LAPORAN TUGAS AKHIR
KONSEP PENGENDALIAN MUTU DAN
Hazard Analysis Critical Control Point
(HACCP)
NATA DE CASSAVA
Di Home Industri Inti Cassava, Bantul, Yogyakarta
Untuk Memenuhi Sebagai Persyaratan Guna Mencapai Gelar Ahli Madya Teknologi Hasil Pertanian di Fakultas Pertanian
Universitas Sebelas Maret Surakarta
Disusun Oleh :
Ririn Setyantini H3108095
PROGRAM DIPLOMA III TEKNOLOGI HASIL PERTANIAN FAKULTAS PERTANIAN
UNIVERSITAS SEBELAS MARET SURAKARTA
commit to user
commit to user
iii
KONSEP PENGENDALIAN MUTU DAN
Hazard Analysis Critical Control Point (HACCP) NATA DE CASSAVA
Di Home Industri Inti Cassava, Bantul, Yogyakarta Ririn Setyantini 1
H 3108095
Esti Widowati, S.Si, M.P 2 dan Ir. Choiroel Anam M.P, M.T 3 ABSTRAK
Nata adalah produk olahan makanan yang berserat dibuat melalui proses fermentasi gula oleh bakteri Acetobacter xylinum. Praktek Quality Control Di Home Industri Inti Cassava Bantul yang memproduksi nata de cassava dilakukan dengan tujuan untuk mengetahui proses pembuatan nata de cassava, mengevaluasi konsep pengendalian mutu dan menganalisis konsep Hazard Analysis Critical Control Point (HACCP) pada bahan baku, proses produksi hingga produk akhir. Data diperoleh melalui wawancara, observasi, studi pustaka dan dokumentasi. Pengendalian mutu pada pembuatan nata de cassava meliputi pengendalian mutu bahan baku, proses produksi dan produk akhir. Setiap proses tersebut selalu diperhatikan pengendalian mutunya supaya diperoleh nata yang berkualitas. Hasil analisis menunjukkan bahwa bahan baku limbah cair tapioka, starter Acetobacter xylinum sudah baik dalam penanganannya. Sedangkan untuk pengendalian mutu proses produksi harus diperhatikan pada waktu perebusan, fermentasi dan kebersihan alat serta tempat produksi supaya nata yang dihasilkan mempunyai kualitas yang bagus. Uji produk akhir nata dilakukan pengujian secara mikrobiologis pada produk nata de cassava mentah, jenis uji yang dilakukan adalah uji Angka Lempeng Total (ALT) nata mentah didapatkan hasil sebesar 3,1 x107 CFU/g dan serat pangan sebesar 1,1 %. Perancangan konsep HACCP pada proses pembuatan nata de cassava ini dilakukan dengan menggunakan analisis pengambilan keputusan (Decision tree). Identifikasi menunjukkan bahaya yang merupakan Critical Control Point (CCP) pada proses pembuatan nata de cassava adalah perebusan limbah cair tapioca dan pendinginan, pemberian starter (inokulasi).
Kata kunci : HACCP, Pengendalian mutu, Proses pembuatan nata de cassava,
Keterangan :
1. Mahasiswa Program Studi D-III Teknologi Hasil Pertanian Fakultas Pertanian Universitas Sebelas Maret Surakarta dengan Nama Ririn Setyantini NIM H3108095
commit to user
iv
MOTTO
M asa depan tidak selalu lebih baik dari pada masa lalu,
tapi persiapkanlah diri anda untuk hadapi masa depan,
agar masa depan anda menjadi lebih baik dari pada masa
...lalu
commit to user
v
PERSEMBAHAN
Segala puji syukur bagi Allah SWT Pencipta dan Penguasa seluruh
jagat raya yang telah memberikan Rahmat dan Hidayah-Nya sehingga
penulis dapat menyelesaikan penyusunan Tugas Akhir konsep
pengendalian mutu dan HACCP. Tugas ini merupakan refleksi dari
perjuangan yang telah penulis lakukan, karya yang merupakan kumpulan
dari tawa, keringat dan air mata ini saya persembahkan kepada:
Allah SWT yang telah memberikan rahmatnya hingga diberikan kelancaran, kesehatan dan keselamatan pada hambanya, semoga rahmat
yang diberikan tidak akan ada habisnya hingga semasa hidup
Amien………
Ayah dan Ibu yang selalu terjaga dikala malam, hanya untuk mendoakanku dan berjuang untuk biaya kuliahku serta memberikan dukungan moral,
spiritual bahkan financial yang tanpa pamrih. Adikku tersayang yang selalu
menghiburku dikala kakak sedang sedih. Tetap semangat sekolah semoga
bisa membanggakan orangtua dan semua saudaraku yang sudah memberi
dukungan penuh hingga sekarang
Jatmoko, terima kasih atas dukunganmu dan kasih sayang yang diberikan, nasehat-nasehatmu membuat aku selalu kuat dan tabah. Maafkan aku jika
aku terkadang menjengkelkan.
Teman-teman tujuh kurcaci (Mita, Afri, Cemplux (ika), Funny, joy (dyah), lupie) terima kasih atas dukungan kalian semua, kebersamaan dengan
kalian tak akan aku lupakan.
commit to user
vi
KATA PENGANTAR
Segala puji syukur penyusun panjatkan kepada Allah SWT yang
telah melimpahkan rahmat dan petujukNya, sehingga penyusun dapat
menyelesaikan penulisan Laporan Tugas Akhir Konsep Pengendalian Mutu
dan Hazard Analysis Critical Control Point (HACCP) nata de cassava di
Home Industri Inti Cassava ini dengan lancar.
Penulisan laporan ini merupakan salah satu tugas akhir sebagai
salah satu syarat kelulusan untuk meraih gelar Ahli Madya Teknologi Hasil
Pertanian Universitas Sebelas Maret.
Isi singkat dari laporan tugas akhir ini yaitu membahas tentang
konsep pengendalian mutu lembaran nata de cassava pada home industri
inti cassava, bantul, yogyakarta.
Pada kesempatan kali ini penyusun ingin menyampaikan terima
kasih kepada:
1. Prof. Dr. Ir. Bambang Pujiasmanto, M.S selaku Dekan Fakultas Pertanian
Universitas sebelas Maret.
2. Ir. Choiroel Anam M.P, M.T selaku Ketua Program Studi Teknologi Hasil
Pertanian Diploma III Fakultas Pertanian.
3. Esti Widowati, S.Si, M.P selaku Dosen Pembimbing pertama tugas akhir
Program Studi Diploma III Teknologi Hasil Pertanian, terima kasih atas
bimbingan dan arahan yang diberikan.
4. Ir. Choiroel Anam M.P, M.T selaku Dosen Pembimbing kedua tugas akhir
Program Studi Diploma III Teknologi Hasil Pertanian, terima kasih atas
bimbingan dan arahan yang diberikan
5. Bapak Mayasto Selaku Pemilik Home Industri Inti Cassava.
6. Ayah, ibu dan adik yang selalu memberikan segalanya untukku.
7. Teman-teman satu angkatan, kakak dan adik tingkat Diploma III Teknologi
Hasil Pertanian, terimakasih atas kebersamaannya.
8. Dosen serta karyawan THP terima kasih atas ilmu dan fasilitas yang
commit to user
vii
9. Serta semua pihak yang telah ikut membantu menyelesaikan laporan
magang ini.
Penulis menyadari bahwa laporan tugas akhir ini masih sangat
kurang dari sempurna, sehingga besar harapan penulis akan adanya saran
dan kritik yang mendukung dari semua pihak. Akhirnya penulis berharap
semoga laporan yang sederhana ini dapat bermanfaat nantinya.
