DAFTAR PUSTAKA
Aminuddin, A., 2011. Kajian Penerapan Manajemen Risiko Keselamatan dan Kesehatan Kerja Lingkunga pada Proses Blasting di Area Pertambangan Batubara PT Cipta Kridatama Jobsite Mahakam Sumber Jaya Kalimantan Timur. Laporan Khusus Fakultas Kedokteran Universitas Sebelas Maret: Surakarta.
Anizar. 2012. Teknik Keselamatan dan Kesehatan Kerja di Industri, Edisi Pertama, Yogyakarta: Graha Ilmu.
Agwu 2012. The Effect of Risk Assessment (Hirarc) on Organisational Performance in Selected Construction Companies in Nigeria. British Journal of Economics, Management & Trade, Vol 2 No. 3 Agustus 2012: 212-224. www.sciencedomain.org
Baihaqi, 2014. 192.911Peserta Jamsostek Alami Kecelakaan Kerja ; http://ekbis.sindonews.com/. Diakses tanggal 20 Januari 2015.
Darmawi, H., 2011. Manajemen Risiko, Edisi Pertama, Cetakan Kedelapan, Jakarta: Bumi Aksara.
Djojosoedarso, S., 1999. Prinsi-Prinsip Manajemen Risiko Dan Asuransi, Cetakan Pertama, Jakarta: Salemba Empat.
Environ,F., 2011. Metode HIRAC ; http://fauzalenviron. blogspot.com /2011/01/ metode-hirac.html. Diakses tanggal 31 Mei 2015.
Kasidi., 2010. Manajemen Risiko, Cetakan Pertama, Bogor: Ghalia Indonesia. Kementerian Kesehatan Republik Indonesia. 1 Orang Pekerja Di dunia Meninggal
Setiap 15 Detik Karena Kecelakaan Kerja. www.depkes.go.id. Diakses Tanggal 20 Januari 2015.
Kountur, R., 2008. Mudah Memahami Manajemen Risiko Perusahaan. Jakarta: PPM.
Macmillan, P 2009. The Practice of Risk Management: Silence is Not Absence, Risk Management, vol. 11, no. 3-4, hh. 285-304.
Notoatmodjo, S., 2005. Metodologi Penelitian Kesehatan, Jakarta:Rineka Cipta. Peraturan Pemerintah (PP) No.50 Tahun 2012 tentang Sistem Manajemen
Ramli, S.,2010. Sistem Manajemen Keselamatan & Kesehatan Kerja OHSAS 18001, Cetakan Kedua, Jakarta: Dian Rakyat.
Rijanto, B., 2011. Pedoman Pencegahan Kecelakaan Di Industri, Jakarta: Mitra Wacana Media.
Rinanti, E., 2013. Penerapan Hazard Identification And Risk Assessment (HIRA) Sebagai Upaya Pencegahan Kecelakaan Kerja Di Bagian Produksi PT.Hanil Indonesia Boyolali. Skripsi Fakultas Kesehatan Masyarakat Universitas Muhammadiyah Surakarta : Surakarta.
Sofyan, I., 2005. Manajemen Risiko, Cetakan Pertama, Yogyakarta: Graha Ilmu. Suma’mur. 2009. Higiene Perusahaan dan Keselamatan Kerja, Sagung Seto:
Jakarta.
Tarwaka dkk., 2004. Ergonomi untuk keselamatan kerja dan produktivitas, Edisi Pertama, Cetakan Pertama, UNIBA Press.
Undang- Undang No.1 Tahun 1970 tentang Keselamatan Kerja.
Wignjosoebroto, Sritomo., 1995. Ergonomi, Studi Gerak dan Waktu. Penerbit Guna Widya. Surabaya.
Willian, A., Togar 2014. Perancangan Sistem Kesehatan dan Keselamatan Kerja (SMK3) di PT.SPINDO 1. Jurnal Titra, Vol 2 No.2 Juni 2014: 179-182.
http://studentjournal.petra.ac.id/index.php/teknik-industri/article/view/2359.pdf
BAB III
METODE PENELITIAN
3.1 Jenis Penelitian
Jenis Penelitian ini adalah jenis penelitian deskriptif yaitu menggambarkan penerapan manajemen risiko dengan memaparkan hasil-hasil penelitian yang telah penulis lakukan, sehingga penulis dapat mudah mengerti dan mendapatkan gambaran yang jelas mengenai hasil penelitian.
3.2 Lokasi dan Waktu Penelitian 3.2.1 Lokasi Penelitian
Penelitian ini dilakukan di PTPN IV Unit Usaha Pabatu. Pemilihan lokasi penelitian ini didasarkan karena belum pernah dilakukan penelitian mengenai penerapan manajemen risiko pada pabrik kelapa sawit(PKS) di PTPN IV Unit Usaha Pabatu.
3.2.2 Waktu Penelitian
Penelitian dilaksanakan pada bulan Februari- Mei 2015. 3.3 Objek Penelitian
Objek penelitian ini adalah manajemen risiko yang diimplementasikan dengan menggunakan HIRAC (Hazard Identification, Risk Assessment & Control) di Pabrik Kelapa Sawit (PKS) PTPN IV Unit Usaha Pabatu.
3.4 Metode Pengumpulan Data
klarifikasi, stasiun pabrik biji, dan stasiun ketel uap.yang dilakukan oleh PTPN IV Unit Usaha Pabatu dan data profil PTPN IV Unit Usaha Pabatu.
3.5 Teknik Analisa Data
BAB IV
HASIL PENELITIAN
4.1 Sejarah Perusahaan
PTPN IV Unit Usaha Pabatu merupakan salah satu unit usaha CPO (Crude Palm Oil)yang berasal dari Hak Konsesi Pabatu Gunung Kataran dan Dolok
Merawan milik Handless Vereninging Amsterdam yang diambil alih dan dinasionalisasikan oleh Pemerintah Indonesia dari BOCM pada tahun 1957 dengan luas areal keseluruhan saat itu 6.173,53 ha. Pada awalnya sampai dengan tahun 1938, Unit Kebun Pabatu adalah perkebunan tembakau yang dikonversi oleh BOCM menjadi perkebunan sawit.
Namun dari perkembangan dan perubahan yang ada hingga saat ini, berdasarkan Keputusan Kepala BPN RI dengan Surat No.: 40/HGU/BPN RI/2005 tgl. 19 April 2005, Keputusan Kepala BPN RI dengan Surat No.: 20-HGU-BPN RI-2005 tgl. 29 Mei 2007, memberikan Hak Guna Usaha kepada PTPN IV Unit Kebun Pabatu atas areal seluas 5.754,04. Selisih kurang atas luasan areal HGU seluas 16,03 ha yakni dari 5.770,07 ha menjadi 5.754,04 ha adalah setelah memperoleh izin pelepasan Asset dari Menteri yang berwenang diperuntukkan guna kepentingan Masyarakat (fasilitas umum dan akses jalan di Kampung Gaya Baru Desa Naga Kasiangan Kecamatan Tebing Tinggi).
4.2 Profil Perusahaan
PTPN IV Unit Usaha Pabatu, anak perusahaan PTPN IV yang mendapatkan Hak Guna Usaha berdasarkan Keputusan Kepala BPN RI dengan Surat No.: 20-HGU-BPN RI-2005 pada tanggal 29 Mei 2007. Unit Kebun Pabatu berjarak ± 7 KM dari kota Tebing Tinggi dan ± 88 KM dari kota Medan serta ± 40 KM dari kota Pematang Siantar. Unit Kebun Pabatu berada pada ketinggian ± 300 meter di atas permukaan laut dengan topografi bergelombang.
Utara : Kecamatan Tebing Tinggi Selatan : PTPN III Kebun Gunung Para
A. Visi
Menjadi pusat keunggulan pengelolaan perusahaan agro industri kelapa sawit dengan tata kelola perusahaan terbaik serta berwawasan lingkungan.
B. Misi
1. Menjamin keberlanjutan usaha yang kompetitif
2. Meningkatkan daya saing produk secara berkesinambungan dengan sistem, cara dan lingkungan kerja yang mendorong munculnya kreativitas dan inovasi untuk meningkatkan produktivitas dan efisiensi.
3. Meningkatkan laba secara berkesinambungan
4. Mengelola usaha secara profesional untuk meningkatkan nilai perusahaan yang mempedomani etika bisnis dan tata kelola perusahaan yang baik
5. Meningkatkan tanggungjawab sosial dan lingkungan
6. Melaksanakan dan menunjang kebijakan serta program pemerintah 4.3 Sumber Daya Manusia
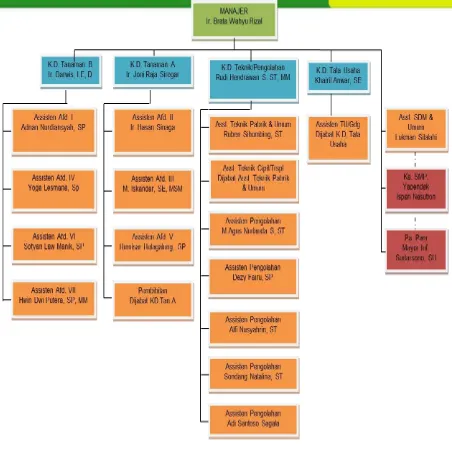
Sumber: PTPN IV Unit Usaha Pabatu, 2015
Adapun pembagian tugas dan tanggung jawab dari masing-masing jabatan di PTPN IV Unit Usaha Pabatu sebagai berikut:
1. Manajer, bertanggung jawab atas kelancaran kegiatan perusahaan sesuai dengan anggaran yang ditetapkan.
2. Kepala Dinas Tanaman (KDT), meneliti, memberikan petunjuk dan mengawasi pelaksana administrasi dan laporan afdeling serta mempertanggungjawabkan hasil kerja semua afdeling.
3. Kepala Dinas Teknik (Kepala Dinas Pengolahan), mengkoordinir, memberikan petunjuk dan mengawasi penyusunan rancangan anggaran belanja di bidang teknik atau pengajuan permintaan kebutuhan bahan-bahan dan alat-alat keperluan teknik.
