4
BAB II
LANDASAN TEORI
Lean manufacturing 2.1.
Konsep lean manufacturing berasal dari Toyota Production System (TPS) dan telah diterapkan diseluruh operasi Toyota mulai 1950-1980-an. Saat ini Toyota merupakan salah satu perusahaan paling efisiensi didunia dan perusahaan yang menetapkan standar prektik terbaik lean manufacturing (Ana, 2008). Lean manufacturing merupakan metode pendekatan yang digunakan untuk menghilangkan maupun meminimasi waste dengan tujuan meningkatkan nilai bagi pelanggan sambil mengurangi jumlah sumber daya yang dikonsumsi dan waktu siklus melalui penghapusan waste (Ciarniene and Milita, 2012). Ada lima dimensi utama yang dapat dijadikan sebagai tolak ukur dalam menentukan kemajuan lean manufacturing, antara lain: penghapusan pemborosan, peningkatan berkelanjutan, sistem penggerak aliran dan tari berkelanjutan, tim multifungsi, dan sistem informasi. Salah satu alasan utama ketidakberhasilan dalam menerapkan lean manufacturng yaitu perilaku dari pekerja (Ciarniene and Vienazindiene, 2012).
Menurut Hines and Taylor (2000) terdapat beberapa tahap dalam lean thinking antara lain :
1. Understanding waste
Pada tahap ini yaitu mengidentifikasi waste yang ada pada aliran nilai.
Terdapat tujuh jenis waste yang perlu diidentifikasi dan juga tiga aktivitas yang ada pada aliran nilai seperti aktivitas yang mempunyai value adding, non value adding, dan necessary non value adding.
2. Setting the direction
Pada tahap ini dibutuhkannya suatu perencanaan yang matang, tujuan yang jelas serta urutan proses yang baik. Agar penerapan lean diperusahaan berjalan dengan lancar.
3. Understanding the big picture
Pada tahap ini dilakukan pemetaan aliran mulai dari aliran informasi, aliran fisik secara keseluruhan mulai dari awal proses hingga akhir proses untuk mengetahui secara detail tahapan proses dan dimana letak waste berada.
4. Detailed mapping
Pada tahap ini dilakukan tindakan untuk menghilangkan waste dengan dengan melakukan pemetaan menggunakan seven tools antara lain Process Activity Mapping, Supply Chain Response Matrix, Production Variety Funnel, Quality Filter Mapping, Demand Amplification mapping, dan Value Analysis Time Profile.
5. Getting suppliers & customers involved
Dalam tahap ini keterlibatan supplier dan customers sangat penting demi terkontrolnya rantai pasokan serta menariknya produk dan layanan bagi pelanggan.
6. Checkking the plan fits the direction & ensuring buy-in
Mengumpulkan informasi dan melakukan pengecekan pada keseluruhan peta yang telah dibuat. Kemudian mengubahnya menjadi rencana yang akan diterapkan dalam kurun waktu tertentu.
Dengan lean manufacture perusahaan dapat menciptakan budaya perbaikan secara terus menerus untuk menghilangkan pemborosan dan meningkatkan nilai tambah
2.2. Pemborosan (Waste)
Pemborosan (Waste) merupakan suatu kegiatan yang tidak memberikan nilai tambah pada suatu pekerjaan yang di lakukan. Untuk mengurangi waste tersebut penting untuk mengetahui apa itu waste dan apa saja saja jenisnya.
Menurut Ana (2008) tujuh waste berasal dari jepang yang dikenal dengan sebutan
“Muda” yang awalnya dikembangkan oleh Toyota’s Chief Engineer Taiichi Onho sebagai inti dari sistem produksi toyota, yang juga dikenal dengan sebutan lean manufacturing.
Menurut Ana (2008) Untuk meminimalisir waste penting untuk memahami lebih tepat apa itu waste dan dimana waste itu berada. Dan ketujuh waste itu antara lain :
a. Overproduction
Overproduction merupakan suatu proses produksi yang memproduksi suatu barang dengan jumlah yang besar dan tidak sesuai dengan kebutuhan.