Surakarta, Juli 2011
commit to user
viii
DAFTAR ISI
HALAMAN JUDUL ... i
HALAMAN PENGESAHAN ... ii
ABSTRAK ... iii
MOTTO ... iv
HALAMAN PERSEMBAHAN ... v
KATA PENGANTAR ... vi
DAFTAR ISI ... viii
DAFTAR TABEL ... x
DAFTAR GAMBAR ... xi
BAB I PENDAHULUAN 1.1 Latar Belakang ... 1
1.2 Rumusan Masalah ... 2
1.3 Tujuan ... 3
BAB II TINJAUAN PUSTAKA 2.1 Nata De Cassava ... 4
2.2 Bahan Baku dan Bahan Pembantu ... 11
2.2.1Limbah cair tapioka ... 11
2.2.2Ammonium sulfat (ZA) ... 11
2.2.3Acetobacter xylinum ... 12
2.3 Pengawasan Mutu ... 13
2.4 Hazard Analysis Critical Control Point (HACCP) ... 17
BAB III METODE PELAKSANAAN 3.1 Pelaksana ... 21
3.2 Tempat dan Waktu Pelaksanaan ... 21
3.3 Metode Pelaksanaan ... 21
BAB IV HASIL DAN PEMBAHASAN 4.1 Proses Pembuatan Nata De Cassava ... 28
commit to user
ix
4.2.1Pengendalian Mutu Bahan Baku ... 34
4.2.2Pengendalian Mutu Proses Produksi ... 37
4.2.3Pengendalian Mutu Produk Akhir ... 40
4.2.4Hasil Pengujian Produk ... 45
4.3 Konsep Hazard Analysis Critical Control Point (HACCP) ... 46
4.3.1Deskripsi Produk ... 47
4.3.2Analisis Bahaya dan Tindakan Pencegahan ... 47
4.3.3Penetapan Critical Control Point (CCP) ... 51
4.3.4Parameter CCP, Penentuan batas kritis, Monitoring dan Tindakan Koreksi ... 54
4.4 Sanitasi Home Industri ... 55
4.4.1Sanitasi Ruangan Industri ... 55
4.4.2Sanitasi Peralatan ... 56
4.4.3Sanitasi Tenaga Kerja ... 57
4.4.4Sanitasi Bahan Baku ... 58
4.4.5Sanitasi Limbah ... 58
BAB V KESIMPULAN DAN SARAN 5.1 Kesimpulan ... 59
5.2 Saran ... 60
commit to user
x
DAFTAR TABEL
Tabel 2.1 Kandungan Gizi Nata De Cassava ... 4
Tabel 2.2 Syarat Mutu Nata dalam Kemasan ... 10
Tabel 4.1 Pengawasan Mutu dan Pengendalian Mutu Bahan Baku ... 36
Tabel 4.2 Pengawasan Mutu dan Pengendalian Mutu Proses Produksi ... 39
Tabel 4.3 Kecacatan pada Nata De Cassava ... 41
Tabel 4.4 Pengawasan Mutu dan Pengendalian Mutu Produk Akhir ... 45
Tabel 4.5 Analisis Bahaya pada Proses dan Cara Pengendalian ... 48
Tabel 4.6 Analisis Bahaya pada Bahan Baku dan Cara Pengendalian ... 50
Tabel 4.7 Penetapan CCP pada Bahan Baku ... 52
Tabel 4.8 Penetapan CCP pada Tahapan Proses ... 53
Tabel 4.9 Rencana HACCP ... 54
commit to user
xi
DAFTAR GAMBAR
Gambar 2.1 Proses Pembuatan Nata de cassava ... 7
Gambar 2.2 Bakteri Acetobacter xylinum ... 12
Gambar 2.3 Contoh Diagram Pareto ... 15
Gambar 2.4 Contoh Diagram Tulang Ikan ... 17
Gambar 2.5 Langkah Penyusunan dan Implementasi Sistem HACCP ... 20
Gambar 3.1 Diagram Alir Proses Uji Serat Makanan ... 27
Gambar 4.1 Proses Penambahan Gula pasir dan Ammonium sulfat ... 28
Gambar 4.2 Pewadahan Media pada Nampan ... 29
Gambar 4.3 Pemberian Starter ... 30
Gambar 4.4 Nampan-nampan yang Disusun pada Rak Fermentasi ... 31
Gambar 4.5 Lembaran Nata yang Baik ... 31
Gambar 4.6 Lembaran Nata Bersih Ditempatkan dalam Drum Plastik ... 32
Gambar 4.7 Diagram Alir Pembuatan Nata De Cassava ... 33
Gambar 4.8 Starter Nata ... 36
Gambar 4.9 Diagram Pareto Kecacatan Nata ... 41
Gambar 4.10 Diagram Tulang Ikan untuk Karakteristik Warna Nata tidak Putih ... 42
Gambar 4.11 Diagram Tulang Ikan untuk Karakteristik Tekstur Nata tidak Kenyal ... 43
Gambar 4.12 Diagram Tulang Ikan untuk Karakteristik Ketebalan Nata tidak Seragam ... 44
KONSEP PENGENDALIAN MUTU DAN HAZARD ANALYSIS CRITICAL CONTROL POINT
(HACCP) NATA DE CASSAVA
Di Home Industri Inti Cassava, Bantul, Yogyakarta
Ririn Setyantini 1
H 3108095
Esti Widowati, S.Si, M.P 2 dan Ir. Choiroel Anam M.P, M.T 3
ABSTRAK
Nata adalah produk olahan makanan yang berserat dibuat melalui proses fermentasi gula oleh bakteri Acetobacter xylinum. Praktek Quality Control Di Home Industri Inti Cassava Bantul yang memproduksi nata de cassava dilakukan dengan tujuan untuk mengetahui proses pembuatan nata de cassava, mengevaluasi konsep pengendalian mutu dan menganalisis konsep Hazard Analysis Critical Control Point (HACCP) pada bahan baku, proses produksi hingga produk akhir. Data diperoleh melalui wawancara, observasi, studi pustaka dan dokumentasi. Pengendalian mutu pada pembuatan nata de cassava meliputi pengendalian mutu bahan baku, proses produksi dan produk akhir. Setiap proses tersebut selalu diperhatikan pengendalian mutunya supaya diperoleh nata yang berkualitas. Hasil analisis menunjukkan bahwa bahan baku limbah cair tapioka, starter Acetobacter xylinum sudah baik dalam penanganannya, namun pengendalian mutu bahan baku harus tetap diawasi lagi. Sedangkan untuk pengendalian mutu proses produksi harus diperhatikan pada waktu perebusan, fermentasi dan kebersihan alat serta tempat produksi supaya nata yang dihasilkan mempunyai kualitas yang bagus. Uji produk akhir nata dilakukan pengujian secara mikrobiologis pada produk nata de cassava mentah, jenis uji yang dilakukan adalah uji Angka Lempeng Total (ALT) dan serat pangan. Berdasarkan ALT nata mentah didapatkan hasil sebesar 3,1 x107
CFU/g dan serat pangan sebesar 1,1 %. Perancangan konsep HACCP pada proses pembuatan nata de cassava ini dilakukan dengan menggunakan analisis pengambilan keputusan (Decision tree). Identifikasi menunjukkan bahaya yang merupakan Critical Control Point (CCP) pada proses pembuatan nata de cassava adalah perebusan limbah cair tapioca dan pendinginan; pemberian starter (inokulasi).
Kata kunci : HACCP, Pengendalian mutu, Proses pembuatan nata de cassava,
Keterangan :
1. Mahasiswa Program Studi D-III Teknologi Hasil Pertanian Fakultas Pertanian Universitas Sebelas Maret Surakarta dengan Nama Ririn Setyantini NIM H3108095 2. Dosen Pembimbing I/Penguji I
commit to user
BAB I PENDAHULUAN
1.1Latar Belakang
Produk makanan saat ini semakin beragam di pasaran. Seiring dengan
berjalannya waktu perhatian masyarakat terhadap pangan mulai mengarah
pada nilai gizi dan keamanan pangan. Banyak makanan di pasaran yang tidak
memperhatikan mutu produknya. Oleh karena itu pengendalian mutu produk
sangat diperlukan untuk menjaga mutu produk hingga ke tangan konsumen.
Salah satu produk olahan hasil pertanian yang bersaing di pasaran adalah
produk Nata De Cassava.
Dalam rangka menghasilkan produk pangan yang berkualitas tinggi
dengan harga yang sesuai dan bersaing dibutuhkan suatu sistem pengendalian
mutu, yang dimulai dari pengendalian mutu bahan baku, proses produksi
hingga produk akhir.
Industri pengolahan ketela pohon di Indonesia pada umumnya
mengolah limbah tanpa menggunakan sistem yang tepat sehingga
menyebabkan berbagai permasalahan bagi lingkungan sekitar. Salah satunya
adalah limbah cair sisa pengendapan pati yang dapat menyebabkan aroma
tidak sedap dan sebagai sumber penyakit. Air sisa pengendapan pati ini
sebenarnya memiliki potensi menjadi bahan baku pada produksi nata karena
kandungan karbohidrat tinggi. Salah satu cara alternatif pemanfaatannya
adalah mengolah limbah cair ini menjadi nata yang disebut Nata De Cassava.
Ketersediaan limbah cair tapioka sebagai bahan pembuat nata
melimpah dan mudah didapat, berdasarkan pengamatan di salah satu pembuat
pati tapioka yang terletak di Nangsri, Pundong, Bantul, untuk memproduksi
pati tapioka dari 2 kwintal singkong akan menghasilkan limbah cair sebanyak
300 liter. Di pundong, Bantul terdapat hampir 120 pembuat pati tapioka,
dengan kapasitas produksi 2-4 kuintal singkong/pembuat. Sehingga dihasilkan
commit to user
Nata de Cassava merupakan inovasi baru produk makanan berserat
yang layak dalam persaingan industri makanan di Indonesia. Nata De Cassava
adalah salah satu diversifikasi (varian) produk dari Nata De Coco. Nata De
Cassava merupakan jenis minuman yang merupakan selulosa (dietary fiber)
yang dihasilkan dari limbah cair tepung tapioka melalui proses fermentasi
yang melibatkan mikroorganisme yang disebut bibit nata (Pambayun, 2002).
Pembuatan nata pada prinsipnya adalah pembentukan selulosa melalui
fermentasi gula oleh bakteri Acetobacter xylinum (Winarno, 2002). Proses
pembuatan nata de cassava melalui beberapa tahap proses antara lain
pencampuran limbah cair tapioka dengan parutan singkong, perebusan,
penyaringan, pewadahan dan pendinginan, pemberian bibit dan fermentasi.
Bakteri Acetobacter xylinum akan dapat membentuk nata jika ditumbuhkan
dalam media yang berisi dengan karbon (C) dan nitrogen (N), melalui proses
terkontrol. Bakteri akan menghasilkan enzim ekstraseluler yang dapat
mempolimerisasi gula menjadi homopolimer serat (Pambayun, 2002).
Produk Nata De Cassava salah satu produk baru yang muncul di
pasaran Indonesia. Supaya produk tersebut dapat bersaing dan bertahan di
pasaran maka perlu dilakukan pengendalian mutu dengan baik dan efisien
sehingga produk tersebut mempunyai kualitas yang bermutu. Pengendalian
mutu dimulai dari pengendalian mutu bahan baku, proses produksi hingga
produk akhir.
1.2Rumusan Masalah
1. Bagaimana potensi limbah cair tapioka yang digunakan sebagai bahan
bakan baku pembuatan nata de cassava dan proses pembuatan nata de
cassava?
2. Bagaimana konsep pengendalian mutu yang sudah diterapkan pada bahan
baku, proses produksi sampai produk akhir nata de cassava ?
3. Bagaimana konsep HACCP yang diterapkan pada bahan baku dan proses
commit to user
1.3Tujuan
Tujuan dari pelaksanaan Praktek Quality Control “Pengendalian Mutu
Nata De Cassava” ini adalah :
1. Untuk mengetahui proses pembuatan nata de cassava.
2. Untuk mengevaluasi konsep pengendalian mutu yang sudah diterapkan
pada bahan baku, proses produksi sampai produk akhir nata de cassava.
3. Untuk menganalisis konsep HACCP pada bahan baku dan proses produksi
nata de cassava.
commit to user
4
BAB II
TINJAUAN PUSTAKA
2.1 Nata De Cassava
Nata berasal dari Philifina. Nata digunakan untuk menyebut suatu
pembentukan gel (agar-agar) yang terapung di permukaan. Gel tersebut
merupakan sellulosa yang dihasilkan oleh bakteri Acetobacter xylinum
(Collado, 1987 dan Moat, 1988). Bakteri Acetobacter xylinum tersebut
dapat membentuk nata jika ditumbuhkan dalam media yang berisi karbon
dan nitrogen melalui proses terkontrol. Bakteri tersebut akan menghasilkan
enzim ekstraseluler yang dapat mempolimerisasi gula menjadi
homopolimer serat (Pambayun, 2002).
