PENILAIAN RESIKO DAN PEMILIHAN ALTERNATIF SOLUSI PENGENDALIAN RESIKO KESELAMATAN DAN KESEHATAN KERJA
( K3) DENGAN PENDEKATAN BENEFIT AND COST ANALYSIS PADA PABRIK GULA PTPN. II SEI SEMAYANG
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh :
GIO FANDRI TARIGAN
NIM. 090423051
P R O G R A M P E N D I D I K A N S A R J A N A E K S T E N S I
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji syukur penulis ucapkan kepada Tuhan Yang Maha Esa yang telah memberikan tenaga dan pengetahuan kepada penulis untuk menyelesaiakan tugas sarjana yang berjudul ”PENILAIAN RESIKO DAN PEMILIHAN ALTERNATIF SOLUSI PENGENDALIAN RESIKO KESELAMATAN DAN KESEHATAN KERJA (K3) DENGAN PENDEKATAN BENEFIT AND COST ANALYSIS PADA PABRIK GULA PTPN.II SEI SEMAYANG”.
Tugas sarjana ini dibuat sebagai salah satu syarat dalam menempuh ujian
Sarjana untuk memperoleh Gelar Sarjana Teknik Ekstensi pada Departemen Teknik
Industri, Fakultas Teknik, Universitas Sumatera Utara.
Dalam penulisan Tugas Sarjana ini, penulis telah berusaha untuk memberi yang
terbaik. Namun, penulis menyadari bahwa Tugas Sarjana ini masih memiliki
kekurangan. Untuk itu, penulis mengharapkan saran dan kritik yang membangun untuk
lebih menyempurnakan tugas sarjana ini. Semoga Tugas Sarjana ini dapat bermanfaat
bagi pembaca.
Universitas Sumatera Utara, Medan, Maret 2014
UCAPAN
TERIMA KASIH
Dalam penulisan laporan ini, penulis telah banyak mendapat bantuan dan
bimbingan dari berbagai pihak, baik berupa material, spiritual, informasi maupun
sumbangan pemikiran. Oleh sebab itu pada kesempatan ini penulis menyampaikan rasa
terima kasih kepada semua pihak yang telah memberikan bantuan material, spiritual
maupun bimbingan, terutama kepada:
1. Ibu Ir. Khawarita Siregar, MT, selaku Ketua Departemen Teknik Industri
Universitas Sumatera Utara.
2. Bapak Ir. Ukurta Tarigan, MT, selaku Sekretaris Departemen Teknik Industri
Universitas Sumatera Utara.
3. Ibu Ir. Rosnani Ginting, M.T. dan Bapak Ir. Mangara M. Tambunan, M.Sc., selaku
Koordinator Tugas Sarjana di Departemen Teknik Industri Fakultas Teknik
Universitas Sumatera Utara.
4. Dr. Ir. A. Jabbar M Rambe, M.Eng selaku Koordinator Bidang Ergonomic dan
Dasar Perancangan Sistem Kerja yang telah memberikan dukungan dan arahan
dalam pengerjaan Laporan Tugas Sarjana ini.
5. Bapak Ir. Mangara M. Tambunan, M.Sc, sebagai Dosen Pembimbing I Penulis
dalam penyelesaian Tugas Sarjana ini, yang telah menyediakan waktunya untuk
dapat memberikan bimbingan akademis kepada penulis dalam menyelesaikan
6. Bapak Buchari, ST,M.Kes. selaku Dosen Pembimbing II yang telah menyediakan
waktunya untuk dapat memberikan bimbingan akademis kepada penulis dalam
menyelesaikan Laporan Tugas Sarjana ini.
7. Bapak J. Girsang., selaku pembimbing di lapangan yang memberi bantuan berupa
informasi dan data selama melakukan penelitian di perusahaan.
8. Kedua orang tua (A. Tarigan dan G. Sitepu), kakak, abang, dan adik serta keluarga
penulis yang telah memberikan dukungan sepenuhnya kepada penulis baik doa,
moral, semangat maupun materi dalam menyelesaikan Tugas Sarjana ini.
9. Semua teman-teman angkatan 2009 Ekstensi di Departemen Teknik Industri USU
yang telah memberikan banyak masukan kepada penulis.
Penulis menyadari sepenuhnya bahwa laporan ini masih memiliki keterbatasan
dalam segala hal sehingga mungkin masih banyak kekurangan ataupun kelemahan
dalam penyusunannya. Oleh sebab itu, penulis sangat mengharapkan saran dan kritik
yang membangun demi untuk penyempurnaan laporan ini agar nantinya berguna dalam
penulisan laporan berikutnya.
Akhirnya penulis berharap semoga laporan ini dapat bermanfaat bagi semua pihak
DAFTAR ISI
BAB HALAMAN
LEMBAR SAMPUL... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
DAFTAR ISI... vii
DAFTAR TABEL ... xiii
DAFTAR GAMBAR ... xvi
DAFTAR LAMPIRAN... xviii
ABSTRAK ... xix
I PENDAHULUAN ... I-1 1.1. Latar Belakang Permasalahan ... I-1
1.2. Perumusan Masalah ... I-3
1.3. Tujuan Penelitian ... I-4
1.3.1. Tujuan Umum... I-4
1.3.2. Tujuan Khusus ... I-4
1.4. Manfaat Penelitian ... I-4
1.5. Batasan Masalah dan Asumsi ... I-5
II GAMBARAN UMUM PERUSAHAAN... II-1 2.1. Sejarah Perusahaan... II-1
2.2. Ruang Lingkup Bidang Usaha ... II-2
2.3. Lokasi Perusahaan ... II-3
2.4. Daerah Pemasaran ... II-4
2.4.1. Saluran Distribusi... II-5
2.4.2. Strategi Pemasaran... II-5
2.4.3. Data-Data Penjualan... II-6
2.5. Proses Produksi ... II-7
2.5.1. Proses Penimbangan dan Pengerjaan Pendahuluan ... II-7
2.5.2. Stasiun Gilingan ... II-8
2.5.3. Stasiun Pemurnian ... II-9
2.5.4. Stasiun penguapan (Evaporator Station)... II-13 2.5.5. Stasiun Masakan... II-14
2.5.6. Stasiun Putaran... II-15
2.5.7. Stasiun Penyelesaian (dryer and cooler)... II-15 2.5.8. Stasiun Pengemasan... II-16
2.6. Standar Mutu Bahan/Produk ... II-17
2.7. Bahan yang Digunakan ... II-18
2.7.1. Bahan Baku... II-18
2.7.2. Bahan Tambahan... II-19
2.7.3. Bahan Penolong... II-21
2.8.1. Mesin Produksi... II-21
2.8.2. Peralatan (Equipment)... II-22 2.8.3. Utilitas... II-22
2.8.4. Bagian SMK3(Sistem Menajemen Keselamatan dan Kesehatan
Kerja)... II-26
2.8.5. Water Treatment... II-27 2.9. Struktur Organisasi ... II-29
2.10. Uraian Tugas, Wewenang dan Tanggung Jawab ... II-31
2.11. Tenaga Kerja dan Jam Kerja ... II-31
2.11.1. Tenaga Kerja... II-31
2.11.2. Jam Kerja... II-33
2.12. Sistem Pengupahan dan Fasilitas ... II-34
III TINJAUANPUSTAKA ... III-1 3.1. Bahaya... III-1
3.1.1. Definisi bahaya... III-1
3.1.2. Jenis-jenis bahaya... III-1
3.2. Risiko ... III-4
3.2.1. Definisi risiko... III-4
3.2.2. Jenis-jenis risiko... III-4
3.3. Kecelakaan Kerja ... III-8
3.3.1. Definisi kecelakaan kerja ... III-8
3.4. Manajemen Risiko... III-14
3.4.1. Gambaran Umum... III-14
3.4.2. Jenis-jenis Penilaian Risiko ... III-14
3.4.3. Proses Manajemen Risiko... III-15
3.4.3.1. Komunikasi dan Konsultasi ... III-18
3.4.3.2. Menentukan Konteks (tujuan)... III-18
3.4.3.3. Identifikasi Risiko dengan Metode Job Safety
Analisis …………... III-20
3.4.3.4. Analisis Risiko ... III-21
3.4.3.5. Evaluasi risiko ... III-27
3.4.3.6. Pengendalian risiko ... III-27
3.4.3.7. Pemantauan dan telaah ulang ... III-28
3.5. Pengadaan Peralatan Keselamatan Kerja... III-29
3.6. Aplikasi Cost and Benefit Ratio... III-30
IV METODOLOGI PENELITIAN... IV-1 4.1. Lokasi dan Waktu Penelitian... IV-1
4.2. Rancangan Penelitian………... IV-1
4.3. Objek Penelitian... IV-1
4.4. Variabel yang Diamati... IV-2
4.5. Kerangka Berpikir... IV-3
4.7. Metode Pengumpulan Data... IV-3
4.8. Metode Pengolahan Data... IV-3
4.9. Blok Diagram Prosedur Peneitian... IV-6
V PENGUMPULAN DAN PENGOLAHAN DATA…... V-1 5.1. Pengumpulan Data…... V-1
5.2. Pengolahan Data…... V-12
5.2,1. Penilaian Resiko ……….…... V-13
5.2,2. Analisa Penilaian Resiko ………... V-20
5.2,2.1. Analisa Penilaian Resiko Pekerjaan pada Stasiun
Persiapan dan Pengerjaan Pendahuluan …... V-20
5.2,2.2. Analisa Penilaian Resiko Pekerjaan pada Stasiun
Penggilingan Tebu…... V-25
5.2,2.3. Analisa Penilaian Resiko Pekerjaan pada Stasiun
Pemurnian Nira…... V-27
5.2,2.4. Analisa Penilaian Resiko Pekerjaan pada Stasiun
Penguapan Nira…... V-38
5.2,2.5. Analisa Penilaian Resiko Pekerjaan pada Stasiun
Pemasakan Nira…... V-39
5.2,2.6. Analisa Penilaian Resiko Pekerjaan pada Stasiun
Putaran…... V-41
5.2,2.7. Analisa Penilaian Resiko Pekerjaan pada Stasiun
5.2,2.8. Analisa Penilaian Resiko Pekerjaan pada Stasiun
Pengemasan…... V-44
5.2.3. Perangkingan Resiko…... V-45
5.2.4. Mengembangkan Solusi Alternatif ..…... V-49
5.2.5. Menghitung Ongkos Pengadaan Alat Pelindung …... V-50
5.2,6. Memilih Solusi Alternatif Berdasarkan Benefit and Cost
