LAPORAN ON THE JOB TRAINING
PT. ROBUTECH
SEMOLOWARU SELATAN V/25
SURABAYA
IIS ARISKA NRP. 0114030040
PROGRAM STUDI
TEKNIK PERANCANGAN DAN KONSTRUKSI KAPAL
JURUSAN TEKNIK BANGUNAN KAPAL
iv
akhir On The Job Training yang dilaksanakan mulai tanggal 27 Februari 2017 sampai dengan 31 Mei 2017.
Penulis menyadari bahwa tanpa bantuan dan bimbingan dari berbagai pihak, sulit bagi kami untuk menyelesaikan laporan ini. Oleh karena itu, penulis menyampaikan terimakasih kepada:
1. Bapak Ir. Eko Julianto, M.Sc., MRINA selaku Direktur PPNS.
2. Bapak Aang Wahidin, ST, MT selaku Ketua Jurusan Teknik Bangunan Kapal.
3. Bapak Pranowo Sidi ST.MT selaku koordinator On The Job Training PPNS.
4. Bapak Budi Setiawan, selaku Direktur PT. Robutech
5. Bapak Abdul Aziz Arfi, selaku Pembimbing OJT di PT. Robutech
6. Seluruh karyawan PT. Robutech yang telah banyak membantu kami selama kami praktek
7. Teman-teman seperjuangan OJT PT. Robutech 2017 dari PPNS dan dari POLTERA
8. Dan semua pihak yang telah membantu yang tidak bisa saya sebutkan satu per satu.
Tentunya dalam laporan ini, penulis menyadari masih banyak kekurangan maupun kesalahan yang perlu dibenahi. Untuk itu penyusun mohon maaf atas semua kekurangan dan kesalahan yang terjadi dalam penyusunan laporan dan On The Job Training ini. Kritik dan saran sangat diharapkan untuk penyempurnaan laporan selanjutnya. Semoga laporan ini berguna bagi kita semua khususnya dalam dunia ilmu pengetahuan, perusahaan serta pembaca pada umumnya.
v
1.1 Latar Belakang On the Job Training ... 7
1.2 Tujuan On the Job Training ... 8
1.3 Permasalahan Khusus yang Dibahas ... 8
1.4 Batasan Permasalahan yang Diambil ... 8
BAB II ... 9
DATA UMUM PERUSAHAAN ... 9
2.1 Profil Perusahaan ... 9
2.2 Produk dan Pemasaran ... 9
2.3 Visi dan Misi Perusahaan ... 12
2.4 Struktur Organisasi PT. Robutech ... 12
BAB III ... 14
3.1.4 Magnetic Particle Test ... 24
3.2 DT ( Destructive Test ) ... 25
3.2.1 Hardness Test ... 25
BAB IV ... 27
PEMBAHASAN MASALAH ... 27
vi
4.1.5 Data ketebalan pipa ... 29
4.1.6 Analisa data... 30
4.1.7 Hasil ... 32
4.1.8 Kendala saat proses inspeksi... 32
BAB V ... 34
KESIMPULAN ... 34
5.1 Kesimpulan ... 34
5.2 Saran ... 34
7
spesifikasinya dan memiliki kemampuan adaptasi terhadap penggunaan alat industri sangat dibutuhkan di Negara Indonesia. Apalagi dengan perkembangan industri yang cukup pesat pada era 2017 ini. Namun, industri yang sudah ada tersebut, hanya bergerak dalam bidang umum saja. Banyak yang tidak mengetahui mengenai keterampilan lain seperti jasa inspeksi.
Pesatnya kemajuan industri di Indonesia tidak sejalan dengan perkembangan perusahaan jasa inspeksi di Indonesia. Industri yang semakin banyak tentu membutuhkan jasa inspeksi yang professional dan terpercaya. Namun pada kenyataannya jasa inspeksi belum banyak di Indonesia.
Jasa inspeksi yang terkait adalah jasa pengujian teknis seperti uji bahan . Padahal pengujian seperti ini dibutuhkan hampir di semua sektor industri. Pengujian tersebut digunakan untuk menjamin kualitas dari produk dan alat industri yang digunakan. Keberhasilan suatu industri akan berlangsung apabila kualitas produknya baik dan aman.
Agar proses inspeksi pengujian bahan industri berjalan dengan baik dan aman, diperlukan tenaga ahli dan tenaga teknik yang professional dan kompeten dalam bidangnya masing-masing. Partisipasi Pemerintah dan Perguruan Tinggi sangat dibutuhkan, maka dari itu sebagai langkah awal untuk mewujudkan harapan tersebut PPNS menetapkan On The Job Training (OJT) sebagai salah satu kurikulum wajib yang harus ditempuh oleh mahasiswanya selama 3 bulan (untuk jenjang D3).
