolmogorov-Smirnov Test Tiap Waktu
Proses ………..………. V-13
5.10. Penentuan Kelonggaran (% Allowance) dan Waktu Baku (Menit) untuk Setiap Aktivitas
………. V-15
5.11. Moment Generating Function (MGF) untuk Pembuatan Transformator
……….…. ……… V-18
5.12. Elemen Dasar GERT untuk Pembuatan Transformator ……… V-20 5.13. Jumlah Produksi Transformator Tahun 2008 ……… V-25 5.14. Rekapitulasi Data Waktu Proses dan Jumlah Tenaga Kerja …… V-28 5.15. Waktu Siklus, dan Uptime tiap Aktivitas Produksi ……… V-29
5.16. Value Added Time (VA) ……… V-47
5.17. Non Value Added Time (NVA) ... V-47
6.1. Rekapitulasi Perhitungan Takt Time ... VI-5
6.2. Perbandingan Antara Waktu Siklus Pengamatan dengan Takt Time ... VI-6
6.3. Moment Generating Function (MGF) Berdasarkan Future State Map VI-16 6.4. Elemen Dasar GERT Berdasarkan Future State Map ………. VI-17 6.5. Waktu Menunggu antar Proses yang Dapat Dieliminasi ………… VI-20 6.6. Estimasi Perubahan Waktu Siklus pada Future State Map ………. VI-21
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT Morawa Electric Transbuana ... II-3 2.2. Flowchart Proses Produksi Transformator ... II-20 2.3. Flowchart Proses Produksi Akhir dan Pengujian Akhir Transformator ... II-21 3.1. Syarat-syarat Penyusunan Suatu Rencana Produksi... III-5 3.2. Kurva Normal ... III-16 3.3. Kurva Sebaran Seragam Diskret ... III-17 3.4. Model GERT dari Sebuah Perusahaan Produksi ... III-21 3.5. Contoh Jaringan GERT ... III-23 4.1. Blok Diagram Metodologi Penelitian ... IV-9 4.2. Blok Diagram Pengolahan Data ... IV-10 5.1. Flowchart Proses Produksi Transformator ... V-6 5.2. Flowchart Proses Produksi Akhir & Pengujian Akhir Transformator ... V-7 5.3. Peta Kontrol Waktu Proses Pemotongan Silicon Steel ... V-9 5.4. Network GERT untuk Pembuatan Transformator ... V-16 5.5. SIPOC Diagram Produksi Transformator ... V-27 5.6. Layout PT Morawa Electric Transbuana ... V-31 5.7. Current State Map dengan Semua Proses ... V-32 5.8. Aliran Material pada Stasiun Kerja Pemotongan Silicon Steel ... V-34 5.9. Aliran Material pada Stasiun Kerja Penggulungan Inti Trafo ... V-35 5.10. Aliran Material pada Stasiun Kerja Pemanggangan Inti Trafo ... V-35
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
5.11. Aliran Material pada Stasiun Kerja Pengujian Rugi-rugi Inti ... V-36 5.12. Aliran Material pada Stasiun Kerja Penggulungan Kumparan ... V-36 5.13. Aliran Material pada Stasiun Kerja Pemasangan Koneksi ... V-37 5.14. Aliran Material pada Stasiun Kerja Pengeringan ... V-37 5.15. Aliran Material pada Stasiun Kerja Pemasangan Casing ... V-38 5.16. Aliran Material pada Stasiun Kerja Pengisian Minyak ... V-38 5.17. Aliran Material pada Stasiun Kerja Pengujian Akhir ... V-39 5.18. Aliran Material pada Stasiun Kerja Finishing ... V-39 5.19. Current State Map dilengkapi Aliran Material ... V-40 5.20. Current State Map dilengkapi Aliran Informasi dan Material ... V-41 5.21. Current State Map dengan garis lead time ... V-42 5.22. Complete Current State Map dengan Network GERT ... V-43 5.23. Diagram Pie VA dan NVA ... V-47 5.24. Transportasi dari Stasiun Kerja Pengujian Rugi-rugi Inti ke Stasiun Kerja
Penggulungan Kumparan ... V-53 6.1. Cause and Effect diagram untuk Excessive Transportation (Transportasi yang berlebihan)
……… VI-2
6.2. Cause and Effect diagram untuk Waiting (Waktu Menunggu) ... VI-2 6.3. Cause and Effect diagram untuk Waiting (Waktu Menunggu) ... VI-10 6.4. Tata Ruang pada Stasiun Kerja Pemasangan Koneksi ... VI-12 6.5. Tata Ruang pada Stasiun Kerja Pemasangan Koneksi dengan Pembagian Elemen
Pekerjaan ... VI-13 6.6. Future State Map ... VI-15 6.6. Network GERT berdasarkan Future State Map ... VI-16
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
Permohonan Tugas Sarjana ... L-1 Surat Penjajakan ke Perusahaan ... L-2 Surat Balasan Dari Perusahaan ... L-3 Surat Keputusan Tugas Akhir ... L-4 Uraian Tugas dan Tanggung Jawab ... L-5 Uji Keseragaman Data ... L-14 Uji Kecukupan Data ... L-25 Uji Distribusi ... L-31
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Perusahaan-perusahaan khususnya yang bergerak dalam bidang manufaktur harus selalu melakukan perbaikan-perbaikan yang berkelanjutan agar dapat bertahan dan menjadi leader dalam persaingan bisnis pada era globalisasi seperti sekarang ini. Pada era globalisasi setiap perusahaan mempunyai kesempatan yang sama untuk memanfaatkan fasilitas yang ada, begitu juga dengan masyarakat sebagai konsumen mempunyai akses yang cukup luas untuk mengetahui kualitas produk yang sama dari berbagai produsen yang berbeda. Hal ini sangat berpengaruh terhadap tingkat kepuasan pelanggan terhadap suatu produk. Oleh karena itu, setiap perusahaan harus melakukan upaya peningkatan kualitas produk. Kinerja proses produksi mempunyai efek langsung terhadap kualitas produk yang dihasilkan.
Waktu yang dibutuhkan untuk menyelesaikan suatu proses produksi merupakan salah satu indikator yang dapat menggambarkan ukuran kinerja suatu proses produksi. Dengan membandingkan antara waktu aktual dan waktu perencanaan dapat dinilai kinerja suatu proses produksi. Nilai kinerja suatu proses produksi amatlah penting bagi perusahaan untuk menjadi bahan pertimbangan dalam pengambilan keputusan.
Pada umumnya di industri manufaktur sering terjadi waktu aktual produksi tidak sama dengan waktu perencanaan. Kenyataan di lantai pabrik yang terjadi waktu aktual lebih lama dibandingkan dengan waktu perencanaan. Banyak faktor yang
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
mempengaruhi lama waktu aktual suatu proses produksi. Salah satu faktor tersebut diantaranya adalah kegiatan transportasi yang terlalu banyak pada lantai pabrik.
Untuk mengatasi permasalahan ini perusahaan perlu menganalisa lintasan produksi pada lantai pabrik. Perusahaan juga perlu mendeteksi seberapa besar penyimpangan waktu produksi yang terjadi dan mengidentifikasi aktivitas-aktivitas yang tidak mempunyai nilai tambah.
