1
PENGUKURAN FISIK KEMASAN PRIMER BERUPA ETIKET INDOMIE JUMBO DAN CUP POPMIE JUMBO PADA PT INDOFOOD CBP SUKSES
MAKMUR TBK. DIVISI NOODLE CABANG SEMARANG
KERJA PRAKTEK
Diajukan untuk memenuhi sebagian dari syarat – syarat guna memperoleh gelar Sarjana Teknologi Pangan
Oleh : Meiliana Winata NIM : 15.I1.0103
PROGRAM STUDI TEKNOLOGI PANGAN FAKULTAS TEKNOLOGI PERTANIAN UNIVERSITAS KATOLIK SOEGIJAPRANATA
SEMARANG
i
ii
ii
KATA PENGANTAR
Puji dan syukur Penulis panjatkan ke hadirat Tuhan Yang Maha Esa, karena berkat rahmat, karunia-Nya, Penulis dapat menyelesaikan Laporan Kerja Praktek yang
berjudul “PENGUKURAN FISIK KEMASAN PRIMER BERUPA ETIKET INDOMIE
JUMBO DAN CUP POPMIE JUMBO PADA PT INDOFOOD CBP SUKSES MAKMUR TBK. DIVISI NOODLE CABANG SEMARANG”. Penyelesaian laporan kerja praktek ini merupakan salah satu syarat guna memperoleh gelar Sarjana Teknologi Pangan di Universitas Katolik Soegijapranata Semarang.
Dalam usaha penulisan laporan kerja praktek ini, tentunya Penulis tidak terlepas dari berbagai hambatan dan kesulitan. Namun, berkat dukungan dari berbagai pihak, maka Penulis dapat menyelesaikan laporan ini. Maka dari itu, pada kesempatan ini, Penulis ingin menyampaikan terima kasih kepada:
1. Orangtua Penulis yang telah memberikan dukungan dan semangat kepada Penulis hingga terselesaikannya laporan Kerja Praktek ini.
2. Bapak Dr. R. Probo Y. Nugrahedi, STP, MSc. selaku Dekan Fakultas Teknologi Pertanian Universitas Katolik Soegijapranata Semarang yang telah memberikan kesempatan dan dukungan kepada Penulis untuk dapat melakukan Kerja Praktek di PT Indofood CBP Sukses Makmur Tbk. Divisi Noodle Semarang.
3. Ibu Meiliana, S.Gz., M.S selaku Dosen Pembimbing yang telah meluangkan waktu untuk memberikan saran dan membimbing Penulis dalam penyusunan laporan Kerja Praktek ini dan juga selaku Dosen Koordinator Kerja Praktek Fakultas Teknologi Pertanian Universitas Katolik Soegijapranata Semarang yang telah membantu Penulis dalam penyusunan proposal dan pelaksanaan Kerja Praktek.
4. Bapak Adi Wiratno selaku HRD yang telah memberikan izin kepada Penulis untuk dapat melakukan Kerja Praktek.
5. Bapak Despan Rajagukguk selaku BPDQCM yang telah membimbing dan memberikan kesempatan pada Penulis selama kegiatan Kerja Praktek.
iii
iii
7. Bapak Boshido Bening Dinala selaku QC Process Supervisor yang telah membimbing dan mendampingi Penulis selama kegiatan Kerja Praktek.
8. Bapak Widi, Mas Dharu, Bapak Marno, Mas Radit, Bapak Asmuni, Bapak Amal, dan Bapak Himawan, selaku QC RM, QC Process, QC Finished Good, dan QC FG Analysis yang telah membimbing dan memberikan pengetahuan mengenai
pengawasan mutu bahan baku, proses produksi, hingga produk jadi (finished good). 9. Bapak Marno, Bapak Usman, dan Bapak Aris, selaku QC Analis laboratorium yang
telah membimbing dan mengajarkan Penulis tentang metode analisis.
10.Segenap keluarga QC PT. Indofood CBP Sukses Makmur Tbk. Divisi Noodle Semarang yang telah membagikan berbagai informasi kepada Penulis selama kegiatan Kerja Praktek.
11.Segenap teman perjuangan Kerja Praktek saya yaitu Eileen, Bella, Natalia, Aurelia, dan adik – adik dari SMK Farmasi Kimia Industri yang telah dengan semangat dan selalu menemani Penulis dalam menyelesaikan tugas-tugas yang dilaksanakan pada saat kerja praktek ini.
12.Teman seperjuangan Kerja Praktek saya yaitu Novani yang telah dengan semangat
dan selalu menemani Penulis dalam menyelesaikan tugas-tugas yang dilaksanakan pada saat kerja praktek ini.
13.Grevands Wirawan yang telah memberi dukungan semangat dan bantuan kepada
Penulis.
14.Staff TU Fakultas Teknologi Pertanian Universitas Katolik Soegijapranata yang telah membantu proses administrasi Penulis dari awal Kerja Praktek hingga akhir Kerja Praktek.
15.Semua pihak yang telah membantu Penulis selama kegiatan maupun penulisan laporan Kerja Praktek yang tidak dapat Penulis sebutkan satu per satu.
iv
iv
Semarang, 06 September 2017
v
v DAFTAR ISI
HALAMAN PENGESAHAN ... Error! Bookmark not defined.
KATA PENGANTAR ... ii
DAFTAR ISI ... v
DAFTAR GAMBAR ... vii
BAB I ... 1
1.1. Latar Belakang ... 1
1.2. Tujuan ... 1
1.3. Tempat dan Waktu Pelaksanaan ... 1
1.4. Metode Kerja Praktek ... 2
BAB II ... 3
2.1. Sejarah Perusahaan ... 3
2.2. Lokasi Perusahaan ... 3
2.3. Ketenagakerjaan ... 4
2.4. Visi dan Misi Perusahaan ... 5
2.4.1. Visi Perusahaan ... 5
2.4.2. Misi perusahaan ... 5
2.5. Logo perusahaan ... 5
2.6. Struktur organisasi ... 6
BAB III ... 8
3.1. Jenis Produk ... 8
3.2. Kode produksi ... 13
3.2.1. Etiket ... 14
3.2.2. Karton ... 15
BAB IV ... 16
4.1. Pengawasan Mutu (Quality Control) ... 16
4.2. Incoming Quality Control ... 18
4.2.1. Tepung ... 18
4.2.2. Pengemas ... 19
4.2.3. Seasoning dan Solid Ingredient ... 20
vi
vi
4.2.5. Larutan Alkali ... 21
4.3. Process Quality Control ... 22
4.4. Outgoing Quality Control ... 22
BAB V ... 25
5.1. Latar Belakang ... 25
5.1.1. Jenis Pengemas Etiket Indomie Jumbo ... 25
5.1.2. Jenis Pengemas Cup Popmie Jumbo ... 28
5.1.3. Jenis Pengemas Lid Seal Cup Popmie Jumbo ... 29
5.2. Tujuan ... 29
5.3. Metode ... 29
5.3.1. Prinsip Kerja Digital Thickness Gauge ... 30
5.4. Hasil dan Pembahasan ... 31
5.4.1. Pengukuran Fisik pada Etiket Indomie Jumbo ... 31
5.4.2. Pengukuran Fisik Cup Popmie Jumbo ... 32
5.4.3. Pengukuran Fisik Lid Seal Cup Popmie Jumbo ... 33
BAB VI ... 34
6.1. Kesimpulan ... 34
6.2. Saran ... 35
BAB VII ... 36
BAB VIII ... 38
vii
vii
DAFTAR GAMBAR
Gambar 1. Logo PT. Indofood CBP Sukses Makmur Tbk... 5
Gambar 2. Varian Rasa Produk Indomie ... 9
Gambar 3. Varian Rasa Produk Supermi... 9
Gambar 4. Varian Rasa Produk Sarimi ... 10
Gambar 5. Varian Rasa Produk Sakura... ... 10
Gambar 6. Varian Rasa Pop Bihun ... 11
Gambar 7. Varian Rasa Produk Pop Mie ... 11
Gambar 8. Produk Mi Telur Cap 3 Ayam ... 12
Gambar 9. Varian Rasa Produk Intermie... 12
Gambar 10. Varian Rasa Produk Sarimi Gelas ... 13
Gambar 11. Kode Produksi Etiket PT Indofood CBP Sukses Makmur TBK. Divisi Noodle Cabang Semarang ... 14
Gambar 12. Kode produksi karton yang digunakan oleh PT Indofood CBP Sukses Makmur TBK. Divisi Noodle Cabang Semarang ... 15
Gambar 13. Kode Jenis Plastik ... 25
1 BAB I PENDAHULUAN
1.1.Latar Belakang
Selama berkuliah di Unika Soegijapranata, mahasiswa Fakultas Teknologi Pertanian telah dibekali dengan ilmu pengetahuan yang terkait dalam dunia pangan. Mahasiswa juga dituntut menciptakan inovasi – inovasi yang dapat memajukan teknologi bidang pangan. Oleh sebab itu, maka Unika Soejijapranata memberikan bekalan kepada mahasiswa agar dapat lebih mengembangkan ilmu dalam bidang pangan dengan praktek kerja sesungguhnya yaitu Kerja Praktek.