Analisys…... V-52
VI ANALISIS PEMECAHAN MASALAH…... VI-1 6.1. Analisa Kecelakaan Kerja dengan Menggunakan Metode
Job Safety Analisys... VI-1 6.2. Analisa Resiko... VI-2
6.3. Analisa Pengenbangan Solusi Alternatif ... VI-4
6.4. Analisa Pemilihan Alternatif dengan Menggunakan Benefit
and Cost Analisys... VI-6
VII KESIMPULAN DAN SARAN ... VII-1 7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
Tabel 1.1. Data Kecelakaan pada Stasiun Kerja Pabrik Gula
Sei Semayang Tahun 2011-20... I-2
Tabel 2.1 Data Penjualan Gula Tahun 2004, 2005, 2006 dan 2007 (Kg) II-7
Tabel 2.2. Data Penyusutan Batang Tebu………... II-19
Tabel 2.3. Hasil Pengujian Air Limbah PG. Sei Semayang... II-29
Tabel. 2.4. Perincian Jumlah Tenaga Kerja PGSS Tahun 2013... II-32
Tabel 2.5. Jadwal Kerja Untuk Bagian Kantor... II-33
Tabel 2.6. Jadwal Kerja Untuk Bagian Pabrik... II-34
Tabel 3.1. Nilai Tingkat Keparahan (Consequences)... III-23 Tabel 3.2. Ukuran Kualitatif dari Kemungkinan (Probability)... III-23 Tabel 3.3. Matriks Resiko………... III-23
Tabel 3.4. Analisis Tingkat Consequences... III-24 Table 3.5. Analisis Tingkat Probability………..... III-25 Table 3.6. Analisis Tingkat Exposure………... III-25 Tabel 3.7. Skala Tingkatan Resiko... III-26
Tabel 5.1. Identifikasi Resiko pada Stasiun Pengolahan Pabrik Gula.. V-2
Tabel 5.2. Pengadaan Peralatan Keselamatan Kerja (Safety Protector) .. V-12 Tabel 5.3. Penilaian Resiko Pekerjaan pada Proses Produksi Gula... V-14
Tabel 5.4. Perangkingan Tingkat Resiko Pekerjaan pada Proses
Tabel 5.5. Tingkat Resiko Pekerjaan yang Perlu Dilakukan
Pencegahan dan Pengendalian Pada Proses Produksi
Gula………... V-48
Tabel 5.6. Solusi Alternatif Usulan... V-49
Tabel 5.7. Rekapitulasi Biaya Pengadaan Untuk keselamatan
Kerja... V-51
Tabel 5.8. Solusi Alternatif Usulan Berdasarkan Benefit And Cost Analisys V-75 Tabel 5.9. Rekap perhitungan B/C ……….... V-77
Tabel 6.1. Tingkat Resiko Pekerjaan yang Perlu Dilakukan
Pencegahan dan Pengendalian Pada Proses Produksi
Gula………... VI-4
Tabel 6.2. Solusi Alternatif Usulan... VI-5
Tabel 6.3. Solusi Alternatif Terpilih Berdasarkan Benefit and Cost
DAFTAR GAMBAR
GAMBAR HALAMAN
Gambar 2. 1. Denah Lokasi Pabrik Gula Sei Semayan... I-4
Gambar 2.2. Bagan Alir Pengolahan Tebu... II-17
Gambar 2.3. Struktur Organisasi PTPN II. Pabrik Gula Sei Semayang
... II-30
Gambar 3.1. Teori Domino... III-9
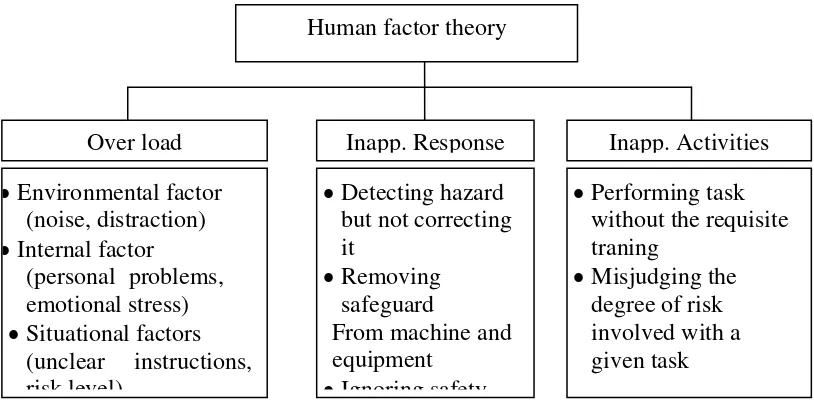
Gambar 3.2. Teori Swiss Cheese... III-10 Gambar 3.3. Human factor Theory... III-12 Gambar 3.4. Accident/Incident Theory... III-13 Gambar 3.5. Proses Manajemen Resiko... III-16
Gambar 3.6. Detail Proses Manajemen Resiko... III-17
Gambar 4.1. Diagram Alir Analisa Resiko ... IV-5
Gambar 4.2. Blok Diagram Prosedur Penelitian ... IV-7
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN 1. Daftar Spesifikasi Mesin Produksi di Pabrik Gula Sei Semayang ... L-1
2. Daftar Spesifikasi Peralatan Produksi di Pabrik Gula Sei Semayang ... L-20
3. Uraian Tugas, Wewenang dan Tanggung jawab ... L-22
4. Data Kecelakaan di Pabrik Gula Sei Semayang ... L-37
5. Daftar Pertanyaan Interview guide ... L-40 6. Surat Penjajakan ... L-41
7. Surat Balasan Pabrik ... L-41
8. Surat Keputusan Tugas Akhir ... L-42
ABSTRAK
Masalah keselamatan dan kesehatan kerja merupakan salah satu titik perhatian utama di Pabrik Gula Sei Semayang dikarenakan meningkatnya jumah kecelakaan kerja dari tahun 2011 sampai dengan tahun 2013. Kecelakaan kerja yang sering terjadi yaitu pada stasiun persiapan dan pengerjaan pendahuluan, stasiun kerja penggilingan, stasiun kerja pemurnian, stasiun kerja pemasakan (kristalisasi), stasiun kerja penyelesaian dan stasiun kerja pengemasan.
Tujuan dari penelitian ini adalah melakukan penilaian resiko dan menentukan alternatif solusi pengendalian resiko dan pemilihan solusi alternatif berdasarkan nilai
benefit and cost analysis.
Berdasarkan hasil identifikasi resiko dengan menggunakan JSA (Job Safety Analysis) diketahui bahwa kecelakaan kerja yang terjadi di pabrik gula Sei Semayang pada umumnya disebabkan oleh 3 faktor utama yaitu kecelakaan yang terjadi karena kurangnya pengawasan/perhatian perusahaan terhadap kesehatan dan keselamatan kerja seperti pembiaran terhadap karyawan yang tidak menggunakan alat pelindung diri dengan benar, kurangnya perhatian perusahaan terhadap keamanan lingkungan kerja, kurangnya penyediaan alat pelindung diri.. Faktor yang kedua adalah lingkungan kerja yang berbahaya (unsafe condition) seperti lantai yang tergenang air dan licin, keadaan mesin dan peralatan yang sudah tua, letak mesin dan peralatan yang rumit, adanya kandungan gas SO2 berbahaya dan debu kapur tohor (CaO). Sedangkan faktor yang ketiga adalah kecelakaan yang terjadi karena tindak perbuatan manusia atau pekerja yang tidak memenuhi standar keselamatan kerja (unsafe human action) seperti tidak disiplin, bekerja tidak mengikuti SOP, tidak menggunakan alat pelindung diri saat bekerja atau kelalaian.
Berdasarkan hasil penilaian resiko diperoleh berdasarkan analisa semi kuantitatif diperoleh, 7 priority risk. 1 substantial riks, 23 priority 3. Terdapat 8 resiko yang memerlukan pengendalian 7 priority risk. 1 substantial riks
Solusi alternatif yang diberikan untuk pengendalian resiko adalah penggunaan alat pelindung diri (APD), pemasangan poster dan rambu-rambu keselamatan kerja dan pendidikan dan pelatihan kerja. Solusi alternatif yang dipilih adalah solusi yang mempunyai kemanfaatan paling besar dan biaya yang paling minimal. Solusi alternatif terpilih berdasarkan Benefit and Cost Analysis untuk pengendalian 8 resiko yang memerlukan pengendalian adalah pemasangan poster dan rambu-rambu keselamatan kerja karena nilai B/C (manfaat) nya lebih besar dibandingkan 2 solusi alternatif lain yang ditawarkan.
Kata kunci : Penilaian resiko, pemilihan alternatif dan solusi (K3), Job safety analysis
ABSTRAK
Masalah keselamatan dan kesehatan kerja merupakan salah satu titik perhatian utama di Pabrik Gula Sei Semayang dikarenakan meningkatnya jumah kecelakaan kerja dari tahun 2011 sampai dengan tahun 2013. Kecelakaan kerja yang sering terjadi yaitu pada stasiun persiapan dan pengerjaan pendahuluan, stasiun kerja penggilingan, stasiun kerja pemurnian, stasiun kerja pemasakan (kristalisasi), stasiun kerja penyelesaian dan stasiun kerja pengemasan.
Tujuan dari penelitian ini adalah melakukan penilaian resiko dan menentukan alternatif solusi pengendalian resiko dan pemilihan solusi alternatif berdasarkan nilai
benefit and cost analysis.
Berdasarkan hasil identifikasi resiko dengan menggunakan JSA (Job Safety Analysis) diketahui bahwa kecelakaan kerja yang terjadi di pabrik gula Sei Semayang pada umumnya disebabkan oleh 3 faktor utama yaitu kecelakaan yang terjadi karena kurangnya pengawasan/perhatian perusahaan terhadap kesehatan dan keselamatan kerja seperti pembiaran terhadap karyawan yang tidak menggunakan alat pelindung diri dengan benar, kurangnya perhatian perusahaan terhadap keamanan lingkungan kerja, kurangnya penyediaan alat pelindung diri.. Faktor yang kedua adalah lingkungan kerja yang berbahaya (unsafe condition) seperti lantai yang tergenang air dan licin, keadaan mesin dan peralatan yang sudah tua, letak mesin dan peralatan yang rumit, adanya kandungan gas SO2 berbahaya dan debu kapur tohor (CaO). Sedangkan faktor yang ketiga adalah kecelakaan yang terjadi karena tindak perbuatan manusia atau pekerja yang tidak memenuhi standar keselamatan kerja (unsafe human action) seperti tidak disiplin, bekerja tidak mengikuti SOP, tidak menggunakan alat pelindung diri saat bekerja atau kelalaian.