Dalam kesempatan kali ini penyusun melaksanakan On the Job Training
di PT. ROBUTECH. Dimana PT.Robutech merupakan salah satu badan
8
1.2Tujuan On the Job Training
Tujuan dari kegiatan program On Job Training meliputi :
1. Mengetahui prosedur kerja serta manajemen Sumber Daya Manusia yang ada dalam proses inspeksi yang dillakukan PT.Robutech serta jenis-jenis pengujian dan alat-alat inspeksi yang ada di PT.Robutech.
2. Mengetahui kondisi kerja di lapangan serta aplikasi teori yang di dapat dari kuliah di jurusan Teknik Perancangan & Konstruksi Kapal PPNS.
3. Memahami secara garis besar proses inspeksi yang di lakukan PT.Robutech.
4. Untuk memenuhi beban satuan kredit semester (SKS) yang harus ditempuh sebagai persyaratan akademis di Jurusan D-3 Teknik Perancangan dan Konstruksi Kapal PPNS.
1.3Permasalahan Khusus yang Dibahas
“Analisa Pengujian Ultrasonic ( Thickness ) pada pipa di PT. XXX, field Jatibarang, Jawa Barat.”
1.4Batasan Permasalahan yang Diambil
1. Laporan OJT disusun untuk membahas Pengujian Ultrasonic (thickness) di PT. XXX, field Jatibarang, SP.A1 – NFG. Mundu, Jawa Barat.
2. Sample yang diambil yaitu data pengujian thickness pada pipa 6 inch di titik 1 sampai dengan 10 pada jam 6, 9, 12, dan 3.
9
BAB II
DATA UMUM PERUSAHAAN
2.1Profil Perusahaan
PT. Robutech (Persero) didirikan pada tanggal 13 Oktober 2009, perusahaan perseorangan ini menyediakan pengujian teknis dan jasa inspeksi yang meliputi : NDT, survey, Sertifikasi dan Engineering Services.
Pangsa pasarnya mengcover beberapa sector meliputi petroleum (minyak), gas, pertambangan, industri dan kelautan. Pengalaman yang luas (personal) melalui bermacam-macam bidang telah membuat perusahaan ini mampu memenuhi kebutuhan client.
2.2Produk dan Pemasaran
2.2.1 Non Destructive Testing (NDT)
Ultrasonic Test
Wall Thickness Measurement
Magnetic Particle Test
Dye Penetrant Test
Pressure Vessel Inspection
Lifting Equipment Inspection
Lightning inspection
Fire Protection Inpection
WPS/PQR
Welder Performance Test
Electrical Installation Inspection
10
2.2.3 Other Service
Third Party Inspector
Remaining Life Assesment
Positive Material Identification (PMI)/ Alloy Analyzer
Preshipment Inspection
Failure Analysis
Conditional Survey
Lifting Load Test
2.2.4 Kerjasama Robutech dengan Instansi Lain
12
2.3 Visi dan Misi Perusahaan 2.3.1 Visi
To be the reliable and trustworthy National Inspection and Testing Company through good services. (Menjadi perusahaan jasa inspeksi dan pengujian nasional yang terpercaya dan dapat diandalkan melalui pelayanan yang baik.).
2.3.2 Misi
To give additional value to industry by providing inspection and Engineering services professionally and Indepedently.( Memberikan nilai tambah bagi industry dengan menyediakan jasa inspeksi dan layanan teknik secara professional dan independen.).
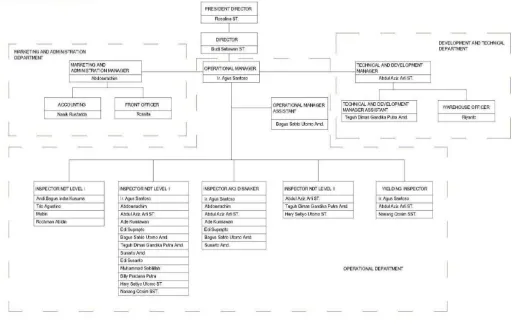
2.4 Struktur Organisasi PT. Robutech
13
Selain jabatan struktural, terdapat jabatan fungsional yang meliputi inspektor, ahli k3 dan lain-lain.