1.2. Rumusan Masalah
Waktu produksi adalah salah satu ukuran kinerja lantai pabrik. Perusahaan yang mampu bersaing pada era globalisasi saat ini adalah perusahaan yang lantai pabriknya memiliki kinerja yang tinggi. Upaya yang dilakukan untuk meningkatkan kinerja lantai pabrik adalah dengan meminimisasi penyimpangan waktu aktual dari waktu perencanaan, sehingga perusahaan dapat mengoptimalkan waktu produksi pada lantai pabrik.
1.3. Tujuan Penelitian
Penelitian ini bertujuan untuk meminimisasi kegiatan non-value added dan mengidentifikasi kegiatan-kegiatan non-value added, serta merancang bentuk lintasan produksi baru yang mampu mendukung kinerja lantai pabrik.
1.4. Sasaran Penelitian
Untuk mencapai tujuan penelitian di atas maka perlu ditetapkan sasaran penelitian sebagai berikut :
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
1. Pemetaan kondisi proses produksi saat ini di perusahaan dengan memanfaatkan konsep value stream mapping.
2. Mengidentifikasi pemborosan (waste) yang terdapat di sepanjang value stream. 3. Mengka ji solusi untuk menghilangkan non value added time di lantai pabrik.
4. Membuat model untuk dapat disimulasikan sebelum diberikan usulan implementasi pada lantai pabrik.
1.5. Batasan Permasalahan
Pembatasan masalah dilakukan agar penelitian ini dapat tercapai secara efektif sehingga dapat mencapai tujuan dari penelitian. Adapun batasan-batasan yang digunakan antara lain :
1. Metode yang digunakan untuk mengukur waktu produksi adalah metode GERT (Graphical Evaluation and Review Technique).
2. Metode yang digunakan untuk mengidentifikasi kegiatan-kegiatan non-value added dan meminimisasi non-value added time adalah Value Stream Mapping.
3. Sumber daya yang diamati adalah sumber daya yang berpengaruh secara langsung terhadap kegiatan proses produksi yang berlangsung pada lantai pabrik.
4. Dengan meniru keadaan nyata yang terjadi pada lantai pabrik dibuat model simulasi dengan menggunakan software powersim 2005.
5. Dari hasil simulasi model baru yang dilakukan diperoleh perilaku sistem tiruan dari sistem nyata pada lantai pabrik untuk membantu dalam mengambil keputusan
6. Penelitian tidak mencakup proses implementasi dari hasil simulasi model yang dilakukan.
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009. 1.6. Asumsi-asumsi yang Digunakan
Dalam melaksanakan penelitian ada beberapa faktor yang selalu menjadi penghalang dan tidak dapat dihindari yaitu keterbatasan waktu, dana, dan fasilitas. Faktor-faktor ini dapat berubah seiring perjalanan penelitian, untuk itu perlu ditetapkan asumsi-asumsi sehingga penelitian dapat lebih fokus dan dapat dikendalikan. Asumsi yang digunakan dalam penelitian ini adalah sebagai berikut :
1. Studi waktu hanya dilakukan untuk mengukur waktu proses yang ada saat ini. 2. Metode kerja yang diamati saat ini telah standar.
3. Operator yang bekerja di setiap stasiun kerja memiliki kemampuan kerja normal. 4. Mesin dan peralatan dalam kondisi baik dan berfungsi normal ketika pengukuran
dilakukan.
5. Urutan proses produksi di lantai pabrik tidak mengalami perubahan selama penelitian berlangsung.
6. Data permintaan produk jadi pada saat ini telah mewakili kondisi pada masa yang akan datang.
1.7. Sistematika Penulisan Tugas Akhir
Sistematika yang digunakan dalam penulisan tugas akhir ini adalah : JUDUL
LEMBAR PENGESAHAN KATA PENGANTAR UCAPAN TERIMA KASIH DAFTAR ISI
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
DAFTAR TABEL DAFTAR GAMBAR DAFTAR LAMPIRAN RINGKASAN
BAB I PENDAHULUAN
Bab ini berisi latar belakang masalah, perumusan masalah, tujuan penelitian, pembatasan masalah dan sistematika penulisan tugas akhir.
BAB II GAMBARAN UMUM PERUSAHAAN
Bab ini berisi sejarah dan gambaran umum perusahaan, organisasi.
BAB III LANDASAN TEORI
Bab ini berisi teori-teori yang digunakan dalam analisis pemecahan masalah.
BAB IV METODOLOGI PENELITIAN
Bab ini berisi tahapan-tahapan penelitian mulai dari persiapan hingga penyusunan laporan tugas akhir.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini berisi data primer dan sekunder yang diperoleh dari penelitian serta pengolahan data yang membantu dalam pemecahan masalah.
BAB VI ANALISIS PEMECAHAN MASALAH
Bab ini berisi analisis hasil pengolahan data dan pemecahan masalah.
BAB VII KESIMPULAN DAN SARAN
Bab ini berisi kesimpulan yang didapat dari hasil pemecahan masalah dan saran-saran yang diberikan kepada pihak perusahaan.
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
DAFTAR PUSTAKA LAMPIRAN
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Pada zaman sekarang ini listrik merupakan sumber tenaga utama yang menjadi objek vital bagi masyarakat dalam melaksanakan aktivitas sehari-hari. Untuk itu pemerintah terus berusaha untuk menjaga suplai listrik yang cukup setiap harinya. Dalam mendistribusikan listrik dibutuhkan komponen berupa transformator. Transformator ini dibutuhkan untuk menjaga kestabilan tegangan listrik dari sumber pembangkit hingga sampai ke masyarakat yang jauh dari sumber pembangkit.
Seiring dengan kemajuan teknologi yang diikuti dengan peningkatan jumlah penduduk maka dibutuhkan distribusi listrik yang lebih banyak. Dengan demikian diperlukan pula komponen penginstalasian listrik misalnya seperti transformator. Hal inilah yang mendorong pendirian perusahaan transformator yang bernama PT Morawa Electric Transbuana.
PT Morawa Electric Transbuana merupakan perusahaan penanaman modal dalam negeri (PMDN) yang didirikan dengan ijin usaha tetap No. 127/M/SK/IMLD/VIII/88, tanggal 9 Agustus 1988. Ijin usaha tersebut kemudian diperluas dengan ijin perluasan No. 120/Kanwil-02/IP/ID-IMLDE/X/98 pada tanggal 5 oktober 1992.
Luas pabrik 10.000 m2, PT Morawa Electric Transbuana memproduksi Transformator
Distribution dengan kapasitas produksi 4000 unit/tahun dan akan dipasarkan di dalam negeri
maupun untuk kebutuhan ekspor. Pabrik ini beralamat di Jl. Raya Medan – Lubuk Pakam Km 20,5 Deli Serdang Sumatera Utara. Perusahaan ini juga memiliki kantor yang beralamat di Jl. Perniagaan Baru No. 48 D – 50 D Medan Sumatera Utara.
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
PT Morawa Electric Transbuana berusaha untuk semakin meningkatkan standar mutu operasional, keunggulan teknis dan pelayanan masyarakat. Hal ini ditunjukkan dengan diperolehnya sertifikasi ISO 9001:2000 yang mulai diefektifkan penerapannya pada tanggal 1 Mei 2003 sampai dengan sekarang.
