V-1
PENJADWALAN FLOWSHOP DENGAN METODE
ALGORITMA GENETIK DI PT. CHAROEN POKPHAND
INDONESIA FOOD DIVISION
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari
Syarat-syarat Memperoleh Gelar Sarjana Teknik Industri
Oleh
TANESIA KRISMAN SINAGA
NIM : 100403065
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
V-4
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Tuhan yang Maha Kuasayang telah memberikan berkat dan karunia-Nya kepada penulis sehingga penulis dapat menyelesaikan Tugas Sarjana ini.
Tugas sarjana ini merupakan salah satu syarat untuk mendapatkan gelar Sarjana Teknik di Departemen Teknik Industri, khususnya program studi Reguler Strata Satu, Fakultas Teknik, Universitas Sumatera Utara. Judul untuk tugas sarjana ini adalah “Penjadwalan Flowshop dengan Metode Algoritma Genetikdi PT. Charoen Pokphand Indonesia Food Division”.
Penulis menyadari masih banyak kekurangan dalam penulisan tugas sarjana ini. Penulis juga mengharapkan saran dan masukan yang bersifat membangun demi kesempurnaan laporan tugas sarjana ini. Laporan tugas sarjana ini diharapkan dapat bermanfaat bagi penulis, jurusan Teknik Industri, perpustakaan Universitas Sumatera Utara, PT. Charoen Pokphand Indonesia Food
Division, dan masyarakat.
V-5
UCAPAN TERIMA KASIH
Dalam melaksanakan Tugas Sarjana sampai dengan selesainya laporan ini, banyak pihak yang telah membantu, maka pada kesempatan ini penulis mengucapkan terima kasih kepada:
1. Kedua Orang tua, yaitu Bapak K. Sinaga dan Ibu R. Manurungyang selalu mendukung dalam segala hal yang penulis lakukan, baik secara moril, rohani, dan materi. Penulis menyadari tidak dapat membalas besarnya cinta dan kasih sayang keduanya, oleh karena itu penulis mempersembahkan karya ini sebagai ungkapan terimakasih kepada Bapak dan Ibu.
2. Ibu Ir. Khawarita Siregar, MT selaku Ketua Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara, Medan yang memberikan arahan yang mendukung penyelesaian laporan Tugas Sarjana ini.
3. Ibu Ir. Rosnani Ginting, MT selaku Koordinator Tugas Sarjana yang telah meluangkan waktunya untuk memberikan arahan-arahan yang mendukung penyelesaian laporan Tugas Sarjana ini.
4. Bapak Prof. Dr. Ir. Humala L. Napitupulu, DEA selaku Dosen Pembimbing I yang telah meluangkan waktu dan ilmunya serta memberikan motivasi yang besar untuk penulis dalam penyelesaian laporan Tugas Sarjana ini
V-6
6. Pimpinan PT. Charoen Pokphand Indonesia Food Division, Bapak Marulitua Silalahi selaku Manajer Personnel & General Affair, Bapak Hadi Wijaya, dan Ibu Nurul yang telah memberikan kesempatan penulis untuk melakukan penelitian dan banyak membantu penulis dalam penelitian.
7. Seluruh staf dan karyawan Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara yang banyak memberikan dukungan kepada penulis.
8. Saudara penulis : Tanggo Krisman Sinaga dan Ella Xena Clathrina Krisman Sinaga yang telah memberikan dukungan dan motivasi yang sangat besar untuk penyelesaian laporan ini
9. Henry Marco Sipayung sebagai teman terdekat penulis yang senantiasa menemani, memberikan semangat, motivasi dan bantuan dalamproses pengerjaaan laporan tugas akhir.
10. Rekan seperjuangan penelitian diPT. Charoen Pokphand Indonesia Food
Division, Yoko Andreas Hutabarat, Harisma Citra dan Willy Ramos
Pakpahanyang telah memberikan bantuan yang cukup besar dalam penelitian di perusahaan, proses pengerjaan laporan tugas akhir, dan saling mendukung dan memotivasi satu sama lain.
11. Seven B yang selalu memberikan dukungan dan motivasi kepada penulis,
Saryanta Lumbantoruan, Rahel Agustin Hutahayan, Cici Yunita Sinaga, Nadhira Harahap, Martha Panggabean, Theresia Hutagalung.
V-7
13. Rekan-rekan asisten di Laboratorium Tata Letak Pabrik & Pemindahan Bahan, Donny Andreas, Gemadana Irza, Agnes Cristine, Syally Dwi Andrina, Donny Rudi, Sandrina Silitonga, Febriro, Rahmad, Yusuf, Marthin, Arfan, Margareth, Mutiara, dan Diah yang telah banyak memberikan dukungan dan bantuan dalam pengerjaan laporan ini.
14. Pihak-pihak lain yang turut membantu penulis yang tidak disebutkan dalam ucapan terimakasih di atas.
Medan, Juli 2015
V-8
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH... iv
DAFTAR ISI ... viii
DAFTAR TABEL... xiii
DAFTAR GAMBAR ... xvii
DAFTAR LAMPIRAN ... xviii
ABSTRAK ... xix
I PENDAHULUAN ... I-1
1.1. Latar Belakang ... I-1 1.2. Perumusan Masalah ... I-4 1.3. Tujuan dan Manfaat ... I-5 1.4. Batasan dan Asumsi Penelitian ... I-6 1.5. Sistematika Penulisan Laporan ... I-6
II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Perusahaaan PT. Charoen Pokphand Indonesia
V-9
DAFTAR ISI (Lanjutan)
BAB HALAMAN
V-10
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.8. Utilitas ... ... II-28 2.9. Safety and Fire Protection ... II-30 2.10. Unit Pengolahan Limbah ... II-32
III LANDASAN TEORI ... III-1
3.1. Penjadwalan Flowshop ... III-1 3.2. Peramalan dengan Metode Pemulusan (Smoothing) Eksponensial ... III-2
3.2.1. Pemulusan (Smoothing) Eksponensial Ganda: Metode Linier Satu Parameter dari Brown ... III-3
V-11
DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.4.1. Aplikasi Algoritma Genetik dalam Penjadwalan ... III-14 3.4.2. Kriteria Berhenti dalam Algoritma Genetik
(Keadaan Steady State) ... III-16
IV METODOLOGI PENELITIAN ... IV-1
4.1. Tempat dan Waktu Penelitian ... IV-1 4.2. Jenis Penelitian ... IV-1 4.3. Objek Penelitian ... IV-2 4.4. Variabel Penelitian ... IV-2 4.5. Kerangka Berpikir Penelitian ... IV-2 4.6. Rancangan Penelitian ... IV-3
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
V-12
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.3. Penentuan Flowtime tiap Job ... V-26 5.2.4. Penjadwalan Metode Aktual Perusahaan ... V-33
5.2.5. Penjadwalan Produksi dengan Metode Algoritma Genetik ... V-36
5.2.5.1. Generasi Pertama ... V-43
VI ANALISIS DAN PEMECAHAN MASALAH... VI-1
6.1. Analisis Penjadwalan Produksi dengan Metode Aktual Perusahaan ... VI-1 6.2. Analisis Penjadwalan Produksi dengan Algoritma
Genetik ... VI-1
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2
V-13
DAFTAR TABEL
TABEL HALAMAN
1.1. Perbandingan Jumlah Produksi dan Rencana Produksi
Mingguan Periode 20 Februari – 25 Februari 2015 ... I-2 2.1. Uraian Tugas dan Tanggung Jawab ... II-7 2.2. Sistem Pembagian Jam Kerja Bagian Administrasi ... II-14 2.3. Sistem Pembagian Jam Kerja Bagian Produksi ... II-14 2.4. Mesin Produksi Divisi Further ... II-27 2.5. Mesin Produksi Divisi Sausage ... II-27
3.1. Analogi Penjadwalan Kedalam Bentuk Algoritma Genetik ... III-14 5.1. Data Penjualan PT. Charoen Pokphand Indonesia Food
Division Periode 23 Juni 2014 - 18 Januari 2015 ... V-2 5.2. Waktu Proses Mesin/Batch ... V-4 5.3. Waktu Material Handling Conveyor/ Batch ... V-5
5.4. Data Pengukuran Waktu Siklus Operator Mesin
Autogrind ... V-6 5.5. Data Pengukuran Waktu Siklus Operator Mesin Bowl
Cutter ... V-6 5.6. Data Pengukuran Waktu Siklus Operator Mesin Mixer .... V-7
5.7. Data Pengukuran Waktu Siklus Operator Mesin
V-14
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.8. Data Permintaan Nugget Original Fiesta 23 Juni 2014 – 18 Januari 2015 ... V-8
5.9. Perhitungan Parameterdan ErrorPeramalan Nugget Original FiestadenganDouble Exponential Smoothing
Satu Parameter Brown ... V-16 5.10. Perhitungan Parameter dan Error PeramalanNugget
Original Fiesta denganDouble Exponential Smoothing
Dua Parameter Holt ... V-17 5.11. VerifikasiPeramalan Nugget Original Fiesta ... V-19
5.12. RekapitulasiHasil Peramalan Produk PT. Charoen
V-15
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.22. Kromosom yang Terpilih ... V-37 5.23. Makespan Kromosom I1 ... V-39 5.24. Makespandan Nilai Fitness Populasi Awal... V-41
5.25. Fitness Relatif dan FitnessKumulatif Kromosom
Generasi I ... V-44 5.26. Bilangan Acak untuk Seleksi ... V-47 5.27. Kromosom Baru Hasil Seleksi ... V-48 5.28. Bilangan Acak untuk Crossover ... V-50 5.29. Kromosom-kromosom yang Mengalami Crossover... ... V-51 5.30. Kromosom Hasil Crossover Generasi I ... V-53 5.31. Bilangan Acak untuk Mutasi Generasi I ... V-55 5.32. Kromosom dan Posisi yang Terkena Mutasi ... V-55 5.33. Kromosom Hasil Mutasi Generasi I ... V-57
5.34. Populasi Akhir Generasi Pertama dan Populasi Awal Generasi Kedua ... V-58 5.35. Kromosom Terpilih dari Tiga Generasi ... V-61
V-16
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
6.4. Perbandingan Metode Aktual Perusahaan dengan Metode Algoritma Genetik Periode 26 Januari – 01 Februari 2015 ... VI-7
V-17
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Charoen Pokphand Indonesia
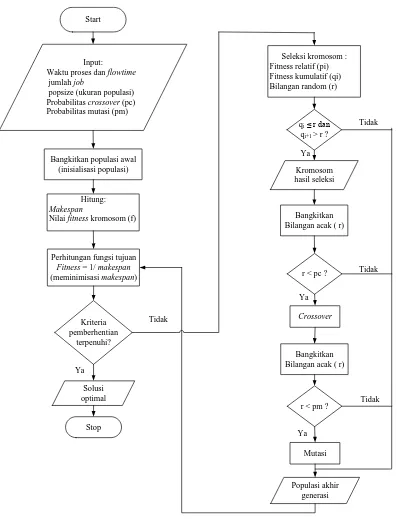
Food Division ... II-6 2.2. Flowsheet Uraian Proses pada Departemen Cut Up ... II-21 2.3. Flowchart Proses Produksi Pembuatan Nugget ... II-24 2.4. Flowchart Proses Produksi Pembuatan Sausage ... II-26 4.1. Kerangka Berpikir Penelitian ... IV-3 4.2. Langkah-langkah Proses Penelitian ... IV-8 4.3. Flowchart dan Stopping Rule Algoritma Genetik ... IV-9 5.1. Tahapan Proses Produksi Nugget ... V-4 5.2. Diagram Pencar Penjualan Nugget Original Fiesta ... V-10
5.3. Moving Range Chart Peramalan Permintaan Produk
Nugget Original Fiesta ... V-20 6.1. Perbandingan Gant Chart Metode Aktual dan Metode
V-18
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Perhitungan Parameter dan Error Peramalan Produk Nugget ... L-1 2. Perhitungan Algoritma Genetika untuk Generasi II dan
Generasi III ... L-2 3. Tugas Permohonan Tugas Sarjana Halaman 1 ... L-3 4. Tugas Permohonan Tugas Sarjana Halaman 2 ... L-4
5. SuratPermohonan Riset Tugas Sarjana di PT. Charoen Pokphand Indonesia Food Division ... L-5 6. Surat Balasan Penerimaan RisetTugas Sarjana di PT.