14
BAB III
TEORI DASAR
3.1 NDT ( Non Destructive Test )
Non destrtructive testing (NDT) adalah aktivitas tes atau inspeksi terhadap suatu benda untuk mengetahui adanya cacat, retak, atau discontinuity lain tanpa merusak benda yang diuji atau inspeksi. Pada dasarnya, tes ini dilakukan untuk menjamin bahwa material yang kita gunakan masih aman dan belum melewati damage tolerance. NDT dilakukan paling tidak sebanyak dua kali. Pertama, selama dan diakhir proses fabrikasi, untuk menentukan suatu komponen dapat diterima setelah melalui tahap-tahap fabrikasi. NDT ini dijadikan sebagai bagian dari kendali mutu komponen. Kedua, NDT dilakukan setelah komponen digunakan dalam jangka waktu tertentu. Tujuannya adalah menemukan kegagalan parsial sebelum melampaui damage tolerance-nya.
Ada beberapa metode NDT yang umum digunakan di PT.Robutech, antara lain:
3.1.1. Ultrasonic Test
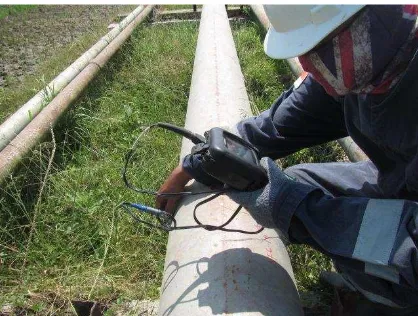
Ultrasonic Testing (UT) merupakan inpeksi yang menggunakan gelombang suara dengan frekuensi tinggi (biasanya di range antara 0,5 sampai 15 MHz) untuk melakukan pengujian dan perhitungan, penggunaanya sangat beragam dalam keteknikan, dapat untuk memetakan sebuah cacat, menghitung ketebalan ataupun melihat dimensi atau luasan.
15
ditampilkan pada layar. Dengan mengetahui kecepatan gelombang, waktu tempuh gelombang dapat diubah menjadi jarak tempuh sinyal. Dari sinilah informasi mengenai jarak, ukuran, orientasi, dan yang lainnya didapatkan.
Gambar 3.1.1.1 Pengambilan data ketebalan pipa dengan Ultrasonic Test
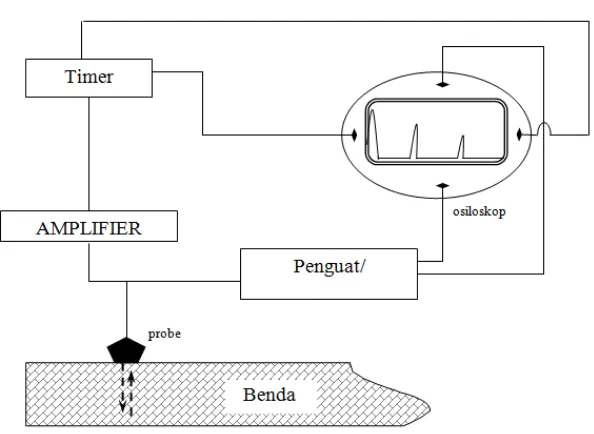
Prinsip Dasar Pengujian Ultrasonik:
Pemeriksaan tebal bahan atau adanya cacat dalam bahan dengan gelombang ultrasonic dapat dilakukan dengan tiga cara yaitu : teknik resonansi, teknik tranmisi dan teknik gema. Dari ketiga teknik tersebut, teknik gema kontak langsung paling sering digunakan terutama pada pemeriksaan di lapangan.
Pantulan/Gema
16
Gambar 3.1.1.2 Prinsip pekerjaan UT untuk mendeteksi cacat
Probe
Dalam suatu probe dapat berisi suatu kristal yang disebut probe tunggal, tetapi dapat pula berisi dua kristal yang identik (probe kembar). Bila bidang permukaan kristal sejajar dengan bidang permukaan probe, maka disebut probe normal. Dalam probe normal gelombang yang keluar dari probe adalah
gelombang longitudinal dan arah tegak lurus terhadap permukaan probe. Bila bidang permukaan tidak sejajar dengan probe maka disebut probe sudut. Gelombang yang masuk ke benda uji adalah gelombang transversal dan membentuk sudut tertentu terhadap garis normal permukaan probe. Jadi ada empat macam probe yakni :
1. Probe normal : Gelombang yang merambat secara longitudinal.
2. Probe sudut : Gelombang yang merambat secara transversal.
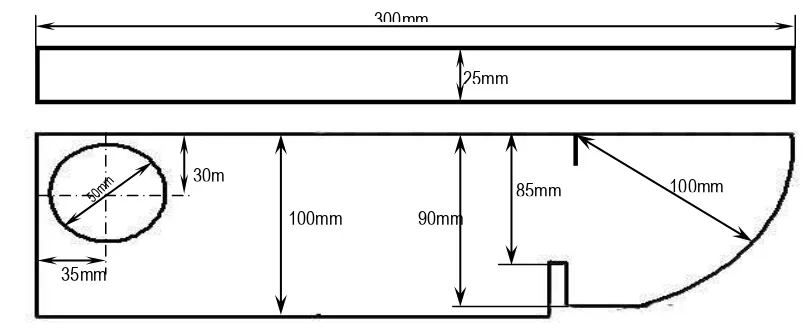
Kalibrasi.