4. Kepala Dinas Tata Usaha (KDTU), mengkoordinasi, membimbing dan mengawasi kelancaran dan mempersiapkan laporan manajemen dan laporan laba rugi.
5. Asisten Sumber Daya Manusia dan Umum, memberikan informasi perusahaan kepada instansi pemerintah/ swasta dan bertanggung jawab kepada manajer
6. Asisten Afdeling I-VII, bertanggung jawab kepada Kepala Dinas Kelapa Sawit, mengawasi pelaksanaan kegiatan Afdeling, bertanggung jawab atas pemeliharaan di Afdeling.
7. Asisten Teknik Sipil, mempertanggung jawabkan seluruh tugas pokok dan
kepada sistem persyaratan Keselamatan dan Kesehatan Kerja (K3), Sistem Manajemen Mutu dan Lingkungan (ISO 9001 dan 14001), RSPO (Roundtable on Sustainable Palm Oil), dan ISPO (Indonesian Sustainable Palm Oil).
8. Asisten Afdeling, mempertanggungjawabkan seluruh tugas pokok dan tugas tambahan dalam rangka pengelolaan tanaman dan kebersihan areal tanaman (Afdeling) Unit Usaha Pabatu kepada Dinas Tanaman dengan mengacu kepada sistem persyaratan Keselamatan dan Kesehatan Kerja (K3), Sistem Manajemen Mutu dan Lingkungan (ISO 9001 dan 14001), RSPO (Roundtable on Sustainable Palm Oil), dan ISPO (Indonesian Sustainable Palm Oil).
9. Asisten SDM dan Umum, membantu dan memberikan saran/pemikiran kepada Manajer Unit dalam melaksanakan fungsi-fungsi Manajemen dibidang SDM (Sumber Daya Manusia).
Susunan Pengurus dan Anggota
Panitia Pembina Keselamatan dan Kesehatan Kerja ( P2K3 ) PTPN IV UNIT USAHA KEBUN PABATU
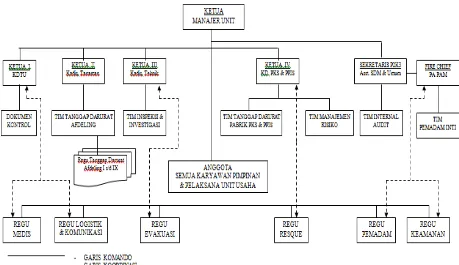
Sumber: PTPN IV Unit Usaha Pabatu, 2015
Gambar 4.2 Struktur Organisasi Panitia Pembina Keselamatan dan Kesehatan Kerja (P2K3) PTPN IV Unit Usaha Pabatu
Berdasarkan gambar di atas, pengurus P2K3 pimpinan tertinggi adalah manager unit yang membawahi kepala dinas Tata Usaha, kepala dinas tanaman, kepala dinas Teknik, kepala dinas Pengolahan PKS & PPIS, Assisten SDM & Umum, Administrasi P2K3, Administrasi SDM & Umum, Pa Pam.
1. Bidang Dokumen Kontrol
4. Tim Inspeksi & Investigasi 5. Tim Manajemen Risiko 6. Tim Internal Audit 7. Tim Pemadam Inti 8. Regu Medis
9. Regu Logistik & Komunikasi 10.Regu Evaluasi
11.Regu Resque 12.Regu Pemadam 13.Regu Keamanan
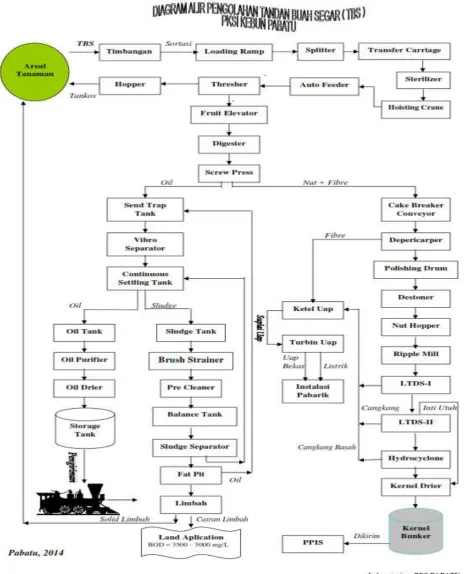
4.4 Proses Pengolahan Kelapa Sawit
1. Stasiun Loading Ramp/ Sortasi
Tandan buah segar kelapa sawit ditimbang dan dikumpulkan di Loading Ramp. Loading ramp terdiri dari 12 pintu dan digerakkan dengan pompa
hydraulic. Sebelum dimasukkan ke loading ramp, dilakukan Sortasi oleh petugas
untuk memilih fraksi-fraksi sesuai kriteria matang panen. 2. Stasiun Rebusan (Sterilizer)
Lori dipindahkan melalui transfer carieage ke jalur rail rebusan. Lori rebusan ditarik dengan meggunakan capstandard ke rebusan (sterilizer). Rebusan digunakan untuk merebus buah dan dapat memuat 10 (sepuluh) lori dengan tekanan kerja 3 kg/cm2 yang dioperasikan oleh operator rebusan.
3. Stasiun Bantingan
a. Alat pengangkutan ( Hosting crane)
Alat ini berfungsi untuk menaikkan/ menuang loari yang berisi buah masak ke auto feeder dan menurunkan ke rel rebusan.
b. Auto feeder
Auto feeder berfungsi mengangkut dan mengatur buah jatuh ke bantingan.
c. Penebah (Trasher)
Buah masak yang telah keluar dari rebusan ditarik kebawah hositing crane oleh operator untuk diangkut dan dituang kedalam Automatic
feeder. Automatic feeder ini mengatur pemasukan buah masuk kedalam
d. Konveyor buah (Fruit Conveyor) dan Fruit Elevator
Konveyor buah dipasang dibawah bantingan untuk menampung brondolan yang dipisahkan dari bantingan untuk selanjutnya ditampung fruit elevator untuk dikirim ke digester.
4. Stasiun Kempa
a. Digester (ketel adukan)
Ketel adukan berfungsi untuk melumatkan brondolan, sehingga daging buah terpisah dari biji.Ketel pengaduk ini terdiri dari tabung silinder yang berdiri tegak yang didalamnya dipasang pisau-pisau pengaduk (stirring arms) sebanyak 5 tingkat yang diikatkan pada poros dan digerakkan oleh motor listrik. Empat tingkat pisau bagian atas dipakai sebagai pengaduk/pelumat dan pisau bagian bawah (stirring arm bottom) disamping sebagai pengaduk juga dipakai untuk pendorong massa keluar dari ketel adukan ke pengempa (press).
b. Kempa
5. Stasiun Klarifikasi/ Pemurnian Minyak
Setelah serat buah dipisah dari kernel, serat tersebut telah berbentuk minyak dari proses pemanasan 90-950C pada tahap Screw Press. Sehingga setelah dipisah dari kernel, minyak tersebut dikumpulkan di (Stasiun Klarifikasi) pada Sand Trap kemudian dikirim ke Vibrating Screen untuk proses pemisahkan air,
lumpur dan minyak. Setelah itu minyak tersebut dikirim ke Crude Oil Tank untuk seterusnya diproses agar menghasilkan CPO murni. Setelah pemisahan tersebut minyak dikirim ke Oil Tank untuk diproses pembersihan dari kadar air dan kotoran melalui proses Oil Purifierkemudian Vaccum Oil Dryer sehingga menghasilkan CPO yang telah memenuhi standart internasional.
CPO ini kemudian dikumpulkan di CPO Storage Tank. Adapun air dan lumpur hasil dari pemisahan di Vibrating Screen tadi masih mengandung minyak, sehingga masih perlu dilakukan proses pembersihan agar minyak yang masih ada pada air dan lumpur masih dapat diambil. Air dan lumpur yang berada diatas permukaan minyak tadi di kumpulkan di Sludge Tank dan kemudian dikirim ke Sand Cyclone untuk dipisah air dan lumpur. Air yang bercampur minyak ini
diambil minyaknya. Lalu minyak tersebut dikirim ke Sludge Pit, setelah itu dikumpulkan ke Oil Tank supaya minyak masih bisa dijadikan CPO.
6. Stasiun Pabrik Biji
Kernel yang masih beserabut di Cake Breaker C/V untuk dipisah antara kernel dengan serabutnya. Proses pemisahan tersebut lebih lanjut terjadi pada tahapDepericarper yang mana pada proses ini kernel diperam, dipecahkan kemudian dipisahkan kernelnya dengan ampas atau serabutnya. Setelah itu kernel dikirim ke Nut Silo untuk dipanaskan dengan udara panas dengan suhu 60o C untuk dapat memisahkan kernel dengan kulit cangkang. Setelah itu di kirim ke Ripple Milluntuk dipisahkan kernel dengan cangkangnya dengan memecah
cangkang. Kemudian kernel dikirim ke Kernel Silo. Pada Kernel Silo, dilakukan proses pengeringan terhadap kernel sebelum dikumpulkan pada Kernel Storage. 7. Stasiun Ketel Uap
4.5 Manajemen Risiko
Manajemen risiko yang dilaksanakan oleh PTPN IV Unit Usaha Pabatu menggunakan metode pengendalian HIRAC (Hazard Identification, Risk Assessment and Control).Perancangan dokumen HIRAC dimulai dengan
melakukan hazard identification dalam PTPN IV Unit Usaha Pabatu kemudian dilakukan risk assessment untuk mengetahui tingkat risiko dari potensi bahaya yang telah diidentifikasi dan selanjutnya dilakukan risk control. Masing-masing tahap penyusunan HIRAC PTPN IV Unit Usaha Pabatu tahun 2015 antara lain:
1. Hazard Identification pada Bagian Pengolahan Pabrik Kelapa Sawit (PKS)
Hazard identification dilakukan disetiap stasiun pengolahan Pabrik
Kelapa Sawit PTPN IV Unit Usaha Pabatu.