V-19
ABSTRAK
PT. Charoen Pokphand Indonesia Food Divisionadalah perusahaan yang bergerak di bidang produksi berbagai macam nugget dengan sistem make to stock. Proses produksi di PT. Charoen Pokphand Indonesia Food Division merupakan tipe produksi flowshop yang menghasilkan 9 variasi nugget. Lantai produksi sering mengalami kegagalan dalam menghasilkan produk tepat waktu sehingga jadwal produksi mingguan tidak tercapai. Faktor yang menyebabkan produk tidak dapat diselesaikan tepat waktu adalah tingginya delay pada mesin mixer pada saat pergantian batch untuk produk berikutnya yang mengindikasikan adanya masalah pada penjadwalan. Metode yang dipakai untuk mengatasi keterlambatan penyelesaian produk dan membuat rancangan jadwal yang optimal adalah metode algoritma genetik. Algoritma genetik dipilih sebagai metode untuk menghasilkan rancangan jadwal yang efisien dikarenakan karakteristik proses produksi nugget yang memiliki banyak sekali variasi produk dan banyaknya urutan job dari 9 jenis produk sehingga membutuhkan proses penjadwalan yang kompleks. Kriteria penjadwalan algoritma genetik dalam penelitian ini adalah minimisasi makespan sehingga didapatkan rancangan sistem penjadwalan yang memiliki makespan terkecil berupa urutan job sehingga meningkatkan penyelesaian produk tepat waktu dan efektif untuk diimplementasikan perusahaan. Hasil penjadwalan algoritma genetik berhenti pada iterasi ketiga dengan nilai fitness 0,005741 dan
makespan 174,1709 jam untuk urutan solusi penjadwalan optimal yaitu urutan jobNugget Okey – Stikie Fiesta – Nugget ABC Fiesta – Nugget Champ – Nugget
Coin Champ – Nugget Champ ABC – Stick Okey – Stick Champ – Nugget Original Fiesta. Pengunaan algoritma genetik memberikan makespan yang lebih rendah yaitu terjadi penghematan 6,06 jam atau sebesar 3,36% dari jadwal aktual perusahaan
V-20
BAB I
PENDAHULUAN
1.1. Latar Belakang
Penjadwalan merupakan salah satu hal yang penting dalam sistem manufaktur. Penjadwalan produksi dapat didefinisikan sebagai proses pengalokasian sumber daya dan mesin yang ada untuk menyelesaikan semua pekerjaan dengan mempertimbangkan batasan-batasan yang ada. Pada saat merencanakan suatu jadwal produksi, ketersediaan sumber daya yang dimiliki harus dipertimbangkan dengan baik.
PT. Charoen Pokphand IndonesiaFood Division merupakan salah satu perusahaan yang bergerak dalam bidang industri pengolahan daging ayam dan berlokasi di Jl. Pulau Solor No.2 Kawasan Industri Medan (KIM) II, Saentis Percut Sei Tuan, Deli Serdang Sumatera Utara. Perusahaan ini memiliki daerah pemasaran produk yang cukup luas yang memenuhi permintaan produk di Pulau Sumatera.PT. Charoen Pokphand IndonesiaFood Division merupakan perusahaan yang menggunakan sistem flowshop dan permintaannya bersifat make to
stock.Perusahaan harus mampu menyelesaikan target produksi secara tepat waktu,
mutu sesuai harapan, dan harga yang wajar sehingga kompetitif dalam pasar produk olahan daging ayam di Pulau Sumatera.
V-21
Jumat yang terdiri atas General Manager dan perwakilan bagian produksi,
marketing, dan warehouse. Tim marketing menunjukkan hasil penjualanproduk
selama 1 minggu, tim PPICmenunjukkan hasil forecasting mengenai produk apa yang diminta beserta jumlah permintaan per produk, tim warehouse akan memberikan status persediaan bahan baku dan produk jadi di gudang. Setelah itu, secara bersama-sama mereka akan menentukan produk apa yang akan diproduksi beserta jumlahnya. Manajer produksi akan membuat jadwal produksi yang terdiri atas urutan-urutan pekerjaan yang akan dikerjakan dalam 1 minggu.
Dalam menyusun rencana produksi mingguan, manajer produksi menentukan penjadwalan berdasarkan persediaan bahan baku baik daging,
seasoning, dan premix. Bila semua bahan baku tersedia maka dilakukan proses
grinding sampai proses packing. Selanjutnya manajer produksi mengurutkan
V-22
Perbandingan hasil produksi per hari dan target produksi mingguan pada periode 20 Februari - 26 Februari 2015 ditunjukkan pada Tabel 1.1.
Tabel 1.1. Perbandingan Jumlah Produksi dan Rencana Produksi Mingguan Periode 20 Februari – 25 Februari 2015
Daily Report Produk Hasil Produksi (1Hari) Rencana Produksi (1Minggu) Akumulasi Kekurangan Produk Akumulasi Kelebihan Produk Senin, 20 Januari 2015
Nugget Champ 1600 4402 -2802
Nugget Original Fiesta 1600 4588 -2988
Nugget Champ 1600 4402 -2802
Stick Okey 3000 18416 -15416
Selasa, 21 Januari 2015
Stick Okey 3600 15416 -11816
Stikie Fiesta 2200 4190 -1990
Stick Champ 1600 3605 -2005
Rabu, 22 Januari 2015
Nugget Champ 3000 2802 198
Nugget Original Fiesta 3000 2988 12
Kamis, 23 Januari 2015
Nugget Coin Champ 3000 2806 194
Stick Okey 3400 11816 -8416
Jumat, 24 Januari 2015
Stick Okey 3600 8416 -4816
Nugget Okey 4000 3958 42
Sabtu, 25 Januari 2015
Stikie Fiesta 2000 1990 10
Nugget Champ ABC 3400 3398 2
Nugget ABC Fiesta 2800 2887 -87
Minggu, 26 Januari 2015
Stick Okey 5000 4816 184
Sumber: Departemen Produksi PT. Charoen Pokphand Indonesia Food Division
V-23
mingguan. Oleh karena itu untuk mendapatkan efisiensi utilitas yang tinggi maka dibutuhkan suatu rancangan penjadwalan yang tepat sehingga jadwal penyelesaian rencana produksi mingguan dapat dipenuhi.
Telah banyak penelitian yang dilakukan untuk mendapatkan hasil optimal terhadap permasalahan minimisasi makespan pada kasus penjadwalan
flowshopseperti yang telah dilakukan oleh Dian Setiya Widodo1 yang
menggunakan metode Cross Entropy-Genetic Algorithm (CEGA) untuk mendapatkan nilai makespan yang optimal di perusahaan pembuatan komponen mesin. Hasil penelitian menunjukkan penggunaan algoritma CEGA memberikan makespan 12,18% lebih singkat dibanding metode yang diterapkan oleh perusahaan. Penjadwalan job shop dilakukan juga oleh Rui Zhang2
1.2. Perumusan Masalah
menggunakan metode Algoritma Genetik untuk meminimisasi total tardiness pada mesin yang mengalami bottleneck.