17
Pemeriksaan Linieritas Horisontal.
Pemeriksaan untuk meyakinkan bahan skala horizontal jarak adalah linier. Pemeriksaan dilakukan dengan cara meletakkan probe dengan ketebalan 25 mm dari blok kalibrasi, dengan mengambil range 250 mm. Bila setiap indikasi tepat terletak pada skala 1, 2, 3, 4, 5, 6, 7, 8, 9, dan 10 maka skala horisontalnya masih linier.
Pemeriksaan linieritas vertical.
Pemeriksaan ini tebagi atas dua yaitu :
Pemeriksaan linieritas layer.
Yaitu untuk meyakinkan bahwa kala vertical adalah linier. Untuk itu diusahakan pada layer dapat ditimbulakan dua buah indikasi yang amplitudonya 2 : 1 pada saat amplitude indikasi pertama mencapai 80 %. Indikasi tertinggi diatur agar mencapai 100 %, kemudian diturunkan dengan step 10 % sampai amplitudonya menjadi 20 %. Skala vertical layer disebut linier bila setiap kali amplitude indikasi kedua tingginya 50 5% dari amplitude indikasi pertama.
Pemeriksaan linieritas tombol gain.
18
Pemeriksaan dimaksudkan untukmeyakinkan bahwa step tombol gain dari pesawat ultrasonic adalah linier. Untuk itu amati amplitude dari suatu reflector. Kemudian tombol gain diputar agar diperoleh penambahan 6 dB dan 12 dB.
Kalibrasi Probe Normal.
Kalibrasi dimaksudkan untuk menyesuaikan skala 0-10 pada layar dengan jangkauan dari gelombang ultrasonic dalam benda uji/blok kalibrasi adalah gelombang longitudinal.
Jarak yang dikalibrasi adalah jarak tempuh yakni jarak yang dilalui oleh gelombang-gelombang dalam benda uji/blok kalibrasi. Untuk mengkalibrasi range 100 mm maka mula mula pulsa harus timbul pada skala 0. Tombol range kasar di set pada 100 mm dan probe diletakkan pada ketebalan 25 mm dari blok kalibrasi V1. Indikasi yang timbul pada layar harus berjumlah 100/25 = 4 buah dan terletak pada skala :
Agar indikasi menempati skala yang seharusnya,tombol range halus dan tombol penggeser pulsa harus diputar secara bergantian. Bila seluruh indikasi menempati skala-skala tersebut secara tepat, maka kalibrasi telah selesai dan pesawat siap digunakan untuk pengukuran.
19
diperlukan timbulnya minimum 2 buah indikasi tidak termasuk pula awal. Karena jarak yang sesuai dengan ketebalan bahan adalah jarak antara dua indikasi, bukan jarak antara dua buah pulsa awal dan indikasi pertama.
Kelebihan Pengujian Ultrasonik:
a. Kedalaman penetrasi untuk mendeteksi defect pada material dengan ketebalan diatas 6 mm sangat baik .
b. Hanya membutuhkan 1 sisi benda uji.
c. Menampilkan informasi jarak pada layar CRT. d. Dapat digunakan untuk mengukur tebal material.
Kekurangan Pengujian Ultrasonik
a. Finishing dan kekasaran pada permukaan mempengaruhi hasil inspeksi.
b. Dibutuhkan aksesoris tambahan untuk menguji material yang tipis.
3.1.2 Radiography Test
Sinar bertenaga tinggi seperti sinar – χ dan sinar – γ adalah sinar yang dapat digunakan untuk menguji material karena kedua cahaya tersebut mempunyai sifat dapat menembus logam. Pengujian radiografi ini bertujuan untuk mendeteksi diskontinuiti di dalam bahan seperti diskontinuiti akibat tuangan, pengelasan, dan lain – lain.
Metode pengujian radiografi yaitu sinar – sinar elektromagnetik ( sinar –χ atau sinar - γ ) ditembuskan kepada bahan lalu direkam dalam film khusus. Dari hasil rekaman film akan dapat diamati discontinuity bahan juga dapat diperoleh hasil rekaman yang permanen.
