4. PEMBAHASAN
4.1. Gambaran Umum Perusahaan
Gambaran umum perusahaan yang akan dibahas meliputi tinjauan umum perusahaan dan proses produksi. Tinjauan umum perusahaan meliputi sejarah perusahaan, jam kerja perusahaan dan juga keunggulan perusahaan. Profil perusahaan yang akan dibahas meliputi tinjauan umum perusahaan. Tinjauan umum perusahaan meliputi jam kerja perusahaan, fasilitas perusahaan dan juga keunggulan perusahaan. Proses produksi merupakan mesin yang digunakan, bahan baku yang digunakan dan tahapan proses produksi.
4.1.1 Tinjauan Umum Perusahaan
PT. X merupakan anak perusahaan dari Astra Otoparts. PT. X terbagi menjadi empat plant di tiga lokasi yang masing-masing terletak di kota Jakarta, Bogor dan Sidoarjo. PT. X di Kota Sidoarjo merupakan divisi filter. Produk yang di produksi saat ini diantaranya oil filter, air filter dan fuel filter. PT. X merupakan perusahaan yang sudah memiliki pasar konsumen cukup besar, diantaranya Honda, Yamaha, Suzuki dan Kawasaki.
PT. X terbagi menjadi tiga shift jam kerja. Shift pertama yaitu dari jam 08.00-16.00 WITA. Shift kedua yaitu 16.00-24.00 WITA. Shift ketiga yaitu 24.00- 08.00 WITA. Jam kerja karyawan ini diberlakukan secara bergantian untuk setiap minggunya. Penerapan tiga shift jam kerja ini juga didasarkan karena proses produksi yang berjalan secara terus-menerus. Setiap shift ini memiliki satu jam kosong yang diberikan kepada karyawan untuk beristirahat.
4.2. Proses Produksi
Proses produksi adalah suatu aktivitas penambahan nilai (value) dari bahan
baku menjadi produk akhir (barang atau jasa). Faktor-faktor yang mendukung
aktivitas produksi dari PT. X adalah bahan baku, mesin yang digunakan, tahapan
proses produksi. Faktor-faktor ini sangat memengaruhi output (Guide) yang
dihasilkan.
4.2.1 Bahan baku yang digunakan
Bahan baku yang digunakan untuk produksi guide adalah material import.
Material dalam bentuk gulungan kemudian dipotong menjadi bentuk lembar.
𝑆𝐸𝐶𝐷 0,4 𝑥 1200 𝑥 1219. Material tersebut merupakan bahan baku yang sama untuk semua tipe jenis guide.
Gambar 4.1 Material 𝑆𝐸𝐶𝐷 0,4 𝑥 1200 x 1219
4.2.2 Mesin yang digunakan
Mesin yang digunakan oleh PT. X dan supplier untuk melakukan proses produksi guide yaitu mesin cutting, mesin blanking draw, mesin piercing bore, mesin piercing samping dan mesin trimming embos. Mesin-mesin yang digunakan oleh PT. X dan supplier secara keseluruhan beserta keterangan fungsi mesin tersebut adalah sebagai berikut.
Tabel 4.1 Mesin di PT. X
No Mesin Keterangan
1 Mesin Cutting (Mc Shearing CCCU 06-01)
Mesin Cutting merupakan mesin untuk
potong lembar menjadi lajur
Tabel 4.1 merupakan tabel mesin di PT.X. Mesin cutting ini memiliki fungsi untuk melakukan potong lembar (plat) menjadi lajur. Hasil potong tergantung kebutuhan, untuk produksi komponen guide satu lembar akan menjadi tiga belas lajur.
Tabel 4.2 Mesin di Supplier
No Mesin Keterangan
1 Blanking Draw Mesin Blanking Draw merupakan mesin potong lajur dengan tujuan mendapatkan hasil potongan atau blank. Sisanya akan dibuang sebagai sisa potong yang disebut aval.
2 Trimming Emboss Mesin Trimming Emboss merupakan mesin potong sisa material yang tidak berguna untuk mendapat ukuran akhir yang dibutuhkan.