Pada penelitian ini akan digunakan metode Algoritma Genetik pada penjadwalan flowshop di PT. Charoen Pokphand Indonesia Food Division. Tujuan penelitian ini adalah untuk mendapatkan rancangan jadwal dengan makespan terkecil yang diharapkan dapat meminimisasi waktu proses.
Berdasarkan latar belakang yang telah diuraikan, pokok permasalahan yang terdapat di PT. Charoen Pokphand Indonesia Food Division adalah
1
Dian Setiya Widodo, Pendekatan Algoritma Cross Entropy-Genetic Algorithm Untuk Menurunkan Makespan Pada Penjadwalan Flowshop, 2014
2 Rui Zhang, Bottleneck Machine Identification Method Based on Constraint
V-24
kegagalan lantai produksi untuk menghasilkan produk tepat waktu sesuai dengan jadwal yang telah disusun perusahaan.
1.3. Tujuan dan Manfaat
Tujuan dari penelitian ini adalah untuk mendapatkan urutan pengerjaan
jobyang optimal dengan makespan yang minimum dalam melakukan proses
produksi sehingga target produksi dapat dipenuhi. Tujuan khusus penelitian ini, yaitu:
1. Mendapatkan ramalan jumlah produksi yang akan diproduksi dengan metode yang efektif sehingga diperoleh error yang kecil.
2. Mendapatkan waktu standar operator dengan menggunakan stopwatch time
study.
3. Mendapatkan rancangan pengurutan job yang efisien (makespan terendah). 4. Mendapatkan perbandingan performansi antara metode Algoritma Genetik
dengan metode aktual perusahaan.
Manfaat dalam melakukan penelitian ini adalah sebagai berikut:
1. Meningkatkan kemampuan mahasiswa dalam mengaplikasikan teori yang diperoleh selama kuliah dan meningkatkan wawasan dalam menganalisis dan memecahkan masalah sebelum memasuki dunia kerja khususnya dalam hal penjadwalan produksi dengan menggunakan metode algoritma genetik.
V-25
3. Mempererat hubungan kerja sama antara perusahaan dengan Departemen Teknik Industri USU.
1.4. Batasan dan Asumsi Penelitian
Batasan-batasan yang digunakan dalam penelitian ini adalah :
1. Penelitian dilakukan pada proses produksi nugget dan produk yang diamati adalah Nugget Original Fiesta, Stikie Fiesta, Nugget ABC Fiesta, Nugget Champ, Nugget Coin Champ, Nugget Champ ABC, Stick Champ, Stick Okey, dan Nugget Okey.
2. Data penjualan yang digunakan sebagai objek penelitian adalah data penjualan di PT. Charoen Pokphand Indonesia pada periode 23 Juni 2014 – 18 Januari 2015.
Asumsi-asumsi yang digunakan dalam penelitian adalah :
1. Kondisi mesin/ peralatan produksi selama pengamatan diasumsikan dalam kondisi stabil, tidak rusak, dan tidak terjadi gangguan listrik.
2. Persediaan bahan baku diasumsikan mampu memenuhi kebutuhan produksi sehingga tidak mengganggu kecepatan produksi
1.5. Sistematika Penulisan Laporan
Sistematika penulisan tugas sarjana dapat dilihat sebagai berikut :
V-26
manfaat penelitian, batasan dan asumsi yang digunakan dalam penelitian dan sistematika penulisan tugas sarjana.
Bab II Gambaran Umum PT. Charoen Pokphand Indonesia Food
Division, ruang lingkup perusahaan, lokasi,struktur organisasi, tugas dan tanggung
jawab, jumlah tenaga kerja dan jam kerja karyawan, dan sistem pengupahan, Bab III Landasan Teori, memaparkan teori-teori yang digunakan dalam analisis pemecahanmasalah. Teori yang terkait dengan penelitian ini adalah teori mengenai Penjadwalan berupa Terminologi Penjadwalan, Model Penjadwalan, dan Kriteria Penjadwalan untuk menjelaskan objek penelitian, Pengukuran Waktu (Time Study) terdiri atas pengukuran waktu jam henti, tingkat ketelitian dan keyakinan, pengujian keseragaman data, pengujian kecukupan data, rating factor dan allowance, dan perhitungan waktu standar, dan Algoritma Genetik.
Bab IV Metodologi Penelitian, menguraikan tahap-tahap yang dilakukan dalam penelitian meliputi penentuan lokasi penelitian, jenis penelitian, objek penelitian, kerangka berpikir, metode pengumpulan data, metode pengolahan data, dan metode analisis hasil pengolahan data.
V-27
time study. Flowtime pengerjaan setiap produk dihitung sesuai dengan waktu
yang dibutuhkan. Berdasarkan flowtime setiap produk, dilakukan penjadwalan produksi sesuai dengan metode aktual di perusahaan dan metode Algoritma Genetik sebagai metode usulan penelitian ini.
Bab VI Analisis Pemecahan Masalah, meliputi analisis hasil pengolahan data untuk menghasilkan solusiterhadap masalah yang ada.Analisis masalah terkait analisis metode Algoritma Genetik untuk menentukan seberapa efektif metode ini digunakan untuk penyelesaian masalah. Analisis ini berisi tentang perbandingan antara metode aktual yang digunakan oleh perusahaan dengan metode Algoritma Genetik.
Bab VII Kesimpulan dan Saran, berisi rangkuman hasil penelitian berupa kesimpulan yang diperoleh dari hasil pemecahan masalah dan saran-saran yang bermanfaat bagi pihak perusahaan.
V-28
GAMBARAN UMUM PERUSAHAAN
2.1 Sejarah PerusahaanPT. Charoen Phokphand IndonesiaFood Division
Meningkatnya pertumbuhan jumlah penduduk Indonesia setiap tahunmendorongPT. Charoen Pokphand Indonesia Food Division semakin berpacu dalam bisnis makanan olahan. Hal ini disebabkan karena banyaknya permintaan konsumen akan kebutuhan pangan dan pangsa pasar yang semakin bertambah menjadikan PT. Charoen Pokphand Indonesia Food Division menjadi produsen utama di Indonesia dalam bidang makanan olahan dari daging ayam.
PT. Charoen Pokphand Indonesia Food Division mengembangkan bisnis dibidang industri pengolahan makanan berbahan baku ayam dengan membuka pabrik pertamakali di daerah Cikande, Serang, Jawa Barat yang merupakan salah satu pabrik pengolahan ayam termodern di Indonesia yang juga merupakan pusat dari PT. Charoen Pokphand Indonesia Food Division yang ada di Indonesia.
Untuk memenuhi kebutuhan pasar yang terus berkembang khususnya produk olahan ayam beku, sudah dibuka beberapa pabrik yang tersebar di Serang, Salatiga, Surabaya, dan Medan. PT. Charoen Pokphand Indonesia Food
Divisioncabang Medan didirikan pada tahun 2011 bulan Mei, berkedudukan di
Jalan Pulau Solor No. 2, Kawasan Industri Medan II. Pada awal produksi di Medan, PT. Charoen Pokphand Indonesia Food Divisionini terdiri dari tiga plant utama yaitu Cut Up, Further Processing,dan Sausage Plant. Cut Up melakukan kegiatan pemotongan ayamdan menghasilkan daging ayam, sedangkan Sausage
V-29
PT. Charoen Pokphand Indonesia memiliki visi dan misi dalam menjalankan usahanya. Visi dari PT. Charoen Pokphand Indonesia adalah:
1 Menjadi produsen kelas dunia dalam bidang makanan olahan dari daging ayam khususnya dan bahan lain umumnya.
2 Menjadi perusahaan yang bertanggung jawab, peduli terhadap dampak sosial dan lingkungan di dalam menjalankan kegiatan tersebut.
Adapun misi dari PT. Charoen Pokphand Indonesia untuk mewujudkan visi tersebut adalah :
1 Membantu meningkatkan kualitas bangsa Indonesia dan dunia serta memuaskan pelanggan dan pemegang saham dengan memproduksi makanan olahan bermutu tinggi, halal, dan aman untuk dikonsumsi dengan menerapkan GMP (Good Manufacturing Procedures), SSOP (Sanitation Standard
Operating Procedures), Sistem Jaminan Halal, HACCP, dan ISO 9001:2008.
2 Menjaga dan menerapkan prinsip-prinsip kelestarian hidup sesuai peraturan perundangan yang berlaku.
V-30
Charoen Pokphand Indonesia Food Division, memproduksi dan men-supply produk yang bermutu tinggi untuk keperluan industri makanan di Indonesia seperti KFC, CFC, Wendys dan restaurant lain. PT. Charoen Pokphand Indonesia
Food Division, sangat mengutamakan kebersihan dan kualitas dari produk yang
dihasilkan, untuk itu masalah sanitasi dan hygenis serta jaminan halal sangat diutamakan, untuk menghasilkan produk bermutu tinggi dan memenuhi harapan serta kebutuhan pelanggan.
PT. Charoen Pokphand Indonesia Food Division mengeluarkan kebijakan mutu yang merupakan kebijakan perusahaan yaitu: Senantiasa menghasilkan produk yang bermutu tinggi, halal dan aman untuk dikonsumsi dalam rangka pencapaian visi & misi perusahaan sehingga dapat memberikan jaminan kepuasan kepada pelanggan. Menggalang kerjasama, partisipasi aktif dan positif semua karyawan dalam mengembangkan dan meningkatkan mutu kerja secara terus-menerus. Seuai dengan motto “A Tradition of Quality”
2.2 Ruang Lingkup Bidang Usaha
Ruang lingkup bidang usaha pada PT. Charoen Pokphand Indonesia Food
Division adalah :
1. PT. Charoen Pokphand Indonesia Food Division merupakan industry manufaktur yang memproduksi makanan olahan daging ayam yaitu sausage dan further.