Kelebihan produksi ini dapat mengakibatkan turunnya kualitas dan produktivitas, menciptakan waktu tunggu yang berlebih, menghasilkan biaya penyimpanan yang tinggi, dan mempersulit proses inspeksi. Contoh dari overproduksi yaitu ketika perusahaan memproduksi dalam jumlah yang besar tanpa memperhitungkan jumlah permintaan.
b. Waiting
Waiting merupakan suatu proses dimana barang setengah jadi tidak bergerak atau sedang di proses. Sebagian waktu menunggu di sebabkan karena aliran proses material yang buruk, jarak antar stasiun kerja yang terlalu jauh maupun proses produksi yang terlalu lama.
c. Transportation
Transportation merupakan kegiatan memindahkan barang dari stasiun kerja satu ke stasiun kerja yang lain. Proses ini pada umumnya merupakan proses tidak memiliki nilai tambah. Gerakan yang berlebihan dapat menyebabkan kerusakan dan menurunkan kualitas produk. Material handler harus digunakan untuk mengangkut material, mengakibatkan bertambahnya biaya lain yang tidak memberikan value. Transportasi akan menjadi sulit untuk dikurangi karena biaya yang dirasakan untuk memindahkan peralatan dan proses yang lebih dekat. Pemetaan aliran produk dapat membuatnya lebih mudah untuk divisualisasikan.
d. Inappropriate Processing
Innapropriate Processing merupakan pemprosesan yang berlebih dan tidak tepat yang sering terjadi dalam proses produksi terutama dalam penggunaan mesin besar yang tidak fleksibel dari pada mesing yang kecil dan fleksibel. Hal ini mendorong tata letak yang buruk sehingga menyebabkan transportasi berlebih dan komunikasi yang buruk (Hines and Rich, 1997)
e. Unnecessary Inventory
Unnecessary Inventory atau persediaan berlebih cenderung menyembunyikan masalah dilantai pabrik, yang harus diidentifikasi dan diselesaikan untuk meningkatkan kinerja operasi. Persediaan yang berlebih mengakibatkan meningkatnya waktu tunggu, mempersempit area kerja yang produktif, menunda identifikasi masalah, dan menghambat komunikasi.
f. Unnecessary Motion
Unnecessary Motion merupakan suatu gerakan berlebih atau gerakan yang tidak perlu yang sering di lakukan oleh pekerja dalam kegiatan produksi. Waste ini berkaitan dengan bidang ergonomi contohnya membungkuk, meregangkan tangan atau otot-otot tubuh, berjalan, mengangkat dan meraih. Selain itu waste ini juga berkaitan dengan kesehatan dan keselamatan kerja, yang dalam masyarakat yang sadar akan hukum waste ini menjadi masalah bagi organisasi. Pekerjaan dengan gerakan berlebih harus di analisis dan di desain ulang untuk perbaikan dengan melibatkan pekerja.
g. Defect
Defect merupakan kecacatan yang terjadi pada hasil produksi maupun pada suatu sistem yang memiliki dampak langsung dan mengakibatkan pengerjaan ulang atau skrap. Biaya yang dikeluarkan akibat defect antara lain biaya pemeriksaan ulang, biaya penjadwalan ulang, dan biaya kehilangan kapasitas produksi.
Menurut Hines and Taylor (2000) Selain tujuh pemborosan diatas, terdapat tiga aktivitas yang harus di pahami dalam proses produksi antara lain :
1. Value Adding Activity (VA)
Aktivitas ini merupakan aktivitas yang mempunyai nilai tambah dan sangat penting untuk tetap dilakukan. Contohnya yaitu melakukan pemotongan bahan baku.
2. Non Value Adding Activity (NVA)
Aktivitas ini merupakan aktivitas yang tidak memiliki nilai tambah dan merupakan aktivitas “waste”. Oleh karena itu aktivitas ini menjadi target
penghapusan segera jangka pendek. Contoh aktivitas NVA adalah memindahkan produk dari suatu wadah ke wadah yang lain.
3. Necessary Non Value Adding Activity (NNVA)
Aktivitas ini merupakan aktivitas yang tidak mempunyai nilai tambah tetapi diperlukan dalam prosesnya. Waste ini sulit dihilangkan dalam jangka pendek dan menjadi target perubahan jangka panjang. Contoh dari NNVA yaitu memeriksa produk di akhir proses karena mesin yang digunakan tidak dapat diandalkan.
Dengan melakukan penghapusan waste di perusahaan dapat meningkatkan profitabilitas perusahaan. Menurut Rawabdeh (2005) keuntungan meminimasi waste bagi perusahaan yaitu perusahaan dapat mengurangi tenaga dan waktu untuk menghasilkan kinerja yang lebih baik. Selain itu perusahaan dapat melakukan penghematan berdasarkan minimasi waste. Menurut Febianti, Irman and Juliana (2020) dengan melakukan usulan perbaikan untuk meminimasi waste, perusahaan dapat meminimalkan proses produksi dan juga perusahaan dapat mengurangi waktu produksi.