Komponen radiografi antara lain
1. sumber radiasi terbagi menjadi 2 yaitu:
20
Sinar χ dapat dihasilkan dengan menumbukkan elektron yang dilepaskan
oleh katoda pada anoda di dalam suatu tabung hampa udara. Sifat – sifat sinar - χ yang dihasilkan sangat tergantung pada tegangan dan arus dari tabung, makin tinggi tegangannya makin besar daya tembus dari sinar – χ yang dihasilkan. Sedangkan arus tabung yang besar akan mempertinggi intensitas sinar –χ. Sinar χ dapat dihasilkan dengan menumbukkan elektron yang dilepaskan oleh katoda pada anoda di dalam suatu tabung hampa udara. Sifat – sifat sinar - χ yang dihasilkan sangat tergantung pada tegangan dan arus dari tabung, makin tinggi tegangannya makin besar daya tembus dari sinar – χ yang dihasilkan. Sedangkan arus tabung yang besar akan mempertinggi intensitas sinar –χ. Keuntungan utama penggunaan sinar-X dalam karakterisasi material adalah kemampuan penetrasinya, sebab sinar-X memiliki energi sangat tinggi akibat panjang gelombangnya yang pendek. Sinar-X adalah gelombang elektromagnetik dengan panjang gelombang 0,5-2,0 mikron. Sinar ini dihasilkan dari penembakan logam dengan elektron berenergi tinggi. Elektron itu mengalami perlambatan saat masuk ke dalam logam dan menyebabkan elektron pada kulit atom logam tersebut terpental membentuk kekosongan. Elektron dengan energi yang lebih tinggi masuk ke tempat kosong dengan memancarkan kelebihan energinya sebagai foton sinar-X.
21
Gambar 3.1.2.1 Sinar –χ ( χ - ray)
b. Sinar –γ
Unsur – unsur tidak stabil yang juga disebut radioisotop dalam proses menuju kestabilanya akan memancarkan gelombang elektromagnet yang dinamakan sinar – γ. Karena pemancarannya ini maka radioisotop makin lama makin lemah. Waktu yang dijalani sehingga kekuatan penyinarannya menjadi setengahnya disebut waktu setengah umur. Untuk keperluan pengujian tidak merusak dengan sendirinya harus menggunakan radioisotop yang mempunyai waktu setengah umur beberapa hari. Dalam hal ini bIasanya digunakan isotop – isotop Cesium ( Cs ), Iridium ( Ir ) atau Tulium ( Tm ).
22
Dalam hal ini bIasanya digunakan isotop – isotop Cesium ( Cs ), Iridium ( Ir ) atau Tulium ( Tm ). Karena radioisotop selalu memancarkan sinar - γ maka apabila tidak dipakai harus di simpan dalam tabung pelindung yang terbuat dari timbal dan paduan wolfram.Pemancaran sinar - γ dapat dilakukan dengan tiga cara yaitu pemancaran satu arah yang dilakukan dengan membuka tutup tabung pelindung, pemancaran silinder yang dilakukan dengan membuka pelindung dinding tabung, dan pancaran ke segala arah dengan meletakkan radioisotop pada tempat yang telah dipilih tanpa memakai tabung pelindung.
Kelebihan dari sinar – γ adalah bisa memancarkan sinar secara kontinyu,yaitu terus menerus, sehingga sinar - γ mampu bertahan ditempat yang tidak ada listrik.sedangkan kekurangannya adalah karena sinar – γ fleksibel,maka listrik tidak bisa dipadamkan.
Gambar 3.1.2.2 sinar –γ.
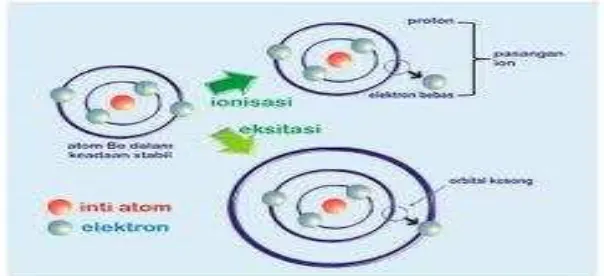
3.1.3 Penetrant Test
23
yang ada dipermukaan dibersihkan maka cacat akan kelihatan jelas karena cairan yang berada di dalam cacat ditarik keluar oleh cairan pengembang/developer (putih) yang warnanya kontras dengan liquid Penetrant. Terdeteksinya diskontinyuitas adalah dengan timbulnya bercak
– bercak merah (liquid penetrant) yang keluar dari dalam diskontinyuitas.