2.2. Ruang Lingkup Bidang Usaha
PT Morawa Electric Transbuana dalam kegiatannya memproduksi dua jenis transformator yaitu transformator satu phasa dan transformator dua phasa. Pengguna transformator ini terbagi atas dua golongan besar yaitu PLN (Perusahaan Listrik Negara) dan industri-industri (misalnya PT Caltex Pacific Indonesia, PT SOCI, PT Aribawana). Transformator yang diproduksi juga diekspor ke luar negeri seperti Malaysia dan Singapura.
2.3. Organisasi dan Manjemen
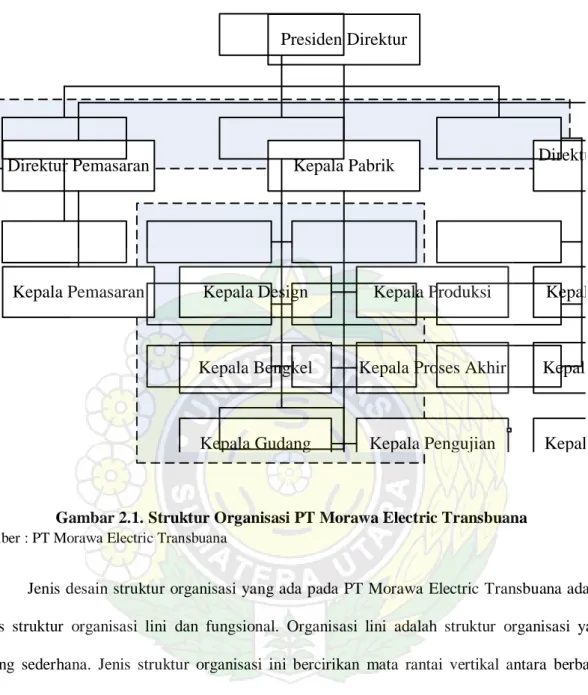
2.3.1. Struktur Organisasi PT. Morawa Electric Transbuana
Desain organisasi adalah proses pembuatan keputusan yang dilakukan oleh pimpinan untuk memilih struktur organisasi yang sesuai dengan strategi untuk organisasi dan lingkungan tempat anggota organisasi melaksanakan strategi tersebut. Jadi desain organisasi mengharuskan pimpinan untuk melihat ke dua arah secara bersamaan yaitu ke dalam dan ke luar organisasi. Untuk itu PT Morawa Electric Transbuana memiliki struktur organisasi seperti pada Gambar 2.1.
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
Presiden Direktur
Direktur Pemasaran Kepala Pabrik Direktur Keuan
Kepala Pemasaran Kepala Design Kepala Produksi Kepala Keuang
Kepala Bengkel Kepala Proses Akhir Kepala Person
Kepala Gudang Kepala Pengujian Kepala Pembel
Kepala QAS
Gambar 2.1. Struktur Organisasi PT Morawa Electric Transbuana
Sumber : PT Morawa Electric Transbuana
Jenis desain struktur organisasi yang ada pada PT Morawa Electric Transbuana adalah jenis struktur organisasi lini dan fungsional. Organisasi lini adalah struktur organisasi yang paling sederhana. Jenis struktur organisasi ini bercirikan mata rantai vertikal antara berbagai tingkat organisasi. Semua anggota organisasi menerima perintah melalui suatu mata rantai komando. Sedangkan organisasi menurut fungsi menyatukan semua orang yang terlibat dalam satu aktivitas atau beberapa aktivitas berkaitan yang disebut fungsi dalam satu departemen. Uraian tugas dan tanggung jawab masing-masing jabatan pada struktur organisasi PT Morawa Electric Transbuana yang menggambarkan aliran informasi yang terjadi selama kegiatan berlangsung dapat dilihat pada Lampiran 1.
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
2.3.2. Tenaga Kerja dan Jam Kerja 2.3.2.1. Tenaga Kerja
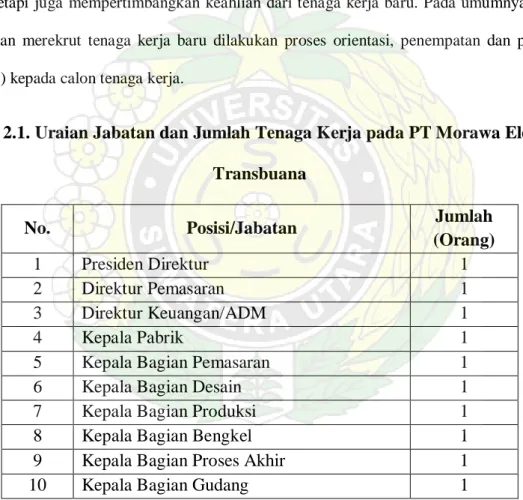
Tenaga kerja merupakan salah satu faktor produksi karena apabila terdapat kekurangan tenaga kerja maka kegiatan produksi tidak dapat bejalan dengan semestinya. Dalam memenuhi kebutuhan tenaga kerja, PT Morawa Electric Transbuana tidak hanya mempertimbangkan jumlah tetapi juga mempertimbangkan keahlian dari tenaga kerja baru. Pada umumnya setelah perusahaan merekrut tenaga kerja baru dilakukan proses orientasi, penempatan dan pelatihan (training) kepada calon tenaga kerja.
Tabel 2.1. Uraian Jabatan dan Jumlah Tenaga Kerja pada PT Morawa Electric Transbuana
No. Posisi/Jabatan Jumlah
(Orang)
1 Presiden Direktur 1
2 Direktur Pemasaran 1
3 Direktur Keuangan/ADM 1
4 Kepala Pabrik 1
5 Kepala Bagian Pemasaran 1
6 Kepala Bagian Desain 1
7 Kepala Bagian Produksi 1
8 Kepala Bagian Bengkel 1
9 Kepala Bagian Proses Akhir 1
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009. Tabel 2.1. Uraian Jabatan dan Jumlah Tenaga Kerja pada PT Morawa Electric
Transbuana (Lanjutan)
No. Posisi/Jabatan Jumlah
(Orang)
11 Kepala Bagian Pengujian 1
12 Kepala Bagian QAS (Quality Assurance) 1
13 Kepala Bagian Keuangan 1
14 Kepala Bagian Personalia 1
15 Kepala Bagian Pembelian 1
16 Karyawan Seksi Desain 1
17 Karyawan Seksi Perawatan 1
18 Karyawan Seksi Bengkel 16
19 Karyawan Seksi Pengujian Material 3
20 Karyawan Seksi Produksi Inti 4
21 Karyawan Seksi Pemanggangan Inti 1
22 Karyawan Seksi Pengujian Inti 2
23 Karyawan Seksi Pembuatan Kertas Isolasi 2
24 Karyawan Seksi Penggulungan Kumparan 7
25 Karyawan Seksi Perakitan/Koneksi
Kumparan 6
26 Karyawan Seksi Pengeringan Trafo 1
27 Karyawan Seksi Finishing 6
28 Karyawan Seksi Gudang 1
29 Karyawan Seksi Lokal 1
30 Karyawan Seksi Ekspor 1
31 Karyawan Seksi Administrasi 4
32 Karyawan Seksi Keamanan 8
Jumlah Total 80
Sumber : PT Morawa Electric Transbuana
Terdapat dua golongan tenaga kerja pada PT Morawa Electric Transbuana yaitu tenaga kerja langsung dan tenaga kerja tidak langsung. Dalam penempatan posisi terhadap setiap tenaga kerja diatur oleh pihak manajemen perusahaan. Uraian jumlah dan posisi/jabatan tenaga kerja pada PT Morawa Electric Transbuana dapat dilihat pada Tabel 2.1.