V-31
2.3 Lokasi Perusahaan
PT. Charoen Pokphand Indonesia Food Divisionmerupakan industri yang bergerak dalam bidang pemotongan dan pengolahandaging ayam. Industri ini terletak di Jalan Pulau Solor No. 2 Desa Saentis, Kawasan Industri Medan Tahap II, Kecamatan Percut Sei Tuan, Kabupaten Deli Serdang Propinsi Sumatera Utara.Bangunan PT. Charoen Pokphand IndonesiaFood Divisionterdiri dari dua lantai. Pada lantai pertama terdapat kantor Personalia,Product Development and
Quality Control, ruang rapat, gudang, sedangkan ketigaPlant berada di lantai atas.
Selain itu, di perusahaan juga terdapat satu pos satpam di pintugerbang masuk, kantin, dan masjid.
2.4 Daerah Pemasaran
Pasar merupakan tempat bertemunya antara produsen dan konsumen untuk melakukan proses transaksi atas suatu barang atau jasa. Pemasaran adalah suatu fungsi yang mencerminkan cara bagaimana memperlakukan pasar dan produk sehingga dapat memenuhi tujuan dalam memuaskan kebutuhan konsumen. Daerah pemasaran PT. Charoen Pokphand Indonesia Food Division saat ini adalahKFC, CFC, Wendys dan restaurant lainnya yang berada diwilayah Sumatera, untuk Sumatera bagian Utara, PT. Charoen Pokphand Indonesia Food
Divisionini men-supply pada daerah Aceh, Batam, Medan, sedangkan untuk
V-32
2.5 Organisasi dan Manajemen
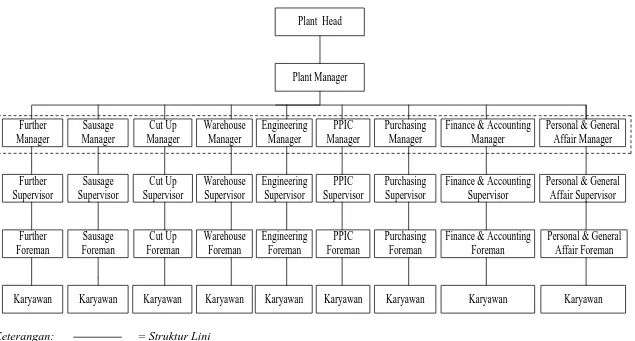
2.5.1 Struktur Organisasi Perusahaan
Struktur organisasi adalah merupakan bagan yang memberikan gambaran secara skematis tentang penetapan dan pembagianpekerjaan yang harus dilakukan sesuai dengan tugas dan tanggung jawab yang dibebankan serta menetapkan hubungan antara unsur-unsur organisasi secara jelas dan terperinci.Bentuk organiasi yang terdapat pada PT Charoen Pokphand Indonesia Food Division adalah bentuk organisasi fungsional dan lini atau merupakan hubungan campuran. Wewenang dari pucuk pimpinan dilimpahkan kepada unit-unit organiasi yang ada di bawahnya dalam bidang-bidang pekerjaan tertentu sesuai kebutuhan organisasi.
Struktur organisasi lini adalah suatu struktur organisasi dimana wewenang dan kebijakan pimpinan atau atasan dilimpahkan pada satuan-satuan organisasi di bawahnya menurut garis vertikal. Sedangkan struktur organisasi fungsional adalah struktur organisasi di mana organisasi diatur berdasarkan pengelompokan aktivitas dan tugas yang sama untuk membentuk unit-unit kerja seperti produksi, operasi, pemasaran, keuangan, personalia, dan sebagainya yang memiliki fungsi yang terspesialisasi. Spesialisasi di sini akan memberikan efisiensi kerja yang lebih tinggi lagi.
Plant Head Plant Manager Further Manager Sausage Manager Cut Up Manager Warehouse Manager Engineering Manager PPIC Manager Purchasing Manager
Finance & Accounting Manager
Personal & General Affair Manager Further Supervisor Sausage Supervisor Cut Up Supervisor Warehouse Supervisor Engineering Supervisor PPIC Supervisor Purchasing Supervisor
Finance & Accounting Supervisor
Personal & General Affair Supervisor Further Foreman Sausage Foreman Cut Up Foreman Warehouse Foreman Engineering Foreman PPIC Foreman
Karyawan Karyawan Karyawan Karyawan Karyawan Karyawan Karyawan Karyawan Karyawan
Purchasing Foreman
Finance & Accounting Foreman
Personal & General Affair Foreman
Keterangan: = Struktur Lini
[image:34.842.120.755.79.420.2]= Struktur Fungsional
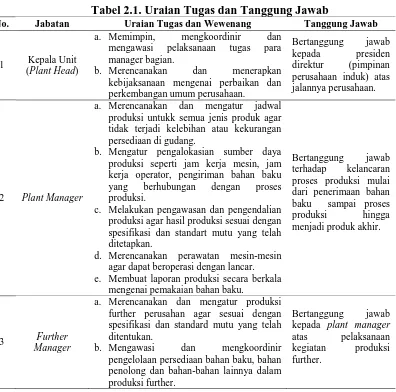
2.5.2 Pembagian Tugas & Tanggung Jawab
[image:36.595.120.516.359.751.2]Struktur organisasi menunjukkan adanya pembagian kerja dan menunjukkan bagaimana fungsi-fungsi atau kegiatan-kegiatan yang berbeda-bedatersebut saling diintegrasikan (koordinasi). Dalam menjalankan aktivitas sehari - hari pada suatu organisasi dibutuhkan personil - personil untuk menduduki jabatan tertentu yang mampu menjalankan tugas, wewenang, dan tanggung jawab yang dibebankan sesuai dengan jabatan tersebut. Adapun uraian tugas dan tanggung jawab untuk masing-masing jabatan pada PT. Charoen Pokphand Indonesia Food Divisionditunjukkan pada Tabel 2.1.
Tabel 2.1. Uraian Tugas dan Tanggung Jawab
No. Jabatan Uraian Tugas dan Wewenang Tanggung Jawab
1 Kepala Unit (Plant Head)
a. Memimpin, mengkoordinir dan mengawasi pelaksanaan tugas para manager bagian.
b. Merencanakan dan menerapkan kebijaksanaan mengenai perbaikan dan perkembangan umum perusahaan.
Bertanggung jawab kepada presiden direktur (pimpinan perusahaan induk) atas jalannya perusahaan.
2 Plant Manager
a. Merencanakan dan mengatur jadwal produksi untukk semua jenis produk agar tidak terjadi kelebihan atau kekurangan persediaan di gudang.
b. Mengatur pengalokasian sumber daya produksi seperti jam kerja mesin, jam kerja operator, pengiriman bahan baku yang berhubungan dengan proses produksi.
c. Melakukan pengawasan dan pengendalian produksi agar hasil produksi sesuai dengan spesifikasi dan standart mutu yang telah ditetapkan.
d. Merencanakan perawatan mesin-mesin agar dapat beroperasi dengan lancar. e. Membuat laporan produksi secara berkala
mengenai pemakaian bahan baku.
Bertanggung jawab terhadap kelancaran proses produksi mulai dari penerimaan bahan baku sampai proses produksi hingga menjadi produk akhir.
3 Further
Manager
a. Merencanakan dan mengatur produksi further perusahan agar sesuai dengan spesifikasi dan standard mutu yang telah ditentukan.
b. Mengawasi dan mengkoordinir pengelolaan persediaan bahan baku, bahan penolong dan bahan-bahan lainnya dalam produksi further.
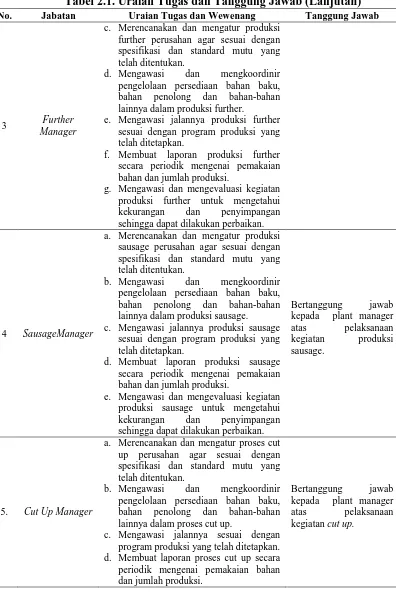
Tabel 2.1. Uraian Tugas dan Tanggung Jawab (Lanjutan)
No. Jabatan Uraian Tugas dan Wewenang Tanggung Jawab
3 Further
Manager
c. Merencanakan dan mengatur produksi further perusahan agar sesuai dengan spesifikasi dan standard mutu yang telah ditentukan.
d. Mengawasi dan mengkoordinir pengelolaan persediaan bahan baku, bahan penolong dan bahan-bahan lainnya dalam produksi further.
e. Mengawasi jalannya produksi further sesuai dengan program produksi yang telah ditetapkan.
f. Membuat laporan produksi further secara periodik mengenai pemakaian bahan dan jumlah produksi.
g. Mengawasi dan mengevaluasi kegiatan produksi further untuk mengetahui kekurangan dan penyimpangan sehingga dapat dilakukan perbaikan.
4 SausageManager
a. Merencanakan dan mengatur produksi sausage perusahan agar sesuai dengan spesifikasi dan standard mutu yang telah ditentukan.
b. Mengawasi dan mengkoordinir pengelolaan persediaan bahan baku, bahan penolong dan bahan-bahan lainnya dalam produksi sausage.
c. Mengawasi jalannya produksi sausage sesuai dengan program produksi yang telah ditetapkan.
d. Membuat laporan produksi sausage secara periodik mengenai pemakaian bahan dan jumlah produksi.
e. Mengawasi dan mengevaluasi kegiatan produksi sausage untuk mengetahui kekurangan dan penyimpangan sehingga dapat dilakukan perbaikan.