Berdasarkan hasil penilaian resiko diperoleh berdasarkan analisa semi kuantitatif diperoleh, 7 priority risk. 1 substantial riks, 23 priority 3. Terdapat 8 resiko yang memerlukan pengendalian 7 priority risk. 1 substantial riks
Solusi alternatif yang diberikan untuk pengendalian resiko adalah penggunaan alat pelindung diri (APD), pemasangan poster dan rambu-rambu keselamatan kerja dan pendidikan dan pelatihan kerja. Solusi alternatif yang dipilih adalah solusi yang mempunyai kemanfaatan paling besar dan biaya yang paling minimal. Solusi alternatif terpilih berdasarkan Benefit and Cost Analysis untuk pengendalian 8 resiko yang memerlukan pengendalian adalah pemasangan poster dan rambu-rambu keselamatan kerja karena nilai B/C (manfaat) nya lebih besar dibandingkan 2 solusi alternatif lain yang ditawarkan.
Kata kunci : Penilaian resiko, pemilihan alternatif dan solusi (K3), Job safety analysis
BAB I
PENDAHULUAN
1.1.
Latar Belakang PermasalahanPabrik Gula Sei Semayang merupakan industri manufaktur yang memproduksi
gula pasir. Bahan baku utama yang digunakan adalah tebu (spesies saccharum offcinarum) yang berasal dari perkebunan tebu yang dikelola oleh perusahaan PTPN II.
Pengolahan tebu menjadi gula pasir harus melalui beberapa stasiun kerja yaitu
stasiun kerja persiapan dan pengerjaan pendahuluan, stasiun penggilingan, stasiun
pemurnian, stasiun penguapan (evaporasi), stasiun pemasakan (kristalisasi), stasiun
putaran, stasiun penyelesaian (dryer and cooler) dan stasiun pengemasan. Mesin dan peralatan yang digunakan dalam proses produksi di pabrik gula Sei Semayang sudah
tergolong tua sehingga karyawan dituntut bekerja dengan hati-hati agar tidak terjadi
kecelakaan kerja yang merugikan bagi pekerja dan perusahaan.
Kecelakaan kerja yang terjadi di pabrik gula Sei Semayang pada umumnya
disebabkan oleh 3 faktor utama yaitu kecelakaan yang terjadi karena kurangnya
pengawasan/perhatian perusahaan terhadap kesehatan dan keselamatan kerja seperti
pembiaran terhadap karyawan yang tidak menggunakan alat pelindung diri dengan
benar, kurangnya perhatian perusahaan terhadap keamanan lingkungan kerja,
kurangnya penyediaan alat pelindung diri.. Faktor yang kedua adalah lingkungan kerja
mesin dan peralatan yang sudah tua, letak mesin dan peralatan yang rumit, adanya
kandungan gas SO2 berbahaya dan debu kapur tohor (CaO). Sedangkan faktor yang
ketiga adalah kecelakaan yang terjadi karena tindak perbuatan manusia atau pekerja
yang tidak memenuhi standar keselamatan kerja (unsafe human action) seperti tidak disiplin, bekerja tidak mengikuti SOP, tidak menggunakan alat pelindung diri saat
bekerja atau kelalaian.
Berdasarkan data yang diperoleh dari Klinik PTPN. II Pabrik gula Sei
Semayang dari tahun 2011-2013.
Tabel 1.1.Data Kecelakaan pada Stasiun Kerja Pabrik Gula Sei Semayang Tahun 2011-2013
Stasiun Kerja Jumlah
Kecelakaan Kerja
Jenis Kecelakaan
Stasiun Penerimaan dan Pengerjaan Pendahuuan
4 kali
Jari tangan terpotong mesin cane cutter, tergelincir/terpeleset di lantai/tangga area pengerjaan pendahuluan, tergores besi yang tajam
Stasiun kerja Penggilingan
2 kali Tergelincir/terpeleset di lantai yang licin
Stasiun kerja
Pemurnian nira 12 kali
Iritasi akibat debu kapur tohor dan gas SO2, tergelincir/terpeleset di lantai area pemurnian, gangguan pernapasan karena debu dan gas SO2 Stasiun kerja
Penguapan (evaporasi) 1 kali
Tergelincir/terpeleset di tangga area eveporasi
Stasiun kerja Pemasakan (Kristalisasi)
5 kali
Tergelincir/terpeleset di lantai, tangga area pemasakan, tersandung mesin dan peralatan, tergores besi yang tajam
Stasiun Penyelesaian (dryer and cooler)
1 kali Tersandung di area penyelesaian
Stasiun kerja pengemasan 2 kali Tertusuk jarum jahit kemasan
Jumlah 27 kali
Bila banyak terjadi kecelakaan, banyak karyawan yang menderita, absensi
meningkat, produksi menurun dan biaya pengobatan semakin besar. Ini akan
me-nimbulkan kerugian bagi karyawan maupun perusahaan. Karena mungkin karyawan
terpaksa berhenti bekerja, cacat dan perusahaan kehilangan kary-awan.
Melihat besarnya permasalahan diatas, maka untuk menurunkan angka
kecelakaan kerja perlu diadakan program pencegahan kecelakaan kerja, salah satunya
dengan melaksanakan identifikasi resiko dan penilaian resiko untuk mengetahui
bahaya serta potensi resiko yang terdapat di tempat kerja sehingga dapat
dilakukan tindakan pencegahan dan pengendalian terhadap bahaya tersebut. Oleh
karena itu, penelitian ini dilakukan untuk memberikan penilaian resiko dan
pemilihan alternatif solusi pengendalian kesehatan dan keselamatan kerja
berdasarkan nilai benefit and cost analysis
1.2. Perumusan Masalah
Kurangnya pengawasan dan perhatian perusahaan terhadap kesehatan dan
keselamatan kerja, lingkungan kerja yang berbahaya (unsafe condition), dan tindak perbuatan manusia atau pekerja yang tidak memenuhi standar keselamatan kerja
(unsafe human action) mengakibatkan tingginya angka kecelakaan kerja di pabrik gula sehingga perlu diadakan program pencegahan kecelakaan kerja, salah satunya dengan
melaksanakan identifikasi resiko dan penilaian resiko untuk mengetahui bahaya
serta potensi resiko yang terdapat di tempat kerja sehingga dapat dilakukan
tindakan pencegahan dan pengendalian terhadap bahaya tersebut. Pengendalian
Solusi alternatif yang dipilih adalah solusi yang mempunyai kemanfaatan paling besar
dan biaya yang paling minimal.
1.3. Tujuan Penelitian
Tujuan yang dicapai dari penelitian ini adalah :
1.3.1. Tujuan Umum
Melakukan penilaian resiko dan menentukan alternatif solusi pengendalian
resiko serta pemilihan solusi alternatif berdasarkan nilai benefit and cost analysis. 1.3.2. Tujuan Khusus
1. Mengetahui penyebab kecelakaan kerja dari pekerjaan di masing –masing stasiun
kerja proses produksi gula dengan menggunakan metode JSA (Job Safety Analysis).
2. Menilai tingkat resiko yang terjadi ditempat kerja, dengan menilai tingkat keparahan
(consequensi), tingkat probability /kemungkinan, tingkat exposure/frekuensi paparan
dari resiko keselamatan kerja di masing-masing stasiun kerja proses produksi gula.
3. Memberikan solusi alternatif pengendalian resiko dan memilih solusi alternatf
berdasarkan nilai Benefit and Cost Analysis.
1.4. Manfaat Penelitian
Manfaat yang diharapkan dapat diperoleh dari penelitian ini adalah :
1. Bagi mahasiswa penelitian ini diharapkan dapat bermanfaat dalam melatih
kemampuan mahasiswa dalam menganalisa dan mencari solusi pengendalian
keselamatan dan kesehatan kerja di pabrik gula.
pencegahan kecelakaan kerja dilakukan dengan biaya yang paling minimal
sehingga nantinya tercapai hubungan yang saling menguntungkan antara pekerja
dan perusahaan.
3. Terpeliharanya keselamatan dan kesehatan kerja di perusahaan sehingga diharapkan
dapat memberikan kenyamanan bagi para pekerja dan mendorong mereka untuk
lebih giat dalam melakukan pekerjaan.
1.5. Batasan Masalah dan Asumsi
Batasan masalah yang digunakan dalam penelitian ini adalah :
1. Penelitian dilakukan di PTPN II. Pabrik Gula Sei Semayang pada bulan Juli
2013 di Stasiun kerja persiapan dan pengerjaan pendahuluan, stasiun
penggilingan, stasiun kerja pemurnian, stasiun penguapan, stasiun kerja
pemasakan, stasiun kerja putaran ,stasiun kerja penyelesaian, dan stasiun kerja
pengemasan.
2. Penelitian dilakukan dengan melihat keadaan berbahaya dan atau perilaku
berbahaya berdasarkan tempat terjadinya kecelakaan kerja.
3. Penilaian resiko yang dilakukan menggunakan analisis resiko semi kuantitatif
dengan melakukan penilaian terhadap tingkat konsekuensi, probability, dan exposure.
4. Metode yang digunakan dalam pengambilan keputusan pemilihan alternatif
Adapun asumsi yang digunakan diantaranya adalah :
1. Pekerja dianggap sudah mengetahui segala peraturan mengenai keselamatan dan
kesehatan kerja yang berlaku di perusahaan.
2. Pekerja dianggap sudah memahami pekerjaan pada bidangnya masing–masing.
3. Pekerja dianggap sudah sudah terampil dalam melakukan pekerjaannya dan tidak
ada unsur paksaan secara pribadi untuk bekerja di perusahaan.
4. Sistem produksi berjalan dalam keadaan normal dan tidak ada gangguan yang
mempengaruhi proses produksi.
5. Produk yang dihasilkan merupakan produk yang selama ini dibuat artinya tidak
ada penambahan jenis produk baru selama penelitian.
1.6. Sistematika Penulisan Laporan
Sistematika penulisan laporan adalah sebagai berikut :
BAB I : PENDAHULUAN, Meliputi pembahasan mengenai latar belakang,
perumusan permasalahan, tujuan dan manfaat penelitian, batasan dan
asumsi penelitian serta sistematika penulisan laporan.