2.3. Waste Assessment Model (WAM)
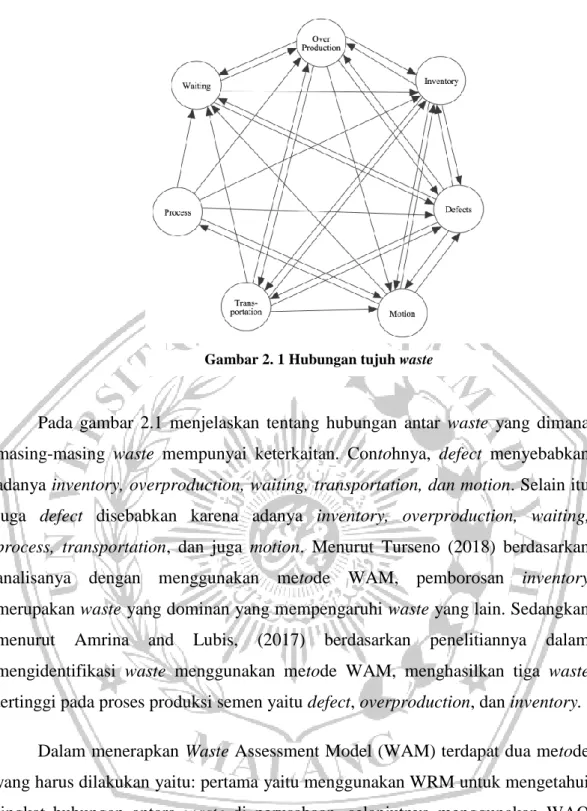
Waste Assessment Model (WAM) atau hubungan antar waste merupakan metode yang dikembangkan dalam bentuk presentase hubungan antar waste yang menunjukkan bahwa jenis waste tertentu akan mempengaruhi maupun di pengaruhi oleh waste yang lain. Menurut Rawabdeh (2005) semua janis waste saling bergantung dan masing-masing jenis memiliki pengaruh satu sama lain
Pada gambar 2.1 menjelaskan tentang hubungan antar waste yang dimana masing-masing waste mempunyai keterkaitan. Contohnya, defect menyebabkan adanya inventory, overproduction, waiting, transportation, dan motion. Selain itu juga defect disebabkan karena adanya inventory, overproduction, waiting, process, transportation, dan juga motion. Menurut Turseno (2018) berdasarkan analisanya dengan menggunakan metode WAM, pemborosan inventory merupakan waste yang dominan yang mempengaruhi waste yang lain. Sedangkan menurut Amrina and Lubis, (2017) berdasarkan penelitiannya dalam mengidentifikasi waste menggunakan metode WAM, menghasilkan tiga waste tertinggi pada proses produksi semen yaitu defect, overproduction, dan inventory.
Dalam menerapkan Waste Assessment Model (WAM) terdapat dua metode yang harus dilakukan yaitu: pertama yaitu menggunakan WRM untuk mengetahui tingkat hubungan antara waste di perusahaan, selanjutnya menggunakan WAQ untuk menilai setiap jenis sampah dan menentukan bobot masing-masing sampah (Henny and Budiman, 2018).
2.3.1. Waste relationship matrix (WRM)
Waste relationship matrixs (WRM) merupakan matrik hubungan antara jenis waste tertentu dengan waste yang lain. Yang digunakan untuk
Gambar 2. 1 Hubungan tujuh waste
mengatahui besarnya keterkaitan antar waste yang satu dengan yang lain. Di dalam Waste relationship matrixs (WRM) setiap baris menunjukkan pengaruh tertentu terhadap jenis waste yang lain. Sedangkan setiap kolom menunjukkan sejauh mana suatu jenis waste tertentu akan mempengaruhi waste yang lain (Rawabdeh, 2005). Setiap jenis waste ditulis dengan menggunakan inisial yaitu O : Overproduction, I : Inventory, D : Defect, M : Motion, P : Process, T : Transportation, dan waste inventory W : Waiting.
Sedangkan untuk menggambarkan hubungan antar waste diberi simbol “_”.
Misalnya, I_M yang dimana memiliki keterkaitan terhadap motion.
Pada tabel 2.1 merupakan kriteria yang dikembangkan untuk mengevaluasi dan mengetahui bobot hubungan antar waste yang terjadi di perusahaan.
Tabel 2. 1 Daftar Pertanyaan untuk analisa WRM
No Pertanyaan Jawaban Bobot
1
Apakah i menghasilkan j a. Selalu 4
b. Kadang – kadang 2
c. Jarang 0
2
Bagaimanakah jenis hubungan
antara i dan j a. Jika i naik maka j naik 2
b. Jika i naik mana j tetap 1 c. Tidak tentu tergantung keadaan 0
3
Dampak terhadap j karena i a. Tampak secara langsung dan
jelas 4
b. Butuh waktu untuk muncul 2 c. Tidak sering muncul 0
4
Menghilangkan dampak i terhadap j dapat dicapai dengan cara…
a. Metode Engineering
2 b. Sederhana dan langsung 1 c. Solusi intruksional
0
5
Dampak i terhadap j terutama
mempengaruhi… a. Kualitas produk
1 b. Produktifitas sumber daya 1
c. Lead time 1
d. Kualitas dan produktifitas 2 e. Kualitas dan lead time 2 f. Produktifitas dan lead time 2 g. Kualitas, produktifitas dan lead
time 4
6
Sebesar apa dampak i terhadap
j akan meningkatkan lead time a. Sangat tinggi
4
b. Sedang 2
c. Rendah 0
Setelah skor didapatkan dari masing-masing petanyaan, langkah selanjutnya yaitu mengkonversi skor berdasarkan pada tabel 2.2 yang merupakan skor acuan yang bisa dijadikan ranking antar masing-masing waste.