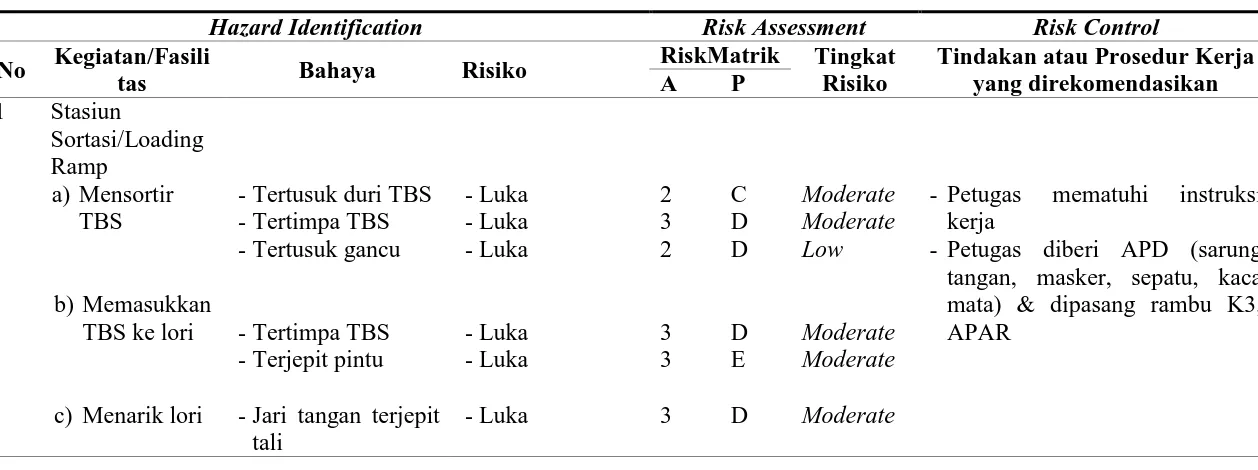
Tabel 4.1 Hazard Identification Bagian Pengolahan Tahun 2015 Hazard Identification
No. Kegiatan/Fasilitas Bahaya Risiko
1 Stasiun Sortasi/Loading Ramp
- Jari tangan terjepit tali
3 Stasiun Bantingan
b) Pengoperasian pabrik biji
- Terantuk 6 Stasiun Klarifikasi
a) Buka/tutup kran Oil
c) Buka/tutup kran uap induk
Berdasarkan tabel di atas, PTPN IV Unit Usaha Pabatu telah mengidentifikasi bahaya di setiap stasiun pengolahan. Hasil identifikasi bahaya berupa:
1. Stasiun Sortasi/ Loading Ramp
Pada stasiun sortasi/ loading ramp terdapat tiga kegiatan yang menimbulkan bahaya, yaitu mensortasi tandan buah segar (TBS), memasukkan TBS ke lori dan menarik lori ke tempat perebusan buah. Kegiatan tersebut menimbulkan bahaya berupa tertusuk duri TBS, tertimpa TBS, tertusuk gancu, terjepit pintu dan jari tangan terjepit dengan risiko luka.
2. Stasiun Rebusan
Pada stasiun rebusan terdapat dua kegiatan yang menimbulkan bahaya, yaitu menarik tali capstandard dan merebus TBS. Kegiatan tersebut menimbulkan bahaya berupa terlibas tali, tersembur uap panasa dan peledakan dengan risiko luka bahkan kematian.
3. Stasiun Bantingan
Pada stasiun bantingan atau thresher, kegiatan yang menimbulkan bahaya yaitu memisahkan buah sawit dari janjangan yang ditarik dengan alat hosting crane dengan bahaya berupa tertimpa lori yang menyebabkan risiko luka
bahkan kematian. 4. Stasiun Kempa
5. Stasiun Pabrik Biji
Pada stasiun pabrik biji terdapat dua kegiatan yang menimbulkan bahaya, yaitu polishing drum dan pengoperasian pabrik biji. Kegiatan tersebut menimbulkan bahaya berupa terantuk, kebisingan, debu, conveyor tidak pakai tutup dengan risiko kepala bocor, gangguan pendengaran, gangguan pernfasan, kaki tergulung conveyor.
6. Stasiun Klarifikasi
Pada stasiun klarifikasi terdapat tiga kegiatan yang menimbulkan bahaya, yaitu buka/tutup kran oil purrifier, ke atas tangki minyak, panel listrik. Kegiatan tersebut menimbulkan bahaya berupa selang karet pecah, ketinggian dan arus listrik dengan risiko kulit terkena minyak panas, jatuh dan kesetrum. 7. Stasiun Ketel Uap
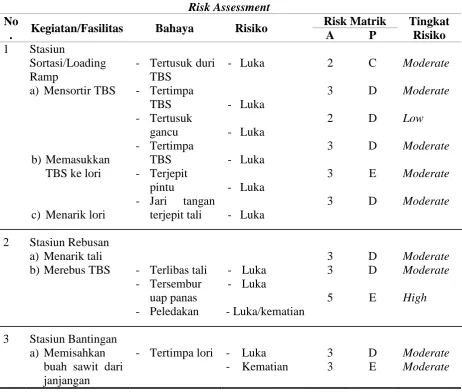
2. Risk Assessment pada Pengolahan Pabrik Kelapa Sawit (PKS)
Penilaian risiko (risk assessment) adalah tindakan lanjutan setelah melalui tahap identifikasi bahaya. Metode yang digunakan untuk penilaian risiko adalah Ranking Sistem Metode Hirac. Parameter yang digunakan dalam metode ini adalah peluang dan akibat.
Tabel 4.2 Risk Assessment Bagian Pengolahan Tahun 2015
Sumber : SMK3 Pabatu, 2015
Keterangan : Akibat
1 = tidak ada cidera, kerugian materi kecil 2 = cidera ringan/ P3K, kerugian materi sedang 3 = hilang hari kerja, kerugian cukup besar 4 = cacat, kerugian materi besar
5 = kematian, kerugian materi besar Peluang
A = hampir pasti akan terjadi B = cenderung untuk terjadi C = mungkin dapat terjadi
D = kecil kemungkinan dapat terjadi E = jarang terjadi
Berdasarkan tabel di atas, penilaian risiko dilakukan di setiap stasiun pabrik kelapa sawit. Hasil klasifikasi tingkat risiko diperoleh berdasarkan nilai risk ratting pada tiap kegiatan pengolahan kelapa sawit.
1. Stasiun Sortasi/ Loading Ramp
2. Stasiun Rebusan
Hasil penilaian risiko pada stasiun rebusan terdapat dua kegiatan, dari dua kegiatan tersebut memiliki tingkat risiko moderate dan high.
3. Stasiun Bantingan
Hasil penilaian risiko pada stasiun bantingan, kegiatan tersebut memiliki tingkat risiko moderate.
4. Stasiun Kempa
Hasil penilaian risiko pada stasiun kempa, kegiatan tersebut memiliki tingkat risiko high.
5. Stasiun Pabrik Biji
Hasil penilaian risiko pada stasiun pabrik biji terdapat dua kegiatan, dari dua kegiatan tersebut memiliki tingkat risiko moderate dan high.
6. Stasiun Klarifikasi
Hasil penilaian risiko pada stasiun klarifikasi terdapat tiga kegiatan, dari tiga kegiatan tersebut memiliki tingkat risiko moderate, high, dan low. 7. Stasiun Ketel Uap
3. Risk Control pada Bagian Pengolahan Pabrik Kelapa Sawit (PKS)
Pada tahap pengendalian risiko (risk control), risiko bahaya yang menjadi prioritas di tahap sebelumnya yakni tahap penilaian risiko akan ditindaklanjuti sehingga dapat menghilangkan atau mengurangi risiko kecelakaan kerja hingga batasan yang dapat diterima oleh perusahaan.
Tabel 4.3 Risk Control Bagian Pengolahan Tahun 2015
Hazard Identification Risk Assessment Risk Control
No Kegiatan/Fasili
- Petugas mematuhi instruksi kerja
2 Stasiun Rebusan
- Petugas mematuhi instruksi kerja
- Petugas mematuhi instruksi kerja
- Petugas mematuhi instruksi kerja
Biji
- Petugas diberi APD (sarung tangan, masker, sepatu, kaca mata) & dipasang rambu K3, APAR
- Petugas mematuhi instruksi kerja
Sumber: SMK3 Pabatu, 2015
- Petugas mematuhi instruksi kerja - Petugas diberi APD (sarung tangan,
Berdasarkan tabel di atas, PTPN IV Unit Usaha Pabatu sudah melakukan pengendalian risiko pada tiap kegiatan pengolahan pabrik kelapa sawit yang berpotensi bahaya.
1. Stasiun Sortasi/ Loading Ramp
Pada stasiun sortasi/ loading ramp, teridentifikasi tiga kegiatan yang mengandung bahaya dengan tingkat risiko berupa low dan moderate. Perusahaan telah melakukan pengendalian risiko dengan petugas mematuhi instruksi kerja, petugas diberi APD (sarung tangan, masker, sepatu, kaca mata) dan pemasangan rambu K3, APAR.
2. Stasiun Rebusan
Pada stasiun rebusan, teridentifikasi dua kegiatan yang mengandung bahaya dengan tingkat risiko moderate dan high. Perusahaan telah melakukan pengendalian risiko dengan petugas mematuhi instruksi kerja, petugas diberi APD (sarung tangan, sepatu) dan pemasangan rambu K3, APAR.
3. Stasiun Bantingan
4. Stasiun Kempa
Pada stasiun kempa, teridentifikasi satu kegiatan yang mengandung bahaya dengan tingkat risiko berupa high. Perusahaan telah melakukan pengendalian risiko dengan petugas mematuhi instruksi kerja, petugas diberi APD (sarung tangan, masker, sepatu, kaca mata) dan pemasangan rambu K3, APAR.
5. Stasiun Pabrik Biji
Pada stasiun pabrik biji, teridentifikasi dua kegiatan yang mengandung bahaya dengan tingkat risiko berupa moderatedan high. Perusahaan telah melakukan pengendalian risiko dengan petugas mematuhi instruksi kerja, petugas diberi APD (sarung tangan, masker, sepatu, kaca mata) dan pemasangan rambu K3, APAR.
6. Stasiun Klarifikasi
Pada stasiun klarifikasi, teridentifikasi tiga kegiatan yang mengandung bahaya dengan tingkat risiko berupa low, moderate dan high. Perusahaan telah melakukan pengendalian risiko dengan petugas mematuhi instruksi kerja, petugas diberi APD (sarung tangan, masker, sepatu, safety belt) dan pemasangan rambu K3, APAR.