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
2.3.2.2. Jam Kerja
Pada pelaksanaan aktivitas kerja, PT Morawa Electric Transbuana memakai waktu kerja selama enam hari setiap minggunya yaitu mulai dari Senin sampai Sabtu. Dan pada setiap hari kerja terdiri dari satu shift yang uraiannya dapat dilihat pada Tabel 2.2. Pada saat perusahaan memperoleh order/permintaan yang banyak, maka perusahaan melaksanakan sistem kerja lembur yang dilakukan setelah jam kerja reguler.
Tabel 2.2. Jam Kerja PT Morawa Electric Transbuana Hari Jam Kerja Keterangan Senin – Kamis 08.30 – 12.00 Kerja 12.00 – 13.00 Istirahat 13.00 – 16.00 Kerja Jumat 08.30 – 12.00 Kerja 12.00 – 13.30 Istirahat 13.30 – 16.00 Kerja Sabtu 08.30 – 12.00 Kerja 12.00 – 13.00 Istirahat 13.00 – 15.00 Kerja Sumber : PT Morawa Electric Transbuana
2.3.3. Sistem Pengupahan dan Fasilitas yang Digunakan
Besar upah/gaji karyawan pada PT Morawa Electric Transbuana bergantung pada jabatan, keahlian, kecakapan, pendidikan dan prestasi kerja karyawan yang bersangkutan. Jadwal pembayaran upah biasanya pada setiap awal bulan. Adapun perincian upah dan sistem pengupahan pada PT Morawa Electric Transbuana adalah sebagai berikut :
- Gaji Pokok - Upah Lembur
- Tunjangan Kesehatan dan Keluarga - Insentif Kerajinan
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
- Bonus Tahunan
2.4. Proses Produksi 2.4.1. Bahan
2.4.1.1. Bahan Baku
Bahan baku merupakan semua bahan yang langsung digunakan sebagai bahan dasar serta memiliki persentase penggunaan terbesar (komposisi terbesar) dalam pembuatan produk dimana sifat dan bentuknya akan mengalami perubahan. Bahan baku yang digunakan pada proses produksi transformator PT Morawa Electric Transbuana adalah sebagai berikut :
1. Plat Silicon Steel
Silicon Steel digunakan untuk pembuatan inti transformator. Jenis silicon steel yang digunakan adalah Grain Oriented Core HHB atau Z8H produksi Nippon Steel Jepang dan jenis RG8H produksi Kawasaki Steel Jepang.
2. Kawat Tembaga
Jenis kawat tembaga yang digunaka terdiri dari dua jenis, yaitu:
- Enameled Copper Wire, kawat berbentuk silinder untuk gulungan primer.
- Rectangular Copper Wire, kawat berbentuk persegi untuk gulungan sekunder dengan ukuran 3,2 x 8 mm.
3. Kertas Isolasi
Kertas isolasi ini berasal dari Jepang dalam bentuk gulungan besar untuk ukuran 0,13 – 0,50 mm, sedangkan untuk ukuran 0,80 – 1,60 mm dikemas dalam peti. 4. Minyak
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
Minyak yang digunakan adalah minyak jenis DIALA B yang diproduksi oleh perusahaan Sheel Company Amerika Serikat.
5. High and Low Voltage Bushing
High and Low Voltage Bushing merupakan bahan yang digunakan untuk tempat mengikat kabel jaringan distribusi listrik dan menghubungkannya ke dalam rangkaian transformator. Bahan ini diimport dari Cina.
6. Tap Changer 7. Earth Terminal 8. Thermometer
9. Besi plat, besi siku, besi UNP, besi plat strip dan roda besi hasil produksi dalam negeri yang digunakan dalam pembuatan casing transformator.
10. Pressure Terminal
Pressure terminal berfungsi sebagai penghubung transmisi.
2.4.1.2. Bahan Penolong
Bahan penolong adalah semua bahan yang ikut dalam proses tetapi tidak tampak pada produk akhir. Bahan penolong diperlukan dalam memperlancar penyelesaian suatu produk dimana keberadaan bahan penolong ini tidak mengurangi nilai tambah produk yang dihasilkan. Bahan penolong yang digunakan pada proses pembuatan transformator pada PT Morawa Electric Transbuana adalah sebagai berikut:
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
Gas ini digunakan untuk menghilangkan reaksi oksidasi antara oksigen dan inti, sehingga tidak terjadi perkaratan inti. Gas ini juga digunakan untuk membantu agar temperatur pemanasan merata.
2. HCL dan Soda Ash
HCL dan Soda Ash digunakan untuk membersihkan tangki dari karat. 3. Kayu Meranti
Kayu meranti digunakan untuk menyangga lilitan kumparan transformator agar kedudukannya tetap.
2.4.1.3. Bahan Tambahan
Bahan tambahan adalah bahan-bahan yang tidak ikut dalam proses produksi tetapi tampak pada produk akhir dan dapat menambah nilai pada produk. Bahan tambahan yang terdapat pada transformator PT Morawa Electric Transbuana adalah sebagai berikut:
1. Plat Merek
Plat merek “Morawa” digunakan untuk menyatakan identitas pabrik yang memproduksi transformator.
2. Name Plate
Name Plate mencantumkan spesifikasi transformator yang ditempatkan pada tangki transformator.
3. Hand Hold
Hand Hold berfungsi sebagai pegangan dalam mempermudah pemindahan transformator dan terdiri dari dua pasang pegangan.
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
4. Cat
Cat digunakan untuk memberi warna tangki transformator.
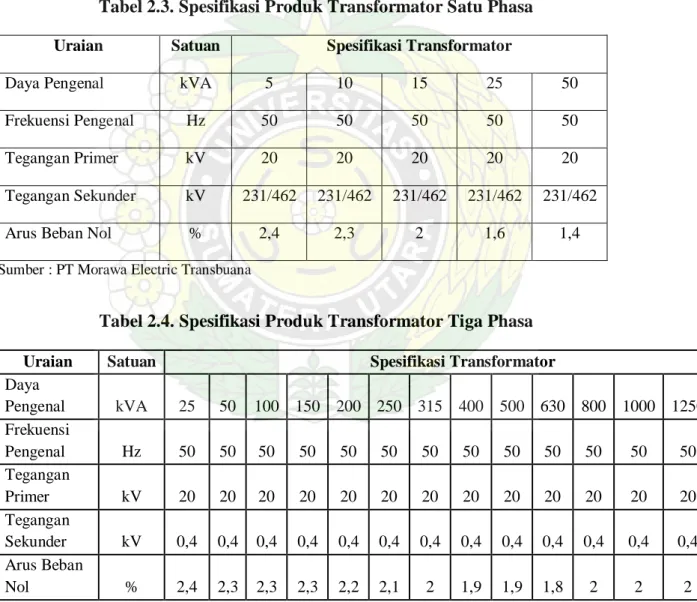
2.4.2. Spesifikasi Produk
Spesifikasi produk transformator yang diproduksi oleh PT Morawa Electric Transbuana dapat dilihat pada Tabel 2.3. dan 2.4.