BAB II : GAMBARAN UMUM PERUSAHAAN. Bab ini menjelaskan secara
ringkas mengenai perusahaan yang menjadi objek studi, sejarah perusahaan,
uraian mengenai bahan baku, bahan penolong dan bahan tambahan proses
produksi serta struktur organisasi dan manajemen dari perusahaan (PTPN II
PG. Sei Semayang).
BAB III : LANDASAN TEORI. Bab ini berisikan secara singkat mengenai teori
BAB IV : METODOLOGI PENELITIAN. Bab ini menguraikan tahapan–tahapan
yang dilakukan dalam pelaksanaan penelitian.
BAB V : PENGUMPULAN DAN PENGOLAHAN DATA. Bab ini berisikan
tentang pengumpulan data yang diperlukan dan pengolahan data yaitu
berupa data kecelakaan kerja
BAB VI : ANALISA PEMECAHAN MASALAH. Bab ini berisikan tentang analisa
pemecahan masalah dengan menggunakan hasil dari pengolahan data yang
telah dilakukan. Analisa dilakukan dengan mengacu pada referensi dan
literatur yang mendukung.
BAB VII : KESIMPULAN DAN SARAN. Bab ini berisikan tentang kesimpulan–
kesimpulan yang diperoleh darihasil analisa yang telah dilakukan, serta
mengemukakan usulan – usulan bagi PTPN II PG. Sei Semayang sebagai
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Umum Perusahaan
Berdirinya PTPN Nusantara II diawali dengan pendirian pendirian perusahaan
bangsa Belanda dengan nama N. V. Veronigde Deli Maatscnappij. Pada tanggal 11 Januari 1958an seluruh perusahaan bangsa Belanda diambil alih oleh kepemilikannya
termasuk perusahaan perkebunan Belanda berdasarkan Undang - Undang No. 86 tahun
1958 tentang normalisasi perusahaan milik Belanda N.V VDM yang terdiri dari 34 perkebunan.
Perusahaan Belanda diubah namanya menjadi Perkebunan Nusantara Baru,
cabang Sumatera Utara yang melakukan perkembangan dengan merubah kebun
menjadi 39 perkebunan dengan luas area 101633 Ha.
Berdasarkan peraturan pemerintah No. 143 tahun 1961, maka pada tanggal 1
juni 1961 Perusahaan Perkebunan Nusantara Baru diubah menjadi perusahaan
perkebunan Nusantara I yang bergerak khusus dalam pengembangan tembakau.
Berdasarkan peraturan Pemerintah No. 14 tahun 1968, Perusahaan Perkebunan
Sumatera Utara I dirubah menjadi Perusahaan Nusantara Perkebunan IX yang terdiri
23 perkebunan dengan luas areal 58.319,75 Ha.
Setelah melakukan penelitian maka dapat memenuhi ketentuan–ketentuan untuk
pengalihan bentuk menjadi Perusahan Perseroan. Perubahan status ini dilakukan
PT.Perkebunan IX (PTP IX) dan pada bulan April 1994 diubah lagi menjadi PT.
Perkebunan II, sehingga PT. Perkebunan Nusantara II.
Sebelum berdirinya Pabrik Gula Sei Semayang, PTP IX sebagai pengelola
hanya memanfaatkan areal perkebunan ini untuk menanam tembakau sebagai komoditi
eksport utama. Karena adanya berbagai permasalahan dalam hal pengusahaan tembakau dipasaran serta pemanfaatan tanah secara khusus pada selang waktu
penanaman tenbakau, maka proyek pengembangan industri gula (PPIG), Dirjen
Perkebunan dilakukan penanaman tebu pada tahun 1975 diperkebunan percobaan yang
terletak di Tanjung Morawa, Batang Kuis, dan Sei Semayang walaupun daerah
tersebut bukan daerah pemetaan tebu.
Pada tahun 1978 dilakukan Feasibility Study dan diperoleh ijin pembangunan proyek gula PTP IX. Akhirnya pada tahun 1982 didirikan Pabrik Gula Sei Semayang,
yang hingga sekarang merupakan pabrik gula terbesar di Sumatera selain pabrik gula
di Kuala Madu.
2.2. Ruang Lingkup Bidang Usaha
Pabrik Gula Sei Semayang merupakan industri manufaktur yang memproduksi
gula pasir. Bahan baku utama dari produk tersebut adalah tebu yang berasal dari
penyedian bahan baku. Perusahaan ini dalam masa operasinya, sering disebut dengan
masa giling gula, yaitu apabila bahan baku (tebu), mengalami masa panen yang cukup
Berdasarkan pengelompokan gula negara, Pabrik Gula Sei semayang
dikategorikan dalam D pengelompokan berdasarkan SK Menteri Pertanian No.59/
Kpst / EKKU / 10 /1977 yang mengompokan pabrik gula berdasarkan kapasitas :
1. Golongan A untuk pabrik dengan kapasitas 800 – 1200 ton
2. Golongan B untuk pabrik dengan kapasitas 1200 – 1800 ton
3. Golongan C untuk pabrik dengan kapasitas 1800 – 2700 ton
4. Golongan D untuk pabrik dengan kapasitas 2700 – 4000 ton
Produk gula yang dihasilkan sampai sekarang hanya untuk memenuhi
kebutuhan gula dalam negeri saja, khususnya daerah yang terdapat di pulau Sumatera.
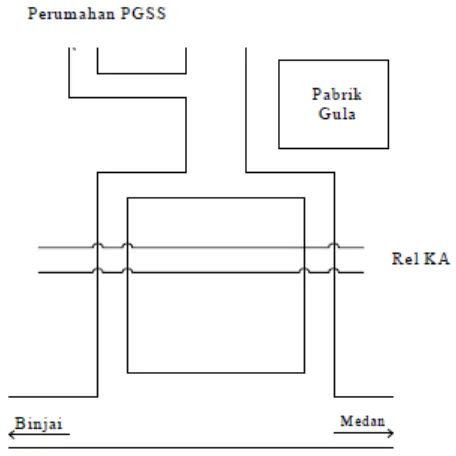
2.3. Lokasi Perusahaan
Pabrik Gula Sei Semayang berlokasi kira-kira 12,5km dari kota Medan, terletak
di daerah Sei Semayang desa Mulyarejo Kecamatan Sunggal, Kabupaten Deli Serdang
sebelah barat kota Medan, yang bersebelahan dengan Jalan Utara dan jalur kereta api
Medan-Binjai.
Secara Geografis areal pabrik Sei Semayang terletak diantara 98° Bujur Timur
dan diantara garis 3° Lintang Utara. Ketinggian tempat antara 9-125 diatas permukaan
Gambar 2. 1. Denah Lokasi Pabrik Gula Sei Semayang
Sumber : Data penjualan Pabrik Gula Sei Semayang
2.4. Daerah Pemasaran
Aspek pasar dan pemasaran merupakan salah satu aspek yang amat penting
selain aspek teknis, manajemen, organisasi, sosial dan lingkungan dalam menjalankan
kelangsungan hidup dari perusahaan.
Pasar ialah tempat dimana produsen dan konsumen melakukan proses transaksi
atas suatu barang atau jasa.
Pemasaran ialah suatu fungsi yang mencermikan cara bagaimana
mem-perlakukan pasar dan produk, sehingga dapat memenuhi tujuan dalam memuaskan
kebutuhan konsumen. Adapun sistem pemasaran yang dilakukan pada Pabrik Gula Sei
2.4.1. Saluran Distribusi
Agar produk gula dapat sampai ketangan konsumen dalam kondisi yang baik,
maka peranan distributor amatlah penting agar distribusi barang dapat berjalan dengan baik. Distributor adalah badan usaha atau lembaga perantara yang melakukan kegiatan distribusi. Adapun distribusi barang yang terjadi dapat dengan berbagai cara yaitu : 1. Produsen Konsumen (level 0)
2. Produsen Konsumen Pengecer (level 1)
3. Produsen Grosir Pengecer Konsumen (level 2)
4. Produsen Agen Grosir Konsumen (level 3)
Adapun distribusi yang dilakukan pada Pabrik Gula Sei Semayang adalah :
Produsen Distributor Grosir Konsumen
Perusahaan tidak menjual langsung pada konsumen namun terhadap distributor
yang terdapat pada masing-masing wilayah. Penyebaran produk merupakan beban
yang dipikul oleh pihak grosir untuk menjual ke pasar inilah yang akan dibeli oleh
konsumen.
Daerah pemasaran Pabrik Gula Sei Semayang saat ini adalah wilayah Sumatera
dan Jawa.
2.4.2. Strategi Pemasaran
Strategi pemasaran yaitu rencana menyeluruh, terpadu dan menyatu dibidang
pemasaran, yang memberikan panduan tentang kegiatan yang akan dijalankan untuk
mencapai tujuan pemasaran suatu perusahaan. Berhasil tidaknya dalam mencapai
pada perusahaan. Ada 4 hal yang dilakukan Pabrik Gula Sei Semayang dalam
melaksanakan strategi pemasarannya, yaitu :
1. Produk
Pabrik Gula Sei Semayang adalah pabrik yang bergerak dalam bidang manufaktur
yang mana hasil produknya berupa gula pasir. Yang merupakan kebutuhan
sehari-hari yang amat vital . 2. Harga
Pertimbangan yang cermat dan tepat dalam penetapan harga akan menghasilkan
penjualan yang optimal. Harga gula yang ditetapkan disesuaikan dengan membandingkan biaya pengeluaran selama masa produksi dengan banyaknya
produksi yang dihasilkan dan juga melihat kemampuan beli pasar.
3. Promosi
Pabrik Gula Sei Semayang tidak melakukan promosi melalui iklan media elektronik
maupun cetak, namun pabrik menentukan sendiri distributor yang bersedia
memasarkan produk gula.
4. Pasar
Produk gula PGSS dipasarkan di wilayah Sumatera dan Jawa.