Dalam kegiatan Kerja Praktek ini penulis memilih PT. Indofood (CBP) Sukses Makmur Tbk. Divisi Noodle Cabang Semarang selaku tempat yang akan menaungi penulis pada saat penulis melakukan Kerja Praktek. Industri pangan tersebut telah mengembangkan banyak hal positif dalam bidang pangan seperti sebagai pembuat mi instan tanpa pengawet, penetapan standar GMP yang tinggi pada lingkup kerjanya, dan lain-lain. PT. Indofood (CBP) Sukses Makmur Tbk. Divisi Noodle Cabang Semarang tersebut telah memiliki nama besar di Indonesia bahkan mancanegara. Produk yang dihasilkan dalam industri pangan tersebut tidak hanya bakmi, tetapi juga kecap, bumbu, dan snack. Selain itu, teknologi modern selalu mengacu pada perusahaan ini, standar yang tinggi
akan menghasilkan produk yang tinggi pula. Sama halnya seperti perusahaan ini yang memiliki standar higienitas yang tinggi, kualitas, serta keamanan pangan yang senantiasa selalu diutamakan.
1.2.Tujuan
Tujuan dilakukannya kerja praktek ini adalah untuk mengawasi pengawasan mutu etiket dan evaluasi yang ada dan mengetahui pengukuran fisik pada kemasan primer berupa etiket indomie jumbo dan cup popmie jumbo.
1.3.Tempat dan Waktu Pelaksanaan
2
Waktu pelaksanaan Kerja Praktek ini adalah selama hari kerja, yang dimulai Tepat tanggal 01 Agustus 2017 dan diakhiri pada tanggal 31 Agustus 2017. Jam kerja yang
diberlakukan bagi penulis sama dengan jam bekerja yang diberlakukan bagi pekerja Indofood yaitu adalah jam 08.00 hingga jam 16.00 untuk hari Senin hingga Jumat, dan jam 07.00 hingga jam 12.30 untuk hari Sabtu.
1.4.Metode Kerja Praktek
Kerja Praktek dilakukan dengan metode pengamatan dan pengawasan secara langsung, diskusi dengan para pegawai, wawancara, dan tanya jawab berkaitan dengan kegiatan kerja praktek. Kegiatan yang dilakukan selama Kerja Praktek ini adalah:
Orientasi pabrik pada saat pertama masuk kerja dengan Bapak Adi selaku HRD. Orientasi meliputi pengenalan tentang pabrik, peraturan dan tata tertib, dan hak kewajiban yang diterapkan pada pabrik untuk para pegawai serta penulis.
Diskusi dengan pembimbing lapangan mengenai jadwal kegiatan selama
kegiatan Kerja Praktek.
Diskusi dan praktek langsung dengan QC Raw Material (RM), QC Process, dan
QC Finished Good (FG) mengenai proses pengawasan mutu mi instan dari bahan baku hingga produk jadi.
Pengamatan dan praktek secara langsung pada proses pengawasan mutu bahan
baku hingga produk jadi.
Studi pustaka (mengumpulkan hasil pengamatan dan data yang kemudian
3 BAB II
SEJARAH UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Indofood CBP Sukses Makmur Tbk. Divisi Noodle Cabang Semarang pada awalnya berdiri dengan nama PT. Sanmaru Food Manufacturing Co. Ltd yang berlokasi di Jakarta pada tanggal 27 April 1970. Kemudian pada tanggal 31 Oktober 1987 perusahaan ini mendirikan cabang di Semarang yang diresmikan oleh Menteri Perindustrian Ir. Hartarto bersama dengan Menteri Tenaga Kerja Soedomo. Kemudian, pada tanggal 01 Maret 1994 PT. Sanmaru Food Manufacturing Co. Ltd bergabung dengan cabang perusahaan Indofood group dan berubah nama menjadi PT. Indofood Sukses Makmur Tbk. yang secara spesifik merupakan perusahaan yang bergerak dalam bidang mi instan. Kemudian perusahaan ini beralih nama menjadi PT. Indofood CBP Sukses Makmur Tbk. Divisi Noodle Cabang Semarang dan nama ini digunakan hingga sekarang.
2.2. Lokasi Perusahaan
PT. Indofood CBP Sukses Makmur Tbk Divisi Noodle adalah divisi terbesar yang ada pada Indofood. Pabrik PT. Indofood CBP Sukses Makmur Tbk Divisi Noodle telah tersebar di 18 kota. Dimulai dengan dibangunnya satu pabrik yang berlokasi di daerah
Ancol, Jakarta yang merupakan pusat dari perusahaan tersebut, PT. Indofood CBP Sukses Makmur Tbk divisi noodle dewasa ini telah memiliki beberapa cabang perusahaan di dalam negeri yaitu meliputi Palembang, Medan, Pekanbaru, Lampung, Cibitung, Tangerang, Bandung, Cirebon, Surabaya, Semarang, Pontianak, Banjarmasin, Makasar, Jambi, dan Manado. Beberapa cabang perusahaan di luar negeri adalah Filipina, Beijing, Saudi Arabia, Siria, Malaysia, dan Afrika Selatan.
4
Noodle Semarang. Perusahaan ini memproduksi mi instan siap saji yang dilengkapi
dengan pengemas dan bumbu serta minyaknya. Produk yang dihasilkan didistribusikan
ke wilayah DIY (Daerah Istimewa Yogyakarta) dan Jawa Tengah, meliputi Indomie, Supermi, Sarimi, Popmie, Mie Telur, Sakura, dan Nikimiku dengan varian flavor yang beragam.
Ditinjau dari segi geografisnya, PT. Indofood CBP Sukses Makmur Tbk Divsi Noodle Cabang Semarang ini dibatasi oleh perusahaan-perusahaan lain, seperti :
Sebelah utara : PT. Lautan Luas Sebelah selatan : PT. WOI
Sebelah timur : PT. Guna Mekar Industri Sebelah barat : PT. Apollo.
2.3. Ketenagakerjaan
Jumlah karyawan di PT. Indofood CBP Sukses Makmur Tbk. Divisi Noodle Cabang Semarang kurang lebih sebanyak 800 orang, namun jumlah tersebut dapat berubah-ubah setiap bulan bergantung pada turn over karyawan. Waktu kerjanya dibagi menjadi 2 macam, yakni 5 hari kerja dan 6 hari kerja. Karyawan dengan waktu kerja 5 hari, dimulai pada pukul 08.00 WIB dan berakhir pada pukul 17.00 WIB untuk hari Senin hingga Jumat. Karyawan dengan waktu kerja 6 hari dimulai pada pukul 08.00 WIB dan
5
2.4.Visi dan Misi Perusahaan
PT. Indofood CBP Sukses Makmur Tbk divisi Noodle Cabang Semarang mempunyai
visi dan misi yang realistik, spesifik, dan meyakinkan. Visi dan misi tersebut merupakan penggambaran citra, nilai, arah dan tujuan untuk masa depan perusahaan.