Nata de cassava merupakan hasil fermentasi secara mikrobiologis
dengan menggunakan bahan baku limbah cair tapioka dan starter
Acetobacter xylinum. Karakteristik fisik produk ini yaitu berwarna putih,
kenyal, dan produk mentahnya beraroma tape. Rasa dari nata de cassava
hampir sama dengan nata de coco (Inti Cassava, 2011). Kandungan gizi
nata de cassava (Tabel 2.1) menurut home industri inti cassavaantara lain mengandung air, abu, protein, lemak dan serat kasar. Menurut penelitian
dari Balai Mikrobiologi, Puslitbang Biologi LIPI, di dalam 100 gram nata
de coco terkandung nutrisi, antara lain lemak 20 %, karbohidrat 36,1 %,
Ca 12 %, Fosfor 2 %, Fe 0,5 % dan mengandung air yang cukup banyak
(sekitar 80%).
Tabel 2.1 Kandungan Nata De Cassava
Kandungan Kadar (%)
Air Abu Protein Lemak Serat Kasar
97,83 0,3 0,04
0 1,7
Nata sangat baik apabila diolah menjadi makanan ataupun
minuman penyegar karena nata mengandung serat pangan (dietary fibre).
Nata sangat berperan dalam proses pencernaan makanan yang terjadi di
usus halus dan penyerapan air dalam usus besar, sehingga sangat
bermanfaat dalam pencernaan dan sangat baik bagi kesehatan (Pambayun,
2002).
Tahapan proses pembuatan nata de cassava (Arviyanti dan
Yuliamarta, 2009) sebagai berikut:
1. Penyaringan
Limbah cair tapioka melalui tahapan proses penyaringan untuk
memisahkan ampas. Penyaringan dilakukan dengan menggunakan
penyaring plastik, namun akan lebih baik apabila dilakukan dengan
menggunakan kain penyaring yang biasa digunakan dalam
penyaringan sari kedelai saat pembuatan tahu. Filtrat yang digunakan
sebanyak 250 ml.
2. Perebusan
Filtrat yang sudah diperoleh direbus dengan penambahan gula
25 g dan ammonium sulfat 1 g. Penggunaan ammonium sulfat dapat
diganti dengan dengan alternatif lain seperti urea, tetapi secara teknis
ammonium sulfat (ZA) mempunyai kelebihan dibandingkan urea.
Kelebihannya adalah murah dan mudah larut dalam air. Perebusan
dilakukan hingga mendidih (suhu 1000C) sesekali dilakukan
pengadukan dan dipertahankan selama 3 menit. Perebusan media
menggunakan dandang atau panci besar yang terbuat dari bahan
antikarat seperti stainless steel dan menggunakan kompor atau
tungku dengan bahan bakar kayu.
3. Pendinginan
Setelah perebusan selesai, media langsung dituangkan
kedalam nampan. Pendinginan paling baik dilakukan dengan cara
membiarkan media dalam nampan selama 1 malam sampai mencapai
commit to user
menggunakan kertas koran, karena harganya relatif lebih murah dan
mudah dalam penggunaannya. Sekeliling bibir nampan kemudian
diikat dengan karet.
4. Inokulasi
Penambahan bibit nata atau starter (Acetobacter xylinum)
dilakukan apabila media benar-benar dalam keadaan dingin. Apabila
pemberian starter dilakukan pada waktu media masih dalam keadaan
panas atau hangat, maka starter dapat mengalami kematian, sehingga
proses fermentasi tidak dapat berlangsung. Starter yang digunakan
sebanyak 50 ml.
5. Fermentasi
Media yang sudah diberi starter dibiarkan selama 12 hari
supaya terjadi fermentasi dan terbentuk nata. Fermentasi dilakukan
dalam suhu ruang 300C-310C. Faktor yang mempengaruhi fermentasi
adalah suhu dan kelembaban. Fermentasi dilakukan dalam
nampan-nampan yang disusun diatas rak-rak fermentasi. Rak-rak fermentasi
diletakkan ditempat yang bebas dari getaran.
6. Pemanenan
Pemanenan dilakukan apabila telah terbentuk nata. Pemanenan
juga dapat dilakukan setelah fermentasi mencapai 12 hari.
Penundaan pemanenan hanya sampai pada hari keempat belas. Jika
penundaan dilakukan melebihi batas maksimal tersebut maka nata
yang sudah terbentuk akan ditumbuhi oleh jamur dan menjadi rusak.
7. Pencucian
Pemanenan dilakukan dengan cara mengambil nata dari setiap
nampan. Selanjutnya, dilakukan proses pencucian lembaran nata
menggunakan air. Tujuan pencucian untuk menghilangkan lendir
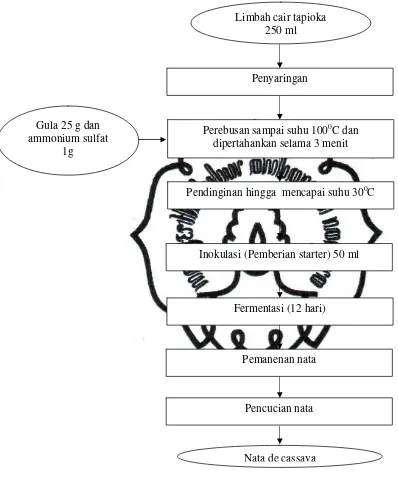
yang menempel pada nata. Diagram alir proses pembuatan nata de
Gambar 2.1 Proses Pembuatan Nata de cassava Limbah cair tapioka
250 ml
Gula 25 g dan ammonium sulfat
1g
Penyaringan
Perebusan sampai suhu 1000C dan dipertahankan selama 3 menit
Pendinginan hingga mencapai suhu 300C
Inokulasi (Pemberian starter) 50 ml
Fermentasi (12 hari)
Pemanenan nata
Pencucian nata
commit to user
Penyiapan Starter
Starter adalah bibit A. xylinum yang telah ditumbuhkan dalam
substrat pertumbuhan kultur tersebut sehingga populasi bakteri A.
xylinum mencapai karapatan optimal untuk proses pembuatan nata yaitu 1
x 109 sel/ml. Biasanya karapatan ini akan dicapai pada pertumbuhan
kultur tersebut dalam susbtrat selama 48 jam (2 hari) (Misgiyardi, 2007).
Proses pembuatan starter nata dilakukan dengan cara yang hampir
sama dengan pembuatan nata. Perbedaannya adalah pada pembuatan nata
yaitu media dimasukkan dalam nampan. Sedangkan pada pembuatan
starter, media dimasukkan dalam botol kaca transparan. Seperti
pembuatan nata, inokulasi dilakukan setelah media dalam botol dingin
dengan suhu 280C-320C. Starter yang diinokulasi sebanyak 10% (v/v).
Setelah diinkubasi selama 6 hari, starter tersebut dapat digunakan untuk
diinokulasikan pada media pembuatan lembaran nata (Alaban, 1961).
Kualitas starter harus diketahui terlebih dahulu secara pasti, sebelum
starter digunakan.
Indikator kualitas starter yang baik secara visual dapat diketahui
seperti kekeruhan yang timbul secara merata, terbentuknya lapisan nata
pada permukaan cairan dan tidak berbuih. Kekeruhan yang timbul tidak
merata memungkinkan starter terkontaminasi oleh jamur. Terbentuknya
buih menunjukkan adanya gas CO2 atau NH3 yang terbentuk akibat
mikrobia kontaminan (Pambayun, 2002).
Substrat atau media pertumbuhan bakteri A. xylinum berbentuk cair
dan mengandung nutrisi yang diperlukan untuk pertumbuhan. Ada
beberapa faktor yang berkaitan dengan kondisi nutrisi. Senyawa sumber
karbon yang digunakan dalam fermentasi nata adalah monosakarida dan
disakarida. Monosakarida adalah karbohidrat yang tidak dapat dihidrolisis
menjadi bentuk yang lebih sederhana. Monosakarida meliputi glukosa,
galaktosa, fruktosa. Sedangkan disakarida adalah karbohidrat yang
tersusun dari 2 molekul monosakarida, yang dihubungkan oleh ikatan
nata dapat terjadi pada media yang mengandung senyawa-senyawa
glukosa, sukrosa dan laktosa. Sumber karbon yang sering digunakan
adalah sukrosa atau gula pasir, berdasarkan pertimbangan ekonomis.
Konsentrasi gula pada medium juga akan mempengaruhi produktivitas
selulosa. Jumlah yang dibutuhkan menurut Alaban, (1961) adalah sukrosa
5-8 %.
Sumber nitrogen merupakan faktor pendukung pertumbuhan
bakteri nata dapat berasal dari senyawa organik maupun senyawa
anorganik. Senyawa organik seperti protein dan ekstrak yeast. Senyawa
anorganik seperti urea dan ammonium sulfat. Sumber nitrogen anorganik
sangat murah dan fungsinya tidak kalah jika dibandingkan dengan sumber
nitrogen organik. Bahkan diantara sumber nitrogen anorganik yaitu
ammonium sulfat, memiliki kelebihan seperti murah dan mudah larut
dalam air. Ammonium sulfat merupakan bahan yang lebih cocok
digunakan berdasarkan kualitas nata yang dihasilkan (Alaban, 1961).
Menurut penelitian yang dilakukan Anam (2010), bahwa
penggunaan Ammonium sulfat (ZA) lebih baik dalam produksi
pembuatan nata. Ammonium sulfat (ZA) menghasilkan nata kurang lebih
50 gram pada media yang sama, lebih banyak apabila dibandingkan
dengan pemberian urea yang hanya mampu memproduksi nata sebesar
kurang lebih 20 gram.
