BAB IV
PENGUMPULAN DATA DAN PEMBAHASAN
4.1 Profil Perusahaan
ADR Group (Auto Diesel Radiator) berdiri pada tanggal 26 November 1973, bergerak pada bidang manufaktur automotif. ADR Group memiliki kantor pusat di Jl.
Pluit Raya I No.1 Jakarta Utara.
ADR Group adalah perusahaan yang berangkat dari sebuah bengkel kecil kemudian tumbuh menjadi perusahaan manufaktur terkemuka dalam industri suku cadang otomotif khususnya dalam bidang usaha berupa filter, radiator, pipa rem, tangki bahan bakar, knalpot, semi trailer, axel, dump hois, kotak kardus, gasket dan berbagai komponen otomotif lainnya. ADR Group terdiri dari beberapa perusahaan yang selanjutnya disebut anak perusahaan, Saat ini perusahaan yang berada di bawah naungan ADR Group antara lain :PT.Panata Jaya Mandiri ( 1983 ), PT.Andhi Chandra Automotive Product, Tbk – 1976 ( Sebelum bergabung dengan PT.Selamat Sempurna, Tbk), PT.Hydraxle Perkasa (1982), PT.Selamat Sempana Perkasa (1990), PT.Prapat Tunggal Cipta (1994), PT.Mangatur Dharma (1976).Dengan makin berkembangnya perusahaan dan kondisi pangsa pasar yang sangat pesat memaksa perusahaan
memutuskan untuk membangun pabrik ke 2 yang berlokasi di Jl.LPPU Curug No.88 Tangerang, Banten.Pabrik yang ini berkonsentrasi pada produksi filter, sedangkan Radiator, Muffler, Brake Pipe dan Fuel Tank tetap di produksi di pabrik yang lama. PT.
Selamat Sempurna Tbk. adalah perusahaan yang memproduksi berbagai macam jenis filter mulai dari oil filter, fuel filter dan hydraulic filter.Seperti yang telah dikemukakan diatas PT. Selamat Sempurna, Tbk memiliki dua cabang pabrik yaitu di Kapuk sejak tahun 1973 dan di Tangerang sejak tahun 2001, untuk perusahaan di Kapuk merupakan pabrik khusus untuk memproduksi radiator dan di Tangerang sebagai pabrik khusus filter.
PT.Selamat Sempurna, Tbk berhasil mencatatkan diri (listing) di Bursa Efek Jakarta pada tahun 1996, dan dengan demikian perusahaan ini menjadi perusahaan public.Dengan predikat sebagai perusahaan terbuka PT.Selamat Sempurna, Tbk semakin berkembang pesat dan menjadi market leader dibidang filter.Tapi semakin lama tuntutan pasar mengharuskan perusahaan melakukan penghematan atau cost reduction agar mampu bersaing dalam pasar global.Maka dari itu untuk meningkatkan efisiensi dan produktifitas manajemen ADR mengabungkan perusahaan yang mempunyai bidang yang sama.Pada Tanggal 28 Desember 2006 PT.Andhi Chandra Automotive Product dan PT Selamat Sempurna, Tbk bergabung menjadi satu perusahaan dengan nama PT Selamat Sempurna, Tbk.Dengan bergabungnya kedua perusahaan tersebut PT Selamat Sempurna, Tbk semakin memantapkan diri menjadi produsen filter terbesar di Indonesia.
Selain dijual di pasar domestic filter produksi PT Selamat Sempurna, Tbk juga di ekspor keberbagai Negara di dunia.Untuk customer dalam negeri meliputi beberapa OEM (pembuat mobil) di Indonesia.Untuk customer manca negara PT Selamat Sempurna, Tbk mempunyai jaringan pemasaran yang tersebar di Asia, Eropa, Australia, Afrika dan Amerika.
Menghasilkan produk yang bermutu adalah prioritas utama yang ditekankan oleh perusahaan kepada setiap karyawan dan staffnya, maka untuk mencapai tujuan tersebut diperlukan adanya kemampuan teknik yang baik dalam perusahaan.Disamping itu juga menjalin kerjasama dengan pihak luar dalam pengembangan teknik antara lain dengan bantuan teknik atau lisensi. Bantuan teknik ini terjalin dari beberapa produsen multinasional Amerika dan Jepang, contohnya pada tahun 1979 Tokyo Radiator, Mfg, Ltd, Japan memberikan bantuan teknik kepada PT Selamat Sempurna, Tbk untuk memenuhi standarisasi ISO 9002 dan ini telah diperoleh sejak 14 Januari 1997. Sebagai perusahaan yang produknya tersebar keseluruh dunia perusanaan harus menjamin kualitas dari produk yang dipasok ke pembeli.Sebagai komitmen untuk selalu memberikan kepuasan terhadap pelanggan PT Selamat Sempurna, Tbk melakukan perbaikan secara terus-menerus dalam hal QCD (Quality Cost Delivery). Kemudian untuk melengkapinya maka pada bulan Februari 2000 PT Selamat Sempurna, Tbk mendapatkan sertifikat QS 9000 sebagai standarisari system mutu (Quality Sistem).
Pada bulan Juli 2003 ADR Group of Companies telah mendapat ISO 9002 dan TS 14695 yang merupakan perusahaan pertama dibidang automotif sebagai pengakuan kualitas management untuk memenuhi pasaran dunia.PT. Selamat Sempurna, Tbk juga
memproduksi dengan menggunakan merk SAKURA untuk pasar domestik dan pasar internasional dan telah memperoleh sertifikasi.Pada saat ini kapasitas produksi per shiff yang telah tercapai adalah 550.000 unit radiator dan 24 juta unit filter pertahun.
Sedangkan target yang ingin dicapai adalah 5000 unit filter perjam.
Kantor pusat berlokasi di Wisma ADR lantai 2, Jln. Pluit Raya No 1, Jakarta 14440, sedangkan pabriknya terletak di jalan LPPU Curug NO 88, Tangerang, Banten, Indonesia.
Gambar 4.1 Produk PT.Selamat Sempurna Tbk.
4.1.1 Visi, Misi dan Kebijakan Sasaran Mutu ADR Group of Companies
Sasaran Mutu adalah penjabaran kebijakan mutu di tingkat operasional, juga merupakan alat untuk memantau dan meningkatkan dan efisiensi proses-proses. Sasaran mutu utama dicantumkan sebagai target utama dalam rencana bisnis. Sasaran mutu lainnya boleh ditambahkan yang berupa sasaran terukur dari keluaran utama fungsi- fungsi. Suatu sasaran dapat ditetapkan sebagai prosentase tugas yang terselesaikan dalam kurun waktu tertentu, waktu yang diperlukan untuk menyelesaikan tugas tertentu, prosentase cacat dari pekerjaan yang dilakukan atau kombinasi apapun dari semuanya.
1. Visi
Menjadi perusahaan kelas dunia di industri komponen otomotif
(To become a world class company in the automotive component industry )
2. Misi
Perbaikan berkesinambungan untuk memenuhi semua persyaratan dengan proses transformasi terbaik
(Continuous improvement in meeting all requirements through excellence in transformation process)
3. Kebijakan Mutu
Memberi pelanggan pilihan yang lebih baik (To give the customer a better choice
4.1.2 Lokasi Perusahaan
Seperti yang telah dikemukakan di depan bahwa PT. Selamat Sempurna, Tbk berlokasi dalam dua tempat yaitu pabrik pertama di Jl. Kapuk Kamal Raya No. 88 jakarta utara 14470 Telp.(021) 5551646 Fax.(021) 5551905 sebagai produsan radiator dan pabrik kedua di Jl. LPPU Curug No. 88 Tangerang Banten Telp.(021) 5984388 Fax.(021) 5984415 sebagai produsen filter dan sekaligus yang akan kita bahas. Dari kedua unit produksi tersebut masing-masing berkantor pusat di Wisma ADR Jl. Pluit Raya I No.1 Jakarta 14440 Telp.(021) 6610033-6690244 Fax.(021) 6696237-6618438 Website: www.adr-group.com
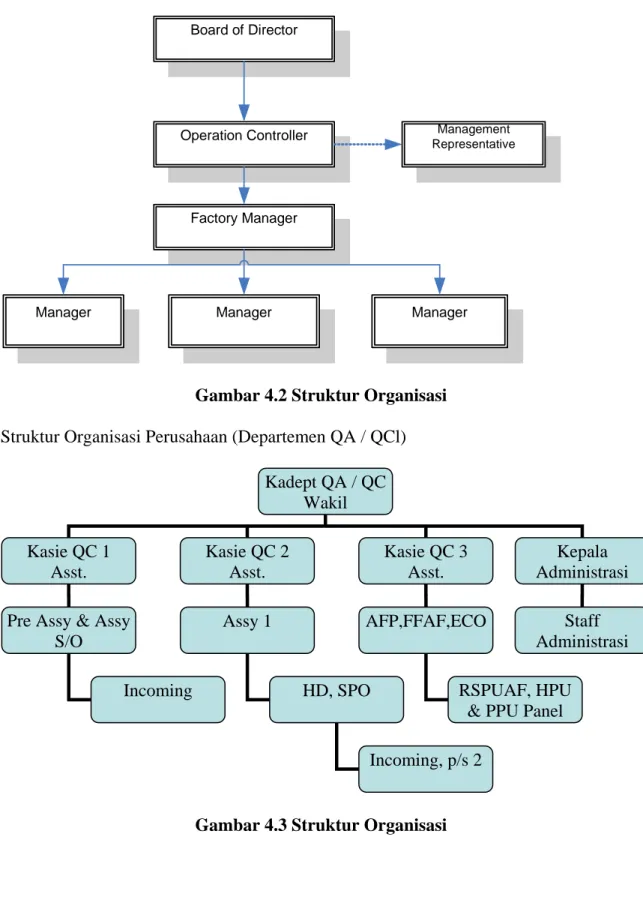
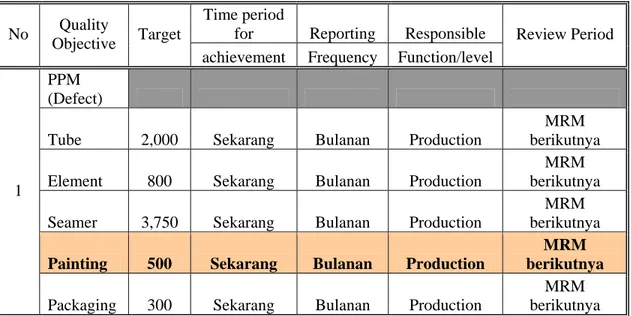
4.1.3 Struktur Organisasi PT Selamat Sempurna, Tbk
Dalam pembahasan tentang struktur organisasi yang ditampilkan ada dua versi yaitu struktur organisasi yang pertama adalah Struktur general organisasi perusahaan secara umum yang bertujuan untuk mengetahui gambaran umum tentang pembagian tugas dalam perusahaan dan yang kedua hanya dalam Departement Quality Assurance PT.Selamat Sempurna, Tbk.Hal itu dikarenakan secara umum proses pengendalian kualitas pada PT. Selamat Sempurna, Tbk berada didalam Departement Quality Assurance hal tersebut juga dimaksudkan agar dapat lebih mudah dalam pemecahan masalah dan tidak terlalu meluas dalam pembahasan.Untuk lebih jelasnya berikut kami tampilkan bagan struktur organisasi yang dimaksudkan diatas.