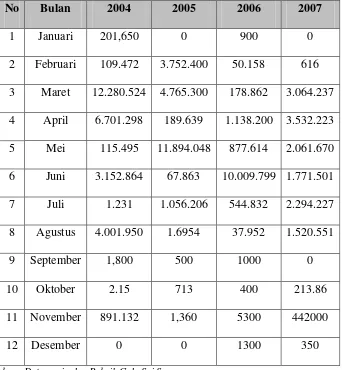
2.4.3. Data-data Penjualan
Harga produk bisa mengalami perubahan tergantung kepada kenaikan harga
bahan baku, biaya produksi, dan distribusi. Adapun data penjualan gula pada tahun
Tabel 2.1 Data Penjualan Gula Tahun 2004, 2005, 2006 dan 2007 (Kg)
No Bulan 2004 2005 2006 2007
1 Januari 201,650 0 900 0
2 Februari 109.472 3.752.400 50.158 616
3 Maret 12.280.524 4.765.300 178.862 3.064.237
4 April 6.701.298 189.639 1.138.200 3.532.223
5 Mei 115.495 11.894.048 877.614 2.061.670
6 Juni 3.152.864 67.863 10.009.799 1.771.501
7 Juli 1.231 1.056.206 544.832 2.294.227
8 Agustus 4.001.950 1.6954 37.952 1.520.551
9 September 1,800 500 1000 0
10 Oktober 2.15 713 400 213.86
11 November 891.132 1,360 5300 442000
12 Desember 0 0 1300 350
Sumber : Data penjualan Pabrik Gula Sei Semayang
2.5. Proses Produksi
2.5.1. Proses Penimbangan dan Pengerjaan Pendahuluan
Setelah tebu ditebang dikebun, kemudian tebu di antar ke pabrik secepat
mungkin dengan tenggang waktu 24 jam dengan tujuan untuk menjaga kualitas tebu.
Karena bila lewat 24 jam kualitas tebu akan ber kurang dikarenkanpenguraian sukrosa
yang terdapat dalam tebu oleh mikroorganisme sehingga kadar gula dalam tebu akan
Setelah truk pengangkut tebu memasuki areal pabrik, truk beserta tebuyang ada
didalamnya ditimbang, dan sebelum truk kosong keluar dari halaman pabrik setelah
tebu dibongkar, hal ini dilakukan untuk mengetahui berat netto dari tebu yang dibongkar tadi.
Tebu dari truk pengangkutan dijungkitkan dengan menggunakan tenaga pompa
hidrolik, sehingga tebu jatuh kedalam cane carrier ,sebagian lain tebu yang diangkut dengan truk dibongkar dilantai dengan menggunakan cane striker tebu yang disorong ke cane carrier. Tebu sebagian lain dibongkar dengan cane lifter hilo. Dimana kabel
hilo dihubungkan dengan salah satu sisi truk sehingga tebu tumpah ke cane feeding table lalu pemasukan tebu ke cane carrier diatursedemikian rupa sehingga memenuhi kapasitas gilingan yang direncanakan.
Oleh cane carrier tebu dibawa masuk kedalam cane leverler untuk pengaturan masuk tebu kedalam cane cutter 1. pada cane cutter1 tebu dipotong-potong secara horizontal, kemudian selanjutnya cane carrier membawa tebu ke cane cutter 2 untuk dicacah lebih halus lagi.
2.5.2. Stasiun Gilingan (Mill Station)
Pada stasiun gilingan ini dilakukan pemerasan tebu dengan tujuan untuk
mendapatkan nira sebanyak-banyaknya. Pemerasan dilakukan dengan 5 set three roll mill yaitu unit gilingan I sampai V dimana setiap unit gilingan terdapat 3 roll yang diatur sedemikian rupa membentuk sudut 120°, dan pada masing-masing gilingan
Nira hasil perasan di gilingan I dan II ditampung ditangki nira mentah yang
kemudian dipompakan menuju timbangan nira mentah. Ampas dari gilingan I
dilanjutkan ke gilingan II, demikian seterusnya sampai ke gilingan V. Sampai
kebelakang ampas tebu akan semakin kering sehingga nira yang diperas benar benar
maksimal. Nira yang dihasilkan oleh gilingan III merupakan nira imbibisi untuk gilingan II, begitu juga nira gilingan IV akan menjadi nira imbibisi III, dan nira hasil gilingan V merupakan nira imbibisi untuk gilingan IV. Sedangkan pada gilingan V menggunakan air panas sebagai air imbibisi.
Setelah gilingan V praktis nira yang terikut dalam ampas (bagasse) tebu hampir tidak ada. Bagasse dari pemerasan akhir ini dibakar di boiler sehingga menghasilkan uap air untuk menggerakan turbin. Dan yang tidak terpakai di boiler dikirim ke
bagasse house (gudang penyimpanan ampas tebu).
Sedangkan ampas yang terikat pada tangki nira mentah disaring melalui plat
saringan dan dibawa oleh srew conveyor ke ampas gilingan I untuk digiling kembali ke gilingan II. Dan ampas yang terikut pada hasil gilingan III, IV, dan V diangkut oleh
juice strainer untuk digiling kembali pada gilingan III. Nira yang telah bebas ampas dari stasiun gilingan I dan II dipompakan ke stasiun pemurnian.
2.5.3. Stasiun Pemurnian
Tujuan proses stasiun pemurnian dalah untuk menghilangkan kotoran (unsur
bukan gula) dalam nira tanpa merusak kadar gulanya. Banyak proses yang dilakukan
dalam proses pemurnian dari proses secara kimia yaitu dengan memberikan bahan
fisika dengan menggunakan pemanasan, pengandapan, pengapungan dan penyaringan,
serta proses kimia fisika yaitu dengan mengubah sifat fisik suatu komponen sehingga
mudah dipisahkan. Pelaksanaan proses pemurnian harus dilakukan tanpa mengabaikan
waktu, suhu, pH.
Pada proses pemurnian diperlukan 4 bahan penolong yaitu, susu kapur, gas
sulfit, phospat dan talosep (A6XL). Dengan tahapan sebagai berikut :
a. Penyaringan I
Nira mentah dari tangki nira mentah dialirkan melalui pipa kesaringan DSM.
Kemudian dialirkan ke timbangan “Maxwell Boulogne” yang menimbang nira mentah secara otomatis.
b. Pemanasan I (Juice Heater I)
Nira mentah ditimbang dialirkan kepemanasan I, dan dipanaskan sampai
ketemperatur 75°C dengan mengalirkan steam. Pemanasan ini dilakukan dengan waktu sesingkat mungkin untuk mencegah gula terpecah menjadi unsur yang lebih
sederhana.
c. Defekasi (defecation)
Tujuan proses defikasi adalah untuk membersihkan kompone-komponen bukan
gula dan meningkatkan harkat kemurnian (HK). Bahan yang dipakai pada proses ini
adalah susu kapur dengan pH 9.0 – 9.5. pemakaian susu dalam proses defikasi ini
belum dapat digantikan dengan bahan lain tapi tidak bisa ditingggalkan.
d. Sulfitasi nira mentah
Nira yang telah terkapur masuk kedalam tangki sulfitasi.dalam proses ini terjadi
penambahan SO2 tidak boleh berlebihan karena akan menyebabkan penurunan pH
menjadi terlalu rendah dan terbentuknya senyawa Calsium Hidrosulfida (CaHSO3)
yang larut dalam nira.
e. Netralisasi (Neutralizing)
Nira nentah tersulfitasi mengalir ketangki netralisasi, kemudian ditambahkan lagi
susu kapur sehingga pH netral (berkisar antara 7.0 – 7.2).
f. Pemanasan II (Juice heater II)
Nira yang telah dinetralkan pHnya kemudian dialirkan ketangki pemanasan II,
disini nira dipanaskan dengan steam pada temperatur yang lebih panas daripada pemanasan I yaitu 105°C, dimana temperatur ini adalah suhu yang mempunyai
isoelektris yaitu yang dapat mengumpulkan zat-zat tertentu, membunuh bakteri-bakteri dalam nira dan menurunkan kepekatan (viscositas) sehingga kotoran lebih mudah mengendap.
g. Pengeluaran gas dan pengendapan
Sebelum dilakukannya pengendapan gas-gas yang terdapat dalam nira harus
dibebaskan kedalam tangki pengembangan (flash tank) agar tidak mengganggu proses pengandapan. Dari flash tank nira dialirkan ke tangki pengendapan
(compatrement door clarifier) yang berfungsi untuk mengendapkan kotoran hasil pemurnian dengan menambahkan flokulat (Tolasep (A6XL)), yang berfungsi mempercepat pengendapan kotoran dalam nira. Pada tangki ini terdapat proses
pemisahan nira jernih atau nira encer dari nira kotor. Nira jernih dialirkan secara
nira kotor. pada nira kotor terjadi perlakuan penyaringan, sedangkan nira jernih
diteruskan ke proses pengentalan.
h. Penyaringan II
Nira encer disaring dengan saringan DSM dan dialirkan kestasiun penguapan
(evaporator). Nira jernih secara over flow keluar dari door clarifier, sedangkan nira kotor dipompakan keluar dan ditampung kedalam sebuah bak dan kemudian
diteruskan ke mud feed mixer. Pada mud feed mixer ini nira kotor dicampurkan dengan ampas halus dari gilingan V. ampas tebu berguna sebagai media filtrasi agar
nira kotor tersaring. Setelah tercampurnya ampas tebu dengan nira kotor kemudian
diteruskan ke vacuum filter (saringan hampa). Di vacuum filter inilah nira kotor akan tersaring untuk memperoleh filtrat sebanyak-banyaknya. Vacuum filter ini prisip perbedaaan tekanan pada dua tempat dipisahkan oleh media penyaringan.
Dengan dua bua drum yang berputar dan permukaan yang berlubang dengan
kecepatan berputar 0.15 – 0.35 rpm nira ditarik melalui media penyaringan dengan
tekanan hampa antara 35 – 45 cm Hg, yang akan meninggalkan kotoran berwarna
coklat (blotong) yang melekat pada permukaan drum. Untuk pencucian blotong
disemprot dengan air, lalu engan scraper dilepas dari permukaan saringan, melalui
conveyer dibawah kabin blotong dan dimasukkan kedalam truk untuk ditimbang dan dibuang keluar pabrik. Blotong ini dapat dimanfaatkan sebagai pupuk. Filtrat hasil saringan tadi kemuian dipompakan ketangki nira tertimbang untuk proses
2.5.4. Stasiun Penguapan (Evaporator Station)
Tujuan dari penguapan ini adalah untuk mengurangi kadar air yang terdapapt
pada nira encer agar diperoleh nira yang lebih kental, dengan kentalan 62 - 65°brix. Penguapan ini dilakukan pada temperatur 65 - 115°C dengan empat tahap yang disebut
“Quadruple Effect Evaporator”, dengan menggunakan cara forward feed. Steam
masuk evaporator dengan tekanan 0.8 cmHg dan suhu 120°C.