7. Stasiun Ketel Uap
BAB V
PEMBAHASAN
Perusahaan sudah melaksanakan manajemen risiko sejak tahun 1999, bersamaan dibentuknya Panitia Pembina Keselamatan dan Kesehatan Kerja (P2K3). Manajemen risiko yang dilaksanakan setahun sekali oleh Tim Manajemen Risiko independen yang terdiri dari anggota P2K3 ini menggunakan metode pengendalian HIRAC (Hazard Identification, Risk Assessment and Control).Setiap organisasi dapat menerapkan metode pengendalian risiko apapun
sejauh metode tersebut mampu mengidentifikasi, mengevaluasi dan memilih prioritas risiko serta mengendalikan risiko tersebut (Suardi, 2005).
Identifikasi bahaya, penilaian dan pengendalian risiko (HIRAC) dalam kegiatan PTPN IV Unit Usaha Pabatu digunakan untuk dasar perencanaan program pengendalian kecelakaan kerja (manajemen risiko) berdasarkan Peraturan Pemerintah No.50 Tahun 2012 tentang Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3) mengenai “penetapan kebijakan K3” dan
“perencanaan K3”, dimana secara garis besar menyatakan bahwa perusahaan telah
mempunyai prosedur identifikasi bahaya, penilaian risiko serta mempunyai program pengendalian risiko.
5.1 Identifikasi Bahaya (Hazard Identification)
mengakibatkan kecelakaan kerja yang pada akhirnya akan mengakibatkan kerugian dan kerusakan terhadap perusahaan dan tenaga kerja. Hal ini berarti sesuai dengan PP No 50 tahun 2012 tentang SMK3.
Berdasarkan hasil identifikasi bahaya di pabrik kelapa sawit (PKS) PTPN IV Unit Usaha Pabatu tahun 2015 tiap stasiun didapat bahwa bahaya yang terjadi di bagian pengolahan berupa :
1. Stasiun sortasi/ loading ramp
Sortasi merupakan tempat untuk memilih fraksi-fraksi sesuai kriteria matang panen yang kemudian menuju tempat penimbunan sementara dan pemindahan tandan buah ke dalam lori rebusan (loading ramp).
Pada stasiun ini, kegiatan yang teridentifikasi bahaya berupa kegiatan mensortir TBS, memasukkan TBS ke lori dan menarik tali. Kegiatan tersebut menimbulkan bahaya berupa tertusuk duri TBS, tertimpa TBS, tertusuk gancu, terjepit pintu dan jari tangan terjepit dimana dengan risiko luka.
Disamping itu, menurut Heinrich (1972) dalam Tarwaka (2008) bahwa penyebab terjadinya kecelakaan kerja dapat juga dikelompokkan menjadi dua yaitu sebab dasar dan sebab utama. Jika dilihat dari hasil identifikasi di atas dan dibandingkan dengan teori Heinrich bahwa penyebab kecelakaan di bagian pengolahan pada stasiun sortasi/ loading ramp PTPN IV Unit Usaha Pabatu adalah sebab dasar karena berasal dari manusia itu sendiri.
2. Stasiun Rebusan
kegiatan menarik tali dan merebus TBS. a. Kegiatan menarik tali
TBS yang akan direbus ditarik dengan tali capstandard untuk menuju perebusan (sterilizer), dimana kegiatan ini menimbulkan bahaya berupa terlibas tali dengan risiko luka.
b. Kegiatan merebus TBS
Rebusan digunakan untuk merebus buah dengan temperatur ± 135-1400 C . Panas dari mesin rebusan tersebut menimbulkan bahaya berupa tersembur uap panas dan peledakan dimana dengan risiko luka bahkan kematian. Namun berdasarkan observasi peneliti didapati bahwa kegiatan memasang tali penarik pintu menimbulkan bahaya berupa terpeleset dengan risiko luka. Kondisi kerja yang memungkinkan pekerja terlibas tali, tersembur uap panas dan peledakan jika terjadi kesalahan dalam bekerja. Syukri Sahab (1997) dalam Arif (2012) metode kerja atau cara kerja yang salah dapat membahayakan pekerja itu sendiri maupun orang lain disekitarnya.
3. Stasiun Bantingan
Bantingan merupakan tempat untuk melepas dan memisahkan buah dari tandan. Pada stasiun ini, kegiatan yang teridentifikasi bahaya berupa kegiatan memisahkan buah sawit dari janjangan. Buah masak yang keluar dari lori rebusan ditarik kebawah hosting crane untuk diangkut dan dituangkan ke dalam autonatic feeder, kemudian dimasukkan ke dalam bantingan. Kegiatan tersebut
Menurut Wodson (1992), karena ukuran beberapa alat berat yang digunakan didalam industri begitu besar, hal ini menyebabkan operator
kesulitan dalam menempatkan posisi alat serta melihat apa yang ada maupun apa yang sedang terjadi disekitarnya. Dengan demikian, komunikasi merupakan hal vital yang sangat penting karena tanpa komunikasi, mesin tersebut menjadi mesin pembunuh yang dapat mengancam siapa saja.
Pekerja berada di stasiun bantingan, yang mana seharusnya area ini harus bebas dari pekerja. Kondisi ini memungkinkan pekerja tertimpa lori yang diangkut oleh hosting crane. Hal ini terjadi karena pekerja lupa akan jarak aman yang diperbolehkan saat berada di bawah alat berat. Hal ini selaras dengan pernyataan ILO yang mengungkapkan unsur penyebab utama kecelakaan 85% disebabkan oleh faktor manusia dan 15% merupakan faktor kondisi yang berbahaya.
4. Stasiun Kempa
Staisun pertama dimulainya pengambilan minyak dari buah dengan jalan melumat brondolan dengan ketel adukan (digester) dan mengempa untuk memisahkan minyak kasar dan daging buah pada temperature 90-950C. Pada stasiun ini, kegiatan yang teridentifikasi bahaya berupa kegiatan membuka corong digester ke kempa. Kegiatan tersebut menimbulkan bahaya berupa minyak panas dan uap panas dimana dengan risiko kulit tangan melepuh.
5. Stasiun Pabrik Biji
a. Kegiatan polishing drum yang berfungsi untuk membersihkan biji dari serabut yang masih menempel pada biji, dimana menimbulkan bahaya berupa terantuk mesin polishing drum, kebisingan dari mesin dan debu akibat pembersihan biji dari serabut dengan risiko kepala bocor, gangguan pendengaran dan gangguan pernafasan.
b. Kegiatan pengoperasian biji, kegiatan pemisahan serabut dari biji dengan dipanaskan dan diaduk-aduk di dalam conveyor, dimana menimbulkan bahaya berupa conveyor tidak ditutup, debu akibat pemisahan serabut dari biji dan kebisingan dari mesin conveyor dengan risiko kaki tergulung conveyor, gangguan pernafasan dan pendengaran.
Kondisi kerja yang cukup berdebu dan bising saat pengoperasian pabrik biji berlangsung menyebabkan debu partikulat biji berterbangan di area kerja. Kondisi yang tidak aman ini, ditambah oleh tindakan tidak aman dari pekerja dengan tidak memakai masker dan alat pelindung telinga, memungkinkan terjadinya gangguan pernafasan dan gangguan pendengaran pada pekerja.
Keadaaan ini sesuai dengan pendapat Tarwaka (2008) yaitu setiap proses produksi, peralatan atau mesin di tempat kerja yang digunakan untuk menghasilkan produk, selalu mengandung potensi bahaya tertentu yang bila tidak mendapat perhatian secara khusus akan dapat menimbulkan kecelakaan kerja. 6. Stasiun Klarifikasi
a. Kegiatan buka/tutup oil purifier berfungsi untuk menghilangkan kotoran dan kadar air, dimana menimbulkan bahaya berupa selang karet oil purifier pecah dengan risiko kulit tangan melepuh.
b. Kegiatan ke atas tangki minyak, kegiatan ini dilakukan oleh operator untuk melihat kondisi tangki minyak, dimana menimbulkan bahaya berupa ketinggian dengan risiko jatuh.
c. Panel listrik, menmbulkan bahaya berupa arus listrik dengan risiko kesetrum.
Kondisi peralatan selang karet oil purifier pecah mengakibatkan kulit tangan melepuh. Keadaan ini sesuai dengan pendapat Boedi (2011) mengenai peralatan yang rusak atau tidak baik menjadi penyebab banyak cedera yang terjadi, sehingga perlu adanya kontrol peralatan oleh petugas ruang peralatan.
Peralatan listrik harus bebas dari bahaya-bahaya yang dikenal yang mungkin dapat mengakibatkan kematian atau cedera fisik serius pada manusia, dengan begitu peralatan listrik harus dirawat dengan baik untuk keselamatan penggunanya (Boedi, 2011).
7. Stasiun Ketel Uap
Pada stasiun ini, kegiatan yang teridentifikasi bahaya berupa kegiatan pembersihan, pengorekan dan buka tutup kran uap induk.
b. Kegiatan pengorekan, dimana menimbulkan bahaya berupa semburan api dengan risiko luka bakar dan gangguan penglihatan.
c. Kegiatan buka/tutup kran uap induk, uap yang dihasilkan digunakan sebagai bahan pembangkit tenaga listrik, dimana menimbulkan bahaya berupa terkena uap panas dengan risiko kulit melepuh.
Pada staisun klarifikasi, kegiatan pembakaran fiber sel/ cangkang menimbulkan bahaya berupa licin dengan risiko luka.
Berdasarkan identifikasi bahaya, pada pabrik kelapa sawit terdapat tujuh stasiun yang teridentifikasi berpotensi bahaya dan mengakibatkan kecelakaan kerja serta gangguan kesehatan. Pada formulir hasil HIRAC perusahaan yang digambarkan hanyalah berupa penyakit akibat kerja dan gangguan kesehatan secara umum, sebaiknya perusahaan mengklasifikasikan kecelakaan akibat kerja berupa luka, menurut sifat luka berdasarkan Organisasi Perburuhan Internasional (ILO) seperti patah tulang, keseleo, luka memar, amputasi, luka dipermukaan, luka bakar.