Struktur Organisasi Perusahaan (General)
Board of Director
Operation Controller
Manager Manager
Manager
Management Representative
Factory Manager
Gambar 4.2 Struktur Organisasi Struktur Organisasi Perusahaan (Departemen QA / QCl)
Gambar 4.3 Struktur Organisasi Kadept QA / QC
Wakil Kasie QC 1
Asst.
Kasie QC 2 Asst.
Kasie QC 3 Asst.
Pre Assy & Assy S/O
Assy 1 AFP,FFAF,ECO
Incoming HD, SPO RSPUAF, HPU
& PPU Panel Incoming, p/s 2
Kepala Administrasi
Staff Administrasi
Struktur organisasi diatas dibentuk bertujuan untuk mempermudah dan memperlancar pembagian tugas, wewenang pada masing-masing bagian sekaligas sebagai wadah segenap kegiatan, dengan jalan membagi atau mengelompokkan pekerjaan yang harus dilaksanakan dan menyusun jalinan kerjasama diantara petugas dan unit tugasnya. Disamping itu juga untuk menghindari tumpang tindih atau kesalahpahaman antara satu bagian dengan bagian lainnya karena suatu tugas atau pekerjaan.Oleh karena itu diharapka dengan adanya struktur organisasi tersebut masing- bagian atau unit dapat mengerti dan memahami tugas-tugas mereka dengan baik, disamping itu juga kalau ada masalah bisa cepat terdeteksi dan bisa langsung ditangani.
4.1.4 Ketenagakerjaan
PT. Selamat Sempurna Tbk, yang berlokasi di Tangerang saat ini memiliki jumlah karyawan sebanyak 1600 karyawan, yang terdiri atas 1050 karyawan dengan status karyawan tetap dan 450 karyawan dengan status tenaga kerja kontrak.Klasifikasi tenaga kerja pada PT.Selamat Sempurna, Tbk dibedakan antara lain :
1. Pengawas Operasi (Operation Controller)
Pengawas Operasi (Operation Controller) adalah jabatan tertinggi didalam struktur keorganisasian PT.Selamat Sempurna, Tbk pada tiap – tiap divisi (unit usaha). Operation Controllerlah yang bertanggung jawab penuh terhadap pabrik dan sekaligus terhadap dewan direksi.
2. Kepala Pabrik (Factory Manager)
Kepala Pabrik (Factory Manager) adalah orang kedua yang memegang peranan pada PT.Selamat Sempurna, Tbk.Factory Manager bertanggung jawab
bertanggung jawab atas perusahaan dan bertanggung jawab pada pengawas operasi.
3. Manajement Representative
Divisi M.R. berwenang melakukan audit internal pada tiap – tiap bagian yang ada didalam manufacturing, selain melakukan audit internal juga bertugas mengendalikan seluruh dokumen yang dipakai didalam perusahaan, hal ini bertujuan agar pada saatanya audit secra resmi (sperti I.S.O., T.S,) maupun yang lainnya yang sifatnya dari luar dipastikan tidak ditemukan adanya penyimpangan yang dapat mengakibatkan N.C.
4. Manager
Manager / Kepala department pada PT.Selamat Sempurna, Tbk berfungsi sebagai jembatan atau penghubung antara karyawan dalam department yang dipimpinnya dengan pihak manajemen dan sekaligus bertanggung jawab kepada factory manajer.
5. Staff
Staff bertugas membimbing / memberikan training terhadap karyawan memantau karyawan secara langsung karyawan dalam bekerja, selain itu staff juga bertanggung jawab terhadap manager.
6. Karyawan
Karyawan atau operator adalah orang yang secara langsung melakukan pekerjaan dan berhadapan dengan product.Karyawan bertanggung jawab penuh pada
pekerjaan yang dikerjakannya baik dari segi quantity maupun quality di bawah pengawasan staff.
Hari kerja di PT.Selamat Sempurna, Tbk adalah lima hari kerja dalam seminggu, yaitu hari senin sampai jum,at.Sedangkan untuk hari sabtu dan minggu ditetapkan sebagai hari libur, kecuali bagian-bagian non-produksi / supporting (Satpam, maintenance, Process / Product Engineering, Manufacturing Engineering, Sales, Purchasing dan lain-lain).Namun jikalau perusahaan memerlukan 6 (enam) hari kerja dalam seminggu, maka akan ditetapkan Surat Keputusan dari Direksi dan akan diberlakukan 1 (satu) bulan setelah dikeluarkannya sUrat Keputusan Direksi tersebut.
Berikut ini adalah pengaturan hari pada PT.Selamat Sempurna, Tbk untuk 5 (lima) hari kerja dalam seminggu.
Senin – Kamis :07.00 – 12.00 Kerja
12.00 – 13.00 Istirahat
13.00 – 16.00 Kerja
Jum,at :07.00 – 11.30 Kerja 11.30 – 13.00 Istirahat
13.00 – 16.30 Kerja
Untuk 6 (enam) hari kerja sebagai berikut :
Senin – Kamis :07.00 – 12.00 Kerja
12.00 – 13.00 Istirahat
13.00 – 15.00 Kerja Jum,at 07.00 – 11.30 Kerja 11.30 – 13.00 Istirahat
13.00 – 15.30 Kerja Sabtu 07.00 – 12.00 Kerja
( tanpa istirahat )
Untuk mengenai status karyawan pada PT.Selamat Sempurna, Tbk di bedakan berdasarkan ketentuan yang telah ditetapakan oleh perusahaan sendiri, dengan ketentuan status karyawan sebagai berikut :
• Karyawan tetap
• Karyawan kontrak
• Karyawan harian / borongan ( bukan karyawan PT.Selamat Sempurna, Tbk, namun karyawan luar yang bekerja sama dengan PT.Selamat Sempurna, Tbk,.
4.1.5 Keselamatan dan Kesehatan Kerja
Sebagaimana perusahaan-perusahaan lain pada umumnya PT.Selamat Sempurna, Tbk juga senantiasa memperhatikan akan keselamatan dan kesehatan karyawannya.
Untuk itu dalam menjamin keselamatan dan kesehatan kerja tersebut perusahaan mentaati peraturan keselamatan dan kesehatan kerja sesuai dengan undang-undang atau peraturan pemerintah serta menyediakan pakaian kerja dan alat pelindung keselamatan kerja.Selain itu perusahaan juga membentuk panitia Pembina keselamatan dan kesehatan
kerja yang keanggotaanya terdiri dari unsure perusahaan dan serikat pekerja.Perusahaan senantiasa menyediakan secara Cuma-Cuma alat-alat kerja bagi pekerja menurut macam dan jenis yang telah ditentukan untuk masing-masing pekerjaan.Adapun peralatan yang diberikan perusahaan antara alain :
1. Pakaian Kerja
Pakaian kerja yang diberikan kepada karyawan disamping merupakan seragam juga berfungsi untuk melindungi keselamatan karyawan dari gangguan lingkungan di sekitar kerja.Perusahaan memberikan pakaian kerja kepada karyawan dengan kualitas yang cukup memadai.Pakaian ini diberikan kepada karyawan sebanyak tiga stell pertahun.
2. Sepatu Kerja
Sepatu keselamatan kerja diberikan kepada karyawan berdasarkan penilaian resiko kerja dan mempertimbangkan sejauh mana dampak yang ditimbulkan akibat dari kecelakaan kerja.Sepatu tersebut diberikan oleh perusahaan kepada pekerja pada bagian ME / Workshop, Maintenance, Cat dan Pencucian serta bagian Konstruksi.