2.4.1. Visi Perusahaan
Visi dari PT. Indofood CBP Sukses Makmur Tbk. Divisi Noodle Cabang Semarang adalah menjadi perusahaan penyedia makanan bermerek dan bermutu bagi jutaan konsumen di Indonesia dan juga di berbagai penjuru dunia.
2.4.2. Misi perusahaan
Misi dari PT. Indofood CBP Sukses Makmur Tbk. Divisi Noodle Cabang Semarang adalah:
Senantiasa meningkatkan kompetensi karyawan kami, proses produksi kami, dan teknologi kami.
Menyediakan produk yang berkualitas tinggi, inovatif dengan harga terjangkau,
yang merupakan pilihan pelanggan.
Memastikan ketersediaan produk bagi pelanggan domestik maupun internasional.
Memberikan kontribusi dalam peningkatan kualitas hidup bangsa Indonesia,
khususnya dalam bidang nutrisi.
Meningkatkan stakeholder’s value secara berkesinambungan.
2.5.Logo perusahaan
Logo PT. Indofood CBP Sukses Makmur Tbk. Divisi Noodle Cabang Semarang dapat dilihat pada Gambar 1.
6
2.6.Struktur organisasi
PT. Indofood CBP Sukses Makmur Tbk. Divisi Noodle Cabang Semarang dipimpin
oleh seorang Branch Manager yang bertugas untuk memimpin dan mengarahkan semua kegiatan perusahaan demi mencapai produk yang berkualitas tinggi dengan selalu menerapkan sistem penjaminan mutu. Branch manager tersebut membawahi 6 departemen yakni :
1. Branch Human Resources Manager (BHRM)
BHRM menaungi Departemen Human Resources yang memiliki tugas untuk, mengkoordinasi, merencanakan, mengendalikan, serta mengarahkan kegiatan-kegiatan yang berkaitan dengan sumber daya manusia, meliputi administrasi kepegawaian dan pengupahan, hubungan industrial, jaminan sosial, serta pelayanan umum demi mencapai sasaran perusahaan.
2. Purchasing Officer
Purchasing officer membawahi Departemen Purchasing yang memiliki tugas untuk
melakukan pengadaan barang-barang yang diperlukan oleh tiap departemen yang ada. 3. Factory Manager (FM)
Seorang factory manager membawahi Departemen Manufacturing yang memiliki tugas untuk merencanakan, mengkoordinasi, mengendalikan, serta mengarahkan kegiatan manufacturing yang meliputi:
a. Production Planning and Inventory Control (PPIC)
Departemen ini dipimpin oleh PPIC supervisor yang bertugas untuk merencanakan jadwal produksi berdasarkan Confirmed Weekly Order (CWO) dan mengendalikan tingkat kesediaan raw material dan finished goods sehingga standar buffer stock tetap terjaga.
b. Teknik
Departemen ini dipimpin oleh technical supervisor yang bertugas untuk merencanakan, mengkoordinasi, dan mengendalikan kegiatan di bagian teknik, baik dalam hal perbaikan maupun perawatan mesin, demi menjamin kelancaran proses produksi. c. Production
Departemen ini dipimpin oleh production SPV yang membawahi 3 production shift supervisor sekaligus yang memiliki tugas untuk merencanakan, mengkoordinasi, dan
7
kelancaran proses produksi dengan tetap meminimalkan pemborosan Raw Material dan utilitas.
d. Warehouse
Departemen ini dipimpin oleh Warehouse Supervisor. Tugas dari warehouse supervisor adalah untuk merencanakan, mengkoordinasi, dan mengendalikan kegiatan pergudangan sehingga tercapai kesesuaian jumlah, keutuhan, dan keamanan barang. 4. Branch Process Development & Quality Control Manager (BPDQCM)
BPDQCM membawahi departemen PDQC yang bertugas untuk mengendalikan mutu (Incoming Quality Control, Process Quality Control, Outgoing Quality Control) dan market audit.
5. Finance & Accounting Manager (FAM)
FAM membawahi Departemen Finance & Accounting yang bertugas untuk merencanakan dan mengendalikan seluruh kegiatan keuangan, serta menyajikan laporan dan analisis keuangan sebagai pendukung operasional perusahaan.
6. Area Sales & Promotion Manager (ASPM)
8 BAB III
SPESIFIKASI PRODUK
3.1. Jenis Produk
PT. Indofood CBP Sukses Makmur Tbk. Divisi Noodle Cabang Semarang memproduksi beberapa jenis mi instan dalam berbagai merk dan varian rasa. Produk-produk tersebut meliputi:
1. Indomie
Indomie dikenalkan pertama kali pada tahun 1972 dengan varian rasa Indomie kuah rasa kaldu ayam, rasa tersebut disesuaikan dengan selera masyarakat Indonesia. Kemudian, pada tahun 1982, dikeluarkan varian rasa baru yaitu Indomie kuah rasa kari ayam. Lalu, pada tahun 1983, Indofood mulai meluncurkan produk Indomie goreng. Hingga sekarang, Indofood sudah memiliki beraneka ragam varian rasa produk Indomie, antara lain :
Indomie kuah: rasa ayam bawang, ayam spesial, soto mie, kari ayam, dan lain-lain.
Indomie goreng: rasa rendang, pedas, soto, ayam bawang, iga penyet, cabe ijo, dan
lain-lain.
Indomie goreng jumbo: mie goreng jumbo dan mie goreng jumbo rasa ayam panggang.
Indomie Selera Nusantara: mie goreng cakalang, mie rasa empal gentong, mie rasa
soto banjar limau kulit, dan lain-lain.
Indomie kriting: mie kriting goreng rasa ayam panggang, mie kriting goreng rasa
ayam cabe rawit, mie kriting goreng rasa spesial.
Indomie kuliner Indonesia: mie kuah rasa soto lamongan dan mie goreng rasa dendeng balado.
Indomie ‘My Noodlez’: rasa seaweed, rasa salmon teriyaki, rasa pizza cheese. Indomie Vintage: rasa kari ayam, goreng spesial, kaldu ayam.
9
Gambar 2. Varian Rasa Produk Indomie
2. Supermi
Supermi mulai diproduksi pada tahun 1968 sebagai mi instan serbaguna. Supermi adalah produk yang diluncurkan sebelum Indomie sebagai mi instan serbaguna, namun sesudah Indomie sebagai mi instan berbumbu. Varian rasa Supermi meliputi Supermi rasa ayam bawang, Supermi rasa ayam spesial, Supermi rasa kaldu ayam, Supermi rasa sop buntut, dan lain-lain. Beberapa varian rasa produk Supermi dapat dilihat pada Gambar 3.
10
3. Sarimi
Varian rasa Sarimi meliputi, Sarimi rasa ayam bawang, Sarimi rasa soto koya, Sarimi
rasa baso sapi, Sarimi goreng ayam kecap, Sarimi goreng ayam kremes, Sarimi goreng sate, Sarimi goreng pecel, dan lain-lain. Adapun Sarimi terbagi menjadi 2 pilihan yakni isi 1 (single) dan isi 2. Beberapa varian rasa produk Sarimi dapat dilihat pada Gambar 4.
Gambar 4. Varian Rasa Produk Sarimi
4. Mie Sakura
Mie Sakura juga terdiri dari mie goreng serta mie kuah. Varian rasa Mie Sakura meliputi Sakura rasa ayam kecap pedas, Sakura rasa soto ayam, Sakura rasa baso sapi, Sakura mi goreng, dan lain-lain. Varian rasa produk Mie Sakura dapat dilihat pada Gambar 5.
11
5. Pop Bihun
Pop Bihun merupakan salah satu produk bihun instan yang terbuat dari bahan baku
beras. Varian rasa Pop Bihun meliputi Pop Bihun spesial rasa kari ayam pedas, Pop Bihun spesial rasa ayam bawang, Pop Bihun spesial rasa soto ayam, Pop Bihun spesial goreng spesial, Pop Bihun regular rasa soto ayam, dan lain-lain. Varian rasa produk Pop Bihun dapat dilihat pada Gambar 6.