Bertanggung jawab kepada plant manager atas pelaksanaan kegiatan produksi sausage.
5. Cut Up Manager
a. Merencanakan dan mengatur proses cut up perusahan agar sesuai dengan spesifikasi dan standard mutu yang telah ditentukan.
b. Mengawasi dan mengkoordinir pengelolaan persediaan bahan baku, bahan penolong dan bahan-bahan lainnya dalam proses cut up.
c. Mengawasi jalannya sesuai dengan program produksi yang telah ditetapkan. d. Membuat laporan proses cut up secara periodik mengenai pemakaian bahan dan jumlah produksi.
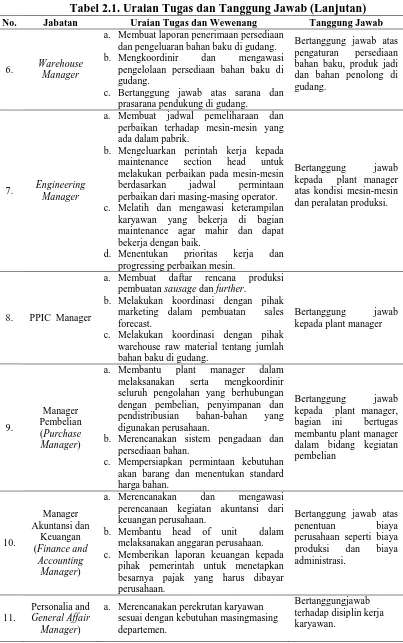
Tabel 2.1. Uraian Tugas dan Tanggung Jawab (Lanjutan)
No. Jabatan Uraian Tugas dan Wewenang Tanggung Jawab
6. Warehouse
Manager
a. Membuat laporan penerimaan persediaan dan pengeluaran bahan baku di gudang. b. Mengkoordinir dan mengawasi
pengelolaan persediaan bahan baku di gudang.
c. Bertanggung jawab atas sarana dan prasarana pendukung di gudang.
Bertanggung jawab atas pengaturan persediaan bahan baku, produk jadi dan bahan penolong di gudang.
7. Engineering
Manager
a. Membuat jadwal pemeliharaan dan perbaikan terhadap mesin-mesin yang ada dalam pabrik.
b. Mengeluarkan perintah kerja kepada maintenance section head untuk melakukan perbaikan pada mesin-mesin berdasarkan jadwal permintaan perbaikan dari masing-masing operator. c. Melatih dan mengawasi keterampilan
karyawan yang bekerja di bagian maintenance agar mahir dan dapat bekerja dengan baik.
d. Menentukan prioritas kerja dan progressing perbaikan mesin.
Bertanggung jawab kepada plant manager atas kondisi mesin-mesin dan peralatan produksi.
8. PPIC Manager
a. Membuat daftar rencana produksi pembuatan sausage dan further.
b. Melakukan koordinasi dengan pihak marketing dalam pembuatan sales forecast.
c. Melakukan koordinasi dengan pihak warehouse raw material tentang jumlah bahan baku di gudang.
Bertanggung jawab kepada plant manager
9.
Manager Pembelian (Purchase
Manager)
a. Membantu plant manager dalam melaksanakan serta mengkoordinir seluruh pengolahan yang berhubungan dengan pembelian, penyimpanan dan pendistribusian bahan-bahan yang digunakan perusahaan.
b. Merencanakan sistem pengadaan dan persediaan bahan.
c. Mempersiapkan permintaan kebutuhan akan barang dan menentukan standard harga bahan.
Bertanggung jawab kepada plant manager, bagian ini bertugas membantu plant manager dalam bidang kegiatan pembelian 10. Manager Akuntansi dan Keuangan (Finance and Accounting Manager)
a. Merencanakan dan mengawasi perencanaan kegiatan akuntansi dari keuangan perusahaan.
b. Membantu head of unit dalam melaksanakan anggaran perusahaan. c. Memberikan laporan keuangan kepada
pihak pemerintah untuk menetapkan besarnya pajak yang harus dibayar perusahaan.
Bertanggung jawab atas
penentuan biaya perusahaan seperti biaya
produksi dan biaya administrasi.
11.
Personalia and
General Affair Manager)
a. Merencanakan perekrutan karyawan sesuai dengan kebutuhan masingmasing departemen.
Tabel 2.1. Uraian Tugas dan Tanggung Jawab (Lanjutan)
No. Jabatan Uraian Tugas dan Wewenang Tanggung Jawab
11.
Personalia and
General Affair Manager)
c. Mengatur kegiatan yang berhubungan dengan karyawan dan menciptakan suasana kerja yang nyaman dan berdisiplin.
d. Menampung dan mencari keluhan karyawan.
e. Mengatur dan merencanakan training untuk peningkatan ketrampilan karyawan.
Bertanggung jawab terhadap disiplin kerja karyawan.
12. Further
Supervisor
a. Mengawasi jalannya produksi sesuai dengan program produksi further yang telah ditetapkan.
b Membuat laporan produksi further secara periodik mengenai pemakaian bahan dan jumlah produksi.
c Mengawasi dan mengevaluasi kegiatan produksi further untuk mengetahui kekurangan dan penyimpangan sehingga dapat dilakukan perbaikan.
Bertanggung jawab kepada further manager
13. Sausage
Supervisor
a. Mengawasi jalannya produksi sesuai dengan program produksi sausage yang telah ditetapkan.
b Membuat laporan produksi sausage secara periodik mengenai pemakaian bahan dan jumlah produksi.
c Mengawasi dan mengevaluasi kegiatan produksi sausage untuk mengetahui kekurangan dan penyimpangan sehingga dapat dilakukan perbaikan.
Bertanggung jawab kepada sausage manager
14. Cut Up
Supervisor
a. Mengawasi jalannya produksi sesuai dengan program proses cut up yang telah ditetapkan.
b Membuat laporan proses cut up secara periodik mengenai pemakaian bahan dan jumlah proses.
c Mengawasi dan mengevaluasi kegiatan proses cut up untuk mengetahui kekurangan dan penyimpangan sehingga dapat dilakukan perbaikan.
Bertanggung jawab kepada cut up manager
15. Warehouse
Supervisor
a. Membuat laporan penerimaan persediaan dan pengeluaran bahan baku di gudang.
b Mengkoordinir dan mengawasi pengelolaan persediaan bahan baku di gudang.
Bertanggung jawab atas sarana dan prasarana pendukung di gudang.
16. Engineering
supervisor
a. Mengeluarkan perintah kerja kepada engineering foreman untuk melakukan perbaikan pada mesin-mesin berdasarkan jadwal permintaan perbaikan dari masing-masing operator.
Tabel 2.1. Uraian Tugas dan Tanggung Jawab (Lanjutan)
No. Jabatan Uraian Tugas dan Wewenang Tanggung Jawab
16. Engineering
supervisor
c. Melatih dan mengawasi keterampilan karyawan yang bekerja di bagian maintenance agar mahir dan dapat bekerja dengan baik.
d. Menentukan prioritas kerja dan progressing perbaikan mesin.
Bertanggung jawab kepada engineering manager.
17. PPIC Supervisor
a Mengontrol stock produksi pada raw material.
b Mengontrol stock produksi pada finish goods.
Bertanggung jawab kepada PPIC manager
18. Purchasing
Supervisor
a. Membantu purchasing manager dalam melaksanakan serta mengkoordinir seluruh pengolahan yang berhubungan dengan pembelian, penyimpanan dan pendistribusian bahan-bahan yang digunakan perusahaan.
b Membantu purchasing manager melaksanakan perencanaan sistem pengadaan dan persediaan bahan.
Bertanggung jawab kepada purchasing manager, bagian ini bertugas membantu purchasing manager dalam bidang kegiatan
pembelian
19.
Finance & Accounting Supervisor
a. Melaksanakan perhitungan akuntansi terhadap pembelian bahan baku dan asset perusahaan.
b Melaksanakan pembayaran transfer dana terhadap pembelian bahan baku dan asset perusahaan.
c Melaksanakan penerimaan pembayaran atas penjualan pakan dan juga hasil sampingan produksi.
d Melaksanakan perhitungan dan pembayaran upah dan lembar kerja karyawan.
Bertanggung jawab kepada Finance & Accounting Supervisor manager 20. Personalia and General Affair Supervisor
a. Melaksanakan perekrutan karyawan sesuai dengan kebutuhan masing-masing departemen.
b Mengawasi kegiatan yang berhubungan dengan karyawan dan menciptakan suasana kerja yang nyaman dan berdisiplin.
c Mengawasi pelaksanaan training untuk peningkatan ketrampilan karyawan.
Bertanggung jawab langsung kepada Personalia and General Affair Manager
21. Further
Foreman
a. Merencanakan dan mengatur produksi further perusahan agar sesuai dengan spesifikasi dan standard mutu yang telah ditentukan.
b Mengawasi dan mengkoordinir pengelolaan persediaan bahan baku,
bahan penolong dan bahan-bahan lainnya.
c Mengawasi jalannya produksi sesuai dengan program produksi further yang
telah ditetapkan.
Bertanggungjawab kepada further supervisor atas pelaksanaan kegiatan
Tabel 2.1. Uraian Tugas dan Tanggung Jawab (Lanjutan)
No. Jabatan Uraian Tugas dan Wewenang Tanggung Jawab
21. Further
Foreman
d Membuat laporan produksi further secara periodik mengenai pemakaian bahan dan jumlah produksi.
e Mengawasi dan mengevaluasi kegiatan produksi further untuk mengetahui kekurangan dan penyimpangan sehingga dapat dilakukan perbaikan.