Penggunaan sumber N dan sumber C pada media pembuatan nata
digunakan sebagai nutrisi pertumbuhan bakteri A. xylinum. Nutrisi
merupakan salah satu faktor yang mempengaruhi pertumbuhan bakteri A.
xylinum. Sumber N yang digunakan adalah ammonium sulfat sebanyak
maksimal 0,5% sedangkan sumber C berasal dari gula penggunaannya
commit to user
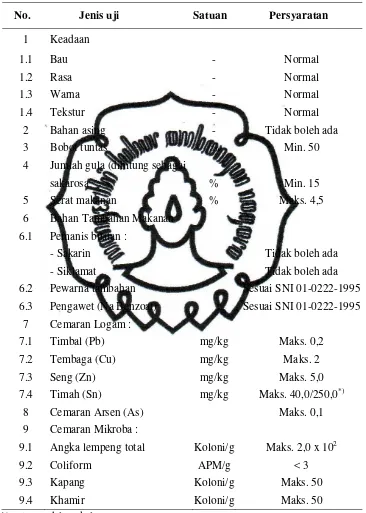
Tabel 2.2 Syarat Mutu Nata dalam Kemasan
*) Dikemas dalam kaleng Sumber : SNI No 01-4317-1996
No. Jenis uji Satuan Persyaratan
1 Keadaan
1.1 Bau - Normal
1.2 Rasa - Normal
1.3 Warna - Normal
1.4 Tekstur - Normal
2 Bahan asing - Tidak boleh ada
3 Bobot tuntas % Min. 50
4 Jumlah gula (dihitung sebagai
sakarosa % Min. 15
5 Serat makanan % Maks. 4,5
6 Bahan Tambahan Makanan
6.1 Pemanis buatan :
- Sakarin Tidak boleh ada
- Siklamat Tidak boleh ada
6.2 Pewarna tambahan Sesuai SNI 01-0222-1995
6.3 Pengawet (Na Benzoat) Sesuai SNI 01-0222-1995
7 Cemaran Logam :
7.1 Timbal (Pb) mg/kg Maks. 0,2
7.2 Tembaga (Cu) mg/kg Maks. 2
7.3 Seng (Zn) mg/kg Maks. 5,0
7.4 Timah (Sn) mg/kg Maks. 40,0/250,0*)
8 Cemaran Arsen (As) Maks. 0,1
9 Cemaran Mikroba :
9.1 Angka lempeng total Koloni/g Maks. 2,0 x 102
9.2 Coliform APM/g < 3
9.3 Kapang Koloni/g Maks. 50
2.2 Bahan Baku dan Bahan Pembantu
Bahan baku dan bahan pembantu dalam proses pembuatan Nata De
Cassava meliputi limbah cair tapioka, ammonium sulfat dan starter
Acetobacter xylinum.
2.2.1 Limbah cair tapioka
Bahan baku Nata de cassava berasal dari limbah cair tapioka.
Oleh karena itu limbah cair tapioka dihasilkan dari proses pembuatan
tepung tapioka, baik dari pencucian bahan baku sampai pada proses
pemisahan pati dari airnya atau pengendapan (Tim cassava, 2008).
Limbah cair tapioka masih mengandung bahan-bahan organik,
komponen terbesarnya adalah kandungan zat organik yaitu karbohidrat
sebesar 0,260%, protein 0,250%, lemak 0,035%, serat kasar 0,200%
dan kadar air 99,250% (Yuniarti, 2010).
Kandungan asam dalam limbah cair tapioka merupakan salah
satu persyaratan dalam pembuatan nata de cassava. Limbah cair yang
digunakan sebagai bahan baku nata de cassava adalah limbah yang
masih segar berumur maksimal 3 hari setelah pengendapan pati. Hal
ini disebabkan karena semakin lama umur limbah maka kandungan
asam semakin meningkat. Secara visual limbah cair yang sudah
berumur lebih dari dari 3 hari akan ditumbuhi jamur, berwarna kuning
dan berbau kurang enak (Inti Cassava, 2011).
2.2.2 Ammonium sulfat (ZA)
Ammonium sulfat adalah pupuk kimia buatan yang dirancang
untuk memberi tambahan nitrogen dan belerang. Nama ZA adalah
singkatan dari istilah bahasa Belanda, zwavelzure ammoniak, yang
berarti ammonium sulfat. Jenis pupuk ini diberikan sebagai sumber
nitrogen dalam proses pembuatan nata (Anam, 2010).
Pemberian Ammonium sulfat atau Zink ammonium sulfat (ZA)
sebagai sumber nitrogen akan membantu pertumbuhan bakteri dan
merangsang terbentuknya struktur nata yang tebal dan kompak
commit to user
pembentukan selulosa dan mempengaruhi ketebalan nata. Penggunaan
ammonium sulfat yang berlebihan akan menurunkan pH medium
sehingga menyebabkan kondisi fermentasi menjadi terlalu asam
(Rosario, 1978).
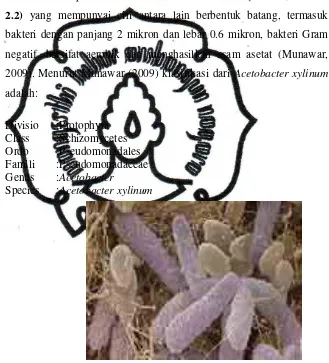
2.2.3 Acetobacter xylinum
Bakteri pembentuk Nata adalah Acetobacter xylinum (Gambar 2.2) yang mempunyai ciri antara lain berbentuk batang, termasuk bakteri dengan panjang 2 mikron dan lebar 0.6 mikron, bakteri Gram
negatif, bersifat aerobik dan menghasilkan asam asetat (Munawar,
2009). Menurut Munawar (2009) klasifikasi dari Acetobacter xylinum
adalah:
Divisio :Protophyta Class :Schizomycetes Ordo :Pseudomonadales Famili :Pseudomonadaceae Genus :Acetobacter
Species :Acetobacter xylinum
Gambar 2.2 Bakteri Acetobacter xylinum
Acetobacter xylinum secara luas terdapat di alam dan umumnya
merupakan kontaminan dalam industri vinegar yang menggunakan A.
acetii. A. xylinum dapat diisolasi dari buah yang busuk, sayuran dan air
kelapa yang terfermentasi. A. xylinum mampu tumbuh pada pH sekitar
pada pH 4,0 – 5,0 (Hidayat, 2009). Bakteri nata A. xylinum merupakan
mikrobia aerobik. Dalam pertumbuhan, perkembangan dan
aktivitasnya, bakteri ini sangat memerlukan oksigen. Bila kekurangan
oksigen bakteri ini akan mengalami gangguan atau hambatan dalam
pertumbuhannya bahkan akan mengalami kematian. Untuk membuat
suasana aerob wadah untuk fermentasi memiliki permukaan yang luas
dan penutupan dengan penutup yang masih dapat ditembus oleh udara,
misalnya dengan kertas yang berpori–pori (Pambayun, 2002).
Bakteri Acetobacter xylinum memiliki kemampuan untuk
membentuk selaput tebal pada permukaan cairan fermentasi yaitu
komponen selulosa. Komponen inilah yang lebih lanjut disebut nata
(Stainer et al, 1963). Faktor-faktor yang mempengaruhi keberhasilan
dan keoptimalan produksi selulosa dari Acetobacter xylinum dalam
pembentukan nata adalah ketersediaan nutrisi dalam medium, sumber
karbon, sumber nitrogen, derajat keasaman media, suhu, dan oksigen
(Judoamidjojo dan Darwis, 1992).
2.3 Pengawasan Mutu
Pengawasan mutu mencakup pengertian yang luas, meliputi aspek
kebijaksanaan, standardisasi, pengendalian, jaminan mutu, pembinaan
mutu dan perundang-undangan (Soekarto, 1990). Pengendalian mutu
pangan ditujukan untuk mengurangi kerusakan atau cacat pada hasil
produksi berdasarkan penyebab kerusakan tersebut. Hal ini dilakukan
melalui perbaikan proses produksi yang dimulai dari tahap pengembangan,
perencanaan, produksi, pemasaran, pelayanan hasil produksi dan jasa pada
tingkat biaya yang efektif, optimum untuk memuaskan konsumen.
Kegiatan yang dilakukan dalam pengendalian mutu yaitu, penetapan
standar (pengkelasan), penilaian kesesuaian dengan standar (inspeksi dan
pengendalian), serta melakukan tindak koreksi (Hubies, 1997).
Untuk mempertahankan mutu produk pangan sesuai dengan yang
commit to user
maka perusahaan-perusahaan mengacu sistem pengendalian mutu yang
dapat ditempuh dengan upaya-upaya sebagai berikut (Kadarisman, 1994) :
1. Pengadaan Bahan Baku. Pengadaan bahan baku bahan tambahan
industri harus direncanakan dan dikendalikan dengan baik.
2. Pengendalian Proses Produksi. Pengendalian proses produksi
dilakukan secara terus menerus meliputi kegiatan-kegiatan antara lain,
pengendalian bahan dan kemampuan telusur dengan inti kegiatan ini
adalah sebagai inventory system, dengan tujuan untuk pengendalian
kerusakan bahan baku, pengendalian dan pemeliharaan alat, proses
khusus, yaitu proses produksi yang kegiatan pengendaliannya
merupakan hal yang sangat penting terhadap mutu produk dan yang
terakhir yaitu pengendalian dan perubahan proses produksi.
3. Pengendalian Produk Akhir. Tujuan utama dari pengendalian mutu
produk akhir adalah untuk mengetahui apakah item atau lot yang
dihasilkan dapat memenuhi persyaratan sesuai dengan prosedur yang
telah ditetapkan oleh perusahaan.
Beberapa macam alat yang digunakan dalam mendeteksi dan
memecahkan masalah dalam sebuah pengendalian mutu antara lain :
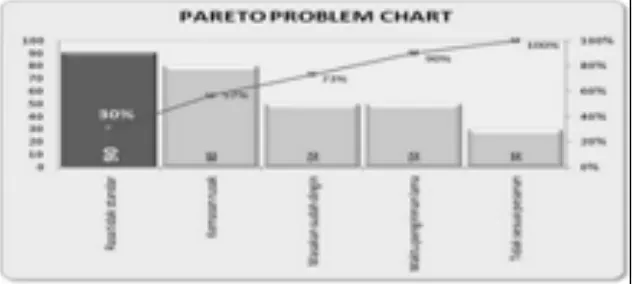
a. Diagram Pareto
Diagram pareto merupakan alat bantu berupa diagram batang
terurut berdasarkan data yang paling besar ke nilai data yang paling
kecil. Data yang diplot kebanyakan data persentase kecacatan atau
penyebab kecacatan. Dengan diagram pareto dapat dilihat adanya
faktor-faktor yang memiliki dampak paling besar terhadap proses,
yang kemudian dapat mempermudah untuk menganalisis dan
menemukan solusi yang paling tepat untuk sebuah perusahaan
(Kadarisman, dan Wirakartakusumah, 1995).