Mesin trimming akan meninggalkan bagian yang tidak berguna atau aval.
3 Piercing Bore Mesin Piercing Bore merupakan mesin potong lubang (punching). Lubang yang dihasilkan bisa bulat atau bentuk lainnya sesuai dengan bentuk punch (matras). Proses piercing bore untuk memotong bagian tengah. Pada proses piercing bore juga terdapat aval atau sisa potong.
4 Piercing Samping Mesin Piercing Samping merupakan mesin yang memiliki fungsi hampir sama dengan piercing bore. Piercing samping ini bertujuan untuk memotong sisa samping.
Tabel 4.2 merupakan mesin yang terdapat di Supplier. Keempat mesin
tersebut adalah mesin yang digunakan untuk produksi Guide. Proses pertama
dengan mesin Blanking Draw untuk mendapatkan hasil potong lajur. Kedua mesin
Trimming Emboss untuk mendapatkan hasil potong sisi samping bibir guide.
Ketiga mesin Piercing Bore untuk mendapatkan hasil potong sisi atas guide.
Keempat atau mesin terakhir yaitu Piercing Samping untuk mendapatkan hasil potong sisi bagian samping.
4.2.3 Tahapan Proses Produksi
Tahapan proses produksi guide terbagi menjadi beberapa tahapan. Diawali dengan pengiriman material dari supplier import berbentuk mother coil. Mother coil dikirim ke supplier jasa potong untuk di proses menjadi lembar atau coil (pita) sesuai dengan kebutuhan. Material lembar menggunakan ukuran potong 1219𝑚𝑚 𝑥 1200. Tahap berikutnya adalah tahap proses produksi inti, yaitu pertama dilakukan di PT. X. Pemotongan lembar menjadi lajur menggunakan mesin Cutting (Mc Shearing CCCU 06-01). Ukuran potong lajur adalah 95𝑚𝑚 𝑥 1200.
Tabel 4.3 Tahapan Proses Produksi di PT. X
No Proses Ket. Gambar
1 Cutting Lajur
Tabel 4.3 merupakan tahapan proses produksi di PT. X. Ketika ada order
untuk komponen guide maka material lajur dikirimkan ke supplier subcontract
dengan input ke sistem dan surat jalan keluar. Tahapan berikutnya dilakukan di
supplier, dimana terbagi menjadi empat proses diantaranya, proses blanking draw,
proses trimming emboss, proses piercing bore dan piercing samping. Tahapan
proses produksi untuk GD002 dan GD005 berbeda dengan guide lainnya, hanya
menggunakan tiga mesin yaitu blanking draw, trimming emboss dan piercing bore
tanpa piercing samping.
Tabel 4.4 Tahapan Proses Produksi di Supplier
No Proses Ket. Gambar
1 Blanking Draw
2 Trimming Emboss
3 Piercing Bore
4 Piercing Samping
Tabel 4.4 merupakan tahapan proses produksi di supplier. Rangkaian
tahapan proses produsi diawali blanking draw, trimming emboss, piercing bore,
dan piercing samping. Tahap berikutnya pengecekan oleh quality dan packing
doos. Komponen guide akan dikirimkan kembali oleh supplier ke PT. X dengan
dilengkapi dengan lampiran surat jalan masuk dan surat tagihan.
4.2.4 Output yang dihasilkan
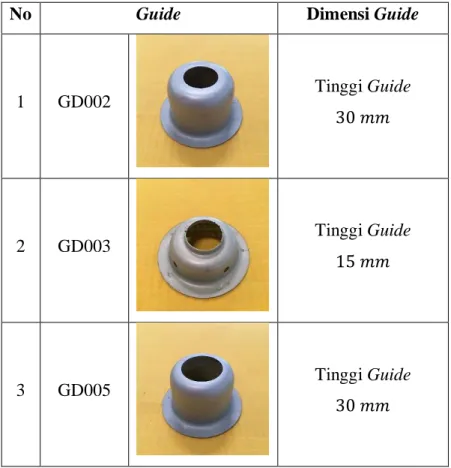
Output yang dihasilkan oleh supplier adalah guide. Guide adalah komponen yang menempel di end plate A yang melalui proses spot welding dan berfungsi sebagai penyangga atau penambah kekuatan hubungan housing dengan filter. Dengan kata lain, guide merupakan bagian dari komponen yang mendukung fungsi oil filter dengan cara mengunci shaft engine yang berada ditengah oil filter serta penghubung antar dua elemen dan juga sebagai tempat dudukan packing yang berada di dalam filter. Guide hanya digunakan untuk oil filter yang memiliki dua elemen. Guide termasuk kedalam subcontract material, dimana material tersebut dialihkan untuk dikerjakan oleh jasa supplier. Jenis dan dimensi guide dijelaskan pada Tabel 4.5.