Bertanggung jawab kepada further supervisor atas pelaksanaan kegiatan produksi further.
22. Sausage
Foreman
a. Merencanakan dan mengatur produksi sausage perusahan agar sesuai dengan spesifikasi dan standard mutu yang telah ditentukan.
b Mengawasi dan mengkoordinir pengelolaan persediaan bahan baku, bahan penolong dan bahan-bahan lainnya.
c Mengawasi jalannya produksi sesuai dengan program produksi sausage yang telah ditetapkan.
d Membuat laporan produksi sausage secara periodik mengenai pemakaian bahan dan jumlah produksi.
e Mengawasi dan mengevaluasi kegiatan produksi sausage untuk mengetahui kekurangan dan penyimpangan sehingga dapat dilakukan perbaikan.
Bertanggung jawab kepada sausage supervisor atas pelaksanaan kegiatan produksi sausage.
23. Cut Up
Foreman
a. Merencanakan dan mengatur proses cut up perusahan agar sesuai dengan spesifikasi dan standard mutu yang telah ditentukan.
b Mengawasi dan mengkoordinir pengelolaan persediaan bahan baku, bahan penolong dan bahan-bahan lainnya.
c Mengawasi jalannya proses sesuai dengan program proses cut up yang telah ditetapkan.
d Membuat laporan proses cut up secara periodik mengenai pemakaian bahan dan jumlah produksi.
e Mengawasi dan mengevaluasi kegiatan proses cut up untuk mengetahui kekurangan dan penyimpangan sehingga dapat dilakukan perbaikan.
Bertanggung jawab kepada cut up supervisor atas pelaksanaan kegiatan proses cut up.
24. Warehouse Foreman
a. Melakukan penerimaan bahan baku dan membuat laporan dan dokumen penerimaan bahan baku.
b Mengatur penyimpanan bahan baku di gudang serta mengatur tata cara pengeluaran dan pemakaian bahan baku. c Membuat laporan atas penerimaan dan
pemakaian bahan baku.
Tabel 2.1. Uraian Tugas dan Tanggung Jawab (Lanjutan)
No. Jabatan Uraian Tugas dan Wewenang Tanggung Jawab
24. Warehouse
Foreman
d Melakukan penerimaan produk jadi serta membuat laporan dan dokumen penerimaan produk jadi.
e Mengatur penyimpanan produk jadi ke gudang dan mengatur pengeluaran dan pengiriman ke costumer.
f Membuat laporan atas penerimaan dan pengeluaran produk jadi tersebut.
g Melakukan pengawasan terhadap pengeluaran barang dan komponen mesin dari gudang penyimpanan.
h Melakukan pengawasan terhadap penimbangan bahan baku, produk jadi yang masuk maupun yang keluar dari pabrik.
i Melakukan pencatatan terhadap jenis dan jumlah bahan baku, produk jadi yang masuk maupun yang keluar dari pabrik.
25. Engineering
Foreman
a. Mengeluarkan perintah kerja kepada karyawan maintenance untuk melakukan perbaikan pada mesin-mesin dan peralatan berdasarkan jadwal permintaan perbaikan dari masing-masing operator.
b Mengawasi langsung perbaikan dan pergantian komponen-komponen alat-alat mekanik maupun electrical dalam plant.
c Melatih dan mengawasi keterampilan karyawan yang bekerja di bagian maintenance agar mahir dan dapat bekerja dengan baik.
Bertanggung jawab terhadap Engineering Supervisor
26. PPIC Foreman
a. Mengawasi karyawan dalam mengontrol raw material.
b Mengawasi karyawan dalam mengontrol
finish goods
Bertanggung jawab kepada PPIC Supervisor
27. Purchasing
Foreman
a. Mengawasi pengolahan yang berhubungan dengan pembelian, penyimpanan dan pendistribusian bahan-bahan yang digunakan perusahaan.
b Mengawasi sistem pengadaan dan persediaan bahan. Purchasing Foreman bertanggung jawab kepada purchasing supervisor 28. Finance & Accounting Foreman
a. Mengawasi pelaksanakan pembayaran transfer dana terhadap pembelian bahan baku dan asset perusahaan.
c Melaksanakan penerimaan pembayaran atas penjualan pakan dan juga hasil sampingan produksi.
d Melaksanakan perhitungan dan pembayaran upah dan lembar kerja karyawan.
Tabel 2.1. Uraian Tugas dan Tanggung Jawab (Lanjutan)
No. Jabatan Uraian Tugas dan Wewenang Tanggung Jawab
29.
Personalia and
General Affair Foreman
a. Mengawasi perekrutan karyawan sesuai dengan kebutuhan masing-masing departemen.
b Mengawasi kegiatan yang berhubungan dengan karyawan dan menciptakan suasana kerja yang nyaman dan berdisiplin.
c Mengawasi pelaksanaan training untuk peningkatan ketrampilan karyawan.
Bertanggung jawab langsung kepada Personalia and General
Affair Supervisor
2.5.3 Jumlah Tenaga Kerja & Jam Kerja
Jumlah tenaga kerja pada PT. Charoen Pokphand Indonesia Food Division sebanyak 465 orang.Dalam memelihara ketertiban dan kedisiplinan kerja setiap perusahaan mengeluarkan tata tertib/peraturan kerja yang harus dipatuhi oleh setiap karyawan perusahaan, termasuk dalam penetapan jam kerja.
Ketentuan jam kerja di PT. Charoen Pokphand Indonesia Food Division diatur menurut aturan shift .
a. Jam kerja pada bagian administrasi dan kantor dapat dilihat pada Tabel 2.2.
Tabel 2.2Jam Kerja Bagian Administrasi
Hari Jam Kerja (WIB) Jam Istirahat (WIB)
Senin – Jumat 08.00 – 16.00 12.00 – 13.00
Sumber: PT. Charoen Pokphand Indonesia Food Division Medan
b. Jam kerja pada bagian produksi dapat dilihat pada Tabel 2.3.
Tabel 2.3Sistem Pembagian Jam Kerja Bagian Produksi
Hari Shift Jam Kerja (WIB) Istirahat (WIB)
Senin - Minggu
I 23.00-07.00 04.00 - 05.00 II 07.00-15.00 12.00 - 13.00 III 15.00-23.00 20.00 - 21.00
Sumber: PT. Charoen Pokphand Indonesia Food Division Medan
c. Jam kerja pada bagian keamanan
- Jam 08.00 – 20.00 - Jam 20.00 – 08.00
2.5.4 Sistem Pengupahan & Fasilitas Lainnya
Sistem pengupahan pada PT. Charoen Pokhpand Indonesia Food Division adalah sebagai berikut:
1. Upah diberikan sesuai dengan UMR yang berlaku.
2. Pemberian upah ditetapkan setelah melihat jam kerja, hari kerja, kerja lembur dan berdasarkan golongan.
3. Sistem pengupahan karyawan perusahaan di bagi atas : a Gaji tetap untuk karyawan tetap.
b Gaji harian untuk karyawan harian. c Gaji borongan untuk karyawan borongan 4. Upah Pokok
Pengupahan pada perusahaan ini adalah berdasarkan upah bulanan. Besarnya upah disesuaikan dengan tugas dan tanggung jawab masing-masing karyawan, serta latar belakang pendidikan dan pengalaman. Upah tersebut diberikan untuk masa 21 hari kerja rata-rata dalam sebulan dengan waktu kerja rata-rata 8 jam dalam sehari.
5. Untuk pekerja lembur, dibagi dalam 2 golongan yaitu :
b Golongan pekerja yang levelnya setaraf atau diatas supervisor, tidak akan memperoleh pembayaran uang lembur lagi, karena sudah termasuk di dalam gaji pokok.
- Apabila kerja lembur dilakukan pada hari biasa maka untuk jam lembur, peraturannya adalah sebesar 1 ½ x upah sejam.
- Untuk jam kerja lembur yang dilakukan pada hari bukan hari biasa untuk jam lembur peraturannya adalah sebesar 2 x upah sejam.Disamping pemberian gaji pokok dan upah lembur, juga diberikan uang makan,uang pengobatan, dan asuransi tenaga kerja.
Selain pemberian kompensasi/upah, perusahaan juga memberikan berbagai insentif bagi karyawan, seperti:
1. Memberikan THR (Tunjangan Hari Raya) untuk pekerja yang mempunyai masa kerja 1 tahun penuh secara terus menerus, besarnya dalam 1 bulan upah. 2. Memberikan THR (Tunjangan Hari Raya) untuk pekerja yang mempunyai
masa kerja belum mencapai satu tahun, maka biasanya tunjangan ditetapkan menurut perhitungan banyaknya bulan selama yang bersangkutan bekerja dibagi 12 dan dikalikan upah perbulan.
3. Bonus tahunan akan diberikan berdasarkan kemampuan perusahaan dan sepenuhnya ditetapkan oleh perusahaan dengan memperhatikan prestasi kerja masing-masing karyawan.
5. Memperhatikan kebutuhan rohani karyawan.
6. Perusahaan menyediakan tempat ibadah dan memberikan kesempatan kepada karyawan untuk melaksanakan ibadah.
7. Adanya jaminan kesehatan dan kesejahteraan karyawan. Jaminan kesehatan antara lain :
1. Cuti sakit.
2. Cuti khusus, karena perkawinan atau musibah.
3. Mewajibkan karyawan masuk ASTEK (Asuransi Tenaga Kerja).Tunjangan Proyek.
4. Tunjangan Kemalangan.
Perusahaan memberikan fasilitas kerja kepada karyawan, seperti: 1. Memberikan pakaian kerja kepada setiap tenaga kerja dalam setahun. 2. Memberikan fasilitas pengobatan cuma-cuma kepada setiap tenaga kerja. 3. Menyediakan perlengkapan kesehatan dan keselamatan kerja yang diperlukan
para karyawan, seperti sarung tangan, masker dan penyumbat telinga.