3. Alat Pelindung Pernapasan
Alat pelindung pernapasan ini berupa respirator atau masker, disediakan untuk dipakai bagi karyawan yang bekerja ditempat yang beresiko mendapat gangguan
pernapasan.Alat ini diberikan pada bagian Element assy, painting serta bagian finishing / packaging.
4. Alat Pelindung Kepala
Diberikan kepada karyawan sesuai dengan tingkat resiko yang dihadapi karyawan pada bagian / unit kerjanya.
5. Sarung Tangan
Sarung tangan ini berupa pelindung tangan yang terbuat dari kain namun ada juga yang terbuat dari karet tergantung pada kondisi dan tempat kerja.Sarung tangan ini diberikan kepada pekerja hamper disetiap area.
6. Alat Pelindung Mata
Alat pelindung mata ini diberikan kepada karyawan pada bagian pengelasan.
7. Alat Pelindung Pendengaran
Alat pelindung pendengaran berupa “ear – muff” disediakan bagi karyawan yang bekerja ditempat yang mempunyai kebisingan tinggi.
4.1.6 Jaminan Sosial dan Kesejahteraan Tenaga Kerja
Dalam hal jaminan sosial dan kesejahteraan tenaga kerja perusahaan senantiasa semaksimal mungkin memperhatikan masalah itu.Bukti konkretnya diantaranya dengan diadakannya :
a. Koperasi Karyawan
Perusahaan sangat mendukung dan senantiasa mendorong karyawan untuk mrnghidupkan koperasi karyawan.Karena dengan diadakannya koperasi
karyawan tersebut diharapakan kesejahteraan karyawan akan lebih meningkat dan sekaligus diharapkan dapat mempererat hubungan antar karyawan dan pihak manajemen karena koperasi karyawan tersebut dikelola secara bersama-sama b. Sarana Olah Raga
Untuk menunjang perkembangan kegiatan olah raga, perusahaan menyediakan sarana olah raga bagi para pekerja.Untuk pengelolaannya diatur oleh perusahaan bersama serikat pekerja.
c. Kerohanian
Perusahaan senantiasa menyediakan sarana / fasilitas ibadah yang cukup memadai bagi karyawannya.
d. Penilaian Prestasi Kerja
Penilaian prestasi kerja pada setiap karyawan dilakukan oleh atasan 2 (dua) kali dalam setahun dengan periode penilaian :
Pertama :Untuk penilaian bulan januari sampai dengan juni.
Kedua :Untuk penilaian bulan juli sampai dengan desember.
Maksud dan tujuan evaluasi ini adalah :
Mengevaluasi bahwa kinerja sesuai sasaran (standar).
Meningkatkan disiplin pemakaian jam kerja.
Peningkatan kemampuan sesuai dengan bidang kerja dan kebutuhan.
Mengevaluasi hasil kerja, mutu dan disiplin untuk pemberian insentif atau surat peringatan.
Bagi karyawan yang hasil penilaian prestasinya baik akan mendapatkan imbalan sesuai dengan prestasi tersebut.
e. Jaminan Sosial Tenaga Kerja / Jamsostek
Sesuai dengan undang-undang No.3 / 1992 perusahaan wajib mendaftarkan / memasukkan semua pekerja menjadi peserta jaminan social tenaga kerja / jamsostek.Jaminan Sosial Tenaga kerja (Jamsostek ) meliputi :
1. Jaminan kecelakaan kerja termasuk penyakit akibat hubungan kerja.
2. Jaminan kematian.
3. Jaminan Hari Tua (JHT)
4. Jaminan pemeliharaan kesehatan (JPK).
f. Bantuan Uang Duka
Perusahaan senantiasa memberikan sumbangan kematian kepada pekerja yang mengakami hal-hal sebagai berikut :
1. Kematian suami / istri pertama pekerja
2. Kematian anak kandung dari suami / istri pertama.
Apabila mengalami keguguran ditentukan usia kandungan minimal 7 (tujuh) bulan dan bila kembar hanya diberikan satu kali.Dalam hal anak yang meninggal tersebut merupakan anak dari istri dan suami yang bekerja di ADR Group, sumbanagn kematian hanya diberikan kepada suami sebagai kepala keluarga.Yang dimaksud dengan anak adalah anak yang berusia dibawah 21 tahun yang belum menikah dan bekerja.
g. Gagasan
Pekerja yang mempunyai gagasan / ide yang sifatnya membantu kepentingan perusahaan sesuai sistem sumbang saran maka padanya diberikan imbalan sebagai penghargaan dari perusahaan.Bentuk imbalan yang diberikan kepada pekerja diatur oleh perusahaan sesuai dengan ketentuan yang berlaku.
h. Pekerja Teladan
Perusahaan senantiasa secara rutin mengadakan pemilihan pekerja teladan setahin sekali.Pekerja yang terpilih sebagai pekerja teladan akan diberikan hadiah / penghargaan dari perusahaan.Kriteria pemilihan antara lain didasarkan pada disiplin, hasil kerja, kondite dan gagasan / ide yang telah disebutkan diatas.Pelaksanaan pemilihan pekerja teladan ditetapkan dengan surat keputusan direksi.
4.2 Proses Painting Filter
Proses painting filter dapat di bedakan dalam beberapa proses penting yang berada didalamnya diantaranya yaitu :
4.2.1 Pengertian Filter
Filter yaitu alat yang digunakan untuk memisahkan kotoran baik dari udara maupun cairan / fluida. Oleh karena itu syarat utama dari sebuah filter adalah filter tersebut harus bersih. Dalam dunia permesinan, filter digunakan untuk memisahkan kotoran dari oli, bahan bakar dan udara. Filter adalah alat yang digunakan untuk
menyaring / membersihkan fluida (cair / gas) dari partikel-partikel kotoran yang terdapat didalamnya sehingga menghasilkan fluida yang lebih bersih.
Mengingat hampir tidak adanya fluida yang benar-benar bersih (murni), maka akan sangat penting peranan filter untuk melakukan filterisasi pada suatu fluida tertentu.
Contoh pada mesin kendaraan yang menggunakan filter pada proses penyaringan udara yang digunakan untuk pembakarannya, proses penyulingan air yang menggunakan filter untuk menyaring kotoran-kotoran yang terdapat didalam air.
Dalam hal ini, pembahasan mengenai filter hanya akan dititikberatkan pengendalian mutu pengecatannya pada filter untuk diaplikasikan dengan mesin kendaraan.
4.2.2 Pengertian Proses Painting
Painting adalah suatu proses pelapisan body filter dengan bahan cat yang dilarutkan dalam solvent. Pemberian lapisan cat harus sangat merata dengan ketebalan tertentu untuk menutupi seluruh permukaan body dan juga pemberian pelapisan cat tergantung dari diameter body filter dan besar kecilnya body filter tersebut.
Untuk mendapatkan hasil baik pada proses pengecatan dibutuhkan setting pengecatan yang tepat. Parameter yang perlu diperhatikan antara lain :
a. kondisi permukaan body filter b. kwalitas cat dan thinner c. kecepatan conveyor d. viscositas cat
e. setting electrostatic f. tekanan udara
g. dan laju penyemprotan cat
4.2.3 Proses Painting Dimulai Dari : A. Loading to conveyor
B. Water Treatment meliputi : o Predegreasing o Degreasing o Rinsing 1 o Rinsing 2 o Phospating o Rinsing 3 o Rinsing 4 o DI Water C. Oven Drying
D. Spray Disc/Painting E. Oven Curing
F. Unloading From Conveyor
A. Loading To Conveyor
Proses loading to conveyor adalah proses pemasangan tatakan dan body filter yang akan dicat serta melalui proses pencucian terlebih dahulu pada hanger yang digantung pada conveyor setelah proses seamer (perakitan body dengan seat assy).
Dalam proses ini harus diperhatikan apakah body filter tersebut layak untuk dipainting, dapat dilihat secara visual body harus bagus tanpa reject (karat, penyok, kotor, dan assynya) agar yang didapat hasilnya akhirnya baik dan sempurna. Dalam hal ini setting kecepatan conveyor adalah 3 meter/min untuk dapat mengimbangi kecepatan para pekerja dalam bekerja.
B. Water Treatment
Water treatment yaitu proses pencucian body filter dari kotoran-kotoran dan akan diberikan pelapisan berupa phospating agar sebelum masuk pencucian body filter dapat merekat lebih kuat dan tahan lama (tidak berkarat). Item-itemnya sebagai berikut :
o Predegreasing dan Degreasing
Proses predegreasing dan degreasing adalah proses pembersihan atau pelarutan partikel-partikel yang menempel pada lapisan logam baik itu berupa kotoran maupun sejenis minyak yang sangat mempengaruhi pada proses berikutnya.
Proses predegreasing dan degreasing berfungsi sebagai pembersih awal pada permukaan metal atau logam terutama oli, grease, kotoran-kotoran sebelum dilakukan pencucian berikutnya yang sangat mempengaruhi hasil phospating pada permukaan metal atau logam.
Bahan kimia yang digunakan dalam proses predegreasing dan degreasing ini adalah An-Clean 02 atau sejenisnya, dan pelaksanaannya dengan cara menyemprotkan atau spray. Untuk mendapatkan hasil-hasil pada permukaan metal atau logam bebas dari sisa-sisa oli, grease, maka perlu diperhatikan kondisi operasinya.
