2. LANDASAN TEORI
2.1 Manajemen Rantai Pasok
Manajemen rantai pasok memiliki hubungan yang sangat erat dengan rantai pasok. Definisi dari rantai pasok adalah perusahaan-perusahaan yang terlibat dalam memasok bahan baku, memproduksi barang, maupun mengirimkan ke pemakai akhir. Rantai pasok memiliki 3 macam aliran yang harus dikelola, yaitu:
barang, uang, dan informasi. Manajemen rantai pasok merupakan metode, alat, atau pendekatan untuk mengelola rantai pasok (Pujawan,2005).
2.2 Persediaan Bahan Baku
Pengendalian persediaan bahan baku merupakan salah satu faktor penting bagi perusahaan karena dapat mempengaruhi ketepatan perusahaan dalam memenuhi kebutuhan konsumen, baik dalam bentuk barang maupun jasa yang dihasilkan oleh perusahaan tersebut. Pengendalian persediaan sendiri memiliki arti sebagai pencatatan persediaan yang harus diverifikasi melalui sebuah audit yang berkelanjutan. Barang dihitung dengan perhitungan berkala (cycle counting), catatan diverifikasi, dan ketidakakuratan yang ditemukan didokumentasikan secara periodik. Penyebab ketidakakuratan tersebut dicari dan diambil tindakan perbaikan untuk memastikan integritas persediaan (Render & Heyzer, 2005).
Persediaan (inventory) merupakan segala sesuatu atau sumber daya yang disimpan untuk mengantisipasi pemenuhan permintaan (Handoko, 1994).
Hanggana (2006) menyatakan bahwa bahan baku adalah sesuatu yang digunakan untuk membuat produk jadi, di mana bahan pasti menempel menjadi satu dengan produk jadi. Bahan baku dan bahan penolong dalam suatu perusahaan merupakan faktor penting karena merupakan modal dalam proses produksi sampai hasil produksi. Pengelompokan bahan baku dan bahan penolong bertujuan untuk mengendalikan bahan baku tersebut serta melakukan pembebanan biaya terhadap harga produk produksi. Pengendalian bahan diprioritaskan pada bahan yang nilainya relatif tinggi. Biaya yang ditimbulkan untuk proses persediaan bahan baku
perlu dipertimbangkan dalam membuat keputusan metode persediaan barang.
Biaya persediaan yang harus dipertimbangkan adalah sebagai berikut:
Biaya simpan
Biaya simpan terdiri dari biaya fasilitas yang digunakan untuk menyimpan barang, asuransi, depresiasi, dan pajak. Persediaan bahan baku yang memerlukan biaya simpan yang tinggi akan lebih baik menjaga persediaan seminimal mungkin dan sering melakukan pemesanan kembali.
Biaya pemesanan
Biaya yang dikeluarkan dalam sekali pemesanan. Biaya ini terdiri dari biaya penghitungan stok, penghitungan jumlah pemesanan, pembuatan purchase order, dan follow up order.
Biaya kekurangan barang (shortage)
Biaya yang dikeluarkan ketika barang yang tersedia tidak sesuai dengan jumlah permintaan. Akibat adanya shortage adalah kehilangan pelanggan dan kehilangan profit.(Jacobs, 2009)
2.2.1 Re-order Point (ROP)
Pemesanan bahan baku yang tepat akan mempengaruhi proses produksi secara keseluruhan ke arah yang lebih baik. Metode yang dapat digunakan untuk melakukan pemesanan bahan baku, salah satunya adalah re-order point (ROP).
Supriyono (2003) menyatakan bahwa re-order point merupakan suatu waktu atau titik di mana pemesanan harus dilakukan kembali sehingga kedatangan atau penerimaan bahan baku tepat pada waktunya. Perhitungan dalam re-order point sendiri memiliki tiga tahap, yaitu menentukan standar deviasi, menentukan safety stock, menentukan titik waktu atau waktu pemesanan kembali, serta menentukan jumlah pembelian. Pencarian data dilakukan untuk dimasukkan dalam perhitungan ROP. Data-data yang dicari antara lain data pembelian bahan baku, harga bahan baku, rata-rata penggunaan bahan baku per hari, perkiraan harga, serta lamanya perkiraan pengiriman bahan baku dihitung dari hari pemesanan.
Rangkuty (2004) menyatakan bahwa safety stock merupakan persediaan yang diadakan untuk melindungi atau menjaga kemungkinan terjadinya kekurangan bahan (stock out). Safety stock memiliki kaitan erat dengan standar deviasi dari data
yang dimiliki. Persamaan yang digunakan untuk menghitung safety stock adalah sebagai berikut (Pujawan, 2005):
SS = Z x Sdl (2.1)
Sdl = √(D2 x Sl2) + (L x Sd2) (2.2)
di mana:
SS = Safety Stock Z = Service Level
Sdl = Standar Deviasi Jumlah Permintaan selama Lead Time D = Jumlah Permintaan
Sl = Standar Deviasi Lead Time L = Lead Time
Sd = Standar Deviasi Jumlah Permintaan
Rumus perhitungan safety stock yang digunakan cocok kondisi probabilistik di mana memiliki jumlah permintaan dan lead time yang bervariasi.