Evaporator yang ada dalam sistem ini berjumlah lima buah tetapi yang dipakai hanya empat buah, yang satu lagi dipakai apabila terjadi kerusakan pada salah satu
evaporator atau apabila salah satu evaporator dibersihkan. Titik didih larutan diturunkan dengan menurunkan tekanana dalam badan evaporator, dimana tekanan pada badan IV ±65 cmHg vacuum, pada badan III ±45 cmHg vacuum, pada badan II ±15 cmHg vacuum, pada badan I ±0.8 cmHg vacuum.
Perbedaan tekanan pada masing-masing evaporator akan mengakibatkan nira mengalir sacara otomatis dari badan I ke badan berikutnya. Nira yang masuk pada
tiap-tiap badan evaporator akan bersirkulasi hingga mencapai kepekatan tertentu. Kemudian secara otomatis katub (valve) akan terbuka dan nira mengalir kebadan berikutnya. Demikian seterusnya sampai pada badan evaporator terakhir dengan kepekatan 65°brix.
Nira kental yang telah melewati proses penguapan (evapurating) ini kemudian dialirkan ke stasiun toladura. Sedangkan kondensasi yang berasal dari badan
evaporator I dan II ditampung untuk digunakan sebagai air pengisi ketel kondensat dan yang berasal dari badan II dan IV di tarik dengan pompan kondensat ke tangki
2.5.5. Stasiun Masakan
Pada stasiun masakan dilakukan proses kristalisasi dengan tujuan agar kristal
gula mudah dipisahkan dengan kotorannya dalam pemutaran sehingga didapatkan
hasil yang memiliki kemurnian tinggi, membentuk kristal gula yang sesuai dengan
standart kualitas yang ditentukan dan adalah perlu untuk mengubah saccarosa dalam larutan menjadi kristal agar pengambilan gula sebanyak-banyaknya dan sisa gula
dalam larutan terakhir (tetes) sedikit mungkin. Dalam proses kristalisasi di PGSS ada 3
tingkat proses masakan yaitu :
a. Masakan A, yaitu proses masakan yang menghasilkan kristal (gula) A dan Stroop
A, stroop A ini masih mengandung sukrosa. Pada masakan A terdapat 2 buah pan
masakan yang dapat mengkristalkan ± 68% dari nira kental masuk
b. Masakan B yaitu proses masakan yang menghasilkan kristal (gula) B dan Stroop B, dengan menggunakan bahan dasar stroob A. Pada masakan B terdapat 1 buah pan
masakan yang dapat mengkristalkan ± 62% dari nira kental masuk
c. Masakan C, yaitu proses masakan yang menghasilkan kristal (gula) C dan Klare C,
dengan menggunakan bahan dasar stroop A, stroop B dan Klare C. Pada masakan C terdapat 2 buah pan masakan yang dapat mengkristalkan ± 58% dari nira kental masuk.
Langkah – langkah pengkristalan dapat diuraikan sebagai berikut : Nira kental
dimasak pada vaccum pan A akan menghasilkan masakan A yang terdiri dari gula A dan stroop A, setelah dipisahkan pada putaran A, Stroop A dimasak kembali pada
ketika dilanjutkan keputaran D menghasilkan gula D1 dan tetes. Gula D1 kemudian di
putar kembali untuk meningkatkan kemurniannya sehingga menghasilkan gula D2 dan
klare D,(disebut klare kerena mengalami 2 kali\ putaran. Gula D2 ini merupakan bibit untuk membesarkan kristalnya pada masakan A dan masakan B, sedangkan Klare D
dimasak ulang pada masakan D.
Gula A dan gula B dicampur dan dicuci dengan air untuk membersihkan sisa -
sisa larutan (stroop) yang ada pada kristal dengan cara diputar pada putaran SHS, hasil putaran inilah yang disebut dengan gula SHS dan klare SHS. klare SHS kemudian dimasak ulang bersama nira kental pada vaccum pan A. Sedangkan gula SHS diproses lebih lanjut.
2.5.6. Stasiun Putaran
Tujuan pemutaran pada stasiun putaran ini adalah memisahkan kristal gula
dengan larutan (stroop) yang masih menempel pada kristal gula. Putaran bekerja dengan gaya centripugal yang menyebabkan masakan terlempar jauh dari titik (sumbu) putaran, dan menempel pada dinding putaran yang telah dilengkapi dengan
saringan yang menyebabkan kristal gula tertahan pada dinding putaran dan larutan
(stroop) nya keluar dari putaran dengan menembus lubang–lubang saringan, sehingga terpisah larutan (stroop) tersebut dari kristal gulanya.
2.5.7. Stasiun Penyelesaian (Dryer and Cooler)
Pada stasiun penyelesaian ini dilakukan proses pengeringan gula yang berasal
penyemprotan uap panas dengan suhu ± 70°C , kemudian didinginkan kembali karena
gula tidak tahan pada temperature yang tinggi. Tujuan pengeringan adalah untuk
menghindari kerusakan gula yang disebabkan oleh microorganisme, dan agar gula tahan lama selama proses penyimpanan sebelum disalurkan kepada konsumen. Setelah
kering gula dianggkut dengan elevator dan disaring pada saringan vibrating screen.
Gula dengan ukuran standart SHS diangkut dengan sugar conveyor yang diatasnya dipasang magnetic saparator untuk menarik logam (besi) yang terikat pada kristal gula.
2.5.8. Stasiun Pengemasan
Gula yang telah bersih dari besi yang terikut didalamnya masuk kedalam sugar bin. Sugar bin menampung gula dan sugar weigher mengisi dan menimbang gula dengan berat @50 Kg kedalam karung secara otomatis. Kemudian karung gula dijahit
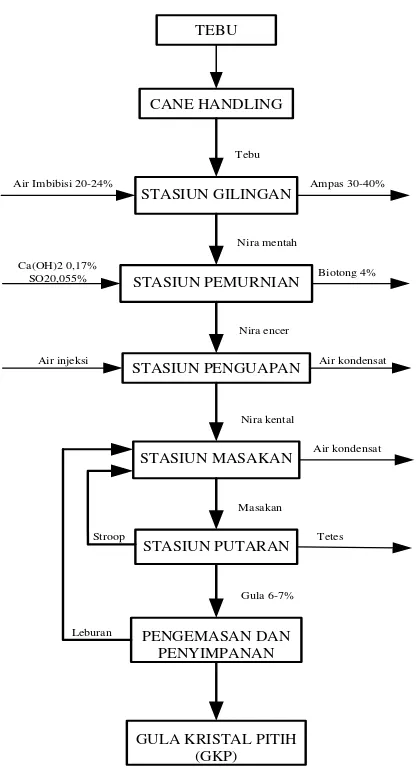
TEBU
CANE HANDLING
STASIUN GILINGAN
STASIUN PEMURNIAN
STASIUN PENGUAPAN
STASIUN MASAKAN
STASIUN PUTARAN
PENGEMASAN DAN PENYIMPANAN
GULA KRISTAL PITIH (GKP)
Ampas 30-40%
Biotong 4% Air Imbibisi 20-24%
Air kondensat Air kondensat Nira mentah
Nira encer
Air injeksi Ca(OH)2 0,17%
SO20,055%
Tetes Tebu
Stroop
Nira kental
Masakan
Gula 6-7%
Leburan
Gambar 2.2 Bagan Alir Pengolahan Tebu
Sumber : Pabrik Gula Sei Semayang
2.6. Standart Mutu Bahan / Produk
Produk utama utama yang dihasilkan pabri ini adalah gula pasir yang tergolong
kepada gula GKP (Gula Kristal Putih) dikemas dalam karung putih dengan berat
2.7. Bahan Yang Digunakan 2.7.1. Bahan Baku
Bahan baku utama dalam pembuatan gula adalah tebu yang tergolong kepada
genus saccharum, dan diantara genus saccharum itu pada abad XVII spesies
saccharum offcinarum telah dibudidayakan karena mengandung nira dan kadar serat yang cukup sehingga dapat diolah menjadi gula. Tanaman tebu dapat hidup didaerah
tropis dan sub tropis bahkan sampai pada ketinggian 1400 m dari per mukaan laut.
Pertumbuhan dan kualitas tanaman tebu amat dipengaruhi oleh :
a. Keadaan iklim
b. Keadaan tanah
c. Pengairan
d. Pembibitan
e. Penyakit tebu
f. Cara penanaman tebu
g. Pemakaian pupuk
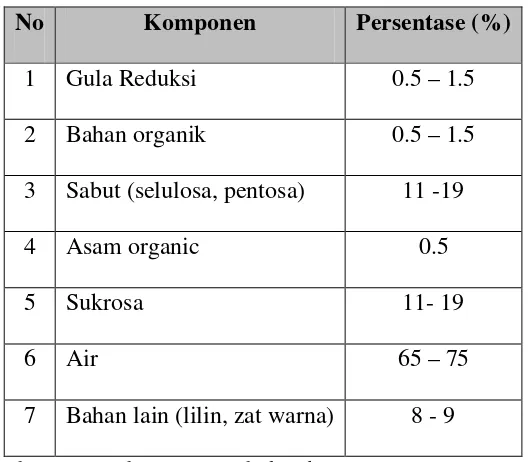
Tanaman tebu ini dipanen setelah tanaman memiliki kadar gula yang cukup
tinggi (umur 11 – 13 bulan). Tebu yang telah dipanen dapat menunggu untuk diperas
selama maksimal 24 jam, apabila lebih dari 24 jam maka akan terjadi perubahan rasa
Tabel 2.2. Data Penyusutan Batang Tebu.
No Komponen Persentase (%)
1 Gula Reduksi 0.5 – 1.5
2 Bahan organik 0.5 – 1.5
3 Sabut (selulosa, pentosa) 11 -19
4 Asam organic 0.5
5 Sukrosa 11- 19
6 Air 65 – 75
7 Bahan lain (lilin, zat warna) 8 - 9
Sumber : Data Laboratorium Pabrik Gula Sei Semayang
Kadar gula dalam tebu sangat dipengaruhi oleh varietas tebu, cara tanam,
struktur tanah dan iklim.
2.7.2. Bahan Tambahan
Bahan tambahan ialah bahan yang ditambahkan secara langsung ke dalam
proses produksi dan merupakan komposisi produk untuk memudahkan dan
menyempurnakan produk.
a. Susu kapur (Ca(OH)2)
Susu kapur dibuat dari pembakaran batu kapur sehingga berubah menjadi kapur tohor,
baru kemudian disiram dengan air panas, sehingga menghasilkan susu kapur.