Gambar 6. Varian Rasa Pop Bihun
6. Pop Mie
Pop Mie merupakan jenis mi instan yang dikemas dalam bentuk cup. Pop Mie mulai diproduksi pada tahun 1987. Varian rasa Pop Mie juga beraneka ragam, yaitu Pop Mie rasa ayam, Pop Mie rasa ayam bawang, Pop Mie rasa baso, Pop Mie rasa soto ayam, Pop Mie goreng spesial, Pop Mie goreng pedas, dan lain-lain. Adapun Pop Mie terbagi menjadi 2 pilihan porsi, yaitu porsi mini dan porsi jumbo. Beberapa varian rasa produk Pop Mie dapat dilihat pada Gambar 7.
12
7. Mie Telur Cap 3 Ayam
Mie Telur Cap 3 Ayam adalah produk mie yang mudah diolah menjadi masakan utama
dengan berbagai kreasi. Mie Telur Cap 3 Ayam terbagi menjadi 2 jenis yaitu Mie Telur keriting dan Mie Telur bulat. Produk Mie Telur Cap 3 Ayam dapat dilihat pada Gambar 8.
Gambar 8. Produk Mie Telur Cap 3 Ayam
8. Intermi
Intermi merupakan produk mi instan yang terbagi menjadi 2 jenis yaitu mie kuah dan mie goreng. Varian rasa Intermi meliputi Intermi goreng, Intermi rasa baso sapi, Intermi rasa kaldu ayam, Intermi rasa ayam bawang, dan lain-lain. Varian rasa produk Intermi dapat dilihat pada Gambar 9.
13
9. Sarimi Gelas
Sarimi gelas merupakan produk mi instan kuah dalam bentuk siap seduh dalam gelas. Bentuknya lebih kecil dari mi instan reguler dengan harga yang lebih murah juga karena menyesuaikan dengan ukurannya. Ada 3 varian rasa , yaitu ayam, soto, baso sapi dan kari. Varian rasa produk Sarimi Gelas dapat dilihat pada Gambar 10.
Gambar 10. Varian Rasa Produk Sarimi Gelas
3.2. Kode produksi
14
3.2.1. Etiket
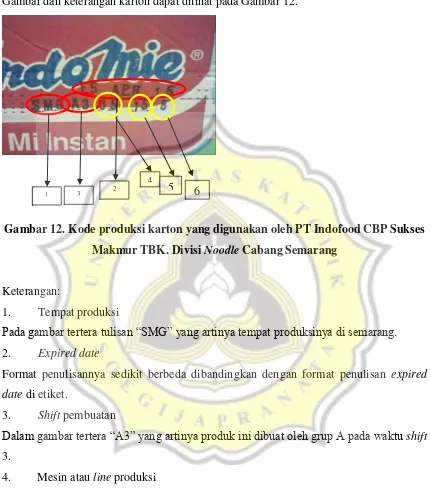
Gambar dan keterangan etiket dapat dilihat pada Gambar 11.
Gambar 11. Kode produksi etiket PT Indofood CBP Sukses Makmur TBK. Divisi Noodle Cabang Semarang
Keterangan:
1. Tempat produksi
Pada gambar tertera tulisan “SMG” yang artinya tempat produksinya di semarang. 2. Expired date
Format penulisannya yaitu “ddmmyy” artinya tanggal, bulan, dan tahun. Contoh:
021117
3. Umur simpan
Umur simpan pada mi instan adalah 8 bulan, sedangkan pop mie adalah 6 bulan. 4. Shift pembuatan
Dalam gambar tertera “B1” yang artinya produk ini dibuat oleh grup B pada waktu shift 1.
5. Nomor mesin wrapping
Dalam gambar tertera “15” yang artinya produk dikemas oleh mesin nomor 15. 6. Tanggal pada saat produk diproduksi
Dalam gambar tertera “04” yang artinya produk tersebut diproduksi pada tanggal 04.
15
3.2.2. Karton
Gambar dan keterangan karton dapat dilihat pada Gambar 12.
Gambar 12. Kode produksi karton yang digunakan oleh PT Indofood CBP Sukses Makmur TBK. Divisi Noodle Cabang Semarang
Keterangan:
1. Tempat produksi
Pada gambar tertera tulisan “SMG” yang artinya tempat produksinya di semarang. 2. Expired date
Format penulisannya sedikit berbeda dibandingkan dengan format penulisan expired date di etiket.
3. Shift pembuatan
Dalam gambar tertera “A3” yang artinya produk ini dibuat oleh grup A pada waktu shift 3.
4. Mesin atau line produksi
Dalam gambar tertera “05” yang artinya produk diproduksi oleh mesin nomor 5. 5. Tanggal produksi
Dalam gambar tertera “15” yang artinya produk diproduksi pada tanggal 15. 6. Umur simpan atau batas shelf life produk
Dalam gambar tertera “8” yang artinya umur simpannya adalah 8 bulan.
1 3 2
4
16 BAB IV
PENGAWASAN MUTU (QUALITY CONTROL)
4.1. Pengawasan Mutu (Quality Control)
Menurut Muhandri dan Kadarisman (2006) mutu merupakan suatu hubungan atau kesesuaian antara karakteristik produk dengan standar yang berlaku, kebutuhan dan apa yang diinginkan konsumen. Menurut Puspitasari (2004) pengawasan mutu didefinisikan sebagai suatu aktivitas untuk menjamin adanya kesesuaian antara proses yang berlangsung dengan tujuan yang sudah direncanakan untuk menghasilkan produk yang sesuai dengan tujuan tersebut. Pengawasan mutu biasanya dilakukan mulai dari penerimaan bahan baku, proses produksi hingga produk jadi yang siap didistribusikan ke konsumen. Tujuan umum dari kegiatan ini adalah untuk menjamin bahwa produk yang dihasilkan aman dan sesuai dengan apa yang diinginkan oleh masyarakat, dengan pengawasan mutu masyarakat dapat percaya bahwa produk yang didistribusikan adalah produk yang telah aman dari berbagai hazard (bahaya), baik bahaya kimiawi, biologis, atau fisik. Selain itu Baedhowie dan Pranggonowati (2005) menambahkan bahwa tujuan dilakukannya pengawasan mutu adalah untuk meningkatkan efisiensi biaya desain produk, biaya inspeksi, dan biaya produksi.
Berdasarkan pendapat Prawirosentono (2004) ada empat jenis pengawasan mutu
produk, yaitu:
a. Pengawasan Mutu Bahan Baku
Pada jenis ini diamati apakah bahan baku yang akan digunakan untuk produksi sudah sesuai dengan standar mutu yang ditentukan atau belum. Ketika bahan baku yang digunakan bermutu baik maka produk yang dihasilkan juga akan baik, begitu pula sebaliknya. Pengamatan yang diperlukan berawal dari rencana dibelinya bahan baku, diterimanya bahan baku di gudang, bagaimana penyimpanannya dalam gudang hingga sesaat sebelum bahan baku digunakan untuk proses produksi.
b. Pengawasan Proses Produksi
17
pengawasan mutu dilakukan pada tiap tahap proses produksi agar ketidaksesuaian yang terjadi segera diketahui dan diperbaiki. Pengawasan mutu ini dapat dilakukan dengan
cara sampling (mengambil sampel) pada waktu yang sama. Selanjutnya sampel tersebut dianalisis untuk mengetahui kesesuaiannya dengan standar yang berlaku.
c. Pengawasan Produk Jadi
Produk jadi yang keluar dari mesin produksi selanjutnya akan diperiksa kesesuaiannya dengan mutu yang telah ditentukan. Mesin yang tidak beroperasi secara optimal dapat diketahui dari produk akhir yang kurang sesuai dengan standar, dari ukuran hingga bentuk. Jika pada praktiknya terdapat produk jadi yang cacat maka produk akan di-reject.
d. Pengawasan Kemasan
Kemasan merupakan media pelindung produk supaya produk tetap aman hingga sampai ke tangan konsumen. Oleh karena itu perlu dilakukan pengawasan kemasan untuk memastikan bahwa mutu produk yang telah dikemas tetap sesuai dengan yang diinginkan selama transportasi.