Tabel 2. 2 Nilai konversi skor ke simbol huruf WRM
Range Jenis Hubungan Simbol 17-20 Absolutely necessary A 13-16 Especially important E
9-12 Important I
5-8 Ordinary closeness O
1-4 Unimportant U
0 No Relation X
Setelah di konversi menjadi beberapa simbol, langkah selanjutnya yaitu menghitung pengaruh jenis waste ke jenis waste yang lain dengan nilai konversi A=10, E=8, I=6, O=4, U=2, dan X=0. Selanjutnya hasil perhitungan setiap baris dan kolom dijumlahkan dan dikonversikan ke dalam bentuk persentase untuk mengetahui waste yang paling dominan (Rawabdeh, 2005)
2.3.2. Waste assessment questionare (WAQ)
Waste Assessment Quistionare (WAQ) merupakan kuisionare yang terdiri dari 68 pertanyaan yang berbeda, yang diperkenalkan untuk mengalokasikan waste. Setiap pertanyaan mewakili aktivitas, perilaku atau kondisi yang menyebabkan waste. Pertanyaan terdiri dari “From” yang artinya waste tertentu menyebabkan munculnya waste yang lain.
Selanjutnya “To” yang dimana timbulnya waste tertentu disebabkan oleh adanya waste yang lain (Henny and Budiman, 2018). Menurut Rawabdeh (2005) Setiap pertanyaan memiliki tiga jawaban dan masing-masing jawaban diberi bobot: 1, 0.5, dan 0. Soal-soal tersebut dikategorikan ke
dalam empat kelompok yaitu Man, machine, material dan method karena setiap pertanyaan terkait dengan salah satu kategori tersebut.
Menurut Rawabdeh (2005) Terdapat beberapa tahapan dalam menghitung WAQ antara lain :
1. Tahap pertama yaitu mengkategorikan total pertanyaan berdasarkan jenis pertanyaan berdasarkan tabel 2.3
Tabel 2. 3 Pengelompokan jenis pertanyaan
No Jenis Pertanyaan Ni 1 From Overproduction 3
2 From Inventory 6
3 From Defect 8
4 From Motion 11
5 From Transportation 4
6 From Process 7
7 From Waiting 8
8 To Defect 4
9 To Motion 9
10 To Transportation 3
11 To Waiting 5
Total 68
2. Tahap kedua yaitu mentabulasikan hasil pembagian bobot tiap jenis waste berdasarkan matriks hubungan jenis waste / Waste relationship matrix (WRM)
3. Tahap ketiga yaitu menghilangkan efek variasi jumlah pertanyaan untuk setiap jenis pertanyaan dengan membagi bobot dalam baris dengan jumlah pertanyaan yang sesuai (Ni) untuk setiap pertanyaan dengan menggunakan persamaan (1):
∑
(1) Yang dimana :
Sj : Skor waste
Wj : Bobot hubungan antar jenis waste K : Nomor pertanyaan (1 - 68)
Ni : Jumlah pertanyaan yang dikelompokkan
4. Tahap keempat yaitu menghitung nilai Sj berdasarkan persamaan (1) dan juga jumlah frekuensi (Fj) dengan mengabaikan nilai nol (0) untuk setiap waste (j).
5. Tahap kelima yaitu menghitung bobot jawaban kuisioner dengan memasukkan kedalam Waste relationship matrix menggunakan persamaan (2) :
∑
(2) Dimana :
: Total nilai skor waste
: Nilai dari jawaban tiap pertanyaan (1, 0.5, dan 0)
6. Tahap keenam yaitu menghitung jumlah skor (sj) berdasarkan persamaan (2) dan frekuensi (fj) untuk tiap nilai bobot pada kolom waste.