Langkah-langkah dalam pembuatan diagram pareto, antara lain
1. menentukan metode yang akan digunakan untuk mengklarifikasi
data berdasarkan jenis permasalahan, penyebab kecacatan dan
lain-lain.
2. menetapkan parameter yang akan digunakan untuk membuat
urutan dari karakteristik.
3. mengumpulkan data dalam interval waktu yang sesuai.
4. menjumlahkan data kemudian mengurutkannya dari yang terbesar
ke yang terkecil.
5. menghitung persentase kumulatif.
6. membuat diagram pareto dan mencari karakteristik data yang
memiliki nilai frekuensi terbesar.
Pembuatan diagram pareto bertujuan untuk menunjukkan urutan
prioritas dari sejumlah masalah yang biasanya terkonsentrasi hanya
pada satu atau dua jenis masalah utama saja dari berbagai jenis
masalah yang muncul selama pengamatan. Pembuatan diagram pareto
umumnya dilakukan sebagai lanjutan dari analisis-analisis sebelumnya
seperti brainstorming dan pembuatan check sheet. Hasil-hasil dari
analisis terdahulu tersebut kemudian divisualisasikan dengan
menggunakan diagram pareto untuk menunjukkan bagaimana
pentingnya menanggulangi masalah utama yang ditunjukkan dalam
diagram pareto tersebut (Alli, 2004). Contoh diagram pareto dapat
dilihat pada Gambar 2.3
commit to user
b. Diagram Tulang IkanDiagram tulang ikan merupakan suatu alat bantu yang berbentuk
garis yang tersusun dari garis-garis dan simbol untuk menggambarkan
hubungan sebab dan akibat dari permasalahan. Dengan adanya
diagram tulang ikan ini maka dapat memudahkan dalam mengetahui
berbagai penyebab suatu masalah secara terorganisir sehingga
memudahkan dalam mencari atau memberikan solusi dari
permasalahan tersebut dan memudahkan untuk menganalisis
permasalahan tersebut. Sebab-sebab yang ada dikelompokkan menjadi
beberapa sebab utama, yaitu material, pekerja (man), metode kerja
(method), mesin (machine), dan lingkungan (environtment)
(Nurrahman, 2009).
Langkah-langkah pembuatan diagram tulang ikan atau fishbone
diagram untuk mengidentifikasi sebab-sebab adalah sebagai berikut
(Nurrahman, 2009) :
1. menentukan karakteristik mutu yang akan diperbaiki.
2. memilih karakteristik mutu dan menulisnya pada sebuah kotak
disebelah kanan, kemudian memberi gambar tulang ikan ke
belakang. Sebab-sebab utama (material, machine, man dan
lain-lain) yang mempengaruhi karakteristik mutu sebagai tulang yang
besar dituliskan pada tulang-tulang yang besar.
3. menulis sebab-sebab kedua yang mempengaruhi tulang besar
(sebab utama) sebagai tulang ukuran sedang dan menulis
sebab-sebab ketiga pada tulang ukuran sedang sebagai tulang bahan
paling kecil.
4. menentukan kepentingan tiap faktor dan memberi tanda pada
faktor yang kelihatannya memiliki pengaruh paling besar pada
karakteristik mutu.
5. mencatat informasi yang diperlukan.
6. memeriksa kembali apakah semua item yang mungkin telah
semua telah tercantum dan hubungan sebab akibat juga telah
tergambar dengan tepat, maka diagram tersebut telah lengkap.
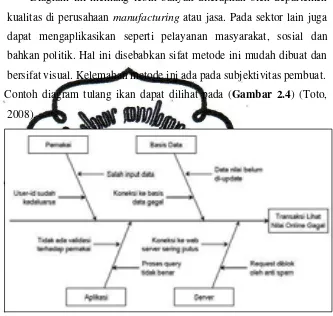
Diagram ini memang lebih banyak diterapkan oleh departemen
kualitas di perusahaan manufacturing atau jasa. Pada sektor lain juga
dapat mengaplikasikan seperti pelayanan masyarakat, sosial dan
bahkan politik. Hal ini disebabkan sifat metode ini mudah dibuat dan
bersifat visual. Kelemahan metode ini ada pada subjektivitas pembuat.
Contoh diagram tulang ikan dapat dilihat pada (Gambar 2.4) (Toto, 2008).
Gambar 2.4 Contoh Diagram Tulang Ikan
2.4 Hazard Analysis Critical Control Point (HACCP)
Sistem keamanan pangan berdasarkan (Hazard Analysis Critical
Control Point) HACCP didasarkan pada ilmu pengetahuan dan sistematika
dalam mengidentifikasi bahaya serta tindakan pengendaliannya. HACCP
adalah suatu piranti untuk menilai suatu bahaya spesifik dan menetapkan
sistem pengendalian yang menfokuskan pada pencegahan daripada
mengandalkan pengujian produk akhir (Thaheer, 2005).
Menurut Hadiwihardjo (1998), sistem HACCP mempunyai tiga
pendekatan penting dalam pengawasan dan pengendalian mutu produk
commit to user
proses produksi yang dapat menyebabkan timbulnya penyakit; (2)
kesehatan dan kebersihan pangan (whole-someness), merupakan
karakteristik produk atau proses dalam kaitannya dengan kontaminasi
produk atau fasilitas sanitasi dan higiene; (3) kecurangan ekonomi
(economic fraud), yaitu tindakan ilegal atau penyelewengan yang dapat
merugikan konsumen.
Tujuan dari penerapan HACCP dalam suatu industri pangan adalah
untuk mencegah terjadinya bahaya sehingga dapat digunakan sebagai
jaminan mutu pangan untuk memenuhi tuntutan konsumen. HACCP
bersifat sebagai sistem pengendalian mutu sejak bahan baku dipersiapkan
sampai produk akhir diproduksi masal dan didistribusikan. Oleh karena itu
dengan diterapkannya sistem HACCP akan mencegah resiko komplain
karena adanya bahaya pada suatu produk pangan. Selain itu, HACCP juga
dapat berfungsi sebagai promosi perdagangan di era pasar global yang
memiliki daya saing kompetitif (Food Science and Technology, 2005).
Konsep HACCP merupakan suatu metode manajemen keamanan
pangan yang bersifat sistematis dan didasarkan pada prinsip-prinsip yang
sudah dikenal, yang ditujukan untuk mengidentifikasi hazard (bahaya)
yang kemungkinan dapat terjadi pada setiap tahapan dalam rantai
persediaan makanan dan tindakan pengendalian ditempatkan untuk
mencegah munculnya hazard tersebut (Habibie, 2010).
Bahaya adalah suatu kemungkinan terjadinya masalah atau resiko
secara fisik, kimia dan biologi dalam suatu produk pangan yang dapat
menyebabkan gangguan kesehatan pada manusia. Beberapa bahaya yang
ada dapat dicegah atau diminimalkan melalui penerapan prasyarat dasar
pendukung sistem HACCP seperti Good Manufacturing Practices (GMP),
Sanitation Standard Operational Procedure (SSOP), Standard
Operational Procedure (SOP) dan sistem pendukung lainnya (Habibie,
2010).
Analisis bahaya adalah salah satu hal yang sangat penting dalam
rangka mencegah bahaya keamanan pangan, maka bahaya yang signifikan
atau beresiko tinggi dan tindakan pencegahan harus diidentifikasi. Hanya
bahaya yang signifikan atau yang memiliki resiko tinggi yang perlu
dipertimbangkan dalam penetapan critical control point (Habibie, 2010).
Critical control point (CCP) atau Titik Kendali Kritis didefinisikan
sebagai suatu titik, langkah atau prosedur yaitu pengendalian dapat
diterapkan dan bahaya keamanan pangan dapat dicegah, dihilangkan atau
diturunkan sampai ke batas yang dapat diterima. Pada setiap bahaya yang
telah diidentifikasi dalam proses sebelumnya, maka dapat ditentukan satu
atau beberapa CCP yaitu suatu bahaya dapat dikendalikan (Habibie, 2010).
Pemantauan merupakan kegiatan pengamatan titik kendali kritis
(TTK) yang berhubungan dengan batas kritis. Prosedur pemantauan titik
kendali kritis harus dapat menemukan ketidakterkendalian pada titik
kendali kritis (Thaheer, 2005).
Penetapan tindakan koreksi, tindakan koreksi yang spesifik harus
dikembangkan untuk setiap titik kendali kritis (TKK) dalam sistem
HACCP supaya dapat menangani penyimpangan yang terjadi.
Tindakan-tindakan harus memastikan bahwa CCP telah berada dibawah kendali.
Tindakan-tindakan harus mencakup disposisi yang tepat dan produk yang
terpengaruh. Penyimpangan dan prosedur disposisi produk harus
didokumentasikan dalam catatan HACCP.