Tabel 2.3. Spesifikasi Produk Transformator Satu Phasa
Uraian Satuan Spesifikasi Transformator
Daya Pengenal kVA 5 10 15 25 50
Frekuensi Pengenal Hz 50 50 50 50 50
Tegangan Primer kV 20 20 20 20 20
Tegangan Sekunder kV 231/462 231/462 231/462 231/462 231/462
Arus Beban Nol % 2,4 2,3 2 1,6 1,4
Sumber : PT Morawa Electric Transbuana
Tabel 2.4. Spesifikasi Produk Transformator Tiga Phasa
Uraian Satuan Spesifikasi Transformator Daya Pengenal kVA 25 50 100 150 200 250 315 400 500 630 800 1000 1250 1600 Frekuensi Pengenal Hz 50 50 50 50 50 50 50 50 50 50 50 50 50 50 Tegangan Primer kV 20 20 20 20 20 20 20 20 20 20 20 20 20 20 Tegangan Sekunder kV 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 Arus Beban Nol % 2,4 2,3 2,3 2,3 2,2 2,1 2 1,9 1,9 1,8 2 2 2 2
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009. 2.4.3. Uraian Proses Produksi
Proses produksi transformator pada PT Morawa Electric Transbuana secara garis besar dapat dikelompokkan menjadi lima kelompok tahapan, yaitu sebagai berikut : 1. Pengendalian Design
2. Proses Produksi Transformator 3. Proses Produksi Casing
4. Proses Produksi Akhir 5. Proses Pengujian Akhir
Namun di dalam laporan ini peneliti tidak menguraikan proses pengendalian desain dan proses produksi casing.
2.4.3.1. Proses Produksi Transformator
Proses ini dimulai dari desain produksi transformator yang diterima dari Kabag Desain sampai dengan terminal assembling untuk transformator tiga phasa dan satu phasa. Proses produksi transformator dapat dilihat pada Gambar 2.2.
Urutan proses produksi transformator adalah sebagai berikut: 1. Silicon steel cutting (pemotongan silikon)
Tahap awal dari proses proses produksi transformator adalah pemotongan silikon. Silicon steel adalah bahan yang digunakan untuk membuat inti transformator. Bahan ini digunakan karena memperbesar fluks magnetik yang timbul bila pada kumparan transformator mengalir arus listrik. Proses pemotongan silikon steel diawali dengan menset pisau mesin pembelah/pemotong silikon sesuai dengan ukuran bahan yang diperlukan. Kemudian silicon steel dalam bentuk roll diangkat dengan menggunakan hoist crane untuk dimasukkan ke dalam tungku mesin pelepas
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
gulungan. Selanjutnya mesin dijalankan sehingga silikon sampai ke mesin pembelah/potong dengan tepat. Mesin pembelah/pemotong dijalankan perlahan-lahan sehingga silikon sampai ke mesin penggulung dan dilebihkan ±1meter. Kemudian mesin pembelah dan mesin pelepas gulungan dihentikan. Selanjutnya ujung silikon diikatkan pada mesin penggulung. Jalankan lagi mesin penggulung beberapa putaran sehingga silikon tidak longgar dan matikan mesin penggulung. Apabila semua sudah sesuai maka ketiga mesin dijalankan dan diatur agar sepadan. Selanjutnya bila proses hendak dihentikan maka ketiga mesin harus diberhentikan secara berurutan dari mesin penggulung, pembelah dan pelepas gulungan. Mesin dimatikan apabila bahan silikon telah siap untuk dibelah. Silikon yang telah siap dipotong diangkat dengan bantuan hoist crane ke bagian penggulungan core (core winding).
2. Penggulungan Inti Trafo (Core Winding)
Silikon yang telah dipotong dimasukkan ke roller dengan bantuan hoist crane. Kemudian jendela core diletakkan sesuai dengan kVA, selanjutnya dikunci dengan kuat sehingga jendela tidak goyang, kertas dililitkan di atas jendela sebanyak satu belitan. Kemudian ujung silikon ditarik dan penyekat silikon dimasukkan supaya tidak bergeser-geser. Ujung silikon diikatkan pada mesin penggulung dan mesin penggulung dijalankan beberapa putaran sehingga silikon tidak longgar, kemudian sisi silikon diratakan. Bila sisi siliko sudah rata lengan penekan core di turunkan. Atur lebar penekan core sesuai dengn lebar silikon. Lalu silikon siap digulung sesuai dengan desain. Setelah selesai digulung, silikon di rekatkan dengan isolasi.
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
Kemudian lengan penekan core dinaikkan dan dibuka kunci pengikat core. Core yang telah digulung diletakkan di atas meja dengan menggunakan hoist crane. 3. Penimbangan Berat Inti (Weight Measurement)
Inti transformator yang telah siap digulung selanjutnya ditimbang beratnya. Penimbangan ini berguna untuk mengetahui apakah berat yang sebenarnya sesuai dengan berat yang sudah ditentukan menurut desainnya. Inti transformator yang telah selesai digulung tersebut di angkat kepenimbangan dengan menggunakan hoist crane. Berat core tidak boleh lebih dari desain yang telah ditentukan (±3%). Inti yang telah sesuai dengan desain dipindahkan ke bagian pemanggangan inti (Core Annealing) dengan menggunakan hoist crane.
4. Pemanggangan Inti (Core Annealing)
Pada proses pemanggangan inti, inti disusun pada tempatnya dan dimasukkan ke dalam annealing dengan menggunakan hoist crane. Kemudian pintu annealing
ditutup dan gas N2 dialirkan dengan tekanan 0,1 Kg/Cm2 selama 30 menit.
Kemudian arus listrik dialirkan ke heater dengan tegangan 160 volt (switch 1
sampai mencapai 3000C) selama 6 jam dan N2 terus dialirkan dengan tekanan yang
sama. Kemudian dipindahkan ke switch 2 ke 240 volt sampai temperatur mencapai
3800C selama lebih kurang 18 jam. Jika temperatur telah mencapai 8300C sementara
waktunya belum mencapai 12 jam, maka temperatur 8300C dipertahankan sampai
batas waktu kurang dari 16 jam. Setelah proses selesai, maka sumber arus listrik
dimatikan dan N2 terus dialirkan sampai proses selesai. Temperatur dibiarkan
perlahan-lahan turun sampai temperatur mencapai 5000C. Kemudian heater diangkat
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
dan dipindahkan, sedangkan tutup dalam tetap dibiarkan sampai temperatur
mencapai 1600C, kemudian N2 di stop. Kemudian tutup dalam dapat diangkat
dengan menggunakan hoist crane dan proses selesai. 5. Pengujian Rugi-rugi Inti (Core Lose Test)
Setelah proses pemanggangan selesai, inti-inti tersebut dikeluarkan dan disusun di atas balok kayu untuk dilakukan pengujian. Pengujian ini berfungsi untuk melihat apakah proses pemanggangan telah berjalan baik atau tidak dan disesuaikan dengan jumlah lilitan yang akan digulung, dan hasil pengujian harus sesuai dengan standar dari PLN (SPLN). Setelah inti disusun di atas balok selanjutnya kabel yang jumlahnya sesuai dengan kapasitas trafo dililitkan. Selanjutnya ujung belitan dijepit ke terminal pengetesan dan diberikan tegangan secara perlahan sampai tegangan phasa yang dikehendaki. Hasil pengetesan pun dicatat. Dan inti yang telah melewati uji dipindahkan ke penggulungan kumparan (Coil Winding) dengan menggunakan hoist crane.