2.6. Proses Produksi
2.6.1. Bahan yang Digunakan
2.6.1.1. Bahan Baku
1. Ayam beku yang dipesan dari PT Charoen Pokphand IndonesiaFood
Divisiondaerah Salatiga dan Serang. Ayam beku ini berupa ayam tanpa bulu,
kepala dan ceker.
2. Seasoning (bumbu) yang berasal dari dalam negeri maupun diekspor 3. Premix (tepung) yang berasal dari dalam negeri maupun diekspor.
2.6.1.2. Bahan Penolong
Bahan penolong adalah suatu bahan yang digunakan untukmemperlancar proses produksi, tetapi tidak tampak di bagian akhir produk. Bahan penolong yang digunakan adalah sodium laktatdigunakan untuk mengawetkan daging agar umur simpannya lama di departemen sausage dan further. Sedangkan pada departemen
cut up sodium laktat digunakan untuk mempercepat proses pencairan daging beku.
2.6.1.3. Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan dalam proses produksi dan berfungsi meningkatkan mutu produk serta merupakan bagian dari produk akhir. Bahan tambahan yang digunakan adalah sebagai berikut :
1. Kemasan digunakan untuk mengemas sausage dan further. Kemasan memiliki variasi tergantung pada berat produk dan merek produk yang dihasilkan
2. Karton digunakan untuk mengemas kemasan plastik sebelum dibawa ke masyarakat
4. Lak Ban digunakan untuk menguatkan kemasan karton pada saat pengapalan dan penyimpanan di gudang.
2.6.2 Uraian Proses
PT. Charoen Pokphand Indonesia bergerak dalam bidang pemotongan dan pengolahan daging ayam. Proses produksi disini dibagi menjadi tiga bagian yaitu
cut up department, further production, dan sausage production. Proses
pengolahan akan dibedakan berdasarkan ketiga bagian tersebut.
2.6.2.1Departemen Cut Up
Departemen Cut Upmerupakan tahapan awal dari setiap proses yang terjadi pada PT Chraoen Pokphand Indonesia. PT Chraoen Pokphand Indonesia cabang Medan belum melakukan proses penyembelihan dan pencabutan bulu ayam (evisceration). Bahan baku langsung berupa ayam potong yang sudah dalam beku (griller) didatangkan dari PT. Charoen Pokphand Jaya Farm yang berada di Salatiga dan Cikande.
Uraian proses dari departemen cut up adalah sebagai berikut:
1 Proses awal dilakukan pengambilan griller dari gudang bahan baku (chiller
room) ke departemen cut up
2 Grillerakan didiamkan secara konvensional (towing) untuk proses drying
daging ayam yang dalam keadaan beku selama satu hari.
4 Ayam yang telah ditiriskan dibawa ke stasiun pemotongan dimana ayam dipotong menjadi beberapa bagian seperti paha, dada, dan carcassberdasarkan jenis size dan kebutuhan.
5 Selanjutnya dilakukan proses pemisahan daging dengan tulang (pada bagian tertentu juga dilakukan pemisahan daging dengan kulit sesuai dengan permintaan).
6 Bagian-bagian ayam tersebut dipacking menggunakan plastik inner lewat mesin Metal Detector yang kemudian dilakukan penimbangan sesuai kapasitas plastik inner.
7 Bagian-bagian ayam tersebut dibawa ke chilling roomdan disusun pada rak kemudian di bekukan pada mesin ABF hingga suhu -18o C.
8 Setelah itu ayam ditimbang lagi sesuai ukuran dan masuk kedalam proses packaging sesuai ukuran box dan karung kemudian ayam dalam bentuk packaging masuk ke dalam Coldstorage (gudang dengan suhu -18oC).
Berikut Flow Process Diagram uraian proses Departemen Cut Up dapat dilihat pada Gambar 2.2
2.6.2.2 Further Production
Berikut merupakan uraian proses produksi pembuatan further pada PT. Charoen Pokphand Indonesia:
1 Tahap pertama yang dilakukan yaitu petugas produksi menyiapkan formula untuk pembuatan suatu macam produk further (nugget) dimana petugas mempersiapkan komposisi seasoning (bahan baku berupa tepung) dan premix (bumbu) dari produk yang akan diproduksi.
2 Selain mempersiapkan seasoning dan premix yang dibutuhkan, petugas juga membuat campuran emulsi yaitu campuran dari kedelai dan air dengan menggunakan mesin bowl cutter. Fungsi dari penggunaan emulsi yaitu untuk mengenyalkan adonan.
3 Daging segar hasil olahan pada departemen cut updimasukkan ke dalam chill
room untuk didinginkan. Dari chillroom, petugas melakukan proses grinding
daging yaitu proses untuk menggiling daging menjadi halus. Proses grinding dilakukan dengan menggunakan mesin autogrind.
4 Langkah berikutnya yaitu mencampur semua adonan yang telah dipersiapkan seperti seasoning, premix, daging giling, dan emulsi dengan air dan nitrogen. 5 Setelah semua adonan tercampur, langkah berikutnya yaitu melakukan
forming (pencetakan adonan). Terdapat berbagai cetakan yang dipergunakan
6 Adonan yang telah dibentuk tadi selanjutnya dibaluri dengan tepung
breadcrumb atau biasa disebut remah roti.
7 Proses selanjutnya yaitu proses penggorengan. Proses penggorengan terbagi menjadi dua yaitu proses precook dan cook. Pada proses precook adonan digoreng setengah matang, selanjutnya masuk pada proses cook, adonan digoreng hingga benar – benar matang. Proses precook dan cook dilakukan pada mesin fryer.
8 Selanjutnya petugas menyeleksi produk yang telah jadi apakah defect atau tidak. Apabila produk tersebut defect akan dilakukan rework pada mesin
unimix, yaitu dicampur lagi dengan adonan-adonan yang lain. Produk
defectyang direworkmempunyai batasan jumlah pada tiap batch maksimal
sebanyak 5%.
9 Langkah berikutnya yaitu memasukkan adonan pada mesin insulated quick
freeze (IQF) untuk dibekukan. Setelah itu adonan dijalankan oleh conveyor
menuju televator untuk dinaikkan menuju mesin MHW. Pada mesin MHW adonan ditakar sesuai dengan ukuran per kemasan.
10 Selanjutnya proses packaging dimana adonan yang telah sesuai takaran tadi dikemas pada kemasan plastic menggunakan mesin Kawasima.
11 Langkah berikutnya yaitu menimbang kemasan menggunakan mesin check
weighter, apabila ukuran berat yang tertera tidak sesuai maka produk tersebut
12 Apabila produk tersebut sudah sesuai beratnya dengan spesifikasi, maka kemasan – kemasan produk tadi dikemas dalam carton box dan selanjutnya ditransfer ke warehouse finished product.
Berikut merupakan flowchartproses produksi pembuatan nugget pada PT. Charoen Pokphand Indonesia dapat dilihat pada Gambar 2.3
Start
Membua t campuran emulsi Menyiapkan kuantitas sea sonig dan
premix sesua i formula Melakukan proses grinding daging
Melakukan proses mixing emulsi, seasoning & premix, daging giling,
air,dan nitrogen
Melakukan forming a donan
Melapisi a donan ya ng telah dibent uk denga n tepung breadcrumb
Melakukan proses precook a donan
Melakukan proses cook adonan
Menyeleksi nug get apa kah defect atau t idak
Tidak
Ya
Melakukan proses frozen nugget
Melakukan proses penaka ran nugget
Melakukan proses pa cka ging nug get ke dalam kemasan plastik
Melakukan pengukura n berat produk apakah sesuai at au tidak
Ya
Tidak
Melakukan proses pa cka ging produk jadi nugg et ke dalam carton box
End
2.6.2.3 Sausage Production
Berikut merupakan uraian proses produksi pembuatan sausagepada PTCharoen Pokphand Indonesia:
1 Tahap pertama yang dilakukan yaitu menyiapkan formula bahan baku pembuatan sosis, seperti seasoning dan premix sesuai dengan takarannya masing – masing.
2 Sama seperti proses produksi further, setelah mempersiapkan formula bahan baku, petugas membuat campuran emulsi dan melakukan proses grinding daging.
3 Selanjutnya semua adonan dicampur hingga merata menggunakan air dan nitrogen menggunakan mesin unimix.
4 Setelah semua bahan tercampur, adonan tadi dicampur atau dicacah kembali pada mesin emulsi fryer, tetapi tanpa menggunakan nitrogen.
5 Langkah berikutnya adalah mencetak adonan. Adonan tersebut akan otomatis masuk pada pelapis sosis yang disebut casing dengan menggunakan mesin
stuffer.
6 Lalu adonan sosis dipanggang pada mesin smoke house dengan suhu 80-100°C
7 Setelah melalui proses pemanggangan, sosis dipotong sesuai ukuran menggunakan mesin sausage cutter. Apabila ukuran panjang sosis tidak sesuai, maka sosis tersebut akan di-rework pada proses mixing di mesin
8 Sosis yang telah dipotong dengan panjang sesuai kriteria tersebut selanjutnya dipacking pada kemasan plastik. Proses packing menggunakan man power, sehingga tidak ada mesin yang digunakan dalam proses packaging tersebut. 9 Setelah dikemas, produk sosis melalui proses pengepressan kemasan. Proses
ini dilakukan pada mesin vacuum pack yang gunanya agar kemasan menjadi kedap udara.