5.2Penilaian Risiko (Risk Assessment)
termasuk kategori risiko tinggi, sedang dan rendah. Hasil dari penilaian risiko diperoleh dengan mempergunakan tabel ranking system.
1. Stasiun sortasi/loading ramp a. Mensortir TBS
1. Tertusuk duri TBS
Tertusuk duri TBS berdampak pada timbulnya kecelakaan yang menyebabkan luka. Risiko ini digolongkan pada kriteria “sedang/
moderate”, dengan keterangan bahwa kemungkinan terjadinya
kecelakaan adalah besar, namun hanya memerlukan perawatan P3K. 2. Tertimpa TBS
Tertimpa TBS masuk dalam kategori jenis bahaya mekanik karena berdampak pada timbulnya kecelakaan yang menyebabkan luka. Risiko ini digolongkan pada kriteria “sedang/ moderate”, dengan
keterangan bahwa kemungkinan terjadinya kecelakaan adlah kecil, namun memerlukan perawatan medis.
3. Tertusuk gancu
Tertusuk gancu masuk dalam kategori jenis bahaya mekanik karena berdampak pada timbulnya kecelakaan yang menyebabkan luka. Risiko ini digolongkan pada kriteria “rendah/ low”, dengan
b. Memasukkan TBS ke lori
Terjepit pintu lori masuk dalam kategori jenis bahaya mekanik karena berdampak pada timbulnya kecelakaan yang menyebabkan luka. Risiko ini digolongkan pada kriteria “sedang/ moderate”, dengan keterangan
kecelakaan jarang terjadi, namun jika terjadi kecelakaan memerlukan perawatan medis dan menyebabkan kerugian materi cukup besar.
c. Menarik lori dengan tali capstandard
Jari tangan terjepit tali masuk dalam kategori jenis bahaya mekanik karena berdampak pada timbulnya kecelakaan yang menyebabkan luka. Risiko ini digolongkan pada kriteria “sedang/ moderate, dengan
keterangan bahwa kemungkinan terjadinya kecelakaan adalah kecil, namun memerlukan perawatan medis.
2. Stasiun Rebusan a. Menarik tali
b. Merebus TBS
1. Tersembur uap panas
Tersembur uap panas merupakan kegiatan dengan risiko sedang/ moderate, dengan keterangan bahwa kemungkinan terjadinya
kecelakaan adalah kecil, namun memerlukan perawatan medis. 2. Peledakan
Peledakan berdampak pada timbulnya kecelakaan yang menyebabkan luka bahkan kematian. Risiko ini digolongkan pada kriteria “tinggi/ high”, dengan keterangan kecelakaan jarang terjadi,
namun jika terjadi kecelakaan menyebabkan kerugian materi sangat besar bahkan kematian.
3. Stasiun Bantingan
Memisahkan buah sawit dari janjangan berdampak pada timbulnya kecelakaan yang menyebabkan luka bahkan kematian. Risiko ini digolongkan pada kriteria “sedang/ moderate” , dengan keterangan bahwa kemungkinan
terjadinya kecelakaan adalah besar, namun hanya memerlukan perawatan P3K.
4. Stasiun Kempa
Membuka tutup corong Digester ke kempa berdampak pada timbulnya kecelakaan yang menyebabkn kulit tangan melepuh. Risiko ini digolongkan pada kriteria “tinggi/ high”, dengan keterangan bahwa kecelakaan jarang
Tingkat risiko pada stasiun kempa digolongkan kriteria tinggi, dengan adanya prosedur penilaian risiko dilakukan pengendalian risiko kecelakaan dan penyakit akibat kerja.
5. Stasiun Pabrik Biji a. Polishing drum
1. Terantuk
Terantuk mesin polishing drum berisiko menyebabkan kecelakaan berupa kepala bocor dengan kriteria risiko “sedang/ moderate”,
dengan keterangan bahwa keterangan bahwa kemungkinan terjadinya kecelakaan adalah kecil, namun memerlukan perawatan medis.
2. Kebisingan
Kebisingan merupakan jenis bahaya yang masuk dalam kategori jenis bahaya fisik (Ramli, 2010). Paparan yang diterima setiap hari memiliki risiko gangguan pendengaran dengan kriteria risiko “sedang/ moderate, dengan keterangan keterangan bahwa kemungkinan
terjadinya kecelakaan adalah kecil, namun memerlukan perawatan medis.
3. Debu
Debu yang berasal dari kegiatan polishing drummemiliki risiko gangguan pernafasan bagi pekerja yang terpapar. Risiko ini digolongkan pada kriteria “sedang/ moderate”, dengan keterangan
b. Pengoperasian pabrik biji 1. Conveyor tidak pakai tutup
Conveyor tidak pakaia tutup berdampak pada timbulnya kecelakaan yang menyebabkan kaki tergulung conveyor. Risiko ini digolongkan pada kriteria “tinggi/ high”, dengan keterangan bahwa kecelakaan jarang terjadi, jika terjadi kecelakaan mengakibatkan cacat/hilang fungsi tubuh secara total.
2. Debu yang berasal dari kegiatan pengoperasian pabrik bijimemiliki risiko gangguan pernafasan bagi pekerja yang terpapar. Risiko ini digolongkan pada kriteria “sedang/ moderate”, dengan keterangan
bahwa kemungkinan terjadinya kecelakaan adalah kecil, namun memerlukan perawatan medis.
3. Kebisingan
Lingkungan di stasiun pengoperasian pabrik biji merupakan stasiun dengan kebisingan 91.7 dBA. Kebisingan masuk dalam kategori jenis bahaya fisik karena memiliki potensi bahaya yang dapat menyebabkan gangguan pendengaran (Enggar, 2013).Paparan yang diterima setiap hari memiliki kriteria risiko “sedang/ moderate”, dengan keterangan
6. Stasiun Klarifikasi
a. Buka/tutup kran oil purifier
Kegiatan ini berisiko menyebabkan kulit terkena minyak panas akibat selang karet oil purifier pecah. Risiko ini digolongkan pada kriteria “sedang/ moderate, dengan keterangan bahwa kemungkinan terjadinya
kecelakaan adalah besar, namun hanya memerlukan perawatan P3K. b. Keatas tangki minyak
Bekerja pada ketinggian merupakan pekerjaan dengan risiko yang tinggikarena dapat mengakibatkan jatuh dari ketinggian dengan risiko cidera ringan dan berat. Risiko ini digolongkan pada kriteria “tinggi/ high”, dengan keterangan bahwa kecelakaan jarang terjadi, jika terjadi
kecelakaan mengakibatkan cacat/hilang fungsi tubuh secara total. c. Panel listrik
Bahaya arus listrik merupakan jenis bahaya yang masuk dalam kategori bahaya listrik (Ramli, 2010). Risiko ini digolongkan pada kriteria “rendah/
low”, dengan keterangan bahwa kemungkinan terjadinya kecelakaan kecil dan hanya memerlukan perawatan P3K.
7. Stasiun Ketel Uap a. Pembersihan
1. Terhirup debu
bahwa kemungkinan terjadinya kecelakaan kecil, namun memerlukan perawatan medis.
2. Jatuh dari ketinggian
Bekerja pada ketinggian merupakan pekerjaan dengan risiko yang tinggikarena dapat mengakibatkan jatuh dari ketinggian dengan risiko patah tulang bahkan kematian. Risiko ini digolongkan pada kriteria “tinggi/ high”, dengan keterangan bahwa kecelakaan jarang terjadi,
jika terjadi kecelakaan mengakibatkan kematian dan kerugian materi sangat besar.
b. Pengorekan
Kegiatan pengorekan menimbulkan bahaya semburan api dengan risiko luka bakar. Risiko ini digolongkan pada kriteria “tinggi/ high, dengan keterangan bahwa kecelakaan jarang terjadi, jika terjadi kecelakaan mengakibatkan cacat/hilang fungsi tubuh secara total.
c. Buka/tutup kran uap induk
Terkena uap panas masuk dalam kategori jenis bahaya fisik karena memiliki potensi bahaya yang dapat menyebabkan kulit melepuh dengan kriteria risiko “sedang/ moderate”, dengan keterangan bahwa keterangan
bahwa kemungkinan terjadinya kecelakaan adalah kecil, namun memerlukan perawatan medis.
setiap kegiatan yang dilakasana. Namun perusahaan tidak melakukan penilaian secara objekif pada tiap stasiun, dapat dilihat dari tidak ada perbedaan antara hasil penilaian tahun 2013-2015. Hal ini didukung dengan kejadian kecelakaan tahun 2012 di stasiun bantingan dengan kegiatan memisahkan buah sawit dari janjangan sehingga menimbulkan bahaya berupa tertimpa lori, sebaiknya kegiatan ini berada pada tingkat risiko tinggi/ high, dan ini tidak selaras dengan PP No.50 tahun 2012, bahwa dalam pelaksanaan perncangan dan rekayasa kegiatan pelaksanaan rencana K3 harus memperhatikan unsur penilaian risiko.
Menurut penelitian Enggar R (2013) bahwa potensi bahaya dan risiko akan selalu ada disetiap lingkungan kerja sehingga perlu adanya identifikasi potensi bahaya dan penilaian risiko agar selanjutnya dapat dilakukan pengendalian yang sesuai.
Menurut penelitian Andriani (2010) bahwa penelitian yang dilakukan di perusahaan pupuk tidak terdapat tingkat risiko yang tinggi, namun terdapat tingkat risiko sedang dan rendah. Hal ini disebabkan karena di perusahaan tersebut telah melakukan identifikasi dan penilaian risiko yang sesuai dengan Permenaker No. Per-05/MEN/1996 tentang SMK3 dan sesuai dengan Pedoman OHSAS 18001:2007 Elemen No.4.3.1 tentang prosedur Identifikasi Bahaya, penilaian dan pengendalian risiko.
5.3 Pengendalian Risiko (RiskControl)
dikendalikan; pengendalian risiko dapat dilakukan dengan menghilangkan, mengurangi, mengendalikan atau memindahkan.