6. Penggulungan Kumparan (Coil Winding)
Sebelum dilakukan proses penggulungan meja diatur sesuai dengan desain coil yang akan digulung. Kemudian core yang sudah di test losses diletakkan di atas meja. Selanjutnya core tersebut dililit dengan kain pita dan dibalut dengan kertas isolasi dengan tebal 0,25 mm sesuai dengan tinggi jendela. Kemudian roda gigi dipasang sesuai denga desain pada kedua sisi ujung dari core tersebut. Letakkan kertas isolasi diantara kedua roda gigi tersebut. Gosokkan lilin diantara kedua roda gigi tersebut pada kertas isolasi dan tinggi meja disesuaikan. Hidupkan mesin dan pijak pedal untuk memutar roda gigi dengan perlahan untuk melihat apakah kertas tersebut ikut
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
berputar atau tidak. Bila kertas isolasi ikut berputar letakkan kawat tembaga sesuai dengan desain coi, kemudian ikat dengan kuat ujung kawat tersebut ke roda gigi. Atur spidometer pada posisi nol. Putar pelan-pelan belitan mesin, bila tidak terdapat gangguan mesin tersebut dapat diputar dengan kecepatan penuh. Bila sudah sampai pada bagian ujuang sisi roda gigi, lapis dengan kertas isolasi. Bila sampai pada penempatan tapping, keluarkan kawat tersebut dan balut dengan kertas isolasi. Penggulungan kumparan ini terdiri dari dua bagian yaitu penggulungan kumparan sekunder dan penggulungan kumparan primer.
7. Turn Ratio Test
Jika semua kumparan selesai dililitkan pada inti selanjutnya inti tersebut dipindahkan ke bagian turn ratio test untuk dilakukan pengujian. Pengujian ini bertujuan untuk mengetahui apakah perbandingan belitan dari masing-masing kumparan telah sesuai atau tidak. Penyimpangan-penyimpangan yang terjadi pada perbandingan belitan ini tidak boleh lebih besar atau lebih kecil 0,5% terhadap harga-harga perbandingan transformator nominal menurut standar PLN (SPLN). 8. Pemasangan Koneksi Kumparan (Coil Assembly)
Kumparan yang telah melewati turn ratio test selanjutnya dihubungkan antara kumparan yang satu dengan kumparan yang lain. Dengan menarik keluar kawat sekunder kemudian memasang supportnya pada kawat sekunder yang telah dikeluarkan. Kemudian koneksi dilakukan sesuai dengan desain. Selanjutnya support dipasang antara coil dengan coil dan diusahakan pendukung tidak menekan core antara coil dengan pendukung, lalu kuncilah pendukung dengan menggunakan baut. Sambungkan kawat untuk terminal ke bushing HV, LV dan tap changer
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
dengan cara mengelas. Kemudian tutup trafo dan pendukung bawah dipasang. Setelah pemasangan koneksi selesai dan sesuai dengan desain yang ditentukan, selanjutnya inti trafo tersebut dipindahkan ke bagian proses produksi akhir dengan menggunakan hoist crane.
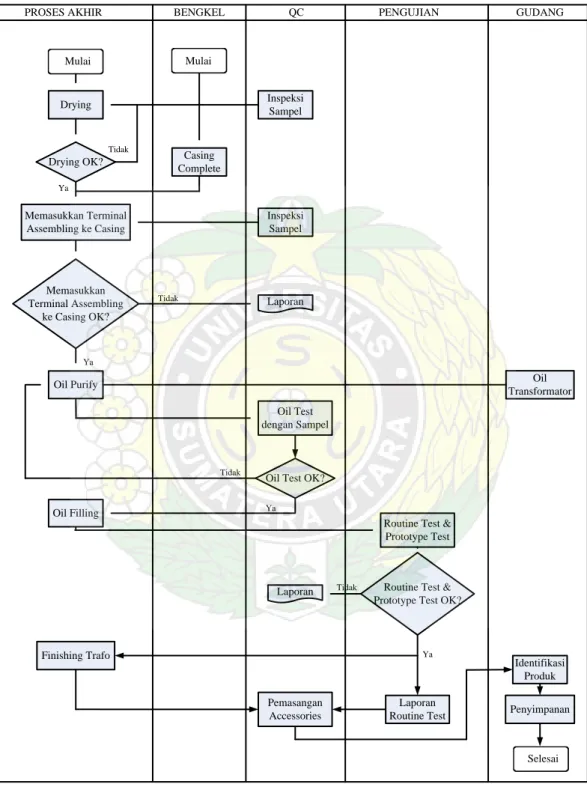
2.4.3.2. Proses Produksi Akhir
Proses ini dimulai dari proses drying dan diterimanya casing transformator dari bagian bengkel sampai dengan finishing transformator untuk siap diuji oleh bagian pengujian. Proses produksi akhir transformator dapat dilihat pada Gambar 2.3.
Urutan proses produksi akhir adalah sebagai berikut : 1. Pengeringan (Drying)
Proses pengeringan bertujuan untuk mengeringkan kumparan dari kelembapan uap air sehingga tidak terjadi hubungan singkat pada transformator nantinya. Proses ini juga bertujuan untuk melelehkan vernis yang terdapat pada kertas isolasi yang berfungsi sebagai perekat kumparan dengan kertas isolasi tersebut. Inti transformator yang telah dipasang koneksi disusun ke dalam lori dryer dengan menggunakan hoist crane. Kemudian dryer ditutup dan temperatur diatur sampai
1200C. Lamanya pengeringan tergantung pada besar kapasitas transformator. Untuk
beberapa periode dilakukan pengukuran tingkat kekeringan tahanan isolasi dengan menggunakan magger, bila sudah mencukupi ± 2000 Mohm maka inti tersebut sudah bisa dipindahkan.
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
Setelah proses pengeringan selesai maka selanjutnya dilakukan pemasangan terminal dan casing. Inti transformator tersebut diangkat dari dryer dan kemudian terminal yang terdiri dari tap changer, bushing primer dan bushing sekunder di pasang pada tutup case yang telah dipasang sebelumnya. Selanjutnya dilakukan pemeriksaan apakah semua terminal yang diperlukan telah terpasang dan terkunci dengan baik sebelum dimasukkan ke dalam case (tangki) transformator. Kemudian dilakukan pemasangan kran, presure terminal, oil gauge, termometer dan karet packing, untuk kemudian ditutup dengan menggunakan baut dan mur. Setelah selesai transformator ini dipindahkan ke bagian pengisian minyak dengan menggunakan forklift.