10 Langkah selanjutnya adalah melakukan proses pembekuan sosis pada mesin IQF yang sebelumnya melalui mesin check weighter untuk mengecek berat kemasan yang sebelumnya melalui mesin metal detector.
11 Kemasan tersebut kemudian dipacking pada kemasan carton box kemudian melalui mesin check weighter untuk mengecek berat selanjutnya ditransferke
warehouse finished product.
Start
Membua t campuran emulsi Menyiapkan kuantitas sea sonig dan
premix sesua i for mula Melakukan proses grinding daging
Melakukan proses mixing emulsi, seasoning & premix, daging giling, dan air
Melakukan proses penggilingan adonan kembali
Melakukan proses pemanggangan adonan
Melakukan proses pemotongan sosis
Menyeleksi sosis apakah reject at au tidak
Tidak
Ya
Melakukan proses pa cka ging pada kemasa n plast ik
Melakukan proses pr essing kemasa n
Melakukan proses frozen Melakukan pengukura n ber at
apakah sesuai a tau tidak Ya
Tidak
Melakukan proses pa cka ging produk jadi sosis ke dalam carton box
End
Gambar 2.4. Flowchart Proses Produksi Pembuatan Sausage 2.7. Mesin dan Peralatan
2.7.1. Mesin Produksi
Mesin produksi adalah semua mesin-mesin yang secara langsung berperan dalam proses produksi.
1. Divisi Further
Mesin produksi yang digunakan oleh PT. Charoen Pokphand Indonesia
[image:55.595.151.471.108.445.2]Food Division pada divisi further ditunjukkan pada Tabel 2.4.
Tabel 2.4.Mesin Produksi Divisi Further
No Mesin Fungsi Spesifikasi
Merk Daya Asal Jumlah
1. Autogrind Menggiling ayam
menjadi halus Laska Type Cutter KCU 200 DC 400V, 50 Hz, 95 Kw, 238 A
2. Mixer
Menggabungkan adonan dengan premix
dan seasoning
Inotec Type IM-1000
400 V,
50 Hz - 1
3. Mesin cetakan Mencetak adonan yang sudah dihaluskan
Besch 3047035
400 V3,
50 Hz - 1
4. Mesin frying I
Penggorengan pertama pada adonan
yang sudah dicetak
EFR
4000/650 400 V - 1
5. Mesin frying II
Penggorengan kedua pada adonan
EFR
6000/650 400 V - 1
6. Checkweighter Menimbang berat
produk Inritsu
300V, 60
Hz - 2
7. Metal detector
Mendeteksi kandungan metal pada
adonan IQ3 230 V, 50 Hz, 1,2 A European Union 1
2. Divisi Sausage
Mesin produksi yang digunakan oleh PT. Charoen Pokphand Indonesia Food
[image:56.595.104.519.473.727.2]Division pada divisi further ditunjukkan pada Tabel 2.5.
Tabel 2.5Mesin Produksi Divisi Sausage
No Mesin Fungsi Spesifikasi
Merk Daya Asal Jumlah
1. Autogrind Menggiling ayam
menjadi halus Laska Type Cutter KCU 200 DC 400V, 50 Hz, 95 Kw, 238 A
Austria 1
2. Mixer
Menggabungkan adonan dengan premix dan
seasoning
Inotec Type IM-1000
400 V, 50
Hz 1
3. Emulsifier Mengemulsi adonan Inotec Type 1175 CD-75D
400 V, 50
Hz, 142 A 1 4. Smoke House
Proses pemasakan sausage dan mendinginkan sausage
Maurer-Atmos GmbH
400 V, 50 Hz, 1,9
Kw
Germany 1 5. Metal detector Mendeteksi kandungan
metal pada adonan IQ3
230 V, 50 Hz, 1,2 A
European
Union 1
6. Cutter Memotong sosis sesuai
ukuran Inotec GmbH 2Kw 2 7. Vacum Sealer Memvakumkan kemasan
yang telah diisi sosis
50 Hz, 29 A, 36
Volt
3 8. Checkweighter Menimbang berat
produk Inritsu
300V, 60
Hz 2
9. IQF
Mendinginkan produk sausage yang telah
dikemas
Mavel Singapore
380 V, 50
2.7.2 Peralatan
Peralatan yang digunakan oleh PT. Charoen Pokphand Indonesia Food
Division adalah sebagai berikut:
1. Thermometer untuk mengukur suhu cairan.
2. Timbangan Digital yang berfungsi sebagai penimbang bahan baku pada saat penerimaan bahan baku
3. Hand Truck ialah alat yang juga berfungsi sebagai material handling
dipabrik.
2.8 Utilitas
Utilitas merupakanunit penunjang bagi unit-unit yang lain dalam suatu pabrik atau sarana penunjang untuk menjalankan suatu pabrik dari tahap awal sampai akhir terutama pada perusahan manufaktur. Sesuai dengan istilahnya, fungsi sarana penunjang ini adalah mendukung dan membantu kelancaran proses produksi serta mempermudah jalannya kegiatan manufaktur. Utilitasi yang digunakan pada PT. Charoen Pokphand Indonesia adalah:
1. Water Treatment
Air memegang peranan penting dalam kelangsungan proses produksi, kapasitas air yang digunakan untuk keseluruhan proses produksi adalah 300m3, Kegunaan air di perusahaan adalah :
d Keperluan karyawan
e Keperluan injeksi kondensor
f Sebagai zat pendingin dan pembersih
Sumber air yang digunakan oleh PT. Charoen Pokphand Indonesia Medan semuanya berasal dari air tanah. Air tanah tersebut dilakukan proses pengolahan terlebih dahulu sehingga kualitasnya sama dengan air minum.
2. Boiler
Uap adalah salah satu unit pendukung di bagian produksi, yaitu digunakan pada proses pemasakan sosis di smoke house. Uap yang digunakan dihasilkan dari mesin steamboiler. Di PT. Charoen Pokphand Indonesia Medan terdapat 1 unit steam boiler dengan kapasitas 2 ton/jam.
3. Pemanas Minyak Goreng
Pada proses penggorengan nugget digunakan sumber panas yang dihasilkan dari mesin Thermal Oil Boiler. Di PT. Charoen Pokphand Indonesia Medan terdapat 1 unit Thermal Oil Boiler dimana tabung boiler diproduksi di bengkel lokal sedangkan burner diimpor dengan spesifikasi burner sebagai berikut:
Merk Burner : Riello
Tipe : 618 M
Model : ENNE/EMME 1400
4. Sumber Listrik
Dalam memenuhi pasokan listik untuk seluruh kegiatan yang berlangsung, PT. Charoen Pokphand Indonesia Medan mendapat pasokan listrik dari Perusahaan Listrik Negara (PLN). Hal ini disebabkan karena mereka masih belum bisa membangun unit pembangkit listrik sendiri. Selain itu agar kegiatan produksi tetap bisa berjalan ketika tidak ada pasokan listrik dari PLN, PT. Charoen Pokphand Indonesia Medan menggunakan genset sebagai sumber listrik cadangan genset merek PRIME dengan daya 1825 KVA.
2.9 Safety and Fire Protection
Keselamatan dan Kesehatan Kerja (K3) adalah suatu program yang dibuat pekerja maupun pengusaha sebagai upaya mencegah timbulnya kecelakaan dan penyakit akibat kerja dengan cara mengenali hal-hal yang berpotensi menimbulkan kecelakaan dan penyakit akibat kerja serta tindakan antisipatif apabila terjadi kecelakaan dan penyakit akibat kerja. Tujuan dari dibuatnya program K3 adalah untuk mengurangi biaya perusahaan apabila timbul kecelakaan dan penyakit akibat kerja.
1 Sepatu boot, berfungsi untuk melindungi kaki dari berbagai macam resiko bahaya. Salah satunya untuk melindungi pekerja agar tidak tergelincir saat berada di plant yang lantainya sangat licin.
2 Baju pelindung, berfungsi untuk melindungi tubuh dari berbagai macam kotoran.
3 Masker, berfungsi untuk meminalisir bau amis (tidak sedap) selama bekerja di
plant dan untuk melindungi produk makanan olahan agar tidak tercemar oleh
nafas pekerja.
4 Hair cap (penutup rambut), berfungsi untuk melindungi produk makanan
olahan agar tidak tercemar oleh rambut para pekerja.
5 Baju pelindung khusus, baju pelindung khusus tersebut digunanakan oleh pekerja yang bekerja pada proses pembekuan (freezing) fungsinya untuk melindungi diri dari suhu yang ekstrim.
Agar produk makanan olahan tetap terjaga kehigienisannya, maka para pekerja sebelum bekerja di plant harus membersihkan tangannya dengan sabun dan larutan klorin 500ppm dan berjalan melewati kolam yang berisi larutan
clorine 200 ppm. Larutan chlorine yang digunakan berfungsi untuk mensterilkan
diri dari kotoran/ kontaminan. Pergantian larutan klorin dilakukan secara kondisional, minimal dilakukan setiap pergantian shift. Sedangkan pembersihan pada plant secara keseluruhan (cleaning total) dilakukan secara rutin setiap minggunya.
1. Setiap ruangan memiliki 1 buah fire extinguisher CO2.
2. Terdapat sistem pompa hydrant pada bagian frying further yang dapat mengeluarkan air secara otomatis jika terdeteksi panas yang berlebihan ataupun asap.
2.10. Unit Pengolahan Limbah
PT. Charoen Pokphand Indonesia Medan menghasilkan limbah cair yang terdiri dari limbah minyak goreng dan limbah cair. Limbah minyak goreng yang dihasilkan dari proses peggorengan pada nugget dikumpulkan lalu dibuang ke tempat penampungan limbah d