Pengendalian risiko di unit kerja PTPN IV Unit Usaha Pabatu dilakukan sesuai prinsip pengendalian risiko yaitu:
1. Eliminasi ( menghilangkan sumber bahaya)
2. Substitusi (mengganti dengan bahan atau proses yang lebih aman)
3. Rekayasa Teknik (melakukan perubahan terhadap desain alat/ proses/ lay out) 4. Administrasi (cara kerja yang aman)
5. Alat Pelindung Diri (APD)
PTPN IV Unit Usaha Pabatu sudah melakukan beberapa tindakan untuk mencegah dan mengendalikan kecelakaan kerja, hal ini sesuai dengan PP No.50 tahun 2012 tentang “pelaksanaan rencana K3” yang terdapat pada pasal 11 ayat 1.
Pengendalian risikoberdasarkan hierarcy of controlyang sudah diterapkan di PTPN IV Unit Usaha Pabatu tahun 2015 setelah dilakukan identifikasi potensi bahaya dan penilaian risiko pada tiap stasiun:
1. Pengendalian Administrasi
Pengendalian administrasi merupakan pengendalian yang dilakukan untuk mengurangi kontak antara penerima dengan sumber bahaya (Ramli,2010). Pengendalian ini sudah diterapkan oleh perusahaan yaitu:
a. Petugas mematuhi isntruksi kerja
untuk memastikan bahwa setiap pekerjaan dilakukan sesuai persyaratan K3 yang telah ditetapkan (PP No.50 tahun 2012).
Pengendalian ini sesuai dengan PP No.50 tahun 2012 mengenai perusahaan melaksanakan rencana K3 didukung oleh prasarana dan saarana yang memadai dalam pasal 10 ayat 4(d).
b. Pemasangan Rambu K3
Pengendalian administrasi berikutnya adalah pemasangan rambu K3 atau safety signyang bermanfaat untuk membantu melindungi kesehatan dan
keselamatan pekerja dan pengunjung yang sedang berada di tempat kerja (Wahyudi, 2011).
Menurut UU No.1 tahun 1970 tentang Rambu K3 dalam pasal 14b menyebutkan pengusaha wajib memasang rambu K3 di tempat kerja dan tempat-tempat yang mudah dilihat dan terbaca menurut petunjuk pegawai pengawas atau ahli keselamatan kerja.
Pengendalian ini sesuai dengan PP No.50 tahun 2012 tentang Sistem Manajemen K3 kriteria audit 6.4.4. menyatakan rambu-rambu K3 harus dipasang sesuai dengan standar dan pedoman teknis.
c. Penyediaan alat pemadam api ringan (APAR)
No.Per-04/MEN/1980 tentang syarat-syarat pemasangan dan pemeliharaan APAR.
2. Penyediaan APD
Penggunaan alat pelindung diri adalah alternatif pengendalian paling akhir setelah pengendalian sebelumnya tidak dapat diterapkan. Penggunaan APD bukan untuk mencegah kecelakaan tetapi untuk mengurangi dampak atau konsekuensi dari suatu kejadian (Ramli, 2010).
Peraturan menteri tenaga kerja dan transmigrasi RI No.Per 08/MEN/VII/2010 menyatakan APD wajib digunakan ditempat kerja sesuai dengan pekerjaannya. Alat pelindung diri haruslah nyaman dipakai, tidak mengganggu kerja dan memberikan perlindungan yang efektif terhadap bahaya (HIPERKES, 2008).
Hal ini sesuai dengan PP No. 50 tahun 2012 dalam elemen keamanan bekerja berdasarkan SMK3. PTPN IV Unit Usaha Pabatu sudah menyediakan APD seperti masker, sarung tangan, ear muff atau ear plug atau sumbat telinga, safety shoes, helm, dan baju kerja.
pada bulan Februari tahun 2015 dengan kondisi pekerja mengalami luka dibagian wajah, sehingga untuk tingkat risiko yang tinggi perlu dilakukan pemberian pelatihan dan penyuluhan K3 secara berkala terhadap tenaga kerja serta pemantauan penggunaan APD saat bekerja.
5.4Penerapan HIRAC berdasarkan PP No. 50 tahun 2012
Penerapanmanajemen risiko di PTPN IV Unit Usaha Pabatu merupakan sebagai salah satu pertimbangan dalam kebijakan K3 dan rencana K3, hal ini sesuai dengan PP No.50 Tahun 2012 tentang SMK3 pasal 7 dan pasal 9 yang menjelaskan bahwa pengusaha dalam menetapkan kebijakan K3 dan merencanakan K3 harus melakukan peninajuan awal dan mempertimbangkan identifikasi bahaya, penilaian dan pengendalian risiko.
Identifikasi bahaya, penilaian dan pengendalian risiko yang dilaksanakan oleh Tim Manajemen Risiko yang merupakan anggota P2K3, hal ini sesuai dengan PP No. 50 tahun 2012 dalam elemen pembangunan dan pemeliharaan komitmen.
Berdasarkan informasi yang didapat dari manajemen K3 bahwa perusahaan melakukan inspeksi tempat kerja secara teratur, hal ini sesuai dengan PP No.50 tahun 2012 dalam elemen standar pemantauan.
sesuai dengan PP No.50 tahun 2012 dalam elemen pembuatan dan pendokumentasian rencana K3.
HIRAC yang dilakukan oleh Tim manajemen risiko disampaikan kepada atasan agar dapat segera dilakukan tindakan pengendalian yang sesuai dengan tingkat risiko yang terjadi. Adapun pengendalian risiko yang diajukan oleh perusahaan salah satunya penyediaan alat pelindung diri (APD), hal ini sesuai dengan PP No.50 tahun 2012 dalam elemen keamanan bekerja berdasarkan SMK3.
BAB VI
KESIMPULAN DAN SARAN
6.1 Kesimpulan
Berdasarkan hasil penelitian mengenai penerapan manajemen risiko pada pabrik kelapa sawit PTPN IV Unit Usaha Pabatu dapat disimpulkan bahwa: 1. Penerapan manajemen risiko di PTPN IV Unit Usaha Pabatu secara umum
telah dilakukan sesuai dengan PP No.50 tahun 2012 tentang indetifikasi bahaya, penilaian dan pengendalian risiko, namun pada penilaian risiko masih belum dilakukan penilaian secara objektif dan rutin.
2. Padaidentifikasi bahaya, penilaian dan pengendalian risiko terhadap proses pengolahan kelapa sawit ditemukan bahwa bahaya dengan tingkat risiko low adalah bahaya tertusuk gancu pada satsiun sortasi. Bahaya dengan tingkat risiko moderate adalah bahaya tertusuk duri, terjepit pintu dan tertimpa lori, terlibas tali, kebisingan, debu, terantuk polishing drum. Bahaya dengan tingkat risiko high adalah bahaya minyak dan uap panas, peledakan kompresor, ketinggian.
3. Pengendalian risiko yang dilakukan oleh PTPN IV Unit Usaha Pabatu tahun 2015 telah sesuai dengan PP No.50 tahun 2012 yaitu pematuhan instruksi kerja, pemasangan rambu K3, penyediaan APAR dan penyediaan APD. 6.2Saran
2. Perlunya peningkatan ketertiban dan kedisiplinan pemakaian APD serta penanganan bahan agar efektifitas pengendalian bahaya meningkat.
3. Sebaiknya HIRAC dipelihara agar selalu mutakhir dengan melakukan riview rutin secara objektif maksimal setahun sekali.
BAB II
TINJAUAN PUSTAKA
2.1 Kecelakaan Kerja
2.1.1 Pengertian Kecelakaan Kerja
Mesin dapat membuat keuntungan yang cukup besar bagi penggunaannya, namun dapat juga membuat kerugian karena mesin dapat sewaktu-waktu dapat rusak, meledak atau terbakar. Rusaknya mesin atau meledak ataupun terbakar disebut dengan kecelakaan. Kecelakaan bukan hanya disebabkan oleh alat-alat kerja tetapi juga disebabkan oleh kecenderungan pekerja untuk celaka (accident proneness). Kecelakaan menurut M. Sulaksmono (1997) adalah suatu kejadian tak
diduga dan tidak dikehendaki yang mengacaukan proses suatu aktivitas yang telah diatur.
Kecelakaan adalah suatu kejadian yang tidak dikehendaki yang mengakibatkan terjadinya suatu kerugian baik terhadap manusia (cidera), harta benda (rusak), proses (gangguan/ terhenti) maupun lingkungan (kerusakan/ pencemaran) (PTPN IV, 2014). Kecelakaan adalah kejadian yang tidak terduga dan tidak diharapkan. Tak terduga karena tidak terdapat unsur kesengajaan. Tidak diharapkan karena peristiwa kecelakaan disertai kerugian material maupun penderitaan.
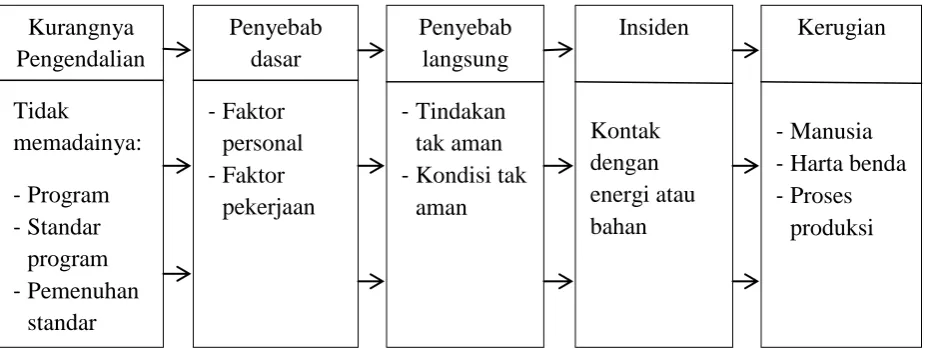
Teori kecelakaan kerja dirumuskan oleh Heinrich dan kemudia disempurnakan oleh Frank E.Bird. Teori tersebut dikenal dengan Teori Domino. Dalam teori sederhana ini dinyatakan bahwa kecelakaan tiak datang dengan sendirinya, ada serangkaian peristiwa sebelumnya yang mendahului adanya suatu kecelakaan. Pada buku Practical Loos Control Leadership (1986), Frank E.Bird dan Germain menggambarkan urutan-urutan kejadian yang saling berhubungan dan berakhir pada kerugian yaitu cidera, kerusakan peralatan atau terhentinya proses.