Diskontinuitas yang mampu dideteksi dengan pengujian ini adalah diskontinyuitas yang bersifat terbuka dengan prinsip kapilaritas seperti pada gambar. Deteksi diskontinyuitas dengan cara ini tidak terbatas pada ukuran, bentuk arah diskontinyuitas, struktur bahan maupun komposisinya. Liquid penetrant dapat meresap kedalam celah yang sangat kecil. Pengujian penetrant ini tidak dapat mendeteksi kedalaman diskontinyuitas. Pengujian ini banyak digunakan untuk menyelidiki keretakan permukaan ( surface cracks ), kekeroposan ( porosity ), lapisan
– lapisan bahan , dll. Pengguanan uji liquid penetrant tidak terbatas pada logam ferrous dan non ferrous saja tetapi juga pada ceramics, plastic, gelas, dan benda – benda hasil powder metalurgi.
24
Cacat yang mampu dideteksi dengan uji ini adalah cacat yang bersifat mikro. Yaitu cacat yang tidak dapat diamati dengan mata telanjang. Deteksi dengan cara ini tidak tergantung pada ukuran, bentuk, arah keretakan, struktur bahan maupun komposisinya.Liquid penetrant dapat meresap ke dalam celah cacat yang sangat kecil bahkan ke dalam cacat yang hanya sedalam 4 mikron (4x10-6 m). Penyerapan liquid penetrant ke dalam celah cacat terjadi karena daya kapiler. Proses ini banyak digunakan untuk menyelidiki cacat permukaan, kekeroposan (porosity), lapisan-lapisan bahan, dll. Sedangkan seberapa dalam cacat tersebut tidak mampu dideteksi dengan uji ini. Penggunaan uji liquid penetrant tidak terbatas pada logam ferrous dan non ferrous saja, tetapi juga pada keramik, plasik, gelas, dan benda-benda hasil powder metallurgi.
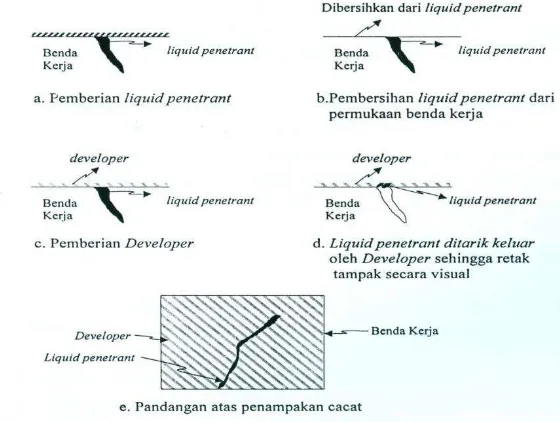
Gambar 3.1.3.2 Gambar chemical untuk uji Penetran
3.1.4 Magnetic Particle Test
25
pada material. Cara yang digunakan untuk mendeteksi adanya kebocoran medan magnet adalah dengan menaburkan partikel magnetik dipermukaan material. Partikel-partikel tersebuat akan berkumpul pada daerah kebocoran medan magnet.
Keuntungan metode magnetic particle inspection:
Dapat mendeteksi discontinuity pada permukaan dan subsurface Indikasi yang dihasilkan oleh partikel magnet dipermukaan
menggambarkan discontinuity
Kekurangan metode magnetic particle inspection :
Hanya dapat menginspeksi material ferromagnetik Deteksi cacat ditentukan posisi yoke
Indikasi yang muncul mudah terpengaruh oleh material disebelahnya yang mengandung magnet
Membutuhkan demagnetisasi dan pembersihan setelah pengujian
3.2 DT ( Destructive Test )
Pengertian dari Destructive Test adalah pengujian yang dilakukan terhadap suatu material atau spesimen sampai material tersebut mengalami kerusakan. Dari pengujian ini akan diperoleh informasi tentang kekuatan dan sifat mekanik bahan.
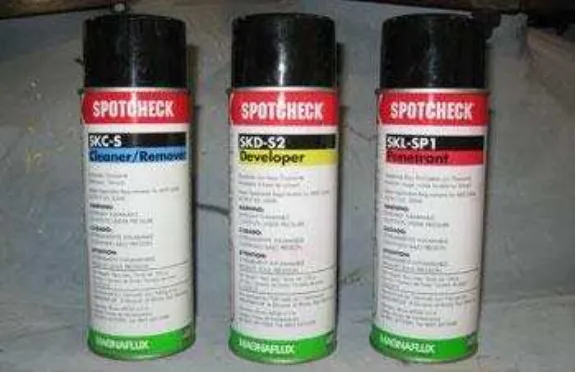
3.2.1 Hardness Test
26
Gambar 3.2.1.1 Alat Penguji Kekerasan Portable
Alat pengujian kekerasan (hardness) portable dapat langsung mengkonversi hasil pembacaan menjadi nilai kekerasan yang lebih general seperti HRC, HV, atau HB sesuai dengan kebutuhan. Nilai kekerasan (hardness) material pipa yang ditunjukan oleh alat penguji nantinya akan dikonversi lagi menjadi satuan kekuatan tarik (tensile strength) dan dibandingkan dengan spesifikasi material pipa.