1. Waktu penyemprotan 2. Konsentrasi larutan 3. Suhu larutan
Motode penambahan bahan-bahan pada line painting ditentukan dengan standart pabrik metode pada tiap proses berbeda-beda adapun larutan yang digunakan antara lain :
a.Proses predegreasing :
Nama bahan kimia : An-Clean /Sejenis Kontrol point : Free alkali 24 point
Motode titrasi : Free alkali sample 10 cc, Indicator
metal orange 3-5 tetes titrasi cairan predgreasing perubahan warna dari orange menjadi merah
b. Proses degreasing :
Nama bahan kimia : An-Clean /Sejenis Kontrol point : Free alkali 24 point
Motode titrasi : Free alkali sample 10 cc, Indicator
metal orange 3-5 tetes titrasi cairan predgreasing perubahan warna dari orange menjadi merah
o B. Rinsing 1
Rinsing 1 adalah proses pencucian dengan air bersih untuk mendapatkan permukaan metal atau logam dari sisa larutan bahan kimia predegreasing dan degreasing , perlu adanya teknik proses antara lain :
Untuk mengurangi kontaminasi (pengotoran) pada water rinse maka perlu adanya over flow (air berlimpah) dari water rinse 2.
Jika kualitas air pada demineralisasi (DI water) rendah maka akan dapat menyebabkan carry over bahan kimia predegreasing ke pembilasan berukutnya.
o C. Rinsing 2
Rinsing 2 adalah proses pembilasan dengan air bersih kedua untuk mendapatkan permukaan logam atau metal dari sisa bahan kimia degreasing dan mengurangi carry over bahan kimia degrasing ke phospating. Untuk mengurangi kontaminasi (pengotoran) pada rinsing 2 terutama pada proses rinsing yang terakhir rendah, maka akan menyebabkan carry over bahan kimia degrasing ke phospating dan berpengaruh pada proses berikutnya. Dilakukan pengecekan PH pada bak rinsing 2 yaitu sebesar 6-8 dengan menggunakan indicator universal (kertas lakmus), untuk pengaturannya dilakukan dengan bukuaan valve air baku pada bak rinsing secara berkala.
o D. Phospating
Proses phospating merupakan proses kimia dalam senyawa organik menjadi lapisan (Zinc Phosphate Coating) yang mempunyai ikatan pada permukaan metal atau logam secara reaksi kimia. Sebagai bahan kimia yang digunakan untuk phospating adalah ZP4-51 atau sejenis. Jenis bahan kimia tersebut adalah formula yang memang digunakan untuk metal atau logam, kondisi metal atau logam dan proses kerja yang saling mempengaruhi terhadap hasil dari permukaan metal atau logam, dimana hasil phospating tersebut akan mempengaruhi proses selanjutnya. Sehingga untuk mendapatkan hasil yang optimal harus melaksanakan pengawasan terhadap proses kerja serta konsentrasi dengan rutin dan teliti.
ZP4-51 adalah larutan bahan kimia yang digunakan untuk memberikan suatu lapisan zinc phosphate yang merata diseluruh permukaan metal atau logam serta berkristal halus dan mempunyaifungsi tahan karat dan dapat mengikat proses selanjutnya yaitu proses painting. Proses pelapisan (zinc phosphate coating) dilakukan dengan bahan kimia ZP4-51 yang berbau sangat tajam, sehingga pada proses ini diperlukan masker yang sesuai standart internasioanal untuk kesehatan.
ZP4-51 ini dilakukan dalam system penyemprotan (spraying) dengan temperature ruangan. Karena proses phospating ini bekerja berdasarkan reaksi kimia, maka dalam pelaksanaannya perlu penambahan bahan kimia lainnya yang disebut dengan Toner/AC-31 yang berfungsi untuk memberikan reaksi optimal dan mempercepat pembentukan lapisan zinc coating pada permukaan logam atau metal.
Toner/AC-31 berfungsi juga sebagai neutralizer untuk menetralisir konsentrasi asam
yang terlalu tinggi dari standart sehingga konsentrasi asam dapat sesaui dengan standart yang telah ditentukan.
Metode penambahan bahan-bahan pada line painting ditentukan dengan standart yang dikeluarkan engineering, larutan yang digunakan antara lain :
a. Proses phospating :
Nama bahan kimia : ZP 4 - 51 / Sejenis Soda Ash / sejenis AC - 31 / Sejenis
Kontrol point : Total acid (TA) : min 18 point Free acid (FA) : 0,2 – 1 point
Toner gas : min 2 point
o E. Rinsing 3
Rinsing 3 adalah proses pencucian dengan air bersih, untuk mendapatkan permukaan metal atau logam dari sisa larutan bahan kimia phospating, perlu adanya teknik proses antara lain :
Untuk mengurangi tingkat keasamaan pada proses pencucian perlu adaanya over flow. Untuk mengurangi kontaminasi pada rinsing dapat dilakukan over flow system.
o F. Rinsing 4
Rinsing 4 adalah proses pencucian dengan air bersih, untuk mendapatkan permukaan metal atau logam dari sisa larutan bahan kimia phospating sebelum
kepencucian selanjutnya (DI Water) dan mengurangi carry over pada filter yang masuk proses DI Water.
Untuk mengurangi tingkat keasaman pada proses pencucian perlu adanya over flow dari DI Water.
o G. DI Water
DI Water adalah proses pembilasan dari rinsing, dimana pada proses ini tingkat keasamannya tidak ada sehingga dapat menetralisir asam yang terbawa dari phospating dan mencegah karat/blister pada permukaan metal atau logam. Hal yang perlu diperhatikan : kondiktivity maksimal 150 µs/cm .
C. Oven Drying
Oven Drying adalah proses pengeringan logam atau metal setelah proses pencucian, karena dalam proses pencucian air yang terbawa pada logam atau metal masih ada jadi sebelum masuk pada proses spray disc/painting kondisi logam atau metal harus kering total agar tidak menimbulkan reject atau hasil painting yang tidak bagus atau tidak rata. Dalam hal ini harus diperhatikan suhu dan waktu tertentu untuk menguapkan air yang menempel pada permukaan metal atau logam. Penguapan ini dimaksudkan untuk membentuk zinc phosphate menjadi lapisan monohidrat. Lapisan ini nantinya akan berkaitan dengan cat sehingga daya rekat cat akan semakin kuat.
D. Spray Disc / Painting
Spray Disc / Painting adalah proses pengecatan filter dengan alat automatic alektronic disc paint dan bahan cat yang dilarutkan dalam solvent. Pemberian lapisan cat harus merata dengan ketebalan tertentu untuk menutupi seluruh permukaan logam atau metal.
Untuk mendapatkan hasil yang baik pada proses pengecatan dibutuhkan setting pengecatan yang tepat. Parameter setting yang perlu diperhatikan antara lain kondisi permukaan body filter, kwalitas cat dan thinner, kecepatan conveyor, viscositas cat, setting electrostatic, tekanan udara dan laju penyemprotan cat.
Setiap kali penggantian warna cat dilakukan pembilasan saluran cat dengan thinner bersih untuk menghindari kontaminasi warna.
E. Oven Curing
Oven Curing adalah proses pengeringan cat yang masih basah kedalam oven curing dengan suhu tertentu. Pada proses ini terjadi penguapan solvent dan bahan cat.
Agar hasil painting yang didapat kwalitasnya baik harus diperhatikan juga dari kecepatan conveyor dan suhu pengeringan disesuaikan dengan type cat dan thinner.
F. Unloading From Conveyor
Unloading From Conveyor adalah proses penurunan atau pengambilan logam atau metal (body filter) setelah di oven curing dan proses painting serta melihat hasil visual body tersebut. Sebelum masuk keproses bagian selanjutnya.
4.2.4 Sistem Inspeksi di Line Painting
Sistem inspeksi yang dilakukan diline painting secara umum dapat dibagi menjadi empat kategori system pemeriksaan diantaranya :
1. Dilakukan cross cut dengan ukuran 1 mm2 x 100 ( 10 mm x 10 mm ) dengan isolatif transparan ditempelkan pada permukaan cat yang telah di cross cut tersebut, pada waktu diangkat isolatif tersebut maximum cat yang diperbolehkan terangkat yaitu 3 kotak.
2. Uji kekerasan menggunakan pensil jenis HB dengan cara menggoreskan pensil tersebut kepermukaan cat body filter dengan kemiringan pensil waktu digoreskan dengan sudut 450, apabila cat body tersebut tergores / membekas, maka hasil cat tersebut dinyatakan NG, dan apabila tidak tergores / membekas dinyatakan OK.