Tabel 4.5 Jenis dan Dimensi Guide
No Guide Dimensi Guide
1 GD002 Tinggi Guide
30 𝑚𝑚
2 GD003 Tinggi Guide
15 𝑚𝑚
3 GD005 Tinggi Guide
30 𝑚𝑚
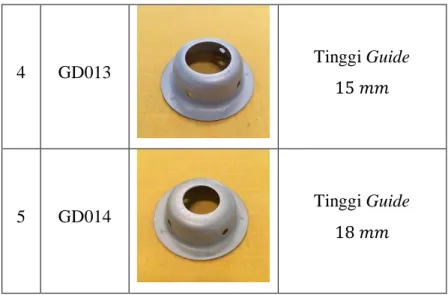
Tabel 4.5 Jenis dan Dimensi Guide (Lanjutan)
4 GD013 Tinggi Guide
15 𝑚𝑚
5 GD014 Tinggi Guide
18 𝑚𝑚
4.3 DMAIC
DMAIC merupakan salah satu metode yang digunakan untuk mengidentifikasi dan menyelesaikan masalah. DMAIC terbagi atas lima tahap yaitu define, measure, analyze, improve dan control. DMAIC yang digunakan untuk PT. X adalah sebagai berikut.
4.3.1 Define
Setiap proses pasti memiliki unsur-unsur utama yakni supplier, input,
process, output, customes. Dalam metode DMAIC proses seringkali dapat
digambarkan dalam format SIPOC Diagram. Tujuan SIPOC Diagram dibuat
untuk mengetahui proses yang terlibat, urutan proses dan interaksi antar proses,
serta hal-hal apa saja yang terlibat dalam proses. Adapun SIPOC Diagram
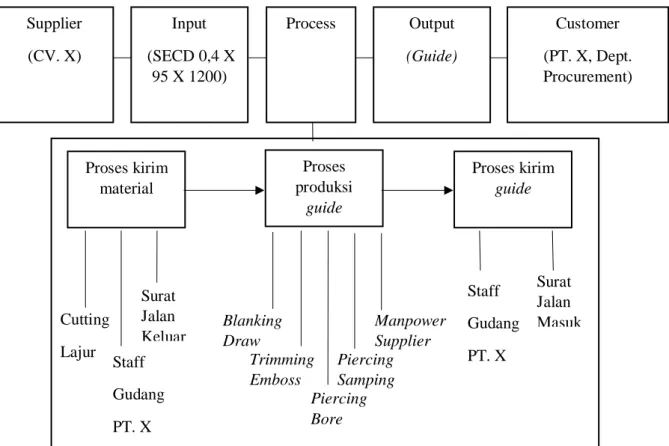
komponen guide dapat dilihat pada Gambar 4.2.
Gambar 4.2 Diagram SIPOC Komponen Guide
Dari SIPOC Diagram diatas dapat diuraikan sebagai berikut :
• Supplier, terdiri CV. X supplier jasa yang memproduksi komponen guide.
• Input, bahan baku berupa SECD 0,4 x 95 x 1200.
• Process, proses pertama proses kirim material (mesin cutting lajur, staff gudang, surat jalan keluar), proses kedua proses produksi (mesin blanking draw, mesin trimming emboss, mesin piercing bore, mesin piercing samping, dan manpower supplier), proses ketiga proses kirim guide (staff gudang receiving, surat jalan masuk).
• Output, yang dihasilkan adalah komponen guide.