27
BAB IV
PEMBAHASAN MASALAH
4.1 Analisa Pengujian Ultrasonic ( Thickness ) pada pipa di PT. XXX,
field Jatibarang, Jawa Barat.
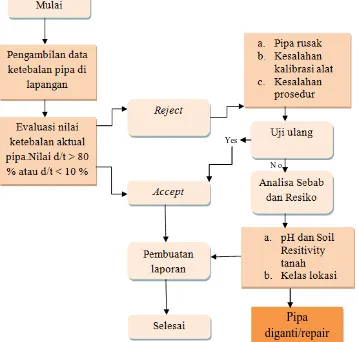
Secara umum alur pekerjaan Pengujian Ultrasonic (Thickness) pipa penyalur dijelaskan dalam diagram berikut ini :
Gambar 4.1 Diagram alir alur pekerjaan Ultrasonic Test pada pipa
4.1.1 Standar Pengujian
Standar yang digunakan adalah ASME B31.4 ( Oil )
4.1.2 Pelaksanaan Pengujian
Tanggal : 14 Mei 2017
Objek yang diuji : Pipa baja penyalur minyak 6 inch aboveground N o
Yes
28
Lokasi : Field Jatibarang booster SP. A1 – NFG Mundu
4.1.3 Peralatan yang dibutuhkan
Pesawat Ultrasonic merk Olympus.
Probe Normal.
Block Kalibrasi.
Oli.
Cleaner.
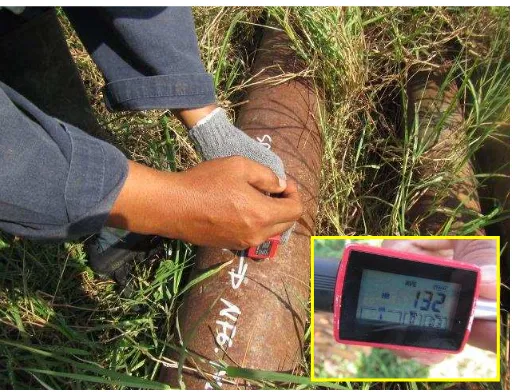
4.1.4 Metode Pengujian Thickness Test (ketebalan pipa)
Pengujian ketebalan pipa dilakukan dengan menggunakan alat Ultrasonic Tester dengan merk Olympus, untuk mengetahui ketebalan dari pipa pada posisi jam 9, 12, 3 , dan 6 yang dilakukan oleh personil NDT Level 2 untuk mengetahui ketebalan pipa secara merata dengan mengambil 4 titik yang ditentukan.
Sebelum dilakukan pengujian dilakukan pembersihan permukaan pipa (surface preparation) dengan cleaner, serta kalibrasi alat dengan menggunakan block kalibrasi untuk memeriksa skala horizontal dan skala vertikal masih linier atau tidak dengan tujuan memastikan kebenaran nilai ketebalan pipa.
29
Gambar 4.1.4.2 Foto pengambilan data ketebalan pipa pada jam 9
4.1.5 Data ketebalan pipa dengan Ultrasonic Test
Pengambilan data ketebalan pipa diambil disetiap jarak interval 100 m. Hasil pengambilan data hanya menampilkan data ketebalan pipa dari Point 001 sampai dengan 010 , untuk membatasi analisa.
Gambar 4.1.5.1 Tabel hasil pengambilan data ketebalan pipa, pH dan soil resitivity tanah.
P.001 line pipa berada di SP. A1.
P.002 line pipa berada di persawahan ( class location 1 ).
P.003 line pipa berada di arean crossing road ( class location 2 ).
P.004 line pipa berada di persawahan ( class location 1 ).
P.005 line pipa berada di persawahan ( class location 1 ).
30
menyebabkan perbedaan nilai ketebalan pipa yaitu :a. Nilai pH tanah
Pada jalur pipa penyalur nilai derajat keasaman (pH) memiliki pengaruh terhadap potensi terjadinya korosi eksternal (akibat interaksi pipa dengan tanah).Tanah yang memiliki nilai derajat keasaman (pH) kurang dari 3 atau lebih dari 9 dapat menyebabkan terjadinya korosi. Namun dari segi kecepatan terjadinya korosi, tanah yang memiliki derajat keasaman rendah (lebih asam) akan lebih cepat menyebabkan terjadinya korosi dibandingkan dengan tanah dengan derajat keasaman yang tinggi (lebih alkali).