3. Ketebalan cat standar > 15 micro meter dan dilakukan pengukuran menggunakan alat coating thickness.
4. Pemeriksaan rutin tentang viscositas cat yang akan digunakan.
4.3 Analisa Kondisi Mutu Obyek Penelitian
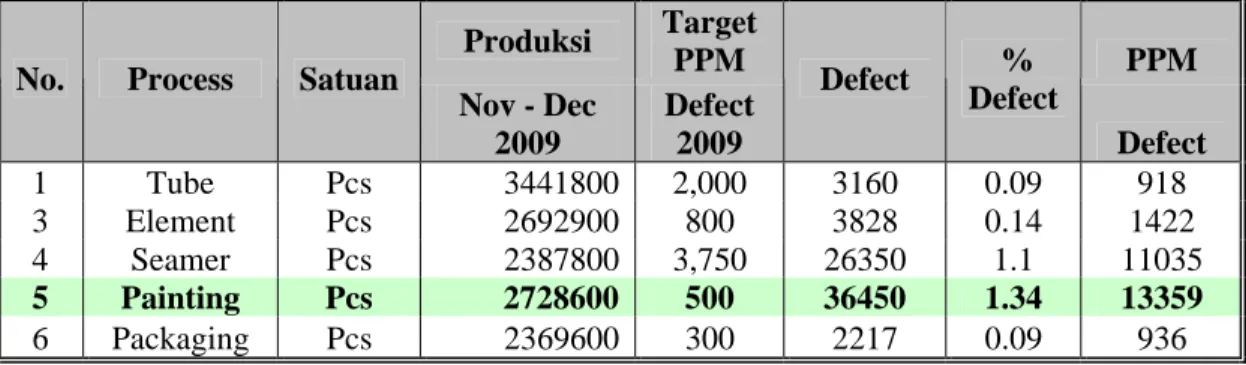
Untuk membuat suatu analisa mengenai pengaruh implementasi pengendalian mutu Tbk terhadap defect pada proses painting di PT Selamat Sempurna Tbk, adalah dengan mengumpulkan data dan informasi mengenai perbandingan besarnya defect yang dialami dengan sasaran atau target yang telah direncanakan perusahaan melalui Business Plan.Berikut ini merupakan Business Plan pada PT Selamat Sempurna Tbk yang telah
ditetapkan oleh pihak manajemen selama kurun waktu satu tahun yaitu periode tahun 2009.
Tabel 4.1 Business Plan Produksi Spin On 2009 Time period
for Reporting Responsible No Quality
Objective Target
achievement Frequency Function/level
Review Period PPM
(Defect) Tube 2,000 Sekarang Bulanan Production
MRM berikutnya Element 800 Sekarang Bulanan Production
MRM berikutnya Seamer 3,750 Sekarang Bulanan Production
MRM berikutnya Painting 500 Sekarang Bulanan Production
MRM berikutnya 1
Packaging 300 Sekarang Bulanan Production
MRM berikutnya
Dari data diatas dapat kita lihat bahwa perusahaan telah menargetkan untuk area painting adalah sebanyak 500 PPM (part per million) defect pada tahun 2009, artinya dalam satu juta produk perusahaan hanya mengijinkan 500 produk yang defect.Selanjutnya untuk melihat apakah sasaran yang telah direncanakan perusahaan tersebut dapat terealisasi dengan baik atau tidak maka dapat kita lihat dengan implementasi yang diterapkan dilapangan.Berikut ini adalah data produksi pada tiap line di PT Selamat Sempurna Tbk periode november sampai dengan desember 2009.Dari
data tersebut kita dapat melihat perbandingan yang cukup jauh antara target dengan realisasinya.
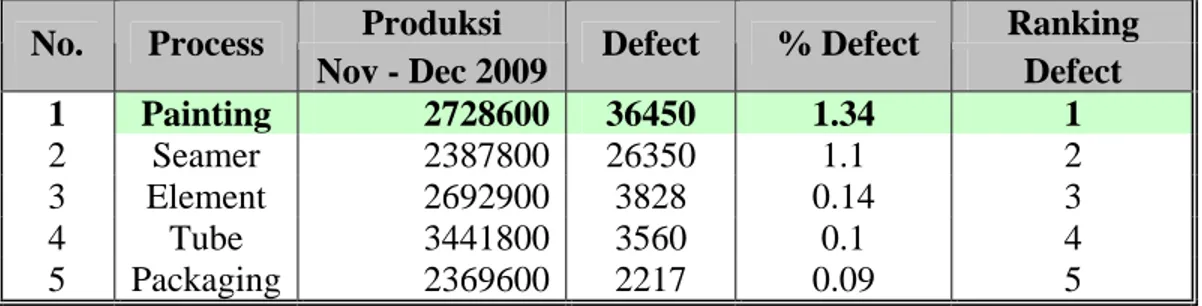
Tabel 4.2 Produksi Spin On Bulan November - Desember 2009
Produksi Target
PPM PPM
No. Process Satuan
Nov - Dec 2009
Defect 2009
Defect % Defect
Defect 1 Tube Pcs 3441800 2,000 3160 0.09 918 3 Element Pcs 2692900 800 3828 0.14 1422 4 Seamer Pcs 2387800 3,750 26350 1.1 11035 5 Painting Pcs 2728600 500 36450 1.34 13359 6 Packaging Pcs 2369600 300 2217 0.09 936
Dari tabel hasil produksi spin on bulan november sampai dengan desember 2009 dapat kita lihat defect yang terbesar terjadi diarea painting dengan persentase 1.34 % dari total produksi yang berjumlah 2728600 pcs.Selain itu jika dilihat dari sudut pencapaian ppm terdapat penyimpangan yang sangat mencolok yaitu sebanyak 13359 ppm dari 500 ppm yang telah ditargetkan perusahaan melalui business plan, atau melonjak sekitar dua puluh enam kali liapt lebih.Oleh sebab itu perlu segera dilakukan langkah antisipasi guna mendeteksi permasalahan yang terjadi diarea painting tersebut sebelum terjadi penyimpangan yang lebih besar lagi. Berikut ini adalah proporsi defect yang terjadi diarea painting berdasarkant rankingnya.
Tabel 4.3 Defect produksi berdasarkan ranking Defect
Produksi Ranking
No. Process
Nov - Dec 2009 Defect % Defect
Defect
1 Painting 2728600 36450 1.34 1
2 Seamer 2387800 26350 1.1 2
3 Element 2692900 3828 0.14 3
4 Tube 3441800 3560 0.1 4
5 Packaging 2369600 2217 0.09 5
Gambar 4.4 Grafik Preto Pfect Poduksi Brdasarkan Ranking
Keterangan :
A. Defect area painting B. Defect area seamer C. Defect area element D. Defect area tube E. Defect area packaging
0 10000 20000 30000 40000
A B C D E
Berdasarkan pareto diatas dan sesuai dengan pembatasan masalah yang telah ditetapkan, maka penulis akan membahas lebih lanjut mengenai defect yang terjadi diarea painting tersebut mulai dari kemungkinan penyebab masalah dan langkah-langkah perbaikan apa yang harus diambil untuk menekan dan mengurangi terjadinya defect di area tersebut.
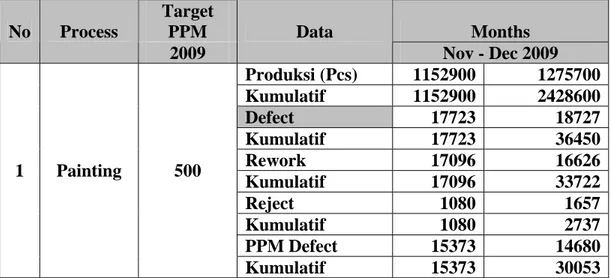
Tabel 4.4 Summary Defect Spin On November – Desember 2009 Area Painting
Target
PPM Months
No Process
2009
Data
Nov - Dec 2009 Produksi (Pcs) 1152900 1275700 Kumulatif 1152900 2428600
Defect 17723 18727
Kumulatif 17723 36450
Rework 17096 16626
Kumulatif 17096 33722
Reject 1080 1657
Kumulatif 1080 2737
PPM Defect 15373 14680
1 Painting 500
Kumulatif 15373 30053
Dari gambaran kondisi defect yang dialami perusahaan diatas, didapatkan suatu kesimpulan sementara bahwa kondisi mutu berdasarkan data defect yang masih jauh melebihi target maksimal yang ditetapkan, maka dapat diambil suatu kesimpulan sementara bahwa kondisi mutu pada PT Selamat Sempurna Tbk untuk area painting pada saat ini masih jauh dari baik. Untuk itu perlu segera adanya suatu pendekatan dalam rangka peningkatan kualitas pada PT. Selamat Sempurna secara berkesinambungan dan terus menerus pada area tersebut.