Sumber : Frank E.Bird (1986)
Gambar 2.1 Teori Domino
a. Kurangnya Sistem Pengendalian
Kurangnya kontrol merupakan urutan pertama menuju terjadinya kecelakaan yang dapat mengakibatkan kerugian. Tanpa manajamen pengendalian yang kuat, penyebab kecelakaan dan rangkaian efek akan dimulai dan memicu faktor penyebab kerugian.
Kurangnya pengendalian dapat disebabkan karena faktor: 1) Program yang tidak memadai.
2) Standar program yang tidak memadai. 3) Tidak ada pemenuhan terhadap standar. b. Penyebab Dasar
Dari adanya kontrol yang tidak memadai akan menyebabkan timbulnya peluang pada penyebab dasar dari kejadian yang menyebabkan kerugian. Penyebab dasar terdiri dari:
1) Faktor manusia
Kurangnya kemampuan fisik atau mental, kurangnya pengetahuan, keterampilan, stress.
2) Faktor pekerjaan
Adanya standar kerja tidak cukup, rancang bangun dan pemeliharaan yang tidak memadai.
c. Penyebab Langsung
Jika penyebab dasar terjadi, maka terbuka peluang untuk menjadi tindakan dan kondisi tidak aman.
1) Tindakan tidak aman
Tindakan tidak aman adalah pelanggaran terhadap cara kerja yang aman yang mempunyai risiko terjadinya kecelakaan.
2) Kondisi tidak aman
d. Insiden
Insiden terjadi oleh karena adanya kontak dengan suatu sumber energi atau bahan yang melampaui nilai ambang batas dari bahan atau struktur. Sumber energi ini dapat berupa tenaga mekanis, tenaga kinetis, kimia, listrik.
Insiden adalah suatu kondisi yang dapat menyebabkn hampir terjadinya suatu kerugian meskipun kondisi bahaya belum benar-benar terjadi. Insiden dapat menyebabkn cidera fisik atau kerusakan benda, seperti: terjatuh, terbentur, terpeleset.
e. Kerugian
Apabila keseluruhan urutan di atas terjadi, maka akan menyebabkan adanya kerugian terhadap manusia, harta benda dan akan mempengaruhi produktifitas dan kualitas kerja.
Dengan kata lain, kecelakaan akan mengakibatkan cidera dan atau mati, kerugian harta benda bahkan sangat mempengaruhi moral pekerja termasuk keluarganya.
2.1.2 Faktor-Faktor yang Mempengaruhi Terjadinya Kecelakaan Kerja
a. Tindakan tidak aman
fisik tenaga kerja, salah mengartikan Standard Operational Procedure (SOP), pemakaian alat pelindung diri (APD) hanya berpura-pura.
b. Kondisi tidak aman
Kondisi tidak aman menurut Hendrich, 1930 biasanya berasal dari lingkungan kerja, baik dari alat, material, atau lingkungan yang tidak aman dan berbahaya, contohnya lantai licin, tidak tersedia alat pelindung diri, alat pelindung diri yang tidak berfungsi dengan baik.
2.2 Asas Pencegahan Kecelakaan
Dampak kecelakaan kerja dirasakan langsung oleh pekerja, dimana pekerja dapat mengalami cedera dari ringan sampai berat bahkan dapat menyebabkan kematian. Dengan menerapkan usaha kesemalamatan dan kesehatan kerja (K3) maka kejadian kecelakaan kerja semestinya bisa dihindari. Beberapa asas pencegahan kecelakaan kerja dapat dilakukan baik oleh pihak manajemen perusahaan maupun pihak pekerja.
1. Manajemen Perusahaan
a) perusahaan melakukan evaluasi pendahuluan tentang karakteristik perusahaan sebelum dimulai oleh orang terlatih untuk mengidentifikasi potensi bahaya di tempat kerja dan membantu memilih cara perlindungan pekerja yang tepat. b) Memberikan pelatihan untuk pekerja sebelum diizinkan bekerja.
c) Pemeriksaan kesehatan.
e) Pelaksanaan housekeeping yang baik.
f) Pemberian sanksi kepada pekerja yang melanggar peraturan.
2. Tenaga Kerja
a) Memakai APD dengan sungguh-sungguh tanpa paksaan. b) Menyadari betapa pentingnya keselamatan kerja.
c) Mematuhi peraturan yang berlaku di tempat kerja.
2.3 Manajemen Risiko
Manajemen risiko merupakan suatu usaha untuk mengetahui, menganalisis serta mengendalikan risiko dalam setiap kegiatan perusahaan dengan tujuan untuk memperoleh efektifitas dan efisiensi yang lebih tinggi (Darmawi, 2004).
Manajemen risiko adalah pelaksanaan fungsi-fungsi manajemen dalam penanggulangan risiko, terutama risiko yang dihadapi oleh organisasi/ perusahaan, keluarga dan masyarakat. Jadi mencakup kegiatan merencanakan, mengorganisir, menyusun, memimpin/mengkoordinir dan mengawasi (termasuk mengevaluasi) program penaggulangan risiko (Djojosoedarso, 1999).
Manajemen risiko sebagai alat unuk melindungi perusahaan dari setiap kemungkinan yang merugikan. Dalam aspek K3 kerugian berasal dari kejadian yang tidak diinginkan yang timbul dari aktivitas organisasi. Tanpa menerapkan manajemen risiko perusahaan dihadapkan dengan ketidakpastian (Ramli, 2010).
2. Menekan biaya untuk penanggulangan kejadian yang tidak diinginkan. 3. Menimbulkan rasa aman dikalangan pemegang saham mengenai
kelangsungan dan keamanan investasinya.
4. Meningkatkan pemahaman dan kesadaran mengenai risiko operasi bagi setiap perusahaan.
5. Memenuhi persyaratan perundangan yang berlaku.
Adanya program penanggulangan risiko yang baik dari suatu perusahaan akan memberikan beberapa sumbangan yang sangat bermanfaat, antara lain: a. Evaluasi dari program penanggulangan risiko akan dapat memberikan
gambaran mengenai keberhasilan dan kegagalan operasi perusahaan. Meskipun hal ini secara ekonomis tidak menaikkan keuntungan perusahaan, tetapi hal itu merupakan kritik bagi pengelola perusahaan, sehingga akan sangat bermanfaat bagi perbaikan pengelolaan usaha di masa datang.
b. Pelaksanaan program penanggulangan risiko juga dapat memberikan sumbangan langsung kepada upaya peningkatan keuntungan perusahaan. c. Pelaksanaan program penanggulangan risiko yang berhasil juga menyumbang
secara tidak langusng kepada pencapaian keuntungan perusahaan, melalui: 1. Keberhasilan mengelola risiko murni akan menimbulkan keyakinan dan
2. Karena masalah ketidakpastian sudah tertangani dengan baik oleh manajer risiko, maka akan dapat mengurangi keragu-raguan dalam pengambilan kaputusan yang dapat mendatangkan keuntungan.
3. Dengan diperhatikannya unsur ketidakpastian, maka perusahaan akan mampu menyediakan sumber daya manusia serta sumber daya lainnya, yang memungkinkan perusahaan dapat mencapai pertumbuhan.
Menurut AS/NZS 4360 Risk Management Standard, manajemen risiko adalah “the culture, process, and structure that are directed towards the effective
management of potential opportunities and adserve effects”.
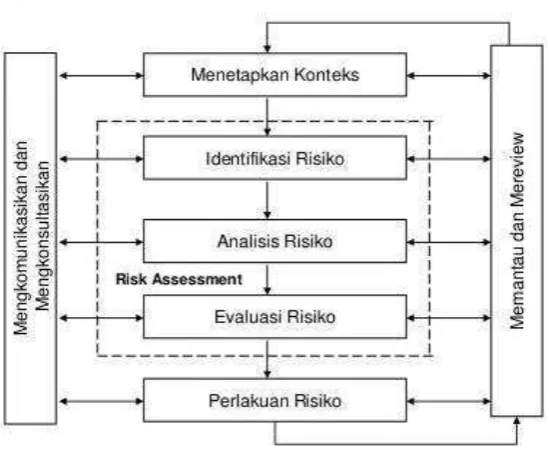
Menurut standar AS/NZS 4360 tentang standar manajemen risiko, proses manajemen risiko meliputi:
1. Menentukan Konteks
Manajemen risiko sangat luas dan dapat diaplikasikan untuk berbagai keperluan dan kegiatan. Karena itu langkah pertama adalah menetapkan konteks penerapan manajemen risiko yang akan dijalaankan agar proses pengelolaan risiko tidak salah arah dan tepat sasaran.
a. Konteks Strategis
b. Konteks Manajemen Risiko c. Kriteria Risiko
2. Identifikasi Risiko
Setelah menentukan konteks manajemen risiko yang akan dijalankan dalam perusahaan, maka langkah berikutnya adalah melakukan identifikasi risiko. Tahapan ini bertujuan untuk mengidentifikasi semua kemungkinan bahaya atau risiko yang mungkin terjadi di lingkungan kegiatan dan bagaimana dampak atau keparahannya jika terjadi.
3. Penilaian Risiko
Hasil identifikasi bahaya selanjutnya dianalisa dan dievaluasi untuk menentukan besarnya risiko serta tingkat risiko serta menentukan apakah risiko tersebut dapat diterima atau tidak.
a) Analisa Risiko
Anaalisa risiko adalah untuk menentukan besarnya suatu risiko yang dicerminkan dari kemungkinanndan keparahan yang ditimbulkannya.
4. Pengendalian Risiko
Semua risiko yang telah diidentifikasi dan dinilai tersebut harus dikendalikan, khususnya jika risiko tersebut dinilai memiliki dampak signifikan atau tidak dapat diterima. Dalam tahap ini dilakukan pemeilihan strategi penegendalian yang tepat ditinjau dari berbagai aspek seperti aspek financial, praktis, manusia dan operasi lainnya.