• Customers, PT. X dan Dep. Procurement.
4.3.2 Measure
Pengukuran ini dilakukan dengan melakukan pengumpulan data varian komponen guide periode Juli 2018. Persentase perbandingan selisih nilai sistem
Proses kirim material
Proses produksi
guide
Proses kirim guide
Cutting Lajur
Staff Gudang PT. X
Surat Jalan Keluar
Blanking Draw
Trimming Emboss
Manpower Supplier
Piercing Bore
Piercing Samping
Surat Jalan Masuk Supplier
(CV. X)
Input (SECD 0,4 X
95 X 1200)
Output (Guide)
Customer (PT. X, Dept.
Procurement) Process
Staff Gudang PT. X
dan aktual mencapai 50%, dimana nilai aktual 4018,26 dan nilai aktual 2007,29.
Data varian komponen guide dapat dilihat pada Tabel 4.6.
Tabel 4.6 Data Varian Guide
Partnumber Deskripsi Warehouse Unit Sistem Aktual Varian RC0704-
0095M
CUTTING SECD 0,4 x95 x1200
WSPS1
(CV. X) KG 4018, 26
2007, 29
2010, 97
4.3.3 Analyze
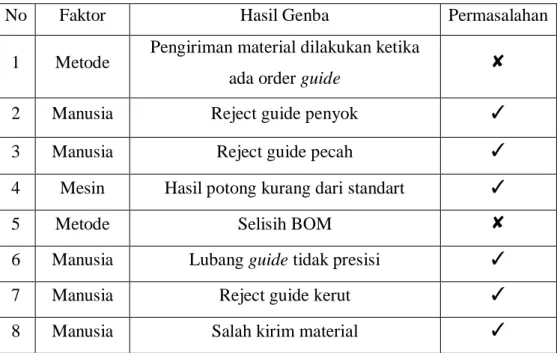
Aktifitas pertama yang dilakukan mencari semua kemungkinan yang menjadi penyebab terjadinya permasalahan proses produksi dengan melakukan kunjungan lapangan (genba) ke supplier. Hasil genba adalah sebagai berikut :
Tabel 4.7 Hasil Genba
No Faktor Hasil Genba Permasalahan
1 Metode Pengiriman material dilakukan ketika ada order guide
✘
2 Manusia Reject guide penyok ✓
3 Manusia Reject guide pecah ✓
4 Mesin Hasil potong kurang dari standart ✓
5 Metode Selisih BOM ✘
6 Manusia Lubang guide tidak presisi ✓
7 Manusia Reject guide kerut ✓
8 Manusia Salah kirim material ✓
Hasil genba proses produksi komponen guide terbagi menjadi dua,
permasalahan yang dipilih dan tidak dipilih. Permasalahan yang dipilih yaitu,
reject guide penyok, reject guide pecah, reject guide kerut, lubang guide tidak
presisi, hasil potong kurang dari standart dan salah kirim material. Permasalahan
yang tidak terpilih yaitu, pengiriman material dilakukan ketika ada order guide
dan selisih BOM. Permasalahan tersebut tidak terpilih dikarenakan setelah dilakukan evaluasi permasalahan tersebut tidak menggangu proses produksi komponen guide.
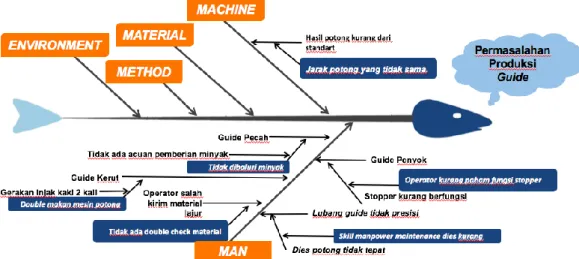
Aktifitas berikutnya pada tahap analyze adalah mencari akar permasalahan dan juga penyelesaian dari masalah tersebut. Tahap analyze ini dilakukan dengan menggunakan salah satu dari seven tools. Tool yang akan digunakan pada tahap analyze adalah fishbone diagram. Analisa fishbone diagram dapat dilihat pada Gambar 4.3.