3. Pengisian Minyak ke Dalam Transformator (Oil Filling)
Sebelum minyak dimasukkan ke dalam tangki transformator terlebih dahulu dilakukan pemanasan minyak (oil purify) untuk menghilangkan air dan kotoran yang ada pada minyak sehingga diperoleh minyak murni. Jenis minyak yang dipakai adalah minyak jenis DIALA B yang diproduksi oleh perusahaan Sheel Company Amerika Serikat. Minyak dimasukkan ke dalam tangki dengan pemompaan dari tangki oil filter hingga mencapai ±2 Cm dari mulut trafo. Minyak ini digunakan sebagai pendingin dan juga sebagai isolasi pada kumparan transformator. Setelah proses ini selesai maka selanjutnya transformator tersebut dibawa kebagian pengujian akhir dengan menggunakan forklift.
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
Proses pengujian akhir dimulai pada saat transformator telah diterima dari bagian proses produksi akhir untuk dilakukan pengujian akhir. Proses pengujian akhir dapat dilihat pada Gambar 2.3. Kegiatan ini merupakan kegiatan akhir sebelum transformator disimpan atau dibawa ke pelanggan. Proses pengujian akhir terdiri dari beberapa pengujian yaitu diantaranya :
- Pengujian Beban Nol
Pada pengujian ini, alat ukur dipasang pada bagian sisi sekunder, tegangan pengujian diberikan setingkat demi setingkat sampai voltmeter menunjukkan tegangan nominal sekunder dan sisi primer rangkaian terbuka.
- Pengujian Hubungan Singkat
Alat ukur dipasang pada sisi primer sedangkan sisi sekunder dihubungsingkatkan dengan menggunakan konduktor sesuai dengan besarnya arus nominal sekunder. Sumber tegangannya diatur dengan voltage regulator.
- Pengujian Tahanan Kumparan
Pengukuran tahanan kumparan dilakukan dengan menggunakan jembatan wheastone (Wheatstone-bridge) sedangkan untuk mengukur tahanan primer dan tahanan sekunder digunakan double-bridge (jembatan ganda).
- Pengukuran Tahanan Isolasi
Pengujian ini dilakukan untuk melihat ketahanan isolasi transformator terhadap tegangan tinggi.
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
Alat yang digunakan pada pengujian ini terdiri dari generator frekuensi tinggi (350 Hz) yang digerakkan dengan motor induksi. Lama waktu pengujian tergantung dari tegangan nominal sekunder transformator distribusi yang diuji.
- Pengujian Kebocoran dari Tangki Trafo
Pengujian ini dilakukan dengan mengalirkan gas murni Nitrogen (N2) ke dalam
tangki transformator yang telah ditutup rapat.
Selanjutnya setelah semua pengujian dilalui maka transformator yang lulus uji di beri name plate. Pemasangan name plate ini dilakukan oleh bagian proses produksi akhir. Setelah dipasang name plate maka tranformator disimpan yang dilaksanakan oleh bagian gudang dengan menggunakan forklift.
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
Desain Produk Desain Berubah?
Silicon Steel Cutting
Steel Cutting OK?
Core Winding Core Winding OK? Weight Measurement Weight Measurement OK? Core Annealing Core Annealing OK?
Core Lose Test
Core Lose Test OK?
Coil Winding & Paper Cutting
Coil Winding & Paper Cutting
Ok?
Turn Ratio Test
Turn Ratio Test OK? Coil Assembly OK? Coil Assembly Mulai Anilisa SPK Membuat Desain Laporan Laporan Laporan Laporan Laporan Laporan Inspeksi dengan sampel Inspeksi dengan sampel Inspeksi proses Inspeksi dengan sampel Laporan Inspeksi dengan sampel Laporan Inspeksi dengan sampel Proses Produksi Akhir Selesai BENGKEL/ tutup dan pendukung
DESAIN PRODUKSI QC BAGIAN LAIN
Inspeksi dengan sampel Inspeksi dengan sampel YA TIDAK TIDAK TIDAK TIDAK TIDAK TIDAK TIDAK TIDAK TIDAK YA YA YA YA YA YA YA YA
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009. Gambar 2.2. Flowchart Proses Produksi Transformator
Mulai Laporan Drying OK? Drying Memasukkan Terminal Assembling ke Casing Memasukkan Terminal Assembling ke Casing OK? Oil Purify Oil Filling Finishing Trafo Mulai Casing Complete Inspeksi Sampel Inspeksi Sampel Oil Test dengan Sampel
Oil Test OK?
Laporan
Pemasangan Accessories
Routine Test & Prototype Test
Routine Test & Prototype Test OK?
Oil Transformator Identifikasi Produk Penyimpanan Selesai
PROSES AKHIR BENGKEL QC PENGUJIAN GUDANG
Laporan Routine Test Ya Tidak Ya Tidak Tidak Tidak Ya Ya
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
2.4.4. Mesin dan Peralatan 2.4.4.1. Mesin
Mesin-mesin yang dipakai oleh PT Morawa Electric Transbuana dalam melaksanakan kegiatan produksi transformator dapat dilihat pada Tabel 2.4.
2.4.4.2. Peralatan
Peralatan yang dipakai untuk mendukung kegiatan proses produksi transformator pada PT Morawa Electric Transbuana adalah sebagai berikut :
- Hoist Crane
Tahun : 1981
Asal : Jerman
Tegangan : 380 V
Fungsi : Memindahkan material yang bobotnya sangat berat
- Kereta sorong dan Forklift
Fungsi : memindahkan material yang bobotnya lebih ringan
- Mesin las
Fungsi : Digunakan untuk proses penyambungan pada saat pembuatan
tangki trafo dan koneksi kumparan.
Jenis : Las listrik dan las gas
- Applied Voltage Transformator
Tahun : 1981
Asal : Jepang
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
Tegangan : 220 V
Fungsi : Menguji rugi-rugi inti, persentase beban nol, dan uji hubungan
singkat - Induction Voltage Regulator
Tahun : 1981
Asal : Taiwan
Daya : 120 kVA
Tegangan : 380 V
Fungsi : Mengatur tegangan listrik
- Bridge Tester
Tahun : 1981
Asal : Taiwan
Tahanan : 1 – 10 Mohm
Tegangan : 500 V
Fungsi : Mengukur tahanan kumparan
- Megger
Tahun : 1981
Asal : Taiwan
Tahanan : 200 Mohm
Tegangan : 500 V
Fungsi : Mengatur tahanan isolasi inti
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical
Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
Fungsi : Melihat apakah perbandingan belitan dari masing-masing kumparan
sudah sesuai. - Timbangan Duduk
Kapasitas : 1000 Kg
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical Evaluation And Review Technique) Dan Vsm (Value Stream
Mapping) Pada Pt Morawa Electric Transbuana, 2009.