Hubeis (2001) menyatakan bahwa pengawasan mutu dalam suatu perusahaan dilakukan untuk mendapatkan konsep utuh dan pasti dari produk akhir terkait dengan komposisi,
desain, ataupun ketentuan yang sesuai dengan standar yang telah ditentukan. Tentunya standar ukuran perlu ditentukan dulu sebelum pengawasan mutu dapat dilakukan. Apabila standar ukuran perusahaan belum dirilis maka perusahaan tidak bisa mengawasi apakah prosedur yang dilakukan sudah sesuai dengan standar atau belum.
18
4.2. Incoming Quality Control
Incoming Quality Control adalah pengawasan mutu yang dilakukan pada bahan baku
yang selanjutnya akan digunakan sebagai bahan produksi. Pengawasan mutu bahan baku sangat penting untuk diterapkan karena tidak adanya pengawasan pada tahap awal, akan membuat produk yang dihasilkan mengalami penurunan mutu akibat adanya hal-hal yang tidak diinginkan yang bersumber dari bahan baku tersebut. PT Indofood CBP Sukses Makmur Tbk. Divisi Noodle Cabang Semarang memberlakukan pengawasan mutu pada bahan baku seperti tepung terigu, minyak goreng, pengemas, seasoning (bumbu pelengkap), solid ingredient (bahan pelengkap), minyak/ minyak bumbu, dan larutan alkali.
4.2.1. Tepung
Pengawasan mutu tepung dilakukan untuk mengetahui ada tidaknya cemaran yang tidak diinginkan pada bahan awal pembuatan mi instan. Selain cemaran fisik, uji kimia tepung seperti kadar gluten, iron’s spot dan kadar abu juga perlu dipastikan apakah sudah sesuai dengan standar yang diberlakukan atau belum. Analisis fisik yang dilakukan oleh seorang QC di gudang tepung diawali dengan pengambilan sampel (disesuaikan dengan jumlah populasi). Setelah itu karung akan ditimbang satu per satu hingga didapatkan data berat sack tepung. Apabila ditemukan berat tepung terpaut jauh dengan standar yang telah ditetapkan, maka akan dilakukan penolakan. Kemudian
19
4.2.2. Pengemas
Menurut Kotler (2008) pengemas didefinisikan sebagai media yang berfungsi untuk
membungkus dan melindungi produk. Kaihatu (2014) melanjutkan bahwa kemasan harus bisa memudahkan konsumen ketika menggunakan, memberikan informasi yang jelas dan menambah keindahan produk. Pengawasan mutu yang dilakukan oleh seorang QC di bagian pengemas dilakukan untuk menguji kesesuaian kemasan yang dipesan dengan standar yang berlaku. Pengemas yang diuji terdiri dari 3 macam yaitu karton, etiket dan cup EPS (Expandable Polystyrene). Pengujian pengemas ini lebih ditinjau pada aspek fisiknya seperti pengecekan kesesuaian tulisan yang ada di karton dengan standar yang ditentukan (validasi), seperti misalnya barcode, nama perusahaan, spesifikasi produk dan desain. Kemudian pengemas jenis karton juga dicek kondisi ke-HALAL-an (tercemar bahan najis/haram), basah, bernoda, atau tercemar bau asing atau tidak. Khusus apabila barang tercemar dengan bahan najis / haram maka tidak akan dilanjutkan pemeriksaan fisik selanjutnya dan langsung ditolak. Jika terjadi ketidaksesuaian fisik karton dengan standar maka akan dilakukan penolakan karton yang diberlakukan hingga 1 truk.
Selain itu dilakukan pengukuran panjang, lebar dan tinggi karton. Jika ukuran-ukuran tersebut tidak sesuai maka akan dikembalikan ke supplier. Hal ini dikarenakan pengemas karton yang terlalu kecil atau tidak sesuai dapat membuat isi produk kurang
pas di pengemas sekunder (isi setiap karton menyesuaikan ukuran dan jenis brand produk). Namun jika ukuran terlalu besar maka akan membahayakan produk di dalamnya ketika ada goncangan dan akhirnya mengurangi keutuhan produk dan menurunkan mutunya. Kemudian pengujian beban (stacking) terhadap karton dilakukan dengan memberi beban 80 kg selama kurang lebih 5 menit. Apabila selama proses stacking karton penyok maka dilakukan penolakan terhadap karton tersebut. Proses ini
20
Pengujian terhadap etiket sendiri meliputi pengukuran ketebalan menggunakan thickness gauge, pengukuran pitch (jarak pita hitam tepi ujung hingga tepi dalam),
pengukuran lebar, dan pengujian fisik seperti warna dan spesifikasi produk. Jika ditemukan ketidaksesuaian dengan standar yang berlaku maka etiket akan dikembalikan ke supplier. Kemudian pengujian cup EPS untuk produk Pop Mie dilakukan pengukuran tebal bibir atas vertikal, berat, diameter atas dan bawah, tinggi, dan tebal dinding dengan penggaris dan jangka sorong. Selain itu juga dilakukan pengecekan terhadap tulisan pada kemasan. Tulisan tersebut tidak boleh ada yang hilang satu pun dan desain atau warna yang tercetak pada cup harus jelas. Jika ada parameter-parameter yang tidak sesuai maka cup tidak dapat digunakan dan dikembalikan ke bagian produksi cup tersebut.
4.2.3. Seasoning dan Solid Ingredient
Pengawasan mutu terhadap bumbu pelengkap dan bahan pelengkap dilakukan oleh QC bagian seasoning. Pengujian bumbu pelengkap atau seasoning dilakukan dengan pengukuran panjang kemasan bumbu dari ujung yang satu hingga ujung yang lainnya dan pengukuran berat. Untuk bumbu pelengkap tertentu seperti saos sambal terdapat standar jumlah Escherichia coli yang diperbolehkan. Menurut pendapat Munif (2009) bakteri Escherichia coli adalah bakteri yang dapat menyebabkan diare. Beberapa spesies bakteri ini dapat menyebabkan keracunan yang mengakibatkan peradangan usus.
Namun analisis mikrobiologi ini tidak dilakukan dan hanya didasarkan pada hasil analisis dari COA (Certificate of Analysis) yang didapatkan dari supplier. Selain uji mikrobiologi, pengawasan mutu minyak bumbu, kecap, dan sambal juga dilengkapi dengan analisis kimia seperti analisis kadar FFA (Free Fatty Acid) dan kadar air. Jika ternyata ada parameter-parameter mutu yang tidak sesuai dengan standar maka akan dilakukan penolakan produk.
21
kering lebih higroskopis, yaitu cenderung mudah menyerap air daripada bahan awal (basah). Menurut Chung et al. (2000) kerusakan paling utama dari bumbu adalah
penggumpalan akibat suhu dan RH ruangan tidak stabil, selain itu ada kebocoran, ketidaksesuaian ukuran panjang (khususnya bumbu rentengan) dan isi kosong. Bumbu yang menggumpal ini mengakibatkan tingkat kelarutan berubah, oksidasi lemak dan aktvitas enzim semakin meningkat, rasa asli dari bumbu pudar dan mutu organoleptik serta umur simpan menurun.
4.2.4. Minyak
Minyak goreng yang digunakan untuk proses produksi mi instan adalah RBDPO (Refined, Bleached, Deodorized Palm Oil) yang memiliki bentuk seperti pasta. Minyak disimpan di dalam tangki-tangki dan dipanaskan terlebih dahulu sebelum digunakan untuk produksi. Pemanasan dilakukan untuk mencairkan minyak yang sebelumnya berbentuk seperti pasta. Terdapat 9 tangki minyak goreng. Pengawasan mutu minyak goreng ini meliputi analisis kimia, yaitu kadar asam lemak bebas. Analisis ini perlu dilakukan untuk mengetahui presentase asam lemak bebas (free fatty acid / FFA) yang ada di dalam minyak baru. Apabila FFA pada saat minyak datang sudah melebihi standar maka akan dilakukan penolakan. Hal ini dikarenakan jika presentase asam lemak bebas yang ada di minyak goreng awal sudah tinggi, maka kadar FFA akan semakin tinggi lagi pada saat proses produksi berlangsung, sebagai akibat dari
pemanasan pada suhu tinggi. Selain itu minyak dengan FFA awal yang sudah tinggi dapat mempengaruhi mutu produk akhir yang dihasilkan. Berdasarkan SNI 7709-2012 mengenai Syarat Mutu Minyak Goreng Sawit, kadar asam lemak bebas yang diperbolehkan adalah maksimal 0,3%.