Gambar 4.3 Fishbone Diagran Permasalahan Produksi Guide
Gambar 4.3 merupakan fishbone diagram dari permasalahan produksi guide. Faktor yang mempengaruhi adanya permasalahan tersebut terdiri dari dua faktor. Kedua faktor tersebut adalah faktor mesin (machine) dan faktor (man).
• Faktor Mesin (Machine)
Faktor mesin, hasil potong material lajur oleh manpower supplier kurang
dari standart. Proses ini terjadi pada mesin potong pertama di supplier, mesin
Blanking Draw. Hasil potong lajur seharusnya menjadi tiga belas untuk satu lajur,
namun aktualnya bisa menjadi dua belas. Hasil potong kurang dari standart
disebabkan oleh jarak potong mesin yang tidak sama. Hasil potong kurang dari
standart dapat dilihat pada Gambar 4.4.
Gambar 4.4 Hasil potong kurang dari standart
• Faktor Manusia (Man)
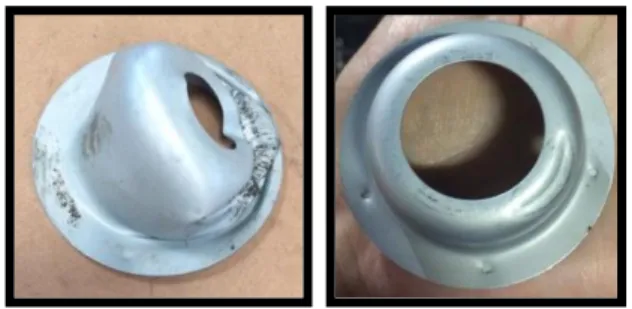
Faktor manusia yang menjadi penyebab permasalahan produksi guide adalah sebagai berikut. Pertama, kondisi guide penyok. Reject tersebut disebabkan oleh penggunaan stopper yang kurang diperhatikan oleh manpower, dimana manpower kurang paham menepatkan guide pada dies. Reject tersebut terjadi di mesin Trimming Emboss. Reject guide penyok dapat dilihat pada gambar Gambar 4.5.
Gambar 4.5 Guide penyok
Kedua, kondisi guide pecah. Reject tersebut tejadi saat proses potong di mesin Blanking Draw, kondisi dies dan material lajur yang lalai untuk dibaluri minyak. Hal tersebut terjadi karena tidak ada acuan kapan pemberian minyak dilakukan. Sehingga saat dies potong material yang terjadi adalah guide pecah.
Reject guide pecah dapat dilihat pada Gambar 4.6.
Gambar 4.6 Guide pecah
Ketiga, kondisi guide kerut. Reject tersebut disebabkan oleh double makan mesin potong yang terjadi karena gerakan menginjak push-button oleh manpower terjadi dua kali. Hal tersebut terjadi diluar kontrol manpower. Reject tersebut terjadi saat proses potong di mesin Trimming Emboss. Reject guide kerut dapat dilihat pada Gambar 4.7.
Gambar 4.7 Guide kerut
Keempat, kondisi lubang guide tidak presisi. Reject tersebut disebabkan oleh faktor manusia. Kondisi dies potong yang tidak tepat. Hal tersebut disebabkan karena skill manpower maintenance dies kurang. Reject lubang guide tidak presisi dapat dilihat pada Gambar 4.8.
Gambar 4.8 Lubang guide tidak presisi
Kelima, operator PT. X salah kirim material lajur ke supplier. Operator tersebut mengirimkan material dengan ukuran kurang atau lebih dari ukuran sebenarnya. Hal tersebut terjadi karena setelah proses cutting material lajur, tidak ada double check sebelum dikirim ke supplier. Salah kirim material lajur dapat dilihat pada Gambar 4.8.
Gambar 4.8 Salah kirim material lajur
4.3.4 Improvement
Improve merupakan tahap perbaikan dengan cara memberikan solusi- solusi terhadap masalah yang dapat diperbaiki. Rencana penanggulangan yang diberikan kepada PT. X dan supplier adalah sebagai berikut.