Cara Produksi Pangan yang Baik (CPPB) atau Good
Manufacturing Practices (GMP) adalah suatu pedoman cara memproduksi
pangan yang bertujuan supaya produsen memenuhi persyaratan–
persyaratan yang telah ditentukan untuk menghasilkan produk makanan
bermutu dan sesuai dengan tuntutan konsumen. Dengan menerapkan
CPPB, diharapkan produsen pangan dapat menghasilkan produk pangan
yang bermutu, aman dikonsumsi dan sesuai dengan tuntutan konsumen,
bukan hanya konsumen lokal tetapi juga konsumen global. Dua hal yang
commit to user
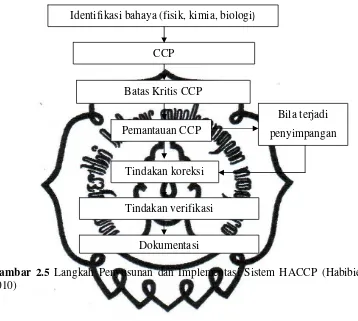
HACCP (Fardiaz, 1997). Langkah penyusunan dan implementasi sistem
[image:32.612.142.500.153.474.2]HACCP dapat dilihat pada Gambar 2.5
Gambar 2.5 Langkah Penyusunan dan Implementasi Sistem HACCP (Habibie, 2010)
Identifikasi bahaya (fisik, kimia, biologi)
CCP
Batas Kritis CCP
Pemantauan CCP
Tindakan koreksi
Tindakan verifikasi
Dokumentasi
Bila terjadi
commit to user
BAB III
METODE PELAKSANAAN
3.1Pelaksana
Ririn Setyantini : H 3108095
Program studi : D III Teknologi Hasil Pertanian
3.2Tempat dan Waktu Pelaksanaan
Kegiatan pembuatan Tugas Akhir ini dilakukan penelitian pada bulan
Maret sampai April 2011 di home industri inti cassava di Dukuh Nangsri,
Pundong, Srihardono, Bantul, Yogyakarta.
3.3Metode Pelaksanaan
Pengambilan data yang dilakukan secara:
3.3.1 Langsung
Melakukan wawancara, observasi, dan dokumentasi langsung pada
tempat home industri inti cassava.
3.3.2 Tidak langsung
Studi pustaka
Adalah mencari dan mempelajari pustaka mengenai
permasalahan-permasalahan yang berkaitan dengan pelaksanaan praktek quality control.
3.3.3 Pengujian produk
Pengujian secara mikrobiologis pada produk lembaran nata de
cassava dan jenis uji yang dilakukan adalah uji Angka Lempeng Total
(ALT). Uji lain yang dilakukan adalah uji keadaan, bahan asing,
pengukuran ketebalan nata dan serat makanan.
1. Keadaan
Syarat mutu keadaan nata sesuai dengan SNI No
01-4317-1996 (Syarat Mutu Nata Dalam Kemasan) dan cara pengujian keadaan
commit to user
butir 1.2 uji dilakukan pada produk siap dikonsumsi. Uji keadaan
meliputi bau nata, warna nata, tekstur nata.
2. Bahan asing
Syarat mutu bahan asing nata sesuai dengan SNI No
01-4317-1996 (Syarat Mutu Nata Dalam Kemasan) dan cara pengujian
bahan-bahan asing sesuai dengan SNI 01-2891-1992, Cara Uji Makanan dan
Minuman, butir 1.3. Pengujian dilakukan dengan cara memeriksa
sampel apakah mengandung bahan-bahan lain yang tidak sesuai.
Contoh bahan yang tidak sesuai seperti terdapat rambut, kerikil atau
bahan lain yang seharusnya tidak terdapat dalam produk jadi.
3. Uji angka lempeng total menurut (Badan Pengawasan Obat dan
Makanan, 2006). Kelebihan menggunakan metode Total Plate Count
(TPC) adalah dapat mengetahui jumlah mikroba dan mengetahui
adanya mikroba jenis lain yang terdapat dalam contoh.
a. Peralatan yang digunakan adalah inkubator (binder), autoclaf (GEA
model YX280B), alat gelas (pyrex) antara lain Erlenmeyer 500 ml,
tabung reaksi dan cawan petri, pipet ukur 1ml (iwaki), pipet ukur
25ml (iwaki), propipet (glasfirn.ni.num), Vortex (heidolp), hot
plate stirer (Maspion), pengaduk,
b. Bahan yang digunakan adalah aquadest dan Plate Count Agar
(PCA)
c. Cara uji Angka Lempeng Total (ALT)
1. Sampel ditimbang 1 gram kantong stomacher steril. Sampel
ditambahkan 99 ml aquadest steril secara aseptis dan
dihomogenkan dengan stomacher selama 30 detik sehingga
diperoleh suspensi dengan pengenceran 10-1.
2. Lima tabung reaksi disiapkan masing-masing berisi 9 ml air
steril. Hasil dari homogenisasi pada penyiapan sampel yang
merupakan pengenceran 10-1 dipipet sebanyak 1 ml kedalam
cawan petri PCA pertama. Selanjutnya sampel dihomogenkan
commit to user
diperoleh pengenceran 10-6 atau sesuai dengan pengenceran
yang diperlukan.
3. Setiap pengenceran dipipet 1 ml kedalam cawan petri duplo.
Dituang kedalam cawan petri segera digoyang dan diputar
membentuk angka 8 hingga suspensi tersebar merata. Setelah
media memadat, cawan diinkubasi pada suhu 350C-370C
selama 24-48 jam dengan posisi terbalik.
4. Cawan diamati dan dihitung jumlah koloni yang tumbuh.
Cara perhitungan jumlah koloni adalah:
1. Dipilih cawan petri dari satu pengenceran yang menunjukkan
jumlah koloni antara 25-250. Jumlah koloni rata-rata dari kedua
cawan (duplo) dihitung kemudian dikalikan dengan faktor
pengencernya. Hasil dinyatakan sebagai angka lempeng total
dalam tiap gram atau tiap ml sampel.
2. Disalah satu cawan petri menunjukkan jumlah koloni kurang
dari 25 atau lebih dari 250 koloni, dihitung jumlah rata-rata
koloni kemudian dikalikan dengan faktor pengencernya. Hasil
dinyatakan sebagai angka lempeng total dalam tiap gram atau
tiap ml sampel dengan menuliskan bahwa jumlah koloni (<25).
3. Jika terdapat cawan-cawan dari dua tingkat pengenceran yang
berurutan menunjukan jumlah koloni antara 25-250, maka
dihitung jumlah koloni dari masing-masing tingkat
pengenceran kemudian dikalikan dengan faktor
pengencerannya. Apabila hasil perhitungan pada tingkat yang
lebih tinggi diperoleh jumlah koloni rata-rata lebih besar dua
kali jumlah koloni rata-rata pengenceran dibawahnya maka
angka lempeng total dipilih dari tingkat pengenceran yang lebih
rendah (misal pada pengenceran 10-2 jumlah koloni rata-rata
140, pada pengenceran 10-3 jumlah koloni rata-rata 32, maka
dipilih jumlah koloni 140x10-2CFU). Bila hasil perhitungan
commit to user
rata-rata kurang dari dua kali jumlah rata-rata pada
pengenceran dibawahnya, maka angka lempeng total dihitung
dari rata-rata jumlah koloni kedua tingkat pengenceran tersebut
(misal pada 10-2 jumlah koloni rata-rata 240, pada pengenceran
10-3 jumlah koloni rata-rata 410), maka angka lempeng total
adalah :
2
410 240+
x 102 = 325x102
4. Bila tidak satupun koloni dalam cawan maka angka lempeng
total dinyatakan sebagai kurang dari satu dikalikan faktor
pengenceran terendah.
5. Jika seluruh cawan menunjukan jumlah koloni lebih dari 250,
dipilih cawan dari tingkat pengenceran tertinggi kemudian
dibagi menjadi beberapa sektor (2,4 atau 8) dan dihitung
jumlah koloni dikalikan jumlah sektor kemudian dihitung
rata-rata dari kedua cawan dan dikalikan dengan faktor
pengenceran.
6. Jumlah koloni rata-rata dari 1/8 bagan cawan lebih dari 200,
maka angka lempeng total dinyatakan lebih besar dari 200x8
dikalikan faktor pengenceran.
7. Perhitungan dan pencatatan hasil angka lempeng total hanya
ditulis dalam dua angka. Angka berikutnya dibulatkan kebawah
bila kurang dari 5 dan dibulatkan keatas apabila lebih dari 5.
0,1 ml kedalam 10 ml media PCA
Sebagai contoh :
52,3 x 103 dibulatkan menjadi 52 x 104 kol/g
83,6 x 103 dibulatkan menjadi 84 x 103 kol/g
8. Jika dijumpai koloni “Spreader” meliputi seperempat sampai
setengah bagian cawan, maka dihitung koloni yang tumbuh
diluar spreader. Jika 75% dari seluruh cawan mempunyai
commit to user
sebagai “Spreader”. Untuk keadaan ini harus dicari
penyebabnya dan diperbaiki cara kerjanya (pengujian diulang).
9. Jika dijumpai koloni “Spreader” tipe rantai, maka satu deret
koloni yang terpisah sebagai satu koloni, dan bila dalam
kelompok “Spreader” terdiri dari beberapa rantai, maka tiap
rantai dihitung sebagai satu koloni.
4. Serat makanan (AOAC, volume 46, 1963)
a. Prinsip
Ekstraksi dengan larutan detergen untuk memisahkan serat
makanan dari bahan lain.
b. Pereaksi yang digunakan adalah
1. Larutan detergen netral :
Kedalam 1 liter air suling ditambahkan 30 gram natrium lauril
sulfat, 18,61 gram EDTA, 4,56 gram Na hydrogen fosfat
anhidrat, 10 ml etoksi etanol, 6,81 gram natrium borat
2. Naphtalen dekahidrat 2 gram
3. Aseton p.a.
4. Natrium sulfit 0,5 gram
c. Peralatan yang digunakan adalah Erlenmeyer asah 500 ml (pyrex),
Pemanas listrik, Refluks, Cawankaca masir G2, Oven (memert). d. Prosedur untuk analisis serat makanan dan diagram alir uji serat
makanan dapat dilihat pada Gambar 3.1 menurut (AOAC, volume 46, 1963).
a. Timbang 2-3 gram cuplikan dalam pinggan porselen,
keringkan di oven 105°C selama 3 jam.
b. Dinginkan dalam eksikator, kemudian timbang (W) gram.
c. Pindahkan cuplikan yang telah kering kedalam erlenmeyer
asah 500 ml dengan bantuan pelarut detergen 100 ml yang
ditambahkan sedikit demi sedikit, 1-2 gram Naptalen
dekahidrat dan 0,5 gram natrium sulfit.
commit to user
e. Saring dengan kaca masin G2 yang telah diketahui bobotnya
(W1) dengan bantuan pompa vacum.
f. Bilas dengan air panas, terakhir dengan aseton.
g. Keringkan pada suhu 100°C selama 8 jam.
h. Dinginkan dan timbang (W2)
i. Hitung kandungan serat makanan dari contoh atas dasar bahan
kering.
e. Perhitungan
Kandungan serat makanan dalam contoh dinyatakan
sebagai persen bobot, dihitung sampai dua desimal dengan
menggunakan rumus :
W2 - W1
Serat makanan (%) = --- x 100
W
Keterangan:
W1 = bobot kaca masir kosong (g)
W2 = bobot setelah pengeringan (g)
commit to user
Gambar 3.1 Diagram Alir Proses Uji Serat Makanan Dinginkan dalam eksikator (W)
2-3 gram cuplikan
Refluks selama 60 menit (hati-hati)
Saring dengan kaca masin G2 yang telah diketahui bobotnya (W1) dengan bantuan pompa vacum
Bilas dengan aseton
Keringkan pada suhu 100°C selama 8 jam
Dinginkan (W2)
keringkan di oven 105°C selama 3 jam
kandungan serat makanan
Pindahkan cuplikan yang telah kering kedalam erlenmeyer 500 ml dengan bantuan pelarut detergen 100 ml
commit to user
28
BAB IV
HASIL DAN PEMBAHASAN
4.1Proses Pembuatan Nata De Cassava
Proses pembuatan nata de cassava di home industri inti cassava
Bantul melalui beberapa tahapan proses antara lain penyaringan, penambahan
gula dan ammonium sulfat (ZA), perebusan, pewadahan dan pendinginan,
pemberian starter, fermentasi dan pemanenan.