4.2.5. Larutan Alkali
22
4.3.Process Quality Control
Pengawasan mutu selama proses produksi berarti pengawasan atau pengendalian terhadap parameter-parameter mutu tertentu yang dilakukan melalui proses inspeksi di setiap mata rantai proses produksi mulai dari bahan awal, proses produksi hingga produk akhir. Pengawasan mutu selama proses produksi ini sangat penting untuk dilakukan karena jika terjadi ketidaksesuaian parameter mutu dengan standar yang diberlakukan maka produk akhir yang dihasilkan dapat mengalami penurunan mutu. Selama proses produksi berlangsung, QC akan memantau semua parameter mutu yang berkaitan. Pengontrolan lamanya waktu pencampuran dan penggorengan, kadar air adonan yang dihasilkan dari campuran tepung dan larutan alkali, tebal dan jumlah untaian mie, tekanan uap masuk dan keluar, tekanan minyak, ketinggian minyak, kadar asam lemak bebas minyak dan suhu minyak. Ketika produk yang dihasilkan tidak sesuai dengan standar yang ditetapkan maka pihak QC proses akan segera mengecek pada tahap manakah yang memiliki masalah sehingga produk tidak sesuai dengan standar.
4.4.Outgoing Quality Control
Produk akhir akan dibawa menuju ke gudang penyimpanan dan akan disusun sesuai dengan tanggal produksi. Penyimpanan produk dilakukan di atas palet kayu. Menurut Hambali et al. (2007) teknik ini bertujuan untuk mengurangi kemungkinan kontak
23
Selain itu QC FG juga perlu memperhatikan aspek-aspek seperti jumlah maksimal tumpukan karton, sirkulasi udara, alat pest control, dan sebagainya. Jika jumlah
tumpukan karton terlalu banyak, bisa jadi karton yang paling bawah akan runtuh dan merusak produk di dalamnya. Padahal fungsi dari kemasan sekunder atau karton sendiri adalah untuk melindungi produk selama transportasi dan distribusi. Selain itu adanya kontrol terhadap pest sangat penting, karena ketika ada hama tikus di dalam gudang, bisa jadi produk yang dihasilkan tidak layak konsumsi akibat adanya lubang bekas gigitan tikus atau urin tikus yang berbahaya bagi kesehatan manusia dan kehalalan produk (Koswara, 2006).
Pengawasan mutu produk jadi dilakukan untuk mengetahui adanya ketidaksesuaian parameter-parameter mutu dengan standar yang berlaku. Pengendalian ini dilakukan terhadap produk jadi dengan cara pengambilan sampel sesuai jumlah populasi, yang kemudian dibuka dan dilakukan penimbangan berat mi yang telah dikemas. Setelah itu berat mi yang diperoleh disesuaikan dengan standar yang ada. Selain itu pengecekkan kemasan mi instan juga dilakukan, yaitu pengecekkan long seal (bagian tengah) dan end seal (samping atau pinggir kemasan), pengecekkan karton (basah atau tidak), beserta
pengecekkan terhadap ada tidaknya kode produksi di bungkus mi instan tersebut. Selanjutnya dilakukan pengecekkan ada tidaknya kebocoran pada kemasan mi instan dengan cara menekan mi instan tersebut. Apabila ternyata ada ketidaksesuaian,
misalnya kebocoran kemasan maka akan dilakukan pengembalian produk ke bagian produksi.
Outgoing Quality Control juga dilakukan di ruang shelf life yang menguji kondisi mi
24
25 BAB V
PENGUKURAN FISIK KEMASAN PRIMER BERUPA ETIKET INDOMIE JUMBO DAN CUP POPMIE JUMBO
5.1.Latar Belakang
Pengemasan dibentuk, desain, dan digunakan untuk mewadahi suatu produk agar bebas dari kerusakan yang mungkin terjadi pada produk. Selain itu, pengemas juga dapat dipergunakan untuk mempermudah distribusi produk. Kemasan dapat digunakan sebagai media penarik massa karena dapat dibentuk sesuai kebutuhan produk dan untuk meningkatkan nilai jual produk.
Berdasarkan struktur sistem kemasnya, kemasan dapat dibagi berdasarkan letak suatu bahan kemas dalam sistem kemasan keseluruhan menjadi:
a. Kemasan Primer, yaitu pengemas langsung mewadahi atau terkena produk langsung.
b. Kemasan Sekunder, yaitu pengemas yang fungsi utamanya melindungi
kelompok kemasan lainnya.
c. Kemasan Tersier dan Kuartener, yaitu pengemas yang mungkin masih diperlukan lagi setelah pengemas primer, sekunder, dan tersier, umumnya
digunakan sebagai pelindung selama distribusi.
5.1.1. Jenis Pengemas Etiket Indomie Jumbo
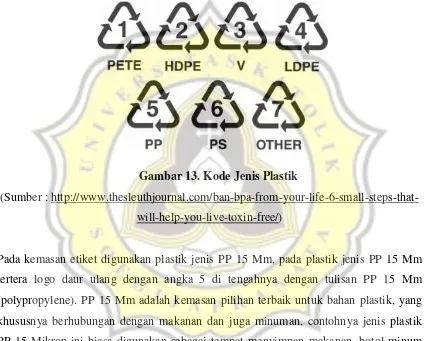
Kemasan etiket yang digunakan pada Indomie Jumbo memiliki bahan yang terdiri dari plastik jenis PP dan OPP. Pada setiap jenis kemasan plastik tertera kode-kode yang digunakan untuk memberi tanda bahan pembuatan kemasan plastik tersebut. The Society of Plastic Industry mengeluarkan kebijakan ini pada tahun 1998 di Amerika Serikat dan
26
Menurut Majari magazine, (2009) sistem kode ini dikembangkan untuk memenuhi kebutuhan para penyedia jasa daur ulang dan juga memberikan konsistensi dan keseragaman sistem pada manufaktur plastik yang dapat diterapkan secara internasional. Pemberian kode ini dapat memudahkan para konsumen untuk mengenali keamanan dan bahaya kemasan plastik. Kode tersebut terdapat di bawah kemasan plastik berupa angka dan huruf sesuai dengan jenis kemasan yang dipakai dalam lingkaran segitiga atau logo daur ulang. Seperti dapat dilihat pada gambar dibawah ini.
Gambar 13. Kode Jenis Plastik
(Sumber : http://www.thesleuthjournal.com/ban-bpa-from-your-life-6-small-steps-that-will-help-you-live-toxin-free/)
27
Jenis plastik PP 15 Mm juga memiliki sifat thermoplastik yaitu dapat meleleh jika dipanaskan, dapat mengeras jika didinginkan, dan dapat mengalami proses pelunakan dan pengerasan beberapa kali. Oleh karena itu, blok mi yang sudah berada dalam kemasan etiket yang terdiri dari bahan plastik jenis PP 15 Mm tersebut dijauhkan dari sinar matahari, dan juga diawasi suhu ruangan yang menjadi tempat penyimpanan barang produk tersebut. Pada kerja praktek yang penulis lakukan, penulis membantu pegawai QC Packaging untuk mengecek dan mengontrol gudang etiket yang berisi gulungan kemasan – kemasan Indomie, Sarimi, dan Supermi dengan berbagai jenis flavour.