Pemberian susu kapur bertujuan untuk pemurnian air nira. Air panas ini berasal dari
1)Pelarut kapur yang mempercepat terjadinya larutan (Ca(OH)2).
2)Air imbibisi pada stasiun gilingan untuk meningkatkan nira yang dihasilkan,
dimana volume air yang dipakai adalah 20% dari kapasitas produksi.
3)Siraman pada saringan hampa udara.
b. Gas Sulfit (SO2)
Gas sulfit diperoleh dari pembakaran belerang di dalam tobong belerang, dimana
awalnya memasukkan belerang yang sengaja dinyalakan, kemudian selanjutnya secara
terus-menerus dialirkan udara kering.
Tujuan pemberian gas sulfit ini adalah:
1)Menetralkan kelebihan air kapur pada nira yang terkapur, sehingga pH
mencapai 7,2 – 7,4 dan untuk membantu terbentuknya endapan Ca(SO3)2.
2)Untuk memucatkan warna larutan nira kental yang akan berpengaruh pada
warna Kristal dari gula.
c. Flokulat
Penambahan flokulat adalah dengan membentuk flok dari partikel kotoran terlarut yang terdapat pada nira sehingga lebih mudah disaring.
d. Phospat
Pemberian phospat bertujuan untuk meningkatkan kadar phospat yang terdapat pada
nira jika kadar phospat dalam nira mentah lebih kecil dari 300 ppm, akan tetapi jika
kadar phospat lebih dari 300 ppm maka tidak perlu lagi ditambahkan phospat.
e. Bockom
Manfaat bockom antara lain adalah:
2) Untuk memisahkan butiran gula dengan yang lain.
3) Untuk membuat Kristal gula lebih gampang dipisahkan.
4) Campuran NaCl, NaOH, Na2SO4
Campuran ini digunakan untuk membersihkan heating tube di stasiun evaporator
(penguapan).
2.7.3. Bahan Penolong
Bahan penolong adalah bahan yang digunakan secara tidak langsung dalam
produk, dan bukan merupakan komposisi produk, tetapi digunakan sebagai pelengkap
produk. Adapun bahan penolong antara lain:
a. Karung plastik yang digunakan dalam proses pengarungan gula.
b. Benang jahit yang digunakan untuk menjahit karung plastik.
2.8. Mesin Dan Peralatan
Pada Pabrik Gula Sei Semayang di dalam melaksanakan kegiatan produksinya
menggunakan teknologi, yaitu selain menggunakan tenaga mesin juga menggunakan
tenaga manusia.
2.8.1. Mesin Produksi
Spesifikasi mesin yang digunakan pada Pabrik Gula Sei Semayang dapat
2.8.2.Peralatan (Equipment)
Spesifikasi peralatan yang digunakan pada Pabrik Gula Sei Semayang dapat
dilihat pada Lampiran 2.
2.8.3. Utilitas
Utilitas adalah unit pendukung yang amat penting dalam melakukan proses
produksi terutama pada perusahan manufaktur. Sesuai dengan istilahnya, fungsi sarana
pendukung ini adalah mendukung dan membantu kelancaran proses produksi serta
mempermudah jalannya kegiatan manufaktur. Utilitasi yang digunakan pada pabrik gula Sei Semayang adalah:
a. Uap (Steam)
Uap adalah salah satu unit pendukung dibagian produksi. Uap yang digunakan
dihasilkan dari boiler dan seluruhnya digunakan dibagian produksi. Di pabrik terdapat 2 unit boiler dengan kapasitas 16 ton/jam, tetapi hanya satu unit yang beroperasi
Spesifikasi boiler tersebut ialah : - Nama : Yoshimine Water Tube Boiler
- Type : H 1600 S
- Maks. Design Press : 24 kg/cm - Steam temperatur : 325° C - Heating Surface : 1600 m
- Actual Evaporator : 60.000 kg/hr - Serial Number : 2314
b. Air (water)
Air memegang peranan penting dalam kelangsungan proses produksi. Kegunaan
air di perusahaan adalah :
1. Keperluan proses produksi
2. Keperluan laboratorium
3. Keperluan boiler
4. Keperluan karyawan
5. Keperluan injeksi kondensor
6. Sebagai zat pendingin dan pembersih
Air yang digunakan pabrik berasal dari sungai belawan, yang berjarak sekitar 5
km dari pabrik.
c. Listrik
Pada pabrik gula Sei Semayang sumber listrik menggunakan pembangkit tenaga
diesel dengan kapasitas 400 kva. Mesin diesel ini digunakan untuk melayani beban seperti perumahan staff dan karyawan. Pemakaian energi listrik dibedakan atas 2 periode yaitu: DMG dan LMG
1. Dalam masa gilingan (DMG)
Digunakan turbin dengan kecepatan 5500 rpm dengan pengggeraknya tenaga uap
dari boiler sebesar lebih kurang 30 ton/jam dengan tekanan lebih kurang 20 kg/cm. 2. Luar Masa Gilingan (LMG)
Memakai diesel 2 unit @ 500 kva, menggunakan bahan baker solar 46,251/jam yang menghasilkan 1180 kva dengan rata-rata pemakaian 145 kwh. Beban
d. Work Shop
Work Shop adalah pelayanan teknis ,produksi dan pelayanan jasa. Pabrik Gula Sei Semayang memiki bagian ini yang bertugas melayani perbaikan dan perawatan
peralatan. Operator biasanya mendatangi bagian pabrik yang rusak atau diper baiki di
work shop . e. Laboratorium
Laboratorium memiliki peranan yang amat penting dalam hal pengawasan dan
penentuan mutu hasil produksi yang merupakan tujuan utama dari seluruh produksi.
Pengawasan yang dilakukan adalah sebagai berikut :
1. Analisa dan proses
a) Tebu meliputi persentase dari pada sabut, brix, pol, kadar air, dan kotoran.
b) Nira gilingan I sampai dengan IV, meliputi persentase brix, pol, hasil kemurnian (HK)
c) Ampas meliputi pol, zat kering, kadar air
d) Nira mentah meliputi persentase brix, HK, gula reduksi, sacarosa, dan kotoran e) Nira encer meliputi persentase pol, brix, HK, kadar kapur, kadar phospa.
f) Blotong meliputi persentase pol, zat kering, air, ampas
g) Kapur meliputi persentase CaO aktif, derajat baume, kotoran
h) Nira kental meliputi persentase brix, pol, HK, gula reduksi, sacarosa, pH
2. Analisa pada utilitas meliputi :
a) Pengelolaan air (water treatment)
b) Air boiler
c) Air pengisi ketel
2.8.4. Bagian SMK3 (Sistem Menajemen Keselamatan dan Kesehatan Kerja) Keselamatan kerja merupakan serana utama dalam pencegahan terjadinya
kecelakaan kerja. Kecelakan kerja ini dapat menghambat kelangsungan pekerjaan yang
merupakan kerugian secara tidak langsung seperti kerusakan mesin dan peralatan
kerja,terhentinya sesaat proses produksi dapat menyebabkan kerugian dikarenakan
biaya produksi yang amat tinggi. Jadi salah satu cara untuk memperkecil biaya
produksi ialah dengan memperhatikan aspek-aspek K3 dengan baik dan dijalankan
dengan benar.
Adapun alat pelindung diri yang digunakan di pabrik gula PTPN II. Sei
Semayang yaitu :
a. Perlindungan terhadap pernapasan dapat berupa masker yang melindungi dari bau
tak sedap dari bahan kimia di laboratorium,debu yang berasal dari belerang.
b. Topi/helm yang digunakan untuk melindungi bagian kepala dari benda yang jatuh dari atas.
c. Sepatu karet untuk mencegah terpeleset karena lantai yang licin.
d. Sarung tangan khusus untuk melindungi dari benda panas, tajam, runcing, bahan
e. Kaca mata, biasanya digunakan pada bagian pengelasan untuk melindungi mata dari
api dan cahaya yang berlebihan.
f. Pelindung telinga untuk mengurangi paparan kebisingan dari suara mesin pabrik.
Untuk instalasi listrik penempatannya dilakukan pada daerah-daerah yang
gampang dijangkau dan terlindungi. Kabel disusun dengan rapi agar idak terjadi
konslet dan kesemerautan sehingga apabila terjadi hal-hal yang tidak diinginkan dapat
segera diatasi.
Pabrik Gula Sei Seamayang menerapkan system pengamanan kebakaran dengan
mengacu kepada :
a. Instruksi no.2/V/inst/PA/1972 tgl 25-2-5-1972 tentang penerbitan alat-alat kebakaran
1) Tiap pintu 2 tabung busa
2) Tiap gudang harus ada 3 buah CO2
3) Tiap gudang harus memiliki alat bantu.
b. Instruksi no.6/VI/PA/1974 tanggal 1 juni 1974 tentang peningkatan upaya kesiagaan
dan kewaspadaan pencegahan kebakaran penerbitan penyelidikan dan pemakaian
alat-alat pemadam kebakaran di tentukan :
1) Penyediaan alat-alat persediaan kebakaran berdasarkan luas gedung
masingmasing standart :
a) Tiap 80 m2 disediakan 1 alat pemadam kebakaran
b) Tiap pintu gudang disediakan 1 grup alat bantu
2) Standart penyediaan alat pemadam api pada kantor-kantor jawatan
instansi/perusahaan disediakan yang sesuai diatas ditempat-tempat rawan,
2.8.5. Bagian Pengolahan Limbah
Setiap perusahaan memiliki limbah hasil pengolahan dimana limbah ini harus
diperhatikan dalam hal pengendalian dan permasalahannya, limbah yang dihasilkan
dapat berupa limbah padat maupun limbah cair. Masing-masing limbah harus dikelola
dengan baik dan benar sebelum dibuang ke lingkungan agar tidak menimbulkan
permasalahan terhadap habitat tempat limbah dibuang.
Limbah pabrik berupa gas adalah asap buangan dari Boiler yang banyak mengandung abu ketel yang terbawa angin sampai puluhan kilometer dan membuat
hitam apa pun yang terkena, sangat mengganggu kesehatan terutama masyarakat yang
berada di sekitar pabrik. Upaya yang dilakukan pabrik untuk mengatasinya antara lain
dengan pemasangan wet scrubber pada gas duck boiler dan perbaikan air heater
(misalnya diganti)
Limbah padat tidak ada hanya berupa sisa bahan baku atau ampas sisa perasan
tebu di alirkan ke boiler untuk menjadi bahan bakar dimana kelebihan dari ampas ini akan disimpan di gudang untuk dialirkan lagi ke boiler apabila diperlukan. Blotong di angkut keluar pabrik diletakkan pada tempat khusus, namun blotong ini dapat di buat
untuk pupuk.