Perhitungan safety stock yang telah dilakukan akan dilanjutkan dengan menghitung ROP. Perhitungan ini tidak hanya dipengaruhi oleh safety stock, namun juga lead time serta jumlah pemakaian rata-rata. Persamaan untuk menghitung ROP adalah sebagai berikut:
ROP = (D x L) + 𝑆𝑆 (2.3)
di mana : ROP = Re-order Point
Perhitungan ROP tidak selesai sampai disini saja. Kebutuhan perhitungan jumlah pembelian harus dilakukan untuk mengetahui ketepatan waktu pemesanan bahan baku dengan metode ROP. Metode yang digunakan untuk menentukan banyaknya jumlah pembelian adalah Economic Order Quantity (EOQ). EOQ merupakan salah satu model persediaan dengan mempertimbangkan biaya sekali
pemesanan dan biaya penyimpanan bahan baku. Persamaan yang digunakan untuk jumlah pemesanan optimal adalah sebagai berikut (Pujawan,2005):
Q = √2 Cb D
Hb (2.4)
di mana :
Q = Jumlah Pemesanan Cb = Biaya Pemesanan Hb = Biaya Simpan
2.3 Analisis ABC
Analisis ABC adalah metode pengklasifikasian barang berdasarkan peringkat nilai dari nilai tertinggi hingga terendah, dan dibagi menjadi 3 kelompok besar yang disebut kelompok A, B dan C. Analisis ABC membagi persediaan yang menjadi tiga kelas berdasarkan besarnya nilai yang dihasilkan oleh persediaan tersebut (Schroeder & Rungtusanatham, 2010). Analisis ABC merupakan aplikasi persediaan yang menggunakan prinsip pareto. Prinsip ini mengajarkan untuk memfokuskan pengendalian persediaan kepada jenis persediaan yang bernilai tinggi daripada yang bernilai rendah. Menurut Schroeder dan Rungtusanatham (2010), klasifikasi ABC adalah sebagai berikut:
Kelas A merupakan barang-barang yang memberikan nilai yang tinggi. Kelas A ini mewakili 20% dari jumlah persediaan yang ada dan nilai yang diberikan adalah sebesar 80%.
Kelas B merupakan barang-barang yang memberikan nilai sedang. Kelas B ini mewakili 30% dari jumlah persediaan dan nilai yang diberikan adalah sebesar 15%.
Kelas C merupakan barang-barang yang memberikan nilai yang rendah. Kelas C ini mewakili 50% dari total persediaan yang ada dan nilai yang diberikan adalah sebesar 5%.
2.4 Gudang
Menurut Wignjosoebroto (2003), gudang dapat diartikan sebagai suatu tempat yang digunakan untuk menyimpan segala macam barang keperluan produksi, mulai dari raw material, barang work in process, finished good hingga barang-barang pendukung produksi. Menurut Hadiguna dan Setiawan (2008), gudang merupakan salah satu lokasi yang memfasilitasi proses dan aktivitas pengelolaan barang, dengan fungsi utama sebagai berikut:
Penerimaan (receiving)
Menerima material pesanan perusahaan, menjamin kualitas material yang dikirim pemasok, serta mendistribusikan material ke lantai produksi.
Persediaan
Menjamin agar permintaan dapat dipenuhi karena tujuan perusahaan adalah memenuhi kebutuhan pelanggan.
Penyisihan (put away)
Menempatkan barang-barang dalam lokasi penyimpanan.
Penyimpanan (storage)
Menyimpan barang sebelum ada permintaan.
Pengambilan pesanan (order picking)
Pengambilan barang dari gudang sesuai pesanan dan kebutuhan.
Pengepakan (packaging)
Mempersiapkan barang sebelum dikirim ke konsumen. Tujuan dari pengepakan adalah menjaga supaya barang tetap aman selama proses pengiriman.
Penyortiran
Memilah barang dan mengelompokkan barang-barang sesuai dengan tujuan pengirimannya.
Pengepakan dan pengiriman
Pemeriksaan barang dalam kontainer atau moda distribusi hingga proses pengiriman.
2.5 Tata Letak Gudang
Tata letak dari gudang tentunya sangat penting dalam sistem manajemen pergudangan. Perancangan tata letak gudang harus berdasarkan pada penentuan kebijakan area penyimpanan yang terdiri dari 3 macam, yaitu (Tompkins & Smith ,1998):
Dedicated storage location policy
Sistem ini menggunakan penempatan lokasi yang spesifik untuk tiap barang yang disimpan. Jumlah lokasi penyimpanan yang ada harus mampu memenuhi kebutuhan penyimpanan maksimum produk.
Randomized storage location policy
Sistem ini membuat lokasi penyimpanan untuk produk tertentu sering mengalami perubahan setiap waktu tergantung pada kondisi permintaan dari konsumen karena penempatan barang dilakukan secara acak tanpa adanya pengelompokan. Barang yang datang langsung disimpan di gudang berdasarkan FIFO dengan asumsi semua tempat yang kosong mempunyai kemungkinan untuk dipilih sebagai tempat penyimpanan.