Selain itu, kemasan etiket yang digunakan pada PT. Indofood CBP Sukses Makmur Tbk. Divisi Noodle Cabang Semarang, adalah plastik dengan jenis OPP 20 Mm. OPP atau Oriented Polystyrene memiliki fungsi sebagai protektor dari produk makanan yang berada di dalam kemasan, meningkatkan nilai estetika pada kemasan, dan sebagai bahan promosi perusahaan. Menurut Coles (2003) OPP 20 Mm juga memiliki fungsi ekstra yaitu sebagai pelindung produk makanan yang memiliki sensitivitas terhadap
kelembaban. Seperti halnya blok mi yang telah dikeringkan dengan suhu tertentu dan memilik kadar AW (water activity) yang harus dijaga agar selalu awet sesuai dengan tanggal kadaluarsa bagi masing–masing produk mi instan, produk ini memerlukan
kemasan yang dapat melindungi dari kelembaban udara di luar ataupun di dalam kemasan.
28
terbuka atau tidak rapat dan tidak tersegel maka produk makanan ataupun minuman di dalamnya sudah tidak layak dikonsumsi.
Berdasarkan pengamatan penulis, plastik jenis PP dan OPP yang digunakan pada PT. Indofood CBP Sukses Makmur Tbk. Divisi Noodle Cabang Semarang sudah memberikan hasil yang terbaik untuk kemasan etiket, di antaranya dikarenakan hasil warna dan desain yang sesuai dengan standar dan gulungan-gulungan etiket juga tidak mudah rusak atau lecet karena sifatnya yang kuat dan fleksibel. Hal ini sesuai dengan yang dibutuhkan dalam produksi mi instan.
5.1.2. Jenis Pengemas Cup Popmie Jumbo
Wadah yang digunakan tergolong jenis styrofoam. Menurut BPOM (2008) styrofoam terdiri dari butiran-butiran dengan tingkat kerapatan yang rendah, biasanya ringan dan ada ruang antar butiran berisi udara, serta tidak dapat menghantarkan panas. Menurut pendapat Sulchan & Endang (2007) styrofoam sebagai kemasan makanan dipilih karena keuntungannya seperti tidak mudah bocor, tidak mudah penyok saat dipegang, dapat
menahan panas dan dingin namun tetap nyaman untuk dipegang, dapat mempertahankan kualitas dan keutuhan produk pangan, murah dan ringan. Bahan dasar dari styrofoam sendiri adalah Expandable Polystyrene (EPS).
29
CFC yang dulunya digunakan sebagai blowing agent. Pada pembuatan cup Pop Mie beads yang digunakan berbentuk padat dengan konsentrasi 90-95% dan N –pentana yang berbentuk gas dengan konsentrasi 5-10% (Info POM, 2008). N-pentana mempunyai sifat mudah terbakar, berbentuk cair, tidak berwarna tapi berbau tajam.
5.1.3. Jenis Pengemas Lid Seal Cup Popmie Jumbo
Jenis kemasan yang digunakan untuk lid seal adalah laminated paper dengan aluminum foil. Menurut Julianti (2007), aluminium dapat digunakan untuk mengemas produk
buah-buahan dan sayuran, produk daging, ikan dan kerang-kerangan, produk susu dan minuman. Penggunaan laminated paper karena cahaya tidak boleh tembus ke dalam dan mengenai produk, lalu untuk aluminum foil membantu ketika pop mie dimasak, uap panas akan tertampung dan membantu proses pemasakan mi saat penyeduhan, selain itu bila menggunakan lapisan aluminum foil tidak akan terjadi pengembunan panas yang dapat merusak bagian laminated paper yang mengandung nama produk, nama perusahaan, dan keterangan produk lainnya.
5.2.Tujuan
Tujuan dari pendalaman topik ini adalah untuk mengawasi pengawasan mutu etiket dan cup, serta evaluasi yang ada di PT. Indofood CBP Sukses Makmur Semarang. Selain
itu, membandingkan hasil pengawasan dengan standar yang ada pada perusahaan dengan melakukan pengukuran fisik berupa panjang, diameter, dan ketebalan pengemas.
5.3.Metode
30
5.3.1. Prinsip Kerja Digital Thickness Gauge
Gambar 14. Alat ukur digital thickness gauge
Alat ukur ketebalan yang digunakan dalam pengukuran di kemasan etiket dan tutup cup noodle (lid seal) di PT. Indofood CBP Sukses Makmur Tbk. Divisi Noodle Cabang Semarang. Menurut Sayer, (2000) digital thickness gauge memiliki prinsip kerja dengan cara yaitu menjepitkan objek yang akan diukur ketebalannya dan dengan otomatis hasil sudah keluar dalam layar secara digital sehingga memudahkan pengguna untuk membaca, dan yang dilakukan pengguna selanjutnya hanya mencatat angka yang dikeluarkan dari alat tersebut dan membandingkan ukuran antara kemasan produk satu dan lainnya sesuai dengan standar yang telah ada.
31
5.4.Hasil dan Pembahasan
5.4.1. Pengukuran Fisik pada Etiket Indomie Jumbo
Pada pengukuran fisik salah satunya adalah uji ketebalan. Uji ketebalan ini diperlukan alat pengukur yang bernama digital thickness gauge, alat tersebut dapat mengukur ketebalan plastik ataupun kertas pada ketebalan dalam satuan inch dan hasil yang tertera akan ditampilkan secara digital. Standar kemasan Indomie Jumbo memiliki standar ketebalan etiket yaitu antara 38-42 𝜇, berat lembaran etiket yaitu 19-21 kg, panjang
pitch yaitu 194-196 mm, dan lebar yaitu 359-361 mm. Hal ini semua sudah diatur dalam ukuran standar yang senantiasa digunakan PT. Indofood CBP Sukses Makmur Tbk. Divisi Noodle Cabang Semarang. Pengukuran tidak hanya dengan mengukur ketebalan dari plastik etiket akan tetapi dengan mengukur panjang dari pitch dan lebar tersebut menggunakan penggaris panjang, untuk berat diukur dengan timbangan dan kemasan etiket masih dalam kondisi 1 gulungan (roll). Pitch adalah garis batas antara kemasan etiket yang memiliki warna hitam dari ujung kanan ke ujung kiri dan diukur serta disesuaikan dengan standar yang ada. Selain dari segi ukuran, pengukuran fisik juga meliputi pengecekan kondisi etiket, spesifikasi warna dan desain pada kemasan etiket. Pada kemasan wajib memiliki fisik yang baik (tidak terjadi lecet pada etiket), warna yang sesuai dengan standar, dan desain yang harus meliputi nama produk, gambar produk, nama perusahaan, nomor SNI, barcode, kehalalan produk, dan nomor BPOM RI. Apabila tidak sesuai dengan standar yang telah ditetapkan maka akan dilakukan penolakan terhadap barang incoming oleh QC.
Pengukuran fisik etiket pada kemasan Indomie Jumbo memiliki nilai tebal, pitch, berat,
lebar yang lebih besar dibandingkan Indomie reguler. Hal ini disesuaikan dengan konten blok mi yang terbungkus di dalamnya, Indomie Jumbo memiliki ukuran blok mi yang
32
sangat mengontrol keamanan kemasan dan dampak yang akan ditimbulkan pada konten kemasan yaitu blok mi yang akan dipasarkan. Maka dari itu, peran penting QC atau Team Quality Control sangat dibutuhkan dalam pengecekan kemasan ini, mulai dari
bahan baku hingga finish good semua tidak jauh dari peran QC.