4.4 Produksi Line Painting Spin On Bulan November – Desember 2009
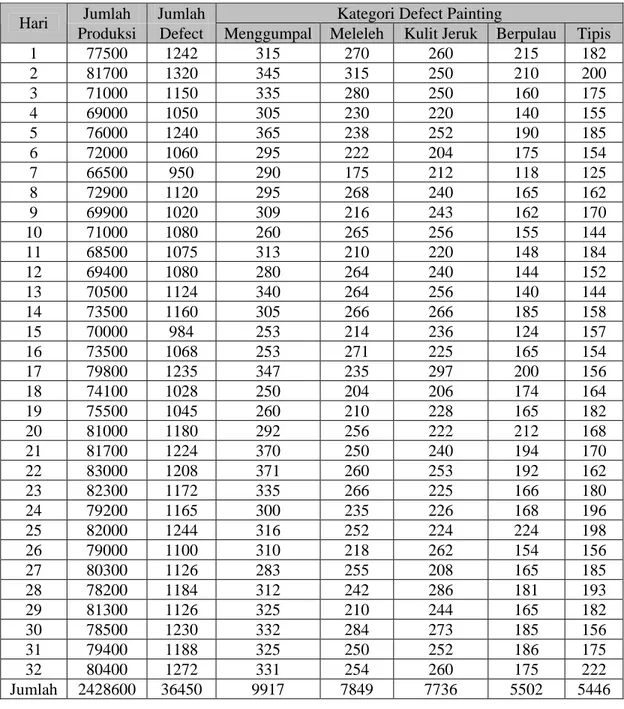
Tabel 4.5 Jumlah Produksi Spin On Bulan November – Desember 2009 Jumlah Jumlah Kategori Defect Painting
Hari
Produksi Defect Menggumpal Meleleh Kulit Jeruk Berpulau Tipis 1 77500 1242 315 270 260 215 182 2 81700 1320 345 315 250 210 200 3 71000 1150 335 280 250 160 175 4 69000 1050 305 230 220 140 155 5 76000 1240 365 238 252 190 185 6 72000 1060 295 222 204 175 154 7 66500 950 290 175 212 118 125 8 72900 1120 295 268 240 165 162 9 69900 1020 309 216 243 162 170 10 71000 1080 260 265 256 155 144 11 68500 1075 313 210 220 148 184
12 69400 1080 280 264 240 144 152 13 70500 1124 340 264 256 140 144 14 73500 1160 305 266 266 185 158 15 70000 984 253 214 236 124 157
16 73500 1068 253 271 225 165 154 17 79800 1235 347 235 297 200 156 18 74100 1028 250 204 206 174 164 19 75500 1045 260 210 228 165 182 20 81000 1180 292 256 222 212 168 21 81700 1224 370 250 240 194 170 22 83000 1208 371 260 253 192 162 23 82300 1172 335 266 225 166 180 24 79200 1165 300 235 226 168 196
25 82000 1244 316 252 224 224 198 26 79000 1100 310 218 262 154 156 27 80300 1126 283 255 208 165 185 28 78200 1184 312 242 286 181 193 29 81300 1126 325 210 244 165 182 30 78500 1230 332 284 273 185 156 31 79400 1188 325 250 252 186 175 32 80400 1272 331 254 260 175 222 Jumlah 2428600 36450 9917 7849 7736 5502 5446
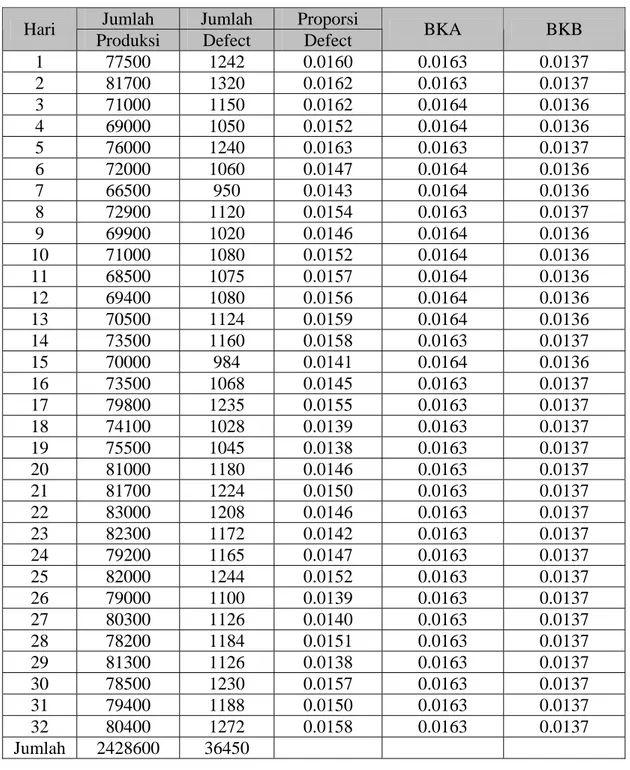
Tabel 4.6 Bagan Kendali P Total Produksi dan Defect Spin On Bulan November – Desember 2009
Jumlah Jumlah Proporsi Hari
Produksi Defect Defect BKA BKB
1 77500 1242 0.0160 0.0163 0.0137
2 81700 1320 0.0162 0.0163 0.0137
3 71000 1150 0.0162 0.0164 0.0136
4 69000 1050 0.0152 0.0164 0.0136
5 76000 1240 0.0163 0.0163 0.0137
6 72000 1060 0.0147 0.0164 0.0136
7 66500 950 0.0143 0.0164 0.0136
8 72900 1120 0.0154 0.0163 0.0137
9 69900 1020 0.0146 0.0164 0.0136
10 71000 1080 0.0152 0.0164 0.0136
11 68500 1075 0.0157 0.0164 0.0136 12 69400 1080 0.0156 0.0164 0.0136 13 70500 1124 0.0159 0.0164 0.0136
14 73500 1160 0.0158 0.0163 0.0137
15 70000 984 0.0141 0.0164 0.0136
16 73500 1068 0.0145 0.0163 0.0137 17 79800 1235 0.0155 0.0163 0.0137
18 74100 1028 0.0139 0.0163 0.0137
19 75500 1045 0.0138 0.0163 0.0137
20 81000 1180 0.0146 0.0163 0.0137 21 81700 1224 0.0150 0.0163 0.0137 22 83000 1208 0.0146 0.0163 0.0137
23 82300 1172 0.0142 0.0163 0.0137
24 79200 1165 0.0147 0.0163 0.0137
25 82000 1244 0.0152 0.0163 0.0137
26 79000 1100 0.0139 0.0163 0.0137
27 80300 1126 0.0140 0.0163 0.0137
28 78200 1184 0.0151 0.0163 0.0137
29 81300 1126 0.0138 0.0163 0.0137
30 78500 1230 0.0157 0.0163 0.0137
31 79400 1188 0.0150 0.0163 0.0137
32 80400 1272 0.0158 0.0163 0.0137
Jumlah 2428600 36450
1. Cara Perhitungan
( ) 0 . 2721
2428600 36450 )
( = = =
1=
1= =
∑
∑
∑
= =sampel xi g
g p
p GP p
GP GarisPusat
g
i g
i
Diamana :
Pi = proporsi kesalahan setiap sampel pada setiap kali observasi xi = banyaknya kesalahan setiap sampel pada setiap kali observasi
ni = banyaknya sampel yang diambil pada setiap kali observasi yang selalu bervariasi
g = banyaknya observasi
0 0.005
0.01 0.015 0.02 0.025
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 242526272829 30 31 32
P CL UCL LCL
0163 . 77500 0
) 015 . 0 1 ( 015 . 3 0 015 . ) 0 1
3 ( − = + − =
+
= ni
p p p
BPAp
0137 . 77500 0
) 015 . 0 1 ( 015 . 3 0 015 . ) 0 1
3 ( − = − − =
−
= ni
p p p
BPBp
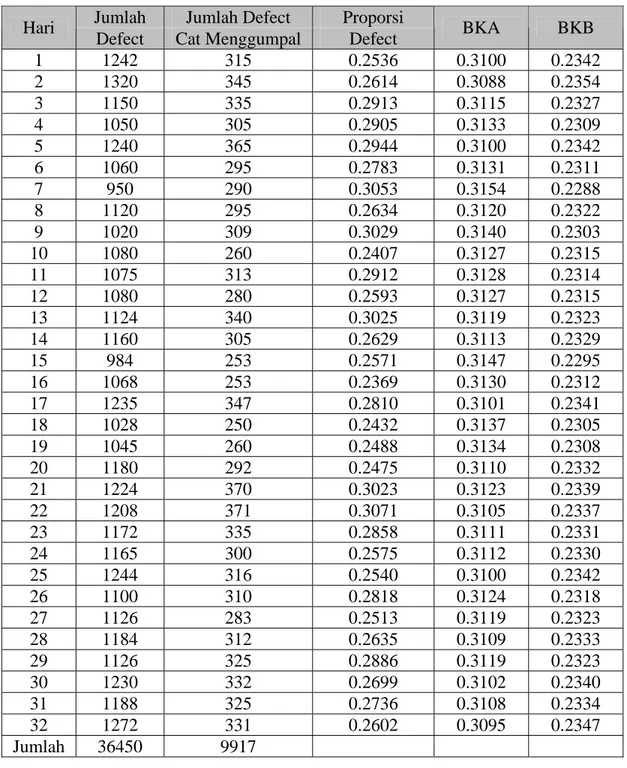
Gambar 4.5 Peta Kendali P Total Produksi dan Defect Spin On Tabel 4.7 Bagan Kendali P untuk Defect Cat Menggumpal Spin On Bulan
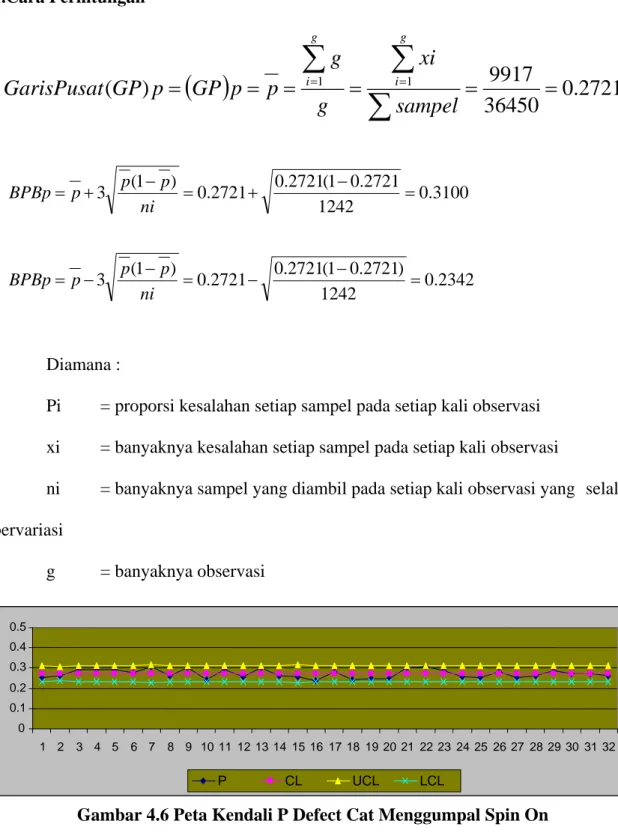
November – Desember 2009 Jumlah Jumlah Defect Proporsi Hari
Defect Cat Menggumpal Defect BKA BKB
1 1242 315 0.2536 0.3100 0.2342
2 1320 345 0.2614 0.3088 0.2354
3 1150 335 0.2913 0.3115 0.2327
4 1050 305 0.2905 0.3133 0.2309
5 1240 365 0.2944 0.3100 0.2342
6 1060 295 0.2783 0.3131 0.2311
7 950 290 0.3053 0.3154 0.2288
8 1120 295 0.2634 0.3120 0.2322
9 1020 309 0.3029 0.3140 0.2303
10 1080 260 0.2407 0.3127 0.2315
11 1075 313 0.2912 0.3128 0.2314
12 1080 280 0.2593 0.3127 0.2315
13 1124 340 0.3025 0.3119 0.2323
14 1160 305 0.2629 0.3113 0.2329
15 984 253 0.2571 0.3147 0.2295
16 1068 253 0.2369 0.3130 0.2312
17 1235 347 0.2810 0.3101 0.2341
18 1028 250 0.2432 0.3137 0.2305
19 1045 260 0.2488 0.3134 0.2308
20 1180 292 0.2475 0.3110 0.2332
21 1224 370 0.3023 0.3123 0.2339
22 1208 371 0.3071 0.3105 0.2337
23 1172 335 0.2858 0.3111 0.2331
24 1165 300 0.2575 0.3112 0.2330
25 1244 316 0.2540 0.3100 0.2342
26 1100 310 0.2818 0.3124 0.2318
27 1126 283 0.2513 0.3119 0.2323
28 1184 312 0.2635 0.3109 0.2333
29 1126 325 0.2886 0.3119 0.2323
30 1230 332 0.2699 0.3102 0.2340
31 1188 325 0.2736 0.3108 0.2334
32 1272 331 0.2602 0.3095 0.2347
Jumlah 36450 9917
1.Cara Perhitungan
( ) 0 . 2721
36450 ) 9917
( = = =
1=
1= =
∑
∑
∑
= =sampel xi g
g p
p GP p
GP GarisPusat
g
i g
i
Diamana :
Pi = proporsi kesalahan setiap sampel pada setiap kali observasi xi = banyaknya kesalahan setiap sampel pada setiap kali observasi
ni = banyaknya sampel yang diambil pada setiap kali observasi yang selalu bervariasi
g = banyaknya observasi
Gambar 4.6 Peta Kendali P Defect Cat Menggumpal Spin On
0 0.1 0.2 0.3 0.4 0.5
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 2425 2627 2829 30 31 32