4.1.1 Proses penyaringan limbah cair tapioka
Limbah cair tapioka yang digunakan pada home industri inti
cassava mempunyai karakteristik fisik berwarna putih keruh, bersih dari
kotoran dan bau tidak menyimpang. Limbah cair tapioka ini berupa air
yang digunakan untuk memeras parutan singkong dan mengendapkan pati
tapioka. Tujuan dari penyaringan yaitu untuk memisahkan kotoran atau
benda-benda asing yang tercampur dengan limbah cair tapioka, seperti
ampas singkong. Penyaringan dilakukan dengan menggunakan kain
penyaring tanpa ada pelapis.
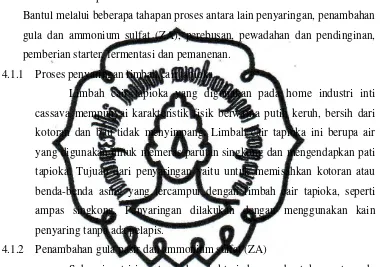
4.1.2 Penambahan gula pasir dan ammonium sulfat (ZA)
Sebagai nutrisi pertumbuhan bakteri dan pembentukan nata pada
limbah cair tapioka ditambahkan gula pasir dan ammonium sulfat. Gula
pasir yang digunakan sebanyak 300 g dan ammonium sulfat sebanyak 20 g
untuk limbah cair sebanyak 10 liter. Karena air limbah bersifat asam maka
tidak membutuhkan penambahan asam cuka. Proses penambahan gula dan
[image:40.612.131.512.195.462.2]ammonium sulfat dapat dilihat pada Gambar 4.1
commit to user
4.1.3 Proses perebusan
Perebusan dilakukan dengan menggunakan panci besar yang
terbuat dari stainless steel. Perebusan media dilakukan hingga mendidih.
Pendidihan media dipertahankan selama 5 menit. Tujuan dipertahankan 5
menit setelah mendidih yaitu untuk memastikan bahwa mikroorganisme
(bakteri) telah mati dan untuk menyempurnakan pelarutan gula pasir dan
ammonium sulfat. Pengadukan dilakukan untuk melarutkan gula pasir dan
ammonium sulfat supaya tercampur secara merata. Perebusan di home
industri inti cassava menggunakan tungku dengan bahan bakar kayu.
4.1.4 Proses pewadahan dan pendinginan
Media yang sudah melalui proses perebusan langsung dituangkan
dalam nampan yang bersih berukuran (21cm x 32cm x 6cm) sebanyak +
1,2 liter. Penuangan dilakukan dengan cepat untuk menghindari
kontaminan pada media. Media yang dituangkan dalam nampan masih
dalam keadaan panas dan langsung ditutup dengan koran. Koran yang
digunakan bersih (tidak lapuk, tidak bekas minyak, tidak basah, sobek dan
berlubang). Pada pinggiran nampan diikat dengan karet gelang.
Pendinginan dilakukan selama 1 malam, untuk memastikan media
benar-benar dalam keadaan dingin dan untuk memastikan pada saat pewadahan
[image:41.612.233.439.514.669.2]tidak terjadi kontaminasi. Proses pewadahan dapat dilihat pada Gambar 4.2
commit to user
4.1.5 Pemberian starter (Acetobacter xylinum)
Pemberian starter dilakukan apabila media dalam keadaan dingin
bersuhu + 300C. Nampan yang berisi media kemudian diberi starter
sebanyak 120 ml atau 10% (v/v). Setiap 1 botol starter sebanyak 600 ml
digunakan untuk 5-6 nampan yang berisi +1,2 liter media.
Penginokulasian dilakukan dengan cepat dan aseptis, hanya dilakukan
dengan cara membuka disalah satu sudut nampan tanpa membuka seluruh
nampan. Hal ini dilakukan untuk mengurangi kontaminasi dari udara.
[image:42.612.166.504.129.469.2]Proses penginokulasian dapat dilihat pada Gambar 4.3
Gambar 4.3 Pemberian Starter 4.1.6 Fermentasi
Proses fermentasi dilakukan setelah media diberi starter kemudian
didiamkan dalam suhu kamar selama 7-8 hari. Setelah 8 hari diharapkan
media yang berupa cairan akan menjadi nata. Fermentasi dilakukan
dengan menempatkan nampan-nampan pada rak-rak fermentasi. Selama
fermentasi nampan tidak boleh terkena goncangan atau
dipindah-pindahkan karena dapat menyebabkan lembaran nata berlapis. Suhu
ruangan fermentasi dikondisikan pada suhu kamar 300C-310C. Oleh karena
itu digunakan lampu pijar untuk membantu memanaskan ruangan selama
musim hujan. Penempatan nampan-nampan pada rak-rak fermentasi dapat
commit to user
[image:43.612.138.512.104.471.2]
Gambar 4.4 Nampan-nampan yang disusun pada Rak Fermentasi 4.1.7 Pemanenan nata
Pemanenan dilakukan setelah fermentasi selama 8 hari. Nata
dipisahkan dari nampan. Selanjutnya dilakukan pemilahan nata yang
memenuhi kriteria mutu dan yang cacat (berlubang) untuk ditempatkan
dalam wadah yang berbeda. Cairan nata yang tidak jadi dan tercemar
jamur dibuang. Kriteria pemanenan nata yang baik yaitu terbentuknya nata
berwarna putih, tidak terdapat jamur dan noda, ketebalan 1-2 cm,
permukaan rata sempurna dan tidak ada cacat. Cairan yang tersisa pada
nampan fermentasi hampir tidak ada/kering. Nata yang memenuhi kriteria
[image:43.612.224.455.486.640.2]mutu di home industri inti cassava dapat dilihat pada Gambar 4.5.
commit to user
4.1.8 Pencucian
Nata yang telah dipisahkan kemudian ditempatkan dalam ember
untuk selanjutnya dilakukan proses pencucian. Pencucian dilakukan
dengan menggunakan air bersih yang mengalir. Tujuan dari pencucian
yaitu untuk menghilangkan lendir yang menempel pada nata. Nata yang
sudah bersih kemudian ditempatkan pada drum-drum plastik besar untuk
dijual kepada pengepul. Lembaran-lembaran nata yang bersih dapat dilihat
[image:44.612.169.507.138.462.2]pada Gambar 4.6. Diagram alir keseluruhan tahap pembuatan nata de cassava pada home indutri inti cassava dapat dilihat pada Gambar 4.7.
commit to user
Gambar 4.7 Diagram Alir Pembuatan Nata De Cassava Sumber: Home Industi Inti Cassava, Bantul, 2011.
Limbah cair tapioka
Filtrat 10 liter
Penyaringan limbah dengan alat penyaring
Perebusan sampai mendidih, mencapai suhu 1000C dan perebusan dipertahankan selama 5 menit
Pendinginan ditempatkan pada nampan selama 1 malam hingga mencapai suhu 300C ditutup dengan koran
Inokulasi secara aseptis sebanyak 120 ml untuk 1 nampan media +1,2 liter
Fermentasi (7-8 hari)
Pemanenan nata de cassava
Pencucian nata de cassava menggunakan air mengalir gula sebanyak
300 g, ammonium sulfat 20 g
commit to user
4.2Konsep Pengendalian Mutu
Definisi pengendalian mutu pangan menurut ISO 8402,
pengendalian mutu merupakan teknik-teknik dan aktivitas operasional
yang digunakan untuk memenuhi persyaratan mutu.
4.2.1 Pengendalian Mutu Bahan Baku
Bahan baku merupakan faktor yang menentukan dalam proses
produksi atau pengolahan bahan makanan. Jika bahan baku yang
digunakan bermutu baik, maka diharapkan produk yang dihasilkan juga
berkualitas baik. Menurut Kadarisman (1994), pengadaan bahan baku
dan bahan tambahan industri harus direncanakan dan dikendalikan
dengan baik. Aspek-aspek penting yang perlu diperhatikan, yaitu
persyaratan-persyaratan dalam kontrak pembelian, pemilihan pemasok,
kesepakatan tentang metode-metode verifikasi, penyelesaian
perselisihan mutu, perencanaan dan pengendalian pemeriksaan dan
catatan-catatan mutu penerimaan bahan baku.
Bahan baku pada proses pembuatan nata de cassava
menggunakan limbah cair tapioka. Limbah cair tapioka merupakan
bahan utama atau bahan pokok yang diperlukan dalam pembuatan nata
de cassava. Setiap penerimaan bahan baku yang berupa limbah cair
tapioka dianalisis dahulu untuk menentukan kondisi dan mutunya.
Spesifikasi mutu standar yang telah ditetapkan dari home industri inti
cassava yaitu warna air limbah putih agak keruh, tidak kuning, bau
tidak menyimpang, tidak ada pertumbuhan jamur dan pH 3-4.