Tabel 4.8 Rencana Penanggulangan
Faktor Akar Masalah Solusi Dipilih Alasan
Manusia Operator kurang paham fungsi stopper
Trainning manpower, checksheet reject daily
✓ Menekankan aware manpower supplier, Menekankan persentase reject daily
Manusia Tidak ada acuan pemberian minyak
WI (Frekuensi oles minyak), Checksheet Reject
✓ Menekankan
prosedur kerja,
Menekankan
persentase reject
daily
Faktor Akar Masalah Solusi Dipilih Alasan Manusia Skill manpower
maintenance kurang
Trainning manpower, Checksheet Reject
✓ Menekankan quality awareness
manpower, Menekankan persentase reject daily
Manusia Gerakan double injak pada press- button mesin
WI, Tambahan bantuan pijakan kaki dibawah mesin, Checksheet reject
✓ Menekankan prosedur kerja, Menekankan persentase reject daily
Manusia Tidak ada double check material
Jig material lajur
✓ Mengurangi terjadinya retur material Mesin Jarak potong
tidak sama
WI dan II ✓ Menekankan
prosedur kerja Stopper ✓ Alat bantu sederhana
Menyamakan jarak potong dengan bantuan stopper yang memudahkan kerja manpower
Feeder conveyor
✘ Perawatan dan pemasangan mesin mahal
Checksheet material lajur
✓ Mengetahui kuantitas reject
• Solusi Berdasarkan Faktor Manusia
Solusi pertama, untuk reject bibir samping guide penyok, reject guide pecah, reject lubang guide tidak presisi dan reject guide kerut. Hal tersebut terjadi karena faktor manusia (man). Aktifitas yang dilakukan adalah diawali dengan mengevaluasi hasil genba. Hasil pengamatan di supplier tidak ada visualisasi pencatatan reject, maka dari itu usulan yang diberikan pencatatan dengan form checksheet reject. Form checksheet reject diberikan dan mulai diterapkan bulan September-November. Form checksheet reject dapat dilihat pada Gambar 4.10.
Gambar 4.10 Form Checksheet Reject Daily
Kemudian pertengahan bulan september dilakukan pengajuan usuluan
untuk melakukan trainning quaility awareness. Namun hasil reject komponen
guide masih terjadi sehingga usulan berikutnya adalah melakukan face-to-face
antar operator untuk mengetahui kendala yang masih menyebabkan reject tersebut
terjadi dan pembuatan work instruction untuk setiap tahapan proses. Hingga
pengamatan akhir pada bulan november didapatkan kesimpulan penurunan reject
komponen guide. Hasil solusi dapat dilihat pada Gambar 4.11.
Gambar 4.11 Grafik solusi pertama
Reject terbagi menjadi empat jenis, diantaranya penyok, kerut, tidak presisi dan pecah. Pada bulan September jenis reject untuk yang penyok sejumlah 35 pcs, kerut sejumlah 33 pcs, tidak presisi sejumlah 31 pcs dan pecah sejumlah 36 pcs. Pada bulan Oktober jenis reject untuk yang penyok sejumlah 50 pcs, kerut sejumlah 27 pcs, tidak presisi sejumlah 6 pcs dan pecah sejumlah 18 pcs. Pada bulan November jenis reject untuk penyok sejumlah 0 pcs, kerut sejumlah 0 pcs, tidak presisi sejumlah 0 pcs dan pecah sejumlah 17 pcs. Keterangan hasil form checksheet reject dapat dilihat pada Gambar 4.12.
Gambar 4.12 Grafik keterangan solusi pertama
Kedua, untuk operator PT. X yang salah kirim material lajur ke supplier.
Hal tersebut terjadi karena faktor manusia (man). Solusi yang dapat diberikan untuk masalah operator salah kirim lajur adalah dengan melakukan kontrol kedua
135
101
17
September Oktober November
35 33 31 36
50
27 6
18
0 0 0
17
0 10 20 30 40 50 60
Penyok Kerut Tidak Presisi
Pecah Penyok Kerut Tidak Presisi
Pecah Penyok Kerut Tidak Presisi
Pecah
September Oktober November
Total