7. Tahap ketujuh yaitu menghitung indikator awal untuk tiap waste (Yj) dengan menggunakan persamaanm (3):
(3)
Dimana :
Yj : Faktor indikasi awal dari setiap jenis waste
fj : Frekuensi dari munculnya nilai pada setiap kolom waste dengan mengabaikan nilai 0 (frekuensi untuk sj)
Fj : Frekuensi dari munculnya nilai pada tiap kolom waste dengan mengabaikan nilai 0 (frekuensi untuk Sj)
8. Tahap kedelapan yaitu menghitung nilai final waste faktor (Yj final) dengan memasukkan faktor probabilitas pengaruh antara jenis waste (Pj) berdasarkan total “From” dan “ To” pada WRM. Kemudian memprosentasekan bentuk Yj final yang diperolah sehingga bisa diketahui peringkat level dari masing-masing waste. Yj final dapat dihasilkan dengan menggunakan persamaan (4):
(4)
Dimana :
Pj : Jenis waste
2.4. Fishbone diagram
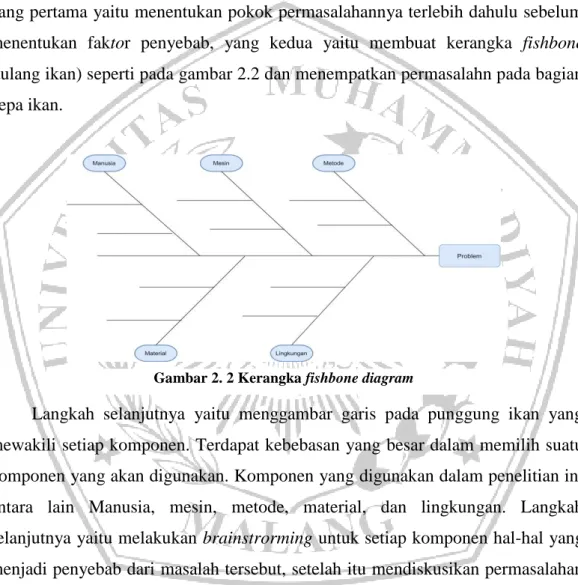
Menurut Best and Neuhauser (2008) Fishbone diagram atau disebut dengan diagram ishikawa merupakan diagram yang digunakan untuk mengidentifikasi akar penyebab masalah atau cacat. Dengan membuat banyak daftar kemungkinan yang menjadi penyebab suatu permasalahan sehingga dapat memunculkan peluang untuk melakukan perbaikan. Menurut Meyer, Cannon and Kent (1996) terdapat beberapa langkah-langkah untuk membuat fishbone diagram antara lain:
yang pertama yaitu menentukan pokok permasalahannya terlebih dahulu sebelum menentukan faktor penyebab, yang kedua yaitu membuat kerangka fishbone (tulang ikan) seperti pada gambar 2.2 dan menempatkan permasalahn pada bagian kepa ikan.
Langkah selanjutnya yaitu menggambar garis pada punggung ikan yang mewakili setiap komponen. Terdapat kebebasan yang besar dalam memilih suatu komponen yang akan digunakan. Komponen yang digunakan dalam penelitian ini antara lain Manusia, mesin, metode, material, dan lingkungan. Langkah selanjutnya yaitu melakukan brainstrorming untuk setiap komponen hal-hal yang menjadi penyebab dari masalah tersebut, setelah itu mendiskusikan permasalahan di setiap komponen yang akan menghasilkan beberapa sub komponen untuk menemukan akar dari masalah tersebut, langkah terakhir yaitu upaya untuk mencapai kesepakatan akar penyebab utama.
2.5. Seven Value Stream Mapping Tools (VALSAT)
Seven Value Stream Mapping Tools (VALSAT) merupakan alat (Tools) yang digunakan untuk memetakan suatu aliran nilai atau aliran produksi secara
Gambar 2. 2 Kerangka fishbone diagram
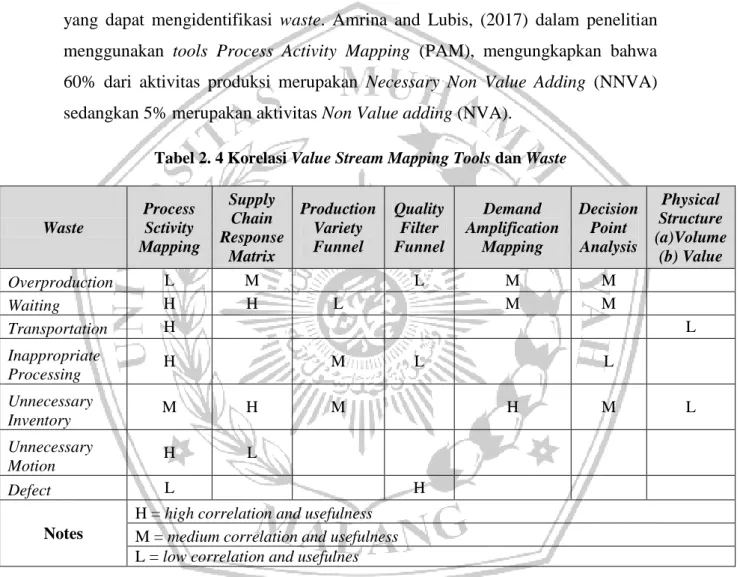
detail sesuai dengan kenyataan yang ada di lapangan. Alat ini berfungsi untuk menghilangkan aktifitas tambahan yang tidak memiliki nilai tambah dan juga untuk menghilangkan pemborosan (Hines and Rich, 1997b). VALSAT mempunyai tujuh jenis alat yang masing-masing alat mempunyai fungsi dan korelasi antar waste yang berbeda-beda. Pada tabel 2.4 merupakan tabel koralasi VALSAT dengan waste yang digambarkan dengan inisial (L, M, dan H) yang nantinya akan memperlihatkan skor yang kemudian akan diketahui mapping mana yang dapat mengidentifikasi waste. Amrina and Lubis, (2017) dalam penelitian menggunakan tools Process Activity Mapping (PAM), mengungkapkan bahwa 60% dari aktivitas produksi merupakan Necessary Non Value Adding (NNVA) sedangkan 5% merupakan aktivitas Non Value adding (NVA).