Class based location policy
Sistem penyimpanan yang didasarkan pada kelas-kelas setiap produk.
Pergerakan relatif cepat akan dimasukkan ke dalam kelas yang sama, dan yang lainnya dimasukkan ke dalam kelas yang berbeda.
Tompkins dan Smith (1998) mengatakan bahwa tata letak penempatan barang yang baik merupakan tata letak yang memungkinkan semua barang yang tersimpan dapat terjangkau dengan jarak pemindahan yang paling minimum.
Jarak pemindahan yang minimum akan dapat mengurangi biaya perpindahan barang sehingga dapat mengurangi total biaya operasional gudang. Prinsip- prinsip yang digunakan dalam penentuan tata letak gudang adalah sebagai berikut:
• Popularity
Prinsipnya jika bahan yang masuk dan keluar dari gudang pada titik yang sama, maka item yang paling sering dipakai harus diletakkan sedekat mungkin dengan tempat pemasukan dan pengeluaran.
• Similarity
Prinsipnya adalah dengan menyimpan jenis barang yang sama ke dalam suatu area tertentu sehingga waktu yang diperlukan untuk pencarian dan pengambilan item dapat berkurang.
• Size
Penyimpanan dilakukan sesuai dengan besar kecilnya ukuran item. Item dengan ukuran kecil haruslah diletakkan pada tempat yang kecil, sedangkan item dengan ukuran besar disimpan pada tempat yang besar. Hal ini dilakukan agar tidak membuang tempat atau ruang penyimpanan.
• Characteristics
Penyimpanan dipisahkan berdasarkan karakteristik dari bahan yang disimpan.
Barang yang mudah rusak (perishable), memiliki bentuk aneh dan mudah hancur (oddly shaped and crushable items), berbahaya (hazardous), memerlukan pengamanan khusus (security items), dan yang mudah terkontaminasi (compatibility items) perlu untuk dipisahkan.
• Space Utilization
Penggunaan ruang harus optimal dengan mempertimbangkan fleksibilitas dan kemampuan memenuhi permintaan yang besar, batasan yang ada, dan ruang gerak yang dibutuhkan untuk memudahkan material handling.
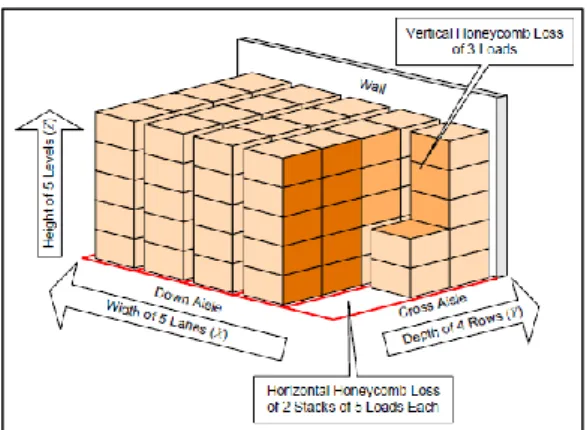
2.6 Cube Utilization dan Honeycomb Loss
Cube utilization merupakan persentase dari total ruang yang dibutuhkan untuk penyimpanan. Honeycomb loss adalah area kosong yang tidak digunakan untuk meletakkan barang pada setiap rak yang ditempati oleh SKU. Area kosong ini sebenarnya dapat digunakan untuk meletakan barang namun dibiarkan kosong.
Gambar 2.1 Honeycomb Loss (Sumber: Kay,2015)
Gambar 2.1 menunjukkan area honeycomb loss secara visual, yaitu area berwarna putih yang terlihat tidak ada kardus yang diletakkan di atasnya. Trade off yang terjadi antara cube utilization dengan honeycomb loss adalah jika honeycomb loss bertambah maka cube utilization akan menurun, sebaliknya jika honeycomb loss berkurang maka cube utilization akan meningkat. Persamaan yang digunakan dalam perhitungan cube utilization adalah sebagai berikut (Kay,2015):
𝐶𝑈 = 𝑖𝑡𝑒𝑚 𝑠𝑝𝑎𝑐𝑒
𝑡𝑜𝑡𝑎𝑙 𝑠𝑝𝑎𝑐𝑒
= 𝑖𝑡𝑒𝑚 𝑠𝑝𝑎𝑐𝑒
𝑖𝑡𝑒𝑚 𝑠𝑝𝑎𝑐𝑒+ℎ𝑜𝑛𝑒𝑦𝑐𝑜𝑚𝑏 𝑙𝑜𝑠𝑠+𝑑𝑜𝑤𝑛 𝑎𝑖𝑠𝑙𝑒 (2.5) 𝐶𝑈(3𝐷) =𝑥.𝑦.𝑧.∑𝑁𝑖=1𝑀𝑖
𝑇𝑆(𝐷) (2.6)
di mana:
x = panjang unit yang disimpan (m) y = lebar unit yang disimpan (m) z = tinggi unit yang disimpan (m) TS(D) = total ruang 3-D
CU(3-D) = cube utilization (3-D) Mi = Maksimum stok per SKU