Gambar 4.1.6.1 Foto pengambilan data pH tanah b.Nilai Soil Resitivity tanah
31
korosi, tahanan tanah (Soil Resistivity) dianggap salah satu metode terbaik untuk mengukur tingkat korosifitas tanah.
Gambar 4.1.6.1 Tabel Acuan Pembacaan Nilai Hambatan dengan tingkat korosifitas
c. Kondisi lingkungan
Setiap peletakan pipa khususnya pada jalur perpipaan yang menghubungkan antar stasiun pengumpul atau biasa disebut jalur pipa trunkline. Berikut adalah kategori kelas lokasi menurut keadaan sekitar penanaman jalur pipa :
Kelas Lokasi 01
Mereperentasikan daerah dengan kondisi seperti hutan, pegunungan, laut, gurun pasir dan tanah lapang untuk perkebunan atau pertanian. Pada daerah dengan klasifikasi kelas lokasi 1 jumlah bangunan dalam wilayah sepanjang 1.6 km dengan lebar 0.4 km adalah kurang dari 10 unit.
Kelas Lokasi 02
Merepresentasikan daerah dengan kondisi seperti daerah pinggiran, perkampungan, peternakan dan daerah pertanian dengan penduduk yang minim. Pada daerah dengan klasifikasi kelas lokasi 2 jumlah bangunan dalam wilayah sepanjang 1.6 km dengan lebar 0.4 km adalah antara 10 sampai dengan 46 unit.
Kelas Lokasi 03
32
Kelas Lokasi 04
Merepresentasikan daerah dengan kondisi seperti daerah perkotaan dengan bangunan yang bertingkat‐tingkat dimana jalan raya mulai ramai hingga padat.Bertingkat yang dimaksud adalah memiliki tingkatan lebih dari 4 (empat) tingkatan dimana lantai bawah tanah dan lantai dasar termasuk di dalamnya.
4.1.7 Hasil
Dari data ketebalan pipa yang diambil dengan menggunakan Ultrasonic Test di point 001 sampai 010 di atas, dapat diketahui bahwa ketebalan pipa tidak mempunyai pola semakin menipis atau semakin menebal namun kondisinya random (acak). Titik pipa yang berada di jam 6 memiliki penipisan yang lebih signifikan karena berkonteraksi langsung dengan tanah, dimana dalam tanah memiliki kandungan pH dan soil resitivity yang dapat menyebabkan penipisan maupun korosi pada pipa. Bukan hanya itu, kondisi lingkungan juga mempengaruhi, misal line pipa berada di crossing road maka pada jam 12, pipa akan mengalami penipisan yang lebih daripada di titik yang lain, karena pipa di titik tersebut sering menerima beban kejut seperti kendaraan dan warga sekitar yang melintas di atas line pipa.
4.1.8 Kendala saat proses inspeksi
Pada saat inspeksi ada beberapa kendala yang mempersulit proses inspeksi, antara lain :
1. Cuaca yang tidak mendukung seperti hujan dan petir yang menyebabkan diberhentikannya proses inspeksi dikarenakan lokasi inspeksi pipa berada di alam terbuka seperti persawahan, hutan, rawa dsb.
33
34
BAB V
KESIMPULAN
5.1 Kesimpulan
Dari kegiatan On The Job Trainning yang telah kami lakukan di PT. Robutech yang dimulai dari 27 Februari 2017 sampai dengan 31 Mei 2017 dapat disimpulkan :
1. PT. Robutech merupakan perusahaan di bidang jasa inspeksi yang mumpuni terbukti dengan peralatan DT dan NDT yang cukup lengkap dalam menjalankan bidangnya.
2 PT. Robutech merupakan perusahaan jasa inspeksi yang mendukung penuh baik sarana dan prasarana bagi mahasiswa yang melakukan kegiatan On The Job Trainning terbukti dengan diikut sertakannya mahasiswa langsung dalam kegiatan inspeksi. Trainning di PT. Robutech ada beberapa saran yang dapat kami sampaikan yaitu :
1. Pada saat dilakukannya pengujian Ultrasonic Test (Thickness) seharusnya permukaan pipa yang akan diuji benar-benar dibersihkan dengan baik agar tidak mempengaruhi hasil inspeksi.
2. Perlu diperhatikannya kerapian dan perawatan dari peralatan DT maupun NDT yang dimiliki agar dapat digunakan dalam jangka waktu yang lama. 3. Kedisiplinan dalam mengatur waktu saat dilakukan proses inspeksi juga