Mutu limbah cair yang sesuai dengan persyaratan tersebut akan
disimpan paling lama tiga hari pada bak penampung. Sedangkan untuk
mutu limbah cair yang tidak memenuhi kriteria seperti diatas akan
ditangani sesuai kesepakatan antara pabrik dan supplier. Limbah cair
yang tidak memenuhi kriteria akan ditolak oleh pabrik. Pengendalian
mutu pada limbah cair tapioka dilakukan dengan pengecekan secara
commit to user
Menurut Alaban (1961), penggunaan kultur siap pakai untuk
pembuatan bibit nata (starter) syarat pertama yang harus diperhatikan
adalah botol yang digunakan harus benar-benar bersih dan transparan
sehingga kondisi bibit dapat diamati dari luar. Pembuatan starter
dilakukan dengan cara mencampurkan bahan antara lain air kelapa,
gula, ammonium sulfat dan cuka kemudian dilakukan perebusan. Media
yang sudah dingin dimasukkan dalam botol kaca dan ditambah dengan
starter. Starter yang diinokulasi sebanyak 10% (v/v).
Pengendalian mutu kualitas starter di home industri inti cassava
menggunakan starter siap pakai. Pembuatan starter yang dilakukan oleh
home industri inti cassava sudah sesuai dengan pernyataan yang
dikemukakan oleh Alaban (1961). Pembuatan starter melalui tahapan
pencampuran bahan seperti air kelapa sebanyak 10 liter, 10 % gula dan
0,5% ammonium sulfat dan 6-8 mililiter cuka kemudian dilakukan
proses perebusan hingga mendidih. Media dimasukkan dalam botol
kaca bersih volume 540 ml dan dilakukan pendinginan selama 1 malam.
Pemberian starter dilakukan setelah media mencapai suhu kamar.
Starter yang digunakan setiap 1 botol kaca bervolume 540 mililiter
digunakan sebanyak 60 ml starter. Setelah 6 hari media dalam botol
siap untuk digunakan sebagai bibit nata (starter) dan dapat diperbanyak
untuk inokulasi berikutnya.
Menurut Pambayun (2002), beberapa indikator kualitas starter
yang baik adalah kekeruhan yang timbul secara merata, terbentuknya
lapisan nata pada permukaan cairan dan tidak berbuih. Kekeruhan yang
timbul tidak merata memungkinkan starter terkontaminasi oleh jamur.
Terbentuknya buih menunjukkan adanya gas CO2 atau NH3 yang
terbentuk akibat mikroorganisme kontaminan. Starter yang baik dapat
commit to user
[image:48.612.125.544.97.675.2]
Gambar 4.8 Starter Nata Sumber: Home industri inti cassava bantul, 2011
Karakter ammonium sulfat dan gula pasir yang baik ialah warna
putih, berbau khas, bebas dari kotoran. Apabila telah memenuhi syarat
tersebut maka dapat digunakan untuk semua tahapan proses pembuatan
nata. Namun apabila tidak sesuai perlu dilakukan beberapa perlakukan
untuk memperbaiki dilakukan sortasi.
Tabel 4.1 Pengawasan Mutu dan Pengendalian Mutu Bahan Baku
Bahan Baku Pengawasan Mutu Pengendalian Mutu
Limbah cair tapioka Warna limbah putih keruh Penyimpanan bahan baku tidak lebih dari 3 hari Bau tidak menyimpang
pH 3-4 Menambahkan asam
glasial jika pH tinggi Bersih dari benda asing Dilakukan penyaringan
Starter Acetobacter xylinum Media starter harus steril dan starter murni
Pembuatan starter dilakukan secara aseptis supaya tidak terjadi kontaminasi yang mengakibatkan starter tidak murni
Ammonium sulfat dan gula pasir Warna harus putih Dilakukan sortasi jika tidak memenuhi syarat tersebut
commit to user
4.2.2 Pengendalian Mutu Proses Produksi
Pengendalian proses bertujuan untuk menekan keragaman suatu
nilai yang dapat diterima baik secara teknis maupun ekonomis.
Kegunaan pengendalian proses adalah untuk mengenali penyebab
keragaman mutu, memberi peringatan dini kesalahan proses, serta
menetapkan waktu yang tepat untuk koreksi kesalahan. Kegiatan yang
dilakukan dalam pengendalian proses menurut Aqela (2008), sebagai
berikut analisis faktor yang menyebabkan keragaman, mencari
penyebab keragaman, melakukan tindakan koreksi proses, memonitor
dan mengevaluasi mutu secara terus menerus.
Pengendalian mutu proses bertujuan untuk mencegah terjadinya
variasi mutu selama proses berlangsung. Pengendalian mutu dilakukan
di seluruh tahapan proses yang meliputi penyaringan, perebusan,
pendinginan, inokulasi, fermentasi, pemanenan lembaran nata dan
pencucian lembaran nata.
Pengendalian mutu proses penyaringan dilakukan dengan cara
menggunakan penyaring plastik atau kain penyaring yang bersih.
Tujuan dari penyaringan adalah untuk memisahkan kotoran atau
benda-benda asing yang tercampur dengan limbah cair tepung tapioka. Limbah
cair yang mengandung banyak kotoran akan menghasilkan nata yang
keruh dengan penampakan yang kurang menarik. Saat penyaringan dan
penuangan cairan, cairan diusahakan supaya tidak terlalu sering kontak
dengan tangan karena cairan akan cepat rusak karena terkontaminasi.
Proses perebusan dilakukan pengendalian mutu dengan cara
perebusan dilakukan hingga limbah cair mendidih selama 3 menit dan
setelah mendidih (1000C) dipertahankan selama 5-10 menit untuk
menyempurnakan pelarutan gula pasir dan ammonium sulfat yang
ditambahkan dan pengaturan jumlah penambahan gula dan ammonium
sulfat juga perlu diperhatikan. Homogenitas larutan menentukan
kualitas nata yang dihasilkan. Pengadukan tidak merata akan
commit to user
bergelombang, karena gula dan ammonium sulfat tidak tercampur
secara merata. Perebusan menggunakan panci yang berbahan antikarat.
Pada proses pendinginan pengendalian mutu dilakukan dengan
cara membiarkan media dalam nampan selama 1 malam, hingga media
mencapai suhu 300C. Pendinginan dilakukan pada nampan yang diberi
penutup kertas yang berpori-pori dan bagian pinggiran nampan diikat
dengan karet supaya media tidak terkontaminasi.
Pengendalian mutu pada proses inokulasi dilakukan setelah
media benar-benar dalam keadaan dingin supaya starter tidak
mengalami kematian. Inokulasi dilakukan secara aseptis dan cepat.
Proses inokulasi dilakukan disalah satu sudut nampan dan tanpa diaduk.
Proses pengadukan dengan menggunakan pengaduk justru akan
menyebabkan terjadinya kontaminasi.
Pada proses fermentasi dilakukan pengendalian mutu dengan
mengatur suhu penyimpanan fermentasi dalam suhu 300C-310C karena
suhu dan kelembaban mempengaruhi faktor keberhasilan fermentasi.
Suhu optimum bagi pertumbuhan bakteri A. xylinum menurut
Pambayun (2002) adalah 280C-310C.
Pengendalian mutu pada proses pencucian dilakukan dengan
mencuci nata dengan menggunakan air bersih yang mengalir. Air yang
digunakan adalah air sumur atau air pam. Tujuan pencucian untuk
menghilangkan lendir yang terdapat dalam nata. Lendir yang terdapat
dalam nata harus dihilangkan karena dapat mempengaruhi kualitas nata
yang dihasilkan. Bila lendir tidak dihilangkan kenampakan nata terlihat
tidak bagus pada produk jadinya.
Standar mutu pengendalian proses yang digunakan untuk
mengawasi mutu supaya memenuhi syarat menurut Wahyudi (2003),
dalam Standard Operating Process (SOP) memproduksi lembaran nata
adalah melaksanakan SOP personalia, melaksanakan sanitasi ruangan
dan alat, peralatan proses dicek dan siap digunakan, nampan disiapkan
commit to user
terdapat kotoran, nampan dijemur sampai kering dan digosok dengan
lap bersih) koran disiapkan dan dijemur, formula telah dihitung sesuai
kebutuhan, bahan baku dan bahan tambahan memenuhi syarat mutu,
masing-masing jenis bahan tambahan ditimbang secara tepat, limbah
cair tapioka disaring dari kotoran dan diukur sesuai formula, perebusan
dilakukan sampai mendidih dan busa dibuang, pemasukkan cairan ke
dalam nampan sesuai dengan volume yang telah ditentukan,
pendinginan sampai dengan suhu kamar dalam kondisi nampan tertutup
koran, pemberian Acetobacter xylinum dalam kondisi aseptis, nampan
segera ditutup dengan koran dan diikat dengan karet gelang, fermentasi
dilakukan selama 8 hari dalam ruangan sesuai kondisi hidup optimal
bakteri A. xylinum dan melakukan seleksi lembaran nata hasil panen
sesuai kriteria mutu. Standar pengawasan mutu pada proses pembuatan
nata diatas merupakan batasan bahwa mutu yang dihasilkan pada
[image:51.612.109.538.104.694.2]produk akhir telah dapat diawasi dan memenuhi syarat.
Tabel 4.2 Pengawasan Mutu dan Pengendalian Mutu Proses Produksi
Tahapan Proses Pengawasan Mutu Pengendalian Mutu
Penyaringan Alat penyaring harus bersih Pemeliharaan alat penyaring
Kotoran tidak terikut Menggunakan penyaring ukuran mesh kecil
Perebusan Suhu perebusan 1000C Suhu dinaikkan jika kurang dari 1000C Ammonium sulfat dan gula pasir
terlarut merata
Dilakukan pengadukan sesekali
Pendinginan Media tidak terkontaminasi Media ditutup secara rapat menggunakan kertas berpori-pori untuk mencegah kontaminasi
Inokulasi Media dalam keadaan dingin Dilakukan pendinginan selama 1 malam untuk memastikan media benar-benar dalam keadaan dingin Tidak terjadi kontaminasi
oleh pekerja
commit to user