Tabel 2. 4 Korelasi Value Stream Mapping Tools dan Waste
Waste
Process Sctivity Mapping
Supply Chain Response
Matrix
Production Variety Funnel
Quality Filter Funnel
Demand Amplification
Mapping
Decision Point Analysis
Physical Structure (a)Volume
(b) Value
Overproduction L M L M M
Waiting H H L M M
Transportation H L
Inappropriate
Processing H M L L
Unnecessary
Inventory M H M H M L
Unnecessary
Motion H L
Defect L H
Notes
H = high correlation and usefulness M = medium correlation and usefulness L = low correlation and usefulnes
Adapun 7 macam detail mapping tools yang biasa digunakan dalam VALSAT menurut (Hines and Rich, 1997) yaitu :
a. Process Activity Mapping
Process Activity Mapping berasal dari teknik industri yang digunakan untuk menghilangkan kegiatan yang tidak perlu, menyederhanakan, menggabungkan, dan mencari perubahan urutan yang akan mengurangi
waste. Terdapat beberapa tahapan dalam melakukan pemetaan antara lain : melakukan analisis awal proses, diikuti dengan pencatatan secara rinci semua item yang diperlukan dalam setiap proses dan menghasilkan peta proses.
Didalam peta proses telah dikategorikan dalam berbagai jenis aktivitas yaitu operasi, transportasi, inspeksi, dan penyimpanan. Area maupun mesin yang digunakan untuk setiap aktivitas ini dicatat bersama dengan jarak tempuh, waktu yang dibutuhkan, dan juga jumlah orang yang terlibat. setelah semuanya dihitung dan dicatat dalam satu waktu, selanjutnya hasil dari pemetaan dapat digunakan sebagai analisis lebih lanjut dan proses perbaikan.
b. Supply Chain Response Matrix
Supply Chain Response Matrix merupakan suatu diagram alat yang menggambarkan waktu tunggu atau kendala lead time kritis pada suatu proses tertentu. Grafik ini berguna untuk mengidentifikasi dan mengevaluasi kenaikan dan penurunan pada tingkat persediaan dan juga panjang lead time pada area supply chain. Setelah mengetahui tingginya tingkat persediaan dan panjang lead time, keduanya dapat ditargetkan menjadi aktivitas peningkatan.
c. Production Variety Funnel
Production Variety Funnel merupakan peta yang menggambarkan bagaimana perusahaan atau rantai pasok beroperasi. Alat ini digunakan untuk membantu dalam menentukan letak target dalam mengurangi tingkat persediaan dan membuat perubahan pada proses pengolahan produk.
d. Quality Filter Mapping
Quality Filter Mapping merupakan suatu alat yang digunakan untuk mengidentifikasi waste yang berhubungan dengan kualitas pada sistem.
Menurut Hines and Rich (1997) Terdapat tiga jenis cacat kualitas yang terjadi diproses produksi, antara lain: cacat produk, cacat layanan, dan skrap internal.
Cacat produk merupakan cacat pada barang yeng diproduksi yang tidak terdeteksi oleh proses inspeksi dan langsung diteruskan ke pelanggan. Cacat layanan merupakan suatu permasalahan yang dialami oleh pelanggan yang tidak berhungan dengan proses produksi. Sedangkan skrap internal merupakan kebalikan dari cacat produk yang dimana kecacatan ini sudah terdeteksi oleh proses inspeksi.
e. Demand Amplification Mappling
Dalam rantai pasokan, pada umumnya banyak ditemukan kelebihan produksi, persediaan, tenaga kerja, maupun kapasitas. Bahkan perusahaan mampu memproduksi barang lebih besar dari pada jumlah barang yang dijual.