5.4.2. Pengukuran Fisik Cup Popmie Jumbo
Pembuatan cup Pop Mie diproduksi sendiri oleh PT. Indofood CBP Sukses Makmur Tbk Divisi Noodle Cabang Semarang untuk keperluan produksi Pop Mie di pabrik tersebut. Bahan yang digunakan adalah EPS yang diimpor dari beberapa negara dengan beberapa brand. Pada tempat produksi cup Pop Mie harus menggunakan alat pelindung berupa masker untuk meminimalkan kontak langsung pada hidung. Pembuatannya dimulai dari beads dimasukkan ke dalam hopper dan masuk ke bak penampung, setelah itu beads dimasukkan ke dalam screw setelah dari bak penampung, screw di sini berfungsi untuk mendorong beads masuk dalam barrel kemudian ditambahakan N-pentana, angin, dan uap air yang lalu dikeringkan dengan bak pengering. Beads yang sudah dikeringkan masuk ke dalam silo 1 dan didiamkan (aging), tujuannya untuk
menghilangkan uap air pada beads, setelah itu masuk ke dalam silo 2 dan didiamkan kembali sesaat. Beads lalu diayak dengan mesin sifter, masuk ke silo 3 yang berfungsi sebagai penampung sementara beads, baru dilanjutkan ke mesin moulding EPS cup,
33
Pengukuran fisik dilakukan pada cup Pop Mie Jumbo dan pada lid seal atau penutup atas Pop Mie. Pengukuran fisik dapat berupa ukuran, spesifikasi fisik, warna, dan desain. Nilai pada pengukuran fisik cup Pop Mie Jumbo berupa ukuran diukur dengan menggunakan penggaris panjang, dan jangka sorong. Pada Cup Pop Mie Jumbo memiliki standar berat 7,9-8,1 gram, tinggi 110,0-110,3 mm, diameter atas 105-107 mm, diameter bawah 77-79 mm, tebal bibir 4,1-4,4 mm, dan diameter dinding 1,9-2,2 mm. Sedangkan ketidaksesuaian fisik meliputi kerusakan pada cup yang menyebabkan kecacatan ataupun patah pada cup sehingga ukuran menjadi tidak sesuai. Ketidaksesuaian warna dan desain meliputi pengecekan secara organoleptik dari gambar desain, warna pada cup, nama produk, nama perusahaan sesuai dengan standar yang ada. Apabila pada pengecekan ukuran, fisik, warna, dan desain secara organoleptik ada ketidaksesuaian standar maka akan langsung terjadi penolakan baik di bagian produksi cup maupun di bagian QC. Semua ini sudah diatur dalam ukuran standar yang
senantiasa digunakan PT. Indofood CBP Sukses Makmur Tbk. Divisi Noodle Cabang Semarang.
5.4.3. Pengukuran Fisik Lid Seal Cup Popmie Jumbo
Pada pengukuran fisik lid seal diukur dengan menggunakan penggaris panjang dan
pengecekan spesifikasi warna dan desain secara organoleptik. Standar pada lid seal PT. Indofood CBP Sukses Makmur Tbk. Divisi Noodle Cabang Semarang adalah diameter 109-111 mm, tebal 110-120 mm, dan berat 1,04-1,44 gram dan akan disesuaikan dengan jenis produk Pop Mie-nya
34 BAB VI
KESIMPULAN DAN SARAN
6.1.Kesimpulan
Kemasan etiket yang digunakan pada kemasan Indomie Jumbo memiliki bahan
yang terdiri dari plastik jenis PP dan OPP
Plastik jenis PP 15 Mikron memiliki karakteristik tidak berwarna yaitu transparan,
tidak jernih ataupun berawan, memiliki ketahanan yang baik terhadap lemak, lebih ringan dan juga kuat serta memiliki daya tembus uap yang rendah, mengkilap dan juga lebih stabil terhadap suhu tinggi.
Sifat lain yang dimiliki antara lain keras tetapi fleksibel, kuat, permukaan berlilin,
tidak jernih tapi tembus cahaya, tahan terhadap bahan kimia, panas dan minyak, melunak pada suhu 140ºC.
OPP 20 Mm memiliki fungsi sebagai protektor dari produk makanan yang berada di dalam kemasan, meningkatkan nilai estetika pada kemasan, dan sebagai bahan promosi perusahaan.
Parameter standar kemasan etiket pada kemasan Indomie Jumbo yakni ketebalan,
berat, panjang pitch, dan lebar etiket sesuai dengan standar yang ditetapkan.
Pengawasan mutu umur simpan mie yang dilakukan meliputi uji organoleptik dan
analisis kimia, yaitu pH, specific gravity, viskositas dan warna larutan alkali; kadar asam lemak bebas minyak goreng, dan kadar air adonan.
Cup Pop mie yang digunakan terbuat dari beads berbahan dasar EPS (Expandable
Polystyrene).
Cup Pop mie terbuat dari styrofoam karena bersifat tidak mudah bocor, tidak
mudah penyok saat dipegang, dapat menahan panas dan dingin namun tetap nyaman untuk dipegang, dapat mempertahankan kualitas dan keutuhan produk pangan, murah dan ringan.
Penggunaan laminated paper karena cahaya tidak boleh tembus ke dalam dan
35
6.2.Saran
36 BAB VII DAFTAR PUSTAKA
Badan Pengawas Obat dan Makanan Republik Indonesia. (2009). Keterangan Pers Tentang Kemasan Makanan “Styrofoam”. Jakarta. Indonesia.
Baedhowie dan Pranggonowati, S. (2005). Petunjuk Praktek Pengawasan Mutu Hasil Pertanian 2. Departemen Pendidikan dan Kebudayaan. Direktorat Jenderal Pendidikan Dasar dan Menengah Kejuruan. Jakarta.
BPOM. (2008). Kemasan Polistirena Foam (Styrofoam). Jakarta Pusat.
Chung, M.S.; Ruan, R.R.; Chen, P.; Chung, S.H.; Ahn, T.H.; & Lee, K.H. (2000). Study Caking in Powdered Foods Using Nuclear Magnetic Resonance Spectroscopy. J Appl. Spectrosc.; 65:134-138.
Direktorat Pengawasan Produk dan Bahan Berbahaya Badan Pengawas Obat dan Makanan RI. (2008). Materi Talkshow di RRI tentang Kemasan Pangan.
Hambali, E., Suryani A., M. Rivai. (2007). Membuat Aneka Bumbu Instan Pasta. Penebar Swadaya. Jakarta.
http://majarimagazine.com/2009/02/simbol-daur-ulang-pada-botol-dan-kemasan-plastik/.
Hubeis, M. (2001). Pemasyarakatan ISO 9000 untuk Industri Pangan di Indonesia. Buletin Teknologi dan Industri Pangan. Volume 3. Fakultas Teknologi Pertanian. IPB. Bogor.
InfoPOM. “Kemasan Polistirena Foam (Styrofoam)”. InfoPOM Badan Pengawas Obat dan Makanan Republik Indonesia Vol. 9, No. 5, September 2008: 1-3.
Kaihatu, T.S. (2014). Manejemen Pengemasan. Penerbit Andi. Yogyakarta.
Khomsan. (2003). Pangan dan Gizi Untuk Kesehatan. PT Raja Grafindo Persada: Jakarta.
37
Kotler, P.G.A. (2008). Prinsip-Prinsip Pemasaran Edisi 12 Jilid 1. Erlangga. Jakarta.
Muhandri, T. dan D. Kadarisman. (2006). Sistem Jaminan Mutu Indsutri Pangan. IPB Press.
Munif, A. (2009). Jarak Aman Antara Septic Tank dengan Sumur Gali.
https://environmentalsanitation.wordpress.com/category/jarak-septic-tank/.diakses tanggal 02 September 2017.
Prawirosentono, S. (2004). Filosofi Baru Tentang Manajemen Mutu Terpadu Total Quality Management Abad 21 Studi Kasus dan Analisis. Jakarta: PT. Bumu Aksara.
Puspitasari, D. (2004). Perbaikan dan Evaluasi Penerapan Sistem Manajemen Mutu Pada Industri Pengolahan Tahu. Institut Pertanian Bogor. Bogor.
Roberts, T & Graham, P. (2013). Food Storage Guidelines For Consumers. Department of Human Nutrition, Foods and Exercise, Virginia Tech.
Rochman. (2007). Kajian Teknik Pengemasan Buah Pepaya dan Semangka Terolah Minimal Selama Penyimpanan Dingin. Fakultas Teknologi Pertanian Institut Pertanian Bogor. Bogor.
Sayer, Michael & Mansingh, Abhai. (2000). Measurement, Instrumentation and Experiment Design in Physics and Engineering, New Delhi: Prentice-Hall of India.
Sulchan M. dan Nur W.E. (2007). Keamanan Pangan Kemasan Plastik dan Styrofoam. Fakultas kedokteran UNDIP. Semarang.