P CL UCL LCL
3100 . 1242 0
2721 . 0 1 ( 2721 . 2721 0 . ) 0 1
3 ( − = + − =
+
= ni
p p p
BPBp
2342 . 1242 0
) 2721 . 0 1 ( 2721 . 2721 0 . ) 0 1
3 ( − =
−
− =
−
= ni
p p p
BPBp
Tabel 4.8 Bagan Kendali P untuk Defect Cat Meleleh Spin On Bulan November – Desember 2009
Jumlah Jumlah Defect Proporsi Hari
Defect Cat Meleleh Defect BKA BKB
1 1242 270 0.2174 0.2503 0.1803
2 1320 315 0.2386 0.2492 0.1814
3 1150 280 0.2435 0.2517 0.1789
4 1050 230 0.2190 0.2534 0.1772
5 1240 238 0.1919 0.2503 0.1803
6 1060 222 0.2094 0.2532 0.1774
7 950 175 0.1842 0.2553 0.1753
8 1120 268 0.2393 0.2521 0.1785
9 1020 216 0.2118 0.2539 0.1767
10 1080 265 0.2454 0.2528 0.1778
11 1075 210 0.1953 0.2529 0.1778
12 1080 264 0.2444 0.2528 0.1778
13 1124 264 0.2349 0.2521 0.1785
14 1160 266 0.2293 0.2515 0.1791
15 984 214 0.2175 0.2546 0.1760
16 1068 271 0.2537 0.253 0.1776
17 1235 235 0.1903 0.2504 0.1802
18 1028 204 0.1984 0.2538 0.1768
19 1045 210 0.2010 0.2534 0.1772
20 1180 256 0.2169 0.2512 0.1794
21 1224 250 0.2042 0.2505 0.1801
22 1208 260 0.2152 0.2508 0.1798
23 1172 266 0.2270 0.2513 0.1793
24 1165 235 0.2017 0.2514 0.1792
25 1244 252 0.2026 0.2503 0.1803
26 1100 218 0.1982 0.2525 0.1781
27 1126 255 0.2265 0.2520 0.1786
28 1184 242 0.2044 0.2511 0.1795
29 1126 210 0.1865 0.2520 0.1786
30 1230 284 0.2309 0.2505 0.1801
31 1188 250 0.2104 0.2511 0.1795
32 1272 254 0.1997 0.2499 0.1807
Jumlah 36450 7849
1.Cara Perhitungan
( ) 0 . 2153
36450 ) 7849
( = = =
1=
1= =
∑
∑
∑
= =sampel xi g
g p
p GP p
GP GarisPusat
g
i g
i
Diamana :
Pi = proporsi kesalahan setiap sampel pada setiap kali observasi xi = banyaknya kesalahan setiap sampel pada setiap kali observasi
ni = banyaknya sampel yang diambil pada setiap kali observasi yang selalu bervariasi
g = banyaknya observasi
Gambar 4.7 Peta Kendali P Defect Cat Meleleh Spin On
0 0.05
0.1 0.15 0.2 0.25 0.3 0.35
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24252627282930 31 32
P CL UCL LCL
2503 . 1242 0
) 2153 . 0 1 ( 2153 . 3 0 2153 . ) 0 1
3 ( − = + − =
+
= ni
p p p
BPAp
1803 . 1242 0
2153 . 0 1 ( 2153 . 3 0 2153 . ) 0 1
3 ( − =
−
− =
−
= ni
p p p
BPBp
Tabel 4.9 Bagan Kendali P untuk Defect Cat Kulit Jeruk Spin On Bulan November – Desember 2009
Jumlah Jumlah Defect Proporsi Hari
Defect Cat Kulir Jeruk Defect BKA BKB
1 1242 260 0.2093 0.2470 0.1774
2 1320 250 0.1894 0.2460 0.1784
3 1150 250 0.2174 0.2484 0.1760
4 1050 220 0.2095 0.2501 0.1743
5 1240 252 0.2032 0.2470 0.1774
6 1060 204 0.1925 0.2499 0.1745
7 950 212 0.2232 0.2520 0.1724
8 1120 240 0.2143 0.2489 0.1755
9 1020 243 0.2382 0.2506 0.1738
10 1080 256 0.237 0.2495 0.1749
11 1075 220 0.2047 0.2496 0.1749
12 1080 240 0.2222 0.2495 0.1749
13 1124 256 0.2278 0.2488 0.1756
14 1160 266 0.2293 0.2482 0.1762
15 984 236 0.2398 0.2513 0.1731
16 1068 225 0.2107 0.2497 0.1747
17 1235 297 0.2405 0.2471 0.1773
18 1028 206 0.2004 0.2505 0.1739
19 1045 228 0.2182 0.2501 0.1743
20 1180 222 0.1881 0.2480 0.1765
21 1224 240 0.1961 0.2473 0.1771
22 1208 253 0.2094 0.2475 0.1770
23 1172 225 0.1920 0.2480 0.1764
24 1165 226 0.1940 0.2481 0.1763
25 1244 224 0.1801 0.2470 0.1774
26 1100 262 0.2381 0.2492 0.1752
27 1126 208 0.1847 0.2488 0.1756
28 1184 286 0.2416 0.2478 0.1766
29 1126 244 0.2167 0.2488 0.1756
30 1230 273 0.2220 0.2472 0.1772
31 1188 252 0.2121 0.2478 0.1766
32 1272 260 0.2044 0.2466 0.1778
Jumlah 36450 7736
1.Cara Perhitungan
( ) 0 . 2122
36450 ) 7736
( = = =
1=
1= =
∑
∑
∑
= =sampel xi g
g p
p GP p
GP GarisPusat
g
i g
i
Diamana :
Pi = proporsi kesalahan setiap sampel pada setiap kali observasi xi = banyaknya kesalahan setiap sampel pada setiap kali observasi
ni = banyaknya sampel yang diambil pada setiap kali observasi yang selalu bervariasi
g = banyaknya observasi
Gambar 4.8 Peta Kendali P Defect Cat Kulit Jeruk Spin On
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32
P CL UCL LCL
2470 . 1242 0
) 2122 . 0 1 ( 2122 . 3 0 2122 . ) 0 1
3 ( − =
+
− = +
= ni
p p p
BPAp
1774 . 1242 0
) 2122 . 0 1 ( 2122 . 3 0 2122 . ) 0 1
3 ( −
−
− =
−
= ni
p p p
BPBp
Tabel 4.10 Bagan Kendali P untuk Defect Cat Berpulau Spin On Bulan November – Desember 2009
Jumlah Defect Proporsi Hari
Defect Cat Berpulau Defect BKA BKB
1 1242 215 0.1731 0.1814 0.1204
2 1320 210 0.1591 0.1805 0.1213
3 1150 160 0.1391 0.1826 0.1192
4 1050 140 0.1333 0.1840 0.1178
5 1240 190 0.1532 0.1814 0.1204
6 1060 175 0.1651 0.1839 0.1179
7 950 118 0.1242 0.1857 0.1161
8 1120 165 0.1473 0.1830 0.1188
9 1020 162 0.1588 0.1845 0.1173
10 1080 155 0.1435 0.1836 0.1182
11 1075 148 0.1377 0.1836 0.1181
12 1080 144 0.1333 0.1836 0.1182
13 1124 140 0.1246 0.1829 0.1189
14 1160 185 0.1595 0.1824 0.1194
15 984 124 0.1260 0.1851 0.1167
16 1068 165 0.1545 0.1838 0.1180
17 1235 200 0.1619 0.1815 0.1203
18 1028 174 0.1693 0.1844 0.1174
19 1045 165 0.1579 0.1841 0.1177
20 1180 212 0.1797 0.1822 0.1196
21 1224 194 0.1585 0.1816 0.1202
22 1208 192 0.1589 0.1818 0.1200
23 1172 166 0.1416 0.1822 0.1195
24 1165 168 0.1442 0.1824 0.1194
25 1244 224 0.1801 0.1813 0.1205
26 1100 154 0.1400 0.1833 0.1185
27 1126 165 0.1465 0.1829 0.1189
28 1184 181 0.1529 0.1821 0.1197
29 1126 165 0.1465 0.1829 0.1189
30 1230 185 0.1504 0.1815 0.1203
31 1188 186 0.1567 0.1821 0.1197
32 1272 175 0.1376 0.1810 0.1208
Jumlah 36450 5502
1.Cara Perhitungan
( ) 1509