Alat Demand Amplification Mapping digunakan untuk menunjukkan bagaimana permintaan berubah disepanjang rantai pasok dalam suatu periode tertentu.
f. Decision Point Analysis
Decision Point Analysis merupakan alat yang digunakan untuk meemperkirakan titik dimana produk tidak dibuat berdasarkan permintaan aktual tetapi hanya perkiraan saja.
g. Physical Structure
Physical Structure merupakan tools yang berguna dalam memahami seperti apa rantai pasok dalam industri.
2.6. Failure Mode and Effect Analyze (FMEA)
Failure Mode and Effect Analyse (FMEA) merupakan alat penilaian resiko yang banyak digunakan untuk menganalisis masalah, kegagalan proses, efek kerusakan faktor dan telah banyak digunakan dalam jangkauan yang luas. Risk Priority Number (RPN) sangat penting dalam FMEA karena digunakan untuk mengevaluasi kegagalan, yang terdiri dari tiga parameter yaitu: Severity (S), Occurrence (O), dan Detection (D) (Nuchpho, Nansaarng and Pongpullponsak, 2014). Menurut Paciarotti, Mazzuto and D‟Ettorre (2014) penerapan metode FMEA dibagi menjadi 3 (Tiga) fase antara lain:
Analisi kualitatif, berdasarkan identifikasi semua mode kegagalan potensial, sebab, dan akibat.
Analisi kuantitatif, berdasarkan evaluasi indeks RPN
Analisis korektif, berdasarkan penerapan strategi perbaikan untuk mengurangi tingkat resiko
Langkah – langkah dalam menerapkan metode FMEA adalah :
2.1. Langkah pertama yaitu pengumpulan data aktivitas proses yang bermasalah, efek dari masalah, dan penyebabnya berdasarkan pendapat ahli atau data historis.
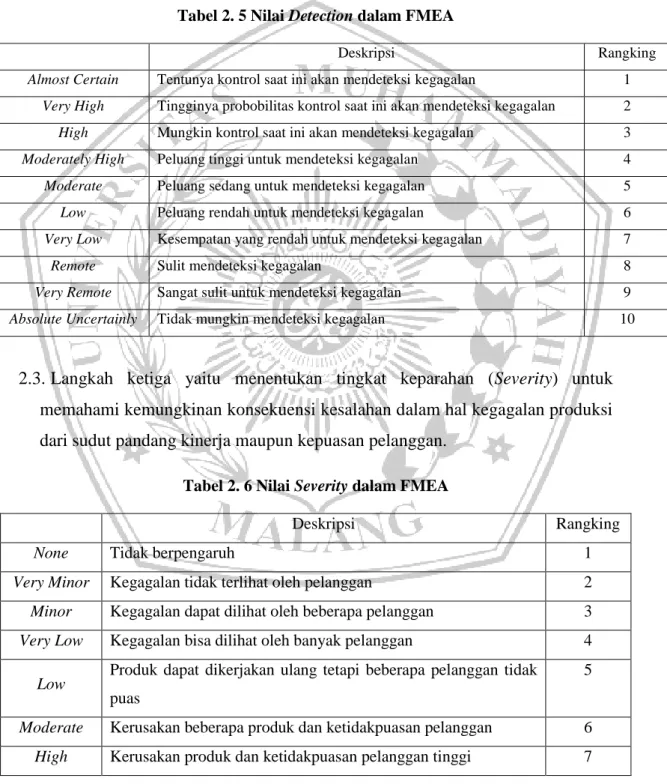
2.2. Langkah kedua yaitu mengidentifikasi semua potensi yang relevan mode kegagalan dengan menggunakan mode deteksi kegagalan (Detection).
Tabel 2. 5 Nilai Detection dalam FMEA
Deskripsi Rangking
Almost Certain Tentunya kontrol saat ini akan mendeteksi kegagalan 1 Very High Tingginya probobilitas kontrol saat ini akan mendeteksi kegagalan 2 High Mungkin kontrol saat ini akan mendeteksi kegagalan 3 Moderately High Peluang tinggi untuk mendeteksi kegagalan 4
Moderate Peluang sedang untuk mendeteksi kegagalan 5
Low Peluang rendah untuk mendeteksi kegagalan 6
Very Low Kesempatan yang rendah untuk mendeteksi kegagalan 7
Remote Sulit mendeteksi kegagalan 8
Very Remote Sangat sulit untuk mendeteksi kegagalan 9
Absolute Uncertainly Tidak mungkin mendeteksi kegagalan 10
2.3. Langkah ketiga yaitu menentukan tingkat keparahan (Severity) untuk memahami kemungkinan konsekuensi kesalahan dalam hal kegagalan produksi dari sudut pandang kinerja maupun kepuasan pelanggan.