Tabel 2.5. Daftar Mesin Produksi PT Morawa Electric Transbuana
No. Nama Mesin Tahun Asal Daya Tegangan (Volt)
Kuat Arus
(Ampere) Cos O
Jumlah
(Unit) Fungsi
1 Core Slitting 1981 Taiwan 3 HP 380 7 0,8 1 Memotong silicon steel sesuai dengan ukuran
produk yang akan dibuat
2 Core Wounded 1981 Taiwan 2,5 HP 380 8,1 0,6 2 Menggulung inti transformator
3 Annealing Furnace 1981 Taiwan 60 Kw 380 170 - 1
- Memperbaiki karakteristik inti trafo, yaitu memperkecil arus eksitasi dan mengurangi rugi-rugi inti
- Menghilangkan elastisitas dari bahan baku inti trafo sehingga bentuk tidak berubah
4 Coil Winding 1981 Taiwan 1 HP 380 3,65 0,5 8 Menggulung kumparan transformator
5 Insulating Dryer 1981 Taiwan 12 kVA 380 63 0,5 1 Mengeringkan inti transformator
6 Paper Wrapping 1981 Taiwan 1,5
kVA 380 7,2 0,5 2
Memotong kertas isolasi sesuai dengan ukuran yang telah ditentukan
7 Vacum Purifier 1981 Taiwan 3,7
kVA 380 9,8 0,9 1 Membersihkan minyak
8 Oil Filter 1981 Taiwan - 380 4 - 1 Mengosongkan udara dari transformator dan
mengisi dengan minyak
9 Compressor 1981 Taiwan 2 HP 380 7,1 0,5 3 Memompa udara
10 Generating Set 1981 Taiwan 350
kVA 400 722 0,8 1 Cadangan pembangkit tenaga listrik
11 High Frequency
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical Evaluation And Review Technique) Dan Vsm (Value Stream
Mapping) Pada Pt Morawa Electric Transbuana, 2009.
12 Drying Oven 1981 Amerika 24 kW 380 5 - 1 Mengeluarkan kandungan air dari kertas isolasi
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
BAB III
LANDASAN TEORI
3.1. Perencanaan Produksi
3.1.1. Pengertian Perencanaan Produksi
Perencanaan produksi adalah pernyataan rencana produksi dalam bentuk agregat. Perencanaan produksi ini merupakan alat komunikasi antara manajemen teras (managemen) dan manufaktur. Disamping itu juga, perencanaan produksi
merupakan pegangan untuk merancang jadwal induk produksi.1
Perencanaan dan pengendalian produksi diterjemahkan dari istilah production planning and control merupakan aktivitas manjemen produksi yang bertujuan untuk merencanakan (plan) dan mengendalikan (control) aliran material yang masuk, melalui berbagai tahapan proses dan kemudian keluar dari
pabrik.2
Dalam perencanaan ditentukan usaha-usaha atau tindakan-tindakan yang akan atau perlu diambil oleh pimpinan perusahaan untuk mencapai tujuan perusahaan, dengan mempertimbangkan masalah-masalah yang mungkin timbul di masa yang akan datang. Untuk dapat membuat perencanaan yang baik, maka
1
Laboratorium Sistem Produksi Jurusan Teknik Industri-ITB, Teaching Improvement Manajemen
Produksi, Lembaga Pengabdian kepada Masyarakat Institut Teknologi Bandung, 1995, p. 1. 2 Sritomo Wignjosoebroto, Pengantar Teknik & Manajemen Industri, Penerbit : Guna Widya,
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
perlu diperhatikan masalah intern dan masalah ekstern. Masalah intern adalah masalah yang datangnya dari dalam perusahaan (masih dalam kekuasaan pimpinan perusahaan), seperti mesin yang digunakan, buruh yang dikaryakan, bahan yang diperlukan dan sebagainya. Sedangkan dalam masalah ekstern adalah masalah yang datangnya dari luar perusahaan (di luar kekuasaan pimpinan perusahaan), seperti inflasi, kebijaksanaan, keadaan politik dan sebagainya.
Mengenai perencanaan ini dapat dibedakan atas perencanaan usaha yang bersifat umum (general business planning) dan perencanaan produksi (production
planning)3
3 Sofjan Assauri, Manajemen Produksi dan Operasi, Lembaga Penerbit Fakultas Ekonomi
Universitas Indonesia, 1998 p. 129.
. Perencanaan usaha yang bersifat umum adalah perencanaan kegiatan yang dijalankan oleh setiap perusahaan, baik perusahaan besar maupun perusahaan kecil, untuk berhasil atau suksesnya perusahaan mencapai tujuannya. Dalam perecanaan ini ditentukan tujuan jangka panjang yang merupakan masa depan perusahaan yang diharapkan. Oleh karena itu perlu diperhatikan dan dipertimbangkan keadaan atau situasi factor-faktor yang dapat mempengaruhi perkembangan perusahaan di masa depan seperti situasi pasar, keperluan-keperluan pabrik (plant requirement). Perencanaan produksi (production planning) adalah perencanaan dan pengorganisasian mengenai tenaga kerja, bahan baku, mesin-mesin dan peralatan serta modal yang diperlukan untuk memproduksi suatu barang pada suatu periode tertentu. Perencanaan produksi membutuhkan pertimbangan dan ketelitian yang terinci dalam menganalisis kebijaksanaan,
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
karena perencanaan ini merupakan dasar penentuan bagi manajer dalam rangka mencapai tujuan perusahaan. Berdasarkan perencanaan produksi yang telah disusun, pimpinan perusahaan dapat menentukan langkah-langkah sebagai berikut:
a. Kapan kegiatan produksi dimulai dan berapa banyak tenaga kerja yang
dibutuhkan.
b. Menentukan mesin dan peralatan yang diperlukan dalam proses produksi.
c. Menentukan tingkat persediaan yang dibutuhkan.
3.1.2. Tujuan Perencanaan Produksi
Tujuan dari perencanaan dan pengendalian produksi adalah merencanakan dan mengendalikan aliran material ke dalam, di dalam dan keluar pabrik sehingga posisi keuntungan optimal yang merupakan tujuan perusahaan dapat dicapai. Pengendalian produksi dimaksudkan untuk mendayagunakan sumber daya produksi yang terbatas secara efektif, terutama dalam usaha memenuhi permintaan konsumen dan menciptakan keuntungan bagi perusahaan. Yang dimaksud sumber daya mencakup fasilitas produksi, tenaga kerja, dan bahan
Izet Mustakim : Minimisasi Waktu Produksi Dengan Mengeliminasi Kegiatan Non-Value Added Menggunakan Metode Gert (Graphical Evaluation And Review Technique) Dan Vsm (Value Stream Mapping) Pada Pt Morawa Electric Transbuana, 2009.
baku. Kendala yang dihadapi mencakup ketersediaan sumber daya, waktu
pengiriman produk, kebijaksanaan manajemen dan lain sebagainya. 4
Pada dasarnya fungsi dasar yang harus dipenuhi oleh aktivitas
perencanaan dan pengendalian produksi adalah :5
1. Meramalkan permintaan produk yang dinyatakan dalam jumlah produk sebagai fungsi dari waktu.
2. Menetapkan jumlah dan saat pemesanan bahan baku serta komponen secara ekonomis dan terpadu.
3. Menetapkan keseimbangan antara tingkat kebutuhan produksi, teknik pemenuhan pesanan, serta memonitor tingkat persediaan produk jadi setiap saat, membandingkannya dengan rencana persediaan, dan melakukan revisi atas rencana produksi pada saat yang ditentukan; serta
4. Membuat jadwal produksi, penugasan, pembebanan mesin dan tenaga kerja yang terperinci sesuai dengan ketersediaan kapasitas dan fluktuasi permintaan pada suatu periode.
3.1.3. Langkah-langkah Dalam Perencanaan Produksi
Langkah-langkah pokok dalam membuat suatu rencana adalah sebagai berikut:
4 Hendra Kusuma, Manajemen Produksi : Perencanaan dan Pengendalian Produksi, Penerbit :
ANDI Yogyakarta, 2004 p. 1.
5