Limbah cair yang ada berasal dari bahan kimia campuran pada saat proses
produksi dimana masalah yang ditimbulkan dari limbah tersebut terhadap pabrik
adalah Aerator pada kolom oksidasi rusak (roda gigi aus, rumah roda gigi retak). Limbah tersebut akan dialir ke bagian pengolahan limbah, di bagian ini limbah diolah
a. Kolam Pemisah
Fungsinya : Memisahkan minyak dari air limbah
b. Kolam Segitiga
Fungsinya : Untuk mengendapkan padatan-padatan yang terbawa air limbah dan
disaring
c. Kolam Ekualisasi (Equalizing pond)
Volume 1400 m3, kedalaman 2m, waktu pakai 24 jam, pada klam dipasang 2 buah
aerator permukaan masing-masing 5 dan 6 kw, dan berfungsi untuk menurunkan
COD
d. Kolam Parit Oksidasi (oxsidation Ditch)
Volume 2000 m3, kedalaman 3,05 m. Pada kolamini terjadi proses actidated stude
(Lumpur aktif) serta nitrifikasi
e. Kalrifier
Dengan panjang 6,3 m,lebar 6,29 m, tinggi 3,05 m. Klifier ini menghasilkan
pengendapan hasil reaksi atom proses biokimia pada parit oksidasi hasil pengendapan yang dipompakan ke bak pasir, sedangkan air bersih over flow keluar ke sungai
f. Bak pasir (Sand bed drying)
Terdiri dari tiga buah kolam yang masing-masing berukuran 30,5 x 0,5 m.
pengeluaran sludge dari parit oksidasi ke bak pasir dengan menggunakan screw pomp dan setelah kering dari bak pasir digunakan sebagai pupuk tanaman
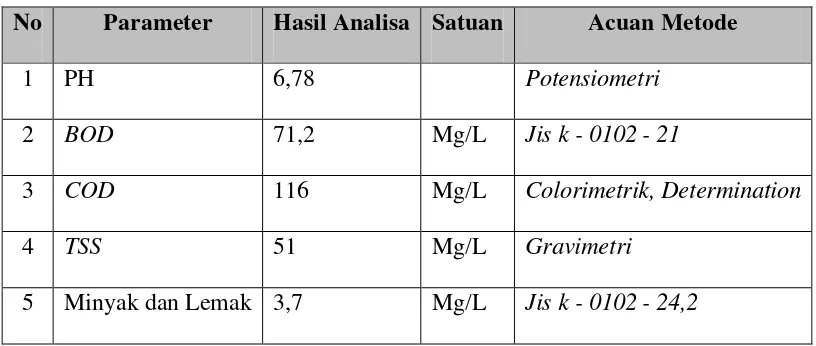
Data hasil pengujian air limbah di Pabrik Gula Sei Smayang dapat dilihat pada
Tabel 2.3. Hasil Pengujian Air Limbah PG. Sei Semayang No Parameter Hasil Analisa Satuan Acuan Metode
1 PH 6,78 Potensiometri
2 BOD 71,2 Mg/L Jis k - 0102 - 21
3 COD 116 Mg/L Colorimetrik, Determination
4 TSS 51 Mg/L Gravimetri
5 Minyak dan Lemak 3,7 Mg/L Jis k - 0102 - 24,2 Sumber : Data Laboratorium Pabrik Gula Sei Semayang
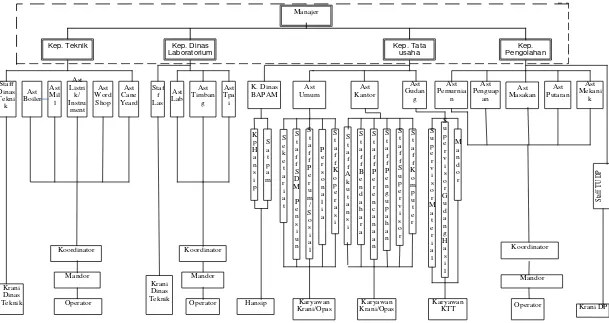
2.9. Struktur Organisasi
Suatu perusahaan dalam mempertahankan kelangsungan hidup dan
menumbuhkan perusahaan, diperlukan suatu wadah organisasi. Organisasi dalam
perusahaan merupakan alat untuk melaksanakan rencana kerja guna mencapai tujuan
yang ditetapkan. Melalui suatu struktur organisasi yang baik maka pelaksanaan
pekerjaan akan lancar, efektif dan efisien. Struktur organisasi pada Pabrik Gula Sei
Semayang adalah merupakan struktur organisasi garis dan fungsional, dimana
wewenang dari pucuk pimpinan dilimpahkan pada suatu organisasi dibawahnya dalam
suatu bidang kerja.
Adapun Struktur organisasi dalam Pabrik Gula Sei Semayang, dapat dilihat
Manajer
Kep. Dinas Laboratorium
Kep. Teknik Kep.
Pengolahan
Teknik Hansip Karyawan
Krani/Opas
Gambar 2.3. Struktur Organisasi PTPN II. Pabrik Gula Sei Semayang
2.10. Uraian Tugas, Wewenang dan Tanggung Jawab
Uraian tugas, wewenang dan tanggung jawab pada Pabrik Gula Sei Semayang
dapat dilihat pada Lampiran 3.
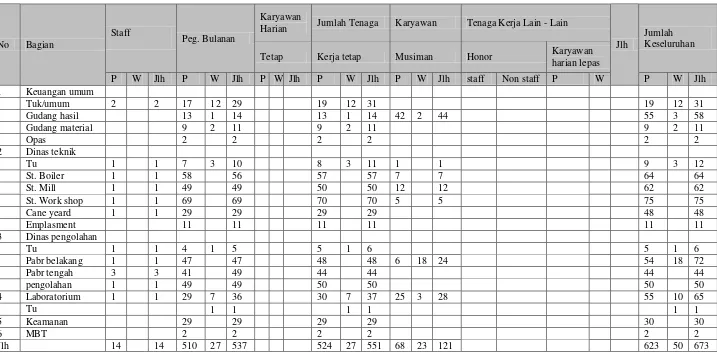
2.11. Tenaga Kerja dan Jam Kerja 2.11.1. Tenaga Kerja
Dalam melaksanakan kegiatan produksinya Pabrik Gula Sei Semayang
mempekerjakan 673 orang karyawan. Tenaga kerja terbagi atas 5 tingkatan, yaitu:
a. Pegawai Staf.
b. Pegawai Non Staf.
c. Karyawan Harian Tetap.
d. Karyawan Musiman.
e. Karyawan Lepas.
Tenaga kerja terbagi atas tenaga kerja pria dan tenaga kerja wanita, dimana
jumlah tenaga kerka pria lebih banyak dibandingkan tenaga kerja wanita. Dalam hal
ini bagian teknis dan pengolahan didominasi oleh tenaga kerja pria, sedangkan pada
bagian pengemasan/ pengepakan didominasi tenaga kerja wanita. Jumlah tenaga kerja
Tabel. 2.4. Perincian Jumlah Tenaga Kerja PGSS Tahun 2013
No Bagian
Staff
Peg. Bulanan
Karyawan
Harian Jumlah Tenaga Karyawan Tenaga Kerja Lain - Lain
Jlh
Jumlah Keseluruhan
Tetap Kerja tetap Musiman Honor Karyawan
harian lepas
P W Jlh P W Jlh P W Jlh P W Jlh P W Jlh staff Non staff P W P W Jlh 1 Keuangan umum
Tuk/umum 2 2 17 12 29 19 12 31 19 12 31
Gudang hasil 13 1 14 13 1 14 42 2 44 55 3 58
Gudang material 9 2 11 9 2 11 9 2 11
Opas 2 2 2 2 2 2
2 Dinas teknik
Tu 1 1 7 3 10 8 3 11 1 1 9 3 12
St. Boiler 1 1 58 56 57 57 7 7 64 64
St. Mill 1 1 49 49 50 50 12 12 62 62
St. Work shop 1 1 69 69 70 70 5 5 75 75
Cane yeard 1 1 29 29 29 29 48 48
Emplasment 11 11 11 11 11 11
3 Dinas pengolahan
Tu 1 1 4 1 5 5 1 6 5 1 6
Pabr belakang 1 1 47 47 48 48 6 18 24 54 18 72
Pabr tengah 3 3 41 49 44 44 44 44
pengolahan 1 1 49 49 50 50 50 50
4 Laboratorium 1 1 29 7 36 30 7 37 25 3 28 55 10 65
Tu 1 1 1 1 1 1
5 Keamanan 29 29 29 29 30 30
6 MBT 2 2 2 2 2 2
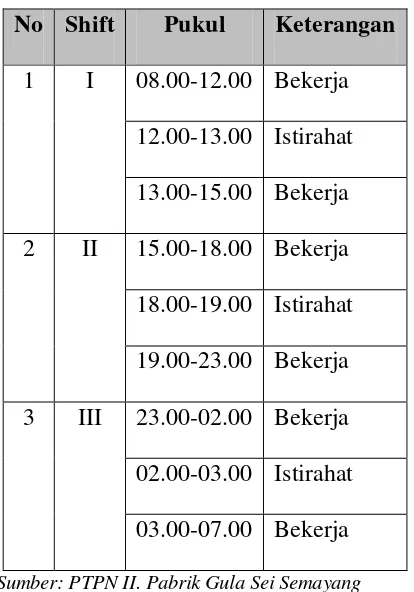
2.11.2. Jam Kerja
Pada awalnya Pabrik ini di desain dengan kapasitas 4000 ton/ hari pada masa
giling. Pabrik beroperasi 24 jam terdiri dari 3 shift kerja, masing-masingshift adalah
sebagai berikut :
a. Kantor
Untuk pekerja di bagian kantor, jam kerja dapat kita lihat pada tabel berikut ini:
Tabel 2.5. Jadwal Kerja Untuk Bagian Kantor
No Hari Pukul Keterangan
1 Senin – Kamis dan Sabtu 08.00-12.00 Bekerja
12.00-13.00 Istirahat
13.00-15.00 Bekerja
2 Jumat 08.00-12.00 Bekerja
Sumber: PTPN II. Pabrik Gula Sei Semayang
b. Pabrik
Untuk pekerja yang bertugas di pabrik pada masa gilingan, jam kerjanya dapat