Tabel 2. 6 Nilai Severity dalam FMEA
Deskripsi Rangking
None Tidak berpengaruh 1
Very Minor Kegagalan tidak terlihat oleh pelanggan 2 Minor Kegagalan dapat dilihat oleh beberapa pelanggan 3 Very Low Kegagalan bisa dilihat oleh banyak pelanggan 4
Low Produk dapat dikerjakan ulang tetapi beberapa pelanggan tidak puas
5
Moderate Kerusakan beberapa produk dan ketidakpuasan pelanggan 6 High Kerusakan produk dan ketidakpuasan pelanggan tinggi 7
Very High Produk tidak peroperasi 8 Extremely
High
Efek kegagalan berbahaya bagi kesehatan pengguna tetapi disertai peringatan
9
Dangerously High
Efek kegagalan sangat berbahaya bagi kesehatan pelanggan 10
2.4. Langkah keempat yaitu menentukan parameter terakhir yaitu kejadian mode kegagalan (Occurance), terkait dengan kemungkinan kegagalan akan terjadi.
Tabel 2. 7 Nilai Occurance dalam FMEA
Deskripsi Frekuensi Rangking
Remote Kegagalan yang tidak mungkin terjadi 1 in 1,500,000 1 1 in 150,00 2
Low Kegagalan yang relatif sedikit 1 in 15,000 3
1 in 2,000 4
Moderate Kegagalan yang terjadi sesekali 1 in 400 5
1 in 80 6
High Kegagalan berulang 1 in 20 7
1 in 8 8
Very High Kegagalan yang sangat tinggi 1 in 3 9
1 in 2 10
2.5. Langkah kelima menentukan nilai RPN dengan mengalikan Severity, Occurance, dan Detection seperti dalam persamaan (5)
(5)
2.6. Setelah nilai RPN di ketahui, langkah selanjutnya yaitu memberikan usulan perbaikan sesuai dengan nilai RPN tertinggi
2.7. Algoritma BLOCPLAN
Perancangan tata letak fasilitas merupakan aspek yang sangat penting untuk meningkatkan kualitas dan produktivitas perusahaan. Perusahaan yang mempunyai sistem produksi yang membutuhkan banyak mesin dan alur produksi yang panjang membutuhkan penyusunan layout yang datail agar tidak terjadi pergerakan aliran pada saat proses produksi (Febryanto, 2018). Algoritma desain merupakan metode pendekatan dalam desain yang dimana komputer telah diproses dengan beberapa formula untuk menghasilkan banyak alternatif desain secara otomatis dan efisien (Ulfauzi, Artana and Handani, 2020). Menurut Siregar, Syahputri and Sari (2020) Algoritma BLOCPLAN merupakan metode yang sangat efektif yang digunakan untuk menyelesaikan permasalahan terkait tata letak produksi. Selain itu dalam penempatan fasilitas dan pemanfaatan ruang, Algoritma BLOCPLAN merupakan metode yang paling efisien (Ulfauzi, Artana and Handani, 2020).
Algoritma BLOCPLAN dikembangkan oleh Donaghey dan Pire di Departemen teknik industri, Universitas Houston yang dimana algoritma BLOCPLAN digunakan untuk mengevaluasi maupun membuat tata letak berdasarkan data yang diinputkan (Sembiring, Budiman and Tarigan, 2018).
Sebelum melakukan running menggunakan Algoritma BLOCPLAN terdapat langkah - langkah yang harus di selesaikan terlebih dahulu antara lain melakukan perhitungan mengenai luas fasilitas dan luas bangunan yang ditempati oleh fasilitas tersebut, dan menentukan tingkat kedekatan hubungan antar fasilitas menggunakan Activity Relationship Chart (ARC). ARC merupakan salah satu input yang digunakan dalam algoritma BLOCPLAN. Hubungan kedekatan antar fasilitas dalam ARC dilambangkan dengan simbol A, E, I, O, U, dan X. Dalam menentukan hubungan kedekatan dalam ARC juga harus mempertimbangkan alasan.
2.8. Visual display
Visual display merupakan alat komunikasi yang menghubungkan antara manusia dan lingkungan. Dalam melakukan aktivitas, manusia memerlukan suatu alat yang dapat memberikan petunjuk agar lebih bisa memahami keadaan disekitarnya. Dalam pembuatan visual display di sebuah perusahaan harus mempertimbangkan jarak visual pekerja agar informasi yang disampaikan dalam visual display dapat tersampaikan (Rudianto, 2012).