5. Komunikasi dan Konsultasi
Mengkomunikasikan risiko atau bahaya ke pada semua pihak yang berkepentingan dengan kegiatan organisasi atau perusahaan. Hasil atau proses mengembangkan manajemen risiko juga dikonsulatsikan ke semua pihak seperti pekerja, ahli, mitra kerja, pemasok dan lainnya yang kemungkinan terpengaruh oleh penerapan manajemen risiko dalam organisasi. Manajemen risiko mengisyaratkan perlunya partisipasi semua pihak dalam pengembangan dan penerapannya.
6. Pemantauan dan Tinjauan Ulang
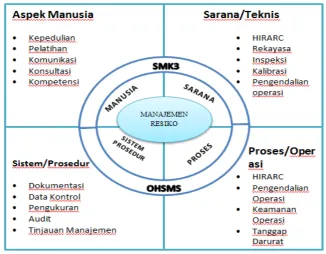
2.3.1 Manajemen Risiko Keselamatan dan Kesehatan Kerja (K3)
Manajemen risiko K3 adalah suatu upaya mengelola risiko K3 untuk mencegah terjadinya kecelakaan yang tidak diinginkan secara komprehensif, terencana dan terstruktur dalam suatu kesisteman yang baik. Manajemen risiko K3 berkaitan dengan bahaya dan risiko yang ada di tempat kerja yang dapat menimbulkan kerugian bagi perusahaan (Ramli, 2010).
Manajemen risiko sangat erat hubungannya dengan K3. Timbulnya aspek K3 disebabkan karena adanya risiko yang mengancam keselmatan pekerja, sarana dan lingkungan kerja sehingga harus dikelola dengan baik. Sebaliknya, keberadaan risiko dalam kegiatan perusahaan mmendorong perlunya upaya keselamatan untuk mengendalikan semua risiko yang ada. Dengan demikian, risiko adalah bagian tidak terpisahkan dengan manajemen K3.
1. OHSAS 18001.2007
Salah satu sistem manajemen K3 yang berlaku global adalah OHSAS 18001. Manajemen risiko merupakan elemen inti yang disebutkan dalam Klausul 4.3.1. Menurut OHSAS 18001, manajemen K3 adalah upaya terpadu untuk mengelola risiko yang ada dalam aktivitas perusahaan yang dapat mengakibatkan cedera pada manusia, kerusakan atau gangguan terhadap bisnis perusahaan. Menurut OHSAS 18001, manajemen risiko terbagi atas 3 bagian yaitu Hazard Identification, Risk Assasment dan Risk Control, biasa dikenal dengan singkatan
Berdasarkan hasil evaluasi dari kajian HIRARC perusahaan mengembangkan sasaran K3, kebijakan K3 dan program kerja untuk mengelola risiko tersebut, dengan demikian pengembangan sistem manajemen K3 adalah berbasis risiko (Risk Based Safety Management System).
2. SMK3 Peraturan Pemerintah No.50 Tahun 2012
Di Indonesia sesuai dengan Peraturan Pemerintah No.50 Tahun 2012 diberlakukan Sistem Manajemen Keselamatan dan Kesehatan Kerja yang dikenal dengan SMK3. SMK3 menempatkan manajemen risiko sebagai salah satu elemen penting antara lain penyusunan rencana K3 harus mempertimbangkan Identifikasi Bahaya, Penilaian dan Pengendalian Risiko.
2.3.2Proses Pengembangan Manajemen Risiko
Perusahaan dapat mengembangkan manajemen risiko dengan skala yang lebih luas misalnya dalam lingkup ERP (Manajemen Risko Korporat) yang berarti menyangkut berbagai jenis manajemen risiko yang ada. Perusahaan juga dapat mengembangkan manajemen risiko dalam konteks K3 sebagai bagian dari manajemen K3.
Proses penerapan manajemen risiko dalam perusahaan terdiri atas eman langkah yaitu:
1. Dukungan manajemen
2. Kebijakan dan organisasi manajemen risiko 3. Komunikasi
4. Mengelola risiko tingkat korporat 5. Mengelola risiko tingkat unit kegiatan 6. Pemantauan dan tinjauan ulang
Step-1 Step-2 Step-3 Step-4 Step-5 Step-6 Step in developing and implementing a risk management program
1. Komitmen Manajemen
Penerapan manajemen risiko dalam perusahaan tidak akan berhasil jika tidak dilandaskan komitmen manajemen. Manajemen risiko pada dasarnya adalah upaya strategis seorang pemimpin unit usaha untuk mengelola bisnisnya dengan baik, karena itu manajemen risiko harus menjadi bagian integral dalam manajemen perusahaan.
2. Penetapan Kebijakan Manajemen Risiko
Kebijakan mengenai manajemen risiko ini mengandung komitmen perusahaan untuk menerapkan manajemen risiko, untuk melindungi pekerja, aset perusahaan, masyarakat pengguna dan kelangsungan bisnis perusahaan. sebagai tindak lanjut komitmen, disusun prosedur manajemen untuk manajemen risiko dalam perusahaan yang membuat pengaturan teknis misalnya peran dan tanggung jawab dalam manajemen risiko, prosedur pelaksanaan, sumber daya.
3. Sosialisasi Kebijakan Manajemen Risiko
Kebijakan dan program manajemen risiko perlu dikomunikasikan kepada semua unsur dalam perusahaan. Komunikasi penting, agar seluruh pekerja mengetahui kebijakan perusahaan, memahami, dan kemudian mengikuti dan mendukung dalam kegiatan masing-masing.
4. Mengelola Risiko pada level korporat ( tingkat manajemen)
perusahaan. Dalam tahap ini, dijalankan proses manajemen risiko mulai dari penentuan konteks, identifikasi bahya, sampai proses pengendaliannya.
5. Mengelola risiko pada tingkat unit kegiatan atau proyek
Risiko pada level ini lebih bersifat teknis dan langsung di tempat kerja. Proses pengendalian risiko di tingkat ini lebih bersifat teknis dan dikembangkan sesuai kondisi operasi yang ada dalam perusahaan.
6. Pemantauan dan Tinjauan Ulang
Hasil pelaksanaan manajemen risiko harus dipantau secara berkala untuk memastikan bahwa proses telah berjalan baik dan efektif. Hasil identifikasi bahaya, penilaian dan pengendalian risiko akan menentukan objektif dan sasaran K3.
2.3.3 Kegagalan dalam Menerapkan Manjemen Risiko
Penerapan manajemen risiko dalam perusahaan tidak mudah dan menghadapi berbagai kendala, misalnya:
1. Informasi tidak memadai
Keberhasilan kajian risiko sangat ditentukan oleh ketersediaan data yang diperlukan.
2. Informasi mengenai K3 yang berkaitan dengan proses atau produksi tidak memadai
2.4 Metode Hazard Identification, Risk Assessment and Risk Control
(HIRARC)
Implementasi K3 dimulai dengan perencanaan yang baik yang meliputi identifikasi bahaya, penilaian dan pengendalian risiko (HIRARC- Hazards Identification, Risk Assesment, dan Risk Control) yang merupakan bagian dari
manajemen risiko. Program K3 harus mampu menjawab isu yang ditemukan dalam HIRARC yang digunakan sebagai dasar menentukan objektif dan target serta program K3 yang jelas dan terukur (Ramli, 2010).
Langkah-langkah manajemen risiko dengan menggunakan HIRARC (Suma’mur, 1986):
1. Hazard Identification
Proses pemeriksaan tiap-tiap area kerja dengan tujuan untuk mengindentifikasi semua bahaya yang melekat pada suatu pekerjaan. Area kerja termasuk juga meliputi mesin peralatan kerja, laboratorium, area perkantoran gudang dan angkutan.
2. Risk Assessment
Suatu proses penilaian risiko terhadap adanya bahaya di tempat kerja. 3. Risk Control
Proses pembuatan HIRARC terbagi menjadi empat langkah yaitu: a. Mengklasifikasikan jenis pekerjaan
b. Mengidentifikasi jenis bahaya
c. Melakukan penilaian risiko (mengalisis dan menghitung kemungkinan terjadinya bahaya (occurrence) serta tingkatan keparahan (severity)).
d. Pengendalian risiko
2.4.1 Identifikasi Bahaya (Hazard Identification)
Identifikasi bahaya merupakan langkah awal dalam mengembangkan manajemen risiko K3. Identifikasi bahaya, adalah upaya sistematis untuk mengetahui adanya bahaya dalam aktivitas organisasi. Identifikasi bahaya merupakan landasan dari manajemen risiko. Tanpa melakukan identifikasi bahaya tidak mungkin melakukan pengelolaan risiko dengan baik (Ramli, 2010).
Landasan dari program pencegahan kecelakaan atau pengendalian risiko. Tanpa mengenal bahaya, maka risiko tidak dapat ditentukan sehingga upaya pencegahan dan pengendalian risiko tidak dapat dijalankan.
Identifikasi bahaya memberikan berbagai manfaat anatara lain: a. Mengurangi peluang kecelakaan
b. Untuk memberikan pemahaman bagi semua pihak mengenai potensi bahaya dari aktivitas perusahaan sehingga dapat meningkatkan kewaspadaan dalam menjalankan operasi perusahaan.
d. Memberikan informasi yang terdokumentasi mengenai sumber bahaya dalam perusahaan kepada semua pihak khususnya pemangku kepentingan.
Teknik identifikasi bahaya ada berbagai macam yang dapat diklasifikasikan atas: a) Teknik Pasif
Bahaya dapat dikenal dengan mudah jika kita mengalaminya sendiri secara langsung. Cara ini bersifat primitif dan terlambat karena kecelakaan te;ah terjadi, baru kita mengenal dan mengambil langkah penceghan. Teknik ini sangat rawan, karena tidak semua bahaya dapat menunjukkan eksistensinya sehingga dapat terlihat dengan mudah.
b) Teknik semi proaktif
Teknik ini disebut juga belajar dari pengalaman orang lain karena kita tidak perlu mengalaminya sendiri. Teknik ini lebih baik karena tidak perlu mengalaminya sendiri setelah itu baru mengetahui adanya bahaya. Namun teknik ini juga kurang efektif karena:
1. Tidak semua bahaya telah diketahui atau pernah menimbulkan dampak kejadian kecelakaan.
2. Tidak semua kejadian dilaporkan atau diinformasikan kepada pihak lain untuk diambil sebagai pelajaran.