36450 ) 5502
( = = =
1=
1=
∑
∑
∑
= =sampel xi g
g p
p GP p
GP GarisPusat
g
i g
i
Diamana :
Pi = proporsi kesalahan setiap sampel pada setiap kali observasi xi = banyaknya kesalahan setiap sampel pada setiap kali observasi
ni = banyaknya sampel yang diambil pada setiap kali observasi yang selalu bervariasi
g = banyaknya observasi
Gambar 4.9 Peta Kendali P Defect Cat Berpulau Spin On
0 0.05
0.1 0.15 0.2 0.25
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24252627282930 31 32
P CL UCL LCL
1814 . 1242 0
) 1509 1 ( 1509 . 1509 0 . ) 0 1
3 ( − = + − =
+
= ni
p p p
BPAp
1204 . 1242 0
) 1509 1 ( 1509 . 1509 0 . ) 0 1
3 ( − = − − =
−
= ni
p p p
BPBp
Tabel 4.11 Bagan Kendali P untuk Defect Cat Tipis Spin On Bulan November – Desember 2009
Jumlah Defect Proporsi Hari
Defect Cat Tipis Defect BKA BKB
1 1242 182 0.1465 0.1797 0.1191
2 1320 200 0.1515 0.1788 0.1200
3 1150 175 0.1522 0.1809 0.1179
4 1050 155 0.1476 0.1824 0.1164
5 1240 185 0.1492 0.1798 0.1190
6 1060 154 0.1453 0.1822 0.1166
7 950 125 0.1316 0.1841 0.1147
8 1120 162 0.1446 0.1814 0.1174
9 1020 170 0.1667 0.1829 0.1159
10 1080 144 0.1333 0.1819 0.1169
11 1075 184 0.1712 0.1820 0.1168
12 1080 152 0.1407 0.1819 0.1169
13 1124 144 0.1281 0.1813 0.1175
14 1160 158 0.1362 0.1808 0.1180
15 984 157 0.1596 0.1835 0.1153
16 1068 154 0.1442 0.1821 0.1168
17 1235 156 0.1263 0.1798 0.1190
18 1028 164 0.1595 0.1828 0.1160
19 1045 182 0.1742 0.1825 0.1163
20 1180 168 0.1424 0.1805 0.1183
21 1224 170 0.1389 0.1800 0.1188
22 1208 162 0.1341 0.1802 0.1186
23 1172 180 0.1536 0.1806 0.1182
24 1165 196 0.1682 0.1807 0.1181
25 1244 198 0.1592 0.1797 0.1191
26 1100 156 0.1418 0.1816 0.1172
27 1126 185 0.1643 0.1813 0.1175
28 1184 193 0.1630 0.1805 0.1183
29 1126 182 0.1616 0.1813 0.1175
30 1230 156 0.1268 0.1799 0.1189
31 1188 175 0.1473 0.1804 0.1184
32 1272 222 0.1745 0.1794 0.1194
Jumlah 36450 5446
1.Cara Perhitungan
( ) 0 . 1494
36450 ) 5446
( = = =
1=
1= =
∑
∑
∑
= =sampel xi g
g p
p GP p
GP GarisPusat
g
i g
i
Diamana :
Pi = proporsi kesalahan setiap sampel pada setiap kali observasi xi = banyaknya kesalahan setiap sampel pada setiap kali observasi
ni = banyaknya sampel yang diambil pada setiap kali observasi yang selalu bervariasi
g = banyaknya observasi
Gambar 4.10 Peta Kendali P Defect Cat Tipis Spin On
0 0.05 0.1 0.15 0.2 0.25
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 2627 28 29 30 31 32
p CL UCL LCL
1797 . 1242 0
) 1494 . 0 1 ( 1494 . 3 0 1494 . ) 0 1
3 ( − =
+
− = +
= ni
p p p
BPAp
1191 . 1242 0
) 1494 . 0 1 ( 1494 . 3 0 1494 . ) 0 1
3 ( − =
−
− =
−
= ni
p p p
BPBp
Berdasarkan data hasil perhitungan pada peta pengendali proporsi kesalahan (p- chart) maka dapat diketahui tidak terdapat titik yang berada diluar batas-batas kendali.Hal ini menunjukkan tidak ada sebab khusus dalam proses.Berikut pareto pencapaian defect akibat kesalahan produksi bulan november – desember 2009 :
Tabel 4.12 Data Defect Line Painting Spin On Bulan November – Desember 2009
No Jenis Defect Jumlah Komulatif Presentase Komulatif
1 Menggumpal 9917 9917 27.21 27.21
2 Meleleh 7849 17766 21.53 48.74
3 Kulit Jeruk 7736 25502 21.22 69.96
4 Berpulau 5502 31004 15.1 85.06
5 Tipis 5446 36450 14.94 100
Jumlah 36450
Gambar 4.11 Grafik Pareto Defect Produksi Spin On 27.21
21.53 21.22
15.1 14.94
27.21
48.74
69.96 85.06
100
0 20 40 60 80 100 120
1 2 3 4 5
Berdasarkan pareto diatas dapat ditarik kesimpulan bahwa defect cat menggumpal menempati posisi teratas untuk area painting dengan quantity sebanyak 9917 pcs atau 27.21 % dari total defect sebanyak 36450 pcs.
Selain itu berdasarkan laporan dari department QA melalui summary pareto 7 besar claim Spin On oil dan fuel (2007 – 2009) urutan claim cat menempati peringkat kelima dengan kasus cat menggumpal menempati urutan pertama.Berikut data claim cat berdasarkan satatus log 2007 – 2009 antara lain :
Tabel 4.13 Data Claim Cat Berdasakan status log 2007 - 2009
No Kasus B03 B01 B5 B2 B04 Total
1 Jumlah 17 8 6 4 1 36
2 % 47.22 22.22 16.67 11.11 2.78 100%
3 % kumulatif 47.22 69.44 86.11 97.22 100
Keterangan :
B01 = Cat Kulit Jeruk B02 = Cat Berpulau B03 = Cat Menggumpal B04 = Cat Meleleh B05 = Cat Tipis
Tabel 4.14 Data Claim Cat Berdasakan Rankingnya
No Jenis Claim Jumlah % Claim Komulatif Ranking
1 Cat Mengumpal 17 47.22 47.22 1
2 Cat Kulit Jeruk 8 22.22 69.44 2
3 Cat Tipis 6 16.67 86.11 3
4 Cat Berpulau 4 11.11 97.22 4
5 Cat Meleleh 1 2.78 100 5
Total 36 100
Gambar 4.12 Grafik Pareto Claim Cat Berdasarkan Rankingnya
Keterangan :
1. Cat Menggumpal 2. Cat Kulit Jeruk 3. Cat Tipis 4. Cat Berpulau 5. Cat Meleleh
47.22
22.22 16.67
11.11
2.78 47.22
69.44
86.11 97.22
100
0 20 40 60 80 100 120
1 2 3 4 5
Kasus claim cat tersebut tersebar dalam 8 part number, dengan rincian sebagai berikut :
Tabel 4.15 Jumlah Claim Berdasarkan Part Number
PN C-1204 C-1109-9 C-1614 C-1109 C-1809 C-6702 C-1027 Total
B03 5 4 3 2 1 2 17
B01 3 2 1 1 1 8
B05 2 2 2 6
B02 1 1 1 1 4
B04 1 1
Total 9 7 6 1 3 4 6 36
Maka sesuai dengan pembatasan masalah yang telah ditentukan sebelumnya, maka penulis akan membahas lebih lanjut mengenai defect menggumpal tersebut mulai dari kemungkinan penyebab masalah dan langkah-langkah perbaikan apa yang harus diambil oleh pihak manajeman untuk mengantisipasi terjadinya defect kulit jeruk tersebut.